Вторая часть к диплому «Технологические требования к конструкции
штампованных деталей». Первую ищите на том же сайте, под таким же названием,
вместе не помещаються J
3.2.5.
Конструирование штампов.
3.2.5.1. Штамп для вытяжки..
Расчет
исполнительных размеров рабочих частей пуансона и матрицы вытяжного штампа ([1],
стр. 410, табл. 195).
Вытяжка
деталей с допуском по наружному размеру:
Lм
= (L - D)+dм;
Lп = (L - D - Z)-dп
(3. 25), (3. 26)
где dм
– допуск на изготовление матрицы, dм = 0,14 ([1], стр. 411, табл. 196);
dп
- допуск на изготовление пуансона, dп = 0,09 ([1], стр. 411, табл. 196);
Z –
величина зазора, Z = S + d,
где d -
верхнее отклонение допуска на толщину материала
d =
0,1S, тогда Z = 1,65 мм
1) Размер
692,5-0,8 ® D = 0,8
Lм
= (692,5 – 0,8)+0,14 = 691,7+0,14 мм,
Lп
= (692,5 – 0,8 – 1,65)-0,09 = 690,05-0,09 мм
2)
Размер 284-0,8 ® D = 0,8
Lм
= (284 – 0,8)+0,14 = 283,2+0,14 мм,
Lп
= (284 – 0,8 – 1,65)-0,09 = 281,55-0,09 мм
Вытяжка
деталей с допуском по внутреннему размеру (ребра жесткости):
Lм
= (L + Z)+dм; Lп = L-dп
(3. 27), (3. 28)
1)
Размер 460+0.8 ® D = 0,8
Lм
= (460 + 1,65)+0,14 = 461,65+0,14 мм,
Lп
= 460-0,09 мм
2)
Размер 15+0.8 ® D = 0,8
Lм
= (15 + 1,65)+0,14 = 16,65+0,14 мм,
Lп
= 15-0,09 мм
Остальные
элементы деталей высчитываются аналогично.
3.2.5.2. Штамп для гибки.
Расчет
исполнительных размеров рабочих частей пуансона и матрицы гибочного штампа:
Поскольку
заданы внутренние радиусы гиба, изготовляется пуансон по заданным размерам
детали с допуском на изготовление пуансона dп = 0,09
Lп
= L-dп
(3. 29)
Матрица
пригоняется к пуанону с требуемым размером
Z =
1,65 мм
Rп
= 450-0,09
Rм
= (450 - 1,65)+0,14 = 448,35+0,14 мм
3.3. Деталь «Крышка».
Деталь
типа Крышка изготовляется из материала Лист АМГ6 М – 1,5 ГОСТ 21631 – 76,
толщина материала S = 1,5 мм.
Материал
– алюминий.
рис.
3.10. Эскиз детали.
3.3.1.
Анализ технологичности формы и конструктивных элементов детали. ([1], стр. 280-281)
1.
Радиусы закруглений у дна должны быть
r ³
(2 ¸
4) S = (2 ¸
4)1,5 = 3¸6
мм. В нашем случае R = 40 мм, что удовлетворяет условию.
2.
Наименьшие радиусы пробиваемых отверстий должны быть не
менее S, то есть 1,5 мм.
3.
Расстояние от стенки до края отверстия с ³
r + 0,5S = 40 + 0,75 = 40,75 мм.
Исходя
из изложенных ранее технологических требований делаем вывод, что деталь
технологична и ее изготавливать возможно методом холодной штамповки.
3.3.2.
Определение формы и размеров заготовки. Расход материала. ([1], стр. 284)
Основным
правилом для определения размеров заготовок при вытяжке является равенство
объемов заготовки и детали, так как в процессе пластической деформации объем
металла остается постоянным.
Для
определения ширины полосы и шага вырубки необходимо определить наименьшую
величину перемычки ([1],
стр. 292, табл. 139), при S = 1,5 мм, а = в = 1,4 мм.
Таким
образом, можем принять размеры перемычки 1,5 мм для удобства изготовления и
простоты расчетов.
Вместо
вычисления диаметра заготовки мы разбиваем деталь на элементарные части.
Диаметр
заготовки определяем разбив деталь на элементарные части ([1],
стр. 92, табл. 31):
1)
F1 = p d h = p 2R h
= p
´
2 ´
270 ´
30 = 50868 мм2
(3. 30)
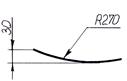
рис.
3.11. Отдельный элемент детали.
2)
F2 = p (dL + 2rh)
(3. 31)
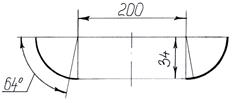
рис.
3.12. Радиусы закруглений дна.
L =
0,017 r a
= 0,017 ´
40 ´
64 = 43,52 мм, тогда
F2
= p
(200 ´
43,25 + 2 ´
40 ´
34) = 35871,36 мм2
3) F3
= p
d h
(3. 32)
Причем
с учетом технологического припуска h = 4 + 10 = 14 мм
F3
= p
´
280 ´
14 = 12308,8 мм2
Тогда
по формуле ([1],
стр. 98):
Dд
= 1,13  ,
(3. 33)
,
(3. 33)
где Fp
– сумма расчетных площадей вытянутой детали;
b -
коэффициент увеличения поверхности, b = 1
Dд
= 1,13  = 355,6 мм
= 355,6 мм
Находим
ширину полосы по формуле ([1], стр. 296):
B = D +
2 (b + Dш)
+ Z,
(3. 34)
где Dш
– односторонний допуск на ширину полосы ([1], стр. 297, табл. 144), Dш
= 1,2 мм;
Z –
гарантийный зазор между направляющими и наибольшей возможной шириной полосы ([1],
стр. 297, табл. 143), Z = 1,5 мм
В =
355,6 + 2 ( 1,5 + 1,2 ) + 1,5 = 362,5 мм
Оценку
экономичности производим при помощи коэффициента раскроя ([1],
стр. 287):
кр
= (f n / B h) 100%,
(3. 35)
где f –
площадь поверхности детали, f = 99048,16 мм2;
h – шаг
вырубки, h = D + a = 355,6 + 1,5 » 357 мм
кр
= (99048,16 ´
1 / 357 ´
362,5) 100% = 76,5%
Величина
полезного использования металла определяется общим коэффициентом использования
([1],
стр. 290) по формуле:
ки
=  ,
(3. 36)
,
(3. 36)
где m –
количество деталей, полученных из листа,
A ´
C – размеры листа, A ´ C = 1500 ´ 3000 мм, ГОСТ 19903
– 74.
Из
листа получаем 8 полос, из полосы получаем 4 детали.
m = 8 ´
4 = 32 детали
ки
=  = 70,4%
= 70,4%
Концевые
отходы (полосы шириной 96 и 72 мм) используются для изготовления деталей в
цехах средней и мелкой штамповки.
3.3.3
Разработка технологического процесса.
Технологический
процесс:
1.
Резка листа на полосы. Ножницы гильотинные.
2.
Штамповка. Вырубка.
3.
Штамповка. Вытяжка. Так как m = d / D = 280 / 355,6 =
0,78 вытяжку производим за один переход.
4.
Штамповка. Пробивка отверстия диаметром 60 мм.
3.3.4.
Выбор оборудования. Расчет усилия пресса.
3.3.4.1. Усилие для вырубки.
Операция
вырубка заготовки диаметром 355,6 мм:
Усилие
среза ([1],
стр. 16):
Рср
= L S sср,
(3. 37)
где sср
– сопротивление срезу, sср = 7 кг / мм2;
S –
толщина детали, S = 1,5 мм;
L –
периметр среза, L = p
d = p
355,6 = 1116,58 мм;
Рср
= 1116,58 ´
1,5 ´
7 = 11724,1 кгс
Полное
усилие вырубки составляет
Р = 1,3
Рср = 1,3 ´ 11724,1 = 15241,37 кгс
(3. 38)
Выбираем
пресс усилием 16 т. с.
Штамп
устанавливается на 16 т. с. пресс модели - КД 23221 – пресс одно-кривошипный
открытый простого действия двухстоячный наклоненный:
|
Номинальное
усилие на внутреннем ползуне пресса, кН
|
160
|
|
Ход,
мм
|
5…55
|
|
Число
ходов в минуту
|
160
|
|
Число
одиночных ходов в минуту
|
50
|
|
Габаритные
размеры
1100 ´
1130 ´
1865
|
3.3.4.2. Усилие для вытяжки.
Определяем
усилие вытяжки ([1],
стр. 172):
Рв
= p
d S sв
K,
(3. 39)
где К –
коэффициент вытяжки при m = 0,78 К = 0,5;
d –
диаметр детали;
S –
толщина материала;
sв
= 11 кгс / мм2
Рв
= p
´
280 ´
1,5 ´
11 ´
0,5 = 7253,4 кг
Исходя
из конструктивных особенностей пресса, величины хода, размеров рабочего стола,
выбираем пресс усилием 40 т. с.
Штамп
устанавливается на 40 т. с. пресс модели КД2126К – пресс одно-кривошипный с
С-образной станиной простого действия:
|
Номинальное
усилие на внутреннем ползуне пресса, кН
|
400
|
|
Число
ходов ползуна в минуту в автоматическом режиме
|
140
|
|
Число
ходов ползуна в минуту в одиночном режиме
|
50
|
|
Ход
ползуна, мм
|
10…80
|
|
Наибольшее
расстояние между столом и ползуном в его нижнем положении при наибольшем
ходе, мм
|
280
|
|
Мощность
электродвигателя, кВт
|
4,5
|
3.3.4.3. Усилие для пробивки отверстия.
Усилие
пробивки отверстия диаметром 60 мм:
Рср
= L S sср
= p
´
60 ´ 1,5 ´ 7 = 1978,2 кг (3.
40)
Полное
усилие пробивки:
Р = 1,3
Рср = 1,3 ´ 1978,2 = 2571,66 кг (3. 41)
3.3.5.
Конструирование штампов.
3.3.5.1. Штамп для вырубки.
Расчет
исполнительных размеров рабочих частей пуансона и матрицы вырубного штампа ([1],
стр. 408):
Вырубка
наружного контура размером 355,6-1:
Dм
= (D - D)+dм;
Dп = (D - D - Z)-dп,
(3. 42), (3. 43)
где dм
– допуск на изготовление матрицы, dм = 0,03 ([1], стр. 409, табл. 194);
dп
- допуск на изготовление пуансона, dп = 0,02 ([1], стр. 409, табл. 194);
Z –
величина двустороннего зазора, Z = 0,1 мм;
D -
допуск на изготовление диаметра, D = 1
Dм
= (355,6 – 1)+0,03 = 354,6+0,03 мм,
Dп
= (355,6 – 1 – 0,1)-0,02 = 354,5-0,02 мм
3.3.5.2. Штамп для пробивки.
Пробивка
отверстия диаметром 60+0,74:
dм
= (d + D
+ Z )+dм; dп = ( d – D )-dп (3. 44), (3.
45)
dм
= (60 + 0,74 + 0,1 )+0,03 = 60,84+0,03 мм
dп
= (60 – 0,74 )-0,02 = 60,74-0,02 мм
3.3.5.3. Штамп для вытяжки.
1)
Расчет исполнительных размеров пуансона и матрицы с допуском по внутреннему
контуру диаметр 277+1,3:
dм
= (d + Z)+dм; dп = d-dп,
(3. 46), (3. 47)
где Z –
зазор между пуансоном и матрицей ([1], стр. 183), Z = S + d,
где d -
верхнее отклонение допуска на величину материала, при S = 1,5 мм, d =
0,15 мм Z = 1,5 + 0,15 = 1,65 мм;
dм
– допуск на изготовление матрицы, dм = 0,14;
dп
- допуск на изготовление пуансона, dп = 0,09
dм
= ( 277 + 1,3)+0,14;
dп
= 277-0,09
2)
Оптимальное значение радиуса закругления вытяжной кромки матрицы ([1], стр.
179), при относительной толщине вытяжки ( S / D ) 100 = 0,42:
rм
= 8 S = 8 ´
1,5 = 12 мм
3.4. Деталь «Пластина».
Деталь типа Пластина изготовляется из материала сталь 3, толщина листа S = 6
мм.
рис.
3.13. Эскиз детали.
3.4.1.
Анализ технологичности формы и конструктивных элементов детали. ([1], стр. 280-281)
Исходя
из технологических требований делаем вывод, что деталь технологична и ее
изготовление возможно путем холодной штамповки.
3.4.2.
Определение формы и размеров заготовки. Расход материала. ([1], стр. 284)
Для
определения ширины полосы и шага вырубки необходимо определить наименьшую
величину перемычек ([1],
стр. 292, табл. 139), при S = 6 мм, а = b= 3,5 мм.
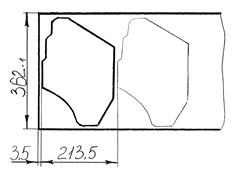
рис.3.14.
Раскрой материала.
Исходя
из этого ширина полосы определяется по формуле ([1], стр. 296):
В = L +
2 (b + Dш)
+ Z,
(3. 48)
где Dш
– односторонний допуск на ширину полосы ([1], стр. 297, табл. 144), Dш
= 3 мм;
Z –
гарантийный зазор между направляющими и наибольшей возможной шириной полосы ([1],
стр. 297, табл. 143), Z = 1,5 мм
В = 347
+ 2 ( 3,5 + 3 ) + 1,5 = 361,5 мм
Выбираем
полосу шириной 362-1 мм.
Оценку
экономичности производим посредством коэффициента раскроя ([1],
стр. 287):
кр
= (f n / B h) 100%,
(3. 49)
где f –
площадь поверхности детали, для определения площади поверхности детали разобьем
ее на элементарные части:
f = F –
f1 – f2 – f3 – f4 – f5 =
347 ´
210 – ( 54 ´
172 ) / 2 - 86 ´
12 – 84 ´
6 – ( 100 ´
100 ) / 2 - ( 98 ´
70 ) / 2 = 58260 мм2;
h – шаг
вырубки, h = 210 + 3,5 = 213,5 мм;
В –
ширина полосы, В = 362 мм
кр
= (58260 ´
1 / 362 ´
213,5) 100% = 75,4%
Величина
полезного использования металла определяется общим коэффициентом использования
([1],
стр. 290) по формуле:
ки
= ,
(3. 50)
где m –
количество деталей, полученных из листа,
A ´
C – размеры листа, A ´ C = 1500 ´ 3000 мм, ГОСТ 19903
– 74;
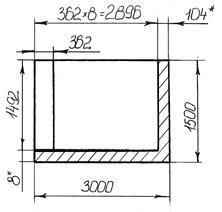
рис.
3.15. Раскрой листа на полосы.
Из
листа получаем 8 полос, из полосы получаем 7 деталей.
m =8 ´
7 = 56 деталей
ки
= 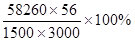 = 75,1%
= 75,1%
Так как
вырубка из полосы неудобна из-за тяжести полосы будем производить вырубку
детали из карточки. Для уменьшения расхода материала будем изготавливать 2
детали из 1 карточки, тогда ширина карточки такая же как ширина полосы 362-1
мм, а длина карточки 2 ´ 210 + 3,5 ´ 3 = 430,5 мм. Принимаем
ширину карточки 431-1 мм.
Тогда
оценку экономичности производим общим коэффициентом использования:
ки
=  ,
(3. 51)
,
(3. 51)
В нашем
случае:
1-й вариант
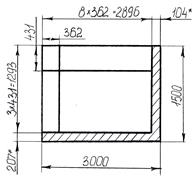
рис.
3.15.а Раскрой листа на полосы.
При
резке полосы на карточки остается отход величиной 207 мм , тогда 6 ´
8 = 48 деталей
2-й
вариант
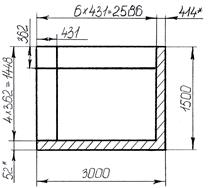
рис.
3.15.б Раскрой листа на полосы.
6 ´
4 ´
2 = 48 деталей
ки
=  = 62,14%
= 62,14%
Концевые
отходы (полосы шириной 207 и 104 мм) используются для изготовления деталей в
цехах средней и мелкой штамповки.
3.4.3
Разработка технологического процесса.
Технологический
процесс:
1.
Резка листа на полосы и на карточки. Ножницы
гильотинные.
2.
Штамповка. Вырубка.
3.4.4. Выбор оборудования. Расчет усилия пресса.
3.4.4.1.
Усилие процесса среза (вырубки).
Расчетное
усилие процесса среза штамповки с параллельными режущими кромки определяется по
формуле ([1],
стр. 16):
Рср
= L S sср, (3.
52)
где sср
– сопротивление срезу, sср = 45 кг / мм2;
S –
толщина детали, S = 6 мм;
L –
периметр среза, L = S
l = 195 + 120,5 + 180,3 + 26 + 247 + 12 + 141,4 + 40 = 962,2 мм
Рср
= 962,2 ´
6 ´
45 = 259794 кгс
Полное
усилие вырубки составляет
Р = 1,2
Рср = 1,2 ´ 259794 = 311752,8 кгс
(3. 53)
Исходя
из конструктивных особенностей пресса, величины хода штампа, выбираем пресс
усилием 400 т. с.
Штамп
устанавливается на 400 т. с. пресс модели КВ2536 – пресс одно-кривошипный
закрытый простого действия:
|
Номинальное
усилие на внутреннем ползуне пресса, кН
|
4000
|
|
Ход
ползуна, мм
|
250
|
|
Число
ходов в минуту
|
25
|
|
Число
одиночных ходов в минуту
|
18
|
|
Размер
между столом и ползуном в его нижнем положении при верхнем положении, мм
|
670
|
|
Суммарная
мощность электродвигателей, кВт
|
43,3
|
|
Габаритные
размеры, мм
3410 ´
3140
|
3.4.5.
Конструирование штампов.
3.4.5.1. Штамп для вырубки.
Расчет
исполнительных размеров рабочих частей пуансона и матрицы штампа ([1],
стр. 407):
Вырубка
наружного контура размером L-D:
Lм
= ( L - D)+dм;
Lп = ( L - D - Z)-dп,
(3. 54), (3. 55)
где dм
– допуск на изготовление матрицы, dм = 0,12 ([1], стр. 409, табл. 194);
dп
- допуск на изготовление пуансона, dп = 0,06 ([1], стр. 409, табл. 194);
Z –
величина двустороннего зазора, Z = 0,8 мм;
D -
допуск на изготовление размера, D = 0,6 мм
Для
размера 347-0,6:
Lм
= (347 – 0,6)+0,12 = 209,5+0,12 мм,
Lп
= (347 – 0,6 – 0,8)-0,06 = 208,7-0,06 мм
Остальные
элементы контура вычисляются аналогично.
3.4.5.2. Штамп для вырубки.
Расчет
толщины и ширины матрицы ([1], стр. 407):
Наименьшая
толщина вырубной матрицы:
Н = (
0,15 ¸
0,22 ) b,
(3. 56)
где b –
ширина детали
Н = (
0,15 ¸
0,22 ) 347 = 52,05 ¸
76,34 мм
Наименьшая
ширина вырубной матрицы:
В = b +
( 3 ¸
4) Hmin = 347 + ( 3 ¸ 4 ) 52 = 503 ¸ 555 мм. (3. 57)
3.5. Деталь «Скоба».
Деталь
типа Скоба изготовляется из материала
лист  , толщина материалла S = 6 мм
, толщина материалла S = 6 мм
рис. 3.16. Эскиз детали.
3.5.1.
Анализ технологичности формы и конструктивных элементов детали. ([1], стр. 280-281)
1.
Необходимо избегать сложных конфигураций с узкими и
сложными вырезами контура b > 2S = b > 12 мм.
2.
Сопряжение в углах внутреннего контура следует
выполнять с радиусом закругления r ³ 0,5 S = 3 мм.
3.
Радиус гибки должен быть не менее толщины, то-есть 6
мм.
4.
Наименьшая высота отгибаемой полки должен быть h ³
3 S = 18 мм.
5.
Линию изгиба желательно располагать поперек линии
проката.
Исходя
из изложенных ранее технологических требований делаем вывод, что деталь технологична
и ее изготовление возможно путем холодной штамповки.
3.5.2.
Определение формы и размеров заготовки. Расход материала. ([1], стр. 284)
Для
определения ширины полосы и шага вырубки необходимо определить наименьшую
величину перемычек ([1],
стр. 292, табл. 139), при S = 6 мм, а = b = 3,5 мм.
Развертка
детали ([1],
стр. 63, табл. 21):
L = 2 ´
l + p
( r + x S ),
(3. 58)
где х –
коэффициент, х = 0,48
L = 2 ´
76 + p
( 40 + 0,48 ´
6 ) = 286,64 мм
Таким
образом определяем величину развертки 287-1 мм.
Исходя
из этого ширина полосы определяется по формуле ([1], стр.296):
В = L +
2 (b + Dш)
+ Z,
(3. 59)
где Dш
– односторонний допуск на ширину полосы ([1], стр. 297, табл. 144), Dш
= 3 мм;
Z –
гарантийный зазор между направляющими и наибольшей возможной шириной полосы ([1],
стр. 297, табл. 143), Z = 1,5 мм
В = 287
+ 2 ( 3,5 + 3 ) + 1,5 = 302,5 мм
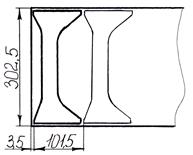
рис.
3.17. Раскрой полосы.
Выбираем
полосу шириной 302,5-1 мм.
Оценку
экономичности производим посредством коэффициента раскроя ([1],
стр. 287):
кр
= (f n / B h) 100%,
(3. 60)
где f –
площадь поверхности детали,
Для
определения площади поверхности детали разобьем ее на элементарные части: f = F1
+ 2F2 + 2F3 = 30 ´ 287 + 2 [ ( 17
´
43 ) / 2 + 17 ´
5 ]
+ 2 [(
51 ´
43 ) / 2 + 51 ´
5]
= 12214 мм2,
h – шаг
вырубки, h = 98 + 3,5 = 101,5 мм,
В –
ширина полосы, В = 302,5 мм,
n –
количество рядов, n = 1
кр
= ( 12214 ´
1 / 302,5 ´
101,5) 100% = 39,7%
Величина
полезного использования металла определяется общим коэффициентом использования
([1],
стр. 290) по формуле:
ки
= , (3.
61)
где m –
количество деталей, полученных из листа,
A ´
C – размеры листа, A ´ C = 1500 ´ 3000 мм
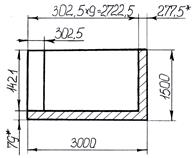
рис.
3.18. Раскрой листа.
Из
листа получаем 9 полос, из полосы получаем 14 заготовок.
m = 9 ´
14 = 126 заготовки.
ки
=  = 34,2%
= 34,2%
Используем
другой раскрой полосы, представленный на листе МТ6127.06.001.00. При таком
раскрое ширина полосы с учетом а = b= 5 мм.
Выбираем
полосу шириной 306-1 мм.
Оценку
экономичности производим посредством коэффициента раскроя ([1],
стр. 287):
кр
= (f n / B h) 100%,
(3. 62)
где f –
площадь поверхности детали, для определения площади поверхности детали разобьем
ее на элементарные части:
f = F1
+ 2F2 + 2F3 = 30 ´ 287 + 2 [ ( 17
´
43 ) / 2 + 17 ´
5 ]
+ 2 [(
51 ´
43 ) / 2 + 51 ´
5]
= 12214 мм2;
h – шаг
вырубки, h = 176 мм;
В –
ширина полосы, В = 306 мм;
n –
количество рядов, n = 2
кр
= ( 12214 ´
2 / 306 ´
176) 100% = 45,3 %
Тогда
оценку экономичности производим общим коэффициентом использования:
ки
= ,
(3. 63)
Из
листа получаем 9 полос, из полросы 17 заготовок.
m = 9 ´
17 = 153 заготовки
ки
=  = 41,53 %
= 41,53 %
Выбираем
данный раскрой материала.
Концевые
отходы (полоса шириной 246 мм) используются для изготовления деталей в цехах
средней штамповки.
3.5.3
Разработка технологического процесса.
Технологический процесс:
1.
Резка листа на полосы и на карточки. Ножницы
гильотинные.
2.
Штамповка. Вырубка.
3.
Механическая обработка отверстия диаметром 4 мм.
4.
Штамповка. Гибка.
3.5.4. Выбор оборудования. Расчет усилия пресса.
3.5.4.1.Усилие
процесса среза (вырубки).
Расчетное
усилие процесса среза штамповки с параллельными режущими кромки определяется по
формуле ([1],
стр. 16):
Рср
= L S sср,
(3. 64)
где sср
– сопротивление срезу, sср = 45 кг / мм2;
S –
толщина детали, S = 6 мм;
L –
периметр среза, L = S
l = 2 ´
98 + 2  +2
+2  + 4 ´
5 + 191 ´
2 = 823,9 мм
+ 4 ´
5 + 191 ´
2 = 823,9 мм
Рср
= 823,9 ´
6 ´
45 = 222453 кгс
Полное
усилие вырубки составляет:
Р = 1,2
Рср = 1,2 ´ 222453 = 266943,6 кгс
(3. 65)
Исходя
из конструктивных особенностей пресса, величины хода штампа, выбираем пресс
усилием 400 т. с.
3.5.4.2. Усилие гибки.
Расчет
усилия гибки:
Так как
калибровка, производимая при штамповке, превышает усилие гибки, то рассчитываем
максимальное усилие пресса будет при калибровке, то есть
Р = р
F,
(3. 66)
где р –
давление калибровки, р = 8 кгс/мм2 ([1], стр. 73, табл. 26);
F –
площадь калибруемой заготовки, F = 191 ´ 30 = 5730 мм2
Р = 8 ´
5730 = 45840 кгс
Исходя
из конструктивных особенностей пресса, закрытой высоты штампа, величины хода
пресса, размеров рабочего стола, выбираем пресс усилием 63 т.с.
(гидравлический).
Штамп устанавливается на 63 т. с. пресс модели КД2128 – пресс
одно-кривошипный открытый двухстоячный простого действия не наклоняемый:
|
Номинальное
усилие на внутреннем ползуне пресса, кН
|
630
|
|
Ход
ползуна, мм
|
10…100
|
|
Число
ходов в минуту
|
125
|
|
Число
одиночных ходов в минуту
|
45
|
|
Мощность
электродвигателя 4АС132М6, кВт
|
6,3
|
|
Габаритные
размеры, мм
1500 ´
1690 ´
2890
|
3.5.5.
Конструирование штампов.
3.5.5.1. Штамп для вырубки.
Расчет
исполнительных размеров рабочих частей пуансона и матрицы штампа ([1],
стр. 407):
Вырубка
наружного контура размером D-D:
Dм
= ( D - D)+dм;
Dп = ( D - D - Z)-dп, (3.
67), (3. 68)
где dм
– допуск на изготовление матрицы, dм = 0,12 ([1], стр. 409, табл. 194),
dп
- допуск на изготовление пуансона, dп = 0,06 ([1], стр. 409, табл. 194),
Z –
величина двустороннего зазора, Z = 0,8 мм;
D -
допуск на изготовление диаметра
1) Для
размера 98 ±
0,5, то есть в нашем случае 98,5-1:
Ам
= (98,5 – 1)+0,12 = 97,5+0,12 мм,
Ап
= (98,5 – 1 – 0,8)-0,06 = 96,7-0,06 мм
2) Для
размера 267-1:
Ам
= ( 267 – 1)+0,12 = 266+0,12 мм,
Ап
= ( 267 – 1 – 0,8)-0,06 = 265,2-0,06 мм
3) Для
размера 30 ±
0,3, то есть в нашем случае 30,3-0,6:
Ам
= (30,3 – 0,6)+0,12 = 29,7+0,12 мм,
Ап
= (30,3 – 0,6 – 0,8)-0,06 = 28,9-0,06 мм
Остальные
элементы контура вычисляются аналогично.
Расчет
толщины и ширины матрицы ([1], стр. 455):
1)
Наименьшая толщина вырубной матрицы:
Н = (
0,15 ¸
0,22 ) b,
(3. 69)
где b –
ширина детали
Н = (
0,15 ¸
0,22 ) 267 = 40,05 ¸
58,74 мм
2)
Наименьшая ширина вырубной матрицы:
В = b +
( 3 ¸
4) Hmin = 267 + ( 3 ¸ 4 ) 40 = 387 ¸ 427 мм. (3. 70)
3.5.5.2. Штамп для U образной гибки.
Зазоры,
радиусы закруглений матриц, глубина рабочей полости и другие элементы рабочих
частей штампа относятся к конструктивно-технологическим элементам. От их
правильного выполнения зависит нормальный ход пресса гибки и качества деталей.
Расчет
исполнительных размеров рабочих частей ([1], стр. 74):
Зазор
между матрицей и пуансоном:
Z = Smax
+ S n,
(3. 71)
где S –
толщина материала,
n –
коэффициент ([1],
стр. 74, табл. 27),n = 0.09
Z = 6 +
6 ´
0,09 = 6,54 мм
Исходя
из этого, так как задан внутренний размер определяем размер пуансона:
Lп
= L-dп
= 80-0,06 (3.
72)
А
матрица подгоняется к пуансону с требуемым зазором:
Lм
= Lп + 2 ´
6,54 = 80 + 13,08 = 93,08+0,12
Наименьшая
глубина матрицы должна быть 50 мм ([1], стр. 74).
Радиусы
закруглений гибочных матрицы должны быть одинаковыми с обеих сторон, в
противном случае скольжение заготовки будет различным и деталь получается не
симметричной.
Радиус
матрицы rм = 12 мм ([1], стр. 74, табл. 27).
Поскольку
при U образной гибке с калибровкой возможно пружинение, которое зависит не
только от соотношения R/S, но и от настройки пресса. Поэтому угол пружинение
пуансона определяется по диаграмме. b = 2°
4. Автоматическая линия штамповки крупногабаритных
деталей типа ???????
5. Организационно-экономический раздел.
5.1 Расчет капитальных затрат.
5.1.1. Расчет затрат на оборудование.
5.1.1.1. Расчет затрат на
технологическое оборудование.
5.1.1.1.1. Расчет затрат на
основное технологическое оборудование.
Количество
основного технологического оборудования, которое необходимо для выполнения
производственной программы, рассчитывается по операциям технологического
процесса.
Расчетное
количество единиц оборудования в цехе определяется по формуле:
N
рі =

,
где
Npi – расчетное количество оборудования i – го вида, ед.;
Qj
– годовая программа изготовления деталей j – го вида, шт.;
Тштji
– искусственно-калькуляционное время обработки деталей j – го на i – му виде
оборудования, мин.;
Fді
– действительный годовой фонд времени работы единицы оборудования i –го вида,
ч.;
kвн
– средний коэффициент выполнения норм (kвн = 1,1 ¸ 1,2)
Принимаем:
kвн = 1,1.
Действительный
годовой фонд времени работы единицы оборудования определяется по формуле:
Fд
= Др  Чзм Зм kр ,
(5. 2.)
Чзм Зм kр ,
(5. 2.)
где
Др – количество рабочих дней в текущем году;
Чзм
– продолжительность рабочей смены, ч;
Зм
– число рабочих смен в смену;
kр
– коэффициент, который учитывает плановые простои оборудования, которые вызваны
выполнением ремонтных работ и техническим обслуживанием оборудования (kр
= 0,93 ¸0,97)
Принимаем
kр = 0,95.
Принятое
количество оборудования Nпі определяется округлением значения Nрі
к более близкому большему целому.
Определяем
коэффициенты загрузки оборудования:
kз
=  (1.
3)
(1.
3)
Результаты расчетов заносим в таблицу 5. 1.
Таблица
5. 1. – Номенклатура деталей (цеха)
|
Наименование деталей и операций
|
Тшк, мин
|
Q, шт
|
Fд, час
|
Наименование и количество оборудования
|
|
|
Расчетное
|
|
Коробка:
|
|
|
транспортировка
|
0,25
|
150000
|
3830,4
|
0,14
|
|
разрезка
|
0,63
|
0,37
|
|
вырубка
|
0,72
|
0,43
|
|
вытяжка
|
1,12
|
0,66
|
|
вытяжка
|
0,95
|
0,56
|
|
калибровка
|
0,89
|
0,52
|
|
обсечка
|
0,68
|
0,4
|
|
Крышка:
|
|
|
|
транспортировка
|
0,32
|
150000
|
0,18
|
|
разрезка
|
0,56
|
0,33
|
|
вырубка
|
0,8
|
0,47
|
|
вытяжка
|
1,06
|
0,63
|
|
гибка
|
0,89
|
0,53
|
|
обсечка
|
0,68
|
0,4
|
|
Крышка:
|
|
|
|
транспортировка
|
0,34
|
250000
|
0,34
|
|
резка
|
0,22
|
0,22
|
|
вырубка
|
0,55
|
0,54
|
|
вытяжка
|
1,02
|
1
|
|
пробивка
|
0,53
|
0,53
|
|
Пластина:
|
|
|
|
транспортировка
|
0,34
|
225000
|
0,3
|
|
резка
|
0,38
|
0,34
|
|
вырубка
|
0,83
|
0,73
|
Скоба:
|
|
|
|
транспортировка
|
0,33
|
300000
|
0,39
|
|
резка
|
0,41
|
0,49
|
|
вырубка
|
0,82
|
0,97
|
|
механическая
обработка
|
1,55
|
1,84
|
|
гибка
|
0,78
|
0,93
|
Расчет
количества оборудования и его коэффициента загрузки приведены в таблице 5. 1.
1.
Таблица
5. 1. 1. – Коэффициент загрузки оборудования.
|
Наименование оборудования
|
Количество оборудования (расчетное)
|
Количество оборудования (принятое)
|
Коэффициент загрузки оборудования
|
Цена единицы обрудования, грн
|
|
Пресс модели
КБ3534А
|
4,6
|
5
|
0,92
|
248000
|
|
Пресс модели
КД23221
|
0,54
|
1
|
0,54
|
16500
|
|
Пресс модели
КД2126К
|
1,53
|
2
|
0,77
|
16000
|
|
Пресс модели
КВ2536
|
1,7
|
2
|
0,85
|
211000
|
|
Пресс модели
КД2128
|
0,93
|
1
|
0,93
|
15900
|
|
Транспортирующее
средство
|
1,35
|
2
|
0,68
|
|
|
Ножницы НА3221
|
1,75
|
2
|
0,88
|
78000
|
|
Станок
сверлильный 2М112
|
1,84
|
2
|
0,92
|
7000
|
Определяем
средний коэффициент загрузки оборудования по цеху:
kз.цех =  = 0,81 > 0,8
(5. 4)
= 0,81 > 0,8
(5. 4)
Балансовая стоимость единицы основного технологического оборудования
рассчитывается по формуле:
Кетоі
= Цотоі (1+kтм
),
(5. 5)
где
Цотоі – цена единицы i – го оснащения, грн;
kтм
– коэффициент транспортно-монтажных затрат (kтм = 0,4…1,0)
Принимаем
kтм = 0,5.
Цены
на оборудование определяются по данным базового предприятия или по прайсам.
Результаты
расчетов сводим в таблицу 5. 2.
Таблица
5. 2. – Затраты на основное технологическое оборудование, Кото.
|
Наименование оборудования (марка, модель)
|
Nп, ШТ
|
Цото, грн
|
kтм
|
Кото, грн
|
|
Единицы
|
Общая
|
|
Ножницы НА3221
|
2
|
78000
|
0,5
|
117000
|
234000
|
|
Пресс модели КБ3534А
|
5
|
24800
|
372000
|
1860000
|
|
Пресс модели КД23221
|
1
|
16500
|
24750
|
24750
|
|
Пресс модели КД2126К
|
2
|
16000
|
24000
|
48000
|
|
Пресс модели
КВ2536
|
2
|
21000
|
316500
|
633000
|
|
Пресс модели КД2128
|
1
|
15900
|
23850
|
23850
|
|
Станок
сверлильный 2М112
|
2
|
7000
|
10500
|
21000
|
Всего Кото
= 2844600 грн
5.1.1.1.2. Расчет затрат на
вспомогательное технологическое оборудование.
Балансовая
стоимость вспомогательного технологического оборудования рассчитывается по
формуле:
Квтоі
= Цвтоі (1+kтмді)
(5. 6)
где
Цвтоі – цена единицы і - го вспомогательного оборудования, грн;
kтмді
– коэффициент транспортно-монтажных затрат (kтмд = 0,1 ¸ 0,5)
Допускается
рассчитывать затраты на вспомогательное технологическое оборудование в
процентах от балансовой стоимости основного технологического оборудования:
Квтоі
= Котоі  (5.
7)
(5.
7)
kвто
= 8 ¸10%
Результаты
расчетов сводим в таблицу 5. 3.
Таблица
5. 3. – Затраты на вспомогательное технологическое оборудование, Квто
|
Наименование оборудования (марка, модель)
|
Nпі, од
|
Цото, грн
|
kвтоі, %
|
Квто, грн
|
|
|
Единицы
|
Общая
|
|
Ножницы НА3221
|
2
|
78000
|
0,08
|
6240
|
12480
|
|
Пресс модели КБ3534А
|
5
|
24800
|
19840
|
99200
|
|
Пресс модели КД23221
|
1
|
16500
|
1320
|
1320
|
|
Пресс модели КД2126К
|
2
|
16000
|
1280
|
2560
|
|
Пресс модели
КВ2536
|
2
|
21000
|
16880
|
33760
|
|
Пресс модели КД2128
|
1
|
15900
|
1272
|
1272
|
|
Станок
сверлильный 2М112
|
2
|
7000
|
560
|
1120
|
Всего
Квто = 15712 грн
5.1.1.2. Расчет затрат на
контрольно-измерительное оснащение, Ккио.
Балансовая
стоимость контрольно-измерительного оборудования может быть рассчитана в
процентах от балансовой стоимости технологического (основного и
вспомогательного) оборудования на котором используются контрольно-измерительные
средства:
Ккиоі
= Ктоі  (5.
8)
(5.
8)
kкио
= 1 ¸5%
Результаты
расчетов сводим в таблицу 1.4.
Таблица
1.4. – Затраты на контрольно-измерительное оборудование, Ккио
|
Наименование оборудования (марка, модель)
|
Nп, од
|
Ктоі, грн
|
kкиоі, %
|
Ккво, грн
|
|
Единицы
|
Общая
|
|
Ножницы марки КА3221
|
2
|
123240
|
0,05
|
6162
|
12324
|
|
Пресс модели КБ3534А
|
5
|
391840
|
19592
|
97960
|
|
Пресс модели КД23221
|
1
|
26070
|
1303,5
|
1303,5
|
|
Пресс модели КВ2536
|
2
|
25280
|
1264
|
2528
|
|
Пресс модели КД2126К
|
2
|
333380
|
16669
|
3338
|
|
Пресс модели КД2128
|
1
|
25122
|
1256,1
|
1256,1
|
|
Станок сверлильный 2М112
|
2
|
11060
|
533
|
1106
|
Всего Ккио = 119815,6 грн.
5.1.1.3. Расчет затрат на
энергетическое оборудование, КЭО..
Балансовая
стоимость энергетического оборудования определяется по установленной мощности
всего оборудования цеха, что потребляет энергоносители. Для
электроэнергетического оборудования 1 квт установленной мощности W стоит 210
грн.
КЭОі
= 210 Wі (5. 9)
Результаты
расчетов сводим в таблицу 5. 5.
Таблица
5. 5. – Затраты на электроэнергетическое оборудование, КЭО
|
Наименование оборудования (марка, модель)
|
Wі, кВт
|
КЭОі, грн
|
|
Единицы
|
Общая
|
|
Ножницы марки КА3221
|
19,7
|
4137
|
8274
|
|
Пресс модели КБ3534А
|
40
|
8400
|
75600
|
|
Пресс модели КД23221
|
3
|
630
|
630
|
|
Пресс модели КД2126К
|
4,5
|
945
|
1890
|
|
Пресс модели КВ2536
|
43,3
|
9093
|
27279
|
|
Пресс модели КД2128
|
6,3
|
1323
|
2648
|
|
Станок сверлильный 2М112
|
0,55
|
115,5
|
231
|
Всего
КЭО = 116552 грн
Если в цехе есть другое энергетическое оборудование для технологических
целей (парогенераторы, компрессоры и другие), его балансовая стоимость
определяется прямым расчетом (см. таблицу 5. 2.).
5.1.1.4. Расчет затрат на
подъемно-транспортное оборудование, Кпто.
Балансовая
стоимость подъемно-транспортного оборудования может быть рассчитана в процентах
от балансовой стоимости оборудования цеха которое оно обслуживает:
Кпто
= Ко  (5.
10)
(5.
10)
kпто
= 2 ¸ 6 %
Результаты
расчетов сводим в таблицу 5. 6.
Таблица
5. 6. – Затраты на подъемно-транспортное оборудование, Кпто
|
Наименование оборудования (марка, модель)
|
Коі, грн
|
kпто, %
|
Кпто, грн
|
|
Единицы
|
Общая
|
|
Ножницы КА3221
|
129402
|
0,04
|
5176,08
|
10352,2
|
|
Пресс КД23221
|
27373,5
|
1094,94
|
1094,94
|
|
Пресс КД2126К
|
26544
|
1061,76
|
2123,5
|
|
Пресс Кв2536
|
350049
|
14001,96
|
28003,92
|
|
Пресс КД2128
|
26378,1
|
1055,1
|
1055,1
|
|
Станок сверлильный 2М112
|
11613
|
464,52
|
929,04
|
Всего Кпто
= 43558,7 грн.
5.1.2.
Расчет затрат на инструмент, оснастку и устройства, которые дорого стоят,
Кон.
К этой
группе основных производственных фондов относятся инструменты, оснастка и
устройства с сроком службы большее одного года и стоимостью большее 600 грн.
Затраты
на эту группу основных производственных фондов можно определить в процентах от
балансовой стоимости оснащения, которое их использует:
Кон
= КОБЛ  ,
(5.
11)
,
(5.
11)
где КОБЛ
– балансовая стоимость оснащения которое использует инструмент, оснастку и
устройства.
Расчеты
затрат сводим в таблицу 5. 7.
Таблица
5. 7. – Стоимость инструмента, оснастки и пристроек
|
Наименование оснащения (марка, модель)
|
kОБЛ, грн
|
kін
|
Кін, грн
|
|
Единицы
|
Общая
|
|
Ножницы КА3221
|
7800
|
0,25
|
19500
|
39000
|
|
Пресс КБ3534А
|
248000
|
62000
|
310000
|
|
Пресс КД23221
|
16500
|
4125
|
4125
|
|
Пресс КД2126К
|
16000
|
400
|
800
|
|
Пресс КВ2536
|
211000
|
52750
|
105500
|
|
Пресс КД2128
|
15900
|
3975
|
3975
|
|
Станок
сверлильный 2М112
|
7000
|
1750
|
3500
|
Всего Кон = 466900 грн
5.1.3.
Расчет затрат на здание цеха, Кз.
Стоимость
здания определяется по формуле:
Kз = Sобщ
Цз = 1440 ´
700 = 52617,6 грн, (5. 12)
где Sобщ
– общая внешняя площадь здания цеха, м2;
Цз
– цена одного м2 здания, грн (Цз = 700)
Расчет Sобщ
начинается из определения внутренней производственной площади, необходимой для
размещения оборудования и рабочих мест Sвп, что берется из
нормативов и плана цеха.
Внутренняя
площадь вспомогательных помещений (составов, проездов) Sвв
составляет 40 ¸
50 % Sвв
Внутренняя
площадь бытовых и конторских помещений Sвб составляет 5 ¸
10% от Sвв. Общая внешняя площадь цеха принимается на 10% больше
суммы внутренних площадей.
Sобщ = 1,1 (Sвп
+ Sвв + Sвб ) = 1440 м2
(5. 13)
5.1.4.
Расчет затрат на сооружения и передающие устройства Кс.
Стоимость
сооружений и передающих устройств (водоснабжение, канализация, линии
электропередач, связи и т.п.) определяется из расчета 5 ¸ 7% от стоимости
зданий:
Кс = (0,05 ¸
0,07) КБ = 0,06 ´ 52617,6 = 1008000 грн (5. 14)
5.1.5.
Расчет затрат на производственный инвентарь и принадлежность Кпі.
Годовая
стоимость производственного инвентаря принимается 1,5 ¸ 2% от балансовой
стоимости основного технологического оснащения:
Кпі
= (0,015 ¸0,02)
Котоі = 0,015 ´1008000 = 60480 грн (5. 15)
5.1.6.
Расчет затрат на хозяйственный инвентарь.
Хозяйственный
инвентарь определяется из расчета 50 грн. на одного служащего, и 30 грн. на
одного рабочего.
Приведенные
выше расчеты относятся к цеху что проектируется. Тем не менее для расчета
экономической эффективности проекта необходимо его сравнить с данными базового
варианта, которые было собрано в период преддипломной практики.
В
таблице 5. 8. приведенные данные о составе, структуре и балансовой стоимости
основных фондов цеха по базовому и проектному варианту.
Таблица
5. 8. – Состав основных фондов цеха
|
|
Стаття
|
Балансовая стоимость по варианту
|
|
Базовий, К1, грн.
|
Проектний, К2, грн
|
|
Kз
|
Здания
|
1020000
|
1008000
|
|
Кс
|
Соружения
|
61200
|
60480
|
|
Ко
|
Оснащение всего:
|
3632328
|
3276238,3
|
|
Кто
|
- технологическое:
|
3327412
|
2996312
|
|
Кото
|
- основное
|
3145700
|
2844600
|
|
Кдто
|
- дополнительное
|
181712
|
151712
|
|
Ккво
|
- контрольно-измерительное
|
123626
|
119815,6
|
|
КЭО
|
- энергетическое
|
127842
|
116552
|
|
Кпто
|
- подъемно-транспортное
|
53448
|
43558,7
|
|
Кін
|
Инструмент, который дорого стоит
|
489100
|
466900
|
|
Кві
|
Производственный инвентарь
|
950
|
800
|
|
Кгі
|
Хозяйственный инвентарь
|
570
|
480
|
Всего: К1 =
1216388,8 грн.; К2 = 1108544,83 грн.
5.2 Расчет себестоимости годового объема продукции
цеха, С.
5.2.1.
Расчет затрат на основные материалы и полуфабрикаты, См.
Масса
материала (полуфабриката), который необходимый для изготовления детали:
Ммі
=  ,
(5. 16)
,
(5. 16)
где Мді
– чистая масса і - ой детали-представителя, кг.;
kвмі
– коэффициент использования материала і - ой детали.
Масса
отходов, которые возвращаются:
Мві
= Ммі- Мді
(5. 17)
Определяем
затраты на материалы (полуфабрикаты) на годовую программу с учетом отходов,
которые реализуются:
См
=  (Цмі Ммі - Цві Мві ) Qі (1+kті),
(Цмі Ммі - Цві Мві ) Qі (1+kті),
где Цмі
– цена і-го материала, грн/кг.;
Цві
– цена i –ых отходов, которые реализуются, грн/кг.;
kті
– коэффициент транспортных затрат i –го материала, kт = 0,06 ¸
0,1
Результаты
расчетов сводим в таблицу 5. 9.
Таблица
5. 9. – Затраты на основные материалы и полуфабрикаты
|
Наименование деталей
|
Марка материала
|
Мд, кг
|
kвн
|
Мм, кг
|
Мв, кг
|
Цм, грн/кг
|
Цв, грн/кг
|
Q, шт
|
kт
|
См, грн
|
|
Общая
|
|
Коробка
|
12Х18Н10Т
|
1,53
|
0,8
|
1,9
|
0,37
|
16
|
1,6
|
150000
|
0,08
|
4828896
|
|
Крышка
|
сталь 10
|
3,3
|
0,7
|
4,7
|
1,4
|
2
|
0,2
|
150000
|
1477440
|
|
Крышка
|
АМГ6М
|
0,42
|
0,7
|
0,6
|
0,18
|
20
|
2
|
250000
|
3142800
|
|
Пластина
|
сталь 3
|
2,73
|
0,6
|
4,55
|
1,82
|
1,425
|
0,143
|
225000
|
1411693,92
|
|
скоба
|
сталь3
|
0,57
|
0,4
|
1,4
|
0,83
|
1,425
|
0,143
|
300000
|
567521,6
|
Всего См = 11428351,56 грн.
5.2.2.
Расчет затрат на энергоносителе для технологических целей, Сээ.
Затраты
на электроэнергию рассчитываются:
Сээ
= Тшк  Wі Цээ Q,
(5. 18)
Wі Цээ Q,
(5. 18)
где Цээ
– тариф на 1 квт. час. электроэнергии, Цээ = 0,21 грн.
Результаты
расчетов сведенны в таблицу 5. 10.
Таблица
5. 10. – Затраты на электроэнергию для технологических целей
|
Наименование оснащения (марка, модель)
|
W, кВт
|
Тшк, мин
|
СЕЕ, грн
|
|
Единицы
|
Общая
|
|
Ножницы КА3221
|
19,7
|
2,08
|
2569,5
|
308344,4
|
|
Пресс КБ3534А
|
40
|
7,79
|
327180
|
163590
|
|
Пресс КД23221
|
3
|
0,55
|
1443,75
|
1443,75
|
|
Пресс КД2126К
|
4,5
|
1,55
|
6103,125
|
12206,25
|
|
Пресс КВ2536
|
43,3
|
1,65
|
131280,19
|
262560
|
|
Пресс КД2128
|
6,3
|
0,78
|
5159,7
|
5159,7
|
|
Станок
сверлильный 2М112
|
0,55
|
1,55
|
895
|
1790
|
Всего Сээ = 755093,85 грн.
Если цех
потребляет другие виды энергоносителей для технологических целей (пар, сжатый
воздух), их годовые затраты и стоимость определяется прямым расчетом аналогично
расчетам в таблице 5. 9.
5.2.3.
Расчет фонда заработной платы основных рабочих.
Учетная
численность основных рабочих, которые необходимы для изготовления деталей і- го
наименования, определяются:
ЧОБі
=  (5.
19)
(5.
19)
При
расчете соответствующей действительности годового фонда времени надо учесть,
что рабочий работает только одну смену: Зм = 1.
Результаты
расчетов сводим в таблицу 5. 11.
Таблица
5. 11. – Учетный состав основных рабочих
|
Наименование
деталей и операций
|
Тшк,
мин
|
Q,
шт
|
kвн
|
Состав
работников
|
|
профессия
|
разряд
|
Fд,
ч
|
количество
|
|
Коробка:
|
|
1,1
|
|
1915,2
|
6,2
|
|
Транспортировка
|
0,25
|
150000
|
штамповщик
|
4
|
0,3
|
|
Разрезка
|
0,63
|
0,74
|
|
Вырубка
|
0,72
|
0,86
|
|
Вытяжка
|
1,12
|
1,32
|
|
Вытяжка
|
0,95
|
1,12
|
|
Калибровка
|
0,89
|
1,06
|
|
Обсечка
|
0,68
|
0,8
|
|
Крышка:
|
|
|
5,1
|
|
Транспортировка
|
0,32
|
150000
|
штамповщик
|
5
|
0,38
|
|
Разрезка
|
0,56
|
0,66
|
|
Вырубка
|
0,8
|
0,94
|
|
Вытяжка
|
1,06
|
1,26
|
|
Гибка
|
0,89
|
1,06
|
|
Обсечка
|
0,68
|
0,8
|
|
Крышка:
|
|
|
5,32
|
|
Транспортировка
|
0,34
|
250000
|
штамповщик
|
4
|
0,68
|
|
Резка
|
0,22
|
0,44
|
|
Вырубка
|
0,55
|
1,1
|
|
Вытяжка
|
1,02
|
2,04
|
|
Пробивка
|
0,53
|
1,06
|
|
Пластина:
|
|
|
2,76
|
|
Транспортировка
|
0,34
|
225000
|
штамповщик
|
3
|
0,6
|
|
Резка
|
0,38
|
0,68
|
|
Вырубка
|
0,83
|
1,48
|
|
Скоба:
|
|
|
9,24
|
|
Транспортировка
|
0,33
|
300000
|
штамповщик
|
5
|
0,78
|
|
Резка
|
0,41
|
0,98
|
|
Вырубка
|
0,82
|
1,94
|
|
Механическая обработка
|
1,55
|
токарь
|
5
|
3,68
|
|
гибка
|
0,78
|
штамповщик
|
5
|
1,86
|
Всего Чог = 34 чел.
В связи
с тем, что в одну смену одни ножницы обслуживаются двумя рабочими,
следовательно двое ножниц в одну смену обслуживают 4 человека, отсюда общее
количество рабочих 34 человека.
Общий
фонд заработной платы, Ззаг состоит из основного, Зосн и
дополнительного Здод фондов.
В
основной фонд входят: прямая заработная плата, Зп, и премии Зпр.
Прямая
заработная плата основного рабочего за год:
Зпі
=  ,
(5. 20)
,
(5. 20)
где Чсі
– тарифная ставка і- го рабочего j- го разряда за час, грн;
k1
– коэффициент доплат за профессиональное мастерство и совмещение профессий:
для 3-ого разряда: k1 =
1,08;
для 4-ого разряда: k1
= 1,1;
для 5-ого разряда: k1
= 1,8;
k2
– коэффициент доплат за условия работы, k2 = 1,06.
Тарифные
ставки берутся по данным базового варианта.
Премии Зпр
в процентном соотношении к прямой заработной плате составляет 30%.
Дополнительный
фонд заработной платы Здод составляет 10% от основного фонда Зосн
На сумму
основного и дополнительного фонда начисляется 2% в фонд страхования, 32% к
пенсионному фонду, 2,5% к фонду занятости.
Результаты
расчета затрат на заработную плату сводим в таблицу 5. 12.
Таблица
5. 12. – Затраты на заработную плату основных рабочих
|
Состав работников
|
Чс, грн/час
|
Fд, час
|
k1
|
k2
|
Зп, грн
|
|
Профессия
|
Розряд
|
Количество
|
|
штамповщик
|
3
|
5
|
1,45
|
1915,2
|
1,08
|
1,06
|
15895,78
|
|
4
|
14
|
1,6
|
1,1
|
50021,96
|
|
5
|
15
|
1,8
|
1,8
|
65775,63
|
Всего:прямая
зарплата: Зп =
131693,37 грн.
премии: Зпр =
0,3 ´
Зп = 35508,01 = грн
основной фонд: Зосн = Зп
+ Зпр = 171201,38 грн
дополнительный фонд: Здод = 0,1 Зосн =
17120,14 грн;
общий фонд: Ззаг = Зосн
+ Здод = 188321,52 грн;
начисления: Зн = 0,365 ´
Ззаг = 68737,35 грн;
Затраты
на заработную плату: Сз = Ззаг
+ Зн = 257058,87 грн.
5.2.3.
Расчет затрат на инструмент, оснастку и устройства, которые относятся к
оборотным фондам.
Допускается
определение затрат на такой инструмент в процентах от балансовой стоимости
оборудования, которое его использует:
Сін
=  ,
(5. 21)
,
(5. 21)
kін
= 10 ¸
20%
Расчет
затрат приведен в таблице 5. 13.
Таблица
5. 13. – Затраты на малоценный инструмент, оснастку и устройства
|
Наименование оснащения (марка, модель)
|
Ко, грн
|
kін
|
Сін, грн
|
|
Единицы
|
Общая
|
|
Пресс КБ3534А
|
372000
|
0,15
|
55800
|
279000
|
|
Пресс КД23221
|
24750
|
3712,5
|
3712,5
|
|
Пресс КД2126К
|
24000
|
3600
|
7200
|
|
Пресс КВ2536
|
316500
|
47475
|
94950
|
|
Пресс КД2128
|
23850
|
3577,5
|
3577,5
|
|
Ножницы КА3221
|
117000
|
17550
|
35100
|
|
Станок
серлильны 2М112й
|
10500
|
1575
|
3150
|
Всего: Сін = 426690 грн.
5.2.4.
Общепроизводственные затраты.
Эти
затраты включаются в себестоимость продукции пропорционально затратам на
основную заработную плату:
Сзв = kзв Зосн = 0,7 ´
171201,38 = 119840,97, (5. 22)
где kзв
норматив общепроизводственных затрат, kзв = 0,7…1,0
5.2.5.
Расчет общехозяйственных затрат.
Эти
затраты распределяются между разными видами продукции аналогично поэтому, как
распределяются общепроизводственные затраты:
Сзг
= kзг Зосн =
119840,97 (5.23)
где kзг
– норматив общехозяйственных затрат, kзг = 0,7…1.0
5.2.6.
Расчет непроизводственных (коммерческих) затрат.
Эти
затраты относятся на себестоимость продукции пропорционально производственной
себестоимости. Норматив коммерческих затрат kпв принять равным
0,02…0,05:
Спр
= kпв (См + СЕЕ + Сз +Сін
+Сзв +Сзг) kпв (5.
24)
Себестоимость
(С) продукции – это денежная форма затрат на изготовление и сбыт данной
продукции. Себестоимость рассчитывается по калькуляционным статьям по для
базового варианта (1) и варианта, который проектируется (2) в таблице 5. 14.
Таблица
5. 14. – Калькуляция себестоимости годового объема продукции цеха
|
№ п/п
|
Статья калькуляций
|
С1
|
С2
|
|
1
|
Основные материалы и
полуфабрикаты (См)
|
12428352
|
11428351,56
|
|
2
|
Енергоносители для
технологических целей (СЕЕ)
|
800220
|
755093,85
|
|
3
|
Фонд зароботной платы
основных работников (Сз)
|
21839
|
21739,25
|
|
4
|
Малоценный инструмент, оснастка и
приспособления (Сін)
|
447590
|
426690
|
|
5
|
Общепроизводственные
затраты (Сзв)
|
130550,03
|
119840,97
|
|
6
|
Общехозяйственные затраты
(Сзг)
|
130550,03
|
119840,97
|
|
7
|
Непроизводственные
(коммерчиские) затрати (Спв)
|
422926,9
|
389197,1
|
|
Полная себестоимость
|
1459419,23
|
1342691,67
|
5.3. Расчет годового экономического эффекта Эр, и
срока окупаемости капитальных вложений Ток.
Годовой
экономический эффект - это суммарная экономия всех видов затрат (текущих С и капитальных К ), рассчитывается по формуле:
Эр
= (С1 + Ен К1) – (C2 + Ен К2) = (1459419,23 + 0,15 ´ 1216388,8) –
(1342691,67 + 0,15 ´
1108544,83) = 282904,16 грн, (5. 25)
где Ен
– нормативный коэффициент эффективности капиталовложений, Ен = 0,15.
В этом
случае критерием эффективности проекта является коэффициент эффективности:
Е =  > Ен
(5. 26)
> Ен
(5. 26)
Е =  = 0,19 >
0,15
= 0,19 >
0,15
5.4.
Технико-экономические показатели цеха.
|
Показатели
|
Базовый вариант
|
Вариант, что проектируется
|
|
Годовой выпуск продукции,
шт
|
1075000
|
1075000
|
|
Площадь цеха (участка), м2
|
1600
|
1440
|
|
Количество основного
оборудования, шт
|
21
|
15
|
|
Установленная мощность,
кВт
|
401,6
|
345,4
|
|
Численность работников,
чел
|
43
|
34
|
|
Годовая себестоимость
продукции, грн
|
1459419,23
|
1342691,67
|
|
Енерговооружение одного
работника, кВт
|
9,3
|
10,16
|
|
Производственная площадь
на единицу основного оборудования, м2
|
76,19
|
96
|
|
Производственная площадь
одного работника, м2
|
37,21
|
48
|
|
Фондоотдача, грн
|
1,19
|
1,21
|
5. 5. Выводы организационно-экономического раздела.
При
выполнении раздела поставлены и решены следующие задачи:
·
применение высокоэффективной новой техники и
технологий производства;
·
повышение фондоотдачи;
·
повышение производительности труда,
оборудования, съема продукции с 1м2 производственной площади;
·
снижение материалоемкости и энергоемкости
продукции за счет организационных мероприятий и применения системы
прогрессивных норм и нормативов;
·
снижение себестоимости продукции;
·
повышение энерговооруженности рабочих и другие.
6. Охрана труда и окружающей среды.
Высокий
уровень охраны труда, закрепленный законодательством является определяющим. В
числе важнейших мероприятий по охране труда и оздоровлению условий труда –
замена ручного труда машинным, повышение оснащенности предприятий современными
средствами техники безопасности.
Задачи
кузнечно-прессового оборудования определяются, в первую очередь, повышением
производительности и сокращением ручного труда, экономным расходом металла. При
проектировании цеха листовой штамповки завода автоматических телефонных станций
приняты технические решения и разработаны мероприятия, обеспечивающие
санитарно-гигиенические условия в рабочих помещениях и рабочих местах,
соблюдение техники безопасности, не допущено загрязнение окружающей среды.
Характеристика помещения и размещения
оборудования.
Площадь
проектируемого цеха листовой штамповки составляет 1440 м2. Всего
работающих в цехе листовой штамповки составляет 34 человек, работа в цехе 2-х
сменная, следовательно в одну смену в цехе работает 17 человек.
Объем
производственного помещения на каждого работающего должна быть не менее 15 м3.
в разработанном цехе листовой штамповки объем производственного помещения
соответствует требованиям ГПР, МОП, СКП, для служебных помещений площадь,
приходящая на одного служащего, должна быть не менее 4…6 м2, в цехе,
проектируемом в дипломном проекте, площадь соответствует требуемым нормам.
Административно-конторские помещения, помещения технологических служб и других,
расположенных в данном цехе изолированы от шума цеха звукоизолирующими
перегородками. Бытовые помещения спроектированы согласно требованиям СН и П – П
– 96 – 76. В проектируемом цехе листовой штамповки пресса и вспомогательное
оборудование размещено согласно ГОСТ 12. 2 017 – 83 ССБТ. Оборудование
кузнечно-прессовое. Общие требования безопасности. М. 1983 г.
6.1. Анализ производственных опасностей и вредностей.
Разработка мероприятий по их снижению.
6.1.1.
Метеоусловия.
Метеоусловия
или микроклимат в производственных условиях определяется следующими
параметрами: ГОСТ 12 – 1. 005 – 83
·
температура воздуха t (C0),
·
относительная влажность j (%),
·
скорость движения воздуха на рабочем месте V
(м/с). Работы, выполняемые в цехе, относятся к категории работ средней тяжести
2 б, затраты энергии на эти работы не превышают 628 кДж/с.
Нормы
метеоусловий для холодного и переходного периодов и для теплового периода года:
·
для холодного и переходного периодов при температуре
наружного воздуха ниже 100 С – температура воздуха в
производственном помещении 17…190 С, влажность воздуха 30…60 %,
скорость движения воздуха не более 0,3 м/с;
·
для теплого периода года при температуре
наружного воздуха 100 С и
выше - – температура воздуха в производственном помещении 20…220 С,
влажность воздуха 75 %, скорость движения воздуха 0,7…1,5 м/с.
Для
поддержки таких метеоусловий в цехе предусмотрена в холодный период года
центральное паровое отопление, в качестве нагревательных приборов применяются
радиаторы, ребристые трубы и регистры из гладких труб. Задачей вентиляции
является обеспечение чистоты воздуха и заданных метеоусловий в производственном
помещении. Вентиляция достигается путем удаления загрязненного воздуха из
помещения и подачей в него свежего воздуха. В цехе, в теплый период года,
происходит естественная вентиляция, аэрация,
за счет открытых дверей, ворот и оконных фрамуг. Аэрация в помещении происходит
за счет разности температуры воздуха в производственном помещении и температуры
воздуха вне помещений цеха. Так как высота цеха 8,4 метра, то при аэрации
перемещаются большие объемы воздуха, но этого не достаточно, особенно в теплый
период года, поэтому применяют обще-обменную вентиляцию. При обще-обменной
вентиляции обеспечивается поддержание необходимых параметров воздушной среды во
всем объеме помещения. Система обще-обменной вентиляции – притоко-вытяжная
вентиляция. Требуемая производительность вентиляции определяется исходя из
количества работающих в помещении цеха. Требуемый расход воздуха:
L = N ´
N¢,
(6. 1)
где L -
требуемый расход воздуха для производственного помещения м3/ч;
N –
количество работающих человек, N = 17 чел.;
N’
– расход воздуха на одного работающего, N = 123,5 м3/ч
L =
123,5 ´
17 = 2100 м3/ч
Подбор
вентилятора производится по его аэродинамическим характеристикам:
·
требуемая производительность вентилятора Lв
= ( 1,10…1,15 ) L = 2420 м3/ч;
·
развиваемое давление Нв = 1,1 Нп
= 1,1 ´
805 = 886 Па.
При
выборе вентилятора по аэродинамическим характеристикам КПД вентилятора ЦЧ – 70
№ 32 h
= 0,8, число оборотов крыльчатки n = 250 с-1. Выбираем по полученным
данным электродвигатель для чего используем КПД вентилятора и число оборотов ([3]).
Предварительно
рассчитываем потребную мощность электродвигателя:

 ,
(6. 2)
,
(6. 2)
где LB
– производительность вентилятора, LB = 2420 м3 / ч;
Hb
– развиваемое вентилятором давление, Hb = 886 Па;
K –
коэффициент запаса мощности, К = 1,05 … 1,10;
hb
– КПД вентилятора, hb
= 0,8;
hn
– КПД подшипников, hn
= 0,96 … 0,97;
hp
– КПД передачи (ременной или редуктора) hp = 1

Выбираем
электродвигатель серии А, тип двигателя А 02 – 31 – 2, мощность 3кВт (3000
об/мин).
6.1.2.
Освещенность.
Цех
листовой штамповки авиационного завода работает в две смены, следовательно цех
не может полностью в течении рабочего времени быть обеспеченным естественным
светом, а также в дневную смену в зимнее время и в пасмурную погоду части
требуется искусственное освещение.
Искусственное
освещение выполняется системой общего освещения. Для освещения помещения высотой
более 6 метров, а наш цех имеет высоту 8б4 метра, применяют лампы высокого
давления ДРЛ, ДРИ. При использовании этих ламп и системы общего освещения
равномерное освещение горизонтальной поверхности для расчета применяется метод
горизонтальной поверхности коэффициента использования светового потока.
Световой поток лампы:
 ,
(6. 3)
,
(6. 3)
где Ен
– нормируемое значение освещенности, Ен = 200 Лк;
S – площадь
освещенного помещения, S = 1980 м2;
k3
– коэффициент запаса, учитывающий зануленность помещения и уменьшение светового
потока лампы в процессе эксплуатации (для газоразрядных ламп) при содержании в
рабочей зоне пыли от 1…5 на 1 м2,
k3 = 1,8;
Z – коэффициент
неравномерности освещения, Z = 1,15;
N –
количество светильников в помещении цеха;
h -
коэффициент использования светового потока, устанавливается в зависимости от
индекса помещения и коэффициента отражения потока rn, смен rc,
рабочей поверхности или пола rp, h = 0,71.
Количество
светильников в помещении цеха рассчитывается по формуле:
 ,
(6. 4)
,
(6. 4)
где l1
и l2 – расстояние между светильниками в ряду и между смежными рядами
светильников.
Принимаем
для цеха листовой штамповки лампы типа ДРЛ (газоразрядные лампы) дожде-защитные
РСП05 – 1000 – 103, мощность лампы 1000 Вт, диаметр лампы 610 мм, высота 677
мм.
 шт, принимаем
расчетное количество светильников 28 штук.
шт, принимаем
расчетное количество светильников 28 штук.
 ,
(6. 5)
,
(6. 5)
где а
длина помещения;
b –
ширина помещения;
h –
высота подвеса светильников над освещаемой поверхностью,
h = H –
hc – hp,
(6. 6)
где H –
высота помещения цеха, Н = 8,4 м;
hp
– высота рабочей поверхности пола, hp = 1,2 м;
hc
– высота светильника, hc = 0,6777 м;
h = 8,4
– 0,677 – 1,2 = 65 м
При i =
3 коэффициент использования светового потока h = 0,5
 Лм
Лм
При
полученной величине светового потока, равного 56000 Лм, лампа ДРЛ 1000 подходит
по по параметрам к выбранной мощности лампы – 1000 Вт, напряжение сети - 220 В,
световой поток – 57000 Лм. Размер лампы диаметр 181 мм, длинна подвеса 410 мм,
тип цокола Е 40.
Для
цеха листовой штамповки применяем совмещенное освещение. Естественное освещение
в цехе – боковое, оно осуществляется через световые проемы в наружных стенах.
Основная
задача производства создать наилучшие условия труда и условия видения. Эта
задача осуществляется только осветительной системой, отвечающей следующим
требованиям. Характеру зрительной работы должна соответствовать такая
освещенность, которая должна соответствовать следующим параметрам:
·
объект различия – размер рассматриваемого
предмета, отдельная его часть или дефект, который надо видеть во время работы.
Для цеха листовой штамповки применяем наименьший размер объекта различения
0,3…0,5 мм – это соответствует высокой точности характера зрительной работы;
·
фон – поверхность, прилегающая непосредственно к
объекту различения, на которой он рассматривается, характеризуется
коэффициентом отражения, зависит от цвета и фактуры поверхности, значения
которого находятся в пределах 0,02…0,95. Коэффициент отражения поверхности в
цехе 0,2…0,4, по этому коэффициенту соответствует светлый (серый) фон;
·
контраст объекта с фоном – характеризуется
соотношением яркости рассматриваемого объекта и фона.
Для
повышения равномерности естественного освещения цеха, осуществляется общее
освещение. Светлая краска потолка, стен и производственного оборудования
способствует созданию равномерного распределения яркостей в зоне зрения.
Блескость – это повышение яркости светящихся поверхностей, вызывающая нарушения
зрительных функций (ослепительность). Прямую блескость, яркость источников
света, уменьшаем правильным выбором защитного угла светильника, увеличением
высоты подвеса светильника. Отраженную блескость уменьшаем правильным выбором
светового потока на рабочем месте, на рабочую поверхность, заменяем где можно
матовыми повехностями блистяшие.
Величину
освещенности устанавливаем в зависимости от характера зрительной работы,
которую определяют наименьшим размером объекта размещения, контраста объема с
фоном и характеристикой фона. В нашем случае разряд зрительной работы 3-й
(высокой точности) подразряд зрительной работы (контраст объекта с фоном –
средний, характеристика фона – светлый). Расчет естественного освещения
проводим по СН и П – П – 4 – 79 «Стрительные нормы и правила»:
·
площадь светлых проемов:
S0 = 508,4 м2;
·
при боковом освещении цеха:
 ,
(6. 7)
,
(6. 7)
где So
площадь световых проемов, Sо = 508,4 м2;
Sn
– площадь пола помещения, Sn = 1440 м2;
Ln
– нормированное значение;
K3
– коэффициент запаса, K3 = 1,5
hо
– световая характеристика, hо = 6,5
Kзд
– коэффициент, учитывающий окон противостоящими зданиями, Kзд = 1,2;
rо
– коэффициент светоспускания:
rо
= r1 ´
r2 ´
r3 ´
r4 ´
r5,
(6. 8)
где r1
- коэффициенты светопропускания материала (стекло листовое солнцезащитное), r1
= 0,65
r2
– коэффициент, учитывающий потери света в светопроемах (вид переплета двойной,
окна двойные открывающиеся), r2 = 0,6;
r3
- коэффициент, учитывающий потери света в несущих конструкциях, r3 =
0,9;
r4
- коэффициент, учитывающий потери света в солнцезащитных устройствах, r4
= 0,8;
r5
- коэффициент, учитывающий потери света в защитной сетке, установленной под
фонарями, r5 = 0,9
rо
= 0,65 ´
0,6 ´
0,9 ´
0,8 ´
0,9 = 0,25

Следовательно,
естественного света не достаточно для освещения цеха, требуется также
искусственное освещение.
Проверка
коэффициента естественного освещения (К, l, С) при боковом освещении:
 ,
(6. 9)
,
(6. 9)
где Еб
геометрическое (К, l, С) в расчетной точке при боковом освещении, учитывающий
прямой свет неба, Еб = 1,5;
g –
коэффициент, учитывающий неравномерную яркость облачного неба, g = 1;
R -
коэффициент, учитывающий яркость противоположного здания (кирпич или бетон), R
= 0,22;
n1
- коэффициент, учитывающий повышение (К, l, С) при боковом освещении благодаря
свету, отраженному от поверхностей помещений и подстилающего слоя прилегающего
здания, n1
= 1,25
 ,
,
 (6.
10)
(6.
10)

ЕН
<
ЕФ
План размещения на потолке цеха светильников типа ламп ДРЛ – 1000: светильники
размещены на потолке в 7 рядов по 4 штуки в ряду (рис. 8. 1.).
рис.
6.1. Размещение светильников на потолке.
6.1.3.
Снижение шума и вибраций кузнечно-прессового оборудования.
Для
снижения шума при работе прессов применяется глушитель шума отработанного
воздуха. На прессах применяют шумопоглощающую обшивку, экран, специальные
ограждения. В соответствии с требованиями ГОСТа рабочие в цехе на рабочих
местах пользуются средствами индивидуальной защиты от шума. Противошумовые
наушники ВЦНИИОТ, ВЦНИИОТ – 1 и ВЦНИИОТ – 2 предназначены для защиты органов
слуха от воздействия от воздействия производственных шумов с уровнем звукового
давления до 110 дБ, среднечастотного до 150 дБ.
Для
обеспечения нормальных санитароно-технических условий работы штамповщиков
важное значение имеет снижение вибрации пола, на котором стоит рабочий. Это
достигается применением виброизолированных фундаментов для штамповочных прессов
с усилием 2500 кН.
Эксплуатация
пресса на виброизолированных фундаментах показало, что они значительно снижают
возникающие при работе колебания, улучшают условия эксплуатации конструкции
здания, цеха и работы обслуживающего персонала.
Уровень
вибрации в 1,5…3,5 раза ниже, чем допускаемые санитарные нормы. Для снижения
уровня вибрации также применяется скошенные штампы, что позволяют дополнительно
снизить уровень вибрации на 3…4 дБ.
При
работе с ручными механизированными электрическими инструментами (в частности
шлифовки) применяем средства индивидуальной защиты рук от вибрации. К ним
относятся рукавицы, виброзащитные прокладки или пластины. Общие технические
требования к средствам индивидуальной защиты от вибраций определены ГОСТ 12.
4002 – 74.
Проектируемые
изготовляемые прессы с пневмо-фрикционными муфтами включения обеспечены
средствами глушения шума на пути распространения воздушной струи (на
пневмоклапанах).
рис. 6.
2. Глушитель шума.
Глушитель
шума со сферическим дном, устанавливаемых на прессах КД2124. Для глушения шума
при работе прессов КД2124 разработан и внедрен глушитель шума.
Корпус
глушителя представляет собой стаканчик из полиэтилена, выдерживающего высокое
давление, со сферическим дном. Отработанный сжатый воздух из пневмоклапанов
через клапан последовательного включения поступает в полость глушителя и
проходит через 216 отверстий d = 2 мм, расположенных друг к другу под углом 60о.
6.1.4.
Электробезопасность.
Электротравмы
возникают при прохождении электрического тока через тело человека или попадение
человека в среду электрической дуги.
Основой
электробезопасности эксплуатации электроустановок в цехе является требование
совершенно закрыть или сделать недоступным токоведущие части установки.
Токоведущие
части рубильников, включателей плавких предохранителей, клем электродвигателей
закрыты сплошными кожухами, применены блокировки кожухов, рубильников, которые
не допускают его включение при снятом или не закрытом кожухе.
На всех
выключателях положение включения и выключения обозначены подписями « Вкл. » и «
Откл. ».
Каждая
единица прессового оборудования, объединенная в автоматическую линию, должна
иметь вводный выключатель ручного действия, размещенный в безопасном и удобном
для обслуживания месте. Штепсельное соединение для напряжения 12 и 42 В
отличаются от штепсельных соединений 110 – 220 В как по конструкции, так и по
цвету.
Электропроводка
в помещениях выполнена изолированными проводами. Изолированные провода, которые
проложены в производственном помещении на высоте 2-х метров и менее, ограждены
от возможных поверхностей, а проложенные в станках и других агрегатах и под
полом заключены в специальные трубы.
Все
металлические части пресса и вспомогательного оборудования, которые могут
оказываться под напряжением, оснащены устройствами заземления. Для
предупреждения электротравматизма применена система защитного зануления.
При
работе под напряжением с разъединителями высокого напряжения и при положении
временных заземлений применяют изолирующие клемы или штанги. Диэлектрические
перчатки и боты относятся к дополнительным средствам защиты от поражения
электрическим током. В данном проектируемом цехе применяют «заземление» и
«зануление» для трехфазной четырехпроводной цепи с глухо заземленной нейтралью.
Предупреждение
работающих от всевозможной опасности устанавливаются защитные ограждения
опасных зон, в местах производства развешивают плакаты, предостерегающие,
напоминающие, разрешающие, запрещающие.
рис. 6.3. Трехфазная четырехпроводная цепь с глухозеземленной нейтралью.
рис.
6.4. Принципиальная схема зануления.
1 –
корпус;
2 –
предохранители, которые плавятся;
Rо
– сопротивление нейтрали источника тока;
Rп
– сопротивление посторного заземления;
Iк
– ток короткого замыкания.
6.1.5.
Обеспечение безопасности при работе на прессовом оборудовании.
Все
открытые движущиеся и вращающиеся части оборудования расположены на высоте до
2,5 метров над уровнем пола, закрыты сплошными или сетчатыми ограждениями со стороной
ячеек не более 10 мм. Ограждение массой более 5 кг. имеют рукоятку, скобы для
их удержания при открывании или снятии.
Машины
снабжены централизированной системой смазки основных трущихся частей,
действующие автоматически. Включается машина только после включения системы
смазки и достижения в ней установленного давления. Точки индивидуальной смазки
обозначены и к ним обеспечен доступ с пола или с обслуживающих площадок. Для
стекающей смазочной жидкости имеется сборник, надежно загрязнение рабочего места.
Для сигнализации применяются светофильтры в соответствии с ГОСТ 15 548 – 70:
·
красный – запрещающий – сигнализирующий
необходимость немедленного вмешательство, указывает устройство, которое
прервало процесс;
·
желтый – предохраняющий – указывает на недостающий
переход на автоматический цикл работы;
·
зеленный – извещающий – указывает о нахождении
механизмов в подготовленном к работе состоянии в нормальном давлении воздуха;
·
синий – сигнализирующий – используется для
указательных знаков и элементов технической информации;
·
белый (прозрачный) – подтверждающий количество
напряжения.
Требования
безопасности к приборам управления на прессовых машинах:
1.
при одновременном управлениями двумя руками система
должна допускать возможность включения рабочих органов только при нажатии обеих
пусковых кнопок (рычагов), которые располагаются на расстоянии не менее 300 и
не более 600 мм. Каждый последующий ход после их освобождения и последующего
нажатия исключается возможность пуска рабочих органов при заклинивании одной из
кнопок. В мелких прессах, у которых из-за малых габаритах стола не возможно
выдержать минимальное расстояние между кнопками включения, применяют пульт
двурукого включения. Безопасность движения рабочих органов обеспечивается
наличием 2-х рычагов для включения кнопок. Кнопки рычагов, на которые
воздействует оператор, расположены на расстоянии не менее 300 мм друг от друга.
2.
для педального управления (ножного)муфтой прессов в
режиме одиночных ходов наиболее распространены электрические педали. Конечные
переключатели в педалях для надежности имеют контакты с двойным разрывом.
Система управления сблокированы так, что при работе одной системы исключается
включение другой. Ножницы и пресса имеют защитные устройства опасной зоны,
исключающие попадание рук под ножницы и рабочие части штампа, сблокированные с
механизмом включения исключая включение без устройств. Ножницы и пресса
оборудованы также двурукими управлениями машин.
Для листовых ножниц применяется защитное
ограждение. Решетка расположена перед гидравлическим прижимом может
поворачиваться в опарах, которые крепятся вместе с кронштейнами к станине
ножниц. Когда опасная зона закрыта, опущенная решетка воздействует на
конический выключатель, замыкает электрическую цепь и ножницы можно включить в
работу.
Каждый
пресс, на котором производится работа одиночными ходами, имеет устройства,
исключающие травмирование рук в опасной зоне: двурукое включение, фотозащиту
или другое устройство, обеспечивающее безопасность. Одно-кривошипные пресса
усилием выше 16 т. с. и двух-кривошипные пресса усилием более 6 т. с. имеют
индивидуальные электродвигатели для регулировки межштамповых пространств.
Пуск
элекродвигателя регулирования межштампового пространства должен быть
сблокирован с пуском пресса таким образом, чтобы во время регулирования
включение пресса было не возможно.
На
открытых одностоечных прессах предусмотрено ограждение кривошипно-шатунного
механизма и кривошипного вала, сблокированные с пуском пресса и предотвращающие
падение их частей при поломках.
Пресса
с усилием 125 т. с. и более снабжены приспособлениями механизирующими или
обеспечивающими работу по установки и съему штампов. Ввиду высокой скорости
перемещения, автоматичности действия большой зоны обслуживания промышленными
роботами (в цехе имеется роботизированный комплекс и пресса с манипуляторами),
они представляют собой повышенную опасность для обслуживающего персонала и
работающих на смежных участках. Поэтому роботы оснащены устройствами,
обеспечивающими безопасность рабочих. При обслуживании промышленных роботов
выполнены следующие мероприятия:
-
запрещено движение робота рабочую зону
оборудования в случаи нахождения там человека ;
-
аварийная остановка робота при наезде на посторонний предмет при неправильном
базировании заготовки на оборудование;
-
удержание заготовки в захвате при отключении электропитания;
-
запрещены перемещения робота за приделы загрузочных устройств и зон
оборудования и других рабочих позиций;
-
блокировку гарантирующую безусловное выполнение выше перечисленных команд;
- зона
действия робота загружена и обозначена соответствующими цветами и знаками
безопасности, вход в зону ограждения сблокирован с электрической цепью
остановки работы.
ГОСТ
12. 2072 – 82 роботопромышленные и робототехнические участки. Требования
безопасности.
Применяются
также при опускании ползуна рукоотстранители. Рукоотстранитель обеспечивает
отсранение рук рабочего из опасной зоны раньше, чем наступит непосредственная
опасность.
6.1.6.
Пожарная безопасность.
Согласно
ОНТП в цехе категория пожарной опасности «Д». При проектировании цеха листовой
штамповки обеспечиваем выполнение требований пожарной профилактики,
предусмотренных ОНТП 24 – 86 мероприятий, установленных ведомственными
указаниями и нормами, обязательные для кузнечно-прессового оборудования:
-
предусморенные противопожарные разрывы между зданием
цеха и соседними зданиями не менее 9 метров;
-
расстояние от края проезжой части дороги или от
спланированной территории не должно превышать 25 метров;
-
здание имеет снаружи стальные пожарные лестницы;
-
здание цеха обеспечено пожарным инвентарем (ведра,
грабли, лопаты, ящики с песком и т.д.) и огнетушителями ОАХ – 0,5, ПО 10;
-
в цехе предусмотрен противопожарный водопровод, который
объединен с хозяйственным мытьевым и производственным водопроводом;
-
количество эвакуационных выходов из здания цеха – 2 и
расположены они в разных концах цеха,
также для этой цели в цехе используются проезды, проходы и ворота, используемые
в производственных целях;
-
расстояние от наиболее удаленного мечта до
эвакуационного выхода в пределах 40…50 метрах;
-
ширина пожарных проездов принята 4 метра;
-
ширина проходов служащих людей не менее 1 метра,
приборов не менее 1…3 метров, площадок и лестниц 1,15…2,4 метра, дверей в
пределах 0,8…2,4 метра.
Литература.
1.
Романовский В.П. Справочник по
холодной штамповке – Л.: Машиностроение, 1979 г.
2.
Кузнечно-прессовое оборудование,
выпускаемое в 1990-91 г.г. Номенклатурный каталог. – М.: ВМИИТЭМР; 1989 г.
3.
Анурьев В.И. Справочник
конструктора-машиностроителя, Т.1. – М.: Машиностроение, 1979 г.
4.
Норицын И.А., Шехтер В.Я.,
Мансуров А.М. Проектирование кузнечных и
холодноштамповочных цехов и заводов. – М.: Высшая школа, 1977 г.
5.
Ковалев В.А. «Автоматизация
производства крупных листоштамповочных деталей».
6.
Абрамов Ю.А. и др. «Экономика
машиностроительного производства». М.: Высшая школа, 1988 г.
7.
Методические указания к
дипломному проекту. Сос. Доц. Запунных А.И., К.: НТУУ КПИ, 1996 г.
8.
Охрана труда в машиностроении.
Е.Я. Юдин., С.В. Белов, С.К. Баланцев и др. М.: Машиностроение, 1983 г.
9.
Отраслевой каталог кузнечно-прессового
оборудования.
10.
Государственный комитет по ценам. Прейскурант
№ 18 – 01. Оптовые цены на станки металлорежущие. Книга 1, прейскурант, М. 1981
г.
11.
Государственный комитет по ценам. Прейскурант
№ 18 – 03. Оптовые цены на машины кузнечно – прессовые. Книга 1, прейскурант,
М. 1981 г.
12.
http://www.colibrys.kiev.ua/SAIT/kiaz.htm
13.
http://www.price-list.kiev.ua/cgi-bin/test/pr.pl