1.
Операционный менеджмент, производственная система, производство, операция –
основные понятия операционного менеджмента.
Термины «управление операциями», «операционный
менеджмент», «управление производством», и «производственный менеджмент»
равнозначны и взаимозаменяемы.
 Объектом производственного менеджмента является производство и производственные системы.
Объектом производственного менеджмента является производство и производственные системы.
Производство
это целенаправленная деятельность по созданию чего-либо полезного.
Производственная система это целенаправленный процесс, превращающий отдельные
элементы в полезную продукцию.
Любое
производство связанно с операцией.
Операция
есть процесс методов или ряд действий главным образом практического характера.
Операционный менеджмент это деятельность по управлению процессом приобретения
материалов, их превращение в готовый продукт и поставкой этого продукта
покупателю.
Всякая полезная деятельность связана с переработкой
чего-либо. Например, переработка информации в финансовой сфере, издательском
бизнесе, при оказании услуг (парикмахерских, медицинских). В процесс
переработки вовлекаются даже покупатели.
Операционный менеджмент это все виды деятельности,
связанные с преднамеренным преобразованием, перетрансформацией материалов,
информации или покупателей. Операционный менеджмент заключается в эффективном и
рациональном управлении любыми операциями. Степень участия в них физических
товаров по большому счету не важна. Теория одинаково применима как для
больничной палаты, или страховой конторы так и для заводского цеха или фабрики.
Операционный
менеджмент заключается как в эффективном, так и в рациональном управлении
любыми операциями.
Рациональность
это достижение целей или удовлетворение потребностей использованием минимума
ресурсов.
Эффективность
может быть определена как достижение поставленных перед системой целей, в общем
смысле эффективность это удовлетворение потребностей покупателей.
Повышение эффективности увеличивает доход за счет
большей конкурентоспособности организации. Повышение рациональности,
несомненно, сокращает затраты, но это никогда на должно делаться в ущерб
эффективности.
Без
правильного применения принципов операционного менеджмента организация может
быть прибыльной лишь благодаря счастливой случайности.
2. Структура
производственного процесса (основные, вспомогательные, обслуживающие
производственные процессы).
Производственный процесс представляет собой
совокупность взаимосвязанных основных вспомогательных и обслуживающих процессов
труда и орудий труда в целях создания потребительских стоимостей, полезных
предметов труда, необходимых для производственного или личного потребления.
Основные
производственные процессы это та
часть процессов, в ходе которых происходит непосредственное изменение форм,
размеров, свойств внутренней структуры предметов труда и превращение их в готовую
продукцию. Например, на станкостроительном заводе это процессы изготовления
деталей и сборки из них узлов, под-узлов и изделий в целом.
К
вспомогательным производственным процессам относятся такие процессы, результаты которых используются либо непосредственно
в основных процессах, либо для обеспечения их бесперебойного или эффективного осуществления. Примерами
таких процессов являются: изготовление
инструментов, приспособлений, штампов, средств механизации и автоматизации
собственного производства, запасных частей для ремонта оборудования,
производства на предприятии всех видов энергии.
Обслуживающие
производственные процессы это
процессы труда по оказанию услуг, необходимых для осуществления основных и
вспомогательных производственных процессов. Например, транспортировка материальных ценностей, складские операции всех видов,
технический контроль качества продукции, и др.
Основные вспомогательные и обслуживающие производственные
процессы имеют разные тенденции развития и совершенствования. Многие вспомогательные
производственные процессы могут быть переданы специализированным заводом, что в
большинстве случаев обеспечивает экономически более эффективное их
производство. С повышением уровня автоматизации и механизации основных и
вспомогательных процессов обслуживающие процессы постепенно становятся
неотъемлемой частью основного производства, играют организующую роль в гибких
автоматизированных производствах.
3. Стадии
производственного процесса (заготовительная, обрабатывающая, сборочная,
регулировочно-настроечная).
Основные, а в некоторых случаях и вспомогательные
производственные процессы, протекают в разных стадиях или фазах. Стадия – это
обособленная часть производственного процесса, когда предмет труда переходит в
другое качественное состояние. Например, материал переходит в заготовку,
заготовка в детали и т.д. Основные производственные процессы протекают в
следующих стадиях:
ü Изготовительная
ü Обрабатывающая
ü Сборочная
ü Регулировочно–настроечная
Изготовительная
стадия предназначена для производства
заготовок деталей. Она характеризуется весьма разнообразными методами
производства. Например, раскрой или резка заготовок деталей из материала,
изготовление заготовок методами литья, штамповки и т.д. Основная тенденция
развития технологических процессов на этой стадии заключается в приближении
заготовок к формам и размерам готовых изделий. Орудиями труда на этой стадии
являются отрезные станки, прессово-штамповочное оборудование и другие.
Обрабатывающая
стадия – вторая в структуре
обработочного процесса, включает механическую обработку. Предметом труда здесь
являются заготовки деталей, орудиями труда на этой стадии в основном являются
различные металлорежущие станки, печи термической обработки, аппараты для
химической обработки в результате
выполнения этой стации деталям придаются размеры соответствующие заданному
классу точности.
Сборочная
стадия это производственный процесс,
в результате которого, получаются сборочные единицы, под узлы, узлы, блоки или
готовые изделия. Предметом труда на этой стации являются детали и узлы
собственного изготовления, а также полученные со стороны комплектующие изделия. Различают две основные
организационные формы сборки: стационарную и подвижную.
Стационарная
сборка это когда изделие
изготавливаются на одном рабочем месте, а детали подаются. При подвижной сборке
изделие создаются в процессе его перемещения от одного рабочего места к
другому. Орудия труда здесь не так многообразны как в обрабатывающей стации.
Основными из них являются всевозможные верстаки, стенды, транспортирующие и
направляющие устройства. Сборочные процессы, как правило, характеризуются
значительными объемами работ, выполняемыми вручную, поэтому механизация и
автоматизация – их главная задача это совершенствования
технологического процесса.
Регулировочно-настроечная (последняя) стадия проводится с целью получения
необходимых технических параметров готового изделия. Предметом труда здесь
являются готовые изделия или их отдельные сборочные единицы. Орудия труда –
универсальная контрольно измерительная аппаратура специальные стенды для
испытаний.
4.
Каноническая модель процесса производства.
Каноническая модель описывает взаимосвязи процесса
производства и предоставление услуг с внешней средой.
Каноническая
модель включает процесс
(производственная или сервисная операция) внешнюю среду, входы (ресурсы) и
выходы (продукция). К числу основных ходов производственного или сервисного
процесса относятся 4 вида потребляемых ресурсов:
1) материальные (сырье, полуфабрикаты, комплектующие изделия)
2) энергетические (энергия, топливо и д.р.)
3) информационные (техническая, технологическая,
экономическая, управленческая и др. виды информации)
4) финансовый (бюджетное осигнование, кредиты, инвестиции,
и т.д.)
Параметры производственного или сервисного процесса
определяются его потенциалами. В случае отсутствия стартового потенциала.
Технологического или кадрового, к ресурсам добавляются технологические или
трудовые ресурсы, используемые в течении нескольких производственных циклов. К
выходам процесса относятся продукция, т.е. товары или услуги.
Объект управления управляемой системы может быть
представлен в виде канонической иерархической или сетевой модели. Каноническая
модель определяет внешнюю структуру объекта управления и характеризует его
связи со средой, которые осуществляются через входы и выходы управляемой
системы. Входы и выходы можно рассматривать как связи производства (или
сервиса) с внешней средой: потоки ресурсов на входе и продукции и услуг на
выходе – регулярные, а возмущающие воздействия на входе и выходе – случайные
связи.
Объектом управления являются операционные
подразделения, ответственные за выпуск товаров и предоставление услуг. Это
структурные элементы производства, цехи отделы, группы исполнителей, а также
процессы исследования, разработка, испытания, сбыт продукции и услуг,
обеспечение организации ресурсами. Объект управления включает перерабатывающую
подсистему, выполняющую производительную работу, связанную с превращением
ресурсов в продукцию и подсистем обеспечения, выполняющую функции обеспечения
перерабатывающей подсистемы. В этой модели производственный или сервисный
процесс рассматривается как черный ящик, т.е. как объект, внутренняя структура
которого нам не известна. Внешняя среда включает все проявления, которые
непосредственно связаны с исследуемым объектом. Центральными элементами внешней
среды, взаимодействующими с производственными или сервисными операциями,
являются поставщики (входы) или потребители (выходы). Внешняя среда в этой
модели не структурируется.
5. Кибернетическая
модель процесса производства.
Кибернетическая
модель позволяет разделить описание
производства или сервиса предприятий на две составляющие: производство или
услуги, Как объект управления и управление процессом (система управления и
разделение внешних связей на детерминированные и случайные).
Рис. Кибернетическая
модель предприятия
Входы в кибернетическую модель представлены в виде
векторов входных переменных х(t) в каждый
момент времени. x(t) = x(t1) + x(t2) + x(t3) + x(tn)
Составляющие
векторы входных переменных x(t) характеризуют все виды ресурсов используемых в
объекте.
Выходные параметры описывает y(t). y(t) = y(t1) + y(t2) + y(t3)
+ y(tn)
Составляющие
данного вектора – виды выпускаемой продукции и выпускаемых услуг.
Параметры управляющих воздействие описывает вектор z(t). z(t) = z(t1) + z(t2) + z(t3)
+ z(tn). Это приказы,
распоряжения, технические и экономические условия производственных или
сервисных процессов. (нормы, стандартны и др.) Параметры z(t) характеризующие
условия протекания процесса несут в себе стабилизирующие и дестабилизирующие
действия.
Управляющая система это совокупность подразделений,
образующих в соответствии с иерархией объекта управления и его функциями
управляющей подсистемы, наделенные определенными правами, решающие задачи и
выполняющие конкретные функции для достижения общих целей. Управляющая система
должна обрабатывать всю информацию, поступающую из внешней среды и от объекта
управления и вырабатывать решение - как именно следует работать.
Рассматриваются вопросы в области планировании производственных мощностей, диспетчеризации,
управлении материальными, производственными запасами, контроля качества и др.
Для того чтобы управляющей системе выработать и
организовать управляющие воздействия на объект управления, она должна
располагать достоверной информацией по предшествующим и текущим внешним
воздействиям, в том числе трудовых,
энергетических, финансовых ресурсов по состоянию внешней среды, по воздействиям
со стороны и др.
Важными понятиями, характеризующими кибернетическую
модель, являются понятия прямой и обратной связей между системами управления,
процессов управления производством или оказанием услуг.
Обратная связь это информация о состоянии производства и его внешней среды.
Прямая командная связь это управляющие предписания, вырабатываемые
управляющей системой.
6.
Иерархическая модель процесса производства.
Структура процессов производства сервиса и система
управления могут быть представлены в виде иерархических
моделей:
Иерархическая
производственная структура - сюда включаются (узлы: элементы предприятия – подразделения; дуги:
связи включения).
Иерархическая
организационная стурктура (узлы: линейные руководители; дуги: связи
подчинения).
Рис. Иерархическая
производственная и организационные структуры
7. Сетевая
модель процесса производства.
Сетевая
модель управления – позволяет описать
узловые события процесса производства и представления услуг.
Характеризует внутреннюю структуру процесса производства
(сервиса). Элементами сети являются работы (исследовательские,
экспериментальные, конструкторские, производственные, финансовые, сбытовые,
транспортные, управленческие и др.) изображаемые в виде стрелок или дуг. Их
конечные результаты (события) изображаются в виде узлов сети (пронумерованы от
начального события 0 до конечного К).
Сетевая модель используется для упорядочения операций
процесса производства и/или предоставлении услуг, их взаимных связей и оценок
стоимостных, временных и технических характеристик процесса.
Рис. Сетевая
модель управления
8. Модели производства и
поставок.
Систему операций можно
классифицировать как систему потоков материалов от поставщика к покупателю.
Существуют 2 основные категории систем: одна охватывает производства и
поставки, где покупатель является конечным покупателем товара, другая связанна
с транспортировкой и сервисом, когда сам покупатель вносит вклад в искомый
процесс.
Производство и
поставки.
Простейшая модель - это когда материал от поставщика
поступает в систему, перерабатывается и
предается покупателю. Различие в моделях
возникает из-за разного подхода к ведению запасов.
Рис. 6. Материальный поток – производство и поставки
Модель 1
Самая распространенная система. Ее преимущество в
том, что достигается максимальная эффективность производственного процесса.
Поскольку поставки сырья гарантированны и нет необходимости быстро реагировать
на изменения покупательского спроса. Для этого создаются запасы. Запасы в
данном случае изолируют производство от превратностей, как поставок, так и
спроса. Такая же модель применяется в сфере розничного распределения, где запас
товаров, содержится на складе, выносится
по мере необходимости на прилавки и хранится на них опять же в виде запаса,
пока не будет раскуплен. Использование запаса для изоляции разных этапов друг
от друга значительно упрощает управленческую работу, но, одновременно с этим,
вносит свои ограничения и неудобства. Самой очевидной проблемой является
стоимость хранения запасов. Данная модель может применяться лишь в условиях,
кода существует спрос на определенный сегмент продуктов. В случае изготовления
на заказ. Запас готовой продукции, не может быть создан ни при каких условиях.
Модель 2
Большие затраты на хранение запасов вынудили многие
организации сокращать или вовсе отказываться от сокращения запасов или
материалов, организуя поставки таким образом чтобы они в точности
соответствовали способу производства. Производство теперь находится в
критической зависимости от надежного источника запасов. А эта надежность обычно
достигается за счет увеличения запасов у поставщика.
Руководство процессом поставок при этом должно быть
отлично налажено, т.к. вследствие ошибок
неизбежен дефицит, либо накапливание сверх запасов производственной
организации. Кроме того, в целом не происходит сокращение стоимости
хранения, поскольку теперь эти затраты
перекладываются на плечи поставщика и он непременно включит их в стоимость
своей продукции. Тем не мене эта модель все же существует, например, при
переработке скоропортящихся материалов, которые просто невозможно долго
хранить на складе. Поэтому модель 2
применяется во многих производствах связанных с пищевыми продуктами.
Модель 3
Эта модель применима к любой ситуации, когда
покупатель готов ждать поставки, когда процесс производства очень короткий или
когда продукт изготавливается по спецификации покупателя и поэтому не может в
готовом виде храниться в запасе. По этой модели работает большинство предприятий
тяжелого машиностроения и гражданского строительства, а также некоторые
производства сферы услуг (индивидуальный
пошив одежды, производство мебели). В последнем случае запас сырья является
фактически частью производственного процесса, поскольку дерево должно
отлежаться в запасе, для того чтобы высохнуть и только потом оно становится
пригодным к обработке.
Модель 4
Существуют первые посылочные виды торговли, которые
принимают заказы на доставку товаров по почте. Они дают рекламу продукта,
принимают заказы, передают их производителю, который затем изготавливает и
доставляет продукт. Фирма просто занимается администрированием заказов и если
деньги платятся вперед, получает свой процент в период между получением заказа
и оплатой счета производителя. При такой организации работ применяется модель
4. К примеру, в гражданском строительстве материалы обычно закупаются под
конкретные проекты, вместо того чтобы создавать огромные запасы. А готовый
продукт попасть в запас, в принципе, не может. Стремление сократить затраты на
хранение и повысить скорость реакции системы привела к появлению стратегии
производства под названием «точно вовремя». Конечная цель этого подхода -
нулевые запасы на всех стадиях, этому полностью соответствует 4-я модель.
9. Модели транспортировки и
сервиса.
Транспортные и сервисные
операции отличают от производства поставок 2 важных аспекта:
1) покупатель сам вносит вклад
в процесс
2) услуги нельзя хранить
Чтобы справиться с
колебаниями спроса приходится либо содержать избыточные мощности, либо имеет
запас покупателей, т.е. создавать очередь. Ни то ни другое не является
панацеей, поскольку вы не можете использовать дополнительные мощности сегодня,
чтобы удовлетворить возросший спрос завтра, а покупатели склонный уходить из
очереди, если ждать приходится слишком долго. Очередь покупателей может
принимать физические очертания. Как на автобусной остановке, так и в кассе
супермаркета. Или превращаться в систему назначений, когда назначаются приемные
часы или представляет собой комбинацию из них.
3 возможные конфигурации сервисной деятельности:
Рис. 7. Материальный поток – транспортировка и сервис
1 модель
Модель практически любой первоклассной услуги.
Покупатели обслуживаются немедленно, но достигается это за счет содержания
избыточных мощностей. Первоклассный сервис естественно стоит дороже, поэтому
этот избыток следует окупать.
2 модель
Характерна для дешевых услуг. Ресурсы используются
полностью отсюда более высокая эффективность, но при этом покупателям приходится
ждать.
Контраст между 1 и 2 моделями можно
продемонстрировать взяв, к примеру частную и государственную медицину.
Фирмы, занимающиеся
курьерской доставкой, обычно предлагают 2 вида услуг – гарантированную доставку
на следующий день и доставку за гораздо менее определенный срок. В качестве,
которого обычно называется среднее время нахождения корреспонденции в пути. Для
каждой из этих услуг используются одни и те же возможности, поэтому отпадает
необходимость в содержании избытка для покрытия неожиданных всплесков спроса на
доставку за 24 часа. Если спрос на такую услугу возрастает - необходимые мощности можно позаимствовать,
удлиняя время доставки обычной корреспонденции. Если же спрос на нее спадает –
качество стандартной услуги вновь улучшается.
3 модель
Ее можно рассматривать как образец неэффективного
управления – простаивающие ресурсы и ожидающие в очереди покупатели. Тем не
мене эта модель моделирует работу большинства сервисных операций в
краткосрочном периоде. Для большинства услуг
характерны быстрые и значительные колебания спроса (рестораны, отделения
травматологии при больницах пользуются большим спросом на выходных, на
общественном транспорте характерны перегрузки в рабочие дни с 8:30 до 9:30 и
т.д.) поскольку добавить мощности с такой же быстротой невозможно. Руководству
не остается иного выбора кроме как создать подобие очереди в периоды пиковой нагрузки и мириться с
некоторым переизбытком ресурсов в остальное время. Снижение платы на проезд и скидки
для пенсионеров в часы наименьшей нагрузки - это примеры попытки хоть как-то
использовать простаивающий транспорт.
10. Типы
транспортировки и услуг.
??????????????????
Типы
производства
В зависимости от степени
стандартизации и объема услуги различают следующие типы производства и сервиса:
Единичная
крупномасштабная - проект запуска космической станции (услуга), проект строительства
океанского лайнера (продукт), процесс переработки нефти (непрерывный процесс).
Штучное
производство
- изготовление на заказ мебели, производство специализированных машин и
оборудования, ремонт автомобилей.
К
мелкосерийному
можно отнести изготовление красок.
К массовому – изготовление автомобилей,
ПК, бытовых приборов и т.д.
Единичное производство предполагает разработку
крупного индивидуального проекта и производства по нему небольших партий продукции. Проект может
потребоваться при разработке нового наукоемкого изделия, установки новой
производственной линии и т.д.
Проект
– производство или услуга, направленная на достижение масштабов единичной цели
в ограниченные временные рамки. Существуют услуги, которые носят масштабный
характер и нуждаются в составлении проекта. Это, например запуск космического
объекта, доставка уникального груза на выставку, прием главы иностранного
государства и т.д.
Особенность всех этих
проектов состоит в том, что у них есть определенные временные рамки. Небольшие
партии изделий или продукции на заказ производятся в специальных
мастерских и цехах. В этих мастерских
выполняют работу по спецификациям заказчика, рабочие процессы обычно изменяются
с его потребностями. Т.е мастерские выполняют определенные рабочие операции.
Но, как правило, не отвечают в целом за производство определенно изделия.
Пример таких мастерских – предприятия по производству ремонтных работ (ремонт бытовой техники, автомобилей).
Серийное производство – предполагает производство не очень большого
объема инородных изделий. Производство продовольствия обычно осуществляется
партиями, например, хладокомбинат производит серию мороженного одного типа,
затем другого и т.д. Условия обработки и оборудование одни и те же, но
некоторые ингредиенты в каждой парии
изменяются. Выпуск серии может быть стандартизированным или
специализированным (журналы, газеты, учебники).
Серийное производство, в зависимости от размера
серии, бывает мелко и крупно серийным. При массовом производстве работа и
конечный продукт обычно бывают высокостандартизированны. Имеется возможность
для автоматизации производства при использовании специализированного
оборудования. Непрерывное производство применяется, кода создается товар или
услуги высокой степени однородности. К этому типу производства относятся
химические процессы, изготовление бумаги и фотопленки, нефтепереработка и т.д.
Примеры непрерывных
услуг – отопление, системны непрерывной очистки, автоматический контроль. В
реальных производственных и сервисных процессах как правило используются
сочетания различных типов производства.
11. Производство. Сфера
услуг. Различия между ними.
Основные
различия между производством и сферой услуг
|
Характеристика
|
Производство
|
Сфера услуг
|
|
1.
Конечный результат
|
Осязаемый
(материальный)
|
Неосязаемый
(материальный)
|
|
2.
Уровень контакта с потребителем
|
Низкий
|
Высокий
|
|
3.
Трудоемкость
|
Низкая
|
Высокая
|
|
4.
Измерение производительности
|
Легко
|
Трудно
|
|
5.
Возможность исправить неполадки
|
Высокая
|
Низкая
|
Рис. 8. Основные различия между производством и сферой услуг
К категории производства относятся все виды деятельности по созданию
материального продукта.
К категории услуг относятся торговля, культура, здравоохранение,
образование бытовые услуги, деловые услуги, финансовые услуги, административные
услуги. Многие виды работ на большинстве предприятий относятся к сфере обслуживания производства и
прямо зависят от него. Если производственный сектор имеет тенденцию к сокращению,
то связанная с производством сфера услуг (например, технический сервис,
финансовые услуги) тоже уменьшится. Производство и обслуживание часто совпадают
в том, что сделано, но различаются в том, как сделано. В действительности большинство производств и
сервисных систем представляют собой смешанный тип. Например, обслуживание и
ремонт техники и оборудования - это услуги, которые предоставляют практически
каждая производственная организация. Одновременно большинство предприятий сферы
обслуживания обычно продают товары, дополняющие их услуги. В настоящее время
темпы роста сектора обслуживания во много раз опережают темпы роста
производства.
12. Задачи операционного
менеджмента.
- Оперативно-календарное
планирование с детальным расписанием выпуска ГП (готовой
продукции)
- Оперативное управление
технологическими процессами производства
- Всеобщий контроль
качества, поддержание стандартов качества продукции
и соответствующего сервиса
- Стратегическое
и оперативное планирование поставок МР (материальных ресурсов)
- Прогнозирование,
планирование и нормирование расхода МР в производстве
- Контроль
и управление запасами МР, НП и ГП на всех уровнях
внутрипроизводственной складской системы и в технологическом
процессе производства
- Внутрипроизводственное
и техническое обеспечение процессов управления внутрипроизводственными
материальными потоками
- Автоматизация и
компьютеризация управления материальными потоками (информационными,
финансовыми) в производстве
Перечисленный комплекс задач должен решаться
в рамках фирменной логистической стратегии оптимизации управления материальными
и сопутствующими им потоками с точки зрения:
- Оптимизации
(минимизации) уровней всех запасов МР,НП,ГП внутри
производственно-технлогического цикла и складской системы
- Оптимизации работы внутрифирменного
транспортно-складского комплекса
- Сокращения времени
производственно-технологического цикла
Уменьшения
всех логистических издержек в производстве ГП
13. История развития
логистики.
Логистика это наука о
планировании организации управления и контроля движения материальных и информационных потоков в
пространстве и во времени от их первичного источника до конечного потребителя.
Логистика сравнительно молодая наука, но, несмотря на это, имеет глубокие
исторические корни. Бурное развитие она получила в период второй мировой войны.
Она была применена для решения стратегической задачи, четкого взаимодействия
оборонной промышленности, тыловых и снабженческих баз и транспорта с целью
своевременного обеспечения армии вооружением, горюче смазочными материалами и
продовольствием. Постепенно понятия и
методы логистики переносились из военной области в гражданскую.
В начале логистика была
представлена как новое научное направление о рациональном управлении, движении
материальных потоков в сфере обращения, а затем и в производстве. В СССР в годы
первых пятилеток на основе принципов транспортной логистики разрабатывались
графики поставок грузов для важнейших строек, для полярных и других экспедиций.
В конце 1970 годов в Ленинграде была разработана логистическая технология –
такая работа видов транспорта по методу транспортного узла, где осуществлялось
их взаимодействие. Концепции отечественных ученых изучались западными
специалистами. В настоящее время они положены в основу развития единой
европейской транспортной системы стран ЕС.
Подразделение логистики
создано на предприятиях промышленности аграрно-промышленного комплекса,
транспорта, в аппарате НАТО. Они включаются в состав организационных комитетов
по проведению крупных международных соревнований и т.д.
14. Определение термина
«Логистика».
(институт мировой экономики и международных отношений РАН, проф.
Федеров Л.С.)
1.
Логистика – это совершенствование управления движением материальных
потоков от первично источника сырья до конечного потребителя готовой продукции
и связанных с ними информационных и финансовых потоков на основе системного
подхода и экономических компромиссов с целью достижения синергетического
эффекта.
2.
Логистика – это форма оптимизации рыночных связей, гармонизация
интересов всех участников цепи товародвижения.
(Санкт- Петербургский государственный университет экономики и финансов,
проф. Семененко А.И.)
Логистика – новое
направление научно-пактической деятельности, целевой функцией которого является
сквозная организационно-аналитическая оптимизация экономических потоковых
процессов.
(Московский государственный технический университет им. Н.Э. Баумана
проф. Колобков А.А., Омельченко И.Н.)
Логистика – наука о
планировании, управлении и контроле за движением материальных и информационных потоков
в любых системах.
(Казанский государственный технический университет)
Логистика – это наука об
управлении материальными, информационными и финансовыми потоками.
Логистика – наука об
организации совместной деятельности менеджеров различных подразделений
предприятия, а также группы предприятий по эффективному продвижению продукции
по цепи «закупки сырья – производство –
сбыт – распределение» на основе интеграции и координации операций, процедур и
функций, выполняемых в рамках данного процесса с целью минимизации общих затрат
ресурсов.
(Государственный университет управления, проф. Аникин)
Логистика – наука об
управлении потоковыми процессами в экономике.
15. Основные объекты исследования логистики.
1) Поток:
- материальный
- финанссоый
- информационный,
- поток услуг и т.д.
2) Логистическая операция
3) Логистическая функция
4).Логистическая система
5). Логистическая цепь
6).Запасы
7) Логистические издержки
16. Поток, параметры потоков и классификация потоков.
1) Поток это один или множество объектов, воспринимаемое как
единое целое, существующее как процесс на определенном временном интервале
и измеряемое в абсолютных единицах.
Поток
имеет свои параметры, которыми являются:
· Начальный и конечный пункт
· Геометрия пути (траектория)
· Длина пути (мера траектории)
· Скорость и время движения
· Промежуточные пункты
· интенсивность
Классификация
потоков:
· по отношению к рассматриваемой системе (внутренние,
внешние)
· по степени непрерывности: (непрерывный, дискретный)
· по степени регулярности (детерминированный, стохастический)
· по степени стабильности (стабильный, нестабильный)
· по степени изменчивости (периодический,
непериодический)
· по характеру перемещений элементов потока
(равномерный, неравномерный)
· по степени периодичности (периодический,
непериодический)
· по степени изменения параметров потока заданному ритму
(ритмичный, неритмичный)
· по степени сложности (простой (дифференцированный),
сложный (интегрированный))
· по степени управляемости (управляемые, неуправляемые)
· по степени упорядоченности элементов потока (ламинарный,
турбулентный)
Материальный поток – продукция (изделия, детали, товарно-материальные
ценности), рассматриваемая в процессе приложения к ней различных логистических
(погрузка, разгрузка, сортировка и т.д.) и/или технологических операций
(резание, ковка, плавка, сборка и т.п.) и отнесенная к определенному временному
интервалу.
Финансовый поток – направленное движение финансовых средств,
циркулирующих в логистической системе, а также между логистической системой и
внешней средой, необходимых для обеспечения эффективного движения определенного
товарного потока.
Информационный поток – упорядоченное множество сообщений циркулирующих в
логистческой системе, между логистической системой и внешней средой,
необходимое для управления потоковым процессом.
Поток услуг – особый вид деятельности, удовлетворяющий
общественные и личные потребности (транспортные услуги, оптово-розничные,
консультационные, информационные и т.п.)
17. Логистическая операция, логистическая функция,
логистическая система.
2) Логистическая операция – любое действие, не подлежащее дальнейшей
декомпозиции, направленное на преобразование материального и сопутcтсвующих ему потоков (погрузка, разгрузка,
макетировка, сбор информации, передача информации и т.п.
3) Логистическая функция – совокупность логистических операций, направленную
на достижение целей, поставленных перед логистической системой или ее
элементами (звеньями): снабжение, производство, сбыт.
4) Логистическая система – совокупность элементов (звеньев), находящихся в
отношения и в связи между собой и образующих определенную целостность,
предназначенную для управления потоками.
5) Логистическая цепь – упорядоченно множество физических и/или юридических
лиц, осуществляющих логистические операции по обеспечению потребителя
конкретной продукцией:
18. Правила логистики. Виды логистики.
Правила логистики
Продукт
должен быть:
- необходимым
потребителю
- соответствующего
качества
- в необходимом
количестве
- поставлен в
нужное время
- доставлен в
нужно место
- доставлен с
минимальными затратами
- доставлен
конкретному потребителю
Теоретический
аппарат логистики:
- Общая теория
систем
- Теория
исследования операции
- Теория
полезности
- Теория
формализации
- Теория
моделирования
- Функционально
стоимостной анализ
- Стратегический
менеджмент
- Маркетинг и
др.
19. Уровни
развития системы логистики.
Четыре
последовательных уровня развития логистических систем:
Для систем логистики первого уровня характерна
работа компании на основе выполнения сменно-суточных плановых заданий, форма
управления логистичекскими операциями наименее совершенна. Область действия
логистической системы охватывает организацию хранения готовой продукции,
отправляемой с предприятия, и ее транспортировку. Эта система действует по
принципу непосредственного реагирования на ежедневные колебания спроса и сбои в
процессе распределения продукции. Работу этой системы оценивают величиной доли
затрат на транспортировку и другие операции по распределению продукции в общей
выручке от продажи.
|
|
 |
Для компаний, имеющих системы второго уровня, характерно управление потоком производимых товаров
от последнего пункта производственной линии до конечного потребителя. Контроль
системы логистики распространяется на следующие функцции: обслуживание
заказчика, обработкака заказов, хранение готовой продукции на пред-ии, управ-ие
запасами готовой продукции, перспективное планир-ие работы системы логистики.
Системы логистики 3-его уровня контролируют логистич-ие операции от закупки сырья до
обслуживания конечного потребителя продукции. К дополнительным ф-циям таких
систем относ-ся: доставка сырья на предпр-ие, прогнозир-е сбыта, производ-ное
планирование, добыча или закупка сырья, управление запасами сырья или
незавершенного производства, проектирование системм логистики.
|
|
 |
Логистич системы 4-го уровня (вторая половина1990х гг) аналогичны систем 3-го
уровня развития, но с одним исключ-ем процессы планир-ия и контроля интегрируют
с операциями маркетинга, сбыта, производства и фи-нансов. Интеграция
способствует увязке противоречивых целей различных подразделений. Управление
системой осуществляется на основе долговременного планир-ния. Практический опыт
показал, что восхождение от низшей стадии развития систем логистики к более
высоким происходит как постепенно, так и -
при возникнов-ии благоприятных условий (слияние предприятий, новый режим
управления, политические инициативы)- скачкообразно. Переход на более высокий
уровень длится от 6 мес до 2 лет, а переход от 1-ой стадии развития к 4-ой занимает
около 20 лет.
20. Логистический анализ. Логистическая функция.
Уравнение Ферхюльста.
В основе логистического
анализа лежит применение логистической функции. С помощью этой функции
описываются законы роста присущие сфере материального производства, процессам
насыщения потребительского спроса, а также многим формам и уровням жизни.
(спрос на мобильные телефоны)
График логистической функции имеет вид S образной кривой, положенная набок. Эта кривая имеет
две точки перегиба и характеризуется переходом от ускоряющегося роста к
равномерному, и от равномерного роста к замедляющемуся. Логистической
закономерности присуще свойство отражать изменения возрастающего ускорения
процесса на замедляющееся или, наоборот, при обратной форме кривой. Эта важная особенность
дает возможность определить статистическим путем различные критические,
оптимальные и другие практически ценные точки. В основе логистической функции
лежит закономерность, выраженная уравнением Ферхюльста: 
если b – положительное,
то график убывающий, а если – отрицательное, то возрастающий.
у – значение функции
х – время
а – расстояние между верхней и нижней асимптотой.
с– нижняя асимптота (предел, с которого начинается
рост функции)
a и b это параметры
определяющие наклон, изгиб и точки перегиба графика логистической функции.
Для решения уравнения логистической функции
первоначально определяется верхняя и нижняя асимптота. С достаточной точностью
их можно определить по эмпирическому ряду, путем его простого просмотра. Значения
верхней асимптоты можно проверит аналитически по формуле: 
у1у2у3
- три эмпирических значения функции, взятые через равные интервалы аргумента.
Выразим  из уравнения Фельхюста:
из уравнения Фельхюста:

и заменим
скобки буквой z - 
Для
определения параметров этого уравнения составим систему нормальных уравнений и
решим ее методом наименьших квадратов.
Если
найти из них a и b то можно составить ряд величин a+bx равных
теоретическим значениям: 
Определив
величины  легко составить ряд теоретических значений y(x)
легко составить ряд теоретических значений y(x)
Если
с = 0 а верхняя асимптота равна 100% или 1, то уравнение логистической функции
упрощается до формулы  .
.
21. Понятие производственной стратегии
Эффективность и рациональность операционного
менеджмента целиком и полностью зависит от выбора операционной стратегии. Если
операционная функция не имеет четких и согласованных достижимых целей, то
вскоре она перестанет оправдывать свои ожидания. Стратегия предприятия
определяет его способность. Конкурировать или, в случае не коммерческой
деятельности, служить поставленным целям.
Стратегия это основной подход, используемый
организацией для достижения своих долгосрочных целей. Общая стратегия организации определяет основные направления
ее деятельности. И охватывает всю организацию в целом.
Производственная стратегия относится, прежде всего, к
производственному аспекту деятельности. К продуктам, процессам методам
производсвва, качеству и цене, срокам изготовления и графикам работ.
Производственная стратегия это часть общей стратегии, направленная на
производственную деятельность организации. Для того чтобы производственная
стратегия была действительно эффективной необходимо обеспечить ее четкое
взаимодействие с основной стратегией, т.е. эти две стратегии не должны разрабатываться изолированно друг
от друга, а на оборот общая стратегия организации должна учитывать сильные и
слабые стороны производства, усиливая первые и, по возможности, устраняя
последние.
В свою очередь производственная стратегия должна быть
согласована с общей и, формулироваться таким образом, чтобы отвечать задачам и
целям организации. Стратегия производства поддерживает стратегию организации
таким образом, чтобы в центре внимания находились задача, формируемая с учетом
потребности клиента. Важно чтобы функциональные стратеги не конфликтовали, а
дополняли и поддерживали друг друга. Необходимо сфокусировать энергию
функциональных служб организации на достижение единой цели. Сделать компанию
более конкурентоспособной и совершенствовать обслуживание потребителя.
Некоторые новейшие подходы отражают все возрастающее
осознание преимущество совместной работы перед внутренней конкуренцией.
При разработке элементов производственной стратегии
учитываются стратегические цели и задачи организации в целом, а также
взаимодействующих функциональных служб исследований, разработок маркетинга
финансов и др. Стратегия формируется из ряда важнейших решений по цене,
качеству характеристиками продукции услуг и их отличительным свойством – соком
поставки. Производственная стратегия требует принятия целого ряда решений
относительно производственных мощностей, оборудования, вертикальной интеграции,
технологи производства, АСУ, схемы разработки нового поколения продукции и др.
Эти решения должны приниматься с учетом потребности
клиента и быть взаимосвязанными. Обычно финансовые возможности организации не
позволяют одновременно планировать решение всех производственных задач, и общая
стратегия организации определяет приоритетность каждой из них. Так если перед
компанией стоит задача добиться преимущества в цене, то это означает, что она
должна выпускать продукцию или услуги с минимально возможными затратами. Задача производственной службы сводится к тому, чтобы снизить расходы
материалов.
Затраты труда и накладные расходы, связанные с
производством продукции, преимущество в качестве достигаются за счет
удовлетворения требований заказчика или предложения продукции более высокого
качества, что, в свою очередь, требует от производства создания эффективной
системы комплексного управления качеством. Важными условиями эффективности
производственной стратегии является способность организации поставить продукцию
или услугу туда и тогда, куда и когда необходимо, а также способность
реагировать на изменения требований рынка и появляющиеся новые возможности.
Производство вносит свой вклад в ряде задач организации, если оно гибко
реагирует на все внешнее факты.
И, наконец, производство может придать конструкции
продукта или услуги уникальные свойства, если оно быстро реагирует на все
технологические нововведения.
22. Структурные элементы производственной стратегии.
1.
Стратегические
решения
2.
Конкурентные
решения
3.
Решения по
товарам и услугам
4.
Структурные
решения
5.
Технологические
решения
6.
Материальные
решения
7.
Трудовые решения
8.
Финансовые
решения
9.
Прочие решения
23. Решения по товарам и услугам.
Решение по товарам и услугам
Формируются по 2
направлениям:
1)
товарная,
определяющая структура объем и качество групп производимой продукции
2)
стратегия
поведения предприятия на рынке продукции или услуг. Определяющая способы
поведения с потребителями или клиентами.
Товарная и номенклатурная стратегии определяют
приоритеты ввода вывода в производство существующих товаров. Определяются сроки
поставок товаров заказчику или на рынок и время запуска их в производство.
Совокупность номенклатурных решений позволит производству, в результате их
выполнения, сформулировать новый набор товаров или услуг, обеспечить переход от
прежнего набора к новому, выбрать технологию и ресурсы, место новой продукции
среди существующих товаров, а также
определить характер особенности потребления и способы поведения с клиентами или
заказчиками. Стратегия поведения предприятия на ранке товаров определяется
выбором структуры рынка сбыта продукции и его сегментов, стратегии присутствия
на рынке, расширения, сохранения, сокращения сектора рынка, а также стратегии
рыночной конкуренции, вытеснению конкурентов или формирование взаимосвязей и
партнерств с ними.
24. Структурные решения.
Совокупность
стратегий, определяющих интеграционные взаимодействия производственных
подразделений с целью оказать эффективное влияние на потребителей продукции
поставщиков, конкурентов.
Влияние
может быть как прямым на потребителя, так и опосредованным через разработку
новых технологических процессов, увеличение мощностей и масштабов производства,
совершенствование форм и методов организации труда, а также через формирование
потребительских предпочтений на рынке продукции.
Структурные
аспекты производства. Стратегия отечественных предприятий.
1) вхождение в предприятия вертикальной структуры,
корпоративной группы, преобразование из отраслевых или создаваемые заново.
Такие объединения обычно помогают в снабжении и сбыте, установлении хозяйственных
связей между предприятиями СНГ, создают собственные финансовые институты.
2) Создание различных горизонтальных структур.
Объединение предприятий, акционерных обществ товариществ по совместным
инвестиционным и производственным проектам. Встречаются и объединения типа
картелей, когда между предприятиями заключаются соглашения о минимальном уровне
цен.
3) Образование временных венчурных групп для управления
разработкой и производством новых наукоемких продуктов. Особое значение итеграция
имеет для инновационных производств, использующих сложную технологию
изготовления продукции, изменение которой требует значительных затрат времени и
ресурсов.
Создание деловых союзов, партнерств, изменение схем
производственных процессов, когда заготовительные и механообрабатывающие
процессы передаются партнерам. Себе
оставляется лишь окончательная сборка. В таком случае возникает возможность
подготовить производство к прогрессивным технологическим сдвигам и улучшить
качество продукции. Посредством структурных решений возможно определить степень
интеграции и дезинтеграции производственных подразделений, наращивать
производственные мощности. Важной составляющей структурных решений являются
решения о производственных мощностях. Преобладающей тенденцией этих решений
является увеличение мощностей в производстве бытовой продукции. Обычно эту
стратегию используют организации с высоким потенциалом, стратегические ресурсы
которых, обеспечивают достижение конкурентных преимуществ. К таким ресурсам
могут быть отнесены: отлаженная технология, прогрессивное оборудование, интеллектуальные
ресурсы, технически разработки, патенты, и др. Решение о производственных
мощностях имеет стратегический характер, особенно в чрезвычайно капиталоемких
отраслях, где отменит их, после того как начата реализация, чаще всего невозможно.
Структурные решения, включающие стратегию и интеграцию
наращивания производственных мощностей масштаба и изменения ориентации
производства, тесно переплетаются с технологическими решениями.
25. Технологические решения.
Технологические
решения это совокупность стратегий
определяющих динамику техники, технологию производства и влияния на них
рыночных факторов, а также стратегий формирующих технологический профиль
производства стратегии.
Определение динамики технологии производства основано
на сравнении различных элементов возможных технологий, а также на выборе и
реализации наиболее эффективной из них, т.е. происходит выбор новых средств
производства, технологий, их освоения, определяется дизайн продукции,
формируются основы технологического процесса, производственных мощностей,
размещения оборудования, формируются информационные технологии.
Инвестиции в информационные системы, становятся одним
из важнейших элементов производственной стратегии, они необходимы для
поддержания технологического процесса. В первую очередь для создания пакета
прикладных программ, систем автоматизированного производства.
Информационная технология используется для создания
процессов по созданию продукта и выполнению заказов. Она позволяет сократить
продолжительность всего производственного цикла, а это является важным фактом в
конкурентной борьбе.
Технологические решения требуют специальной
инвестиционной политики предприятия включающей разработку бизнес планов,
бюджетов, контакты с федеральными и местными властям, и отраслевыми объединениями.
Такая деятельность должна сопровождаться поиском и распространением информации
о предприятии, его инвестиционных проектах и идеях. Наличие инвестиций
позволяет совершенствовать
технологические процессы с учетом изменение технологической среды на
производственных предприятиях отрасли, поступление исходных ресурсов и падение
спроса на традиционные виды ресурсов и услуг. В зависимости от технологических
условий производства можно говорить о том или ином его профиле. Среди них можно
выделить:
1) стабильную технологию производства профильной
продукции как основы функционирования. Она характерна для многих химических
металлургических авиационных предприятиях, где ответная реакция на изменение
рынка приводит к изменению количественных параметров в продукции, расширению
или сужению ее ассортимента и улучшению качества.
2) отсутствие стабильной технологии на производстве при
изготовлении изделий, не требующих сложного освоения. Технологическая стратегия
здесь основана на технологических запросах рынка.
3) Конъюнктурный профиль производства, четко отслеживающий
конъюнктуру рынка, характерен для предприятий торговли, посреднических
организаций.
4) Освоение новых технологий, соответствующим будущим
запросам рынка при активно стратегии производства и ориентирующихся не только на текущие запросы
рынка, но и подготовки технологии к будущим запросам.. Обычно такой маркетинговый
ход используют производства в развитой среде.
5) Создание технологий производства на основе собственных технологий, а также с учетом технологических
разрывов. Тек, стратегия этих производств ориентируется на долговременное лидерство
в отрасли и на рынке. Технологическая стратегия должна быть тесно связана с
кадровыми решениями, и уровень прогресируемости технологий производства на
имидж марки и конкурентные решения.
26. Конкурентные решения.
Конкурентное
решение – совокупность стратегий,
определяющих уровень конкурентоспособности производства и способы его
повышения.
Конкурентоспособность производства товаров всегда
можно измерить
Ценность товара для потребителя применима, когда
потребителем создаваемых товаров выступают частные лица или коммерческие
организации. С их точки зрения ценность любого приобретаемого товара на прямую
зависит от той прибыли, которую принесет его использование. Это величина
предельно конкретна и может быть точно посчитана. У каждого конкурентоспособного
товара цена реализации ниже потребительской ценности. Для потребителя
неоплаченная часть потребительской ценности равна полученной им от использования
товара дополнительной прибыли. Для поставщика она соответствует конкурентоспособности
его продукции.
Причинами низкой конкурентоспособности производства
являются краткосрочность планирования, что приводит к разработке и выпуску
продукции дающей быструю прибыль. Перспективное развитие рынка товаров при этом
не учитывается.
2-я причина – недостаточное внимание к производству,
отсутствие инвестиций производственной мощности и кадровый потенциал.
3-я причина -
отсутствие обмена информации и взаимодействия между маркетологами разработчика
продукции, технологическими и техническими службами.
Факторами
повышения конкурентсоспосбоности являются:
Цены
Качество
специфические
особенности товаров или услуг
производственная
или сервисная направленность
гибкость
производства
Цикл выполнения
заказа.
Цена это сумма, которую заказчик должен заплатить за
изделие или услугу. Потребитель всегда выберет изделие или услугу с более
низкой ценой, конкурирующие компании могут установить более низкую цену за счет
снижения объема прибыли, но большинство из них старается снизить издержки
производства. Работа предприятий в условиях кризиса требует в первую очередь
сокращения все операционных издержек.
Качество
товара определяется материалом, изготовлением
и дизайном. Обычно качество оценивается покупателем. Он определяет насколько хорошо
изделие или услуги и как долго он будет служить своей цели. Отличительными
особенностями продукции могут быть любые характеристики товаров (дизайн, цена,
легкость в использовании) которые заставляют покупателей считать изделие или
услугу более подходящими, чем изделие или услуги конкурента.
Гибкость
производства - способность реагировать
на изменения. Они могут касаться увеличения или уменьшения объема спроса в
ассортименте.
Цикл
производства – один из главных
аспектов - чем он меньше, тем быстрее изделие или услуга поставляется
заказчику, или чем быстрее разработано новое изделие или услуга, тем раньше они
появляются на рынке.
27. Решения по ресурсам.
Решение по
ресурсам (по материальным) – это
совокупность стратегических решений по объему и качеству приобретаемых и используемых
внутри производства материальных ресурсов, а также проведение на рынке средств,.
рассматриваются стратегии управления запасами, оцениваются их
сбалансированность и система складирования. Стратегия запасов в наибольшей
степени зависит от структуры и технологических решений самого производства, а
так же от наличия складских мощностей и финансовых возможностей. В условиях
ограниченных оборотных средств приходится иметь лишь кратковременные запасы.
При этом, пополнить их бывает трудно из за не совершенства договорной и
контрактных систем. Решение по качеству исходных ресурсов во много определяет качество самой продукции
и ее оценовые характеристики. Они имеют самостоятельное, важное значение в
системе стратегических решений производства. Обычно рассматривают стратегию
лидирующего минимально допустимого и средне отраслевого качества ресурсов.
Специалисты принимаются решение по поведение на рынке ресурсов средство и
предметов труда формируют системы взаимоотношений с их поставщиками. Эти
решения тесно связаны со структурными решениями о производстве, в частности, с
решениями о партнерствах.
28. Концепция развития производственной стратегии.
Традиционные производственные стратегии обычно ставили
целью сведение к минимуму затрат или модификацию изделий. Многие организации
принимают сейчас новые стратегии, которые основаны на качестве или на сроках. Стратегии,
основанные на качестве, фокусируются на удовлетворение требований заказчика, вводя показатель качества на всех стадиях
производства, при этом критерии качества применяются не только к конечному
продукту или услуге, но также ко всем соответствующим процессам разработки,
проектировании, производству, и послепродажному
обслуживанию. Стратегии, основанные на времени,
фокусируются на сокращении срока выполнения различных операции, например
на разработке или сбыта новых изделий или услуги или на реагирование изменений
потребительского спроса. Основная идея заключатся в том, что при сокращении
времени затраты, конечно, снижаются, производительность повышается. Новые
изделия появляются на рынке быстрее и
обслуживание потребителя в целом повышается.
Этапы, на которых можно сократить затраты времени:
1) время планирования – время, которое требуется на разработку
стратегии и выбор тактики, одобрение предложенных изменений производственных
мощностей. Внедрение новых технологий из-за угрозы со стороны конкурентов.
2) Время на разработку изделия. Время, которое требуется
на разработку маркетинговых или модифицированных изделий или услуг.
3) Время производства – требуется для производства
изделий или услуг. Сюда может входить время, затрачиваемое на составление
рабочего графика, ремонт оборудования, простои, инвентаризацию, обучение
персонала, и др.
4) Время перехода к новой продукции - требуется для
перехода от производства данного типа изделий к производству другого. Может
включать время установки нового оборудования, составления производственных
графиков.
5) Сроки поставок – время необходимое для исполнения
заказов.
6) Время для рекламации – мероприятие заказчика
относительно качества и сроков поставок. Претензии могут также поступать от
служащих, условий работы, проблем с оборудованием, качеством. Таким образом,
предприятие стремится повысить качество обслуживания потребителя и получить
конкурентное превосходство перед соперниками, которым требуется больше времени
на выполнение тех же задач. Эти новые подходы получают активное признание всего
делового мира, потому что позволяют кардинально изменить организацию работы
компании.
29. Ключевыми факторами спроса на товары и услуги.
Ключевыми фактами спроса на товары и услуги являются:
1 качество и
надежность,
2 цена,
3 скорость
поставки,
4 надежность
поставки
1 на ранних стадиях жизненного цикла продукта
лидирующее положения на рынке завоевывается внедрением новых продуктов с боле
высоким уровнем качества и надежности.
2 когда жизненный цикл продукта вступает в стадию
роста, а затем в стадию стабилизации, то ключевым фактором становится цена. В
се основе обычно лежат затраты на производство. В этот период усиливается роль
производственной функции, и
разыскиваются возможности производства снижать себестоимость продукции (на рынке
электронной радиоаппаратуры в Росси основным критерием выбора была цена, до
того времени пока не стали поступать высококачественные телевизоры из Японии).
Продукция российских производителей не отвечала столь высокому стандарту. И
сразу основным критерием сало качество. Однако по мере наполнения рынки
аналогичной продукцией из других стран, а также в связи с экономическим
кризисом основным критерием выбора опять стала цена.
3 скорость поставки. Если предприятие поставляет товар
быстрее, чем конкурент это может стать определяющим фактором для клиента. Этот
фактор играет большую роль, когда товар находится в стадии зрелости своего
жизненного цикла. Ускорить поставку заказчику можно за счет повышения
производительности труда. Внеурочные работы либо перепланирование производства.
Когда или заказчику придается статус приоритетного или он частично уже выполнен еще до
заключения контракта в надежде на
совершение сделки.
4 надежность поставки. Это требование означает
способность предприятия выполнить заказ вовремя. В этом случае все зависит о
производства. При расчете реального
времени выполнения заказа. И поставки товарной продукции составляют график
работы с учетом мощностей и запасов оборотных средств. При разработке решений
на этапе выхода товаров и услуг на рынок необходимо особое внимание уделять тем
факторам, которые в последствии могут стать
критериями его выбора покупателями. Они то и определяют инвестиционные
решения по развитию производства товаров. Одновременно необходимо выявить те
факторы, которые могут привести к потере
клиента. Что бы минимизировать риск при принятии решений часто используют
модели.
30. S - образные кривые развития технологий.
Модель это некоторое представление реальности.
Для эффективного использования моделей
необходимо понимать, каких результатов можно достичь с их помощью и как эти
результаты можно интерпретировать. А также необходимо знать - какие возможны
допущения и ограничения т.к. каждая модель имеет собственный набор
условий, которые определяют - в каких
случаях данная модель применима. В производстве получили применение следующие
модели:
|
Зона конкуренции
технологий
|
|
S образные кривые развития
технологий, кривая опыта или освоения, кривая жизненного цикла спроса, матрица SWOT, матрица бостонской консалтинговой группы,
математические модели и др.
S.1 идея этой кривой и технологических разрывов были
разработаны применительно к развитию автомобильной промышленности.

На первом этапе зарождения технологий инвестиции не
приводят к росту эффективности
Потом на 2 этапе резкого роста, результат стремительно
нарастает.
На завершающем этапе капиталовложения приносят
минимальную отдачу. Далее наступает период технологического разрыва. Происходит
переход к принципиально новой технологии. На каком-то этапе начальный отрезок
новой кривой. По времени совпадает с коечным отрезком старой. На этом этапе
происходит конкурентная борьба между старой и новой технологией (производство ч/б и цветных телевизоров,
катушечных или кассетных магнитофонов).
Новое поколение
техники и технологий вытесняют предшествующие при этом технологические разрывы
трудно точно предугадать. Тормозящими факторами при переходе к новым
технологиям предприятия от одной S образной
кривой к другой является приверженность организации к какой-нибудь одной
технологии, жесткие планы, стабильная структура. При переходе к новой
технологии требуется выбор критерия для
ее оценки и отладки. Переход к новой технологии менее эффективен. Со временем
эффективность повышается. Максимальные капиталовложения необходимо делать в
ключевые технологии и избирательно в классические.
31. Кривая опыта (освоения).
В начале 30-х годов 20 века
была предложена модель кривой опыта, которая показывает связи между
опытом, накопленным в производстве того или иного вида продукции, и суммарными
издержками. При построении кривой опыта
(освоения) основываются на том, что самая конкурентоспособная организация — это
та, которая при прочих равных условиях имеет наименьшие затраты. Эта связь
заключается в том, что удвоение объема производства ведет к снижению издержек
производства на единицу продукции на определенный процент (рис. 3.3).
В двойной логарифмической
шкале эти кривые опыта превращаются в прямые линии с углом наклона,
соответствующим постоянному темпу снижения издержек.
Трудовые затраты снижаются в
большей степени, чем материальные. Кривая опыта американского ученого
Райта для трудовых затрат характеризуется постоянным (величиной в 20%)
снижением трудоемкости одного изделия при удвоении их выпуска. Материальные затраты снижаются в меньшей
степени (от 5 до 15%) при удвоении выпуска
продукции.
Данный эффект объясняется тремя факторами.
Первый фактор. Рост объема производства способствует
росту производительности труда за счет применения высокопроизводительного
оборудования и снижения косвенных затрат на единицу продукции.
Второй фактор. Обучение рабочих в ходе освоения производства
позволяет повысить производительность труда.
Третий фактор. Нововведения, вводимые по мере освоения
продукции и увеличения масштаба производства, влияющие на продукцию или на
производственный и сервисный процесс. Если нововведение является достаточно
серьезным, благодаря ему предприятие может стать лидером рынка.
Кривая опыта может быть рассчитана с помощью модели или
таблиц. Для одного экземпляра Тп рассчитывается по следующей
формуле:
Тn = Т1 * пe,
где Тn — трудоемкость производства единицы продукции порядкового номера п
с начала производства;
Т 1— трудоемкость производства первой единицы
продукции; п — порядковый номер одного экземпляра продукции; е —
показатель эластичности изменения трудоемкости.
Известно, что некая производственная
деятельность имеет 80%-ю кривую опыта. Для производства одной единицы продукции рабочему потребовалось 10 ч. Определите
предполагаемую трудоемкость следующих единиц: 2-й, 4-й, 8-й и 16-й (обратите внимание на
последовательное удвоение
значений).
Решение.
Каждый
раз объем выпуска удваивается. Время на единицу для этого количества будет
приблизительно равно предыдущему времени, умноженному на показатель обучения
(в нашем случае — 0,8). Таким образом:
|
Порядковый номер экземпляра
|
Трудоемкость одного экземпляра, ч
|
|
1-й
|
10
|
|
2-й
|
0,8 • 10 = 8
|
|
4-й
|
0,8• 8 = 6,4
|
|
8-й
|
0,8 • 6,4 = 5,12
|
|
16-й
|
0,8 • 5,12 = 4,096
|
Если
менеджер будет знать перспективы изменения объема выпуска в ситуации
обучения, ему легче будет принять правильное решение о том, сколько рабочих ему
понадобится. Решение, основанное только на стартовых показателях, будет
неточным.
32. Кривая
жизненного цикла спроса и технологий.
При
принятии производственных решений важно правильно оценить фазу, в которой
находится продукт или услуга, спрос на них, производственные или сервисные технологии.
Неравномерное
развитие предприятий, рост или снижение объема продаж раньше рассматривались как аномалии. Со временем стало складываться новое понимание экономического
роста, называемое «кривая роста по
Гомпарту», более известное на
практике как кривая жизненного цикла спроса и технологий (рис. 3.4).
Цикл спроса можно разделить
на несколько совершенно разных периодов или фаз:
1) зарождение (Е) — бурный период становления новых видов
производства или услуг, когда несколько предприятий, стремясь к захвату
лидерства, конкурируют между собой;
2) ускорение роста (G1) — период, когда конкуренты, оставшиеся на рынке, пожинают плоды
своей победы. В этот период
спрос обычно растет, опережая предложение;
3) замедление роста (G2) — период, когда появляются первые
признаки насыщения спроса и предложение начинает опережать спрос;
4) зрелость (М) —
насыщение спроса достигнуто, и имеются
значительные избыточные мощности;
5) затухание (D) — снижение объема
спроса (иногда до
нуля), обусловленное или определяемое устареванием продукта
(услуги), или уменьшением его потребления, или другими экономическими и
демографическими причинами.
Если предприятие хочет поддерживать
свое развитие, то оно должно постоянно добавлять к набору видов деятельности
новые и отсекать те, которые не согласуются со стратегией экономического роста
предприятия. Это ключевая задача управления стратегическим набором продукции
производства и услуг.
Важно уметь предвидеть смену
фаз цикла спроса продукции и пересматривать стратегию предприятия в
соответствии с меняющимися условиями конкуренции.
33. Анализ и формирование видов деятельности
предприятия.
Анализ и формирование видов деятельности предприятия
Принятие решений о
формировании видов производственной и сервисной деятельности организации
проводится на основании исходного портфеля заказов и состоит из ряда этапов.
Существуют различные факторы,
позволяющие составить четкое представление о тех видах деятельности, которыми
занимается предприятие. Это:
· отрасль
производства или сервиса;
· технология
производства и оказания услуг;
· потребители
продукции/услуги;
· географическая
зона реализации продукции/услуги.
При анализе видов
деятельности необходимо учитывать текущее состояние предприятия и внешней
среды, в которой оно функционирует, а также ресурсный потенциал и инновационный
портфель нововведений предприятия.
Анализируются типы реакции
предприятия на воздействия внешней среды и определяются, какие из них
преобладают в управленческом поведении. Если предприятие плохо владеет
инновационной реакцией, то формирование пакета нововведений нецелесообразно
даже в том случае, если все иные предпосылки (финансовые возможности,
конкурентные позиции, производственная потребность в нововведениях и др.) благоприятствуют
этому. Формируется база данных, позволяющая в дальнейшем детально анализировать
предварительный набор видов деятельности.
АО «ЛОМО» — одна из наиболее
успешно реформирующихся фирм российского военно-промышленного комплекса. Именно
поэтому ей удается наращивать объемы производства и продаж.
В немалой степени эти
результаты были достигнуты за счет «чистки» ассортимента от бесперспективной
продукции. Для того чтобы решать подобного рода задачи более успешно,
руководство АО пошло на децентрализацию некоторых функций управления. В итоге
менеджерам производственно-технических комплексов, входящих в объединение
«ЛОМО», было предоставлено право самостоятельно определять, что производить и
что продавать, при одновременном сохранении централизованного контроля за
финансовыми потоками.
В результате за последние 5—7
лет АО «ЛОМО» сократило количество наименований выпускаемой продукции с 700 до
120, или почти в 6 раз, что позволило сконцентрировать ресурсы на товарах,
пользующихся большим спросом (медицинская техника, оптическое оборудование и
др.), и более активно продвигать их на рынок.(Вопросы экономики. 1998. № 9).
При формировании состава
видов производственной и сервисной деятельности учитываются следующие критерии
и определяющие их факторы:
·
перспективы роста, которые должны быть
выражены предполагаемыми темпами роста и характеристикой этапов жизненного
цикла спроса технологии;
·
динамика рентабельности;
·
ожидаемый уровень нестабильности, при котором
перспективы теряют определенность и могут измениться;
·
ключевые факторы успешной конкуренции в
будущем, которые определяют успех видов деятельности.
Для оценки видов
производственной и сервисной деятельности используются портфельные матрицы:
·
матрица Бостонской консалтинговой группы;
·
портфель жизненного цикла, матрица А.Д.
Литтла;
·
многофакторная матрица MacKinsey.
34. Процесс принятия решения.
Принятие решения — это
центральное звено управления производством. Процесс принятия решений включает
последовательное решение следующих задач:
1)
формирование альтернатив решения;
2)
сравнение альтернатив;
3)
выбор лучшей альтернативы;
4)
реализация выбранной альтернативы;
5)
контроль результатов.
Успех или неудача в принятии
решения часто зависят от того, насколько хорошо осуществлен каждый из этапов
этого процесса и учтены объективные ограничения и условия.
Альтернативы решения:
формирование, сравнение, выбор
Успешное решение проблемы в
значительной мере обусловлено тем, насколько точно сформулированы возможные альтернативы.
Многое зависит от опыта и творческих способностей лица, принимающего решение. и
от характера самой ситуации. Как правило, усилия, затраченные на тщательное выявление
возможных альтернатив, не бывают напрасными.
Для анализа и сравнения
альтернатив часто применяются математические или статистические методы. Выбор
наилучшей альтернативы будет зависеть от целей и критериев, которые принимаются
во внимание.
Реализация решения и контроль результатов
Реализация решения означает
выполнение действий, обозначенных в выбранной альтернативе. Например,
приобретение оборудования, начало разработки нового изделия, использование
сверхурочного времени, выжидание дополнительных изменений внешней и внутренней
среды.
Эффективность решения зависит
от контроля результатов его реализации. Если желаемых результатов нет, то
ревизия процесса позволит выявить ошибку в исполнении, в расчетах или неправильном
исходном предположении. В этом случае можно быстро исправить положение.
Процесс реализации решения не
всегда осуществляется последовательно. Обычно приходится возвращаться назад и
начинать все сначала, особенно во время разработки и анализа альтернатив.
Например, если ни одна из альтернатив не может дать желаемых результатов,
должны быть разработаны дополнительные альтернативы.
Ограничения и условия принятия решений
Несмотря на все усилия
менеджера, решение может оказаться неудачным из-за непредвиденных
обстоятельств. Иногда это происходит из-за стиля работы менеджера, например
его привычки быстро принимать решения или неспособности просчитывать последствия.
Другой фактор, с которым менеджеры должны считаться, — объективные
ограничения (имеющиеся средства,
человеческие возможности, сроки, технологии, наличие информации и др.).
Из-за этих ограничений менеджеры
часто не могут найти решение, оптимальное с точки зрения максимальной выгоды
(например, наибольшей прибыли, минимальных затрат). Вместо этого им
приходится довольствоваться усредненным удовлетворительным решением.
Другая причина неудачных
решений кроется в том, что предприятия обычно рассматривают проблему в
масштабе подразделений, в рамках которых происходит оптимизация по локальным
критериям (субпозиция). Это результат попыток разных подразделений подготовить
решение, которое было бы оптимальным именно для них. Но то, что оптимально для
одного подразделения, может быть далеко не оптимальным для предприятия в целом
.
Довольно часто подобная
ошибка проявляется при внедрении логистических систем.
Условия, в которых принимаются решения
по управлению производством, классифицируются по степени точности и
определенности. Имеются три основные категории:
o
определенность,
o
риск
o неопределенность.
Определенность означает,
что значимые параметры производства (сервиса),
например расходы, производственные
мощности и потребности, — величины известные.
Риск означает, что некоторые параметры имеют
вероятностные значения.
Неопределенность означает, что невозможно точно оценить вероятность будущих
событий.
1. Прибыль на единицу — 50 руб., заказ на
100 единиц. Сколько прибыли Вы получите? (Это пример определенности, так как
прибыль на единицу и общая потребность известны.)
2. Прибыль — 50 руб. на единицу. Основываясь
на предшествующем опыте, имеется 50%-я вероятность получения заказа на 20 единиц,
и 50%-я — что заказ будет на 100 единиц. Какова ожидаемая прибыль? (Это пример
риска, так как показатели потребности вероятностные.)
3. Прибыль — 50 руб. на единицу. Вероятности
потенциального спроса неизвестны. (Это пример неопределенности.)
Каждое из трех возможных
условий требует специфических методов принятия решений.
35. Теория
решения. Выбор и оценка альтернатив
Теория решения представляет
собой общий подход к процессу принятия решения. Она применима к широкому
диапазону решений в сфере управления производством, среди них: планирование
объема производственных мощностей, разработка изделия или услуги, выбор
оборудования, размещение производства.
Используя такой подход, лицо,
принимающее решение (ЛПР), должно:
1) определить возможные будущие объективные
условия (на
пример: спрос будет низкий, средний или высокий; число подписанных контрактов
будет I, 2 или 3; представит
или не представит
конкурент новое изделие);
2) разработать список возможных альтернатив,
одна из которых — ничего не предпринимать, выжидать;
3) определить или приблизительно оценить
окупаемость для
всех альтернатив при каждом из возможных будущих условий;
4) если возможно, оценить вероятность каждого
возможного
будущего условия;
5) оценить альтернативы согласно выбранному
критерию решения (например, возможная максимальная прибыль) и выбрать лучшую
из них.
Информация для решения часто
представляется в виде таблицы, которая показывает предполагаемую окупаемость
для каждой альтернативы при возможных разных условиях.
Это облегчает сравнение и выбор
альтернатив.
Планирование производственных мощностей
Возможный будущий спрос, или
значения окупаемости, показан в табл. 3.3 как величина предполагаемого будущего
дохода минус затраты. Что позволяет привести все альтернативы к сопоставимой
основе?
Если имеется малая
производственная мощность, то прибыль будет одинаковой для всех трех возможных
условий.
При альтернативе — наличие
средней производственной мощности при низком спросе — предприятие будет иметь
прибыль в 70 тыс. руб., в то время как при среднем и высоком уровне спроса —
120 тыс. руб.
При альтернативе — наличие
крупных производственных мощностей — предприятие будет иметь убытки 40 тыс.
руб., если спрос низкий, прибыль 20 тыс. руб. — при среднем спросе и 160 тыс.
руб., если спрос высокий.
Таблица «Оценка
альтернатив по величине будущего спроса»
|
Альтернативы располагаемых мощностей
|
Возможный
будущий спрос, тыс. руб.
|
|
Низкий
|
Средний
|
Высокий
|
|
Малые мощности
|
100
|
100
|
100
|
|
Средние мощности
|
70
|
120
|
120
|
|
Крупные мощности
|
-40
|
20
|
160
|
Для производственного менеджера проблема
будет состоять в том, чтобы выбрать одну из альтернатив, принимая во внимание прибыль.
Оценка альтернатив различается в
зависимости от степени определенности, связанной с возможными будущими
условиями. Здесь опять имеются три варианта: определенность, риск и неопределенность.
36. Условия принятия решений.
Несмотря на все усилия
менеджера, решение может оказаться неудачным из-за непредвиденных
обстоятельств. Иногда это происходит из-за стиля работы менеджера, например
его привычки быстро принимать решения или неспособности просчитывать последствия.
Другой фактор, с которым менеджеры должны считаться, — объективные
ограничения (имеющиеся средства,
человеческие возможности, сроки, технологии, наличие информации и др.).
Из-за этих ограничений
менеджеры часто не могут найти решение, оптимальное с точки зрения
максимальной выгоды (например, наибольшей прибыли, минимальных затрат). Вместо
этого им приходится довольствоваться усредненным удовлетворительным решением.
Другая причина неудачных
решений кроется в том, что предприятия обычно рассматривают проблему в
масштабе подразделений, в рамках которых происходит оптимизация по локальным
критериям (субпозиция). Это результат попыток разных подразделений подготовить
решение, которое было бы оптимальным именно для них. Но то, что оптимально для
одного подразделения, может быть далеко не оптимальным для предприятия в целом
.
Довольно часто подобная
ошибка проявляется при внедрении логистических систем.
Условия, в которых принимаются решения
по управлению производством, классифицируются по степени точности и
определенности. Имеются три основные категории:
o
определенность,
o
риск
o неопределенность.
Определенность означает,
что значимые параметры производства (сервиса),
например расходы, производственные
мощности и потребности, — величины известные.
Риск означает, что некоторые параметры имеют
вероятностные значения.
Неопределенность означает, что невозможно точно оценить вероятность будущих
событий.
4. Прибыль на единицу — 50 руб., заказ на
100 единиц. Сколько прибыли Вы получите? (Это пример определенности, так как
прибыль на единицу и общая потребность известны.)
5. Прибыль — 50 руб. на единицу. Основываясь
на предшествующем опыте, имеется 50%-я вероятность получения заказа на 20 единиц,
и 50%-я — что заказ будет на 100 единиц. Какова ожидаемая прибыль? (Это пример
риска, так как показатели потребности вероятностные.)
6. Прибыль — 50 руб. на единицу. Вероятности
потенциального спроса неизвестны. (Это пример неопределенности.)
Каждое из трех возможных
условий требует специфических методов принятия решений.
37. Четыре критерия решений: максимин, максимакс, Лапласа
и наименьшего вреда.
Принятие решения в условиях определенности
Когда точно известно, какое из
возможных будущих условий осуществится, решение бывает относительно простым:
надо выбрать альтернативу, которая дает наибольшую окупаемость при этом
условии. Эту ситуацию можно проиллюстрировать следующим примером.
Выбор наилучшей альтернативы
На основе данных табл. 3.3
определите наилучшую альтернативу, если точно известно, что спрос будет: 1)
низкий; 2) средний; 3) высокий.
Решение.
1. Если спрос будет низким, то лучше создать
малую производственную мощность и реализовать окупаемость 100 тыс. руб.
2. Если спрос будет умеренный, то наибольшую
окупаемость будет
иметь средняя производственная мощность, что составит 120 тыс. руб.
(против 100 тыс. или 20 тыс. руб.).
3. В случае высокого спроса наибольшую
окупаемость будет иметь
крупная производственная мощность.
Хотя при принятии решений
определенной ситуация бывает редко, такой вид расчетов применяется на практике.
Принятие решения в условиях неопределенности
Противоположный вариант условий
принятия решения — это полная неопределенность: нет абсолютно никакой
информации о вероятности различных условий. В этом случае возможны четыре
критерия решений: максимин, максимакс, Лаплас и наименьшего вреда.
Эти критерии можно определить следующим
образом.
Максимин (максимум
из минимума) – выбор
альтернативы с лучшим из всех худших значений окупаемости.
Максимин (maximin) — определите наихудшую возможную
окупаемость для каждой альтернативы и выберите альтернативу
с лучшим значением из худших.
Максимакс
(максимум из максимума) –
выбор альтернативы с наилучшим значением окупаемости
Максимакс (maximax) — определите
наилучшую возможную окупаемость и вы- тернативы
с берите альтернативу с этим значением.
Критерий Лапласа – выбор альтернативы с наилучшим средним
значением окупаемости
Критерий Лапласа (Laplace) — определите среднее значение окупаемости для каждой альтернативы и
выберите альтернативу с наилучшим средним значением.
Критерий наименьшего вреда – выбор альтернативы с лучшим из худших
возможных последствий.
Критерий наименьшего вреда
(minimax) определите
худшие возможные последствия для каждой
альтернативы и выберите альтернативу с лучшим из плохих
значений.
Критерий максимин пессимистический
по своей сути, потому
что принимается во внимание только самый плохой из всех возможных результатов
каждой альтернативы. Этот подход
устанавливает гарантированный минимум, хотя фактический результат может и не быть настолько плохим.
Подход максимакс — это оптимистическая
наступательная стратегия; здесь не принимается во внимание никакой
возможный результат, кроме самого лучшего.
Критерий Лапласа
предполагает отношение к обстоятельствам как к равновероятным.
Главная слабость всех этих
критериев (исключая критерий
Лапласа) в том, что
принимаются во внимание не все результаты, а
лишь самый плохой или, наоборот, самый лучший, а потому часть информации
теряется. Слабость критерия Лапласа заключается в том, что все условия
считаются равновероятными. Однако в определенных обстоятельствах каждый из
этих методов имеет свои достоинства, которые могут помочь в выработке решения.
Используя исходные данные
таблицы «Оценка альтернатив по величине
будущего спроса», определите, какая альтернатива будет выбрана согласно
каждому из этих критериев:
1) максимин;
2) максимакс;
3) Лапласа.
Решение.
1.
Самые
плохие результаты для каждой альтернативы:
·
малая
мощность — 100 тыс. руб.;
·
средняя
мощность — 70 тыс. руб.;
·
большая
мощность — 40 тыс. руб.
·
Лучший
результат — 100 тыс. руб.
Таким образом, следуя методу максимин, нужно
создавать малую производственную мощность.
2. Наилучшие результаты:
·
малая мощность
— 100 тыс. руб.;
·
средняя
мощность — 120 тыс. руб.;
·
большая
мощность — 160 тыс. руб.
·
Наилучшие
общие результаты — 160 тыс. руб.
Следовательно, при использовании метода
максимакс наиболее эффективно создание большой производственной мощности.
3. Выбрав критерий Лапласа, сначала рассчитайте
суммарное значение для каждого ряда, а затем разделите эти значения на число
возможных условий (в нашем случае на 3). Результаты приведены в таблице:
Таблица «Результаты расчетов по критерию
Лапласа»
|
|
Сумма для каждого ряда, тыс. руб.
|
Среднее значение для каждого ряда, тыс.
руб.
|
|
Малые мощности
|
300
|
100,00
|
|
Средние мощности
|
310
|
120,33
|
|
Крупные мощности
|
140
|
46,66
|
Самое высокое значение, согласно
теории Лапласа, имеет средняя мощность, так как выбирается именно она.
38.
Принятие решения в условиях риска.
Принятие
решения в условиях риска
Между определенностью и неопределенностью
находится случай принятия решения в условиях риска, когда можно оценить вероятность
возникновения каждого возможного условия. Широко используемый подход при таких
обстоятельствах — критерий предполагаемой прибыли.
Предполагаемая прибыль рассчитывается для
каждой альтернативы, после чего отбирается альтернатива с самым высоким показателем.
Предполагаемая прибыль — это сумма значений прибыли для каждой альтернативы,
причем каждое значение взвешивается с точки зрения вероятности
соответствующего условия. Таким образом, используя критерий предполагаемой
прибыли, можно определить возможное значение прибыли для каждой альтернативы и
выбирать вариант с наилучшим значением прибыли.
Используя критерий предполагаемой прибыли
(Пп ), определите лучшую альтернативу на основе исходных данных табл. 3.3 при
следующих значениях вероятности: низкий спрос — 0,30; средний спрос — 0,50 и
высокий спрос — 0,20.
I. Определить предполагаемую прибыль для каждой
альтернативы, умножая показатель вероятности возникновения каждого возможного
условия на показатель размера прибыли для этого условия и затем суммируя их:
Пнизкий = 0,30(100) +0,50(100)
+0,20(100) =100 тыс. руб.;
Псредний = 0,30(70) +0,50(120)
+0,20(120) =105 тыс. руб.;
Пвысокий = 0,30(-40) +
0,50(20) +0,20(160) = 30 тыс. руб.
Следовательно, нужно выбрать альтернативу
средней производственной мощности, потому что у нее самый высокий показатель
предполагаемой стоимости.
Этот подход наиболее оправдан: принимающий решение не
стремится рисковать, но и не избегает риска, а относится к нему нейтрально.
39.
Дерево решений.
Термин получил свое название от
древообразной структуры схемы.
Дерево решений – представление в виде схемы доступных альтернатив и
их возможных последствий.
Хотя такие схемы можно использовать и
вместо таблиц окупаемости, особенно полезны они при анализе ситуаций, когда
необходимо последовательное принятие решении.
Например, сначала выбирается
строительство малой производственной мощности,
затем обнаруживается, что
спрос намного выше,
чем ожидалось. В этом случае менеджеру придется, вероятно,
принимать второе решение: более интенсивно использовать имеющиеся мощности или
вводить дополнительные.
Дерево решений состоит из ряда узлов и
исходящих из них ветвей. Квадраты
обозначают пункты принятия решений, а круги — возможные события. Дерево
«прочитывается» слева направо. Ветви, исходящие из квадратных узлов, обозначают
альтернативы; ветви, исходящие из круглых узлов, — возможные события . (т.е.
возможные условия).
После того как дерево решения построено,
оно анализируется справа налево, т.е. начинать надо с последнего принятого
решения. Для каждого решения выбирается альтернатива с наибольшим показателем
отдачи (или с наименьшими затратами). Если за принятием решения следует
несколько возможных вариантов событий, выбирайте альтернативу с наибольшей
предполагаемой прибылью (или с наименьшей предполагаемой величиной затрат).
Проанализируйте дерево решения и
определите, какую альтернативу (увеличение производственных мощностей или отказ
от их увеличения) следует выбрать для получения максимального значения прибыли.
Ожидаемая прибыль планируется в том
случае, если реализуются решения и произойдут вероятные события.
Анализируйте решения справа налево:
1)
определите, какая альтернатива будет выбрана для
каждого возможного второго решения;
2)
определите выходные параметры вероятных возможностей и
их
окупаемость для оставшихся ветвей;
3)
определите предполагаемую прибыль для каждой начальной
альтернативы.
40.
Производственный цикл изготовления изделия; определение и основные его
характеристики.
Производственный цикл -
это период времени для осуществления производственного процесса какого-либо
изделия или партии.
ПЕРИОДЫ ПРОИЗВОДСТВЕННОГО ЦИКЛА:
1. Рабочий
период:
-
основное время (основные технологические операции);
-
вспомогательное время;
2. Перерывы:
-
межоперационные;
-
междусменные;
-
по технике безопасности.
Производственный
цикл состоит из:
- подготовительное время;
- основное технологическое время;
-
заключительное время.
РАСЧЕТ ВРЕМЕНИ ПРОИЗВОДСТВЕННОГО ЦИКЛА:
1. На одном станке : t i
Тпр.ц.
= t подг. + t
закл. +
( , где
c i
t i -
штучно-калькуляционное время,
c i -
количество рабочих на соответствующей операции.
2. На нескольких станках : ( t i
Тпр.ц.
= t подг. + t
закл. + , где
f
f -
фронт работ (количество станков или рабочих).
Существует три вида движения партии деталей по
операциям технологического процесса:
1. последовательный 2. параллельно-последовательный 3.
параллельный
Последовательное движение. Сущность
последовательного вида движения заключается в том, что каждая последующая
операция начинается только после окончания изготовления всей партии деталей на
предыдущей операции. При этом передача с одной операции на другую
осуществляется целыми партиями.
Продолжительность
операционного технологического цикла обработки партии деталей определяется по
формуле:
 , где
, где
n – количество
деталей,
t – штучное
время на i операции,
m – количество
операций обработки.
Если на одной
или нескольких операциях обработка деталей ведется на нескольких рабочих
местах, то продолжительность технологического цикла рассчитывается по формуле:
 , где Сnpi – количество рабочих мест на операцию.
, где Сnpi – количество рабочих мест на операцию.
Технологический
цикл обработки партии деталей при последовательном виде движений = сумме
операционных циклов. Продолжительность технологического цикла пропорциональна
размеру партии и времени выполнения операции. При этом имеют место существенные
перерывы партионности. Это связано с тем, что каждая деталь, за исключением
первой и последней, пролеживает на каждой операции дважды, перед началом обработки
и поле нее до окончания обработки последней детали в партии. Общее время внутрипартийного
пролеживания одной детали на всех операциях определяется по формуле:
 , где
, где
tобр – суммарное время обработки одной детали на всех
операциях технологического процесса.
Общее время
пролеживания всех деталей в партии определяется для величины незавершенного
производства по формуле:

Преимуществом
последовательного движения партии деталей является отсутствие перерывов в
работе рабочих и оборудования на всех операциях. Недостатком является то, что
детали пролеживают в течение длительного времени из-за перерывов в
партионности, свойственных данному виду движения. В результате чего создается
большой объем незавершенного производства. Второй недостаток - продолжительность
технологического цикла значительно увеличивается из-за отсутствия
параллельности в обработке деталей, в связи с этим последовательное движение
применяется в мелкосерийном и единичном производстве, т.к. на этих предприятиях
большая номенклатура изделий, а обработка деталей ведется небольшими партиями ,
что приводит к сокращению перерывов патрионности и влияние их на продолжительность
производственного цикла.
Последовательно-параллельное движение. Сущность
заключается в том, что на каждом рабочем месте работа ведется без перерыва,
имеет место параллельная обработка одной и той же партии деталей на смежных
операциях. Передача деталей с предыдущей операции производится не целыми
партиями, а поштучно или транспортными партиями.
Продолжительность
цикла при последовательно-параллельном движении меньше чем при последовательном
из-за наличия параллельности протекании каждой пары смежных операций на
суммарное время совмещения. Таких совмещений столько, сколько операций в
технологическом процессе – 1.
Время
совмещения параллельности выполнения каждой пары операций:
 , где
, где
р –
транспортная партия (в нашем случае р=1)
tкр – критическое время
индекс при tкр соответствует операциям с наименьшим временем их
выполнения (между первой и второй операциями tкр = t2)
Суммарное
время совмещения по всему технологическому процессу: 
Тогда продолжительность технологического цикла
изготовления партии деталей при п-п движении: 
Если на
отдельных операциях обработка ведется на нескольких рабочих местах, то 
41.
Структура производственного цикла. Составляющие трудовых процессов,
естественных процессов и перерывов.
Производственный процесс – это целенаправленное,
постадийное превращение
сырья и материалов
в готовый, заданного
свойства продукт, пригодный
к
потреблению или к дальнейшей обработке. При
организации производственного
процесса
во времени главной
задачей является достижение
минимально
возможной длительности производственного цикла.
Производственный цикл – это законченный
круг производственных операций
при
изготовлении изделия, промежуток
времени от начала
до завершения
производственного процесса. Например,
производственный цикл изготовления
детали – период времени от поступления материала
в обработку до
окончания
изготовления детали, а производственный цикл изделия –
период времени от
запуска исходного
материала и полуфабрикатов в
обработку до окончания
изготовления и комплектации предназначенного к
реализации изделия.
Вследствие
того, что производственный процесс протекает
во времени и
пространстве, производственный цикл, можно измерить
длиной пути движения
изделия и
его комплектующих элементов,
а так же
временем, в течение
которого изделие проходит весь путь обработки.
Продолжительность производственного
цикла во времени
– это интервал
календарного
времени от начала
первой производственной операции
до
окончания
последней; измеряется в
днях, часах, минутах,
секундах в
зависимости от вида изделия и стадии обработки. Различают
производственные
циклы изделия в целом, циклы сборных
единиц и отдельных
деталей, циклы
выполнения однородных операций, циклы выполнения
отдельных операций.
Рабочий период
– это время,
в течение которого
производится
непосредственное воздействие на предмет
труда либо самим
рабочим, либо
машинами и механизмами
под его управлением; время
подготовительно-
заключительных работ; время естественных технологических процессов;
время
технологического обслуживания.
Время выполнения
технологических операций и
подготовительно-
заключительных работ называется операционным циклом.
Время
естественных технологических
процессов – это
время, в течение
которого предмет труда изменяет свои характеристики без
непосредственного
воздействия человека или техники (сушка
на воздухе окрашенного
изделия,
рост и созревание
растений и т.п.).
Для ускорения производства
многие
естественные процессы осуществляются в искусственно
созданных условиях –
например, сушка в сушильных камерах.
Время
технологического обслуживания включает в
себя: контроль качества
обработки
изделия; контроль режимов
работы машин и
оборудования, их
настройку,
легкий ремонт; уборку рабочего
места; подвоз заготовок,
материалов, приемку и уборку обработанной продукции.
На
длительность рабочего периода оказывает влияние разного рода факторы,
например: качество
проектно-конструкторских
работ; уровень унификации
и
стандартизации изделий; степень точности изделий
(высокая точность требует
дополнительной
обработки, что удлиняет
производственный цикл);
организационные факторы (организация рабочего места,
размещение складских
помещений
и др.). Недостатки
организационного характера
увеличивают
подготовительно-заключительное время.
Структура
производственного цикла во времени может рассматриваться с трех
позиций: рабочего, механизмов и предметов труда
(прохождения заготовок и
деталей).
Часть элементов цикла
может совмещаться (перекрываться),
например, основное время – с техническим и
организационным обслуживанием,
обслуживание деталей – с подготовкой рабочего места.
Время
перерывов в работе – это время, в течение которого не производится
никакого
воздействия на предмет
труда и не
происходит изменение его
качественной характеристики, но продукция еще не
является готовой и процесс
производства
не закончен. Различают регламентированные и
нерегламентированные
перерывы. Регламентируемые перерывы
делятся на
внутрисменные
(межоперационные) и междусменные
(связанные с режимом
работы).
Межоперационные перерывы делятся на:
1) перерывы
партионности – имеют место при
обработке деталей партиями.
Каждая
деталь или узел, поступая к рабочему месту
в составе партии,
пролеживают до начала и по окончании обработки, пока
вся партия не
пройдет
через данную операцию;
2) перерывы
комплектования – возникают в тех случаях, когда детали и узлы
пролеживают в связи с незаконченностью
изготовления других изделий,
входящих в
один комплект;
3) перерывы
ожидания – обусловлены
несогласованностью
(несинхронностью)
длительности смежных операций технического процесса, возникают, когда
предыдущая
операция заканчивается раньше, чем освобождается
рабочее
место для
выполнения следующей операции.
Междусменные
перерывы включают в себя перерывы
между рабочими сменами,обеденные перерывы, перерывы для отдыха
рабочих, выходные и
праздничные дни.
Нерегламентированные
перерывы связаны с
организационно-техническими
неполадками
(несвоевременное
обеспечение рабочего места
материалом,
инструментом, поломка оборудования, нарушение трудовой
дисциплины и т.д.).
Они включаются в производственный цикл в виде
поправочного коэффициента или не
учитываются.
42. Цели и
возможности достижения сокращения продолжительности производственного цикла.
Пути
и значение сокращения производственного цикла
Производственный
цикл используется в качестве норматива при оперативном планировании
производства, финансовом управлении и других планово-производственных расчетах.
Производственный
цикл (Тц) непосредственно связан с нормативом оборотных средств:
Тц = ОСн.п / Qдн,
где
ОСн.п — объем оборотных средств в незавершенном производстве (руб.);
Qдн — однодневный выпуск продукции (руб.).
Сокращение
производственного цикла имеет большое экономическое значение:
-
сокращается оборачиваемость оборотных средств за счет сокращения объемов
незавершенного производства;
- увеличивается фондоотдача основных производственных фондов;
- снижается себестоимость изделий за счет сокращения условно-постоянной части
издержек на одно изделие и т.д.
Длительность
производственного цикла зависит от двух важнейших групп факторов:
-
технического уровня производства;
- организации производства.
Эти
обе группы факторов взаимообуславливают и дополняют друг друга.
Основными
направлениями снижения производственного цикла являются:
-
совершенствование технологии;
- применение более производительных оборудования, инструментов, средств
технологического оснащения;
- автоматизация производственных процессов и применение гибких интегрированных
процессов;
- специализация и кооперирование производства;
- организация поточного производства;
- гибкость (многофункциональность) персонала;
- многие другие факторы, влияющие на длительность производственного цикла (см.
структуру Тц на рис.).
43. Расчет и
анализ продолжительности производственного цикла простого процесса.
В простом
процессе детали и заготовки изготавливают партиями, в этом случае важен вопрос
о рациональном выборе движения партии деталей через всю совокупность
выполняемых операций. Выбранный вид этого движения определяет степень
непрерывности и параллельности производственного процесса и продолжительность
производственного цикла изготовления партии деталей. Процесс изготовления
партии деталей, проходящий через многие операции состоит из совокупности
операционных циклов. Каждый из этих циклов представляет собой выполнение одной
операции над всеми предметами производства данной партии. Совокупность
операционных циклов и способ сочетания во времени смежных операционных циклов
образует временную структуру многооперационного технологического цикла.
Продолжительность этого цикла зависит от способа сочетания во времени
операционных циклов и их частей, а также от определяемого вида движения партии
деталей по операции.
Существует
три вида движения партии деталей по операциям технологического процесса:
1.
последовательный
2.
параллельно-последовательный
3.
параллельный
44. Виды
движения партии деталей по операциям технологического процесса.
Последовательное движение. Сущность
последовательного вида движения заключается в том, что каждая последующая
операция начинается только после окончания изготовления всей партии деталей на
предыдущей операции. При этом передача с одной операции на другую
осуществляется целыми партиями.
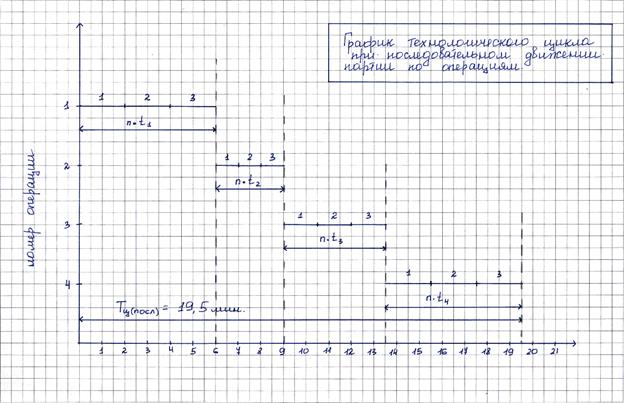
Продолжительность
операционного технологического цикла обработки партии деталей определяется по
формуле:
 , где
, где
n – количество
деталей,
t – штучное
время на i операции,
m – количество
операций обработки.
Преимуществом
последовательного движения партии деталей является отсутствие перерывов в
работе рабочих и оборудования на всех операциях. Недостатком является то, что
детали пролеживают в течение длительного времени из-за перерывов в
партионности, свойственных данному виду движения. В результате чего создается
большой объем незавершенного производства. Второй недостаток -
продолжительность технологического цикла значительно увеличивается из-за
отсутствия параллельности в обработке деталей, в связи с этим последовательное
движение применяется в мелкосерийном и единичном производстве, т.к. на этих
предприятиях большая номенклатура изделий, а обработка деталей ведется
небольшими партиями , что приводит к сокращению перерывов патрионности и
влияние их на продолжительность производственного цикла.
Последовательно-параллельное движение. Сущность
заключается в том, что на каждом рабочем месте работа ведется без перерыва,
имеет место параллельная обработка одной и той же партии деталей на смежных
операциях. Передача деталей с предыдущей операции производится не целыми
партиями, а поштучно или транспортными партиями.
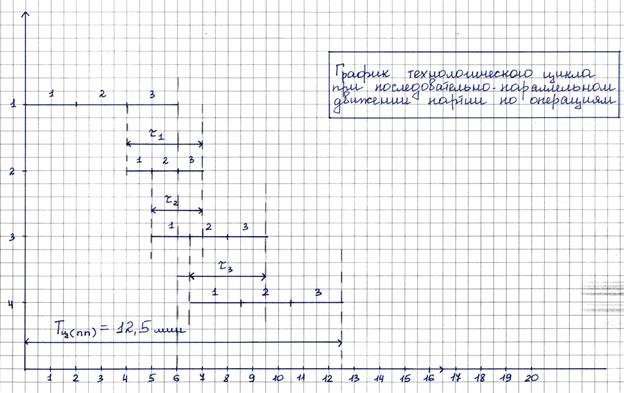
При
построении данного вида графика необходимо учитывать следующие виды сочетаний
периодов выполнения смежных операций:
1. если
периоды выполнения смежных операций одинаковые, то между ними организуется
параллельная обработка деталей, которые передаются с предыдущее операции на
последующую поштучно или транспортными партиями сразу после их предыдущей
обработки;
2. если
продолжительность последующей операции меньше предыдущей, то отсутствие простоя
оборудования на последующей операции может быть обеспечено только после
накопления перед ней известного запаса деталей, позволяющего эту операцию
выполнять непрерывно, для того, чтобы определить момент начала последующей операции
необходимо от точки соответствующей окончанию предыдущей операции отложить
вправо отрезок равный в принятом масштабе времени выполнения последующей
операции т2 на последующей транспортной партии а влево отрезок равный
продолжительности последующей операции над всеми предыдущими транспортными
партиями;
3. если
продолжительность последующей операции больше чем предыдущей, то транспортную
партию можно передавать с предыдущей операции на последующую сразу же по
окончании ее обработки.
Продолжительность
цикла при последовательно-параллельном движении меньше чем при последовательном
из-за наличия параллельности протекании каждой пары смежных операций на
суммарное время совмещения. Таких совмещений столько, сколько операций в
технологическом процессе – 1.
Параллельный вид движения. Сущность
заключается в том, что детали с одной на другую операцию передаются поштучно
или транспортными партиями немедленно после завершения обработки независимо от
времени выполнения смежных операций, при этом обработка осуществляется
непрерывно и пролеживание деталей исключено. Это сокращает продолжительность
технологического цикла и, следовательно, производственного.
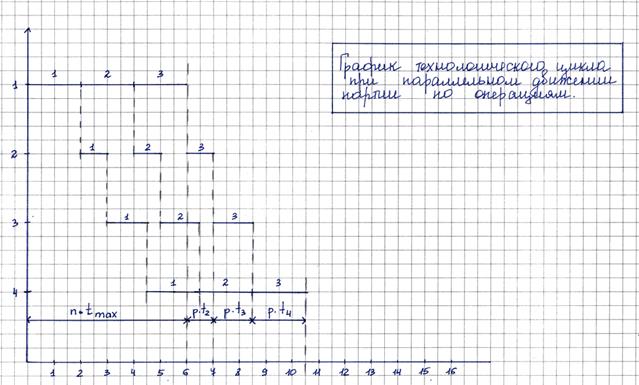
При
построении графика параллельного движения партии деталей необходимо учитывать
следующее правило: сначала строится технологический цикл для первой
транспортной партии по всем операциям без пролеживания между ними, на операции
с самой большой продолжительностью строится операционный цикл обработки деталей
по всей партии без перерывов в работе оборудования, для всех остальных
транспортных партий достраиваются операционные циклы.
Видно, что
технологический цикл при данном виде движения является самым коротким по
сравнению с другими видами движения, на всех операциях кроме операции
максимальной по продолжительности работа осуществляется с перерывами в работе
оборудования, исключения составляют
случаи, когда периоды выполнения операции равны или кратны, т.е. синхронны.
Этот вариант называется поточным видом движения, который применятся при
организации непрерывно-поточных линий. При параллельном виде движения партии
деталей по операциям имеет место пролеживание, во-первых, до начала обработки,
до начала первой операции и после окончания обработки на последней операции,
во-вторых, пролеживание деталей внутри транспортных партий.
Преимуществом
этого вида движения является то, что он обеспечивает наименьшую
продолжительность технологического процесса, и особенно если процесс
синхронизированный, а также, если он обеспечивает равномерную загрузку
работников и оборудования и высокую производительность труда, данный вид
движения применяется в серийном и массово-поточном производствах.
45. График
технологического цикла при последовательном движении деталей по операциям.
Расчет продолжительности технологического цикла и суммарного времени обработки
одной детали на всех операциях технологического процесса.
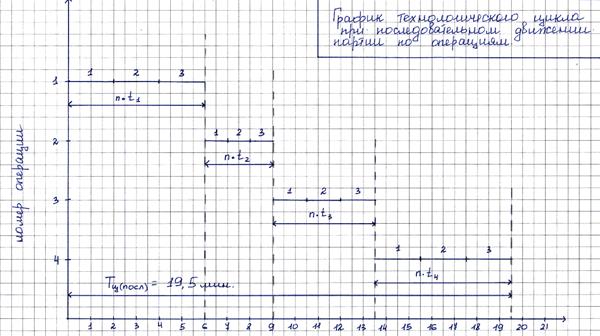
Продолжительность
операционного технологического цикла обработки партии деталей определяется по
формуле:
, где
n – количество
деталей,
t – штучное
время на i операции,
m – количество
операций обработки.
По графику Тц(посл)
= 3*(2+1+1,5+2) = 19,5 мин.
Если на одной
или нескольких операциях обработка деталей ведется на нескольких рабочих
местах, то продолжительность технологического цикла рассчитывается по формуле:
, где
Сnpi – количество рабочих мест на операцию.
Из графика
следует, что технологический цикл обработки партии деталей при последовательном
виде движений = сумме операционных циклов. Продолжительность технологического цикла
пропорциональна размеру партии и времени выполнения операции. При этом имеют
место существенные перерывы партионности. Это связано с тем, что каждая деталь,
за исключением первой и последней, пролеживает на каждой операции дважды, перед
началом обработки и поле нее до окончания обработки последней детали в партии.
46. Расчет времени внутрипартионного пролеживания
одной детали на всех операциях и общего времени пролеживания всех деталей в
партии
Общее время
внутрипартийного пролеживания одной детали на всех операциях определяется по
формуле:
, где
tобр – суммарное время обработки одной детали на всех
операциях технологического процесса.
По графику
время пролеживания = 19,5-6,5=13
Общее время
пролеживания всех деталей в партии определяется для величины незавершенного
производства по формуле:
По графику
общее время пролеживания всех деталей в партии = 3*13 = 39 мин.
47.
Преимущества и недостатки последовательного движения партии деталей.
Преимуществом
последовательного движения партии деталей является отсутствие перерывов в
работе рабочих и оборудования на всех операциях.
Недостатком
является то, что детали пролеживают в течение длительного времени из-за
перерывов в партионности, свойственных данному виду движения. В результате чего
создается большой объем незавершенного производства. Второй недостаток -
продолжительность технологического цикла значительно увеличивается из-за
отсутствия параллельности в обработке деталей, в связи с этим последовательное движение
применяется в мелкосерийном и единичном производстве, т.к. на этих предприятиях
большая номенклатура изделий, а обработка деталей ведется небольшими партиями ,
что приводит к сокращению перерывов патрионности и влияние их на
продолжительность производственного цикла.
48. Сущность
последовательно-параллельного движения деталей по операциям
Сущность
заключается в том, что на каждом рабочем месте работа ведется без перерыва,
имеет место параллельная обработка одной и той же партии деталей на смежных операциях.
Передача деталей с предыдущей операции производится не целыми партиями, а
поштучно или транспортными партиями.
Продолжительность
цикла при последовательно-параллельном движении меньше чем при последовательном
из-за наличия параллельности протекании каждой пары смежных операций на
суммарное время совмещения. Таких совмещений столько, сколько операций в
технологическом процессе – 1.
Достоинством
этого вида движения является отсутствие перерывов в работе рабочих и
оборудования и значительное сокращение продолжительности технологического цикла
по сравнению с продолжительностью производственного цикла. Данный вид движения
позволяет вести работу большими партиями и при большой трудоемкости
изготовления деталей. Этот вид движения широко используется в серийном и
крупно-серийном производстве.
49. График
технологического цикла при последовательно параллельном движении деталей по
операциям. Расчет продолжительности технологического цикла
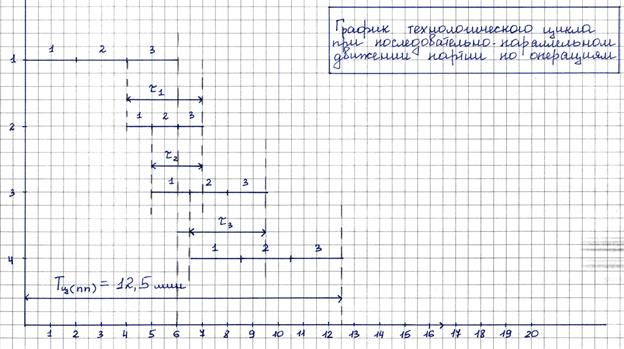
При
построении данного вида графика необходимо учитывать следующие виды сочетаний
периодов выполнения смежных операций:
1. если
периоды выполнения смежных операций одинаковые, то между ними организуется
параллельная обработка деталей, которые передаются с предыдущее операции на
последующую поштучно или транспортными партиями сразу после их предыдущей
обработки;
2. если
продолжительность последующей операции меньше предыдущей, то отсутствие простоя
оборудования на последующей операции может быть обеспечено только после
накопления перед ней известного запаса деталей, позволяющего эту операцию
выполнять непрерывно, для того, чтобы определить момент начала последующей
операции необходимо от точки соответствующей окончанию предыдущей операции
отложить вправо отрезок равный в принятом масштабе времени выполнения последующей
операции т2 на последующей транспортной партии а влево отрезок равный
продолжительности последующей операции над всеми предыдущими транспортными
партиями;
3. если
продолжительность последующей операции больше чем предыдущей, то транспортную
партию можно передавать с предыдущей операции на последующую сразу же по
окончании ее обработки.
Продолжительность
цикла при последовательно-параллельном движении меньше чем при последовательном
из-за наличия параллельности протекании каждой пары смежных операций на суммарное
время совмещения. Таких совмещений столько, сколько операций в технологическом
процессе – 1.
Тогда
продолжительность технологического цикла изготовления партии деталей при п-п
движении:
Если на
отдельных операциях обработка ведется на нескольких рабочих местах, то
Подставим
данные рассматриваемого примера: Тц(пп)=3(2+1+1,5+2)=19,5
50. Расчет продолжительности цикла обработки и времени
пролеживания при последовательно-параплельном
движении партии деталей
Сущность ПП движении партии деталей заключается в том,
что на каждом рабочем месте работа ведется без перерыва, имеет место
параллельная обработка одной и той же партии деталей на смежных операциях.
Передача деталей с предыдущей операции производится не целыми партиями, а
поштучно или транспортными партиями.
Продолжительность цикла при
последовательно-параллельном движении меньше чем при последовательном из-за
наличия параллельности протекании каждой пары смежных операций на суммарное
время совмещения. Таких совмещений столько, сколько операций в технологическом
процессе – 1.
Время совмещения параллельности выполнения каждой пары
операций:  , где
, где
р – транспортная партия (в нашем случае р=1);
tкр –
критическое время;
Индекс при tкр соответствует операциям с наименьшим временем их
выполнения (между 1-й и 2-й операциями tкр = t2)
Суммарное время совмещения по всему технологическому
процессу: 
Тогда
продолжительность технологического цикла изготовления партии деталей при п-п
движении: 
Если на отдельных операциях обработка ведется на
нескольких рабочих местах, то 
При такой организации производственный цикл
изготовления партии деталей характеризуется тем что, во-первых, его
продолжительность меньше чем при последовательном виде движения, во-вторых, в
нем отсутствую перерывы в работе оборудования и рабочих, в-третьих, общее время
пролеживания на операцию намного меньше, чем при последовательном виде
движения.
Время пролеживания для всех деталей: 
51. Достоинства
последовательно параллельного и параллельного
движения партии деталей.
Последовательно-параллельное движение. Сущность заключается в том, что на каждом рабочем
месте работа ведется без перерыва, имеет место параллельная обработка одной и
той же партии деталей на смежных операциях. Передача деталей с предыдущей
операции производится не целыми партиями, а поштучно или транспортными
партиями.
Достоинством этого вида движения является отсутствие
перерывов в работе рабочих и оборудования и значительное сокращение
продолжительности технологического цикла по сравнению с продолжительностью
производственного цикла. Данный вид движения позволяет вести работу большими
партиями и при большой трудоемкости изготовления деталей. Этот вид движения
широко используется в серийном и крупно-серийном производстве.
Параллельный
вид движения. Сущность заключается в
том, что детали с одной на другую операцию передаются поштучно или
транспортными партиями немедленно после завершения обработки независимо от
времени выполнения смежных операций, при этом обработка осуществляется
непрерывно и пролеживание деталей исключено. Это сокращает продолжительность
технологического цикла и, следовательно, производственного.
Преимуществом этого вида движения является то, что он
обеспечивает наименьшую продолжительность технологического процесса, и особенно
если процесс синхронизированный, а также, если он обеспечивает равномерную
загрузку работников и оборудования и высокую производительность труда, данный
вид движения применяется в серийном и массово-поточном производствах.
52. Сущность параллельного вида движения партии деталей.
График технологического цикла при параллельном движении деталей по операциям
Сущность заключается в том, что детали с одной на
другую операцию передаются поштучно или транспортными партиями немедленно после
завершения обработки независимо от времени выполнения смежных операций, при
этом обработка осуществляется непрерывно и пролеживание деталей исключено. Это
сокращает продолжительность технологического цикла и, следовательно,
производственного.
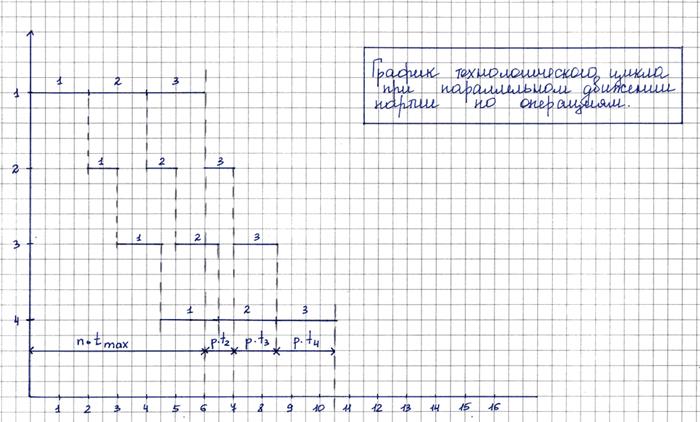
При построении графика параллельного движения партии
деталей необходимо учитывать следующее правило: сначала строится
технологический цикл для первой транспортной партии по всем операциям без
пролеживания между ними, на операции с самой большой продолжительностью
строится операционный цикл обработки деталей по всей партии без перерывов в
работе оборудования, для всех остальных транспортных партий достраиваются
операционные циклы.
53. Расчет
продолжительности цикла обработки и времени пролеживания при параплельном движении партии деталей
Параллельный
вид движения. Сущность заключается в
том, что детали с одной на другую операцию передаются поштучно или транспортными
партиями немедленно после завершения обработки независимо от времени выполнения
смежных операций, при этом обработка осуществляется непрерывно и пролеживание
деталей исключено. Это сокращает продолжительность технологического цикла и,
следовательно, производственного.
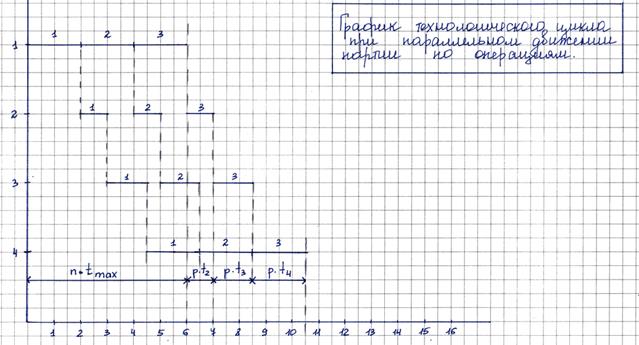
Продолжительность цикла: 
Если на отдельных операция работа выполняется
одновременно на нескольких рабочих местах, то 
В нашем случае tц(пар) =
(3-1)*2+1*(2+1+1,5+2) = 10,5 мин
Видно, что технологический цикл при данном виде
движения является самым коротким по сравнению с другими видами движения, на
всех операциях кроме операции максимальной по продолжительности работа
осуществляется с перерывами в работе оборудования, исключения составляют случаи, когда периоды
выполнения операции равны или кратны, т.е. синхронны. Этот вариант называется
поточным видом движения, который применятся при организации непрерывно-поточных
линий. При параллельном виде движения партии деталей по операциям имеет место
пролеживание, во-первых, до начала обработки, до начала первой операции и после
окончания обработки на последней операции, во-вторых, пролеживание деталей
внутри транспортных партий.
При этом общее время пролеживание каждой детали 
В нашем случае tпр = 10,5
- 6,5 = 4 мин
Общее время пролеживания для всех деталей 
В нашем случае Тпр = 3*4 = 12
54. Расчет и анализ
продолжительности производственного цикла сложного процесса.
Производственный цикл сложного процесса представляет
собой общую продолжительность комплекса координированных во времени простых
процессов. Входящих в процесс изготовления изделий или его партий.
Производственный цикл сложного процесса включает производственные циклы
изготовления всех деталей, сборку всех сборочных единиц генеральную сборку
изделия, контроль, регулировку и отладку.
В сложном производственном процессе могут
рассматриваться все рассмотренные нами движения предметов труда. В условиях
единичного производства в единый цикл включают не только процесса изготовления
и сборки, но и процессы проектирования изделия и подготовки его производства.
Сложный производственный процесс обычно состоит из большого числа операций,
оптимизация производственного цикла требует большого времени и
электронно-вычелительных машин.
Построение сложного производственного процесса во времени осуществляется для
того, чтобы определить продолжительность производственного цикла,
координировать выполнение отдельных простых процессов и чтобы получить необходимую
информацию для опративно-календарного планирования и расчета операций
запуска-выпуска предметов труда. Целью координации производственных процессов
являются обеспечение бесперебойного хода производства при полной загрузке
рабочих мест, оборудования.
Структура производственного цикла сложного процесса
определяется составом операций и связей между ними. Состав операций зависит от номенклатуры
деталей, сборочных единиц и от технологических процессов их изготовления.
Взаимосвязь операций и процессов обуславливается веерной схемой сборки изделия
и технологий их изготовления

Веерная система сборки изделия
«А» - изделие
«АА, АБ, АВ» - подузлы
«АВ1, АВ2» - мелкие сборочные
единицы
Веерная схема сборки изделия показывает, какие узлы,
под узлы и сборочные единицы можно изготавливать параллельно, а какие только
последовательно. Нормы времени выполнения операций по сборке изделия приведены
в таблице
Технологический
процесс сборки изделия А
|
Условные
обозначения сборочных единиц
|
Номер
операции i
|
Штучное
время на операцию (ти-е в мин)_
|
Подготовительно-заключительное
время tпзi
|
Подача
сборочной единицы к операции
|
Размер
партии изделий
|
Длительность
операционной партии
|
Длительность
операционного цикла партии по сборочной единице
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
AB1
|
1
|
7
|
20
|
3
|
100
|
12
|
12
|
|
AB2
|
2
|
16,5
|
30
|
3
|
100
|
28
|
28
|
|
AB
|
3
|
4,7
|
10
|
11
|
100
|
8
|
8
|
|
AБ
|
4
|
15,9
|
30
|
5
|
100
|
27
|
|
|
|
5
|
12,4
|
20
|
6
|
100
|
21
|
|
|
|
6
|
4,7
|
10
|
10
|
100
|
8
|
56
|
|
АА
|
7
|
7,0
|
20
|
8
|
100
|
12
|
|
|
|
8
|
16,6
|
20
|
9
|
100
|
28
|
40
|
|
А
|
9
|
11,3
|
10
|
11
|
100
|
19
|
|
|
|
10
|
7,6
|
20
|
11
|
100
|
13
|
|
|
|
11
|
9,5
|
10
|
-
|
100
|
16
|
48
|
|
Итого
|
|
113,2
|
200
|
-
|
-
|
192
|
192
|
Месячная программа выпуска N = 700 шт, число рабочих дней в месяце 21., режим
работу участка -2 смены. Потери рабочего времени на плановые ремонты 2%
номинального фонда времени.
Т.к. изделия на сборку запускаются партиями, то прежде
чем приступить к расчету продолжительности рабочего цикла необходимо определить
следующие календарно плановые нормативы:
1) размер партии
2) удобопланируемый ритм
3) число партий запускаемых в течении
планового периода
4) время операционного цикла партии
изделий
5) продолжительность операционного цикла
партии изделий по сборочным единицам
6) количество рабочих мест необходимых
для изготовления изделий
Нужно построить
цикловой график сборки изделий без учета загрузки рабочих мест.
Закрепить
операции за рабочими местами.
Составить
стандарт план сборки изделий.
Построить
уточненный цикловой график с учетом
загрузки рабочих мест.
Определить
продолжительность производсетнного цикла и опережение запуска-выпуска по
сборочным единицам и деталям.
При решении вопросов размеров партии обычно исходят из
экономически оптимального размера. Оптимальный размер является одним из важных
календарно-плановых нормативов при организации серийного производства. Т.к. все
остальные плановые нормативы устанавливаются на партию предметов труда. При
расчете оптимального размера партии изделий основываются на сопоставлении
экономии и потери.
Работа большими партиями обеспечивает возможность
применения более производительного процесса а это снижает затраты на изготовление
изделий. А также работа большими партиями обеспечивает уменьшение
подготовительно-заключительного времени приходящегося на единицу продукции. А
также сокращение потерь времени рабочих сборщиков на освоение приемов работы.
Все эти факторы способствуют росту производительности труда рабочих и снижению
себестоимости продукции.
В единичных и серийных производствах, где за каждым
местом закрепляется выполнение нескольких операций и где преобладает
последовательный метод движения труда- с
ростом объема партий нарушается степень непрерывности. Т.к. увеличивается время
пролеживания каждой единицы. Те. Возрастает продолжительность производственного
цикла изготовления партий изделий. Кроме того, возрастает потребность в
материальных ценностях необходимых для производства.
Эти противоположенные факторы, связанные с реализации
одного принципа партийности и нарушение
другого принципа непрерывности. С увеличением партии изделий требуют
определения такого его размера, при котором сочетания экономии от реализации первого
принципа и потерь от нарушения второго было бы наиболее рациональным с
экономической точки зрения. Такой размер партии принято называть экономически
оптимальным.
Исходя из приемлемого коэффициента потерь рабочего
времени на переналадку и ремонт текущих рабочих мест (как правило, от 2% для
крупносерийного до 10% для мелкосерийного). Можно определить объем партии по
формуле: 
За
максимальную величину можно принять месячную программу выпуска изделий, т.е.
 ,
, 
Предельные размеры изделий корректируются исходя из
минимального размера. Корректировка начинается с установления удобопланируемого
ритма, т.е. периода чередования партий изделий. Кратное количеству дней месяца.
Период чередований партии изделий рассчитывается по
формуле:  ,
, 
Если по расчету получается дробное число, то из ряда
удобопланируемых ритмов выбирают ближайшее целое число (в нашем случае это 3
дня). Далее, в соответствии с принятым периодом чередования, корректируем
размер партии изделий по формуле: 
Нормальный размер партии изделия должен быть кратен
месячной программе выпуска изделий. Число партий в месяц определяем по формуле:

Результаты расчета оптимального размера партий вносим
в таблицу!
Продолжительность операционного цикла партии изделий
по каждой операции рассчитывается по формуле: 
Продолжительность операционного цикла партии изделий
по сборочным единицам определяется по формуле: 

Необходимое число рабочих мест для сборки изделия:
Необходимое количество рабочих: , Ксп=1,1,
, Ксп=1,1, 
55. Веерная схема сборки изделия.
Производственный цикл сложного процесса представляет
собой общую продолжительность комплекса координированных во времени простых
процессов. Входящих в процесс изготовления изделий или его партий.
Производственный цикл сложного процесса включает производственные циклы
изготовления всех деталей, сборку всех сборочных единиц генеральную сборку
изделия, контроль, регулировку и отладку.
В сложном производственном процессе могут
рассматриваться все рассмотренные нами движения предметов труда. В условиях
единичного производства в единый цикл включают не только процесса изготовления
и сборки, но и процессы проектирования изделия и подготовки его производства.
Сложный производственный процесс обычно состоит из большого числа операций,
оптимизация производственного цикла требует большого времени и
электронно-вычелительных машин.
Построение сложного производственного процесса во времени осуществляется для
того, чтобы определить продолжительность производственного цикла,
координировать выполнение отдельных простых процессов и чтобы получить
необходимую информацию для опративно-календарного планирования и расчета
операций запуска-выпуска предметов труда. Целью координации производственных
процессов являются обеспечение бесперебойного хода производства при полной
загрузке рабочих мест, оборудования.
Структура производственного цикла сложного процесса
определяется составом операций и связей между ними. Состав операций зависит от номенклатуры
деталей, сборочных единиц и от технологических процессов их изготовления.
Взаимосвязь операций и процессов обуславливается веерной схемой сборки изделия
и технологий их изготовления

Веерная система сборки изделия
«А» - изделие
«АА, АБ, АВ» - подузлы
«АВ1, АВ2» - мелкие сборочные
единицы
Веерная схема сборки изделия показывает, какие узлы,
под узлы и сборочные единицы можно изготавливать параллельно, а какие только
последовательно. Нормы времени выполнения операций по сборке изделия приведены
в таблице
56. Календарно-плановые нормативы, необходимые для расчета продолжительности
производственного цикла.
Т.к. изделия на сборку запускаются партиями, то прежде
чем приступить к расчету продолжительности рабочего цикла необходимо определить
следующие календарно плановые нормативы:
1) размер партии
2) удобопланируемый ритм
3) число партий запускаемых в течении
планового периода
4) время операционного цикла партии
изделий
5) продолжительность операционного цикла
партии изделий по сборочным единицам
6) количество рабочих мест необходимых
для изготовления изделий
При решении вопросов размеров партии обычно
исходят из экономически оптимального размера. Оптимальный размер является одним
из важных календарно-плановых нормативов при организации серийного
производства. Т.к. все остальные плановые нормативы устанавливаются на партию
предметов труда. При расчете оптимального размера партии изделий основываются
на сопоставлении экономии и потери.
Работа большими партиями обеспечивает возможность
применения более производительного процесса а это снижает затраты на
изготовление изделий. А также работа большими партиями обеспечивает уменьшение
подготовительно-заключительного времени приходящегося на единицу продукции. А
также сокращение потерь времени рабочих сборщиков на освоение приемов работы.
Все эти факторы способствуют росту производительности труда рабочих и снижению
себестоимости продукции.
В единичных и серийных производствах, где за каждым
местом закрепляется выполнение нескольких операций и где преобладает
последовательный метод движения труда- с
ростом объема партий нарушается степень непрерывности. Т.к. увеличивается время
пролеживания каждой единицы. Те. Возрастает продолжительность производственного
цикла изготовления партий изделий. Кроме того, возрастает потребность в
материальных ценностях необходимых для производства.
Эти противоположенные факторы, связанные с реализации
одного принципа партийности и нарушение
другого принципа непрерывности. С увеличением партии изделий требуют
определения такого его размера, при котором сочетания экономии от реализации
первого принципа и потерь от нарушения второго было бы наиболее рациональным с
экономической точки зрения. Такой размер партии принято называть экономически
оптимальным.
Исходя из приемлемого коэффициента потерь рабочего
времени на переналадку и ремонт текущих рабочих мест (как правило, от 2% для
крупносерийного до 10% для мелкосерийного). Можно определить объем
партии по формуле:  . За максимальную величину можно принять месячную программу
выпуска изделий.
. За максимальную величину можно принять месячную программу
выпуска изделий.

Предельные размеры изделий корректируются исходя из
минимального размера. Корректировка начинается с установления удобопланируемого
ритма, т.е. периода чередования партий изделий. Кратное количеству дней
месяца.
Период чередований партии изделий рассчитывается по
формуле: 
Если по расчету получается дробное число, то из ряда
удобопланируемых ритмов выбирают ближайшее целое число (в нашем случае это 3
дня). Далее, в соответствии с принятым периодом чередования, корректируем
размер партии изделий по формуле: 
Нормальный размер партии изделия должен быть кратен
месячной программе выпуска изделий. Число партий в месяц определяем по
формуле: 
Результаты расчета оптимального размера партий вносим
в таблицу!
Продолжительность операционного цикла партии изделий
по каждой операции рассчитывается
по формуле: 
Продолжительность операционного цикла партии изделий
по сборочным единицам
определяется по формуле:
Необходимое число рабочих мест для сборки изделия:
Необходимое количество рабочих:  , Ксп=1,1
, Ксп=1,1
57. Закрепление операций за рабочими местами.
Для того чтобы обеспечить равномерную загрузку рабочих
мест производят закрепление операций за рабочими местами - с этой целью на
каждое рабочее место набирается объем работ, продолжительность операционного
цикла которого не должна превышать пропускную способность рабочих мест на
протяжении принятого периода чередования.
Закрепление операций за рабочими местами
|
Номер
рабочего места
|
Номер
операции закрепленной за рабочим местом
|
Условно
обозначение сборочной единицы
|
Суммарная
продолжительность операц-го цикла (час)
|
Пропускная
способность рабочего места
|
Коэффициент
загрузки рабочего места
|
|
4
|
9,10,11
|
А
|
48
|
48
|
1
|
|
3
|
6,7,8
|
АА,
АБ
|
48
|
48
|
1
|
|
2
|
4,5
|
АБ
|
48
|
48
|
1
|
|
1
|
1,2,3
|
АВ,
АВ1, АВ2
|
48
|
48
|
1
|
P.S. My best!
57. Закрепление операций за рабочими местами
|
Номер рабочего места
|
Номер операции закрепленной за рабочим местом
|
Условно обозначение сборочной единицы
|
Суммарная продолжительность операционного цикла (час)
|
Пропускная способность рабочего места
|
Коэффициент загрузки рабочего места
|
|
4
|
9,10,11
|
А
|
48
|
48
|
1
|
|
3
|
6,7,8
|
АА, АБ
|
48
|
48
|
1
|
|
2
|
4,5
|
АБ
|
48
|
48
|
1
|
|
1
|
1,2,3
|
АВ, АВ1, АВ2
|
48
|
48
|
1
|
Если сложный производственный процесс состоит из очень
большого количества взаимосвязанных работ, то построение циклового графика
бывает затруднительно - тогда строится ориентированный граф или сетевой график,
с помощью которого по выбранному критерию можно оптимизировать весь комплекс
работ. В качестве критерия оптимизации производственного цикла принимают его
продолжительность.
K - коэффициент параллельности работ сложного процесса
Тпер – перерывы между простыми процессами.
Коэффициент параллельности может быть принят на
основании опыта выполнения предыдущих работ с учетом типа производства в
конструкторских и технологических особенностях изготовляемого изделия.
Сокращение цикла сложного производственного процесса возможно как за счет
уменьшения циклов простых процессов, так и путем увеличения степени
параллельности их выполнения или уменьшения перерывов между ними. Основные пути
сокращения производственного цикла это снижение затрат труда на основные
технологические операции и сокращение затрат времени на транспортные, складские
и контрольные операции. Наиболее эффективный путь совершенствования процессов
транспортировки, складирования и контроля это их совмещение по времени с
процессами обработки и сборки.
Статистические методы контроля качества продукции и
регулирование технологических процессов дают возможность перейти от сплошного
контроля к выборочному. Снижают объему контрольных операций, предупреждают
возникновение брака и тем самым устраняют причины, увеличивающие
производственный цикл.
58. Понятие мощности
Мощность это максимальный выход системы за
определенный период. Обычно определяет норму, такую, как например, количество
тон стали, которое может быть произведено на месяц или за год. Для многих
компаний измерение мощности может быть прямым - это есть максимальное число
единиц, которое может быть произведено в определенное время. Однако для ряда
организаций определение мощности может быть очень сложным. Она может измеряться в терминах лечебных коек (в больнице),
активных прихожан (для церкви).
В случае, когда спрос превышает мощность, фирма может
урезать спрос, просто поднимая цены. Если мощность превышает спрос, фирма может
захотеть стимулировать спрос через уменьшение цены. Либо приспособиться к рынку
через изменение товаров. Излишек мощности (не использование оборудования)
отражается в повышении постоянных
затрат. Недостаточное количество оборудования делает готовой доход ниже, чем это
возможно. Т.е. существуют варианты факторов для математического соотношения
мощности и спроса. Внешние изменения включают сглаживания процесса по объемам
через изменение персонала, выравнивание оборудования и процессов которое может
включать покупку или продажу машин, совершенствование методов производства или
перепроектирование производимого товара.
Менеджер может бороться с такими сезонными колебаниями спроса - продажа
моторов для снегохода и для газонокосилок. В таких случаях менеджер находит
помощь в поиске товара с комплиментарными колебаниями спроса так чтобы товары
находили в оппозиции друг ко другу по спросу.
В результате фирма суммирует линию моторов к снегоходам с линией моторов
к газонокосилкам. В соответствии с комплиментраными товарами Использование
оборудования и персонала может быть выровнено
существуют тактики, которые могут быть использованы для выравнивания
спроса на существующих мощностях.
59. Проектируемая мощность предприятия. Эффективность
мощности
Понятие проектируемая мощность предприятия это
максимум мощности, который может быть достигнут в идеальных условиях.
Большинство организаций оперирует
оборудованием в меньшем размере, чем проектируемая мощность. Ожидаемая мощность
может быть 92% от проектируемой мощности.
Это понятие называют эффективность мощности или ее использование.
Эффективность мощности или коэффициент использования это отношение ожидаемой
мощности к проектируемой в процентах.
Эффективность мощности или коэффициент использования
представляет тот максимум мощности,
который фирма может достичь при данном наборе товаров методов планирования и
стандартов качества.
Эффект – в зависимости от того как оборудование
используется и управляется - может быть трудно или невозможно достичь 100%
эффекта. Обычно эффект определяется по
отношению к проценту эффективности
мощности. Эффект это мера действительного выхода к эффективности мощности.
Эффект равен действительный выход деленный на эффективность мощности.
Нормативная мощность – измерить максимума мощности на
отобранном производстве. Нормативная мощность будет всегда ниже или
эквивалентна проектируемой мощности. Равна = проектируемая мощность *
коэффициент использования * эффект.
Предприятие изготавливает булочки, имеет оборудование
с эффектом 90% и коэффициентом использования мощности 80%. Для производства используется 3
производственные линии. Каждая линия работает 7 дней в неделю по 3 8-ми часовым
смены в день. Каждая линия спроектирована на изготовления 120 стандартных
булочек в час. Определить нормативную мощность предприятия.
Умножаем проектированную мощность на время работы
линии в часах и на число булочек в час и на коэффициент использования и на
эффект.
7*3*8=168 часов
120*3*168*0,8*0,9 = 4354,6 булочек в неделю
60. Прогноз требующихся мощностей
Определить требуемые мощности довольно сложно т.к. это
определения предполагает знание будущего спроса. Когда спрос на товары и услуги
может быть спрогнозирован с достаточной степенью точности. То определить требуемую мощность возможно за
2 шага.
1шаг – будущий спрос прогнозируется традиционными
методами.
2шаг – этот прогноз используется для определения
требуемой мощности.
В качестве прогноза можно использовать регрессивный
анализ.
|
Месяцы
|
Нормативная
мощность (шт/нед)
|
|
Январь
|
500
|
|
Февраль
|
510
|
|
Март
|
514
|
|
Апрель
|
520
|
|
Май
|
524
|
|
Июнь
|
529
|
Используя данные за месяцы и простую линейную
регрессию необходимо спрогнозировать нормативную мощность в августе.
Y=a + bx 

|
Месяцы
|
X
|
Y
|
X2
|
X*Y
|
|
Январь
|
1
|
500
|
1
|
500
|
|
Февраль
|
2
|
510
|
4
|
1020
|
|
Март
|
3
|
514
|
9
|
1542
|
|
Апрель
|
4
|
520
|
16
|
2080
|
|
Май
|
5
|
524
|
25
|
2620
|
|
Июнь
|
6
|
529
|
36
|
3174
|
|
|
21
|
3097
|
91
|
10936
|
Xср = 3,5 Yср =
516,16 
а = 516,6 - 5,5 * 3,5 = 496,84 у
= 496,84 - 5,5 * 3,5 = 541
Поскольку норматируемая мощность может быть
спрогнозирована, то появляется возможность определения прибыли от каждого
добавления мощности. Если служба менеджмент знает технологию и тип
оборудования, которое будет применено для удовлетворения будущего требуемого
спроса – возможно планирование новой мощности.
Обоснование производственной программы возможно только
в том случае, если выпуск продукции увязан с производственной мощностью. Каждая
единица производственного оборудования, каждый производственный участок, цех и
производство в целом обладают потенциальной возможностью выпускать продукцию.
Эту потенциальную способность необходимо максимально реализовать. Полное
использование производственной мощности и правильное определения уровня ее
использование является одним из главных вопросов внутризаводского планирования.
Производственная мощность относится к технико-экономическим показателям. Расчет
ее ведется в тех же единицах, в которых планируется и учитывается производство
продукции. Производственная мощность предприятия это максимально возможный
годовой объем производства продукции и выполняемых услуг в номенклатуре и
структуре, установленных планом при
полном использовании оборудования и площадей.
При этом должны быть учтены запланированные мероприятия по внедрению
новой техники и технологии организации производства. Производственная мощность
является динамическим показателем с изменением уровня технической оснащенности
предприятия, технология и организация производства меняется и величина
производственной мощности.
61. Методология расчета
производственной мощности.
При расчете производственной
мощности исходят из следующих основных положений:
1)
производственная мощность и уровень ее использования должны быть
обоснованы прогрессивными нормами использования оборудования и прочими нормами
трудоемкости выпускаемой продукции.
2)
принимаемый для расчета действительный фонд времени работы определяется
исходя из режимного фонда времени за вычетом планируемых перерывов в работе
оборудования. Режимный фонд времени различен для предприятий с прерывным и
непрерывным процессом производства.
3)
При расчете производственной мощности нельзя ориентироваться на узкие
места в производстве. Под узким местом понимается наименее производительное
звено, выявленные при расчете мощности узкие места подлежат ликвидации путем
сокращения времени выполнения данной операции, увеличении действительного фонда
времени оборудования.
4)
расчет мощности начинается с отдельных видов оборудования. По мощности
ведущего вида оборудования устанавливается мощность производственного участка,
затем по мощности ведущего участка устанавливается мощность цеха. Далее по
мощности ведущих цехов устанавливается мощность предприятия в целом. Под
ведущим участком производства понимается такое звено, где выполняются основные
технологические операции пои изготовлению данного вида продукции и где
сосредоточена главная часть технологического оборудования и наиболее
значительно часть затрат живого труда. Исходной информацией при расчете
мощности является номенклатура изделий, годовая программа выпуска изделий,
номенклатура деталей входящих в изделие, применяемость iй детали в jм изделии,
норма времени обработки iй детали на nой группе оборудования. Коэффициент
выполнения норм на nой группе оборудования, состав оборудования и сборочных
площадей. Количество единиц оборудования по каждой группе. Размер
производственных площадей. И действительный фонд времени работы единицы
оборудования.
Алгоритм расчета
производственной мощности включает:
1) определение трудоемкости изготовления изделий в расчете на годовой план
производства на nой группе оборудования.
2) расчет производственной мощности предприятия по каждому наименования
изделия плана производства.
3) Определение возможного выпуска дополнительной продукции на nой группе
оборудования
Мощность завода определяется
суммой возможного выпуска основной и дополнительной продукции.
Режимный фонд времени рабочего места:
Fрежi = Др*Ксмi*tсмi
где,
i- номер рабочего места
Др - количество рабочих дней в рассматриваемом месяце
tсм - длительности смены
Ксм - кол-во смен
Действительный фонд времени рабочего места (для каждого типа рабочих
мест)
Fдi = Fрежi* (1-Ар)
Ар - процент потери рабочего времени на плановый ремонт (обычно от 2 до
10 %)
Трудоемкость (время) изготовления изделия (обслуживания клиента) на
одном рабочем месте (Ti) определим как сумму tож
выполнения работ одного рабочего места по обработке одного изделия
(обслуживания одного клиента). То есть это операционный цикл изготовления
одного изделия (обслуживания одного клиента).
Месячную мощность каждого рабочего места за месяц.
Мi = Fдi/Тi
Определите ведущее рабочее место, его мощность и будет мощностью всего
подразделения.
Процент использования мощности отдела = действительный выпуск/ Мi
Величина производственной
мощности определяется по всему наличному оборудованию, числящемуся на балансе
предприятия. Степень использования мощности
характеризует коэффициент рассчитываемой отношением годового выпуска
продукции по плану к среднегодовой производственной мощности. Прирост
производственных мощностей определяется
с учетом ввода в действие производственных мощностей за счет нового строительства,
реконструкции и расширения предприятия, модернизации оборудования и
осуществления других организационных и технических мероприятий.
62. Входящая, исходящая, среднегодовая мощность
По отношению к
плановому периоду различают входящую мощность, исходящую и среднегодовую
мощность. Под входящей понимают мощность на начало планового года. Т.е ту
мощность, которая переходит из предыдущего планового периода.
Под исходящей
мощностью понимают мощность на конец планового периода. Т.е.. ту мощность, которая
перейдет из планового года в последующий. На величину исходящей мощности влияет
мощность, вводимая и ликвидируемая в течение планового года. Среднегодовая
мощности рассчитывается как средневзвешенная величина.
М ср – М среднегодовая
М вх – M
входящее
М в – М
вводимое
63. Понятия прерывного и
непрерывного производства.
К прерывным производствам относится производство, остановка которого
в любой момент технологического процесса не приведет к порче сырья продукции и
оборудования. Для исчисления режимного фонда времени оборудования при прерывном
производстве необходимо из календарного фонда времени вычесть праздничные и
выходные дни и полученную разность (число рабочих дней) умножить на
продолжительность смены и число смен:
Fреж =d*g*s.
Чтобы получить
действительный фонд времени оборудования необходимо из режимного фонда времени
вычесть время, на планово-предупредительный ремонт оборудования.
Fд = Fреж – Fппр.
К непрерывному производству относится такое производство, в котором
технологический процесс носит непрерывный характер. И его остановка может
привести к потерям сырья, к порче продукции, оборудования, и другим
значительным экономическим потерям.
При непрерывном производстве
режимный фонд времени равен календарному фонду. Действительный фонд времени
меньше календарного только на время планово-предупредительного ремонта.
64. Роль запасов в
рациональной и эффективной деятельности предприятий.
В организации эффективного планирования загрузки
производственных мощностей важную роль играют запасы. Правильное управление
запасами может изменить колебания спроса. Услуги хранить нельзя, но можно
создавать запасы товаров. Запасы требуют больших капиталовложений, в результате
этого повышается значение планирования и контроля. Многие фирмы часто
недооценивают свои потребности в наличных запасах. В результате они
сталкиваются с тем, что им приходится
вкладывать в запасы больше, чем предполагалось.
Когда основная масса предпринимателей рассчитывает на
экономический рост, то она расширяет свои операции и увеличивает объем инвестиций в создании
запасов. Необходимо правильно выбрать конкретную технологию управления
запасами. Более 20 лет назад западные экономисты пытались определить необходимый
уровень запасов, используя соотношение:
уровень запасов = спрос *
коэффициент неравномерности
Позже они пришли к выводу, что такая простейшая
зависимость не соответствует реальному управлению запасами. Использую больший
объем разнообразных данных за длительный период, зарубежные исследователи
предположили, что фирмы осуществляют лишь частичную корректировку своих
запасов. Приближая их к искомому уровню в течении каждого из периодов
производства. За 12 месячный период разницу между желаемым и действительным
уровнем запасов удавалось сократить только на 50%.
65. Виды и категории
товарно-материальных запасов.
Товарно-материальные запасы могут обеспечивать
безопасность и гибкое функционирование системы материально технического
снабжения.
Существует
3 вида товарно-материальных запасов:
1)
сырьевые материалы (в том числе комплектующие изделия
и топливо).
2)
Товары, находящиеся на стадии изготовления.
3)
Готовая продукция
В
зависимости от их целевого назначения они подразделяются на категории:
1)
технологические переходные запасы, движущиеся из одной
части лингвистической системы в другую.
2)
текущие циклические запасы, создаваемые в течении
средне статистического производственного периода или запасы объемом в 1 партию.
3)
резервные, страховые или буферные, иногда их называют
запасами случайных колебаний спроса. К этой категории запасов относятся также
спекулятивные запасы создаваемые на случай ожидаемо изменения проса или
предложения на ту или иную продукцию.
Существует много причин для создания
товарно-материальных запасов. Одна из них это стремление субъектов производственной
деятельности к экономической безопасности. Одним из сильнейших стимулов для
создания запасов является их стоимость отрицательного уровня (дефицита). При
наличии дефицита существуют 3 вида возможных издержек:
1) издержки в связи с невыполнением заказа, задержкой с
отправкой заказанного товара. Это дополнительные затраты на продвижение и
отправку товаров того заказа, который нельзя выполнить за счет имеющихся
товарно-материальных запасов.
2) Издержки в связи с потерей сбыта. В случаях, когда
постоянный заказчик за покупкой обращается в какую-то другую фирму. Такие
издержки измеряются в показателях выдержки потерянных из-за неосуществления
торговой сделки.
3) Издержки в связи с потерей заказчика. В случаях, когда
отсутствие запасов оборачивается не
только потерей той или иной торговой сделки, но и тем, что заказчик начинает постоянно искать другие
источники снабжения. Такие издержки измеряются в показателях их общей выдержки,
которую можно было бы получить от
реализации всех потенциальных сделок заказчика.
Следует иметь в виду, что стоимость дефицита запасов
больше, чем просто цена упущенных торговых сделок или нереализованных заказов.
В нее входит и потери времени на изготовление продукции и потери рабочего
времени и возможно потери времени из-за дорогостоящих перерывов производстве
при переходе между сложными технологическими процессами.
66. Технологические (переходные) запасы.
В любой момент времени в системе материально
технического снабжения обычно имеются определенные запасы, движущиеся из одной части
системы в другую. В тех случаях, когда материально технического снабжения,
когда перемещение запасов с одного уровня на другой занимает много времени.
Объем переходных запасов будет велик. При длительных сроках реализации заказов,
например при больших промежутках времени, между изготовлением товара и его
прибытием на склад общее количество технологических запасов окажется
сравнительно большим.
Точно также при больших временных интервалах между
моментов выхода товара со склада и моментов его получения заказчиком будет
накапливаться значительное количество переходных запасов. Например, если спрос
на изделие равен 200 изделий в неделю, а срок его поставки заказчику равен 2-м
неделям то общий объем переходных запасов этого товара будет в среднем равен 400
изделий. Для вычисления среднего количества технологических или переходных
товарно-материальных запасов в данной системе технического снабжения в целом
используется следующая формула:
j = S * T (общий объем технологических переходных или товарных
запасов равен средней норме продаж запасов * на среднее время транспортировки).
67. Текущие (циклические) запасы.
В большинстве предпринимательских систем товары
заказываются в больших объемах, чем необходимо в данный момент причинами могут
быть:
1)
Задержка с получением заказанных товаров в полном
объеме. Это вынуждает заказчиков хранить какое-то время товары на складе.
2)
Скидки, предоставляемые заказчикам при продаже товаров
крупными партиями.
3)
Налогообложение торговых сделок с минимальным размером
партии делающие невыгодной отправку заказчику товаров в количествах меньших
установленного размера.
Существуют определенные ограничения на размер
товарно-материальных запасов. Ограничителем выступают издержки их хранения.
Возникает необходимость достижения баланса. Этот баланс достигается благодаря
выбору оптимального объема партий заказанных товаров или определения
экономического оптимального размера заказа, который вычисляется по формуле:
EOQ=2A*D / V*R
где
A – Затраты на производство
D – Средний уровень спроса.
V - Удельные затраты на производстве
R - Затраты на хранение.
68. Резервные (страховые, или «буферные») запасы.
Они
служат своего рода аварийным источником снабжения в тех случаях, когда спрос на
данных товар превышает ожидание. Необходимость в создании этих запасов
возникает из-за того, что спрос на товары точно спрогнозировать очень сложно, а
также точно указать соки реализации заказов. Компании пытаются минимизировать
уровни своих запасов. возникает необходимость компромисса между издержками
хранения запасов предназначенных для приспособления к неожиданным колебания
спроса и выгодами получаемыми компанией
при поддержании необходимого уровня обслуживания своих клиентов.
Определение
точного уровня необходимых резервных запасов зависит о 3 факторов:
1)
возможное колебание сроков восстановления уровня
запасов.
2)
колебания спроса на соответствующие товары на
протяжении срока реализации заказов.
3)
Осуществляемая данной компанией стратегия обслуживания
заказчиков.
В незавершенное производство вкладывается значительное
количество средств, что бы быстро отреагировать на изменение рынка.
69. Системы управления запасами на фирмах.
Американские специалисты проводила анализ политики
управления запасами розничных торговых фирм действующих в 17 отраслях
экономики. И пришли к выводу, что если типичная непреуспевающая фирма делала то
же самое что и преуспевающая, то ей бы удалось бы доиться при одном и том же
товарообороте сокращения запасов на 50%. В настоящее время количество видов
изделий требуемое для насыщения рынка все более увеличивается и соответственно жизненный цикл товаров
становится короче. Это приводит к расширению номенклатуры товаров и во многих
случаях к повышению издержек производства. Поэтому повышение эффективности
распределения внутренних ресурсов, т.е. совершенствование управления
товарно-матриальными запасами - одна из главных задач.
Что бы обеспечить рационализацию производство и
усовершенствовать его технологию необходимо снижать дилтельность
производственного цикла и уменьшать время хранения запасов в цехах и на
складах. Как показывает зарубежный опыт – промышленно развитых стран -
эффективное время обработки детали составляет 20 процентов от времени
производственного цикла. Это говорит о том, что детали длительное время
находятся в производстве в полугодовом виде. Это приводит к созданию больших
запасов и, соответственно, росту затрат на них. Исследования другие говорят о
том, что ожидаемая прибыль от каждого процента сокращения уровня запасов может
быть приравнена к 10 % росту оборота.
В настоящее время вследствие преобладания предложения
над спросом значительно возросли требования рынка к параметрам изделия. И,
прежде всего, к их качеству. Только те фирмы, которые наиболее рациональным
образом строят свое производство и поддерживают экономические показатели на
оптимальном уровне, могут достигнуть успеха в конкурентной борьбе.
Эта цель достигается следующими путями:
1)
Снижения затрат связанных с созданием и хранением
запасов.
2)
Сокращением времени поставок.
3)
Более четкого соблюдения сроков поставки
4)
Увеличение гибкости производства, его
приспособленности к условиям рынка.
5)
Повышения качества изделий
6)
Увеличении производительности
70. Единицы учета запасов.
Решения,
принимаемые руководством фирм в области оптимизации запасов, в конечном счете
касаются каждого отдельного вида товара или предмета хранения, конкретная
единица которых, подлежащая контролю, называется единицей учета запасов (е.
у. з.). Е. у. з. определяется как предмет учета, на который составлена
полная спецификация.
Изучение
реально действующих систем управления запасами, состоящих из многих е. у. з.,
показало, что существует статистическая закономерность, определяющая размеры
потребности в видах товаров, представленных в запасах. Типично положение, когда
примерно на 20% е. у. з. приходится 80% объема спроса в денежном выражении.
При этом для запасов товаров широкого потребления характерна меньшая
концентрация е. у. з. высокой стоимости, чем для запасов товаров промышленного
назначения. Отсюда следует, что все е. у. з., составляющие запасы фирмы, не должны
контролироваться на одном уровне. Необходимо идентифицировать наиболее важные
е. у. з., находящиеся в запасах и устанавливать для них приоритет при
распределении времени в процессе управления товарно-материальными запасами в
любой рассматриваемой системе.
71. Задачи, стоящие перед отделами
материальных потоков.
Проблема
запасов не может быть решена, если отдельные функции организационной структуры
будут рассматривать ее изолированно друг от друга. Требование оптимизации
запасов приводит к необходимости разрабатывать единую концепцию
ответственности за товарно-материальные запасы.
С
развитием логистики на фирмах происходит перестройка управления материальными
запасами, налаживается их тесная координация
с общим материальным потоком фирм. В соответствии с целями этой
перестройки создаются отделы
материальных потоков, не зависящие от сектора складов производственного отдела
предприятия.
Среди
экстренных задач, поставленных перед вновь созданными отделами, следует
выделить:
· “сведение
до нуля погрешностей в складировании”
· “передачу
данных о состоянии складских запасов в масштабе реального времени”.
Принятые
меры дают положительные результаты — происходит повышение эффективности
транспортировки товаров и погрузочно-разгрузочных работ. Но, по мере
рационализации материальных потоков, на первый план выдвигатся проблема
управления складскими запасами.
72. Вопросы, встающие перед
логистической системой, в процессе
решения проблемы управления запасами.
В
процессе решения проблемы управления запасами, перед логистической системой
встают следующие вопросы:
· Какой
уровень запасов необходимо иметь на каждом предприятии для обеспечения
требуемого уровня обслуживания потребителя?
· В
чем состоит компромисс между уровнем обслуживания потребителя и уровнем запасов
в системе логистики?
· Какой
объем запасов должен быть создан на каждой стадии
логистического и производственного процесса?
· Должны
ли товары отгружаться непосредственно с предприятия?
· Каково
значение компромисса между выбранным способом
транспортировки и запасами?
· Каков
общий уровень запасов на данном предприятии, связанный со специфическим уровнем
обслуживания
· Как
меняются затраты на содержание запасов в зависимости от изменения числа
складов?
· Как
и где следует размещать страховые запасы?
73.
“Производство без складов”.
Одним
из вариантов решения проблем складирования является “производство без складов”.
Внедрение
такого варианта невозможно без кардинальных изменений во всем комплексе
процессов, обеспечивающих производство, а также в самом производстве.
Внедрение требует значительных финансовых затрат. При этом, необходимо решить
несколько задач, среди которых прежде всего выделяется задача создания
высокоточной информационной системы складирования, позволяющей использовать банк
данных в реальном масштабе времени. При использовании данной системы продукция
выпускается лишь в объеме, обеспечивающем сбыт. Исходное сырье и материалы
закупаются только в размерах, необходимых для удовлетворения спроса. В
обратной форме эту систему можно свести к формуле: “производится только
необходимая продукция, только когда это требуется, и только в требуемом
объеме”.
Вытеснение
дорогостоящих резервных запасов системой информации и надлежащей организацией
управления дают большой эффект. Логистика снабжения не может абстрагироваться
от того, что происходит на конечных стадиях производства. Причем ключевым
фактором является знание положения на рынке и условий доступа на него.
74. Методы
управления запасами - “канбан” и “точно в срок”.
Метод
“канбан” был разработан в Японии с целью управления поставками в условиях
поточного производства. Он учитывает потребности, которые исходят от конечного
монтажа. Суть системы “канбан”
состоит в том, чтобы наличные запасы по своему количеству соответствовали
потребностям начальной стадии производственного процесса, а не накапливались,
как прежде. Масштабы межоперационного складирования сокращаются вследствие
синхронизации операций. Объем складирования готовой продукции снижается путем
сокращения срока продолжительности каждой операции.
Одним
из методов сокращения запасов, повышения гибкости производства и возможности
противостояния возрастающей конкуренции стал метод “точно в срок”. Он был
разработан в Японии в середине прошлого столетия и получил распространение
сначала в Японии, затем в Европе и США. Многие американские компании
модифицировали идею снабжения “точно в срок” и внедрили собственные
разновидности под различными названиями – “система производства с нулевыми
запасами”, “материалы по потребности” и др. Но смысл оперативного снабжения
остался прежним: закупка по долгосрочному контракту и поставка предметов
снабжения, минуя промежуточные склады, прямо на производственные линии.
Наибольшее распространение метод поставок “точно в срок” получил в машиностроении
при сборочном производстве.
Принципиальная
идея метода базируется на трех предпосылках (их правильность была многократно
подтверждена эмпирическим путем).
Во-первых,
предполагается, что заявкам потребителей готовой продукции должны соответствовать
не ее предварительно накопленные запасы, а производственные мощности, готовые
перерабатывать сырье и материалы, поступающие почти “с колес”. Вследствие
этого объем производственных запасов, квалифицируемый как замороженные
мощности, минимизируется.
Во-вторых,
в условиях минимальных запасов необходима непрерывная рационализация
организации и управления производством, ибо высокий объем запасов нивелирует,
в известном смысле маскирует ошибки и недостатки в этой области, узкие места
производства, не синхронизированные операции, неиспользуемые производственные
мощности, ненадежную работу поставщиков и посредников.
В-третьих,
для оценки эффективности производственного процесса, помимо уровня затрат и
производительности фондов, следует учитывать срок реализации заявки, так
называемую длительность полного производственного цикла. Короткие сроки
реализации заявок облегчают управление предприятием и способствуют росту его
конкурентоспособности благодаря возможности оперативного и гибкого реагирования
на изменения внешних условий.
При
традиционном методе управления центральное звено планирования производства
выдает производственные задания всем отделам и промышленным подразделениям.
При методе “точно в срок” централизованное планирование касается только последнего
звена логистической цепи, т.е. склада готовой продукции.
Все
другие производственные и снабженческие единицы получают распоряжения
непосредственно от очередного звена, находящегося ближе к концу логистической
цепи. К примеру, склад готовых изделий дал заявку, (что равнозначно выдаче
производственного задания) на определенное число изделий в монтажный цех,
монтажный цех отдает распоряжение об изготовлении подузлов цехам обработки и
отделу кооперирования и т. д. Это означает, что производственное задание всегда
выдается подразделению, использующему (или обрабатывающему) данную деталь.
Тем самым материалопоток от “источника” к “потребителю” предваряется потоком
информации в обратном направлении, т. е. производству “точно в срок”
предшествует информация “точно в срок”.
Практика
показывает, что для эффективного внедрения стратегии “точно в срок”, (если речь
идет об уровне запасов, использовании производственных мощностей, продолжительности
производственного цикла или о величине партии продукции), необходимо измененить
традиционный стереотип мышления типа “чем больше, тем лучше” на другой “чем
меньше, тем лучше”,.
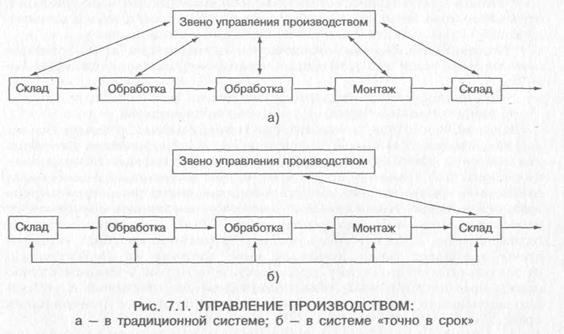
В
результате внедрения концепции “точно в срок” на западноевропейских
предприятиях, были получены усредненные данные, (было обследовано более 100
объектов) (отдельные проекты функционируют на фирмах непрерывно от 2 до 5 лет)
· запасы
незавершенного производства сократились более чем на 80%;
· запасы
готовой продукции снизились примерно на 33%;
· объем
непроизводственных запасов (материалов и полученных
по кооперации деталей) колебался от 4 часов до 2 дней по сравнению с 5—15 днями
до внедрения метода “точно в срок”;
· продолжительность
производственного цикла (срок реализации заданий всей логистической цепи)
сократилась примерно на 40%;
· производственные
издержки снизились на 10—20%;
· значительно
повысилась гибкость производства.
Затраты,
связанные с подготовкой и внедрением стратегии “точно в срок”, относительно
невелики и окупались, как правило, уже через несколько месяцев функционирования
этой системы.
75. Место
логистики запасов в логистической системе организации.
В
соответствии с логикой развития хозяйственного процесса можно представить
логистическую цепочку: за информационной логистикой, работающей с потоками
информации как основой функционирования всех подсистем логистики, следует
логистика закупок, далее — логистика производственных процессов и логистика
распределения. Именно эти три этапа — 1) закупка сырья, материалов и
комплектующих; 2) производство продукции или оказание услуг; 3) распределение
готовой продукции или услуг — составляют единый экономический процесс, для
осуществления которого и создается любое предприятие. Таким образом, логистику
можно рассматривать как реальный хозяйственный процесс производства продукции или
оказания услуг: закупка – производство - распределение.
Каждое
звено условно замкнутой логистической системы экономики представляет собой
организацию, которая в свою очередь является открытой развивающейся системой.
Каждая такая организация, составляющая определенное звено логистической цепи
(как показано на рис. 7.3), связана с поставщиками исходных для ее деятельности
продуктов и с потребителями своей продукции. Эта связь представлена на рис.
7.4. Закупка сырья, материалов или комплектующих для производства конкретного
вида продукции или услуги является отдельной операцией в рамках сферы снабжения
процесса производства по всей товарной номенклатуре организации. Аналогично,
распределение отдельных видов продукции или услуг входит в процесс сбыта
продукции организации.
Можно
рассмотреть процесса движения материальных потоков и связанной с ним информации
в рамках отдельной организации (рис. 7.4). Этот процесс представлен на рис.
7.5. Здесь движение материальных потоков (в дальнейшем именно оно будет
предметом изучения) фиксируется жирной линией. Как видно из рисунка, предметы
труда как перед так и после каждого этапа обработки сосредоточиваются в виде
запасов.
Цели
образования и соответствующие им виды запасов могут быть различными, но
независимо от этого запасы представляют собой вторую по значимости после партии
обработки расчетную составляющую производственного процесса. Их объем, место
расположения и динамичная зависимость от потребностей последующих стадий
производства в большей степени определяют эффективность материальных потоков
внутри организации и во внешней среде. Именно запасы сырья, материалов,
комплектующих и готовой продукции непосредственно увязывают организацию с ее
поставщиками и потребителями (см. рис. 7.4), формируя цепи логистических систем
экономики в целом, представленные на рис. 7.3.
Таким образом, логистика запасов занимает
ключевое место в логистической системе как отдельной организации, так и
экономики в целом. Обеспечение единого и непрерывного процесса снабжения всех
стадий производственного процесса необходимыми запасами в оптимальном
количестве и заданного качества — важнейшая гарантия эффективного
функционирования организаций и экономики регионов.
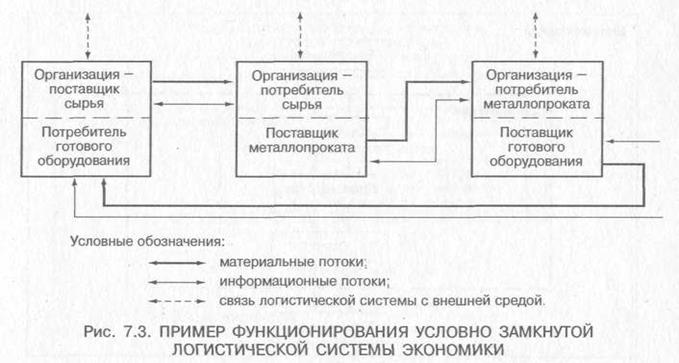
76. Виды запасов.
Логистика занимается управлением потоками материальных
ресурсов. Предметом изучения являются не
сами материальные ресурсы как таковые, а их движение в пространстве и
времени. Под движением при этом понимается непрерывное изменение состояния
материальных ресурсов по количеству, качеству, месту нахождения. Именно движение
как предмет исследования позволил логистике занять место самостоятельной науки.
Запас — это форма существования материального потока.
Запасы сырья, материалов, комплектующих и готовой
продукции представляют собой материальные ценности, ожидающие производственного
или личного потребления.
Критериями классификации запасов могут быть два
параметра движения материальных потоков — пространство (или место нахождения) и
время, а также функция запаса.
77. Классификация по месту нахождения запасов.
Это могут быть запасы готовой продукции на складе
организации изготовителя, запасы в каналах сферы обращения, запасы в пути,
запасы на предприятии торговли, запасы в организации-потребителе.
Все запасы, имеющиеся в экономике, определены как
совокупные. Они включают в себя сырье, материалы (основные и вспомогательные),
полуфабрикаты, детали, готовые изделия, а также запасные части для ремонта
средств производства. Основная часть совокупных запасов производства
представляет собой предметы производства, входящие в материальный поток на
различных стадиях его технологической переработки.
Совокупные запасы производства подразделяются на два
вида: производственные и товарные запасы. Производственные запасы формируются в
организациях-потребителях. Товарные запасы находятся у
организаций-изготовителей на складах готовой продукции, а также в каналах сферы
обращения. Запасы в каналах сферы обращения разбиваются на запасы в пути и
запасы на предприятиях торговли. Запасы в пути (или транспортные запасы)
находятся на момент учета в процессе транспортировки от поставщиков к
потребителям.
Так как каждая отдельная организация в логистической
цепочке поставщиков и потребителей является, с одной стороны,
организацией-поставщиком, а с другой — организацией-потребителем то,
следовательно, производственные и товарные запасы всегда имеются на
предприятии.
78. Классификация запасов по исполняемой функции.
Производственные запасы предназначены для
производственного потребления. Они должны обеспечивать бесперебойность
производственного процесса. Производственные запасы учитываются в натуральных,
условно-натуральных и стоимостных измерителях. К ним относятся предметы труда,
поступившие к потребителю различного уровня, но еще не использованные и не
подвергнутые переработке.
Товарные запасы необходимы для бесперебойного
обеспечения потребителей материальными ресурсами.
Производственные и товарные запасы подразделяются на
текущие, подготовительные, страховые, сезонные и переходящие
Текущие запасы обеспечивают непрерывность снабжения
производственного процесса между двумя поставками, а также организаций торговли
и потребителей. Текущие запасы составляют основную часть производственных и
товарных запасов. Их величина постоянно меняется.
Подготовительные запасы (или запасы буферные)
выделяются из производственных запасов при необходимости дополнительной их
подготовки перед использованием в производстве (например, сушка леса).
Подготовительные запасы товарных средств производства формируются в случае
необходимости подготовить материальные ресурсы к отпуску потребителям.
Гарантийные запасы (или запасы страховые)
предназначены для непрерывного снабжения потребителя в случае непредвиденных
обстоятельств: отклонения в периодичности и величине партий поставок от
запланированных, изменения интенсивности потребления, задержки поставок в пути.
В отличие от текущих запасов размер гарантийных запасов — величина постоянная.
При нормальных условиях работы эти запасы неприкосновенны. Сезонные запасы
образуются при сезонном характере производства продуктов, их потребления или
транспортировки. Сезонные запасы должны обеспечить нормальную работу
организации во время сезонного перерыва в производстве, потреблении или в
транспортировке продукции.
Переходящие запасы — это остатки материальных ресурсов
на конец отчетного периода. Они предназначаются для обеспечения непрерывности
производства и потребления в отчетном и следующем за отчетным периоде до
очередной поставки.
79. Классификация запасов по времени.
Классификация
по времени позволяет выделить
различные количественные уровни запасов. Их соотношение показано на рис. 7.8.
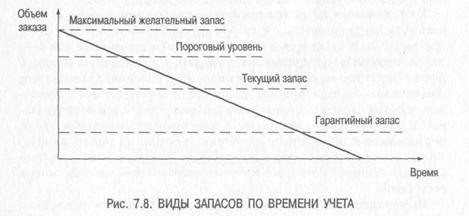
Максимальный желательный запас определяет уровень
запаса, экономически целесообразный в данной системе управления запасами. Этот
уровень может превышаться. В различных системах управления максимальный
желательный запас используется как ориентир при расчете объема заказа.
Пороговый уровень запаса используется для определения
момента времени выдачи очередного заказа.
Текущий запас соответствует уровню запаса в любой
момент учета. Он может совпасть с максимальным желательным запасом, пороговым
уровнем или гарантийным запасом.
Гарантийный запас (или запас страховой) аналогичен
гарантийному запасу в классификации по исполняемой функции и предназначен для
непрерывного снабжения потребителя в случае непредвиденных обстоятельств.
Можно также выделить неликвидные запасы — так называют
длительно неиспользуемые производственные и товарные запасы. Они образуются
вследствие ухудшения качества товаров во время хранения, а также морального
износа. Это единственный вид запаса, который не соответствует определенным выше
критериям.
80. Основные системы управления запасами; их
преимущества и недостатки.
Логистическая система управления запасами
проектируется с целью непрерывного обеспечения потребителя каким-либо видом
материального ресурса. Чтобы достичь этой цели необходимо решать следующие
задачи:
·
учитывать текущий
уровень запаса на складах различных уровней;
·
определять
размера гарантийного (страхового) запаса;
·
рассчитывать
размер заказа;
·
определять
интервал времени между заказами.
Для ситуации, когда отсутствуют отклонения от
запланированных показателей и запасы потребляются равномерно, в теории
управления запасами разработаны две основные системы управления, которые решают
поставленные задачи, соответствуя цели непрерывного обеспечения потребителя
материальными ресурсами. Такими системами являются:
·
система
управления запасами с фиксированным размером заказа;
·
система
управления запасами с фиксированным интервалом
времени между заказами.
Обе эти системы лежат в основе всевозможных иных
систем управления запасами.
81. Система управления запасами с фиксированным
размером заказа.
Основной параметр такой системы - это размер заказа. Он строго зафиксирован и не
меняется ни при каких условиях работы системы. Определение размера заказа
является первоочередной задача, при работе с данной системой управления
запасами.
На практике часто возникает ситуация, когда размер
заказа определяется по каким-либо частным организационным соображениям.
Например, удобство транспортировки или возможность загрузки складских
помещений. Но в системе с фиксированным размером заказа объем закупки должен
быть не только рациональным, но и оптимальным, т. е. самым лучшим. Критерием
оптимизации должен быть минимум совокупных затрат на хранение запасов и
повторение заказа. Данный критерий учитывает три фактора, действующих на
величину названных совокупных затрат:
·
используемая
площадь складских помещений;
·
издержки на
хранение запасов;
·
стоимость
оформления заказа.
Эти факторы тесно взаимосвязаны между собой, причем
само направление их взаимодействия
неодинаково в разных случаях.
Экономия затрат на хранение запасов вызывает рост
затрат на оформление заказов. Экономия затрат на повторение заказа приводит к
потерям, связанным с содержанием излишних складских помещений, и, кроме того,
снижает уровень обслуживания потребителя. При максимальной загрузке складских
помещений значительно увеличиваются затраты на хранение запасов, более вероятен
риск появления неликвидных запасов.
Если время исполнения заказа продолжительно, то
использование критерия минимизации совокупных затрат на хранение запасов и
повторный заказ не имеют смысла, поскольку спрос имеет существенные колебания,
а цены на заказываемые сырье, материалы, полуфабрикаты и прочее сильно колеблются.
Экономия на содержании запасов, в таком случае вероятнее всего, приведет к
невозможности непрерывного обслуживания потребителя. А это не соответствует
цели функционирования логистической системы управления запасами. Во всех других
ситуациях определение оптимального размера заказа обеспечивает уменьшение
издержек на хранение запасов без потери качества обслуживания.
Оптимальный размер заказа по критерию минимизации
совокупных затрат на хранение запаса и повторение заказа в случае, если запас
на складе пополняется мгновенно, рассчитывается по формуле (она называется
формулой Вильсона): 
где ОРЗ— оптимальный размер заказа, шт.;
А — затраты на поставку единицы заказываемого
продукта,руб.;
S — потребность в заказываемом продукте, шт.; i — затраты на хранение единицы
заказываемого продукта, руб./шт.
Затраты на поставку единицы
заказываемого продукта (А) включают следующие элементы:
·
стоимость
транспортировки заказа;
·
затраты на
разработку условий поставки;
·
стоимость
контроля исполнения заказа;
·
затраты на выпуск
каталогов;
·
стоимость форм
документов.
В случае если пополнение
запаса на складе производится за некоторый промежуток времени, то формула
корректируется на коэффициент, учитывающий скорость этого пополнения:

где к —коэффициент,
учитывающий скорость пополнения запаса на складе.
Порядок
расчета всех параметров системы управления запасами с фиксированным размером
заказа приведен в табл. 7.1. Исходные данные для расчета параметров системы
следующие:
·
потребность в заказываемом
продукте, шт.;
·
оптимальный
размер заказа, шт.;
·
время поставки,
дни;
·
возможная
задержка поставки, дни.
Гарантийный
(страховой) запас позволяет обеспечивать потребность на время предполагаемой
задержки поставки. При этом под возможной задержкой поставки подразумевается
максимально возможная задержка.
Расчет параметров системы управления запасами с
фиксированным размером заказа.
|
№
|
Показатель
|
Порядок расчета
|
|
1
|
Потребность, шт.
|
Исх. данные
|
|
2
|
Оптимальный размер заказа,
шт.
|
Ф-лаВильсона
|
|
3
|
Время поставки, дни
|
Исх. данные
|
|
4
|
Возможная задержка
поставки, дни
|
Исх. данные
|
|
5
|
Ожидаемое дневное
потребление, шт./дни
|
(1)/кол.раб.дней
|
|
6
|
Срок реализации заказа, дни
|
(2)/(5)
|
|
7
|
Ожидаемое потребление за
время поставки, шт.
|
(3)*(5)
|
|
8
|
Максимальное потребление за
время поставки, шт.
|
((3)+(4))*(5)
|
|
9
|
Гарантийный запас, шт.
|
(8)-(7)
|
|
10
|
Пороговый уровень запаса,
шт.
|
(9)+(7)
|
|
11
|
Максимальный, желательный
запас, шт.
|
(9)+(2)
|
|
12
|
Срок расходования запаса до
порогового уровня, дни
|
((11)-(10))/(5)
|
Восполнение гарантийного запаса производится в ходе
последующих поставок через использование второго расчетного параметра данной
системы — порогового уровня запаса.
Пороговый уровень запаса определяет уровень запаса,
при достижении которого производится очередной заказ. Величина порогового
уровня рассчитывается таким образом, что поступление заказа на склад происходит
в момент снижения текущего запаса до гарантийного уровня. При расчете
порогового уровня задержка поставки не учитывается.
Третий основной параметр системы управления запасами с
фиксированным размером заказа — максимальный желательный запас. В отличие от
предыдущих двух параметров он не оказывает непосредственного воздействия на
функционирование системы в целом. Этот уровень запаса определяется для
отслеживания целесообразной загрузки площадей с точки зрения критерия
минимизации совокупных затрат. Графическая иллюстрация функционирования системы
с фиксированным размером заказа приведена на рис. 7.9.

82. Система управления запасами с фиксированным
интервалом времени между заказами.
В системе с фиксированным интервалом времени между
заказами заказы делаются в строго определенные моменты времени, которые отстоят
друг от друга на равные интервалы, например один раз в месяц, один раз в
неделю, один раз в 14 дней и т. п.
Определить интервал времени между заказами можно с
учетом оптимального размера заказа. Оптимальный размер заказа позволяет
минимизировать совокупные затраты на хранение запаса и повторение заказа, а
также достичь наилучшего сочетания взаимодействующих факторов, таких, как
используемая площадь складских помещений, издержки на хранение запасов и
стоимость заказа. Расчет интервала времени между заказами можно производить
следующим образом:
I=N:S/ОР , где:
N — количество рабочих дней в году, дни;
S — потребность в заказываемом продукте, шт.;
ОРЗ — оптимальный размер
заказа, шт.
Полученный с помощью этой формулы интервал времени
между заказами не может рассматриваться как обязательный к применению. Он может
быть скорректирован на основе экспертных оценок. Например, при полученном
расчетном результате (4 дня) возможно использовать интервал в 5 дней, чтобы
производить заказы один раз в неделю.
Порядок расчета всех параметров системы управления
запасами с фиксированным интервалом времени между заказами представлен в таблице.
Расчет параметров системы управления запасами с
фиксированным интервалом времени между заказами.
|
№
|
Показатель
|
Порядок расчета
|
|
1
|
Потребность, шт.
|
Исх. данные
|
|
2
|
Интервал времени между
заказами, дни
|
Формула и комментарий к ней
|
|
3
|
Время поставки, дни
|
Исх. данные
|
|
4
|
Возможная задержка
поставки, дни
|
Исх. данные
|
|
5
|
Ожидаемое дневное
потребление, шт./дни
|
(1)/кол.раб.дней
|
|
6
|
Ожидаемое потребление за
время поставки, шт.
|
(3)*(5)
|
|
7
|
Максимальное потребление за
время поставки, шт.
|
((3)+(4))*(5)
|
|
8
|
Гарантийный запас, шт.
|
(7)-(6)
|
|
9
|
Максимальный, желательный
запас, шт.
|
(8)+((2)*(5))
|
|
10
|
Размер заказа, шт.
|
((11)-(10))/(5)
|
Исходные данные для расчета
параметров системы следующие:
·
потребность в
заказываемом продукте, шт.;
·
интервал времени
между заказами, дни;
·
время поставки,
дни;
·
возможная
задержка поставки, дни.
И в этом случае гарантийный (страховой) запас
позволяет обеспечивать потребность на время предполагаемой задержки поставки
(под возможной задержкой поставки также подразумевается максимально возможная задержка),
Восполнение гарантийного запаса производится в ходе последующих поставок через
пересчет размера заказа таким образом, чтобы его поставка увеличила запас до
максимального желательного уровня. Графическая иллюстрация функционирования
системы управления запасами с фиксированным интервалом времени между заказами
представлена на рис. 7.10.
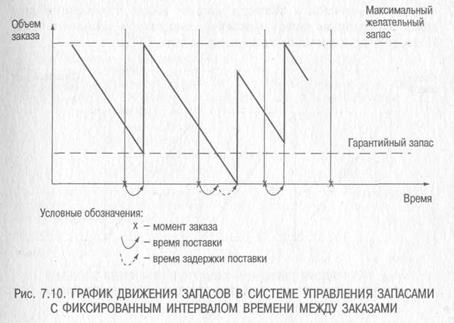
Так как в рассматриваемой системе момент заказа
заранее определен и не меняется ни при каких обстоятельствах, постоянно
пересчитываемым параметром является именно размер заказа. Его вычисление
основывается на прогнозируемом уровне потребления до момента поступления заказа
на склад организации. Расчет размера заказа в системе с фиксированным
интервалом времени между заказами производится по формуле:
РЗ
= МЖЗ – ТЗ + ОП , где:
РЗ — размер заказа, шт.;
МЖЗ — максимальный,
желательный запас, шт.;
ТЗ — текущий запас, шт.;
ОП — ожидаемое потребление за время поставки,
шт.
Как видно из формулы, размер заказа рассчитывается
таким образом, что при условии точного соответствия фактического потребления за
время поставки ожидаемому, поставка пополняет запас на складе до максимального,
желательного уровня. Действительно, разница между максимальным, желательным и
текущим запасом определяет величину заказа, необходимую для восполнения запаса
до максимального, желательного уровня на момент расчета, а ожидаемое
потребление за время поставки обеспечивает это восполнение в момент
осуществления поставки.