Содержание
1.
Определить тип производства, дать характеристику производства, разработать
график выпуска продукции. 3
2. Разработать
структуру управления производством. Выделить основные функции управления
производством. 5
3. Охарактеризовать
материал выпускаемого изделия по химическому составу и применяемости. 8
4. Охарактеризовать
форму детали и выделить цветным контуром обрабатываемые поверхности. 11
5. Выбрать из
предлагаемых вариантов метод получения заготовки. Рассчитать К.И.М. и массу
отходов в кг; 13
6. Составить
перечень цехов основного производства по выпуску продукции. Дать схему движения
предметов труда на предприятии. 14
Список литературы.. 15
1. Определить тип производства, дать характеристику
производства, разработать график выпуска продукции
Тип производства -
совокупность его организационных, технических и экономических особенностей. Тип
производства определяется следующими факторами: номенклатурой выпускаемых
изделий; объемом выпуска; степенью постоянства номенклатуры выпускаемых
изделий; характером загрузки рабочих мест.
В зависимости от уровня
концентрации и специализации различают три типа производств: единичное;
серийное; массовое.
По типам производства
классифицируются предприятия, участки и отдельные рабочие места. Тип
производства предприятия определяется типом производства ведущего цеха, а тип
производства цеха - характеристикой участка, где выполняются наиболее
ответственные операции и сосредоточена основная часть производственных фондов.
В соответствии с заданием
тип производства – массовое.
Исходные данные
представлены в табл. 1.
Таблица 1
Параметры
производства
|
Число смен в рабочем дне
|
Продолжительность раб. смены. ч
|
Годовой выпуск продукции, К, шт.
|
Штучное время единицы продукции.
Тш, мин
|
Соотношение массы заготовки и массы
детали, mз>mд на
|
Количество наименование выпускаемой
продукции
|
|
2
|
8
|
150000
|
75,5
|
12
|
массовое
|
Массовое производство характеризуется узкой номенклатурой
и большим объемом выпуска изделий, непрерывно изготовляемых в течение
продолжительного времени на узкоспециализированных рабочих местах.
Для массового
производства характерны:
-
ограниченная номенклатура изделий;
- предметная
специализация рабочих мест;
-
использование специального и специализированного оборудования;
- возможность
механизации и автоматизации производственных процессов;
- наличие
рабочих невысокой квалификации;
- минимальная
длительность производственного цикла.
Среднесуточный
выпуск продукции составляет:
150 000
/ 360 = 416,67 шт.
Для
крупносерийного или массового производства разрабатываются графики равномерного
выпуска продукции.
Так как
годовой выпуск составляет 150 000 шт, то в месяц выпускается:
150 000
/12 = 12500 шт
Среднесуточный
выпуск – 12500/22 = 568 шт.
Принимая, что
предприятие работает 22 дня в месяц, то график выпуска продукции будет
выглядеть следующим образом (рис. 1.).
Рисунок 1. График выпуска продукции
2. Разработать структуру управления производством. Выделить основные
функции управления производством
Производственная
структура предприятия - это совокупность производственных единиц предприятия
(цехов, служб), входящих в его состав и формы связей между ними.
Производственная структура зависит от вида выпускаемой продукции и его
номенклатуры, типа производства и форм его специализации, от особенностей
технологических процессов. Причем последние являются важнейшим фактором,
определяющим производственную структуру предприятия. Производственная структура
- это, по существу, форма
Характеристики типов
производств по организации производственного процесса. В ней различают
подразделения производств:
- основного,
- вспомогательного,
- обслуживающего.
В цехах (подразделениях)
основного производства предметы труда превращаются в готовую продукцию. Цехи
(подразделения) вспомогательного производства обеспечивают условия для
функционирования основного производства (инструменты, энергия, ремонт
оборудования). Подразделения обслуживающего производства обеспечивают основное
и вспомогательное производства транспортом, складами (хранение), техническим
контролем и т.д.
Таким образом, в составе
предприятия выделяются основные, вспомогательные и обслуживающие цехи и
хозяйства производственного назначения.
Цех - это основная
структурная производственная единица предприятия, административно обособленная
и специализирующаяся на выпуске определенной детали или изделий либо на
выполнении технологически однородных или одинакового назначения работ. Цехи
делятся на участки, представляющие собой объединенную по определенным признакам
группу рабочих мест. Производственная структура цеха показана на рис.2.
Рисунок 2.
Производственная структура цеха
Цехи и участки создаются
по принципу специализации:
- технологической;
- предметной;
- предметно-замкнутой;
- смешанной.
Технологическая специализация
основана на единстве применяемых технологических процессов. При этом
обеспечивается высокая загрузка оборудования, но затрудняется
оперативно- производственное планирование, удлиняется производственный
цикл из-за увеличений транспортных операций. Технологическая специализация
применяется в основном в единичном и мелкосерийном производствах.
Предметная специализация
основана на сосредоточении деятельности цехов (участков) на выпуске однородной
продукции. Это позволяет концентрировать производство детали или изделия
в рамках цеха (участка), что создает предпосылки для организации прямоточного
производства, упрощает планирование и учет, сокращает производственный цикл.
Предметная специализация характерна для крупносерийного и массового производств.
Цехи (участки),
организованные по предметно-замкнутому принципу специализации, обладают
значительными экономическими преимуществами, так как при этом сокращается
длительность производственного цикла в результате полного или частичного
устранения встречных или возвратных перемещений, снижаются потери времени на
переналадку оборудования, упрощается система планирования и оперативного
управления ходом производства.
3. Охарактеризовать материал выпускаемого изделия по химическому
составу и применяемости
Материал изготовления
деталей – углеродистые стали: качественные стали марок У7-- У13 и
высококачественные стали марок У7А-У13А.
Углеродистые стали - это
сплавы железа с углеродом, содержащие до 2,14 % углерода (С) при малом
содержании других элементов. Они обладают высокой пластичностью и хорошо
деформируются. Углерод сильно влияет на свойства стали даже при незначительном
изменении его содержания. Углеродистые стали можно классифицировать по
нескольким параметрам:
·
По
качеству
·
По
способу раскисления
·
По
качеству
Стали обыкновенного
качества
Изготавливаются по ГОСТ
380-71. Обозначают буквами Ст и условными номерами от 0 до 6, например: Ст 0,
Ст 1, ..., Ст 6. Степень раскисления обозначают буквами сп (спокойная сталь),
пс (полуспокойная), кп (кипящая), которые ставят в конце обозначения марки
стали.
В зависимости от
назначения различают три группы сталей обыкновенного качества: А, Б и В. В
марках указывают только группы Б и В, группу А не указывают.
Группа А поставляются
только по механическим свойствам, химический состав сталей этой группы не
регламентируется, он только указывается в сертификатах завода-изготовителя.
Стали этой группы обычно используются в изделиях в состоянии поставки без
обработки давлением и сварки. Чем больше цифра условного номера стали, тем выше
ее прочность и меньше пластичность.
Группа Б поставляется
только с гарантируемым химическим составом. Чем больше цифра условного номера
стали, тем выше содержание углерода. Эти стали в дальнейшем могут подвергаться
деформации (ковке, штамповке и др.), а в отдельных случаях и термической
обработке. При этом их первоначальная структура и механические свойства не
сохраняются. Знание химического состава стали позволяет определить
температурный режим горячей обработки давлением и термообработки.
Группа В могут
подвергаться сварке. Их поставляют с гарантированным химическим составом и
гарантированными свойствами. Стали этой группы маркируются буквой В и цифрой,
например — В СтЗпс. Эта сталь имеет механические свойства, соответствующие ее
номеру по группе А, а химический состав — номеру по группе Б с коррекцией по
способу раскисления.
Качественные углеродистые
стали
Этот класс углеродистых
сталей изготавливается по ГОСТ 1050—74. Качественные стали поставляют и по
химическому составу, и по механическим свойствам.. К ним предъявляются более
жесткие требования по содержанию вредных примесей (серы не более 0,04 %,
фосфора не более 0,035 %), неметаллических включений и газов, макро- и микроструктуры.
Качественные углеродистые
стали маркируют двузначными цифрами 08, 10, 15, ..., 85, указывающими среднее
содержание углерода в сотых долях процента с указанием степени раскисленности
(кп, пс).
Качественные стали делят
на две группы: с обычным содержанием марганца (до 0,8 %) и с повышенным
содержанием (до 1,2 %). При обозначении последних в конце марки ставится буква
Г, например 60 Г. Марганец повышает прокаливаемость и прочностные свойства, но
несколько снижает пластичность и вязкость стали.
При обозначении кипящей
или полуспокойной стали в конце марки указывается степень раскисленности: кп,
пс. В случае спокойной стали степень раскисленности не указывается.
По содержанию углерода
качественные углеродистые стали подразделяются: низкоуглеродистые (до 0,25 %
С), среднеуглеродистые (0,3—0,55 % С), высокоуглеродистые (0,6—0,85 % С).
Для изделий
ответственного назначения применяют высококачественные стали с еще более
низким содержанием серы и фосфора. Низкое содержание вредных примесей в
высококачественных сталях дополнительно удорожает и усложняет их производство.
Поэтому обычно высококачественными сталями бывают не углеродистые, а
легированные стали. При обозначении высококачественных сталей в конце марки
добавляется буква А, например сталь У10А.
Углеродистые стали,
содержащие 0,7—1,3 % С, используют для изготовления ударного и режущего
инструмента. Их маркируют У7, У13, где У означает углеродистую сталь, а цифра
— содержание углерода в десятых долях процента.
По способу раскисления
Кипящие. Содержат до
0,05% кремния, раскисляются марганцем. Имеют резко выраженную химическую
неоднородность в слитке. Их преимущества – высокий выход годного продукта
(более 95%), хорошая способность к штамповке в холодном состоянии. Недостатки –
повышенный порог хладноломкости и невозможность широкого использования для
территорий с холодным климатом.
Полуспокойные. Содержат
0,05- 0,15% кремния, раскисляются марганцем и алюминием, выход годного продукта
–90-95%.
Спокойные. Содержит
0,15-0,35% кремния, раскисляется кремнием, марганцем и алюминием. Выход годного
– около 85%, однако, металл имеет более плотную структуры и однородный
химический состав.
4. Охарактеризовать форму детали и выделить цветным контуром
обрабатываемые поверхности
Изготавливаемые детали
являются цилиндрическими по форме с плотной и только слегка наклоненной
резьбой; они редко бывают остроконечными и могут иметь шлифованные головки или
головки, предназначенные для закрепления гаечным ключом, или могут быть
утопленными. Болт предназначен для соединения с гайкой, в то время как винты
для металла чаще всего ввинчиваются для закрепления в отверстие, нарезанное в
материале, и поэтому они, как правило, имеют резьбу по всей длине, а болты
обычно имеют часть стержня без резьбы (рис. 2).
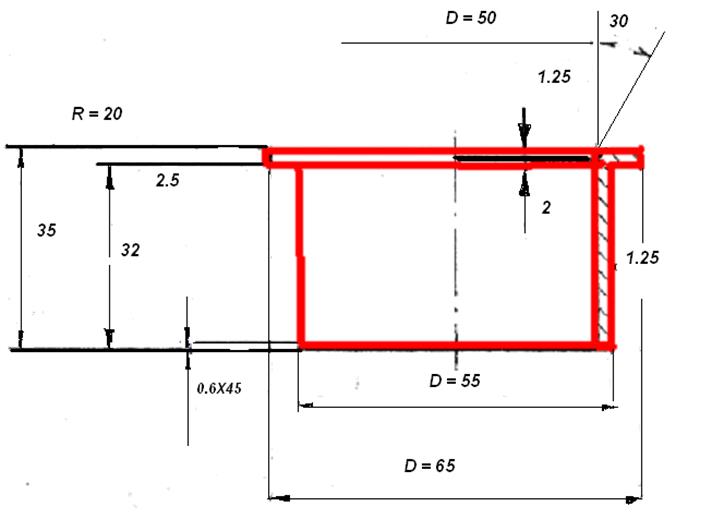
Рисунок 2. Чертеж детали
5. Выбрать из предлагаемых вариантов метод получения заготовки.
Рассчитать К.И.М. и массу отходов в кг
При выборе метода получения заготовок возможно три варианта:
Критерий – стоимость 1 тонны заготовок.
1. Выбирается метод, который уже существует на предприятии. Никаких
расчётов не ведётся.
2. Выбран метод, который отличен от существующего на заводе, но не
влияющий на технологию обработки детали. В этом случае рассчитывается стоимость
тонны заготовок, которые получаются новым методом, и методом который
используется на предприятии. Выбирается наиболее экономичный метод.
3. Выбран новый метод получения заготовок и это повлияет на технологию
обработки детали. Рассчитывается комплекс «стоимость заготовок» + «стоимость их обработки», по-новому и существующим методам.
Выбирается экономичный.
Выбор метода получения заготовки заканчивается разработкой конструкции
заготовки.
В данном случае выбираем метод, который уже существует на предприятии:
ротационный.
Коэффициент использования металла:
К.И.М. = mдетали /mзаготовки = (1-0,12) 1 / = 0,89
Масса отходов равна: 0,11 т на 1 т готовой продукции.
6. Составить перечень цехов основного производства по выпуску
продукции. Дать схему движения предметов труда на предприятии
Цехи основного
производства (в машиностроении) подразделяются:
- на заготовительные;
- обрабатывающие;
- сборочные.
Заготовительные цехи
осуществляют предварительное формообразование деталей изделия (литье, горячая
штамповка, резка заготовок и т.д.)
В обрабатывающих цехах
производится обработка деталей механическая, термическая, химико-термическая,
гальваническая, сварка, лакокрасочные покрытия и т.д.
В сборочных цехах
производят сборку сборочных единиц и изделий, их регулировку, наладку,
испытания.
Предметы труда в процессе
производства могут перемещаться последовательно, параллельно и
параллельно-последовательно. Длительность цикла наименьшая при параллельном
движении предметов труда, наибольшая - при последовательном.
Длительность и состав
производственного цикла рассчитывают аналитическим, графическим или
графоаналитическим способами. Для этого необходимо знать составные части, на
которые расчленяется процесс производства продукции, последовательность, способ
выполнения и нормативы его продолжительности, вид движения предмета труда.
Массовое поточное
производство характеризуется возможностью применения в нем наиболее
совершенного параллельного вида движения предметов труда.
Форма организации
производства с параллельной передачей предметов труда основана на таком
сочетании элементов производственного процесса, которое позволяет запускать,
обрабатывать и передавать предметы труда с операции на операцию поштучно и без
ожидания. Такая организация производственного процесса приводит к уменьшению
количества деталей, находящихся в обработке, сокращению потребностей в
площадях, необходимых для складирования и проходов. Ее недостаток - в возможных
простоях оборудования (рабочих мест) вследствие различий в длительности
операций.
Основной
составляющей производственного цикла является продолжительность технологических
операций, которая составляет технологический цикл (Тц):

где n
- количество предметов в партии;
t - продолжительность обработки одного
предмета;
KM - количество рабочих мест, на
которых выполняется эта операция.
Предполагаем, что в сутки
выпускается 190 партий. В партии в среднем 3 детали. Данная операция
выполняется на одном рабочем месте.
Тц = 3 * 75,5/1 = 226,5
мин
Тогда график движения
предметов труда в условиях параллельного движения деталей будет выглядеть
следующим образом (рис. 3)
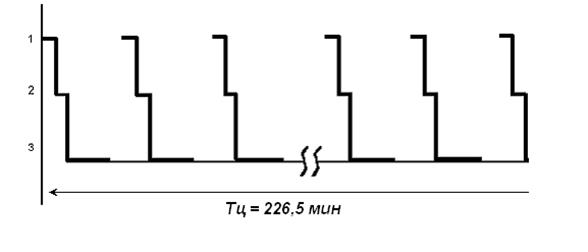
Рисунок 4.
График движения предметов труда
Для массового
производства характерным является поточный метод производства.
Поточное производство обеспечивает строго согласованное
выполнение всех операций технологического процесса во времени и пространстве,
оно характеризуется следующими основными признаками:
- специализацией каждого рабочего
места на выполнении определенной операции;
- согласованным и ритмичным выполнением
всех операций на основе единого расчетного темпа работы;
- размещением рабочих мест в строгом
соответствии с последовательностью технологического процесса;
- передачей обрабатываемого материала
или изделий с операции на операцию с минимальными перерывами с помощью
транспортера (конвейера).
Основным структурным звеном поточного
производства является поточная линия - ряд взаимосвязанных рабочих мест,
расположенных в порядке последовательности выполнения технологического процесса
и объединенный общей для всех нормой производительности (ее определяет ведущая
машина потока).
Производственные потоки можно
классифицировать по ряду признаков:
- по числу линий - на однолинейные и
многолинейные;
- по степени охвата производства - на
участковые и сквозные;
- по способу поддержания ритма - со
свободным и регламентированным ритмами;
- по степени специализации -
многопредметные и однопредметные;
- по степени непрерывности процесса -
прерывные и непрерывные.
Производственный поток проектируется
на основе объемов производства, фонда рабочего времени, такта (ритма) поточной
линии, числа рабочих мест на конвейере и длины рабочей части конвейера.
Список литературы
1. Грузинов В.П., Грибов В.Д. Экономика
предприятия: Учебник. – М.: Финансы и статистика, 2002. – 312с.
2. Грибов В.Д., Грузинов В.П. Экономика
предприятия: Учебник. Практикум. – М.: Финансы и статистика,2004.-336с.
3. Экономика предприятия: учебник/ под
ред. Сафроновой Н.А. – М.: Юристъ,2003.-608с.
4. Абрютина Н.С. Анализ
финансово-экономической деятельности предприятия. М.: «Дело и сервис», 2000г.
5. В.В. Жиделева, Ю.Н.Каптейн. Экономика
предприятия. М., 2001
6. К.А. Раицкий. Экономика предприятия.
М., 2000