Задание 2.
Требуется определить производственную мощность и резерв по
группе станков предприятия.
М=N*T/t – производственная мощность.
Производство ед. прод =
1200+580+50+10+20+30+20=1910 шт.
t=
3600/1910 = 2 часа тратиться на производство одной ед.прод.
М=25*3600/2
= 45000
dA = 1200/1910=0.6
dB = 580/1910 = .0.3
МА = dA*N*T/tA=0.6*25*3600/60= 942,4
МB= dB*N*T/
tB = 0.3*25*3600/65 = 415,3
Резерв = 4500-1910 =2590
Вывод:
Производственная мощность равен 4500, резерв равен 2590
Задание 3
Требуется определить продолжительность процесса на основе
разработки сетевого графика.
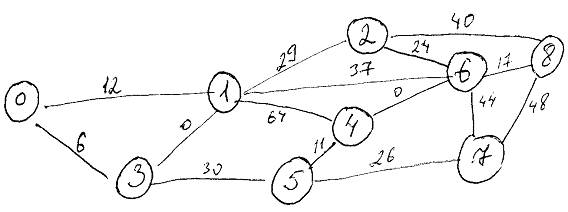
Рис 1. Сетевой график.
0-1=12, раннее начало работ
следующих за событием 0-1 0+12=12часов.
0-3=6, раннее начало работ
следующих за событием 0-3 0+6=6часов.
1-2=29, раннее начало работ следующих
за событием 1+29=30часов.
1-3=0, слияние двух видов работ
1-3,0-3 способствует возникновения события 2.
Раннее число работы 4 следующей
за событием 2, определяется как 6+0=6. Ограничивающимся видом работ является
1-3
1-4=61, раннее начало работ
следующих за событием 1-4 1+61=62часов.
1-6=37, раннее начало работ
следующих за событием 1+37=38часов.
2-6=24, раннее начало работ
следующих за событием 2+24=26часов.
2-8=40, раннее начало работ
следующих за событием 2+40=42часов.
3-5=30, раннее начало работ следующих
за событием 3+30=33часов.
4-5=11, раннее начало работ
следующих за событием 4+11=15часов.
Слияния двух видов работы 4-6,
2-6 способствует возникновению события 3.
Раннее число работы 7 следующей
за событием 3, определяется как 24+0=24. Ограничивающимся видом работ является
1-4.
5-7=26, раннее начало работ
следующих за событием 5+26=31часов.
6-7=44, раннее начало работ
следующих за событием 6+44=50часов.
6-8=17, раннее начало работ
следующих за событием 6+17=23часов.
7-8=48, раннее начало работ следующих
за событием 7+48=55часов.
Задание 4.
Определить длительность операционного цикла.
Используем формулу: Тон=n*t = 8*165=1320
При
параллельном варианте:
Тон=t+tнаиб(n-1)=165+40(8-1)=445
При
параллельно-последовательном варианте организации производства:
Тон=t+(tб-tм)*(n-1) = 165+(25-15)*(8-1) = 325
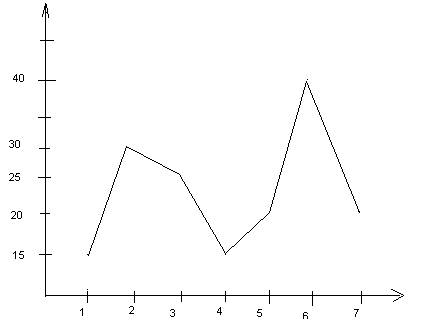
График операций.
Вывод: По результатам расчетов мы пришли к выводу, что
длительность операционного цикла 1320, при параллельном варианте 445, при
параллельно-последовательном варианте организации производства 325.
Задание 5
Необходимо определить:
Размер партий изделий,
Планируемый ритм
Число партий за планируемый период
Время операционного цикла партий изделий
Количество рабочих мест, необходимых для изготовления
изделий.
Решение:
|
Сбо
Роч
Ные
ед.
|
Но
мер оп
ер
ации
|
Шту
чное время
на опера
цию
|
Под
гото
Вите
льно-закл
.вр.
|
Миним
альный размер
партии
|
Размер партии
|
Период чередо
вания партий
|
Коррек
тированный размер
партии
|
Длитель
ность
операции
оного
цикла
партии
изд.
|
Длител
ьность
операц
ионного
цикла
по
сборочной единице
.гос.
|
|
АВ1
|
1
|
8
|
30
|
126,717
|
7,10242
|
2,956741
|
126,7174603
|
17,39566
|
318,8897378
|
|
АВ2
|
2
|
18
|
25
|
342,137
|
2,63052
|
7,9832
|
342,1371429
|
103,0578
|
840,9458193
|
|
АВ
|
3
|
5
|
15
|
158,397
|
5,68193
|
3,695926
|
158,3968254
|
13,44974
|
359,6212442
|
|
АБ
|
4
|
18
|
10
|
855,343
|
1,05221
|
19,958
|
855,3428571
|
256,7695
|
2016,465448
|
|
5
|
14
|
20
|
332,633
|
2,70568
|
7,761444
|
332,6333333
|
77,94778
|
787,6815708
|
|
6
|
6
|
30
|
95,0381
|
9,46989
|
2,217556
|
95,03809524
|
10,00381
|
247,7674423
|
|
АА
|
7
|
7
|
30
|
110,878
|
8,11705
|
2,587148
|
110,8777778
|
13,43574
|
282,8954902
|
|
8
|
18,5
|
15
|
586,068
|
1,53566
|
13,67493
|
586,068254
|
180,9544
|
1401,801469
|
|
А
|
9
|
12,5
|
30
|
197,996
|
4,54555
|
4,619907
|
197,9960317
|
41,74917
|
489,4066898
|
|
10
|
10
|
15
|
316,794
|
2,84097
|
7,391852
|
316,7936508
|
53,04894
|
721,8690613
|
|
11
|
12
|
15
|
380,152
|
2,36747
|
8,870222
|
380,152381
|
76,28048
|
874,822932
|
|
Итого
|
|
129
|
235
|
3502,15
|
48,0493
|
81,71692
|
3502,15381
|
844,093
|
8342,166905
|
Число рабочих мест рассчитывается по формуле:
Мр=Т/(Rпр*Kсм*tсм)=8342,16/(81,7*2*9)=5,6
Необходимое
число рабочих рассчитывается по формуле:
Чсп=М* Kсм(1+Кзам)=900*9(1+0,15)=9315
Вывод:
результаты расчетов показывают, что число партий за планируемый период
48, размер партий изделий 3502,1, время операционного цикла партий изделий 844,
количество рабочих мест, необходимых для изготовления изделий 9315.
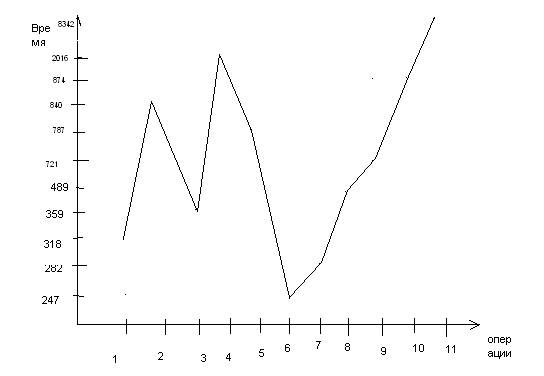
График операций.