Министерство высшего и среднего
специального образования Республики Узбекистан

Ташкентский
автомобильно-дорожный институт
Кафедра «Техническая
эксплуатация автомобилей»
Конспект лекций
по предмету «Проектирование
отделов и постов технического обслуживания и текущего ремонта и испытания
двигателей внутреннего сгорания»
Для
подготовки магистров по специальности 5А521406 "Эксплуатация и испытания
двигателей внутреннего сгорания" на базе направления бакалаврията 5521200
“Эксплуатация и ремонт транспортных средств”
(Автомобильный
транспорт)
Ташкент 2003 г.
Конспект лекции составлен на основе
рабочей программы «Проектирование отделов и постов
технического обслуживания и текущего ремонта и испытания двигателей внутреннего
сгорания». Приведен технологический расчет АТП и СТО с уклоном организации ТХК
и ремонт ДВС и ее систем и механизмов. На примерах указаны особенности проектирования отделов и постов
ТО и ТР, а также участков испытания ДВС.
Конспект лекции утвержден на заседании кафедры "ТЭА"
(Протокол
№____ 2003 год
"___"___________)
Составил: Т.Кадиршаев – к.т.н., доцент
Рецензенты: Н.М.Муминжонов - к.т.н., доцент.
С.Ибрагимов - к.т.н., доцент.
Конспект лекции одобрен Научно-Методическим Советом института.
(Протокол №
____ 2003 йил "____"_____________)
Множительный отдел ТАДИ 2003 г., ___ стр. (под редакции
авторов)
Тема I. Введение. Типы предприятий
автомобильного транспорта и его структурное изменения в рыночных условиях – 2
часа.
План:
1. Введение
2. Развитие
автомобильной промышленности и транспорта в республике.
3. Цель
предмета.
4. Типы
предприятий автомобильного транспорта.
Введение
Автомобильный транспорт играет ответственную роль в
транспортном комплексе независимого Республики Узбекистан, регулярно обслуживая
предприятий, организаций, ширкатов сельского хозяйства и их коллективных
клиентов, а также населения страны
Главной задачей автомобильного транспорта является полное,
качественное и своевременное удовлетворение потребностей народного хозяйства и
населения в перевозках при возможно минимальных затратах материальных и
трудовых ресурсов.
Решение этой задачи требует преимущественного развития
автомобильного транспорта общего пользования, повышения грузо - и
пассажирооборота, укрепления материально-технической базы и концентрации
транспортных средств на крупных автотранспортных предприятиях, улучшения
технического обслуживания (ТО) и ремонта подвижного состава.
Существенный рост объемов автомобильных перевозок в
народном. хозяйстве страны предопределяет опережающие темпы развития
автомобильного транспорта по сравнению с другими его видами. При этом следует
иметь в виду, что из всех видов транспорта автомобильный является самым
трудоемким и фондоёмким, а
издержки народного хозяйства по автомобильному транспорту превышают издержки по
всем другим видам транспорта, вместе
взятым. Трудовые и материальные затраты на поддержание подвижного состава в
технически исправном состоянии значительны и в несколько раз превышают затраты
на его изготовление.
Так, за нормативный срок службы грузового автомобиля средней
грузоподъемности примерная структура трудовых затрат в процентах от общих
затрат составляет: ТО и текущий ремонт (ТР)—91;
капитальный ремонт автомобиля и агрегатов—7;
изготовление автомобиля 2.
В известной степени столь высокие затраты на ТО и ТР связаны
с отставанием производственно-технической базы (ПТБ) автомобильного транспорта
по темпам роста от парка подвижного состава. Следует иметь в виду, что создание
развитой ПТБ требует привлечения больших капиталовложений
Наряду с развитием общественного автомобильного транспорта с
каждым годом растет число автомобилей индивидуального пользования. К началу 2003 г. их в стране стало около 1 млн. К этому способствует производство
современных автомобилей в г. Асака компанией
UZDAEWOO.
Увеличение парка легковых автомобилей значительно опережает
рост ПТБ, которая пока не полностью удовлетворяет потребность в услугах по ТО и
ремонту. Поэтому поддержание парка этих автомобилей в технически исправном
состоянии требует дальнейшего совершенствования и развития
производственно-технической базы — станций
технического обслуживания (СТО), автозаправочных станций (АЗС), стоянок и
других предприятий.
Развитие автомобильной
промышленности и транспорта в республике.
В настоящее время в стране эксплуатируются:
автомобили СП «УзДЭУ» - легковые автомобили
"Нексия", "Тико", микроавтобус "Дамас";
автобусы и грузовые СП "Самкочавто" (автобусы -
М.23, М.24, М.29,М.50) и
(специализированные грузовые автомобили - 35.9, 65.9, 85.12);
автомобили самой большой грузоподъемности (75-200 т) для горно-металлургической промышленности -
Катерппиллер 754, Юклид 200 и другие;
специализированные грузовые автомобили (8-39 т)
"ДЭУ";
автобусы Мерседес-Бенц
0405 ва ДЭУ ВС-106 для городских маршрутов;
легковые автомобили "Доган", «Опел»
"Ауди", "Тойота", "Форд" и другие;
автомобили бывшего СССР.
Цель предмета
Предмет «Проектирование
отделов и постов технического обслуживания и текущего ремонта и испытания
двигателей внутреннего сгорания» ставить цель - дать основы знаний по
проектированию, реконструкции, производственно – технической базы АТП, а в
конкретности по отделам и постам ТО и ТР и испытания ДВС магистрантам по
эксплуатации автомобильного транспорта направлении - В 521400.
На основе Стандарта высшего
образования магистры должны приобрести знания и навыки по направлениям:
·
автотранспортные предприятия (АТП), их функции,
развития и перспективы;
·
технологический расчет производственного
процесса ТО и Р ДВС;
·
технологическое проектирование зон, постов и
отделов;
Типы и функции предприятий
автомобильного транспорта
Работоспособность
подвижного состава обеспечивают различные предприятия автомобильного
транспорта, предназначенные, в частности, для ТО, ремонта, хранения автомобилей
и обеспечения их эксплуатационными материалами. В зависимости от выполняемых функций эти предприятия
подразделяются на автотранспортные, авто обслуживающие и авторемонтные (рис. 1.1).
Автотранспортные предприятия.
АТП предназначены для перевозки грузов или пассажиров, а также выполнения работ
по ТО, ТР, хранению и материально-техническому обеспечению подвижного состава.
По характеру перевозок и типу подвижного состава АТП.
делятся на легковые таксомоторные, легковые по обслуживанию учреждений и
организаций, автобусные, грузовые, смешанные (выполняют как грузовые, так и
пассажирские перевозки) и специальные, т. е. скорой медицинской помощи,
коммунального обслуживания и т. п.
По целевому назначению, характеру
производственно-хозяйственной деятельности и подчиненности различают следующие
основные АТП: общего пользования (корпорация автомобильного транспорта),
агропромышленного комплекса, ведомственные (автотранспортные подразделения).
По организации производственной деятельности АТП
подразделяются на комплексные и кооперированные.
Комплексные АТП.
Сюда относятся самостоятельные хозрасчетные предприятия, которые осуществляют
транспортную работу, хранение и все виды ТО и ТР подвижного состава. Размер
таких АТП зависит в основном от численности и типа подвижного состава.
Сложившийся размер комплексных АТП имеет широкий диапазон: для грузовых—от 100
до 800 и более единиц подвижного состава,
для автобусных—от 100 до 500, для легковых
таксомоторных-— от 200 до 1100 единиц.
Кооперированные АТП.
К ним относятся предприятия, входящие в состав производственного
автотранспортного объединения (ПАТО), деятельность которых осуществляется с
учетом централизации транспортной работы, а также полной или частичной
централизации производства работ по ТО и ТР подвижного состава.
ПАТО является хозрасчетным объединением и организуется путем
объединения в городе или районе предприятий аналогичного назначения. Обычно оно
состоит из базового наиболее передового и технически хорошо оснащенного
предприятия и подчиненных ему предприятий—филиалов
объединения. На головном предприятии выполняются наиболее трудоемкие и сложные
виды ТО и ТР подвижного состава, а в филиалах осуществляется хранение, ЕО, ТО-1
и мелкий ТР. Такой тип предприятий способствует приближению подвижного состава
к потребителям (сокращению нулевых пробегов), более эффективному использованию
ПТБ и повышению качества ТО и ТР, а также ликвидации малоэффективных мелких
предприятий. В состав объединения могут входить ремонтные мастерские,
выполняющие отдельные виды ТР (ремонт агрегатов, электрооборудования, кузовные
работы и пр.), и базы централизованного технического обслуживания. При этом
границы хозяйственной самостоятельности предприятий, входящих в объединение,
весьма различны и определяются с учетом конкретных условий работы ПАТО. По типу
подвижного состава ПАТО подразделяются на грузовые, автобусные и таксомоторные
и имеют от 600 до 2000 и более единиц подвижного состава.
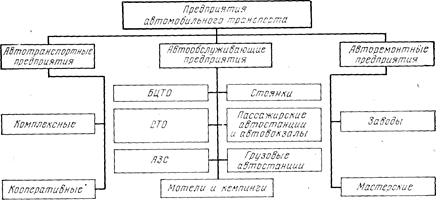
Рис. 1.1. Классификация предприятий автомобильного транспорта
Автообслуживающие предприятия.
Предназначены для выполнения ТО, ТР, хранения автомобилей и снабжения их
эксплуатационными материалами. Такие предприятия могут выполнять эти функции в
комплексе или только часть из них. В отличие от АТП эти предприятия
перевозочные функции не выполняют. К автообслуживающим предприятиям относятся
базы централизованного технического обслуживания (БЦТО), станции технического
обслуживания, автозаправочные станции, стоянки автомобилей, пассажирские
автостанции и автовокзалы, грузовые автостанции, мотели и кемпинги.
Базы централизованного технического обслуживания. БЦТО — это самостоятельные хозрасчетные предприятия
или входящие в состав ПАТО и выполняющие наиболее трудоемкие виды ТО и ТР для
подвижного состава различных АТП и организаций или филиалов объединений,
расположенных в районе деятельности базы. Состав и объем работ, выполняемых
централизованно, определяются в зависимости от условий эксплуатации,
расположения и оснащенности АТП, состава парка и других факторов. В объем
работ, выполняемых БЦТО, в основном входят наиболее сложные виды
профилактических работ (ТО-2, диагностирование)
и текущего ремонта.
Размер БЦТО определяется числом закрепленных за ней
автомобилей, которое составляет от 1000
до 2000. БЦТО могут быть специализированы
для грузовых автомобилей, автобусов и легковых автомобилей.
Отвечая принципам централизации и кооперации производства
БЦТО при определенных условиях являются наиболее прогрессивными и
перспективными предприятиями, причем наибольшее развитие они получат для
грузового автомобильного транспорта общего пользования и транспорта сельского
хозяйства, а также для пассажирского транспорта крупных городов.
Станции технического обслуживания. СТО предназначены для
выполнения всех видов ТО и ТР автомобилей индивидуального пользования, мелких
предприятий и организаций, колхозов и совхозов. По типу обслуживаемого
подвижного состава СТО подразделяются: для легковых, грузовых автомобилей и
смешанного парка (встречаются редко); по назначению и размещению—на городские и
дорожные. Наибольшее распространение получили СТО по обслуживанию легковых
автомобилей, принадлежащих
населению.
Размер СТО определяется числом одновременно обслуживаемых
автомобилей (рабочих постов). Размер городских СТО равен 10—30 и более рабочих постов, а дорожных 1—5 постов.
Автозаправочные станции.
АЭС предназначены для заправки автомобилей топливом, маслами, охлаждающей
жидкостью, а также для подкачки шин. Кроме того, на АЗС могут продаваться
различные смазочные и другие эксплуатационные материалы.
АЗС подразделяются на городские и дорожные. В свою очередь
городские делятся на АЗС общего типа, расположенные вне центральной части
города (жилой застройки) и рассчитанные на заправку всех типов подвижного
состава и мототехники и АЗС «тротуарного типа», находящиеся в центральных
районах города. Для сокращения порожних пробегов подвижного состава в ближайшие
годы АЗС предполагается создать и на АТП, имеющих более 250 автомобилей. Кроме того, АЗС, в том числе и передвижные, будут
размещаться на конечных пунктах автобусных маршрутов, на стоянках автомобилей у
постоянно обслуживаемых предприятий.
Мощность АЗС определяется их пропускной способностью и для
городских АЗС составляет от 150 до 1000 заправок в сутки, что зависит от числа
топливозаправочных колонок и их производительности.
Дорожные АЗС, как правило, располагаются на автомобильных
дорогах и предназначены для заправки автомобилей всех типов. Мощность этих АЗС
зависит от грузонапряженности дорог и составляет от 1000 до 1500 и более
заправок в сутки.
Стоянки.
Предназначены для открытого и закрытого хранения подвижного состава, но в
отдельных случаях могут включать здания и сооружения для мойки, ТО и ремонта
автомобилей. Стоянки общего пользования в основном предназначены для хранения
легковых автомобилей, принадлежащих населению. Получают развитие кооперативные
стоянки, организуемые республиканскими добровольными обществами
автомотолюбителей. Различают стоянки для постоянного хранения автомобилей (в
жилой застройке) и для временного хранения в основном у общественных, административных,
торговых, спортивных зданий и сооружений. Размер стоянок составляет от 10—25 до 500
и более автомобиле-мест.
Пассажирские автостанции и автовокзалы. Предназначены для обслуживания междугородных и межрайонных
автобусных и таксомоторных сообщений. Автостанции сооружают в городах,
населенных пунктах, а также на отдельных участках дорог с относительно малой
интенсивностью движения автобусов. Автовокзалы, как правило, сооружают в
крупных городах, где концентрируются конечные пункты междугородных автобусных
сообщений. Пропускная способность автостанций и автовокзалов определяется
суточным числом отправлений пассажиров.
Грузовые автостанции.
Предназначаются для сбора, хранения, комплектования и экспедирования грузов.
Размер станций определяется грузооборотом и вместимостью складов.
Мотели и кемпинги. Предназначаются в
основном для обес-гечения автотуристов условиями для отдыха и услугами по
содержанию автомобилей. Мотели сооружают на дорогах и вблизи крупных городов, а
кемпинги—в местах массового отдыха.
Авторемонтные
предприятия. Являются специализированными предприятиями, производящими
капитальный ремонт (КР) автомобилей и агрегатов.
Ключевые
слова:
Трудовые и материальные затраты, автомобильная
промышленность Узбекистана, цель предмета, производственно-техническая база,
автообслуживающие предприятия, авторемонтные предприятия, гаражи (стоянки),
комплексные, кооперированные, базы централизованного
технического обслуживания, станции технического обслуживания, автозаправочные
станции (АЭС), пассажирские автостанции и автовокзалы, грузовые автостанции,
мотели и кемпинги.
Контрольные
вопросы:
1. Рассказать
о развитии автомобильной промышленности Республики Узбекистан.
2. Цель
предмета.
3. Типы
предприятий автомобильного транспорта.
4. Перечислите
принципиальные различия комплексных и кооперированных предприятий.
5. Какие
предприятия относятся к автообслуживающим?
6. Основные
задачи СТО.
7. Какие
знаете путей совершенствования структур АТП?
Литература:
[1] - Стр. 8…12; [2] - Стр. 10…12; [3]с.8-12,[4]
с.5-13
Тема 2. Производственно-техническая база (ПТБ) автотранспортных предприятий
(АТП) и пути её развития – 4 часа.
План:
1. Понятие
производственно-техническая база
2. Состояние
производственно-технической базы АТП страны.
3. Пути
развития производственно-технической базы.
4. Порядок
проектирование АТП
Понятие производственно-техническая база
Для поддержания
парка автомобилей в технически .исправном состоянии предприятия автомобильного
транспорта располагают, которая представляет собой совокупность зданий,
сооружений, оборудования, оснастки и инструмента, предназначенных для ТО, ТР и
хранения подвижного состава, а также для создания необходимых условий работы
персонала. Основное требование к ПТБ—обеспечение
требуемого уровня технической готовности подвижного состава для выполнения
перевозок при наименьших трудовых и материальных затратах.
Краткая характеристика ПТБ. Важнейшей характеристикой,
определяющей состояние ПТБ, является
структура основных производственных фондов автомобильного транспорта, в
которой для АТП общего пользования подвижной состав составляет примерно 60%, а производственно-техническая база 40%. Такое распределение основных фондов
объясняется частично характером перевозочного процесса, не требующего никаких
иных средств производства, кроме подвижного состава и недостаточным обеспечением
АТП производственно-технической базой.
Уровень развития ПТБ оказывает
существенное влияние на показатели работы АТП. При повышении стоимости
(оснащенности) ПТБ затраты на ТО и ремонт подвижного состава сокращаются в 1,5 раза при существенном росте коэффициента
технической готовности и прибыли.
Состояние производственно-технической базы АТП страны.
Исследованиями установлено, что
для нормальной деятельности АТП основные производственные фонды автомобильного
транспорта, приходящиеся на подвижной состав, должны составлять 40—50%, а на ПТБ 60—50%. Опережающий же рост парка автомобилей привел к тому, что
обеспеченность предприятий производственными площадями для ТО и ТР составляет 50—65%, а уровень механизации 25—30% -
от норматива.
В то же время анализ показывает,
что, несмотря на отставание ПТБ, степень ее использования невысока из-за
недостатков в организации и технологии производства. В ряде АТП, особенно
мелких, потери рабочего времени вследствие низкого уровня механизации и
нерациональной технологии производства составляют до 25—40%.
Уровень развития ПТБ во многом определяется
размерами и формами организации производственной деятельности АТП. На
транспорте общего пользования преимущественно получили развитие комплексные
АТП, средний размер которых составляет
-260—280 автомобилей.
Несмотря на общую тенденцию к укрупнению, имеется еще много мелких АТП. По
данным, число АТП, имеющих до 100
автомобилей, составляет более 20%. ПТБ
таких предприятий, как правило, недостаточна для широкого применения современных
технологических процессов и оборудования, что приводит к большим затратам на
поддержание автомобилей в технически исправном состоянии и простою их в
'ожидании ТО и ТР. Коэффициент технической готовности на таких АТП не превышает 0,7, а коэффициент выпуска 0,5. Еще -хуже показатели на мелких
ведомственных автотранспортных предприятиях.
Значительный удельный вес смешанных АТП (до 50%), включающих подвижной состав различного
типа (грузовые автомобили, автобусы, автомобили-такси), а также большая разномарочность
подвижного состава затрудняют организацию ПТБ и выполнение ТО и ТР.
На автомобильном транспорте, как уже было сказано, развитие
ПТБ осуществляется за счет нового строительства АТП, расширения, реконструкции
и технического перевооружения действующих предприятий. Преобладающей формой
развития ПТБ является реконструкция и техническое перевооружение предприятий.
Это связано с тем, и это неоднократно отмечалось в решениях партии и
правительства, что средства, выделяемые на реконструкцию и техническое перевооружение,
окупаются в среднем в 3 раза быстрее, чем
при создании аналогичных производственных мощностей за счет нового
строительства, и, кроме того, сокращается потребность в рабочей силе.
В целом, современное состояние ПТБ автомобильного транспорта
характеризуется преимущественным развитием комплексных АТП и недостаточным
использованием принципов концентрации, специализации и кооперирования, неполной
обеспеченностью производственными площадями и средствами механизации
(технологическим оборудованием).
Пути развития ПТБ.
В ближайшей перспективе на
автомобильном транспорте следует ожидать роста объемов перевозок и парка
подвижного состава при существенном изменении технических характеристик
автомобилей. Например, средняя грузоподъемность грузовых автомобилей увеличится
почти в 1,5 раза. Прирост грузового
подвижного состава на 70—75% будет
происходить за счет автомобилей большой грузоподъемности (более 8 т) и автопоездов, удельный вес которых в
парке может существенно увеличиться. Поэтому для грузового подвижного состава
необходимо будет иметь дополнительную ПТБ в размере 30—35% от имеющейся.
Существующая же ПТБ грузовых предприятий рассчитана
в основном на автомобили малой и средней грузоподъемности, эксплуатируемые без
прицепа. Поэтому приспособление существующей ПТБ к автомобилям большой и особо
большой грузоподъемности потребует практически ее перестройки, особез^но в
зонах хранения, ТО и ТР. Таким образом, в перспективе необходимо провести
реконструкцию и техническое перевооружение действующей ПТБ и создать новую
производственную базу для автомобилей большой грузоподъемности и автопоездов.
Ведущими институтами ряда
стран разработаны основные пути развития
ПТБ [10, II], которые включают три этапа:
1-й—совершенствование
существующей ПТБ без существенного изменения ее структуры и принципов
функционирования;
2-й—расширение
концентрации и специализации производства ТО и ремонта главным образом для
автомобильного транспорта общего пользования;
3-й—перестройка ПТБ на базе концентрации, специализации и кооперации
производства на региональном и вневедомственном уровне.
Развитие ПТБ предприятий
автомобильного транспорта неразрывно связано со строительством новых,
расширением, реконструкцией и техническим перевооружением действующих
предприятий. При отнесении предприятий автомобильного транспорта к тому или
иному виду строительства руководствуются
следующим.
Новым строительством считается создание предприятия на новой
площадке по первоначально утвержденному в установленном порядке проекту.
Расширение действующего
предприятия — это строительство филиала
названного предприятия, строительство нового и расширение существующего здания
или сооружения для ТО и ТР подвижного состава, открытой или закрытой стоянки
для его хранения, а также пристройка помещения к существующему зданию.
Реконструкцией действующего
предприятия является:
переоборудование или строительство здания или сооружения
основного производства, вызываемое ликвидацией существующего здания или
сооружения из-за ветхости или износа, а также в связи с необходимостью перехода
на ТО, ТР и хранение новых типов подвижного состава;
строительство взамен устаревшей открытой или закрытой
стоянки, здания или сооружения для ТО и ТР, контрольно-пропускного пункта,
диагностического комплекса, устройства для подогрева в зимнее время двигателей
автомобилей на открытой стоянке.
К техническому перевооружению действующего предприятия
относятся работы, связанные с установкой новых типов технологического
оборудования (моечных машин, подъемников, стендов и другого более производительного
оборудования, конвейеров для перемещения автомобилей на линии ТО, подвесных
конвейеров для перемещения агрегатов и деталей и т. п.) без расширения
производственных площадей, а также внедрение поточных методов ТО,
диагностического оборудования, новых технологических процессов и т. д. К техническому перевооружению относятся
отдельные мероприятия по охране природы, улучшению состояния вспомогательных
служб (включая объекты, обеспечивающие улучшение условий и организации труда),
инженерных сетей и складского хозяйства, а также мероприятия по установке
электронно-вычислительной техники.
Строительство новых, расширение, реконструкция и техническое
перевооружение действующих предприятий автомобильного транспорта должны
отвечать современным требованиям рыночных отношений и необходимо обеспечивать:
а) реализацию в проектах достижений науки и техники
передового отечественного и зарубежного опыта с тем, чтобы построенные или
реконструированные предприятия ко времени их в действие были технически
передовыми и обеспечивал выпуск продукции высокого качества в соответствии с
обоснованными нормативами по затратам труда, сырья материалов и
топливно-энергетических ресурсов;
б) высокую эффективность капитальных вложений
первоочередного наращивания мощностей путем технического перевооружения и реконструкции действующих
предприятий; механизации и автоматизации производственных процессов дальнейшего
сокращения ручного труда; применения индустриальных методов строительства и
типовых форм его организации, обеспечивающих повышение производительности
труда; совершенствования объемно-планировочных и конструкторских решений зданий
и сооружений и, в частности, их объединения (блокирования), рационального
применения монолитного бетона, широкого использования легких конструкций из легких
металлов, эффективного инженерного оборудования;
в) высокий уровень градостроительных и архитектура решений;
г) рациональное использование земель, охрану окружающей
среды, а также сейсмостойкость, взрыво-пожаробезопасность объектов.
Сокращение трудоемких работ,
оснащение рабочих постов
высокопроизводительным оборудованием и на этой основе резкое повышение уровня
механизации производственных процессов ТО и ремонта подвижного состава следует
рассматривать как одно из главных направлений технического прогресса создании и
реконструкции ПТБ предприятий автомобильного
транспорта. Механизация работ при ТО и ремонте служит материальной
основой повышения эффективности производства, улучшения условий труда,
повышения его безопасности и, самое главное, способствует решению задачи
повышения производительности труда, что особенно важно в условиях дефицита
рабочей силы.
Реконструкция обеспечивает возможность наращивания мощностей
в более короткие сроки и с меньшими затратами капитальных вложений, чем при
новом строительстве. Концентрация подвижного состава, специализация и
кооперация производства позволяют снизить затраты на ТО и ремонт и повысить
технический уровень производства в целом. При этом ка,к строительство новых
предприятий, так и объединение и реконструкция действующих должны
осуществляться с учетом требований научно-технического прогресса на
автомобильном транспорте и народном хозяйстве страны в целом.
Расширение, реконструкция и техническое перевооружение
действующих, а также строительство новых предприятий, отвечающих современным
прогрессивным и рациональным технологическим, строительным и другим
требованиям, при соблюдении максимальной эффективности капитальных вложений
требует знания комплекса вопросов, связанных с проектированием предприятий
автомобильного транспорта.
Порядок проектирование АТП.
Проектирование
нового АТП, его реконструкция, расширение осуществляются по общим правилам
проектирования промышленно-производственных предприятий в соответствии с
инструкциями и нормативными документами Республики Узбекистан.
Проектирование предприятий,
зданий и сооружений ведется на основе утвержденных в установленном порядке схем
развития и размещения АТП и производительных сил по экономическим районам
страны. В составе этих схем разрабатываются материалы с необходимыми расчетами,
обосновывающими целесообразность проектирования, нового строительства,
реконструкции или расширения предприятий и сооружений, определяется расчетная
стоимость строительства (реконструкции) и другие технико-экономические
показатели.
Заказчиками как типовых, так и индивидуальных проектов АТП
или отдельных зданий и сооружений, относящихся к АТП, являются министерства,
ведомства и предприятия, эксплуатирующие автомобили.
Типовым проектированием АТП занимаются многие проектные
институты. Индивидуальные проекты АТП, отдельных зданий, а также привязку
проектов выполняют проектно-технологические бюро территориальных объединений
автомобильного транспорта и проектные организации различных министерств и
ведомств.
Задание на проектирование
Процессу проектирования
предприятия предшествует разработка задания, которое, как правило,
разрабатывается и утверждается заказчиком и согласовывается с проектной
организацией. Задание на проектирование обычно содержит следующие данные:
·
основание для проектирования—соответствующий приказ или постановление; ^
·
основные технико-экономические показатели,
которые должны быть достигнуты;
·
назначение и функции предприятия;
·
место его строительства;
·
примерные сроки, очередность, стадийность и
стоимость строительства;
·
источники энергоснабжения, водоснабжения и пр.
Степень детализации сведений в
задании на проектирование может быть различной. Так, оно может содержать
подробную .характеристику проектируемого АТП или только указание о его
назначении. В последнем случае необходимая детализация возлагается на проектную
организацию и входит в состав проекта. Например, задание на проектирование
грузового АТП может содержать в одном случае подробную его характеристику с
указанием численности, типа 'и режима работы подвижного состава,
производственных возможностей, кооперации и т. п.; в другом— только данные о грузообороте, подлежащем
освоению подвижным составом проектируемого АТП; в третьем—лишь указания о местных отраслях народного
хозяйства, транспортное обслуживание которых возлагается на проектируемое АТП.
Объем проекта для каждого из указанных случаев будет различным.
Стадии проектирования.
Проектирование АТП может осуществляться в одну или две
стадии. В одну стадию разрабатываются проекты для предприятий, строительство
которых будет осуществляться по типовым или повторно применяемым проектам для
технически несложных объектов, а также проектов реконструкции, расширения и
технического перевооружения предприятий. В других случаях проектирование
проводится в две стадии.
Проектирование в одну
стадию. При этом разрабатывается рабочий проект (со сводным сметным
расчетом стоимости), который состоит из общей пояснительной записки и чертежей.
Пояснительная записка содержит:
·
общие данные (исходные данные для
проектирования, характеристику и назначение предприятия, потребность в
энергоресурсах и трудовых ресурсах, технико-экономические показатели и т. д.);
·
основные решения по технологии и организации
производства (описание общей организации производства предприятия,
предусматриваемых в нем производственных процессов и принятого режима
производства, результаты расчетов по определению производственной программы и
объема производства, рабочей силы, оборудования, площадей производственных,
складских и вспомогательных помещений, а также описание принятых
объемно-планировочных решений, мероприятий по охране окружающей среды и пр.);
·
основные строительные решения;
·
сметную документацию и паспорт рабочего проекта.
Чертежи рабочего проекта включают:
·
ситуационный план размещения предприятия в районе
застройки;
·
генеральный план;
·
принципиальную схему технологического процесса;
·
технологическую планировку с указанием
расположения основного стационарного оборудования (подъемников, канав и пр.);
·
схемы электроснабжения, теплоснабжения и других
коммуникаций;
·
строительные чертежи (планы, разрезы, фасады);
·
трассы инженерных коммуникаций (планы, схемы).
Проектирование в две
стадии. Вначале разрабатывается
проект со сводным сметным расчетом стоимости, а затем, после его утверждения,
рабочая документация со сметами. В состав проекта входят:
·
пояснительная записка, включающая общие данные и
чертежи, аналогичные рабочему проекту, основные решения по технологии
производства, основные строительные решения;
·
основные решения по организации строительства, в
том числе жилищно-гражданского;
·
сметная документация и паспорт проекта.
Рабочая документация (чертежи) состоит из монтажных чертежей
в виде планов производственных и складских помещении с расстановкой в них
оборудования, разрезов помещений и чертежей некоторых деталей, приспособлений и
устройств, необходимых для монтажа оборудования.
В основе проекта АТП лежат проектные решения по технологии и
организации производства технического обслуживания и текущего ремонта,
разрабатываемые в процессе технологического проектирования предприятия.
Конечным результатом технологического проектирования
является разработка генерального плана и объемно-планировочного решения
предприятия, обеспечивающих выполнение установленной программы и объема работ
по ТО и ТР, а также хранения подвижного состава, в соответствии с
производственным процессом АТП, при надлежащем уровне технико-экономических
показателей проектного решения.
Основные этапы технологического проектирования АТП.
Этапы проектирования, их последовательность и содержание показаны
на рис. 1.2.
|
Выбор
исходных данных
|
|
|
|
·
тип, количество, cpеднесуточный
пробег и техническое состояние подвижного состава,
·
категория условий, эксплуатации,
лриродно-климатические условия, режим работы подвижного состава, ' режимы ТО и ремонт подвижного состава.
|
|
|
|
Расчет производственной программы, объемов работ и
численности работающих
|
|
|
|
Технологический расчет Производственных зон, участков и
складов
|
|
Разработка планировочных решений
|
|
|
|
Оценка,
результатов проектирования
|
|
Лодготобка технологических задании
|
рис. 1.2. Основные этапы технологического проектирования
Расчет производственной программы, объемов работ и численности
работающих. Производится на основе исходных данных. В результате расчета
определяются:
·
периодичность видов ТО, пробег до КР,
трудоемкость ТО и ТР для данного АТП с учетом конкретных условий эксплуатации
подвижного состава;
·
годовая и суточная производственные программы по
ТО;
·
годовые объемы работ по ТО, ТР и
самообслуживанию АТП и их распределение по производственным зонам и участкам
предприятия;
·
численность производственного персонала.
Кроме того, рассчитывается
численность вспомогательных рабочих, эксплуатационного (водителей,
кондукторов), административно-управленческого, инженерно-технического и
младшего обслуживающего персонала, а также персонала пожарно-сторожевой охраны.
Технологический расчет производственных зон, участков и складов.
Производственная программа, объем работ ТО и ТР, режим работы АТП и подвижного
состава являются основой для технологического расчета различных зон, участков и
складов. В состав расчета входят:
·
выбор и обоснование режима работы зон и
участков, методов организации ТО и диагностирования подвижного состава;
·
расчет числа постов и линий для ТО и числа
постов для текущего ремонта;
·
определение потребности в технологическом оборудовании;
·
расчет уровня механизации производственных
процессов ТО и ТР;
·
определение состава и расчет площадей
производственных, складских помещений, площадей зон хранения и площадей
вспомогательных помещений.
Разработка планировочных решений. Технологические планировки зон и
участков, генеральный план и объемно-планировочные решения зданий предприятия
разрабатываются на основе результатов технологического расчета (числа постов,
линий, технологического оборудования, площадей), требований технологического
процесса и унификации строительных параметров.
Оценка результатов проектирования.
Производится на основе сопоставления удельных показателей (числа постов и
производственных рабочих, площадей), достигнутых в проекте с эталонными
показателями с целью определения технического уровня разработанных проектных
решений.
Подготовка технологических заданий.
Такие задания необходимы для разработки смежных частей проекта (строительной,.
сантехнической, электротехнической, сметной и экономической). Этот этап
является завершающим в технологическом проектировании АТП.
Ключевые слова:
Характеристика производственно-технической
базы, структура основных
производственных фондов, состояние ПТБ,
уровень механизации расширение, реконструкция, техническое перевооружение,
новое строительство, концентрация и специализация производства ТО и ремонта,
типовые проекты, индивидуальные проекты, задание на проектирование, рабочий
проект, рабочая документация (чертежи), стадии проектирования, выбор исходных данных,
технологический расчет производственных зон, участков и складов, подготовка
технологических заданий.
Контрольные вопросы:
1. Значение
производственно-технической базы в структуре основных производственных фондов
АТП.
2. Оцените
состояние ПТБ АТП страны.
3. Пути
развития ПТБ АТП.
4. Что
такое расширение ПТБ?
5. Реконструкция
– один из основных путей развития АТП, почему?
6. Суть технического перевооружения ПТБ АТП.
7.
Типовые проекты и степень их использования.
8.
Особенности разработки индивидуальных проектов
9.
Стадии проектирования - рабочий проект, рабочая
документация (чертежи).
10.
Выбор исходных данных для технологического расчета
производственных зон, участков и складов.
Литература:
[3]с.12-20, [5] c. 15-20, [6]
c. 235…238,
Тема 3. Проблемы и научно-обоснованные методы расчета производственной
программы ТО и Р автомобилей – 8 часа.
План:
1. Выбор
исходных данных для проектирования АТП.
2. Методы
расчета производственной программы ТО и Р автомобилей
3. Выбор
и корректирование периодичности ТО и Р с учетом условий эксплуатации подвижного
состава.
4. Определение
производственной программы ТО и ремонта
за цикл и вес парк за год и сутки.
Выбор исходных данных для проектирования АТП.
Для
расчета производственной программы и объема работ АТП необходимы следующие
исходные данные: тип и количество подвижного состава (автомобилей, прицепов,
полуприцепов),. среднесуточный пробег автомобилей и их техническое состояние,.
дорожные и природно-климатические условия эксплуатации, режим работы подвижного
состава и режимы технического обслуживания и текущего ремонта. Содержание и
полнота исходных данных могут быть различными.
В одних случаях состав парка АТП по
типажу и количеству подвижного состава, а также все необходимые показатели и
условия работы предприятия известны по опыту или имеющимся планам. Обычно это
относится к проектам реконструкции или расширения действующих АТП.
В других случаях известными могут быть
годовое количество подлежащих перевозке грузов и виды этих грузов или, при
проектировании пассажирских АТП, численность жителей в городе,. населенном
пункте, что потребует обоснования типа подвижного состава и расчета его
количества.
Поэтому выбор и обоснование исходных
данных в каждом конкретном случае будут зависеть от задач проектирования
данного предприятия, которые определяются заданием на проектирование.
Тип подвижного состава.
Зависит от вида
перевозок и может быть задан или рассчитан. Если известен объем перевозок,
то-выбор типа подвижного состава обычно производится на основе расчета и
сопоставления годовых приведенных затрат на перевозку грузов или пассажиров тем
или иным подвижным составом.
Количество подвижного состава (автомобилей,
прицепов, полуприцепов). Задается или определяется расчетом исходя из
объема перевозок, характера грузов, его партионности для грузовых АТП или исходя
из числа жителей, подвижности населения, средней дальности поездки пассажира
для автобусных и таксомоторных АТП.
Среднесуточный пробег подвижного состава.
Среднесуточный пробег
подвижного состава также задается или определяется расчетом по формуле:
Lге * Vт * Тм
Lcc =
------------------------- + Lo,
Lге + b * Vт * tп.р
где:
Lге = длина гружиной ездки, км.
Vт
- средняя техническая скорость, км/ч.
Tм – время на маршруте, ч.
Lo
Тм = Тн - ------
Vт
Тн
- время в наряде, ч
b
-
коэффициент использования пробега
t n-p - время на погрузку и разгрузку, ч
Lо - длина
нулевой пробега, км
Методика выбора
типа и расчета количества подвижного состава и его среднесуточного пробега
также рассматривается в специальных курсах «Автомобильные перевозки и единая
транспортная система» и «Экономика транспорта».
Техническое состояние подвижного состава.
Характеризуется пробегом автомобилей до КР и соотношением в парке числа
автомобилей, не прошедших КР, и автомобилей, прошедших капитальный ремонт.
При
проектировании новых АТП, когда эти данные неизвестны, расчет обычно ведется на
автомобили, не прошедшие КР, или условно принимают 50% автомобилей до КР и 50%
после КР. При реконструкции и расширении АТП указанные соотношения автомобилей
принимают не на какой-то конкретный момент времени, а как среднее значение,
сложившееся на АТП за несколько лет. Соответствующее техническое состояние
парка автомобилей может быть учтено также при наличии специальных указаний в
задании на проектирование.
Категории условий эксплуатации.
В соответствии с
Положением о техническом обслуживании и ремонте подвижного состава
автомобильного транспорта (далее именуется Положение) эти категории
характеризуются типом дорожного покрытия, типом рельефа местности и условиями
движения (табл. 2.1).
Определено шесть типов (материалов) дорожного покрытия:
Д1—цементобетон,
асфальтобетон, брусчатка, мозаика;
Д2—битумоминеральные
смеси (щебень или гравий, обработанные битумом);
Дз—щебень
(гравий) без обработки, дегтебетон;
Д4—булыжник,
колотый камень, грунт и мало прочный камень, обработанные вяжущими материалами,
зимники;
Д5—грунт,
укрепленный или улучшенный местными материалами, лежневые и бревенчатые
покрытия;
Дб— естественные грунтовые дороги,
временные внутри-карьерные и отвальные дороги, подъездные пути, не имеющие
твердого покрытия.
Тип рельефа
местности определяется высотой (в метрах) над уровнем моря: равнинный—до 200,
слабохолмистый—свыше 200 до 300,
холмистый—свыше 300 до 1000, гористый—свыше 1000 до 2000 и горный свыше 2000. Категория условий эксплуатации указывается в задании или
устанавливается исходя из местных условий.
Природно-климатические
условия. Характеризуются среднемесячными температурами и климатом и даются в
задании или определяются для данного АТП на основе данных о районировании
территории СССР по климатическим районам (см. прил. 1).
Категория условий эксплуатации и
природно-климатические условия определяют режимы работы подвижного состава и
оказывают влияние на установление периодичности ТО, пробега до КР и
трудоемкости ТО и ТР.
Классификация
категорий условий эксплуатации
Таблица 1.
|
Условия движения
|
Тип рельефа местности
|
Тип дорожного покрытия
|
|
|
|
Д1
|
Д2
|
Д3
|
Д4
|
Д5
|
Д6
|
|
За пределами пригород-
|
Равнинный
|
|
|
|
|
|
|
|
ной зоны(более 50 км
|
Слабохолмистый
|
I
|
|
II
|
|
|
|
|
от границы города)
|
Холмистый
|
|
|
|
|
|
|
|
|
Гористый
|
|
|
|
|
|
|
|
|
Горный
|
|
|
|
|
|
|
|
В малых городах
|
Равнинный
|
|
|
|
|
|
|
|
(до 100 тыс. жителей)
|
Слабохолмистый
|
II
|
|
|
|
|
|
|
и в пригородной зоне
|
Холмистый
|
|
|
III
|
|
IV
|
V
|
|
|
Гористый
|
|
|
|
|
|
|
|
|
Горный
|
|
|
|
|
|
|
|
В больших городах
|
Равнинный
|
|
|
|
|
|
|
|
(более 100 тыс. жителей)
|
Слабохолмистый
|
|
|
|
|
|
|
|
|
Холмистый
|
|
|
|
|
|
|
|
|
Гористый
|
|
|
|
|
|
|
|
|
Горный
|
|
|
|
|
|
|
Режим работы подвижного состава.
Определяется: числом дней работы подвижного состава в году
на линии. Для пассажирского транспорта общего пользования, т. е., такси и
автобусов принимается равным 365, а для
грузового автотранспорта общего пользования и ведомственного — 357; 305 или
253; числом смен работы автомобилей на линии, которое может быть равно 1; 1,5 или 2.
В некоторых случаях планируют круглосуточную работу автомобилей;
продолжительностью работы каждого автомобиля на линии (время в наряде).
Определяется чистым временем работы автомобиля на линии, устанавливаемым
водителю согласно действующему законодательству. Время на обед, а также отдых
при длительных загородных рейсах в расчет не принимаются.
Продолжительность рабочего дня при односменной работе
принимается равной 7 ч для 6-дневной
рабочей недели и 8,2 ч— при 5-дневной.
Рекомендуемые значения режима работы подвижного состава
Таблица 2
|
|
Режим
|
|
Тип подвижного состава
|
Число дней работы на линии
|
Время
в наряде, час
|
|
Автомобили легковые,
грузовые
|
305
|
10,5
|
|
Автомобили грузовые
общего пользования
|
305
|
12,0
|
|
Автобусы, такси
|
365
|
12,0
|
|
Автопоезда и автобусы
междугородные
|
357
|
16,0
|
|
Автомобили самосвалы
внедорожные БелАЗы
|
357
|
21,0
|
Режим ТО и ремонта подвижного состава.
Определяется видами ТО и ремонта, их периодичностью и
продолжительностью простоя автомобиля на ТО и в ремонте. Виды и периодичность
ТО и ремонта подвижного состава установлены Положением.
В учебнике приведены
нормативы ТО и ремонта и система их корректирования для подвижного состава
выпуска после 1972 г. в соответствии с
действующим Положением. Для подвижного состава выпуска до 1972 г. следует руководствоваться ранее
действующим Положением. Для современных автомобилей периодичности для
проведения очередного технического обслуживания предусмотрены в сервисной
книжке, например для автомобилей Мерседес БЕНЦ 0405 составляет 45000км. Для
автомобилей ДЭУ (мусоровозы с объемом 10 м3 и 20 м3) составляет СО-1 – 4000 км,
СО-2 – 12000км, СО-3 – 24000 км.
При проектировании АТП принимают
более прогрессивные нормативы, которые несколько отличаются от предусмотренных
Положением, являющимся в основном руководящим документом для оперативного
планирования действующих предприятий. Такие нормативы для проектирования
предприятий автомобильного транспорта—«Общесоюзные
нормы технологического проектирования предприятий для автомобильного
транспорта» (ОНТП-АТП-СТО.—80)'—разработаны
институтом Гипроавтотранс.
При технологическом проектировании рассматриваются вопросы,
связанные как собственно с проектированием, так и текущей деятельностью АТП.
Поэтому в учебном процессе при изучении методов технологического проектирования
АТП используются нормативные материалы Положения и ОНТП-АТП-СТО—80.
Методы расчета производственной программы ТО и Р автомобилей
Характеристика к производственной программе ТО и Р автомобилей.
Производственная
программа АТП по ТО характеризуется числом технических обслуживании,
планируемых на определенный период времени (год, сутки). Сезонное техническое
обслуживание (СО), проводимое 2 раза в
год, как правило совмещается с ТО-2 или ТО-1 и как отдельный вид планируемого
обслуживания при определении производственной программы не учитывается.
Для ТР, выполняемого по
потребности, число воздействий не определяется. Планирование простоев
подвижного состава и объемов работ в ТР производится исходя из соответствующих
удельных нормативов на 1000 км пробега.
Так как план АТП по основным показателям устанавливается на календарный год, то
и производственная программа по- каждому виду ТО рассчитывается на год.
Программа служит основой для определения годовых объемов работ АТП и
необходимого штата рабочих.
Методы расчета производственной программы ТО и Р автомобилей.
Годовую программу производства ТО и ремонта можно рассчитать
различными методами:
·
цикловым методом;
·
аналитическим, т. е. с использованием системы
уравнений и учетом времени на списание подвижного состава;
·
с использованием расчетных таблиц и номограмм,
построенных на основе расчетных уравнений.
Однако все они базируются на цикловом методе расчета,
который используется в практике проектирования АТП. При этом под циклом
понимается пробег или период времени с начала эксплуатации нового или
капитального отремонтированного автомобиля до его КР.
Цикловой метод расчета
производственной программы предусматривает выбор и корректирование
периодичности TO-1, TO-2 и
пробега до КР для подвижного состава проектируемого АТП, расчет числа ТО и КР
на 1 автомобиль (автопоезд) за цикл, т.
е. на пробег до КР, расчет коэффициента перехода от цикла к году и на его
основе пересчет полученных значений числа ТО и КР за цикл на 1 автомобиль и весь парк (или группу
однотипных автомобилей) за год.
При разнотипном парке расчет программы ведется по группам
одномарочного подвижного состава, в которые включаются модели и модификации,
близкие по нормативам периодичности и трудоемкости ТО и ТР. В отдельных случаях
при надлежащем обосновании расчет программы может проводиться по
средневзвешенным значениям исходных показателей.
Учитывая, что ТО автопоездов обычно производится без
расцепки тягача и прицепа, расчет производственной программы для автопоездов
проводится как для целой единицы подвижного состава аналогично расчету для
одиночных автомобилей.
При цикловом методе расчета
производственной программы принимаются следующие условия:
1-условие: Цикловой пробег за
цикл принимается пробегу до КР. Lц=Lк
2-условие: При достижении пробега
Lк последнего ТО-2 в АТП не выполняется.
3 условие: Объем работ ТО-1
входить в объем работ ТО-2.
4 условие: ЕО выполняется после
каждого Lсс.
Выбор и корректирование периодичности ТО и Р с учетом условий эксплуатации
подвижного состава.
Для расчета необходимо выбрать нормативы
периодичности ТО1, ТО2 и пробега до КР которые установлены ²положений²
для определенных наиболее лучших условий, а именно: I категории, условий эксплуатации,
базовых моделей автомобилей, умеренного климатического района с умеренной
агрессивностью окружающей среды.
Периодичность технического обслуживания (L1н, L2н)
и нормативные пробеги до КР (Lкн), подвижного состава для I категории условии
эксплуатации приведены в таблице 2. , 3
Корректирование периодичности ТО
автомобилей и норм межремонтных
пробегов.
Корректирование
периодичности ТО:
ТО-1: Lк1 = Lн1 ´ к1 ´
к3, км
ТО-2: Lк2 = Lн2 ´ к1 ´
к3, км
где: Lн1,Lн2,Lнк
- нормативные периодичности ТО-1,ТО-2 и КР
Средний межремонтный пробег:
Аин ´ Lкн + Аип ´
Lкп
Lср
= ¾¾¾¾¾¾¾¾¾¾¾¾
, км.
Аи
Пробег автомобилей, прошедших капитальный
ремонт, принимается 80% от норм пробега для новых автомобилей, т.е.
80
Lкп = ¾¾¾¾ ´ Lкн
, км.
100
Корректирование норм межремонтных
пробегов
Lкк
= Lср ´
к1 ´
к2 ´
к3, км.
Нормативные периодичности технического обслуживания подвижного состава для I категории условии
эксплуатации, IV климатического микрорайона Республики.
Таблица 2
|
Марка и модификации автомобилей
|
Периодичность ТО,
км
|
|
|
Lн1
|
Lн2
|
|
Общие нормативы
|
|
Грузовые автомобили
и автобусы на их базе
|
2700
|
10800
|
|
Автобусы
|
3150
|
12600
|
|
Легковые автомобили
|
3600
|
14400
|
|
Частные нормативы
|
|
Грузовые
автомобили:
|
|
|
|
МАЗ-5335
|
3600
|
14400
|
|
ГАЗ-53-12, ГАЗ-53-07
|
3600
|
14400
|
|
КамАЗ-5320
|
3600
|
10800
|
|
Автобусы:
|
|
Дамас
|
10000
|
20000
|
|
ПАЗ-3205
|
3600
|
14400
|
|
Мерседес-Бенц 0405
|
15000
|
45000
|
|
Мерседес-Бенц 0302S-VB
|
9000
|
18000
|
|
Белде 214-17 В
|
4500
|
9000
|
|
ДЭУ ВУ-113, ВС-106
|
3600
|
10800
|
|
Икарус-260, 280
|
3600
|
14400
|
|
Енгил автомобиллар:
|
|
Доган L,S
|
4500
|
9000
|
|
Тико, Нексия
|
10000
|
20000
|
В «Общесоюзных нормах технологического проектирования
предприятий для автомобильного транспорта» (ОНТП--01-91) [
8].
предусмотрены периодичности для
перспективных автомобилей разрабатываемых на основе научно-технического
прогресса.
Таблица 3
Нормативные
перспективные периодичности технического обслуживания подвижного состава для I категории условии
эксплуатации (по ОНТП-01-91)
|
№
|
Подвижной состав
|
Периодичность ТО,
км
|
|
|
|
Lн1
|
Lн2
|
|
1
|
Легковые автомобили
|
5000
|
20000
|
|
2
|
Автобусы
|
5000
|
20000
|
|
3
|
Грузовые автомобили и автобусы на их базе
|
4000
|
16000
|
|
4
|
Карьерные самосвальные автомобили
|
2000
|
10000
|
|
5
|
Прицепы и полуприцепы (кроме тяжелой грузоподъёмности)
|
4000
|
16000
|
|
6
|
Прицепы и полуприцепы тяжелой грузоподъёмности
|
3000
|
12000
|
Таблица 4
Нормативные пробеги до капитального ремонта подвижного состава для I категории условии
эксплуатации, IV климатического микрорайона Республики.
|
Основные параметры
подвижного состава
|
Марка подвижного
состава
|
Ресурс, тыс. км
|
|
|
1
|
2
|
3
|
|
Легковые автомобили
|
|
Малого класса
|
АЗЛК-2138
ИЖ 2125, ВАЗ
|
112.5
|
|
Среднего класса
(V=1,8-3,5 л, Q=1150-1500 кг)
|
ГАЗ-2410
ГАЗ-2407
|
270
|
|
Автобусы
|
|
Особо малого класса
(узунлиги L=5.0 м. гача)
|
РАФ-220301
|
234
|
|
1
|
2
|
3
|
|
|
Малого класса
(L=6,0 - 7,5 м)
|
КАВЗ-685
ПАЗ-672
ПАЗ-3205
|
225
290
300
|
|
Среднего класса
(L=8,0-9,5 м)
|
ЛАЗ-695,
ЛАЗ-695НГ
ЛАЗ-699
|
324
405
|
|
Большого класса
(L=10.5-12.0 м.)
|
ЛиАЗ-677, 677М, 677
Г
Икарус-260, 280
Мерседес-Бенц
-030СЕ, -0405
Белде 214-17В
ДЭУ ВУ-113, ВС-106
Кароса В-732
|
342
324
900
405
405
324
|
|
Грузовые автомобили
|
|
|
Общетранспортного назначения грузоподъемностью
Q=0.3 - 1.0 т
|
ИЖ-2715(0.4 т)
ЕрАЗ-762А, 763В
УАЗ-451 М.
УАЗ-451 ДУ
|
90
145
160
|
|
|
Q=1.0 - 3.0 т
|
ГАЗ-52-04,52-07,
52-27
|
160
|
|
|
Q=3.0 т. - 5.0 т.
|
ГАЗ-3307
ГАЗ-53 А,
ГАЗ-53-07
|
270
225
|
|
|
Q=5.0-8.0 т
|
ЗИЛ-4331
ЗИЛ-130,138, 138В
КАЗ-608, 608В
Урал-377, 377Н
|
450
270
150
|
|
|
Прицепы и полуприцепы:
грузоподъемностью Q=3,0-8,0 т двух осный
грузоподъемностью более Q=8.0 т двух осный
полупрцепы грузоподъемностью более Q=8.0 т
|
ГКБ-817М-01 (5.6т)
ГКБ-8328-030 (6.4т)
СЗАП-8356-030 (8.5т)
МАЗ-8926(8.2т)
МОЛ-9370-010 (14,5 т)
МОЛ-9380-010 (15.0 т)
МАЗ-9397 (20.1 т)
|
90
90
180
288
|
|
|
|
|
|
|
к1 -
коэффициент, учитывающий категорию условий эксплуатации(таб.5),
Таблица 5
|
Категория
|
Значение
коэффициента
|
|
Условия эксплуатации
|
Пробег до КР и
периодичность ТО
|
Трудоемкость ТО и
ТР
|
Для расхода запасных
частей
|
|
I
II
III
IV
V
|
1.0
0.9
0.8
0.7
0.6
|
1.0
1.1
1.2
1.4
1.5
|
1.00
1.10
1.25
1.40
1.65
|
к3 - коэффициент,
учитывающий природные(к3') и климатические(к3") условия, к3 = к3'
´
к3''(таб.6),
Таблица 6
|
Характеристика района
|
Пробег до КР и
периодичность
ТО
|
Трудоемкость ТО и
ТР
|
Для расхода
запасных частей
|
|
Коэффициент - К3¢
|
|
Умеренный
Умеренно теплый,
умеренно теплый
влажный
Жаркий сухой, очень жаркий сухой
Умеренно-холодный
Холодный
Очень холодный
|
1,0
1,1
0,9
0,9
0,8
0,7
|
1,0
0,9
1,1
1,1
1,2
1,3
|
1,0
0,9
1,1
1,1
1,25
1,40
|
|
Коэффициент - К3¢¢
|
|
С высокой агрессивностью окружающей среды *
|
0,9
|
1,1
|
1,1
|
* - для районов, не
приведенных в приложении - 4 коэффициент
- К3¢¢= 1
Коэффициент корректирования
нормативов, в зависимости от
модификации
подвижного состава и организации его работы – К2
Таблица 7
|
Модификация
|
Значение
коэффициента
|
|
подвижного состава
|
Пробег до КР
|
Трудоемкость ТО и Р
|
Расход з/ч
|
|
Базовая модель
Седельные тягачи
Автомобили с одним прицепом
Автомобили с двумя прицепами
Автомобили самосвалы при работе на плечах свыше 5 км
Автомобили - самосвалы при работе на коротких плечах (до 5
км)
Автомобили - самосвалы
с двумя прицепами
Специализированный подвижной состав (в зависимости от
сложности оборудования)
|
1,00
0,95
0,90
0,85
0,85
0,80
0,75
---
|
1,00
1,10
1,15
1,20
1,15
1,20
1,25
1,10...1,20
|
1,00
1,05
1,10
1,20
1,20
1,25
1,30
---
|
а) Кратность между пробегом до
ТО-1 и среднесуточным пробегом:
Lк1
n1
= ¾¾¾¾
, (округляется до целого числа).
Lcc
Скорректированная по
кратности периодичность ТО-1:
L1 = Lcc ´ n1 , км.
Определяем недопробег или
перепробег автомобилей:
L1
- Lк1
а1 = ¾¾¾¾
´
100 % ,
Lк1
Допустимое отклонение от
нормативов периодичности ТО-1 и ТО-2 составляет ± 10%
б) Кратность между пробегами ТО-2
и ТО-1
Lк2
n2=
¾¾¾¾ (округлять до целого
числа )
L1
Скорректированная по кратности
периодичности ТО-2
L2 = L1 ´ n2 , км
Недопробег или перепробег:
L2
- Lк2
а2 = ¾¾¾¾
´
100 % ,
Lк2
в) Кратность между пробегами до
ТО-2 и кап. ремонта (КР)
Lкк
nк
= ¾¾¾¾
, (округлять до целого числа)
L2
Скорректированный по кратности
межремонтный пробег:
Lк = L2 ´ nк , км.
Недопробег или перепробег
Lк
- Lкк
aк = ¾¾¾¾ ´ 100%,
Lкк
Определение производственной программы ТО и ремонта за цикл и вес парк за год и сутки.
а) Определение количества ТО и КР на один автомобиль за
цикл.
Количество КР:
Lк
Nкц
= ¾¾¾¾
= 1 шт.
Lк
Количество ТО-2
Lк
N2ц
= ¾¾¾¾
- Nкц , шт.
L2
Количество ТО-1
Lк
N1ц
= ¾¾¾¾ - (Nкц + N2ц), шт.
L1
Количество ЕО
Lк
Nео = ¾¾¾¾,
шт.
Lcc
б) Определение коэффициентов технической готовности и
выпуска автомобилей:
Дни ремонта за цикл:
Lк ´К'4 Д2 Дтр
Дрц =
Дк + ¾¾¾¾
´
( ¾¾
+ ¾¾
), дня
1000 m2 mтр
где: Д2 - удельный простой в ТО-2:
1000 х Д то-2
Д2 = ¾¾¾¾¾¾
, дни / 1000км.
L2
Д то-2 - дни простоя в ТО-2
Дк - дни простоя в капремонте с учетом времени на
транспортировку автомобиля,
К'4 - коэффициент изменения простоев в ТО и ТР в
зависимости от пробега автомобиля с начала эксплуатации,
Aин ´ К'4н + Аип ´
К'4п
К'4=
¾¾¾¾¾¾¾¾¾¾¾¾,
Аи
Дтр - удельный простой в ТР, Дтр = Д то-тр
- Д2 ,дни/1000км
Д то-тр - удельный простой в ТО и ТР на 1000км
пробега
Дтр - удельный простой в ТР, Дтр = Д то-тр
- Д2 ,дни/1000км
Д то-тр - удельный простой в ТО и ТР на 1000км
пробега
Коэффициенты корректирования продолжительности простоя
в ТО и ТР, в зависимости от пробега , с начала эксплуатации
- К¢4
Таблица 2.6
|
Пробег с начала эксплуатации в долях от нормативного
пробега до КР
|
Легковые
|
Автобусы
|
Грузовые
|
|
до 0,50
|
0,7
|
0,7
|
0,7
|
|
Свыше 0,50 до 0,75
|
1,0
|
1,0
|
1,0
|
|
Свыше 0,75 до 1,00
|
1,3
|
1,3
|
1,2
|
|
свыше 1,00
|
1,4
|
1,4
|
1,3
|
Продолжительность удельного простоя подвижного состава в ТО
и Р - Д то-тр
Таблица 2. 7
|
Подвижной
состав
|
ТО и ТР на АТП
дней /
1000 км
|
КР на специальном предприятии, дней
|
|
Легковые автомобили
Автобусы особо малого, малого и среднего классов
Автобусы большого класса
Грузовые автомобили грузоподъемностью, т :
-от 0,3 до 5,0
-от 5,0 и более
Прицепы и полуприцепы
|
0,30...0,40
0,30...0,50
0,50...0,55
0,40...0,50
0,50...0,55
0,10...0,15
|
18
20
25
15
22
---
|
Дни эксплуатации автомобиля за цикл:
Lк
Дэц
= ¾¾
, дни.
Lcc
Коэффициент технической готовности:
Дэц
aт
= ¾¾¾¾¾¾
,
Дэц + Дрц
Коэффициент выпуска автомобилей
Дрл
aв=
¾¾¾¾ ´ aт
,
Дк
в) Определение количества ТО и ТР для всего парка за год:
Годовой пробег
автомобиля:
Lг =
Дрл ´
aт
´
Lсс, км.
Коэффициент
перехода от цикла к году:
Lг
h = ¾¾
,
Lк
Годовая производственная программа по ТО и Р на весь парк определяется:
- Количество КР:
Nкг
= Nкц ´
h
´
Аи , шт.
- Количество
ТО-2:
N2г=
N2ц ´
h
´
Аи, шт.
- Количество
сезонных обслуживаний
Nсог
= 2 ´
Аи, шт.
- Количество ТО-1
N1г = N1ц ´
h
´
Аи, шт.
- Количество ЕО
Nеог
= Nеоц ´
h
´
Аи, шт.
г) Суточное
количество воздействий ТО определяется:
-Количество ТО-2
N2г
N2с = ¾¾¾
, шт.
Дрг
-Количество ТО-1
N1г
N1с
= ¾¾¾
, шт.
Дрг
-Количество ЕО
Nеог
Nеос
= ¾¾¾
, шт.
Дрл
С другой стороны, суточное количество ЕО может быть определено также по формуле:
Nеос
= Аи ´
aт
, шт.
что позволяет проверить достоверность проведенных расчетов.
-Количество СО
Ncог
Nеос
= ¾¾¾
, шт.
Дсог
Количество дней,
необходимое для проведения СО, определяется:
Nсог
Дсог
= ¾¾¾
, дни
N2c
д) Годовое
количество диагностических воздействий
Количество Д-1
Nд1г
= 1,1´
N1г + N2г , шт.
Количество Д-2
Nд2г
= 1,2 ´
N2г , шт.
е) Суточное
количество воздействий определяется:
Количество
Д-1
Nд1г
Nд1с =
---------, шт
Дрг
Количество Д-2
Nд2г
Nд2с
= ¾¾¾
, шт.
Дрг
д) Расчет производственной программы
методом системы уравнения
Определение
коэффициента технической готовности
Дэц Дэц/ Дэц 1 1
aт = ------ =
------------------- = ----------- = -------
1+Дрц Дэц/ Дэц+
Дрц/
Дэц 1+ Дтц/ Дэц 1+ВLкй
Дрц/ Дэц - дни ремонта и ТО приходящий на каждый день эксплуатации за цикл
Дни простоя на ТО и Р приходящие
за каждый километр
Дкр К4 1000/L2 Дтотр-1000Д2/m2L2
В= ---- +
------ ( ---------- + ------------------------- ) дни/км
Lк 1000 m2 mтр
Годовой пробег автомобиля
Lг = Дрл
•
aт • Lсс,
км
Расчет производственной
программы по ТО и Р за год
а) Капитальный ремонт
Nкрг=Аu
•
Lг/Lк
б) Количество ТО-2
N2г=Аu
Lг (1/L2 - 1/Lк)
в) Количество ТО-1
N1г=
Аu Lг(1/L1 - 1/L2)
г) Количество ЕО
Nеог
= Аu Дрл aт
д) Количество СО
Nсог
= 2Аu
Остальные
расчеты аналогичны цикловому методу расчета.
е) Табличный метод расчета
производственной программы
ПО этому
методу составляется таблица для показателей (В, В х Lсс, aт)
приходящий на среднесуточный пробег
(например 25 км )
|
Показатели
|
В
|
В х Lсс
|
aт
|
Nкрг
|
N2г
|
N1г
|
Nеог
|
|
Lсс
|
|
|
|
|
|
|
|
|
25
|
|
|
|
Дрл
=253
Дрл
=305
Дрл
=307
|
|
|
|
|
50
|
|
|
|
|
|
|
|
|
75
|
|
|
|
|
|
|
|
|
. . .
|
|
|
|
|
|
|
|
|
375
|
|
|
|
|
|
|
|
|
400
|
|
|
|
|
|
|
|
Для других значениях среднесуточного
пробега показатели определяются путем
интерполяции. В настоящее время при помощи ЭВМ легко определит эти значения с
использованием прикладных программ.
Ключевые слова:
Техническое состояние подвижного состава, Категория условий эксплуатации,
Режим ТО и ремонта, Положение о ТО и ТР, ОНТП-АТП-СТО—80, Производственная программа, Аналитический метод расчета ПП,
Метод расчета ПП с использованием расчетных таблиц и номограмм, Количество
воздействий за ТО и Р за год, Количество воздействий за ТО и Р за сутки,
Табличный метод расчета.
Контрольные вопросы:
1.
На основании чего выбирается типы подвижного состава
для будущего АТП?
2.
На какие параметры могут влиять техническое состояние
подвижного состава?
3.
Особенности рельефа местности Республики Узбекистан.
4.
Особенности природно-климатических условий страны.
5.
Виды ТО и ремонта подвижного состава.
6.
Расскажите об использовании ОНТП-АТП-СТО—80.
7.
Состав и структура производственной программы.
8.
Какой метод расчета производственной программы является
основой для других методов?
Литература:
[3]с.24-37,
[5] c. 15…20
3.1. Определение производственной программы ТО и ремонта двигателей
автобусов Мерседес Бенц.
В этом разделе определяются
производственная программа сервисного обслуживания (SX) и текущего ремонта (JT) при принятых условиях эксплуатации, количество производственных
и штатных рабочих, площади зон, стационов и складов. Разрабатывается
мероприятия по организации СО и ТР автобусов. За основу технологического расчета
приняты нормативы компании «Мерседес-Бенц».
3.1.1. Периодичности
сервисного обслуживания автобусов
Для автобусов Мерседес-Бенц О-405 приняты следующие виды
обслуживания:
- после пробега
15000 км – SХ15
- после пробега
30000 км – SХ30
- после пробега
45000 км - SХ45
- после пробега
90000 км - SХ90
3.1.2. Удельные
трудоемкости сервисного обслуживания автобусов
Для автобусов Мерседес-Бенц О-405 приняты следующие
удельные трудоемкости:
- после пробега
15000 км – t15 = 33.0 чел.час
- после пробега
30000 км – t30 = 33.0 чел.час
- после пробега
45000 км – t45 = 50.6 чел.час
- после пробега
90000 км – t90 = 68.7 чел.час
3.1.3. Среднегодовой пробег автобусов Мерседес
Среднегодовой пробег автобусов определятся по формуле:
Lг =
Lсс *  * Дрл , км
* Дрл , км
где: - Lсс - среднесуточный пробег
автобусов,
- - коэффициент
технической готовности автобусов Мерседес Бенц
3.1.4. Производственная программа сервисного
обслуживания за год
 , шт.
, шт.
 , шт.
, шт.
 , шт.
, шт.
 , шт.
, шт.
3.1.5. Годовой объем работ по сервисному обслуживанию
автобусов
Годовой объем работ по
сервисному обслуживанию Мерседес Бенц О-405
 чел. час
чел. час
 чел. час
чел. час
 чел. час
чел. час
 чел. час
чел. час
Определяется общий годовой объем работ по SX
 чел.час
чел.час
3.1.6. Годовой объем работ по текущему ремонту
Годовой объем работ по текущему ремонту определяется по
выражению:
 чел.час
чел.час
где: tтр - удельная трудоемкость ТР на 1000 км.
3.2. Определение производственной программы ТО и ремонта двигателей
автомобилей UZDAEWOO.
Методика технологического расчета автомобилей ДЭУ
обслуживаемых в СТО
Количество эксплуатируемых автомобилей
принимается на основе статистических данных. Для новых СТО принимается равным
количеству продаваемых за 5 лет автомобилей.
Аиэ = 5Ас
Месячный
заказ на ремонт
Аиэ ´ d ´ Кс
Аио = ¾¾¾¾¾¾
12
где: d – годовой заезд автомобилей на станцию,
на основе статистических данных - d = 3;
Кс – коэффициент эффективности
работы станции, доля сервисном рынке.
Если из проданных автомобилей на сервисное обслуживание заедет 75%, то
станция считается эффективной - Кс = 0,75
Аиэ ´ d ´ Кс
Аио =
¾¾¾¾¾¾ =
0,188 Аиэ
12
Общее количество рабочих постов
Аио
Ху =
¾¾¾¾¾¾
До ´
Аыт
где:
Аио – Месячный
заказ на ремонт
До – месячные рабочие дни, До=22,5
- рекомендуется
Аыт
– пропускная способность поста - Аыт=3
Аио Аио
Ху =
¾¾¾¾¾¾ = ¾¾¾
До ´ Аыт 67,5
На
основе практики УзДЭУ:
-
Количество постов ТО
и ТР
1
ХТХ ва ЖТ = ¾¾
Ху
2
-
Количество постов кузовных работ
1
Хк =
¾¾¾
Ху
3
-
Количество постов малярных
работ
1
Хб =
¾¾¾
Ху
6
Количество слесарей -механиков
Количество слесарей -механиков определяется в зависимости от рабочих
постов:
-
Количество слесарей -механиков
зоны ТО и ТР
Ртх ва жт = Хтх ва жт
-
Количество слесарей -механиков
кузовного участка
Рк = 1,2 Хк
-
Количество слесарей -механиков
малярного участка
Рб = 1,2 Хб
Годовой объем работ по ТО и ТР
L г ´ N сто ´
t
Т г =
--------------------, чел. час
1000
t- удельная трудоемкость работ по ТО и
ТР, чел. час (таблица 1)
L г- среднегодовой пробег
автомобилей, км
N сто – число обслуживаемых
автомобилей в СТО
Объём работ для
ремонта ДВС
Тд = Тг
х dd,
чел.час
Дальнейший
расчет идентичен технологическому расчету АТП.
Тема
4. Определение годового объёма работ по ТО и ТР автомобилей и по
самообслуживанию АТП при различных методах организации производства. (8-часа)
План:
1. Расчет
годовых объемов работ ТО и ТР автомобилей и по самаобслуживанию.
2. Распределение
годовых объемов работ ТО и ТР по видам и месту их выполнения.
3. Распределение
объёмов работ ТО и Р при централизации и кооперировании производства.
Расчет годовых объемов работ ТО и ТР автомобилей и по самообслуживанию.
Выбор нормативной трудоемкости ТО и ТР.
Для определения производственной программы в
трудовом выражении необходимо выбрать нормативы трудоемкости по ТО и ТР для
подвижного состава. Нормативы пробега подвижного состава до КР и трудоемкость
ТО и ТР для I категории условий эксплуатации приведены Положении.
В ²Положении² приводится нормативы
трудоемкости ТО и ТР для определенного типа подвижного состава в зависимости от
класса (легковые автомобили или автобусы) и грузоподъемности (грузовые
автомобили, прицепы или полуприцепы) во второй части положения эти нормативы
приводятся для конкретных марок или моделей подвижного состава. Исходные
нормативы трудоемкости ТО и ТР приведены для:
-
первой категории условия эксплуатации К1=1,0
-
базовых моделей автомобилей К2=1,0
-
умеренного климатического района с умеренной
агрессивностью окружающей среды
К3=1,0
-
пробега подвижного состава с начало эксплуатации,
равного 50-75% от пробега капитального ремонта К4=1,0
-
АТП которых
производится техническое
обслуживание и ремонт 200-
300ед.
подвижного состава, составляющих три технологически совместимые группы К5=1,0
1.Для конкретных условий проектируемого АТП расчетная
(скорректированная) трудоемкость:
- технического обслуживания
ЕО: tрео = tнео *
К2 * К5, чел. час
ТО-1: tр1 = tн1 * К2 * К5, чел. час
ТО-2: tр2 = tн2 * К2 * К5, чел. час
СО:
tрсо = q*tн2 * К2 * К5, чел. час
При использовании в расчетах частных нормативов
коэффициент К2=1.
Для седельных тягачей и автомобилей, работающих с
прицепами при расчете трудоемкости ЕО коэффициент К2=1
q = 0,5 для очень холодного и очень
жаркого сухого климатических районов,
q = 0,3 для холодного и жаркого сухого района,
q = 0,2 для прочих районов.
- текущего
ремонта
Tртр = tнтр * К1 * К2 * К3 * К4 * К5, чел. Час
Коэффициент К4,
учитывающий изменение трудоемкости ТР, в зависимости от пробега автомобилей, с
начала эксплуатации определяется по формуле:
Аин
´
К4н + Аип ´ К4п
К4 =
¾¾¾¾¾¾¾¾¾¾¾¾
,
Аи
Расчет годовой объем работ по ТО и Р
ЕО: Теог = Nеог * tрео, чел. час.
ТО-1: Т1г = N1г * tр1, чел. час
ТО-2: Т2г = N2г * tр2, чел. час
СО: Тсог = Nсог * tрсо, чел. час
Lг * Аи
ТР:
Ттрг = -------------- tртр, чел. час
1000
Годовой объем вспомогательных работ
Он составляет 20-30% от общего объема ТО и ТР по АТП.
Меньшее значение принимается для крупных АТП, а большее для мелких.
20 : 30
Твспг =
---------- * (Теог + Т1г +Т2г + Тсог + Ттрг)
100
Вспомогательные работы подразделяются на работы по
самообслуживанию АТП.
Тсамг = Твспг * dсам
где: dсам = 0,4-0,5 доля работ по самообслуживанию
АТП.
Подсобные работы прил. 5.
Тподг = Твспг * dпод, чел. час.
где: dпод = 0,5-0,6 доля подсобных работ.
На крупных предприятиях работы по самообслуживанию
выполняют рабочие отдельного подразделения – отдела главного механика (ОГМ).
Расчет суточных объемов работ по ТО и ТР:
Теог
ЕО: Теос = ¾¾¾¾,
чел. час.
Дрл
Т1г
ТО-1: Т1с
= ¾¾¾
, чел. час.
Дрг
Т2г
ТО-2: Т2с
= ¾¾¾
, чел. час.
Дрг
Тсог
СО: Тсос = ¾¾¾ ,чел. час.
Дсог
Распределение объёмов работ ТО и Р при централизации и кооперировании
производства.
Понятие о централизации и кооперировании производства ТО и Р автомобилей
Производственно-техническая база, являющаяся
материальной основой ТЭА, будет развиваться двумя основными путями. Во-первых,
совершенствованием традиционной структуры ПТБ, т. е. комплексных АТП и других
предприятий (повышение уровня механизации, совершенствование технологии,
организации, повышение пропускной способности постов и участков, сокращение
затрат на ТО и ТР), Во-вторых путем концентрации, специализации и кооперации
производства ТО и ремонта, обеспечивающих изменение самого характера процессов,
укрупнения программ, создания новых типов предприятий по ТО и ремонту. Второй путь создает
лучшие условия для использования достижений НТП и интенсификации развития
производства.
Концентрация
Концентрация — это объединение ПТБ,
трудовых и других ресурсов для выполнения работ ТО и ремонта подвижного состава
автомобильного транспорта. Как правило, концентрация ПТБ связана с укрупнением
автомобильных парков и созданием единой организационно-управ-. ленческой
структуры предприятия. Концентрация приводит к росту производственной
программы.
Специализация
Специализация
—
это ориентация производства на выполнение определенного вида ограниченной
номенклатуры работ по ТО и ремонту подвижного состава, агрегатов, систем,
позволяющая эффективно применять прогрессивные технологические процессы,
производительное оборудование, квалифицированный персонал. На автомобильном
транспорте этот процесс связан с созданием для группы предприятий в
территориальном управлении или ассоциации, а в перспективе и для региона так
называемых централизованных
специализированных производств (ЦСП),
например, по выполнению ТО-2, ремонту ряда узлов, агрегатов и механизмов,
окраске, производству технологического оборудования, диагностированию.
Кооперирование
Кооперирование
—
это совместное выполнение определенных работ или их частей по ТО и ремонту
подвижного состава двумя или несколькими предприятиями или производственными
подразделениями, предусматривающее организацию между ними четких
технологических, организационно-управленческих, хозяйственных и информационных
связей.
Специализация
оценивается и характеризуется по видам, форме, глубине специализации и уровню
концентрации производства.
Вид
специализации характеризует уровень управления производством.
В
системе поддержания работоспособности подвижного состава автомобильного
транспорта общего пользования различают следующие виды специализации:
межотраслевая— это специализация,
проявляющаяся, например, в сотрудничестве объединения по производству
большегрузных автомобилей КамАЗ с предприятием по ремонту агрегатов, входящим в
состав другого ведомства;
отраслевая —это специализация внутри
автотранспортной отрасли, например, специализация ремонтных предприятий по
видам агрегатов и систем.
региональная — это специализация внутри
региона (территориального объединения автомобильного транспорта). Специализированные цехи по ремонту
электрооборудования, топливной аппаратуры, восстановлению деталей, механической
обработке, проведению ТО-2, окраски, противокоррозийной защиты, замены
агрегатов и т. д.;
внутрихозяйственная —
это специализация участков или постов на автотранспортном предприятии или
объединении по конкретным видам работ, например моторный участок, зона ТО-2,
пост по замене силового агрегата, пост –диагностирования;
внутрицеховая (внутриучастковая или
внутрипостовая) — это специализация-
одного или группы рабочих с соответствующим технологическим оборудованием по
выполнению определенных операций или стадий технологического процесса внутри
участка или поста. Например, специализация по разборке, комплектовке, сборке и
обкатке силового агрегата на моторном участке.
При
региональной специализации выделяются следующие формы:
предметная,— это специализация подразделений ИТС на
проведение работ ТО и ремонта, определенных видов подвижного состава. При этом
на одном предприятий или подразделении сосредоточивается различное
технологическое оборудование для выполнения комплекса операций по обеспечению
работоспособности, например, производственно-технические комбинаты по
централизованному обслуживанию автомобилей семейства КамАЗ;
агрегатно-узловая —
специализация подразделений на ТО и ремонте агрегатов, узлов, систем подвижного
состава, например, централизованные мастерские по КР двигателей, газобаллонному
оборудованию;
подетальная —
специализация на восстановление или изготовление деталей всех видов подвижного
состава, например, цех по восстановлению коленчатых валов;
технологическая —
специализация подразделений на выполнение однородных технологических процессов,
операций или группы операций, основанная на общности основного технологического
оборудования, например, централизованные участки по окраске автомобилей,
наплавке, механической обработке;
регламентно-технологическая —специализация по видам ТО (ЕО, TO-1,
TQ-2).
Функциональная —
специализация вспомогательных производств, обеспечивающих основной
производственный процесс предметами и средствами труда, а также создание
необходимых условий труда и быта рабочих, например, ремонт, обслуживание и
изготовление оборудования, инструмента и оснастки; централизованная стирка и
ремонт спецодежды,
Эффективность специализации зависит от уровня
концентрации производства, т. е. программы, диктующей масштабы использования
специального оборудования, технологических процессов, квалификационного
персонала. В результате концентрации и специализации увеличивается
производительность труда, растут съем продукции и фондоотдача, сокращается
потребность в ресурсах для развития ПТБ (табл.
26.2, 26.3),
Масштабы и
этапы специализации зависят от исходного (целевой показатель) и оптимального
(целевой норматив) уровней специализации в регионе, от структуры ПТБ,
выделяемых ресурсов и возможности реализации.
Технико-экономические показатели различных видов
производства
|
Показатели
|
Техническая служба
комплексных автотранспортных предприятий
|
Централизованные
специализированные производства
|
|
Среднее количество
детале-операций, выполняемых на рабочем месте
|
200
|
30
|
|
Производительность труда,
тыс. руб./(чел.год)
|
2,5
|
5
|
|
Уровень механизации, %
|
25
|
40
|
|
Съем продукции с 1 м2
производственной площади, руб.
|
100
|
250
|
|
Фондоотдача, руб./руб.
|
0,3
|
1,8
|
На основе выбранного метода определяется объем
работ приходящихся на ТО и ТР ДВС и производится расчет отделов и постов для
восстановления.
Ключевые слова и контрольные вопросы:
Коэффициенты корректировки, Объем работ по ТО,
Объем работ по ТР, Объем работ по самообслуживанию, Объем вспомогательных
работ, Объем подсобных работ, Виды работ по ТО, Виды работ по ТР, Годовой
объем работ по ТО и Р.
Л И Т Е Р
А Т У Р А
[3]с.24-37, [Д-2] c. 19
Тема 5. Обоснование объёма работ ТО и ТР двигателя и методы расчета
численности производственных рабочих – 2 часа.
План:
1. Выделение
объёма работ ТО и ТР двигателя.
2. Расчет
численности производственных рабочих
3. Режим
работ зон ТО и ТР.
4. График
выпуска и возврата автомобилей с линии
5. Выбор
метода организации технического обслуживания.
Выделение объёма работ ТО и ТР двигателя.
Разделение работ ТО и ремонта по форме специализации
в среднем территориальном объединении .транспорта общего пользования приведено
в табл. 4, Исходный уровень региональной
специализации у большинства объединений невелик и составляет в настоящее время 5—7 % при оптимальном уровне 60—70%.
Таблица 4.
Распределение трудоемкости работ по ТО и ремонту автомобилей по различным
формам специализации в территориальном управлении автомобильного транспорта
|
Форма специализации
|
Доля
работ по ТО и ремонту по данной форме специализации в регионе, %
|
Доля работ по ТО и ремонту
по данной форме специализации, которые целесообразно централизовать, %
|
|
Предметная
|
15
|
5
|
|
Агрегатно-узловая
|
20
|
15
|
|
Подетальная
|
7
|
6
|
|
Технологическая
|
18
|
12
|
|
Регламентно-технологическая
|
30
|
15
|
|
Функциональная
|
10
|
6
|
|
Итог о
|
100
|
61
|
Учитывая ограниченность ресурсов (капиталовложений),
возможность выполнения строительно-монтажных работ, поставки оборудования, а
также то, что реконструкция и техническое перевооружение производятся на
действующих АТП, эту работу целесообразно проводить поэтапно как при выделении
капиталовложений, так и при реализации конкретных предложений по
совершенствованию ПТБ.
Этапы
централизации, специализации и кооперирования конкретных производств должны
быть увязаны таким образом, чтобы в условиях ограничения ресурсов предыдущий
этап создавал технологические и ресурсные предпосылки для эффективного развития
последующих, а общий эффект с учетом не равноценности этапов был максимален.
Таким образом опыт централизации, кооперирования и
специализации производства ТО и ремонта свидетельствует, с одной стороны, что
подобная перестройка ПТБ по сравнению с традиционным развитием комплексных АТП
обеспечивает значительную экономию всех ресурсов и интенсификацию производства,
с другой — показывает, что
совершенствование ПТБ является сложным и достаточно продолжительным
динамическим процессом, протекающим во времени и пространстве, требующим в
условиях действующих АТП и ограничения ресурсов четкого определения
приоритетов, распределения ресурсов и организации поэтапной реализации
мероприятий. Выполнение этих требований позволяет потенциальный
технико-экономический эффект прогрессивных форм организации ПТБ превратить в
реальный, т. е. обеспечить годовой прирост производительности труда персонала
на 3—5 %, сокращение удельных
капиталовложений в ПТБ на 10—15% и затрат
на ТО и ремонт на 15—20 %, повышение
коэффициента технической готовности на 3—5%.
Опыт перестройки ПТБ на основе
специализации, централизации и кооперации производства создает основу для
дальнейшего совершенствования структуры и организации ТО и ремонта автомобилей
и ПТБ. Во-первых, при достижении уровня региональной специализации 60—70 % на базе ЦСП территориального
объединения может быть создан хозрасчетный региональный комплекс подготовки
производства, который позволит перевести отношения между технической и
перевозочной службами на хозрасчетную договорную основу. Во-вторых, база
региональной отраслевой специализации послужит в дальнейшем основой для
межотраслевой специализации, включающей транспорт общего пользования и
ведомственный, а также обслуживание и ремонт агрегатов и системы родственной
техники (тракторы, сельхозмашины,
дорожные машины и др.).
Расчет численности производственных рабочих
К производственным рабочим относятся рабочие зон и участков,
различающие на технологически необходимое (явится) и штатное (списочное) число
рабочих. Технологически необходимое число рабочих обеспечивает выполнение
суточной, а штатное – годовой производственных программ (объемов работ) по ТО и
ТР.
Рт = Тг/Фт,
где – годовой фонд времени технологического необходимого рабочего при 1 сменной работе
Фт = (Дкг – Дв – Дп) * 7 – Дпп
Рш = Тг/Фш – годовой
фонд времени штатного рабочего, ч.
Фш = (Дкг + Дв + Дп – Дот – Дуп) – Дпп * 1
Фш = Фт – (Дот + Дуп) * 7
Где:
Дуп- число дней невыхода на работу по уважительным причинам.
Дкг - дни календарные в году
Дв - дни выходные в
год
Дп - праздничные дни в году
Дпп - предпраздничные дни в году
Дот - дни отпуска.
Режим работ зон ТО и ТР.
Режим работы зоны ТО зависит от режима работы подвижного
состава на линии и времени его работы в сутки. Он должен быть согласован с
графиком выпуска и работы автомобилей на линии. При этом следует иметь в виду,
что ЕО и ТО-1 выполняются в межсменное время, а ТО-2 и ТР в сменное время, но
их можно также проводить в межсменное время.
Для ЕО и ТО-1 выполняемых в межсменное время,
продолжительность работы зон обслуживания определяется из суточного графика
выпуска и возвращения автомобилей. Продолжительность межсменного времени Тмс
при равномерном выпуске автомобилей может быть определена из следующего выражения
Тмс = 24 –
(Тн + То – Тв),
где Тн – время в
наряде, час;
То – время
обеда, перерыва водителя, час;
Тв –
продолжительность выпуска автомобилей на линию, час.
Продолжительность
работы зоны ЕО и ТО-1 должна укладываться в межсменное время Тмс. В зависимости
от продолжительности межсменного времени Тмс и суточной программы ТО,
выбирается 1; 1,5 и 2-х сменная работа зоны обслуживания.
При
организации работ ТО и ТР в ночной смене продолжительность ее сокращается на 1
час. Ночной сменой считается смена, у которой 50 и более процентов времени
приходится на ночное время т.е. с 22.00 до 6.00 утра.
Выбор метода организации технического обслуживания.
Посты ТО по своему технологическому назначению
подразделяются на универсальные и специализированные. На универсальном посту
выполняют все или большинство операций данного воздействия, тогда как на
специализированном только одну или несколько операций. Целесообразность
применения универсальных или специализированных постов, прежде всего зависит от
производственной программы и режима производства. По способу установки подвижного
состава посты могут быть тупиковыми или проездными.
Въезд на тупиковый пост производится передним ходом, а съезд
с него задним ходом, тогда как въезд на проездной пост и съезд с него производятся только передним ходом.
Проездные посты целесообразно применять для крупногабаритного подвижного
состава и автопоездов. Как тупиковые, так и проездные посты в зависимости от
организации выполнения работ могут быть использованы в качестве универсальных
или специализированных постов. ТО подвижного состава может быть организованно
на отдельных постах или поточных линиях.
Организация обслуживания на отдельных постах значительно
проще, чем на поточных линиях. Так, при обслуживании на универсальных постах на
них возможно выполнения неодинакового объема работ. Например, при ТО автомобилей
разных моделей, при совмещении с ТО сопутствующего ТР различного объема. С
другой стороны, использование этого метода приводит к значительным потерям
времени на установку автомобилей на посты и съезд с них, загрязнению воздуха
отработавшими газами при маневрировании автомобиля при въезде и съезде с поста,
необходимости дублирования оборудования, использованию рабочих-универсалов
более высокой квалификации, что увеличивает затраты на проведение ТО.
Наиболее прогрессивным методом организации ТО является
выполнение его на поточных линиях. Поточная организация ТО обеспечивает:
- сокращение трудоемкости работ и повышение
производительности труда за счет специализации рабочих постов, мест исполнителей;
- повышение степени использования технологического
оборудования и оснастки вследствие проведения на каждом посту одних и тех же
операций;
- повышение трудовой и производственной дисциплины
вследствие непрерывности и ритмичности производства;
- снижение себестоимости и повышение качества обслуживания;
- улучшение условий труда исполнителей и сокращение
производственной площади.
По данным НИИАТ а, производительность поточных линий на
20-25% выше производительности специализированных параллельных постов и на
45-50% универсальных. Применение рациональной технологии производства ТО-1 и
ТО-2 на поточных линиях позволяет значительно повысить производительность
труда, сократить затраты на ТО и ТР, снизит простой автомобиля в ТР и уменьшить
потребность в ТР обслуживаемым агрегатам и узлам. В результате все это
способствует увлечению коэффициента технической готовности подвижного состава
не менее чем на 3-4%.
Для организации производства поточным методом необходимы
определенные условия. К ним относятся:
- наличие соответствующих площадей и планировки помещений;
- одномарочный состав обслуживаемой группы автомобилей;
- достаточная сменная производственная программа;
- соблюдение графика постановки автомобилей в ТО;
- максимальная механизация работ;
- своевременное обеспечение запасными частями и материалами;
- выполнение ТР перед постановкой автомобилей в ТО-1 и ТО-2.
В принципе целесообразность применения того или иного метода
организации ТО в основном определяется числом постов, т.е. зависит от суточной
(сменной) программы и продолжительности воздействия. Поэтому в качестве
основного критерия для выбора метода ТО может служить суточная (сменная)
производственная программа соответствующего вида ТО.
Минимальная суточная (сменная) программа, при которой
целесообразен поточный метод ТО, рекомендована положением и составляет: для
ТО-1 12-15, а для ТО-2 5-6 технологически совместимых автомобилей. При меньшей
программе ТО-1 и ТО-2 поводятся на отдельных специализированных и универсальных
постах.
Наиболее прогрессивным методом организации ТО является
выполнение его на поточных линиях. Поточная организация ТО обеспечивает:
- сокращение трудоемкости работ и повышение
производительности труда за счет специализации рабочих постов, мест и
исполнителей;
- повышение степени использования технологического
оборудования и оснастки вследствие проведения на каждом посту одних и тех же
операций;
- повышение трудовой и производственной дисциплины
вследствие непрерывности и ритмичности производства;
- снижение себестоимости и повышение качества обслуживания;
- улучшение условий труда исполнителей и сокращение
производственных площадей.
Доля организации поточного метода необходимы следующие
условия:
Наличие соответствующих площадей, и планировки помещений.
Однобрачный состав обслуживаемой группы автомобилей.
Достаточная сменная производственная программа.
Соблюдение графика постановки автомобилей в ТО.
Максимальная механизация работ.
Своевременное обеспечение запасными частями и материалами.
Выполнение ТР перед подстановкой автомобилей в ТО и ТО-2.
Целесообразность применения того или иного метода
организации ТО в основном определяется числом постов т.е. зависит от суточной
(сменой) программы и продолжительности воздействия.
Минимальная суточная программа, при которой целесообразные
поточный метод ТО, рекомендован положением и составляет для ТО-1 12-15, а для
ТО-2 5-6 технологически совместимых автомобилей.
При меньшей программе ТО-1 и ТО-2 проводятся на отдельных
специализированных и универсальных постах.
Ключевые слова и контрольные вопросы:
Этапы централизации, специализации и кооперирования, Номинальный
фонд рабочего времени, Действительный фонд рабочего времени, Технологически
необходимое количество рабочих, Явочное количество рабочих, Методы организации
ТО, Поточная линия, Универсальные посты.
Л И Т Е Р А Т У Р А
[3] c.
50-54, [д-2]c.19.
Тема 6 Технологическое проектирование зон ТО и ТР с рациональным
распределением работ по системам и механизмам ДВС и анализ проектных решений (6
часа)
П Л А Н
Технологическое проектирование зон ТО-1 с выделением
работ по ДВС.
Технологическое проектирование зон ТО-2 с выделением
работ по ДВС.
Расчет и планировка зон Д-1 и Д-2.
Технологическое проектирование постов ТР
специализированных для работы по механизмам и системам ДВС.
Технологическое проектирование зон ТО-1 с выделением работ по ДВС.
Технического обслуживания двигателя
и включает проверку и подтягивание креплений, диагностирование двигателя,
регулировочные и смазочные работы.
Крепежные работы проводят для
проверки состояния креплений всех соединений двигателя; опор двигателя к раме,
головки цилиндров и поддона картера к блоку, фланцев впускного и выпускного
трубопроводов и других соединений.
Для предотвращения пропуска газов и
охлаждающей жидкости через прокладку головки цилиндром проверяют и при
необходимости определенным моментом подтягивают гайки се крепления к блоку.
Делается это с помощью динамометрического ключа.
Момент и последовательность затяжки гаек установлены заводами-изготовителями.
Чугунную головку цилиндров' крепят в горячем состоянии, а из алюминиевого
сплава — в холодном.
Проверку затяжки болтов крепления
поддона картера во избежание его деформации и нарушения герметичности также
производят с соблюдением определенной последовательности, заключающейся в
поочередном подтягивании диаметрально расположенных болтов.
Расчет постоянно-поточной линии ТО-1
- явочное
количество рабочих одной смены
Т '1с
Ря
= ¾¾¾¾ ,
чел.
a1 ´ m1
- ритм
производства
а1 ´ m1 ´ 60
R1
= ¾¾¾¾¾¾¾¾
, мин.
N1c
- такт линии
t'1р ´ 60
tл1= ¾¾¾¾ + tпер, мин.
Х1
´
Рср
где: Х1
- количество постов ТО-1 на поточной линии,
Рср-
количество рабочих, одновременно работающих на посту,
Рт
Рср
= ¾¾¾¾ ,чел
Х1
- время
перемещения автомобиля с поста на пост
La + U
tпер
= ¾¾¾¾
,мин.
Vк
Vк -
скорость перемещения автомобилей на конвейере
с поста на пост (принимается Vк = 8 - 10
м/мин).
- количество
поточных линий
t
л1
n1
= ¾¾¾¾ ,
линия
R1
- длина поточной
линии
Lпл = (La + U)Х1 - U, м.
- длина зоны ТО-1
L'з1
= Lпл + 2С, м
- кратность длины
зоны к шагу колонн
L'3
(округляется в сторону
n'1
= ¾¾¾¾
, большего целого
числа)
h
- уточненная длина
зоны ТО-1:
Lз
= h ´
n'1, м
Технологическое проектирование зон
ТО-2 с выделением работ по ДВС.
При техническом обслуживании
двигателя производится проверка и подтягивание креплений, диагностирование
двигателя, регулировочные и смазочные работы.
Регулировочные работы проводятся после диагностирования.
Например: при обнаружении стука в клапанах, а также при ТО-2 проверяют и
регулируют тепловые зазоры между торцами стержней клапанов и носками коромысел
Исходные
данные:
|
Режим работы зоны
|
Расчетная трудоемкость
|
Суточная программа
|
|
Дрг
|
а2,час
|
m2
|
t2р,
чел. час
|
Т 2с,чел.час
|
N2с, шт
|
|
|
|
|
|
|
2.2.1. Уточнение
трудоемкости ТО-2
- расчетная трудоемкость ТО-2 без диагностических работ
Т'2г
t'2р = ¾¾¾¾ , чел. час
N2г
Суточная
трудоемкость ТО-2 без диагностических работ
Т'2г
Т'2с
= ¾¾¾¾ , чел. час
N2г
2.2.2. Расчет
постоянно-поточной линии ТО-2
- явочное
количество рабочих
Т'2с
Ря = ¾¾¾¾
, чел.
а2 ´ m2
- ритм
производства
а2´
m2´
60
R2 = ¾¾¾¾¾¾¾¾
, мин.
N2c
-
такт линии
-
t'2р
´
60
tл2 = ¾¾¾¾ + tпер, мин.
Х2 ´
Рср
Количество
поточних линий:
tл2
n2 = ¾¾¾¾
, линия
R2
Расчет длины зоны
ТО-2 однозначен расчету зоны
ТО-1.Кроме того,
можно принимать, что ТО-1 и ТО-2 будут проводиться на одних
и тех же линиях, только ТО-1 в межсменное время, а ТО-2 в сменное время, что
дает возможность эффективнее использовать производственные площади и оборудование.
Расчет переменно-поточной линии ТО-1 и ТО-2
Время
необходимое для обслуживания каждой
марки автомобилей:
Тiс
Fi = m * а * -------------------------------- , час
Тiс1 + Тiс2 + … + Тiсn
Ритм производства мойки для каждой марки автомобилей
60 * f i
Ri
= ------------
Niс
Такт линии для каждой
марки автомобилей
Lаi + U
ti =
-------------
Vк
Остальные этапы расчета по пункту 2.1 и 2.2
Расчет зон Д-1 и Д-2
Диагностирование
технического состояния КШМ и ГРМ на автотранспортных предприятиях
осуществляют: по количеству газов, прорывающихся в картер, но давлению в конце
такта сжатия (компрессии), по утечке сжатого воздуха из цилиндров, путем
прослушивания двигателя с помощью стетоскопа.
Количество газов, прорывающихся в картер двигателя между
поршнями с кольцами и цилиндрами, замеряют газовым расходомером, соединенным с
маслоналивным патрубком. При этом картер двигателя герметизируют резиновыми
пробками, закрывающими отверстия под масляный щуп и газоотводящую трубку
системы вентиляции картера. Замеры проводят
на динамометрическом стенде при
полной нагрузке и максимальной частоте вращения коленчатого вала. Для нового
двигателя количество прорывающихся газов в зависимости от модели двигателя
составляет 16—28 л/мин.
Наиболее совершенен метод определения состояния КШМ и ГРМ с
помощью специального прибора по утечкам сжатого воздуха, принудительно
подаваемого в цилиндр через отверстие под свечу (см, рис. 8.31).
Прослушивание с помощью стетоскопа шумов и стуков, которые
являются следствием нарушения зазоров в сопряжениях КШМ и ГРМ, также позволяет
провести диагностирование двигателя.
Выбор исходных данных
|
Фонд времени
|
Число смен
|
Производственная программа
|
|
Фн,
час
|
mд
|
Тд-1 чел. час
|
Тд-2 чел. час
|
Количество постов
диагностирования определяется:
Д-1: Тд-1г
Хд-1 = ¾¾¾¾¾¾¾¾ ,поста
Фн
´
mд ´
Рср ´
Ки
Д-2: Тд-2г
Хд-2 = ¾¾¾¾¾¾¾¾ ,поста
Фн
´
mд ´
Рср ´
Ки
где: Рср- среднее число рабочих на посту(1 - 2
чел.),
Ки-
коэффициент, учитывающий использование рабочего времени поста(0.85 - 0.90),
Фн- годовой
фонд времени поста, час.
mд- количество
смен работы зоны диагностики
Технологическое проектирование постов ТР специализированных для работы по
механизмам и системам ДВС.
Работы по ДВС выполняемые на постах ТР.
При текущем ремонте автомобилей
производится замена неисправных агрегатов, механизмов и узлов автомобиля на
исправные, замена в них неисправных деталей на новые или отремонтированные.
Кроме того выполняются разборочно-сборочные работы, связанные с ремонтом
отдельных деталей и подгонкой их по месту установки.
Наиболее характерными являются работы по замене двигателей,
мостов, коробок передач, радиаторов, сцеплений, рессор, износившихся деталей в
агрегатах и узлах. Выполняют их на постах ТР, где производят снятие с
автомобилей неисправных и установку новых или отремонтированных агрегатов,
узлов и деталей. Здесь же выполняют работы по частичной разборке и устранению
неисправностей агрегатов, не снимаемых с автомобиля.
Трудоемкость разборочно-сборочных
работ, выполняемых на постах, значительна. В зависимости от модели автомобиля
она составляет 28—37 % общей трудоемкости
ТР и свыше 80 % трудоемкости собственно
постовых работ.
Агрегаты и узлы
снятые с автомобиля (двигатель, генератор, стартер, прерыватель-распределитель,
топливный насос, форсунки,
аккумулятор и др.) ремонтируются практически во всех других производственных
отделениях, куда они поступают.
Качество разборочно-сборочных работ в значительной
мере определяет эксплуатационную надежность подвижного состава. Даже небольшие
улучшения в организации разборочно-сборочных работ дают значительный
технико-экономический эффект. Так проведенная согласно технологии разборка
обеспечивает сохранности деталей, уменьшает трудоемкость последующего ремонта.
При правильной организации разборочного процесса на автотранспортном
предприятии повторно используют 70— 80 %
деталей.
Расчет зоны ТР
Исходные данные для расчета зоны ТР
|
Годовой объем работ без диагностики, чел. Час
|
|
|
-разборочно-сборочные и регулировочные
|
-Трстрг
|
|
|
-сварочно-жестяницкие
|
-Тсжтрг
|
|
|
-малярные
|
-Тмтрг
|
|
- Фн- годовой фонд
времени поста, час.
- m тр- количество
смен работы зоны ремонта
Методы расчета постов ТР.
Для расчета число постов ТР используется годовой объем
постовых работ ТР. Однако расчет необходимого числа постов ТР только исходя из
объема работ не отражает действительной потребности в постах, так как
возникновения текущего ремонта, как известно, обусловлено отказами и
неисправностями, которые носят случайный характер. Колебания потребности в ТР
как по времени возникновения, так и по трудоемкости его выполнения весьма
значительны и вызывают зачастую длительные простои подвижного состава в ожидании
очереди постановки на посты для устранения отказов и неисправностей. По этому
для учета этих колебаний при расчете постов ТР вводится так называемый коэффициент
неравномерности поступления автомобилей на посты ТР(Yи), величина
которого на основе практических наблюдений принимается равной 1,2-1,5.
Применения этого коэффициента увеличивает расчетное число постов ТР и сокращает
время на ожидания ремонта.
При расчете
постов ТР необходимо также учитывать значительные потери рабочего времени,
связанные с уходом исполнителей с постов на другие участки, склады, а также
из-за вынужденных простоев автомобилей в ожидании ремонтируемых на участках
деталей, узлов и агрегатов, снятых с автомобиля. Эти потери времени
учитываются коэффициентом использования рабочего времени поста Ки ,
который принимается равным 0,75-0,90.
С учетом
изложенного число постов ТР
Тп тр
´
Yи
Х тр =
¾¾¾¾¾¾¾¾
,поста
Фп ´ Рср ´ Ки
Количество
постов ТР при неравномерном распределении работ по сменам определяется:
Тп тр
´
У ´
Yи
Х тр =
¾¾¾¾¾¾¾¾
,поста
Фп ´
Рср ´
Ки
где: У - коэффициент, учитывающий долю объема
работ, выполняемую на постах ТР в наиболее загруженную смену(обычно
У=0.5 - 0.6),
Yи-
коэффициент неравномерности поступления автомобилей на посты ТР(1.2 - 1.5),
Рср-
среднее число рабочих на посту(1 - 2 чел.),
Ки-
коэффициент, учитывающий использование рабочего времени поста(0.75 - 0.90),
При числе ТР более 5-6 их специализируют по видам
выполняемых работ. При этом распределение постов по их специализации (в
процентах от общего числа постов) следующее:
Пост ремонта двигателя и его систем………………. 20 – 30
Пост ремонта трансмиссии, тормозов, рулевого управления и
ходовой части ……………………………………… ……..
40 – 50
Пост контроля
и регулировки тормозов ………. 5 – 10
Пост контроля
и регулировки углов установки колес …5 – 10
Универсальные
посты ……………………………. 10 – 20
Итого 100
При числе
постов более 10 допускается выделение постов по замене агрегатов и для
шиномонтажных работ.
 Для определения влияния различных
факторов на неравномерность поступления автомобилей на ТР и расчета числа
постов ТР применяется вероятностный метод. На основе использования теории
вероятностей и массового обслуживания в МАДИ разработан метод расчета числа
постов ТР, согласно которому общее число постов ТР принимается как сумма двух
слагаемых. Первое слагаемое – основное число постов, рассчитываемое исходя из
годового объема постовых работ ТР и равномерного поступления автомобилей
(выражение в последней формуле без коэффициента j), а второе слагаемое –
дополнительное число постов, учитывающие неравномерность и вариацию
(превышение) фактической трудоемкости над ее средней величиной. Данный метод
расчета постов ТР позволяет не только определить конкретное значение
дополнительного числа постов, но и проанализировать взаимосвязь между
различными факторами в целях принятия оптимального решения.
Для определения влияния различных
факторов на неравномерность поступления автомобилей на ТР и расчета числа
постов ТР применяется вероятностный метод. На основе использования теории
вероятностей и массового обслуживания в МАДИ разработан метод расчета числа
постов ТР, согласно которому общее число постов ТР принимается как сумма двух
слагаемых. Первое слагаемое – основное число постов, рассчитываемое исходя из
годового объема постовых работ ТР и равномерного поступления автомобилей
(выражение в последней формуле без коэффициента j), а второе слагаемое –
дополнительное число постов, учитывающие неравномерность и вариацию
(превышение) фактической трудоемкости над ее средней величиной. Данный метод
расчета постов ТР позволяет не только определить конкретное значение
дополнительного числа постов, но и проанализировать взаимосвязь между
различными факторами в целях принятия оптимального решения.
Планировка постов ТР
Рис. 6. Зона ТР грузовых автомобилей:
1 — посты
ремонта автопоездов; II — посты
проверки и регулировки тормозов;. III — пост
перемонтажа шин; IV — посты ремонта ходовой части автомобиля; V — пост ремонта
дви- гателя и его систем; И — пост ожидания;
1 — ящик для инструмента; 2 —
подъемник канавный; Э — подставка под ноги при работе в осмотровой канаве; 4 —
маслораздаточный бак передвижной; 5 — верстак
слесаря-авто- ремонтника; 8 — гайковерт
для гаек колес; 7 — бак для заправки
тормозной жидкостью (переносной1; 8 — стенд для проверки тормозных систем
автомобиля; 9 — подвесная кран- балка; 1О — стеллаж для колес; 11 — подъемник
гидравлический; 12 — тележки для снятия и установки колес автомобилей; 18 —
переходной мостик; И — слесарный верстак; 18— стеллаж для деталей; 16 и 17 —
баки для сбора отработавших масел передвижные; 18— тележка слесаря по ремонту
двигателя; 19 — подъемный механизм для снятия и, установки агрегатов грузовых
автомобилей на канаве; 20 — подставка под двигатель; 21 1- стенд пе- редвижной
для проверки электрооборудования; 22 — шланг для отвода отработавших газов
Ключевые слова и контрольные вопросы:
Ритм производства, Такт линии, Зона ЕО, Зона ТО-1, Зона
ТО-2, Зона ТР, Зона Д-1, Зона Д-2, Постоянно-поточная линия, Переменно-поточная
линия, Методы расчета постов ТР, Планировка постов ТР.
Л И Т Е Р А Т У Р А
[3]с.50-76
Тема 7. Технологическое проектирование отделов по ТО и Р систем и
механизмов ДВС и анализ проектных решений. (6-часа)
План:
1.
Технологическое проектирование отделов по ТО и Р
электрооборудования, систем питания и аккумуляторов.
2.
Технологическое проектирование
слесарно-механического и агрегатного отделения.
3.
Технологическое проектирование теплового и
кузовного участка.
Технологическое проектирование отделов по ТО и Р электрооборудования,
систем питания и аккумуляторов.
Расчет площадей производственных участков
Площади производственных
отделений рассчитывают двумя методами:
- по удельной
площади на одного производственного рабочего из числа одновременно работающие в
отделении:
Fц
= f1 + f2´(Рт -
1),м2
где: f1 и f2
-удельная площадь на первого и
последующего рабочих, одновременно
работающих на участках.
- по площади
помещения, занимаемой оборудованием (Fоб) в плане и коэффициенту плотности его
расстановки (Кп):
Fц
= Fоб ´
Кп , м2
где: fоб – суммарная площадь горизонтальной проекции по
габаритным размерам оборудования, м2; Кп – коэффициент плотности расстановки
оборудования.
Значение удельных площадей на первого ( f1 ) и
последующего
рабочего ( f2
) и коэффициент, учитывающий плотность
расстановки
оборудования - К п
Таблица 7.1
|
№
|
Наименование цехов
|
f1, м2
|
f2, м2
|
К п
|
|
1
|
Электротехнический
|
10
|
5
|
3,5
|
|
2
|
Аккумуляторный
|
15
|
10
|
3,5
|
|
3
|
Системы питания
|
8
|
5
|
3,5
|
|
4
|
Шинный
|
15
|
10
|
4,0
|
|
5
|
Вулканизационный
|
15
|
10
|
4,0
|
|
6
|
Слесарно-механический
|
10
|
8
|
3,5
|
|
7
|
Кузнечно-рессорный
|
20
|
15
|
5,0
|
|
8
|
Медницкий
|
10
|
8
|
3,5
|
|
9
|
Сварочный
|
15
|
10
|
4,5
|
|
10
|
Жестяницкий
|
12
|
10
|
4,5
|
|
11
|
Агрегатный
|
15
|
12
|
4,0
|
|
12
|
Столярный
|
15
|
12
|
5,0
|
|
13
|
Арматурно - кузовной
|
30
|
15
|
4,5
|
|
14
|
Обойный
|
15
|
10
|
3,5
|
|
15
|
Малярный
|
30
|
15
|
4,0
|
|
16
|
ОГМ
|
10
|
8
|
3,5
|
|
17
|
Трубопроводный
|
12
|
10
|
3,5
|
|
18
|
Ремонтно-строительный
|
15
|
12
|
4,0
|
Для расчета Fу предварительно на
основе Табеля и каталогов технологического оборудования составляется ведомость
оборудования и определяется его суммарная площадь fоб по участку.
Если в помещениях
предусматриваются места для автомобилей или кузовов, то к площади, занимаемой
оборудованием данного участка, необходимо добавить площадь горизонтальной
проекции автомобиля или кузова.
Значения коэффициента Кп для
соответствующих производственных участков (помещений), согласно ОНТП-АТП-СТО –
80, следующие:
Слесарно-механический,
медницко-радиаторный, ремонта аккумуляторов,
ремонта электрооборудования, ремонта таксометров и радиооборудования, ремонта приборов системы питания, обойный,
краскоподготовительный . . . . . . . . . . . . 3 – 4
Агрегатный, шиномонтажный, ремонта
оборудования и
инструмента
. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 3,5 –
4,5
Сварочный, жестяницкий, арматурный
. . . . . . . . . . 4 – 5
Кузнечно-рессорный,
деревообрабатывающий . . . . .4,5 – 5,5
В отдельных случаях для приближенных
расчетов площади участков могут быть определены по числу работающих на участке
в наиболее загруженную смену. Согласно нормативам площадь помещения
производственного участка на одного работающего должна быть не менее 4,5 м2.
Работы выполняемые по электрооборудованию
На автомобилях применяются'
батарейные контактные (классические),
контактно - и бесконтактно-транзисторные, а также некоторые другие-системы
зажигания. По статистике, на батарейное зажигание приходится порядка 40 % всех отказов и неисправностей по бензиновому двигателю с его системами, которые
в 80 % случаях также являются причиной
повышения, расхода топлива (на 5—6%) снижения мощности двигателя. :
Характерными неисправностями системы зажигания являются:
разрушение - изоляции проводов .и свечей зажигания, нарушение контакта в
местах соединений; ocлaблeниe:
пружины подвижного контакта, повышенный люфт валика распределителя, нагар на
электродах свечей зажигания; изменение зазора между электродами свечей;
межвитковые замыкания (особенно в первичной обмотке) катушки зажигания;
неправильная начальная установка угла опережения, зажигания; .неисправность; центробежного и вакуумного регуляторов.
Аккумуляторные работы включают
контроль за внешним состоят аккумуляторной батареи, ее заряженностью, проверку
уровня и плотности электролита, замену сепараторов, моноблока. Замена пластин
относится к капитальному ремонту и проведение его в условиях АТП допустимо
только в критических ситуациях, так как трудоемкость капитального ремонта
аккумулятора( почти в 10 раз выше
трудоемкости изготовления нового.
Разработка
планировочных решений производственных участков производится в соответствии с
технологией работ, требованиями научной организации труда и СН и П.
Однородный
характер некоторых работ, выполняемых на участках, предъявляет к ним одинаковые
строительные, противопожарные и санитарно-гигиенические требования. Поэтому для
исключения раздробленности здания на мелкие помещения целесообразно совмещение
такого рода работ и следовательно, участков в одном помещении. Кроме того, при
небольшой производственной программе, когда площади помещений для выполнения
отдельных видов работ составляют менее 10 м2 , необходимо также
совмещать однородные работы.
Укрупнение
помещений при изменении программы тех или иных видов работ дает возможность
некоторых изменений технологического процесса без существенной реконструкции
здания.
В
соответствии со СниП II-93-90 в
одном помещении допускается совмещение следующих групп участков:
·
моторного, агрегатного, механического,
электротехнического и карбюраторного (приборов питания);
·
кузнечно-рессорного, сварочно-жестяницкого и
медницкого;
·
столярного и обойного.
Расстановка
оборудования на участках должна выполняться с учетом необходимых условий
техники безопасности, удобства обслуживания и монтажа оборудования при
соблюдении нормативных расстояний между оборудованием, между оборудованием и
элементами зданий. Для относительно простого оборудования (разборочные и
сборочные стенды, верстаки и т. п.), не требующего фундаментов или
устанавливаемого на фундаменты, габариты в
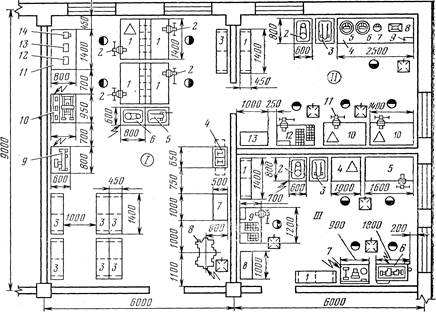
Рис. 4. Участки электротехнический, карбюраторный и
топливной аппаратуры АТП на 500
автомобилей:
/ —
электротехнический участок: 1 — верстак для электриков; 2 — слесарные тиски; 3 — стеллаж
для деталей; 4
— ванна для мойки деталей; 5— реечный ручной пресс; 6 —
настольно-сверлильный станок; 7 — ларь
для обтирочных материалов; 8 — заточной станок; 9 — станок для проточки коллекторов и
фрезерования миканита между пластинами генераторов и стартеров; 10—контрольно-испытательный
стенд для проверки электрооборудования; 11 — стол для приборов; 12 —
прибор для очистки и испытания свечей зажигания; 13 — прибор для проверки
якорей; 14
— прибор для проверки системы зажигания;
// — карбюраторный
участок: 1—стеллаж
для деталей; 2—настольно-сверлильный
станок; 3—реечный
ручной пресс; 4 — стол; 5 — прибор для проверки
карбюраторов; G — прибор для проверки топливных насосов;
7—прибор для проверки упругости пружин топливных насосов; 8 —
прибор для проверки упругости пластин диффузоров карбюраторов; 9 —
прибор для проверки ограничителей максимальной частоты вращения коленчатого
вала двигателя; 10 — верстак для карбюраторщиков; 11 — слесарные тиски; 12 —
установка для разборки и мойки деталей; 13 — ларь для обтирочных материалов;
///—участок
топливной аппаратуры: f—стеллаж для деталей; 2—настольно-сверлильный станок; 3—реечный ручной пресс; 4 —
стол для контроля и мойки прецизионных деталей; 5—верстак для ремонта топливной
аппаратуры; 6
— стенд для испытания и регулировки топливных насосов высокого
давления;
7 — пост для текущего ремонта форсунок дизельных двигателей; 8 —
ларь для обтирочные материалов; 9 — установка для разборки и
мойки деталей
плане которого мало отличаются от габаритов самого оборудования,
а также для оборудования, не требующего сложных сантехнических и энергетических
устройств, нормативные расстояния приведены .в табл. 4.3. Нормы размещения более сложного технологического оборудования
для различных производственных участков с учетом специфики их производственных
процессов следует принимать по соответствующим общесоюзным и отраслевым нормам
технологического проектирования.
Примеры планировочных
решений. Ниже приводятся примеры планировочных решений производственных участков различных АТП.
Электротехнический и
карбюраторный участки. Размещаться эти участки могут в одном помещении
(если при ремонте и испытании приборов системы питания не применяются
легковоспла-меняемые жидкости) или в отдельных. В смешанных АТП, имеющих
автомобили с карбюраторными и дизельными двигателями, предусматриваются
отдельные помещения для участков карбюраторного и топливной аппаратуры.
Аккумуляторный
участок. Размещается отдельно и включает не менее двух помещений —
одно для ремонта аккумуляторов, другое—для
их заряда. Отдельное помещение для заряда аккумуляторов можно не
предусматривать, если одновременно заряжается не более 10 батарей. При этом заряд их должен производиться в специальном
шкафу с индивидуальным отсосом, включение которого блокируется с зарядным
устройством. Иногда в аккумуляторном участке выделяется помещение для хранения
кислоты, дистиллированной воды и приготовления электролита. При площади
помещения для заряда (зарядной) более 25
м2 необходимо предусматривать непосредственный выход наружу.
Разборочно-сборочные
работы.
Являются начальной и конечной операциями текущего ремонта
автомобилей. Они включают замену неисправных агрегатов, механизмов и узлов
автомобиля на исправные, замену в них неисправных деталей на новые или
отремонтированные, а также разборочно-сборочные работы, связанные с ремонтом
отдельных деталей и подгонкой их по месту установки.
Наиболее характерными являются работы по замене двигателей,
мостов, коробок передач, радиаторов, сцеплений, рессор, износившихся деталей в
агрегатах и узлах. Выполняют их на постах ТР, где производят снятие с
автомобилей неисправных и установку новых или отремонтированных агрегатов,
узлов и деталей. Здесь же выполняют работы по частичной разборке и устранению
неисправностей агрегатов, не снимаемых с автомобиля.
Трудоемкость разборочно-сборочных работ, выполняемых на
постах, значительна. В зависимости от модели автомобиля она составляет 28—37 % общей трудоемкости ТР и свыше 80 % трудоемкости собственно постовых работ.
Кроме постов ТР, разборочно-сборочные работы проводятся
практически во всех других производственных отделениях, куда поступают для
ремонта различные агрегаты и узлы снятые с автомобиля (двигатель коробка
передач, мосты, рулевой механизм, генератор, стартер,
прерыватель-распределитель, топливные насосы, форсунки, аккумулятор,
рессоры и др.).
Качество
разборочно-сборочных работ в значительной мере определяет
эксплуатационную надежность подвижного состава, и, следователь но,
инженерно-техническая службе АТП должна уделять этому особое внимание. Даже
небольшие улучшения в организации разборочно-сборочных работ дают значительный
технико-экономический эффект. Так проведенная согласно технологии разборка
обеспечивает сохранности деталей, уменьшает трудоемкость последующего ремонта.
При правильной организации разборочного процесса на автотранспортном
предприятии повторно используют 70— 80 %
деталей.
С целью повышения уровня механизации при разборке-сборке
необходимо использовать различные гайковерты, приспособления, набор ключей и т.
п.
Разборочно-сборочные работы на агрегатном участке, как правило,
проводят на специализированных стендах, обеспечивающих свободный доступ к
ремонтируемому агрегату, а также поворот и наклон агрегата для удобства работы.
Разборка-сборка различных узлов, например электрооборудования, топливной
аппаратуры, проводится в основном на верстаках с применением универсального
инструмента и специальных приспособлений.
Значительную трудность представляют снятие колес автомобиля,
а также демонтаж и монтаж шин грузовых автомобилей. Поэтому отечественная
промышленность выпускает специальные тележки для снятия, установки и
транспортирования колес грузовых автомобилей и автобусов, в том числе в сборе
со ступицами и тормозными барабанами, а также стенды для демонтажа и монтажа
шин легковых и грузовых автомобилей.
Слесарно-механические
работы.
Включают изготовление крепежных деталей (болтов, гаек, шпилек, шайб), механическую обработку деталей
после наплавки или сварки, растачивание тормозных барабанов, изготовление и
растачивание втулок для восстановления гнезд подшипников, протачивание рабочей
поверхности нажимных дисков сцепления, фрезерование поврежденных плоскостей и
т. п.
Проводятся перечисленные работы на слесарно-механическом
участке АТП с помощью токарно-винторезных, сверлильных, фрезерных, шлифовальных
и других универсальных металлообрабатывающих
станков, а также вручную на слесарных верстаках. В общей трудоемкости ТР
слесарно-механические работы составляют 4—12 %.
Значительное число отказов автомобиля приходится на долю
механических разрушений и износов. В условиях АТП такие детали восстанавливают
сваркой или слесарно-механической обработкой. В первом случае поврежденные
детали заваривают газовой или электрической сваркой, а затем подвергают
слесарной обработке. Характерными примерами являются заварка трещин различных кронштейнов
и трещин в головках блока цилиндров.
Во втором случае используют так называемый метод ремонтных
размеров, т. е. механически обрабатывают изношенную шейку вала под размер,
меньший номинального, и тем самым выводят износ. Таким образом восстанавливают
опорные шейки распределительных валов, клапаны, толкатели, валик масляного
насоса и ряд других деталей. Часто используют и способ установки дополнительной
детали. Например, при износе шейки ведущего вала коробки передач ее механически
обрабатывают под меньший размер и напрессовывают ремонтную втулку,
изготовленную на токарном станке из того же материала, что и вал. Наружный
диаметр втулки после ее напрессовки обрабатывают под исходный размер шейки
вала.
Таким же способом восстанавливают и отверстия. Например, при
износе резьбы под свечу зажигания отверстие в головке блока цилиндров
рассверливают и нарезают резьбу большого размера, а затем вворачивают в нее так
называемый ввертыш, внутренняя резьба которого соответствует резьбе под свечу.
Разборочно-сборочные работы на агрегатном участке, как
правило, проводят на специализированных стендах, обеспечивающих свободный
доступ к ремонтируемому агрегату, а также поворот и наклон агрегата для
удобства работы. Разборка-сборка различных узлов, например электрооборудования,
топливной аппаратуры, проводится в основном на верстаках с применением
универсального инструмента и специальных приспособлений.
литература
[7]с.
140-143, [3]с.
95-107
Тема 8. Технологическое проектирование отдела по восстановлению ДВС и
анализ проектных решений. (4-часа)
Текущий ремонт
КШМ и ГРМ. Характерными работами при текущем ремонте КШМ и ГРМ являются
замена гильз, поршней, поршневых колец, поршневых пальцев, вкладышей шатунных и
коренных подшипников, клапанов, их седел и пружин, толкателей, а также
шлифование и притирка клапанов и их седел.
Замена гильз блока
цилиндров производится в случаях, когда их износ превышает допустимый, при
наличии сколов, трещин любого размера и задиров, а также при износе верхнего и
нижнего посадочных поясков.
Извлечь гильзы из блока цилиндров
достаточно трудно. Поэтому их выпрессовывают с помощью специального съемника,
захваты которого зацепляют за нижней торец гильз. Использование других методов
недопустимо, так как это приводит к повреждению посадочных отверстий под гильзы
в блоке цилиндров двигателя и самих гильз.
Перед запрессовкой новой гильзы ее
необходимо подобрать по блоку цилиндров таким образом, чтобы ее торец выступал
над плоскостью разъема с головкой блока. Для этого гильзу устанавливают в блок
цилиндров без уплотнительных колец, накрывают поверочной плитой и щупом
замеряют зазор между плитой и блоком цилиндров.
Гильзы, установленные в блок без
уплотнительных колец, должны свободно проворачиваться. Перед окончательной
постановкой гильз следует проверить состояние посадочных отверстий под них в
блоке цилиндров. Если они сильно поражены коррозией или имеют раковины,
необходимо отремонтировать их нанесением слоя эпоксидной смолы, смешанной с
чугунными опилками, который после застывания зачистить заподлицо. Края верхней
части блока, которые первыми соприкасаются с резиновыми уплотнительными
кольцами при запрессовке гильзы, должны быть зачищены шлифовальной шкуркой для
предотвращения повреждений уплотнительных колец в процессе запрессовки.
Гильзы с установленными на них
резиновыми уплотнительными кольцами запрессовывают в блок цилиндров с помощью
пресса. Можно это сделать и с помощью специального приспособления, устройство и
работа которого ясны из рис. 9.3. При
надевании уплотнительных колец их нельзя сильно растягивать, а также допускать
скручивания в канавке гильзы цилиндров.
Замена
поршней производится при образовании на поверхности юбки глубоких
задиров, прогорании днища и поверхности поршня в зоне верхнего компрессионного
кольца, при износе верхней канавки под поршневое кольцо больше допустимого.
Замену поршня делают без снятия
двигателя с автомобиля: сливают масло из поддона картера, снимают головку блока
и поддон картера, расшплинтовывают и отворачивают гайки шатунных болтов,
снимают крышку нижней головки шатуна и вынимают вверх поврежденный поршень в
сборе с шатуном и поршневыми кольцами. Затем вынимают из отверстий в бобышках
стопорные кольца, с помощью пресса впрессовывают поршневой палец и отделяют
поршень от шатуна. В случае необходимости тем же прессом впрессовывают
бронзовую втулку верхней головки шатуна.
Перед заменой поршня необходимо
сначала подобрать его по цилиндру. Для этого необходимо выбрать поршень,
размерная группа которого соответствует размерной группе гильзы (цилиндра), и
проверить лентой-щупом зазор между поршнем и гильзой (рис. 9.4). Для этого поршень вставляют в цилиндр
головкой вниз так, чтобы край юбки совпадал с торцом гильзы, а лента-щуп,
вставленная между гильзой и поршнем, находилась в плоскости, перпендикулярной
оси пальца. Затем динамометром протягивают ленту-щуп и измеряют усилие
протягивания, которое должно находиться в пределах допустимого. Размеры
ленты-щупа и усилие протягивания для разных моделей двигателей приведены в
инструкции по эксплуатации или в руководстве по ремонту. Так, для двигателей
ЗИЛ-130 используют ленту толщиной 0,08
мм, шириной 13 мм и длиной 200 мм.
В пределах
номинального и каждого ремонтного размера гильз и поршней двигателя ЗИЛ-130
имеется шесть размерных групп. Диаметры цилиндров в пределах каждой из них
отличаются на 0,01 мм. Индекс размерной
группы (А, АА, Б, ББ, В, ВВ для гильз и поршней номинального размера и Г, ГГ,
Д, ДД, Е, ЕЕ для 1-го ремонтного размера и т. д.) обозначен на верхнем торце
гильзы и на днище поршня.
Аналогичные
размерные группы в пределах каждого ремонтного размера имеют все другие
двигатели автомобилей.
При сборке
двигателей, снятых с автомобиля, подбор поршней по цилиндрам осуществляется
аналогичным образом, так же подбирают поршни при сборке двигателей на
заводах-изготовителях.
При замене
поршней на АТП, кроме подбора поршня по цилиндру, следует обеспечить соблюдение
еще одного важного требования ТУ на сборку двигателей: диаметр отверстия в
бобышках поршня, диаметр поршневого пальца и диаметр отверстия в бронзовой
втулке верхней головки шатуна должны иметь одну размерную группу. Поэтому перед
сборкой комплекта «поршень — палец — шатун» необходимо убедиться, что маркировка,
нанесенная краской, на одной из бобышек поршня, на торцах пальца и верхней
головки шатуна выполнена одной краской.
В случае,
когда меняют всю цилиндропоршневую группу, что чаще всего происходит на
практике, проблем с подбором не возникает: поршень, палец, поршневые кольца и
гильза, поступающие в запасные части комплектом, подобраны заранее. Поэтому при
сборке требуется по маркировке деталей убедиться в правильности подбора и
проверить лентой-щупом зазор между поршнем и гильзой. Можно обойтись и без
ленты-щупа. Правильно подобранный поршень должен под собственным весом медленно
опускаться в гильзе. Необходимо также проверить, подходит ли новый поршневой палец
к верхней головке шатуна: поршневой палец должен плавно входить в отверстие
втулки верхней головки шатуна под нажимом большого пальца руки.
При
деформации, превышающей допустимые пределы, шатун правят. Затем поршень
помещают, в ванну с жидким маслом, нагревают до температуры 60 °С и с помощью оправки запрессовывают
поршневой палец в отверстия бобышек поршня и верхней головки шатуна. После
запрессовки в канавки бобышек вставляют стопорные кольца.
Аналогичным образом, начиная со
снятия головки блока цилиндров и поддона картера, поступают в случае
необходимости замены втулки верхней
головки шатуна, поршневого пальца и поршневых колец. Негодные втулки
выпрессовывают, а на их место запрессовывают новые, обеспечивая при этом
необходимый натяг. Затем втулки растачивают на горизонтально-расточном станке
или обрабатывают с помощью развертки. Внутренняя поверхность
втулки должна быть чистой, без рисок с параметром шероховатости порядка
0,63 мкм, а овальность и конусообразность отверстия не должны превышать 0,004 мм.
Перед
установкой поршня в сборе с шатуном в блок цилиндров проводят установку
комплекта поршневых колец в канавки поршня. Зазор между компрессионным кольцом
и канавкой поршня определяют щупом,
обкатывая кольцо по канавке поршня. Кроме
того, кольца проверяют на просвет, для чего вставляют их в верхнюю неизношенную
часть гильзы цилиндра и визуально оценивают плотность прилегания.
Зазор в
замке определяют щупом и в случае, когда он меньше допустимого, концы колец
спиливают. После этого кольцо повторно проверяют на просвет и только потом с
помощью специального приспособления, разжимающего кольцо за торцы в замке,
устанавливают в канавки поршней.
Комплекты
колец номинального размера используют при ТР двигателей, цилиндры которых не
растачивались, а в расточенные устанавливают кольца ремонтного размера, которые
по наружному диаметру соответствуют новому диаметру цилиндров.
Стыки
(замки) соседних колец равномерно разводят по окружности. Компрессионные кольца
на поршень устанавливают фаской вверх. При этом они должны свободно вращаться в
канавках поршня. Установка поршней в сборе с кольцами в цилиндры двигателя
осуществляется с помощью специального приспособления.
Замена вкладышей коленчатого вала проводится при стуке
подшипников и падении давления в масляной магистрали ниже 0,5 кгс/см2 при частоте вращения
коленчатого вала 500—600 об/мин и
исправно работающих в масляном насосе и редукционных клапанах. Необходимость
замены вкладышей обусловлена диаметральным зазором в коренных и v шатунных подшипниках: если он более допустимого, вкладыши заменяют
новыми. Номинальный зазор между вкладышами и коренной шейкой должен составлять 0,026— 0,12 мм, между вкладышами и шатунной
шейкой 0,026—0,11 мм в зависимости от
модели двигателя.
Зазор в подшипниках коленчатого вала определяют с
помощью контрольных латунных пластинок. Для двигателей автомобилей ЗИЛ и ГАЗ
используют пластинки из медной фольги
толщиной
0,025; 0,05; 0,075 мм, шириной 6—7
мм и длиной на 5 мм короче ширины
вкладыша. Пластинку, смазанную маслом, укладывают между шейкой вала и
вкладышем, а болты крышки подшипника затягивают динамометрическим ключом с
определенным для каждого двигателя моментом.
После
проверки состояния шеек коленчатого вала вкладыши требуемого размера промывают,
протирают и устанавливают в постели коренных и шатунных подшипников,
предварительно смазав поверхность вкладыша и шейки моторным маслом.
Для двигателей ЗИЛ-130, кроме номинального,
предусмотрено пять ремонтных размеров коренных и шатунных шеек коленчатого
вала. Соответственно выпускается шесть комплектов вкладышей: номинального, 1, 2, 3, 4, 5-го ремонтных размеров.
Для двигателей ЗМЗ-53 и всех моделей двигателей ЯМЗ — шесть ремонтных размеров коренных и шатунных
шеек и столько же комплектов коренных и шатунных вкладышей.
Регулировка осевого люфта коленчатого вала у двигателей ЗИЛ-130 и
ЗМЗ-53 производится подбором упорных шайб. У двигателей ЗМЗ-53 осевой зазор
между передним упорным торцом коленчатого вала и задней упорной шайбой должен
быть 0,075—0,175 мм, а у двигателей
ЗИЛ-130 0,075—0,245 мм.
У двигателей ЯМЗ осевой зазор коленчатого вала
регулируют в зависимости от длины задней коренной шейки путем установки
полуколец. Осевой зазор в упорном подшипнике должен быть 0,08—0,23 мм.
В процессе эксплуатации вследствие износов осевой
зазор увеличивается. При ТР его регулируют, устанавливая упорные шайбы или
полукольца ремонтных размеров, которые по сравнению с номинальным размером
имеют увеличенную (соответственно на 0,1; 0,2;
0,3 мм) толщину.
Основными
неисправностями головок блока
являются: трещины на поверхности сопряжения с блоком цилиндров, трещины на
рубашке охлаждения, коробление поверхности сопряжения с блоком цилиндров, износ
отверстий в направляющих втулках клапанов, износ и раковины на фасках седел
клапанов, ослабление посадки седел клапанов в гнездах.
Трещины
длиной не более 150 мм, расположенные на
поверхности сопряжения головки цилиндров с блоком, заваривают. Перед сваркой в
концах трещин головки, изготовленной из алюминиевого сплава, сверлят отверстия 0 4 мм и разделывают ее по всей длине на
глубину 3 мм под углом 90°. Затем головку нагревают в электропечи до 200 °С и после зачистки шва металлической
щеткой заваривают трещину ровным швом постоянным током обратной полярности,
используя специальные электроды.
Трещины
длиной до 150 мм, расположенные на
поверхности рубашки охлаждения
головки цилиндров,
заделывают эпоксидной пастой. Предварительно трещину разделывают
так же, как для сварки, обезжиривают ацетоном, наносят два слоя эпоксидной
композиции, смешанной с алюминиевыми опилками. Затем головку выдерживают в
течение 48 ч при 18—20 °С.
Коробление
плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или
фрезерованием «как чисто». После обработки головки проверяют на контрольной
плите. Щуп толщиной 0,15 мм не должен
проходить между плоскостью головки и плитой.
При
износе отверстий в направляющих втулках клапанов их заменяют новыми. Отверстия
новых втулок разворачивают до номинального или ремонтного размеров. Для
выпрессовки и запрессовки направляющих используют оправку и гидравлический
пресс.
Характерными неисправностями клапанов являются износ и
раковины на фаске клапана, износ и деформация стержней клапанов, износ торца
клапана. При дефектации клапанов проверяют прямолинейность стержня и биение
рабочей фаски головки относительно стержня. Если биение больше допустимого,
клапан правят. При износе стержня клапана его шлифуют под один из двух
предусмотренных ТУ ремонтных размеров на бесцентрово-шлифовальном станке.
Изношенный торец стержня клапана шлифуют «как чисто» на заточном станке.
Для
шлифования изношенной фаски используют станок модели Р108. На нем же шлифуют
цилиндрическую поверхность изношенных толкателей под один из двух
предусмотренных ТУ ремонтных размеров, изношенные сферические поверхности
толкателей и коромысел.
На
крупных АТП и в автотранспортных объединениях, имеющих специализированные
участки по восстановлению деталей, осуществляют ремонт коленчатых и
распределительных валов. Изношенные коренные и шатунные шейки коленчатых валов,
а также опорные шейки распределительных валов шлифуют под ремонтные размеры на
круглошлифовальном станке. После шлифования коленчатого и распределительного
валов, полируют абразивной лентой или пастой ТОЙ. Изношенные кулачки
распределительного вала шлифуют на копировально-шлифовальном станке.
Ниже
приведена планировка участка ремонта двигателей.
 Рис. 8. Планировка рабочего места слесаря по ремонту
двигателей:
Рис. 8. Планировка рабочего места слесаря по ремонту
двигателей:
1 — моечная установка для мойки блоков
цилиндров; 2.— моечная ванна для деталей; 3— станок для расточки цилиндров
двигателей; 4 — станок для полирования цилиндров двига- телей; 6 — слесарный
верстак с пневматикой; 6 — инструментальная тумбочка; 7 — прибор для проверки и
правки шатунов; 8 — 'шкаф для хранения деталей шатунно-поршневой груп- пы; 9 —
прибор для определения упругости клапанов пружин и поршневых колец; 10 — стенд
для прессовки поршневых пальцев; 11 — стеллаж для хранения приборов и
приспособлений; 12 — станок для притирки клапанов; И — станок для шлифования
клапанов; 14 — стенд для ремонта двигателей; !6 — шкаф для деталей
газораспределительного механизма; 16 — стенд для обкатки и испытания
компрессоров; 17 — стенд для сборки и разборки головок цилинд- ров двигателей;
18 — стенд для испытания масляных насосов и
масляных фильтров; 19— стеллаж для хранения масляных и водяных насосов и
компрессоров; 20 — умывальник; 21— ларь
для отходов; 22 — конторский стол; 23 — ларь для обтирочных материалов; 24 —
стеллаж для хранения двигателей;' 25 — кран-балка; 26 — стенд для разборки
двигателей
Производится анализ данного проектного решения по степени
оснащенности и соблюдение технологии ремонта ДВС.
литература
[3]с. 95-107
Тема 9. Технологическое проектирование отдела по испытанию ДВС и анализ
проектных решений. (2-часа)
Основными функциями данного
участка являются холодная и горячая обкатка двигателей после ремонта, их
испытание, контрольный осмотр и устранение обнаруженных мелких дефектов.

Рис. 9.
Планировка рабочего места слесаря-обкатчика:
1 —
подставка для хранения двигателей; 2 — стеллаж для хранения узлов двигателя; 8—
приспособление для установки двигателя; 4 — стенд для осмотра двигателей; 5 —
инструментальная тумбочка; 6 — слесарный верстак; 7 — ларь для отходов; 8 —
кран-балка; 9 — 'шкаф; 10 — раковина для мытья рук; 11 — зеркало; 12 —
электрический рукосушитель.
Обкатке подвергают двигатели, прошедшие текущий ремонт, с
заменой деталей кривошипно-шатунного механизма. Контрольный осмотр двигателей
производят по мере надобности.
Площадь отделения (рис. 9) по обкатке двигателей
определяется по суммарной площади, занимаемой оборудованием и организационной
оснасткой, с учетом необходимых проходов и составляет 27 м'.
Режим работы слесаря-обкатчика установлен односменным. Для
выполнения производственной программы требуется один рабочий.
Двигатель на рабочее место слесаря-обкатчика доставляют
кран-балкой, а к автомобилям,
находящимся на текущем ремонте, погрузчиком.
В процессе выполнения рабочих операций слесарь-обкатчик
пользуется комплектом инструментов, размещенных на специальных полках
передвижной тумбочки.
В соответствии с Типовыми нормами слесарю-обкатчику выдают
следующую спецодежду: хлопчатобумажный комбинезон; резиновые перчатки;
комбинированные рукавицы.
Оснащение рабочего места
Технологическое оборудование
|
Наименование
|
Тип или модель
|
Габаритные размеры мм
|
Количество
|
|
Стенд
для двигателей
|
КИ-2139
|
1560Х934ХП80
|
1
|
|
Установка
для охлаждения двигателей
|
Собственного из готовления
|
-
|
1
|
|
Установка для подачи масла
|
То
же
|
-
|
|
|
Топливная
установка
|
«»
|
—
|
1
|
|
Установка для
вывода отработавших газов и гашения шумов
|
»
»
|
—
|
1
|
|
Вал
для соединения двигателя со стендом
|
—
|
0
50, Е =350
|
2
|
Технологическая оснастка
|
Наименование
|
Тип или модель
|
Количество
|
|
Тахометр с наконечниками и удлинителем
|
ИО-1Д
|
1
|
|
Стетоскоп конструкции ГОСНИТИ
|
КИ- 11 5400000
|
1
|
|
Секундомер
|
СМ-60
|
1
|
|
Универсальный компрессометр
|
КИ-86100000
|
1
|
|
Компрессометр
|
179, ГАРО
|
1
|
|
Захват для подъема двигателей
|
ПИМ-483
|
1
|
|
Рукоятка для провертывания вала двигателя вручную
|
ПИМ-1468-2101
|
1
|
|
Пневматический гайковерт
|
ГПМ-14
|
1
|
|
Ключи гаечные двусторонние
|
ГОСТ 2839—71
|
1 комплект
|
|
Рукоятка динамометрическая
|
ГАРО 131М
|
1
|
|
Торцовые гаечные ключи
|
Набор 2336—1
|
1
|
|
Ключ динамометрический
|
ПТ-484-20
|
1
|
|
» для свечей зажигания
|
-
|
1
|
|
Шприц емкостью 0,25 л
|
-
|
1
|
|
Молоток слесарный массой 800 г
|
-
|
1
|
|
»
с медным бойком массой 500 г
|
-
|
1
|
|
Отвертка 150X0,5
|
-
|
1
|
|
Отвертка 200X1
|
-
|
1
|
|
Бородок
|
-
|
1
|
|
Зубило слесарное
|
-
|
2
|
|
Плоскогубцы комбинированные (175, 150)
Набор № 3 щупов (из 16 пластин)
|
ГОСТ 882-64
|
2
|
|
Лупа
складная карманная (10-кратного увеличения)
|
-
|
1
|
|
Лампа переносная электрическая (36 В)
|
-
|
2
|
|
Ломик
|
-
|
1
|
|
Кисть волосяная
|
-
|
4
|
|
Пистолет для обдува
деталей сжатым
|
ГАРО 199
|
1
|
|
Организационная оснастка и подъемно-транспортное
оборудование
|
|
|
|
Наименование
|
Тип или модель
|
Габаритные размеры,
мм
|
Количество
|
|
|
Верстак слесарный
Тумбочка инструментальная
Стеллаж для
хранения узлов двигателей
|
СД-3701-04
СД-3715-08
|
1250X700X1350 674Х522Х1ЮО 800X460X1780
|
1
1
1
|
|
|
Подставка для
хранения дви гателя
|
—
|
1000X600X500
|
2
|
|
|
Стул
|
Тип И
|
490X460X810
|
1
|
|
|
Шкаф
Подставка под ноги
|
Артикул 245 СД-3790-01
|
900X400x1500 360x290
|
1
1
|
|
|
Банка с графитовым порош
|
—
|
——
|
1
|
|
|
ком
|
|
|
|
|
|
Кружка мерная для масла
|
147-С
|
——
|
1
|
|
|
Ведро с носиком
|
102-С
|
——
|
1
|
|
|
Воронка с сеткой
Ларь для отходов
|
148А-С ПИ-102
|
250x500
|
1
1
|
|
|
Совок
|
—
|
——
|
1
1
|
|
|
Скребок
Кран-балка для
подъема и транспортирования двигателей
|
ПТ-054
|
4000x1500
|
1
|
|
|
|
|
|
|
|
|
Тема 10. Особенности технологического проектирования отдела по
восстановлению автомобильных, тракторных и других ДВС в условиях МТС. (2-часа).
Технологическое проектирования отдела по восстановлению
автомобильных, тракторных и других ДВС в условиях МТС отличается многообразием
ремонтируемых двигателей, а также возможность организации ремонта других
агрегатов автомобиля и тракторов. Ниже приведен пример проектного решения:

Рис. 8.
Участок по восстановлению автомобильных, тракторных и других ДВС в
условиях МТС.
1 —
слесарный верстак; 2 — слесарные тиски; 3
— Универсальный прибор для проверки поршней с шатуном; 4 — станок для
шлифования фасок клапанов; 5 — пресс
с ручным приводом; 6 — настольно-сверлильный
станок; 7 — стеллаж для деталей; 8 — для контроля и сортировки деталей., 9 — тельфер., 10 — Универсальные центры
для проверки валов, .11— ларь для обтирочных материалов., !2 - шкаф для
приборов; 13 — ванна для мойки мелких
деталей; 14 — механизированная мойка крупных деталей; 15 — подвесная
кран-белка; 16 — стенд для ремонта передних и задних мостов; 17 — стенд для
ремонта редукторов задних мостов; 18 — стенд
для ремонта коробок передач. 19 — вертикально-сверлильный
станок; 20 — станок для заточки инструментов; 21 — гидравлический пресс; 22 —
поверочная плита; 23, 24 — стенды для ремонта двигателей; 25 — стенд для
ремонта рулевых механизмов и карданных валов.
Тема 11. Особенности ТО и ремонта стационарных двигателей внутреннего
сгорания. (2-часа).
Двигатели внутреннего сгорания также широко используются в
стационарных условиях. Особенностями ТО и ремонта стационарных двигателей
являются учет их работы в мото-часах и стабильность их режима работы. Однако
стабильность режима сопровождается с высокой нагрузкой на ДВС. Для ремонта
используются те же оборудования и инструмент, которые пользуются для обычных
двигателей.
Л И Т Е Р А Т У Р А
Основная литература
1. Закон
Республики Узбекистан «Об образовании», Т."Шарк"-1997г.10 стр.
2.
"Узбекистон
Республикаси автомобил транспорти харакатдаги таркибининг техник хизмат ва таъмири ха=идаги Низом" - Тошкент,
корпорация "Ызавтотранс". - 1998 й.
3. Г.М.Hапольский
"Технологическое проектирование АТП и СТО " Учебник для вузов. - М.,
Транспорт, 1985.
4. Л.H.Давидович
Проектирование предприятий
автомобильного транспорта. М.,
Транспорт. 1975.
5. Л.Л.Афанасьев
и др. Гаражи и станции технического
обслуживания автомобилей. М., Транспорт, 1980.
6. Техническая
эксплуатация автомобилей. Учебник для вузов /
Под ред. Е.С.Кузнецова. – З е изд.
перераб. и доп. М.: Транспорт, 1991 г.
7. Карташов
В.П. "Развитие производственно-технической базы автотранспортных
предприятий.-М.,Транспорт,1991.
8. Салов
А.И. Охрана труда на предприятиях автомобильного транспорта: Учебник для
студентов автомобильных вузов.-3 изд., переработана и доп. -М.:
Транспорт1985:-351с.
Дополнительная
1. СНиП
93-74 Предприятия по
обслуживанию автомобилей М: Стройиздат, 1975-18 с.
2. Положение
о техническом обслуживании и ремонте подвижного состава автомобильного
транспорта Республики Узбекистан - Ташкент: корпорация "Узавтотранс"
- 1996 г.
3. Табель
технологического оборудования и
специализированного инструмента для АТП,АТО и БЦТО.- М: ЦБНТИ Минавтотранса
РСФСР.1983.
4. Общесоюзные
нормы технологического проектирования предприятий для автомобильного
транспорта (ОНТП-АТП-СТО80) ЦИНТИ Минавтотранс РСФСР 1980-109 с.
5. Методические указания
и справочные данные по охране окружающей
среды, часть 3 "Определение массы вредных веществ, выбрасываемых технологическим
оборудованием". 1990.
6. С.С.
Сайдаминов. Решение вопросов Охраны окружающей среды в курсовом и дипломном
проектировании Учебное пособие для студентов вузов Ташкент: ТашПИ,1989.
7. Веб
страница компании Новгородский завод ГАРО http://www.garo.novgorod.ru/
8. Каталог стендов и оборудований
автомобилей OTOYOL
9. Каталог инструментов для ТО и
ТР автомобилей OTOYOL
10.
Комплект плакатов по устройству
автомобилей UZDEAWOO.
11.
Устройство и
эксплуатация автомобилей TIKO.
2002 г.