Федеральное агенство по образованию
Всероссийский
заочный финансово-экономический институт
КОНТРОЛЬНАЯ РАБОТА
по дисциплине «Информационные системы
в экономике»
Вариант №3
Исполнитель:
студентка III курса (вечер)
Факультет:
финансово-кредитный
Специальность: финансы и
кредит
№ зачетной книжки:
Руководитель: Валуева
Т.В.
Калуга
2006
Задача № 2.3.
Для планового отдела нужно рассчитать
нормативную трудоёмкость производства изделий по отдельным профессиям годовой и
квартальной производственных программ. Нормативная трудоёмкость годовой и
квартальной производственной программы в разрезе изделий в целом по предприятию
рассчитывается путём умножения трудоёмкости одного изделия на количество
изделий, которое должно изготавливаться по плану.
Входная информация: код изделия, код детали, номер цеха, код операции, код оборудования,
норма времени работы оборудования, код профессии, плановый период, код единицы
измерения, плановое количество изделий, в том числе на квартал.
Результирующая информация: код изделия, единица измерения, плановое количество изделий
на год, в том числе на квартал, нормативная трудоёмкость на единицу изделия, на
программу на год, в том числе на квартал.
Укажите формулу для расчета.
Решение
1.
Организационно-экономическая сущность
задачи
1.1.
Наименование задачи: расчет нормативной трудоёмкости производства изделий по
отдельным профессиям годовой и квартальной производственных программ.
1.2.
Место решения задачи: плановый отдел ОАО «КЗАЭ» (метизный участок).
1.3.Цель
решения: повышение оперативности получения результатов, увеличение скорости расчётов, а также сокращение затрат на
составление ведомостей «Нормативная трудоёмкость на год» и «Годовая и
квартальная нормативная трудоёмкость».
1.4.
Периодичность решения задачи: ежеквартально до 6-го числа следующего месяца.
1.5.
Для кого предназначено решение задачи: отдел сбыта (маркетинг),
руководство
фирмы, планово-экономический отдел, отдел труда и заработной платы, отдел
снабжения материалами.
1.6.
Источники и способы получения исходных документов:
·
план
загрузки оборудования
ПЕРЕЧЕНЬ И ОБЩЕЕ ОПИСАНИЕ ДОКУМЕНТОВ
|
Наименование
документа
|
Вид документа
|
Источник получения
документа
|
Приемник документа
|
Количество
экземпляров документа за период
|
Объём документа в
знаках
|
Метод контроля
|
|
Накладная по нормам
производства
|
Унифици-
рованный
|
План загрузки
обору-
дования
|
Плановый
отдел
|
130
|
240
|
Метод
«Вилки»
|
Схематично
движение документов в процессе их обработки представим следующим образом:

 Суммарная
Суммарная
трудоёмкость Нормативная
трудоёмкость
План продаж
 План
План
изготовления
детали
1.7. Модель бизнес-процесса
«Трудоёмкость»
|
Руководство
|
|
|
|

|
|
|
|
 Плановый
экономический отдел Плановый
экономический отдел
|
|
|

|
|
|
|
Начальник цеха
|
|
|
|

|
|
|
|
 Экономист цеха Экономист цеха
|

|
|
|
|
|
|
|
Мастер цеха
|
|
|
|
|
|
|
Кладовщик цеха
|
|
Отчёт о
выполнении
|
|

|
|
|
|
Склад
|
|
|
|
|
|
|
  Отдел маркетинга Отдел маркетинга
|
|
|
|
|
|
|
Заказчик
|
|
|
1.8. Информационная модель задачи:
1.9. Экономическая сущность
задачи. Расчёт нормативной трудоёмкости годовой и квартальной производственной
программы в разрезе изделий необходим для установления норм выработки изделий,
выявления отклонений от плана. На основании ведомостей, полученных в результате
решения данной задачи можно производить расчёт заработной платы; управленческие
решения, касающиеся норм выработки и закупки необходимого оборудования.
2. Описание входной информации
2.1. В качестве входной
информации используется документ «Накладная по нормам производства». На
основании этого документа создаётся следующий машинный документ:
Накладная по нормам производства
|
Код
изделия
|
Наименов изделия
|
Код
профес-
сии
|
Наименов
профес-сии
|
Код
детали
|
Наименов
детали
|
Единица
измерения
|
Плановое
кол-во
изделий
|
|
i
|
|
p
|
|
|
|
|
Hipo
|
|
|
|
|
|
|
|
|
Структура документа
описывается с помощью следующей таблицы:
Описание первичного документа
«Накладная по нормам производства»
|
Имя
реквизита
|
Иденти-фикатор
|
Система
кодирования
|
Тип
данных
|
Длина
|
Ключ
сортировки
|
|
Плановый период
|
|
Порядковая
|
С
|
7
|
|
|
Код
изделия
|
|
Позиционная
|
С
|
3
|
1
|
|
Наименование
изделия
|
|
Порядковая
|
С
|
20
|
|
|
Код
детали
|
|
Позиционная
|
С
|
4
|
2
|
|
Наименование
детали
|
|
Порядковая
|
С
|
20
|
|
|
Единица
измерения
|
|
Порядковая
|
С
|
2
|
|
|
Плановое
Кол-во
|
|
Позиционная
|
Ч
|
4
|
|
2.2. Количество документов за
период: ежемесячно до 20 шт.
2.3. Количество строк в
документе в (среднем): 8.
2.4. Контроль правильности
заполнения и ввода документа:
·
код изделия:
контроль по справочнику;
·
код детали:
контроль по справочнику.
3. Описание результирующей информации
3.1. В результате решения
задачи следует получить две ведомости:
Нормативная трудоёмкость на квартал
НОРМТРУДКВАРТЛ
|
Код
профессии
|
Наименование
профессии
|
Код
изделия
|
Трудоёмкость
изделия
|
Плановое количество
изделий на квартал, шт
|
Нормативная
трудоёмкость за квартал
|
|
|
|
|
|
|
Нормативная трудоёмкость на год
НОРМТРУДГОД
|
Код профессии
|
Наименование
профессии
|
Код
изделия
|
Трудоёмкость
изделия
|
Плановое количество
изделий на год, шт
|
Нормативная
трудоёмкость на год
|
|
|
|
|
|
|
3.2. Описание структуры
результирующего документа «План по изделиям»:
|
Имя
реквизита
|
Иденти-фикатор
|
Система
кодирования
|
Тип данных
|
Длина
|
|
Код профессии
|
КР
|
Позиционная
|
С
|
1
|
|
Наименование
профессии
|
NP
|
Порядковая
|
|
|
|
Код изделия
|
KI
|
Позиционная
|
Ч
|
3
|
|
Наименование
изделия
|
NI
|
Порядковая
|
C
|
10
|
|
Трудоёмкость
на единицу
изделия
|
TED
|
Позиционная
|
Ч
|
4
|
|
Трудоёмкость
программы
|
TP
|
Позиционная
|
Ч
|
4
|
|
Плановое
кол-во
изделий
|
PI
|
Позиционная
|
Ч
|
5
|
3.3. Количество документов за
период: ежеквартально 1 шт.
3.4. Количество строк в
документе (в среднем): 30.
3.5. Контроль правильности
документов: логический контроль полученных сумм.
4. Описание условно-постоянной
информации
Для
решения задачи используется справочник «План загрузки оборудования (ПЛАНОБ) –
служит для расчёта нормы работы оборудования.
Описание
структуры документа ПЛАНОБ:
План оборудования
|
Имя
реквизита
|
Иденти-фикатор
|
Система
кодирования
|
Тип данных
|
Длина
|
|
Номер цеха
|
NC
|
Порядковая
|
С
|
1
|
|
Код
оборудования
|
KO
|
Позиционная
|
С
|
2
|
|
Норма работы
оборудования
|
NRO
|
Позиционная
|
Ч
|
1
|
|
Код изделия
|
KI
|
Позиционная
|
С
|
2
|
|
Наименование
изделия
|
NI
|
Порядковая
|
С
|
10
|
|
Код
детали
|
KD
|
Позиционная
|
С
|
3
|
5. Описание алгоритма решения задачи
5.1. Для получения ведомости
«Общая трудоёмкость» необходимо рассчитать 2 показателя:
1)
плановое
количество изготовления каждого изделия на год определённой профессией.
2)
годовую
нормативную трудоёмкость производственной программы каждого изделия, выполняемой
определённой профессией за квартал.
Расчёты выполняются по
следующим формулам:
Hip =∑
Hipo; Hipψ
= Hip Kiψ; ψ = 1, 2, 3, 4.
где Hip – годовая нормативная трудоёмкость производственной программы изделия i, выполняемой профессией p.
Hipo – плановое количество изготовления изделия i на
год профессией р и разрядом о.
Nψip – годовая трудоёмкость изделия i, выполняемого профессией р за период ψ.
Кi –
количество по плану изготовления изделия i на год.
Кi1, Кi2, Кi3, Кi4 – количество
по плану изготовления изделия i соответственно на первый, второй, третий, и четвёртый
квартал года.
6. Решение задачи средствами MS Excel
1. Вызовите Excel:
·
нажмите
кнопку «Пуск»;
·
выберите в
главном меню команду «Программы»;
·
выберите MS Excel.
2. Переименуйте «Лист1» в «Справочник
оборудования»:
·
установите курсор
мыши на ярлык «Лист1» (нижняя часть экрана) и нажмите правую кнопку мыши;
·
выберите в
контекстном меню команду «Переименовать» и нажмите левую кнопку мыши;
·
наберите на
клавиатуре «Справочник оборудования»;
·
нажмите клавишу «Enter».
3. Введите заголовок таблицы
«Справочник оборудования»:
·
сделайте ячейку
А1 активной (установите курсор мыши на пересечении столбца А и строки 1 и
нажмите левую кнопку мыши);
·
наберите на
клавиатуре «Справочник оборудования»;
·
нажмите кнопку  в строке формул (установите курсор мыши на эту
кнопку и нажмите левую кнопку мыши).
в строке формул (установите курсор мыши на эту
кнопку и нажмите левую кнопку мыши).
4. Отформатируйте заголовок:
·
выделите ячейки
А1 ÷ F1 (сделайте активной ячейку А1,
затем нажмите левую кнопку мыши и, не отпуская её, переместите курсор на ячейку
F1) (рис. 1).

Рис. 1. Пример выделения группы ячеек
·
на панели
инструментов «Форматирование» нажмите кнопку  .
.
5. отформатируйте ячейки А2
÷ F2 под ввод длинных заголовков:
·
выделите ячейки
А2 ÷ F2;
·
выполните команду
«Ячейки…» в меню «Формат»;
·
выберите закладку
«Выравнивание»;
·
в труппе опций
«Отображение» установите флажок опции «переносить по словам» (рис. 2);
Рис. 2.
Задание переноса слов при вводе в ячейку
длинных
предложений
6. Введите в ячейки А2
÷ F2 информацию, представленную на
рис. 3.

Рис.
3. Имена полей таблицы «Справочник
оборудования»
7. Организуйте контроль
вводимых данных в колонку «Код изделия»:
·
выделите ячейки
А3 ÷ А14;
·
выполните команду
«Проверка…» меню «Данные»;
·
в поле «Тип
данных» нажмите кнопку  (рис. 4).
(рис. 4).
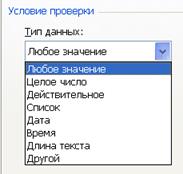
Рис.
4. Выбор типа данных
·
выберите «Целое
число»;
·
задайте в поле
«Минимум»: 101 (рис. 5)
·
задайте в поле
«Максимум»: 203.

Рис.
5. Задание интервала допустимых
значений целых чисел
·
выберите закладку
«Сообщение для ввода»;
·
введите в поля
«Заголовок» и «Сообщение» информацию, приведённую на рис. 7. для обработки
допущенных ошибок воспользуйтесь закладкой «Сообщение об ошибке»;
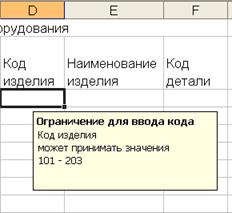
Рис.
6. Вид экрана с сообщением для ввода
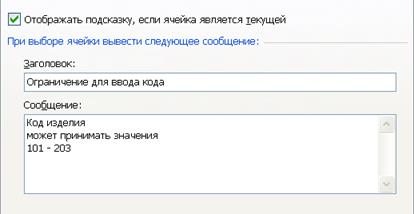
Рис.
7. Задание сообщения для ввода
·
выберите закладку
«сообщение об ошибке». Если установлен флажок «Выводить сообщение об ошибке»,
при попытке ввода в ячейку недопустимых значений выдаётся сообщение об ошибке
или запрещается ввод неверных данных. Тип предупреждения, задаваемый в поле
«Вид:», определяет действия пользователя в ответ на сообщение о вводе неверных
данных в ячейку, для которой заданы ограничения на вводимые значения.
Назначение полей «Заголовок» и «Сообщение» было описано выше;
·
в поле «Вид»
выберите «Останов» (рис. 8). В случае ввода ошибочных данных на экран монитора
выводится сообщение (рис. 9).
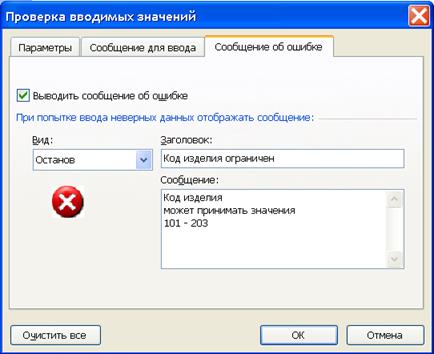
Рис.
8. Сообщение об ошибке «Останов»
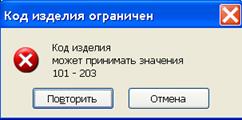
Рис.
9. Вид сообщения «Останов»
При
выборе в поле «Вид:» типа «Предупреждение» (рис. 10) в случае ошибки на экран
выводится сообщение (рис. 11).
Аналогичные
сообщения выводятся на экран при выборе в поле «Вид:» типа «Сообщение» (рис.
12, 13).
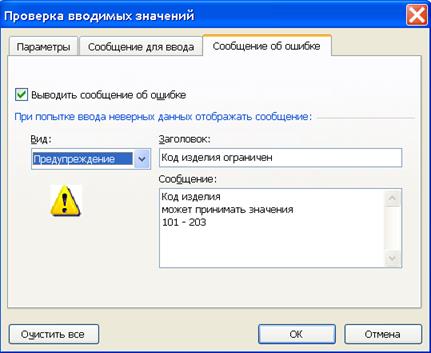
Рис. 10.
Сообщение об ошибке «Предупреждение»
Рис. 11. Вид
сообщения «Предупреждение»
8.
Отформатируйте ячейки Е3 ÷ Е14 для ввода текстовых символов:
·
выделите ячейки
Е3 ÷ Е14;
·
выберите команду
«Ячейки…» в меню «Формат»;
·
выберите закладку
«Число»;
·
выберите формат
«Текстовый»;
·
нажмите кнопку
«ОК».
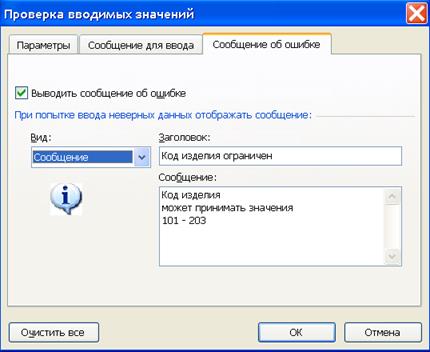
Рис.
12. Сообщение об ошибке «Сообщение»
Рис.
13. Вид сообщения «Сообщение»
9. Введите информацию,
приведённую в табл. 1.
|
Номер
цеха
|
Код
оборудования
|
Норма
работы оборудования
|
Код
изделия
|
Наименование
изделия
|
Код
детали
|
|
1
|
тк
|
7ч
|
101
|
Гайка
|
111
|
|
1
|
тк
|
7ч
|
101
|
Гайка
|
121
|
|
1
|
тк
|
7ч
|
101
|
Гайка
|
131
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
112
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
122
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
132
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
142
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
152
|
|
1
|
тк
|
7ч
|
103
|
Шпилька
|
113
|
|
1
|
тс
|
6ч
|
201
|
Планка
|
211
|
|
1
|
тс
|
6ч
|
202
|
Кронштейн
|
212
|
|
1
|
тс
|
6ч
|
203
|
Прижим
|
213
|
10. Присвойте имя группе
ячеек:
·
выделите ячейки А3 ÷ F14;
·
выберите команду
«Имя:» в меню «Вставка»;
·
выберите команду
«Присвоить»;
·
в окне
«Присвоение имени» (рис. .14) нажмите кнопку «Добавить»;
·
нажмите кнопку
«ОК».
Рис.
14. Вид окна «Присвоение имени»
11. Переименуйте «Лист2» в
«Накладная по нормам производства».
12. Создайте таблицу
«Накладная по нормам производства» (рис. 15).
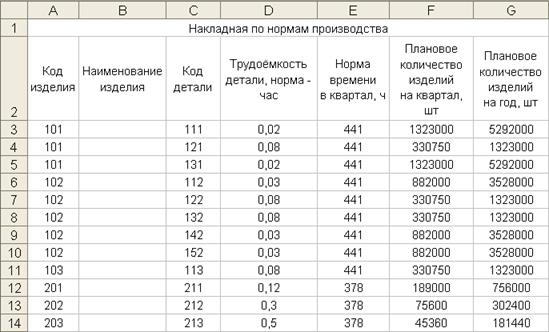
Рис.
15. Вид таблицы «Накладная по нормам
производства»
15. Заполните графу
«Наименование изделия» в соответствии с кодом изделия:
·
сделайте ячейку
В3 активной;
·
воспользуйтесь
командой «Функция…» меню «Вставка»;
·
в поле
«Категория:» выберите «Ссылки и массивы»;
·
в поле «Функция:»
выберите «ВПР» (рис. 16);
·
нажмите кнопку
«ОК»
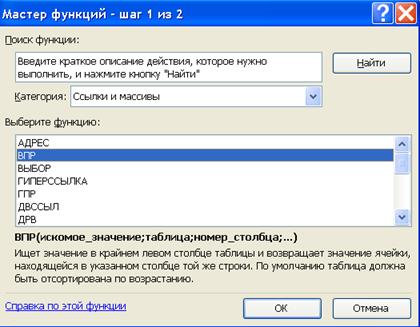
Рис.
16. Вид первого окна мастера функций
·
введите
информацию в поле «Исходное значение», щёлкнув по ячейке А3;
·
введите
информацию в поле «Табл_массив»;
·
воспользуйтесь
командой «Имя:» из меню «Вставка»;
·
используйте
команду «Вставить…»;
·
выделите «Имя:
Код изделия» (рис. 17);
·
нажмите кнопку
«ОК» (рис. 18);
·
введите
информацию в поле «Номер_индекса_столбца» - 2;
·
введите
информацию в поле «Диапазон_просмотра – 0 (рис. 19);
·
нажмите кнопку
«ОК».
16. Скопируйте формулу в
ячейки В4 ÷ В13:
·
сделайте ячейку
В3 активной;
·
установите курсор
на маркер а правом нижнем углу (рис. 20);
·
сделайте двойной
щелчок левой кнопкой мыши.
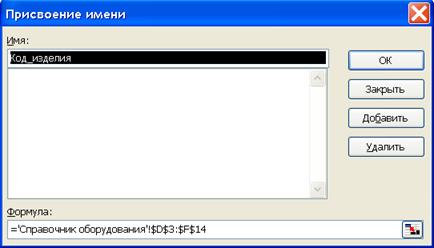
Рис.
17. Ввод имени массива в качестве
аргумента формулы
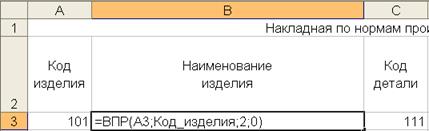
Рис.
18. Вид ячейки В3 с введённой
формулой
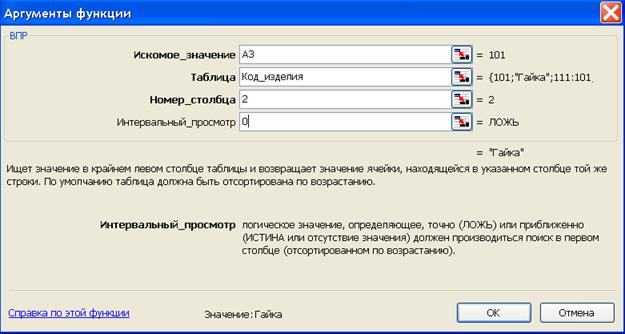
Рис.
19. Вид второго окна мастера функций

Рис.
20. Копирование формул
17. На основании таблицы «Накладная
по нормам производства» создадим
таблицу «Общая трудоёмкость» (рис. 21).
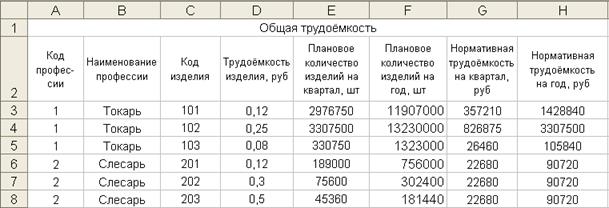
Рис.
21. Вид таблицы «Общая трудоёмкость»
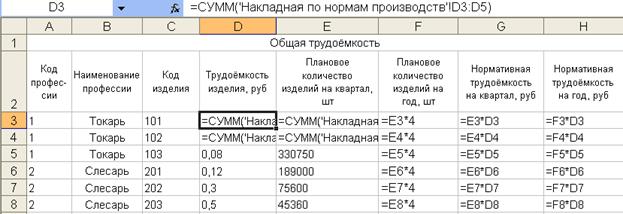
Рис.
22. Вид таблицы «Общая трудоёмкость»
с отображением формул
18. Переименуйте «Лист 4» в
«Нормативная трудоёмкость на год».
19. Создайте ведомость «Нормативная
трудоёмкость на год»:
·
установите курсор
в поле таблицы «Общая трудоёмкость»;
·
воспользуйтесь
командой «Сводная таблица…» из меню «Данные»;
·
в окне «Мастер
сводных таблиц и диаграмм» - шаг 1 из 3 нажмите кнопку «Далее»;
·
в окне «Мастер
сводных таблиц и диаграмм» - шаг 1 из 2 нажмите кнопку «Далее»;
Чтобы вставить поле в
свободную таблицу, его необходимо перетащить в одну из четырёх областей:
«Страница», «Столбец», «Строка» и «Данные»:
·
перенесите в поле
«Страница» надпись «Код изд»;
·
перенесите в поле
«Строка» надпись «Наименов»;
·
перенесите в поле
«Данные» надпись «Норматив трудоёмкость на год»;
·
нажмите кнопку
«ОК»;
·
в окне «Мастер
сводных таблиц и диаграмм» - шаг 1 из 3 выберите опцию «Новый лист»;
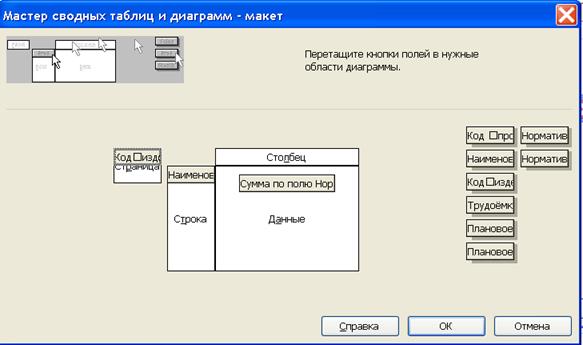
Рис.
23. Создание макета сводной таблицы
·
нажмите кнопку
«Готово» (рис. 24);
·
переименуйте лист
со сводной таблицей в «Нормативная трудоёмкость на год»
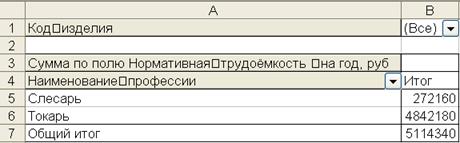
Рис. 24.
Фрагмент листа «Нормативная трудоёмкость на год»
20.
Создайте ведомость «Годовая и квартальная нормативная трудоёмкость»:
·
установите курсор
в поле таблицы «Общая ведомость»;
·
воспользуйтесь
командой «Сводная таблица…» из меню «Данные»;
·
перенесите в поле
«Страница» (необязательное) надпись «Код изделия»;
·
перенесите в поле
«Строка» надпись «Наименов»;
·
перенесите в поле
«Строка» надпись «Нормативная трудоёмкость на квартал»;
·
перенесите в поле
«Данные» надпись «Нормативная трудоёмкость на год»;
·
нажмите кнопку
«ОК»;
·
нажмите кнопку
«Готово» (рис. 25);
·
переименуйте лист
со сводной таблицей в «Годовая и квартальная нормативная трудоёмкость».

Рис. 25. Сводная
таблица по годовой и квартальной нормативной трудоёмкости
Фильтрация и
группирование данных. Поле сводной
таблицы играет роль фильтра данных. Каждое поле имеет команду «Все»,
используемую для отображения всех возможных значений поля.
Используя сводную таблицу «Нормативная трудоёмкость на
год», получите данные для кода изделия 101:
·
сделайте активной
страницу «Нормативная трудоёмкость на год»;
·
нажмите кнопку
правее поля «Код изделия»;
·
выберите код
изделия 101 (рис. 26).
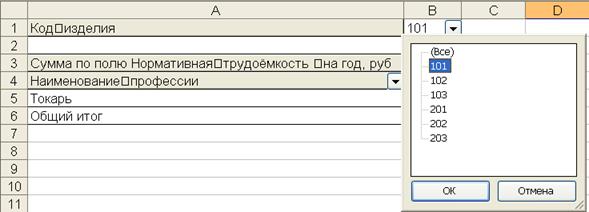
Рис. 26.
Фильтрация данных по полю «Код изделия»
Изменение
структуры сводной таблицы. Сводные
таблицы эффективно используются для анализа: в них можно быстро вставлять,
перемещать, удалять поля. Можно перемещать поля прямо в сводной таблице.
7.
Контрольный пример.
НАКЛАДНАЯ ПО НОРМАМ ПРОИЗВОДСТВА
НАКЛНОРМПР
|
Код
изделия
i
|
Наименование
изделия
|
Код
детали
|
Трудоёмкость
детали, норма - час
|
Норма
времени
в квартал, ч
|
Плановое
количество
изделий
на квартал,
шт
Kiψ
|
Плановое
количество
изделий
на год, шт
Кi
|
|
101
|
Гайка
|
111
|
0,02
|
441
|
1323000
|
5292000
|
|
101
|
Гайка
|
121
|
0,08
|
441
|
330750
|
1323000
|
|
101
|
Гайка
|
131
|
0,02
|
441
|
1323000
|
5292000
|
|
102
|
Болт
|
112
|
0,03
|
441
|
882000
|
3528000
|
|
102
|
Болт
|
122
|
0,08
|
441
|
330750
|
1323000
|
|
102
|
Болт
|
132
|
0,08
|
441
|
330750
|
1323000
|
|
102
|
Болт
|
142
|
0,03
|
441
|
882000
|
3528000
|
|
102
|
Болт
|
152
|
0,03
|
441
|
882000
|
3528000
|
|
103
|
Шпилька
|
113
|
0,08
|
441
|
330750
|
1323000
|
|
201
|
Планка
|
211
|
0,12
|
378
|
189000
|
756000
|
|
202
|
Кронштейн
|
212
|
0,3
|
378
|
75600
|
302400
|
|
203
|
Прижим
|
213
|
0,5
|
378
|
45360
|
181440
|
СПРАВОЧНИК
ОБОРУДОВАНИЯ
НАИМОБОР
|
Номер
цеха
|
Код
оборудования
|
Норма
работы оборудования
|
Код
изделия
|
Наименование
изделия
|
Код
детали
|
|
1
|
тк
|
7ч
|
101
|
Гайка
|
111
|
|
1
|
тк
|
7ч
|
101
|
Гайка
|
121
|
|
1
|
тк
|
7ч
|
101
|
Гайка
|
131
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
112
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
122
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
132
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
142
|
|
1
|
тк
|
7ч
|
102
|
Болт
|
152
|
|
1
|
тк
|
7ч
|
103
|
Шпилька
|
113
|
|
1
|
тс
|
6ч
|
201
|
Планка
|
211
|
|
1
|
тс
|
6ч
|
202
|
Кронштейн
|
212
|
|
1
|
тс
|
6ч
|
203
|
Прижим
|
213
|
СПРАВОЧНИК ИЗДЕЛИЙ ГОДОВАЯ
НОРМАТИВНА
ТРУДОЁМКОСТЬ
НАИМИЗД
|
Код
изделия
|
Наименование
изделия
|
Единица
измерения
|
|
101
|
Гайка
|
шт
|
|
102
|
Болт
|
шт
|
|
103
|
Шпилька
|
шт
|
|
201
|
Планка
|
шт
|
|
202
|
Кронштейн
|
шт
|
|
203
|
Прижим
|
шт
|
ФАКТРЕЗ
|
Наименование
профессии
|
Нормативная
трудоёмкость
на год
Hip
|
|
Слесарь
|
272160
|
|
Токарь
|
4842180
|
|
Общий
итог
|
5114340
|
ГОДОВАЯ И
КВАРТАЛЬНАЯ
НОРМАТИВНАЯ ТРУДОЁМКОСТЬ
СУММРЕЗ
|
Нормативная
трудоёмкость
на квартал
|
Наименование
профессии
|
Нормативная
трудоёмкость на год
Hip
|
|
22680
|
Слесарь
всего
|
272160
272160
|
|
26460
|
Токарь
всего
|
105840
105840
|
|
357210
|
Токарь
всего
|
1428840
1428840
|
|
826875
|
Токарь
всего
|
4842180
4842180
|
|
Общий итог
|
|
5114340
|
Приложение
ФОРМА
ДОКУМЕНТА «ОБЩАЯ ТРУДОЁМКОСТЬ»
 Предприятие
Предприятие
|
Код
профессии
|
Наименование
профессии
|
Код
изделия
|
Трудоёмкость
изделия
|
|
|
|
|

 " " 2006 г.
" " 2006 г.
|
Плановое
количество изделий на квартал
|
Плановое
количество изделий на год
|
Нормативная
трудоёмкость на квартал
|
Нормативная
трудоёмкость на год
|
|
|
|
|