ВСЕРОССИЙСКИЙ ЗАОЧНЫЙ ФИНАНСОВО-ЭКОНОМИЧЕСКИЙ
ИНСТИТУТ
Филиал в г.Пенза
КОНТРОЛЬНАЯ РАБОТА
по дисциплине
ИНФОРМАЦИОННЫЕ СИСТЕМЫ В ЭКОНОМИКЕ
Вариант № 10
Исполнитель:
Специальность:
БУ, А и А
Группа:
дневная
№
зачетной книжки:
Проверил:
Пенза, 2008
СОДЕРЖАНИЕ:
Часть 1. Постановка Задачи
1. Организационно-экономическая сущность
задачи....................................3
2. Описание входной
информации..................................................................4
3. Описание условно-постоянной
информации.............................................5
4. Описание результирующей
информации...................................................7
5. Описание алгоритма решения
задачи.........................................................8
Часть2. Решение задачи средствами MS Excel...................................................10
Список
литературы................................................................................................14
Часть 1 Постановка задачи
1. Организационно-экономическая
сущность задачи
1.1.
Наименование задачи: Расчет нормативной трудоемкости квартальной и месячной
программ предприятия по деталям.
1.2.
Место решения задачи: Плановый отдел.
1.3.
Цель решения задачи: Контроль трудоемкости квартальной и месячной программ предприятия по деталям.
1.4.
Периодичность решения задачи: ежемесячно.
1.5.
Для кого предназначено решение задачи: для планового отдела и руководства
предприятия.
1.6.
Источники получения исходных документов: Плановый отдел.
1.7.
Информационная модель задачи.
1.8. Экономическая сущность задачи
Расчет квартальной и
месячной нормативной трудоемкости производственной программы цеха позволяет следить за ритмичностью выполнения
плана за месяц и в квартал, выявлять отклонения от плана производства деталей
по предприятию. На основании расчетной ведомости, получаемой в результате
решения задачи, принимаются управленческие решения, касающиеся изменения планов
производства деталей для бесперебойной работы предприятия в целом.
Для планового отдела необходимо ежемесячно получать ведомость под
названием «Нормативная трудоемкость квартальной и месячной производственной
программы предприятия по деталям», содержащую следующие показатели:
- нормативная
трудоемкость месячной программы предприятия по деталям;
- нормативная
трудоемкость квартальной программы предприятия по деталям.
Первый показатель
рассчитывается путем перемножения штучно-калькуляционного времени изготовления
одной детали на план производства деталей предприятием за месяц.
Второй показатель
рассчитывается путем перемножения штучно-калькуляционного времени изготовления
одной детали на план производства деталей предприятием за квартал.
2.
Описание входной информации
2.1. В качестве входной
информации используется документ «Наряд на работу». Для решения нашей задачи
создаем машинный документ:
Наряд на работу
НАРЯДРАБ
|
Код детали
|
Наименование
детали
|
Номер цеха
|
Наименование
цеха
|
Код
оборудования
|
Наименование
оборудования
|
Код профессии
|
Наименование
профессии
|
Разряд работы
|
Штучно-калькуляционная
норма на деталь
|
План
производства деталей на квартал
|
План
производства деталей на месяц квартала
|
|
d
|
|
φ
|
|
ο
|
|
ρ
|
|
|
Н
|
Cdφ•3
|
Cdφ
|
|
|
|
|
|
|
|
|
|
|
|
|
Структура
документа описывается с помощью следующей таблицы:
Описание первичного документа «Наряд на работу»
|
Имя реквизита
|
Идентификатор
|
Система
кодирования
|
Тип данных
|
Длина
|
Ключ
сортировки
|
|
Целые
|
Дробные
|
|
Код детали
|
KD
|
Позиционная
|
С
|
1
|
|
1
|
|
Наименование
детали
|
ND
|
|
С
|
20
|
|
|
|
Номер цеха
|
KZ
|
Позиционная
|
С
|
2
|
|
2
|
|
Наименование
цеха
|
NZ
|
|
С
|
15
|
|
|
|
Код
оборудования
|
KO
|
Позиционная
|
С
|
3
|
|
3
|
|
Наименование
оборудования
|
NO
|
|
С
|
25
|
|
|
|
Код профессии
|
KP
|
Позиционная
|
С
|
2
|
|
4
|
|
Наименование
профессии
|
NP
|
|
С
|
20
|
|
|
|
Разряд
|
R
|
Порядковая
|
С
|
1
|
|
|
|
Штучно-калькуляционная
норма на деталь
|
HD
|
Порядковая
|
C
|
3
|
|
|
|
План производства
деталей на квартал и месяц квартала
|
PL
|
Порядковая
|
Ч
|
100
|
|
|
2.2. Количество документов за период:
ежедневно до 10 шт.
2.3. Количество строк в документе (в
среднем): 10.
2.4. Контроль правильности заполнения
и ввода документа:
●
код
детали: контроль справочнику;
●
номер
цеха: контроль на диапазон значений (от 20 до 50);
●
код
оборудования: контроль на диапазон значений (от 100 до 200);
●
код
профессии: контроль на диапазон значений (от 50 до 70);
3.
Описание условно-постоянной информации
Для решения задачи используются
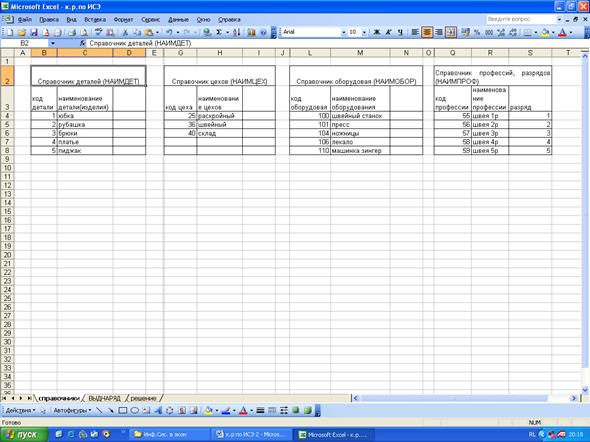
четыре справочника:
1) справочник деталей (НАИМДЕТ) –
служит для расшифровки кодов деталей;
2) справочник цехов (НАИМЦЕХ) –
служит для расшифровки кодов цехов;
3) справочник оборудования (НАИМОБОР)
– служит для расшифровки кодов оборудования;
4) справочник профессий (НАИМПРОФ) –
служит для расшифровки кодов профессий;
Описание структуры документа
«Справочник деталей» (НАИМДЕТ):
|
Имя реквизита
|
Идентификатор
|
Система
кодирования
|
Тип данных
|
Длина
|
Ключ
сортировки
|
|
Целые
|
Дробные
|
|
Код детали
|
KD3
|
Позиционная
|
С
|
1
|
|
1
|
|
Наименование
детали
|
ND3
|
|
С
|
20
|
|
|
Описание структуры документа
«Справочник цехов» (НАИМЦЕХ):
|
Имя реквизита
|
Идентификатор
|
Система
кодирования
|
Тип данных
|
Длина
|
Ключ
сортировки
|
|
Целые
|
Дробные
|
|
Номер цеха
|
KZ3
|
Позиционная
|
С
|
2
|
|
1
|
|
Наименование
цеха
|
NZ3
|
|
С
|
15
|
|
|
Описание структуры документа
«Справочник оборудования» (НАИМОБОР):
|
Имя реквизита
|
Идентификатор
|
Система
кодирования
|
Тип данных
|
Длина
|
Ключ
сортировки
|
|
Целые
|
Дробные
|
|
Код
оборудования
|
KO3
|
Позиционная
|
С
|
3
|
|
1
|
|
Наименование
оборудования
|
NO3
|
|
С
|
25
|
|
|
Описание структуры документа
«Справочник профессий» (НАИМПРОФ):
|
Имя реквизита
|
Идентификатор
|
Система
кодирования
|
Тип данных
|
Длина
|
Ключ
сортировки
|
|
Целые
|
Дробные
|
|
Код профессии
|
KP3
|
Позиционная
|
С
|
2
|
|
1
|
|
Наименование
профессии
|
NP3
|
|
С
|
20
|
|
|
4.
Описание результирующей информации
4.1. В результате решения задачи
следует получить два документа:
Плановое
количество деталей на квартал и месяц квартала
ПЛАНКОЛ
|
Норма времени,
необходимая для выполнения на оборудование о профессии р
детали d в цехе φ Нodpφ
|
План
изготовления детали d
в цехе φ за месяц Cdφ•1
|
План
изготовления детали d
в цехе φ за
три месяц Cdφ•3
|
|
|
|
Нормативная
трудоемкость
НОРМТРУД
|
Нормативная трудоемкость месячной программы предприятия по
деталям Sodp
|
Нормативная трудоемкость
квартальной программы предприятия по деталям S3odp
|
|
Sodp =Нodpφ
Cdφ•1
|
Sodp3 =Нodpφ Cdφ•3
|
4.2. Описание структуры
результирующего документа «Плановое количество деталей на квартал и месяц
квартала»:
|
Имя реквизита
|
Идентификатор
|
Система
кодирования
|
Тип данных
|
Длина
|
Ключ
сортировки
|
|
Целые
|
Дробные
|
|
Штучно-калькуляционная
норма на деталь
|
HD
|
Порядковая
|
C
|
3
|
|
|
|
План
производства деталей на месяц квартала
|
PL
|
Порядковая
|
Ч
|
100
|
2
|
|
|
План
производства деталей на квартал
|
PL
|
Порядковая
|
Ч
|
100
|
2
|
|
4.3. Количество документов за период:
ежемесячно 1 шт.
4.4. Количество строк в документе (в
среднем): 30.
4.5. Контроль правильности документа:
логический контроль полученных произведений.
Описание структуры результирующего
документа «Нормативная трудоемкость»:
|
Имя реквизита
|
Идентификатор
|
Система
кодирования
|
Тип данных
|
Длина
|
Ключ
сортировки
|
|
Целые
|
Дробные
|
|
Нормативная трудоемкость
месячной программы предприятия по деталям Sodp
|
NT1
|
Порядковая
|
Ч
|
100
|
2
|
|
|
Нормативная
трудоемкость квартальной программы предприятия по деталям S3odp
|
NT3
|
Порядковая
|
Ч
|
100
|
2
|
|
4.6. Количество документов за период:
ежемесячно 1шт.
4.7. Количество строк в документе (в
среднем): 30.
4.8. Программный контроль
правильности получения документа:
логический контроль полученных сумм.
5.
Описание алгоритма решения задачи
5.1.
Для получения ведомости «Плановое количество деталей на квартал и месяц
квартала» необходимо знать штучно-калькуляционную норму на деталь и план
производства деталей на квартал, и месяц квартала.
5.2.
Для получения документа «Нормативная трудоемкость» необходимо перемножить
нормативное штучно-калькуляционное время изготовления одной детали на план
производства деталей по следующей формуле:
Sdoφpψ = Нodpψ Cdφψ
где Sdoφpψ – нормативная трудоемкость
производственной программы изготовления на оборудовании о профессией р деталей d в цехе φ за период ψ;
Нodpψ –
норма времени,
необходимая для выполнения на оборудовании о профессией р
детали d в цехе φ;
Cdφψ – план изготовления детали d в в цехе φ
за период ψ.
Часть
2. Решение задачи средствами МS
Excel
1.
Создаем в МS Excel четыре справочника исходя из решения задачи, и не забываем
делать проверку вводимых данных в колонках с кодами.
Таблица 1. Справочники
2. Создаем Наряд на работу используя
функцию ВПР в колонках наименование деталей, наименование цеха, наименование
оборудования, наименование профессии.
Таблица 2. Наряд на работу

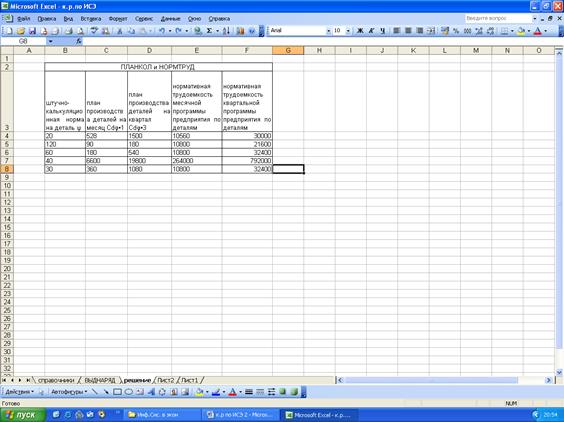
3.
Решаем задачу с помощью функции произведения, по формуле описанной в пункте 5.
Таблица 3. ПЛАНКОЛ и
НОРМТРУД
Список
литературы
1. Романов А.Н., Одинцов Б.Е.
Информационные системы в экономике (лекции, упражнения и задачи): Учеб.пособие. – М.Вузовский учебник, 2006, - 300 с.
2. Шеер А.В. Бизнес-процессы.Основные
понятия, теория, методы. – М.:Весть – Мета
Технология, 1999.
3. Экономика организации (предприятий):
Учебник / Под ред.В.Я.Горфинкеля, В.А.Швандара.
– М.: ЮНИТИ, 2003.
4. Информационные системы в экономике /
Методические указания по выполнению лабораторных работ для освоения Интернет –
Технологий. Для студентов III курса по сцепиальностям
060400 «Финансы и кредит» и 060500 «Бухгалтерский учет, анализ и аудит»/ ВЗФЭИ.
– М.: Финстатинформ, 2002. -36 с.