План
1.
Вступление
2.
Прогрессивные методы сварки, классификация процессов
сварки, инструменты и приспособления.
3.
Приготовление и организация рабочего места сварщика
4.
Сварка среднелегированных термическиупроченных
сталей.
5.
Техника безопасности и противопожарные мероприятия
6.
Литература
Вступление
Сваркой называется процесс получения неразъемных
соединений посредством установления межатомных связей между соединёнными
частями при их нагревании и / или / пластической деформировании / ГОСТ 2601 – 84 /.
Сварка является одним из основных технологических
процессов в машиностроении и строительстве. Основным видом сварки является
дуговая сварка.
Основоположниками дуговой сварки является русские
учённые и инженеры – В.В. Петров (1761 – 1834), Н.Н. Бенардос
(1842 –1905) и Н.Г. Славянов (1854 – 1897). Выдающийся
в клад в разработку теоретических основ сварки внесли советские учёные: В.П.
Вологдин, В.П. Никитин, К.К. Хренов, Е.О. Патон, Г.А. Николаев, Н.О. Окерблом, Н.Н. Рыколин, К.В. Любавский,
Б.Е. Патон.
В 1802 году впервые в мире профессор Санкт Петербургской
медика – хирургической академии Василий Владимирович Петров открыл и наблюдал
дуговой разряд от построенного им сверхмощного "вольтового столба",
который стоял из 2100 пар разнородных кружков – элементов /медь + цинк/, проложенные
бумажными кружками, смоченные водным раствором нашатыря. Этот столб, или
батарея был наиболее мощным источником электрического тока в то время. Проделав
большое количество опытов с этой батареей, он показал возможность использования
электрической дуги для освещения и плавления металлов.
На современном этапе развития сварочного
производства, в вязи с развитием научно-технической революции резко возрос
диапазон свариваемых толщин, материалов, видов
сварки.
В настоящее
время сваривают материалы толщиной от нескольких микрон (в
микроэлектронике) до нескольких метров (в тяжелом машиностроение). Наряду с
конструкционными сталями сваривают специальные стали и сплавы на основе титана,
циркония, молибдена, ниобия и других материалов, также разнородные материалы.
Сущность сварки заключается в сближении элементарных
частиц свариваемых частей настолько, чтобы между ними начали действовать межатомные
связи, которые обеспечивают прочные соединения.
Прогрессивные
методы сварки, квалификация процессов сварки,
инструменты и
приспособления.
В зависимости от вида энергии, применяемой при
сварке, различают три класса сварки: термический, термомеханический,
механический.
К термическому классу относятся виды сварки,
осуществляемой плавлением, т.е. местным расплавлением соединяемых частей с
использованием тепловой энергии.
Основным источниками теплоты при сварке плавлением
являются: сварочная дуга, газовое пламя, лучевые источники энергии и теплота
выделяется при электрошлаковом процессе.
Источники теплоты характеризуется температурой и
концентрацией, определяемой наименьшей площадью нагрева (пятно нагрева) и
наибольшей плотностью тепловой энергией в пятне нагрева.
Основные виды сварки термического класса:
·
Дуговая сварка – сварка плавлением при
которой нагрев осуществляется электрической дугой. Особым видом дуговой сварки
являются плазменная сварка, при котором нагрев осуществляется сжатой дугой.
·
Газовая сварка – сварка плавлением, при
которой кромки соединяющихся частей нагревают пламенем газов, сжигаемых на выходе
горелки для газовой сварки.
·
Электрошлаковая сварка – сварка
плавлением, при которой для нагрева металла используют теплоту, выделяющееся
при похождении электрического тока через
расплавленный электропроводный шлак.
При термитной сварки используют теплоту,
образующееся в результате сжигания термит – порошка, состоявшегося из смеси
алюминия и оксида железа.
К термомеханическому классу относятся виды
сварки, при которых используются тепловая энергия и давление:
·
Контактная сварка – сварка с применение
давления, при которой нагрев осуществляют теплотой, выделяемой при прохождении
электрического тока через находящейся в контакте соединяемых частей.
·
Диффузионная сварка – сварка
давлением, осуществляемая взаимной
диффузией атомов контактирующих частей при относительно воздействий повышенной
температуры и при незначительной пластической деформацией. Также в этот класс
относятся: газопрессовая сварка, дугопрессовая сварка, шлакопрессовая сварка,
термопрессовая сварка и т.п.
К механическому классу относятся виды сварки,
осуществляемых с использованием механической энергии и давлением:
·
Холодная сварка – сварка давлением при
незначительной пластической деформации, без внешнего нагрева соединяемых
частей.
·
Сварка взрывам – сварка, при которой
соединение осуществляется в результате вызванного взрывом соударение быстро
движущихся частей.
·
Ультразвуковая сварка – давлением,
осуществляемая при воздействии ультразвуковых колебаний.
·
Сварка трением – сварка давлением, при
которой нагрев осуществляется трением, вызываемым вращением свариваемых частей
относительно друг друга.
Наибольший
объём среди других видов сварки занимает ручная
дуговая сварка – сварка плавлением штучными электродами при которой
подача электрода и перемещение дуги вдоль свариваемых кромок производится в
ручную.
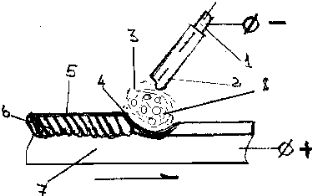
На рисунки I
дуга горит между стержнем электрода (1) и основным металлом (---). Под
действием теплоты дуги электрод и основной метал плавится, образуя
металлическую сварочную ванну (4). Капли жидкого металла (8) с расплавляемого
электродного стержня переносятся в ванну через дуговой промежуток. Вместе со
стержнем плавится покрытие электрода (2), образуя газовую защиту (3) вокруг
дуги и жидкую шлаковою ванну на поверхности расплавленного метала.
Металлические и шлаковые ванны вместе образуют сварочную ванну. По мере
движения дуги металл сварочной ванны затвердевает и образуются сворной шов (6).
Жидкий шлак по мере остывания образует
на поверхности шва твёрдую шлаковою корку, которая удаляется после остывания
шва.
Для обеспечения заданного состава и свойства сварку
выполняют электродами, к которым предъявляют специальные требования.
На рисунке 1, стрелкой / ------ / - указано
направление сварки.
Прогрессивным методом сварки также является аргонодуговая сварка.
Аргонодуговая сварка – дуговая сварка. При
которой в качестве защитного газа используется аргон.
Применяют аргонодуговую сварку неплавящемся
вольфрамовым и плавящимся электродом.
Этот процесс предназначен главным образом для
металлов толщенной менее 3-4 мм. Большинство металлов сваривают на постоянном
токе прямой полярности. Сварка алюминия, магния и бериллия ведут на переменном
токе.
При прямой полярности /плюс на изделия, минус на
электроде/, лучшее условие термоэлектронной
эмиссии, выше стойкость вольфрамового электрода и допускаемый придельной
ток. Допускаемый ток, при использование вольфрамового электрода ø3 мм составляет ориентировочно при прямой
полярности 140-280 А, обратной полярности – только 20-40 А. Дуга при прямой
полярности легко зажигается и горит устойчиво при напряжении 10-15 В. в широком
диапазоне плотностей тока.
При обратной полярности возрастает напряжения дуги,
уменьшается устойчивость её горения, резко уменьшается стойкость электрода,
повышается его нагрев и расход. Эти особенности и дуги обратной полярности
делают её непригодной для непосредственного применения в сварочных процессе.
Однако дуга обратной полярности обладает важным технологическим свойством: при
её действии с поверхности свариваемого метала удаляется окислы и загрязнения.
Это явление объясняется тем, что при обратной полярности и поверхности металла
бомбардируется тяжелыми положительными ионами аргона, которые перемещаясь под
действием электрического поля от плюса /электрод/, к минусу /изделия/,
разрушают окисные плёнки на свариваемом металле, а выходящие с катода /с
поверхности изделия/ электроны способствуют
удалению разрушенных окисных плёнок.
Этот процесс удаления называют катодным
распылением.
Аргонодуговой сваркой выполняют швы стыковых,
тавровых и угловых соединений.
При толщине листа до 2,5 мм целесообразно сваривать
с отбортовкой кромок при малой величине зазора /0,1-0,5 мм/ можно сваривать
тонколистовой метал толщенной от 0,4 до 4 мм без разделки кромок
Расположение
горелки и присадочного прутка при ручной аргонодуговой сварке
На рисунке 2 изображена аргонодуговая сварка:
1.
электрод
2.
присадочный пруток
3.
защитный газ
4.
сопло горелки
Ручную сварку выполняют наклонной горелкой углом
вперёд, угол наклона к поверхности изделия составляет 70- 80º.
Присадочная проволоку под углом 10- 15º, смотри
рисунок 2.
По окончанию сварки дугу постепенно обрывают для
заварки кратера. При ручной сварке – её постепенным растяжением, при
автоматической – спец. устройством для сварки кратера, обеспечивающим
постепенное уменьшение сварочного тока.
Для защиты охлаждающего металла, подачу газа
прекращают через 10-15 сек. после выключения тока.
Примерный режим ручной аргонодуговой сварки
вольфрамовым электродам стыкового соединения из высоколегированной стали,
толченой 3 мм: диаметр вольфрамового электрода 3-4мм, диаметр присадочной
проволоки 1,6-2 мм, сварочный ток 120-160 А, напряжения на дугу 12-16 В, расход
аргона 6-7 л/мин.
Допустимый зазор тем меньше, чем меньше толщина
старимого метала. Листы, толщиной более 4 мм сваривают в стык с разделкой кромок,
при этом допустимый зазор должен быть не более 1,0 мм.
Аргонодуговая сварка плавящимся электродом. Область
применения этого вида – сварка цветных металлов (AI, Mg, Cu, Ti) и их сплавы и
легированных сталей (Рис. 3 а, б, в.).
Рис. 3
Рис.3а изменением сварочного тока и напряжения при
импульсной сварке вольфрамовым электродом.
Рис 3 б, в. – Вид швов.
|
I св
|
сварочный ток
|
|
I деж
|
ток дежурной дуги
|
|
т п
|
время паузы
|
|
t св
|
время сварки
|
Импульсно – дуговая сварка вольфрамовым
электродом (рис. 3) заключается в применении в качестве источника теплоты
"пульсирующей" дуги с целью концентрации во время теплового и
силового воздействия дуги на основной и электродный метал. При стеснённом
теплоотводе полнее используется теплота на расплавлении основного металла, чем
при сварки постоянной дугой.
Дуга пульсирует с заданным соотношением импульса и
паузы /рис. 3/. Сплошной шов получается расплавлением отдельных точек с
определённым перекрытием. Повторным возбуждением и устойчивость дуги
обеспечивается благодаря горению дежурной дуги (10-15 % от силы тока в
импульсе). Наряду с силой тока, напряжениям, скоростью сварки к основным
параметрам относятся:
|
Длительность импульса
Длительность паузы
Длительность цикла сварки
Шаг точек
|
/tсв/
/tп/
t = tсв+tп
S=Uсв(+св+tп)
где Uсв скорость сварки
|
Отношения
tп/tсв
=G называется
жесткостью режима
Аргонодуговая сварка плавящимся электродам
Сварка происходит с капельным и струнным переносам.
С увеличением тока капельный перенос метала
электрода сменяется струйным и глубина прославления увеличивается. Критическая
величена тока, при котором капельный перенос сменяется струйным, составляет:
при сварке сталей – от 60 до 120 А на 1 мм2 сечения электродной
проволоки. При сварке алюминия – 70 А.
При аргонодуговой сварке плавящимся электродам
предъявляется более жёсткие требования – перед сваркой необходимо тщательная
отчистка кромок свариваемых материалов и проволоки.
Вид сварки, который является
прогрессивным – газовая сварка
Газовая сварка выполняется при низких скоростях нагрева
и охлаждения металла, что приводит к укрупнению зёрен около шовного металла,
низкой прочности сварного соединения и большим деформациям сварного соединения.
В настоящие время газовая сварка находит применения
при ремонте литых изделий из чугуна и иногда цветных металлов, исправления
дефектного литья, при монтаже сантехнических стальных тонкостенных узлов,
толченой до 2 мм, наплавке, сварке легко плавких металлов и тд.
Газовое пламя применяется при пайке, для подогрева, с целью термической
обработки металла, отчистки от ржавчины.
Газовой сваркой можно выполнять любые швы в
пространстве. Наиболее трудно выполнять потолочные швы, ввиду стекания капель металла из сварочной ванны.
К преимуществам газовой сварки относятся: простота
способа, несложность оборудования, отсутствия источника электрической энергии.
Параметры режима:
В зависимости от свариваемого материала, его толщины
и типа изделия выбирают следующие основные параметры режима сварки:
§
мощность сварочного пламени,
§
вид пламени,
§
марку и диаметр присадочного прута,
§
флюс,
§
способ и технику сварки.
Схема газовой сварки
При нагреве газовым пламенем 4 кромки свариваемых
заготовка 1, расплавляются вместе с присадочным металлом 2, который
дополнительно может вводится в пламя горелки 3. после остывания образуется
сварочный шов 5. Смотри рисунок 4.
Приспособления для сварки изделий
Сварочные посты.
Сварочные посты могут быть стационарными и передвижными.
К стационарным постам относятся, посты,
расположенные в цехе, преимущественно в отдельных кабинах, в которых сваривают
изделия небольших размеров.
К передвижным постам относятся посты, которые
приспособлены для монтажа крупногабаритных изделий /трубопровод,
металлоконструкции, сосуды/ и приспособления для ремонтных работ. При этом
часто используют переносные источники питания.
Для подвода тока от источника питания к
электродержателю и изделию используют сварочные провода, сечение которых
выбирают по установленным нормативами для электротехнических установок /5-7
а/мм2 /.
На сварочном посту дуговой сварки должен быть
источник питания сварочной дуги /трансформатор, выпрямитель/, реостат для
регулировки сварочного тока в Амперах, стол /верстак/, на посту не должно быть
никаких сгораемых или легковоспламеняющихся материалов.
Для газосварочного поста нужно горючие газы в
баллонах: ацетилен, кислород, бутан, бензин, керосин. Телега или носилки для
переноса или перевозки баллонов в нужное место.
Шланги: Один кислородный;
Один
ацетиленовый;
Горелка или резак;
Наличие сварочных материалов
Оборудования
поста для газовой сварки
1 – горелка,
2 – шланг для подвода ацетилена
/рис. 6/,
3 – шланг для подвода кислорода,
4 – ацетиленовый баллон,
5 – ацетиленовый редуктор,
6 – кислородный редуктор,
7 – кислородный вентиль,
8 – кислородный баллон.
Сварочная
горелка.
Основным инструментом
газосварщика является сварочная горелка.
Сварочной называется
устройство, служащее для смешивания горючего газа и паров горючей жидкости и с
кислородом и получения сварочного пламени. Каждая горелка позволяет
регулировать мощность, состав и форму сварочного пламени.
Сварочные горелки,
согласно ГОСТ 1077-79 классифицируется: по способу подачи горючего газа и,
кислорода в смесительную камеру
Инжекторы и
безинжекторные: по роду применяемого газа, по назначению – универсальные и
специализированные; по числу пламени многопламенные и однопламенные, по
мощности – малой мощности /расход ацетилена 25-400 дм3/4/,
средней мощности /расход ацетилена 400-2800 дм3/4/,
большой мощности /2800-7000 дм3/4/, по способу применения
– ручные и машинные.
Наибольшее применение
имеют инжекторные горелки, работающие на смеси
ацетилена с кислородам. В инжекторных горелках
горючей газ подсасывается в смесительную камеру струёй кислорода, подаваемого в
горелку с большим давлением, чем горючей газ.
Этот процесс подсасывания называется инжекцией.
Схема инжекторной горелки показана на рисунке 7.
В безинжекторных
горелках горючий газ и кислород подают примерно под одинаковым давлением до 100
кПа. В них отсутствует инжектор, который заменён
простым смесительным соплом, ввёртываемым в трубку наконечника горелки.
Схема безинжекторной
горелки показана на рисунке 7.
Схема ацетиленовых горелок
А – инжекторные. Б – безинжекторные
1 – ствол горелки 5 – смесительная
камера
2 – гайка 6 –
инжектор
3 – наконечник 7 –
регулировочный вентиль
4 – мундштук 8 –
присоединительный штуцер
Схема
электродержателя
Рис – 8 Поперечный
электродержатель.
ПОНЯТИЯ О СВАРИВАЕМОСТИ СТАЛЕЙ
Свариваемость – свойство
металла и сочетания металлов образовывать при установленной технологии сварки
соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией
изделия. Сложность понятия о свариваемости материалов объясняется тем, что при
оценке свариваемости должна учитываться взаимосвязь сварочных материалов,
металлов и конструкции изделия с технологий сварки.
Показателей свариваемости много. Показателей
свариваемости легированных сталей, предназначенных например, для изготовления
химической аппаратуры, является возможность получить сварочное соединение,
обеспечивающее специальные свойства – коррозионную стойкость, прочность при
высоких или низких температурах.
При сварке разнородных
металлов показателем свариваемости является возможность образования в
соединении межатомных связей. Однородные металлы соединяются сваркой без
затруднений, тогда как некоторые пары из разнородных металлов совершенно не
образуют в соединении межатомных связей, например, не сваривается медь с
венцом, или титан с углеродной сталью.
Важным показателем свариваемости
металлов является возможность избежания в сварных соединениях закаленных
участков; трещин и других дефектов, отрицательно влияющих на работу сварного
изделия.
Всё это говорит о том, что
свариваемость металла, его физических свойств, технологии сварки /выбор
присадочного материала, режим сварки/, формы и размеров изделия, условий
эксплуатации.
Единого показателя
свариваемости металла нет.
СВАРКА
СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
Среднелегированные стали
/ГОСТ 4543-71/ обладают высоким значением временного сопротивления разрыву
/600-2000 МПа/ и высокой стойкостью против перехода в
хрупкое состояние; поэтому их применяют для конструкций, работающих при низких
или высоких температурах, при ударных или знакопеременных нагрузках, в
агрессивных средах и в других тяжелых условий.
Среднелегированные стали /20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА /,
чувствительны к нагреву, при сварке они могут закаливаться, перегревается,
образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание
углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих
сталей.
Эти стали свариваются
покрытыми электродами с основным покрытием на постоянном токе с обратной
полярностью, швы выполняются многослойные каскадным и блочным способами.
Технология сварки должна
предусматривать низкие скорости и охлаждения металла шва. Существенно
способствует предупреждению трещин в металле повышении его температуры более
150°С. /рис. 9/. длина ступени каскадной сварки должна выбираться из расчёта
указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки
составляет 150-200 мм.
Марки покрытых электродов
при сварке среднелегированных сталей /ВН 9-6, ВН 12-6, НИАТ – 3М, и др./
выбирают в зависимости от вида термической обработки сварного соединения.
СВАРКА
ЛЕГИРОВАННЫХ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Теплоустойчивые стали по микроконструкции
подразделяются на стали прелитного класса (12 МХ, 12 XIMIФ, 20 XIMIФITP и др.) и стали мартенситного
класса.
Все теплоустойчивые
легированные стали поставляются потребителю после термической обработки
(закалка плюс термический отпуск, отжиг); рабочая температура изделий из сталей
/трубы паранагревателей, детали газовых турбин, трубы печей нефтезаводов и др.
/не превышает 600°С; то они изготовляются из высоколегированной жаростойкой и
жаропрочной стали.
Для дуговой сварки
теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов
электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI,
Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ,
Э-10 Х5МФ/.
Технологией сварки сталей
любой марки предусматривает предварительный или сопутствующий местный или общий
подогрев свариваемого изделия, обеспечивающий по возможности и структурной
однородности метала шва с основным металлом и термической обработки сварного
изделия.
Подогрев свариваемого
изделия необходим для устранения в металле трещин от сварки.
Химическая однородность
металла шва с основным металлом нужна для исключения диффузионных явлений,
которые могут произойти при высоких температурах во время эксплуатации сварных изделий,
так как перемещения химических элементов в процессе диффузии приводит к
снижению длительности эксплуатации изделий.
С помощью термической
обработки удаётся улучшить во всём сварном изделии микроструктуру металла. Но
для повышения длительности работы изделий нужно правильно выбрать и осуществить
режим термической обработки. Лучшая термическая обработка сварных изделий из
легированной стали – закалка и высокий отпуск. На практике применяют только
высокий отпуск или отжиг с нагревом до температуры около 780°С.
Необходимый свариваемого
изделия, а также термическая обработка сварных изделий производится, как
правело индукционным током промышленной или повышенной частоты. Время выдержки
при отпуске берётся из расчёта 4-5 мин/мм толщены стенки; охлаждения сварного
изделия до температуры предварительного подогрева /200 – 450°C/ должно быть медленным.
Для сварки теплоустойчивых
легированных сталей в монтажных условиях при невозможности подогрева и
последующей термообработки применяют электроды марки АН-ЖР-2
/электроды конструкции института имени Е. О. Патонова/.
В этом случаи в металле шва содержания никеля будит не менее 31% и метал шва получит аустенитную
структуру. Электроды пригодны для сварки во всех пространственных положениях.
Широко используется для сварки теплоустойчивых легированных сталей покрытые
электроды серией СЛ/СНИИТ маш, легированные стали, например СЛ-14,
СЛ-30 и др./ сварку теплоустойчивых легированных
сталей покрытыми электродами производят на тех же режимах, что и сварку
низколегированных конструкционных. При сварке необходимо полностью проверить
корень шва, для чего первый слой выполняют электродам, Ø2-3мм.
Большая часть электродов требует сварки на постоянном токе обратной полярности.
Техника сварки
теплоустойчивых сталей аналогична технике сварки низкоуглеродных сталей.
Многослойную сварку выполняют каскадным способом без охлаждения каждого
выполненного слоя шва.
Газовая сварка
теплоустойчивых легированных сталей иногда даёт более работоспособные сварные
изделия, чем дуговая сварка покрытыми электродами. При газовой сварке
легированных сталей мощность пламени составляет 100 дм3 ацетилена на
1 мм толщены металла; сварку ведут только нормальным
"восстановительным" пламенем. Присадочным металлом служит сварочная
проволока марок СВ-0,8 ХМФА,
Св-10ХМФТ, Св-10Х5М, Св-18 ХМА и других в зависимости
от марки свариваемой стали. В целях предотвращения выгорания легирующих
примесей и образования микро трещин в начале кромки детали
"пролуживают" тонким слоем расплавленного металла и быстро
заполняется форма подготовки жидким металлом.
Присадочный метал должен
находится всё время при сварке в сварочной ванне; пользоваться капельным
приёмам сварки нельзя во избежания выгорания легирующих элементов.
Газовая сварка стыкав труб
производится с предварительным подогревом всего стыка. Стык по периметру трубы
можно нагревать той же горелкой, которой пользуются при выполнении шва. Техника
сварки теплоустойчивых легированных сталей аналогична техники сварки
низкоуглеродистых сталей.
Термообработка сварного
стыка необходима; её можно заполнять сварочной горелкой, а ещё лучше другой –
более мощной в зависимости от диаметра толщины трубы и других условий.
СВАРКА
ТЕРМИЧЕСКИ УПРОЧНЁННЫХ СТАЛЕЙ
Термической обработкой повышают механические свойства как
легированных конструкционных, теплоустойчивых, жаропрочных и других сталей / на
пример, IO Г2СI,
09 Г2С, 14 Г2, 15 ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др./.
При содержании углерода
более 0,12% термоупрочнённые стали в процессе сварки
образуют закалочные микро структуры в зоне термического влияния, а также
разупрочнение металла, если сварное соединение не подвергаются после сварки
термической обработке. Изменения твёрдости сварного соединения термически
упрочнённой стали даны на рис. 10
Рис 10
На рисунки 10 показаны:
кривые изменения
твёрдости в сварном соединения термически упрочненной стали:
М, Ш
– металл шва,
1,2,3,4, - участки не
полного расплавления,/микроучасток неоднородности/, закалки, неполной закалки
отпуска/ разупрочнения/.
О. М. – основной метал.
Из рисунка 10 видна, что
зона термического влияния при сварки упрочнённой стали, склонной при сварки к
закалки, разделяются на следующие части :
1.
неполного
расплавления.
/микро участок интенсивной диффузии и химической
неоднородности части оплавленных зёрен основного металла/.
2.
заколки и перегрева с температурами нагрева выше 920 –
950°С.
3.
неполной закалки с температурами нагрева от 720 до
920°С.
4.
участок разупрочнения с температурами нагрева ниже
720°С.
На
участки закалки твёрдость металлов будет максимальной, на участке не полной
закалки твёрдость снижена. Самая низкая твёрдость по сравнения с другими
участками, а также с основным металлом будет на участке разупрочнения.
Участок
разупрочнения – самое слабое место сварного соединения при работе его на
статическую нагрузку.
Ширена
участка разупрочнения влияет на работа способность сварного соединения: она
будет тем выше, чем меньше ширена этого участка. Ширена участка разупрочнения
зависит от скорости охлаждения.
Для
снижения ширены разупрочненного металла, как и всей зоны термического влияния,
следует применять режимы сварки с низкой погонной тепловой энергии.
Газовая
сварка – термически упрочнённых сталей вызывает образование широкого
участка разупрочнения и она не может быть рекомендована, если нельзя выполнить
последующую термическую обработку сварного изделия.
ТЕХНИКА
БЕЗОПАСНОСТИ ТРУДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ:
При выполнении сборочных и сварочных
работ существуют следующие основные опасности для здоровья рабочих:
1. Поражение электрическим
током:
Травма возникает при
замыкании электрической цепи сварочного аппарата через тело человека. Причинами
являются: недостаточная электрическая изоляция аппаратов и питающих проводов,
плохое состояние специальной одежды и обуви сварщика, сырость и теснота
помещений и другие факторы.
В условиях сварочного
производства электротравмы происходят при движении
электрического тока по одному из трёх путей: рука - туловище - рука, рука –
туловище – нога, обе руки – туловище – обе ноги.
При движении тока по третьему
пути сопротивление цепи наибольшее, следовательно, степень травматизма
наименьшая. Наиболее сильное действие тока будет при движении его по первому
пути.
Смертельным следует считать
величину тока 0,1 А.
Безопасным напряжением
считается 12 В, а при работе в сухих, отапливаемых и вентилируемых помещениях –
36 В.
Для защиты сварщика от поражения электрическим
током необходимо надёжно заземлять корпус источника питания дуги и свариваемое
изделие, не использовать контур заземления в качестве сварочного провода,
хорошо изолировать рукоятку электродержателя работать в сухую и прочной
специальной одежде, рукавицах, при дожде и снегопаде следует прекращать работу,
пользоваться резиновым ковриком и переносной лампой не более 12 В.
2. Заземление.
Заземление служит для защиты
от поражения электрическим током при прикосновении к металлическим частям
электрических устройств /корпуса источников питания, шкафы управления и
другие/, оказавшимся под напряжением в результате повреждения электрической
изоляции.
Схема подключения сварочного трансформатора при
питании его от сети с глухо-заземленной нейтралью.
1.
Пункт подключения
2. Сварочный трансформатор
3. Электродержатель
4. свариваемое изделие
5. Вторичная обмотка
трансформатора
6. первичная обмотка трансформатора
7. питающий шланговый
трёхжильный провод с заземляющей жилой
8. заземляющий болт на корпусе
трансформатора и на пункте подключения,
9. подключение к 0-му проводу
сети.
3. Поражение зрения.
Спектр лучистой энергии, выделяемый сварочной
дугой, состоит из инфракрасных, световых и ультрафиолетовых лучей.
Интенсивность излучения возрастает повышением тока сварочной дуги. Это
излучение вызывает у сварщика, незащищённого щитком со светофильтром,
заболевание слизистой и иногда роговой оболочки глаз. Поэтому сварщики работают
со светофильтром, который задерживает и поглощает это излучение дуги, и
защищает глаза от брызг металла и шлака.
Сварка покрытыми электродами
при токе 100. А выполняется со светофильтром: С – 5; 200. А – С – 6; 300. А С –
7; 400. А С – 8; 500 – 600. А С – 9 и т. д. Шланговая сварка в СО2 при токе 50 –
100 А выполняется со светофильтром С – 1; 100 – 150 АС – 2; 150 – 250АС – 3; 250 – 300 АС – 4; 300 – 400АС
– 5 и т. д.
4. Отравление вредной пылью
и газами:
Отравляющие вещества: в
покрытии электродов или нержавеющая сталь, а так же марганец, углерод, азот,
хлор, фтор, фосфор. Эти вещества попадают в дыхательные пути сварщика, чтобы предостеречься от таких отравлений стали нужно внедрять
новые марки покрытых электродов и порошков с наименьшими токсичными свойствами,
приточна – вытяжная вентиляция, приток свежего
воздуха через электродержатель и шлем, а так же необходимо применять и
респираторы с химическим фильтром, а иногда противогазы.
5. Ожоги:
Ожоги возникают в случае разбрызгивания жидкого металла и шлака, прикосновение
сварщика к неостывшим предметам голыми участками кожи и т.д.
Следует для этого следить за
специальной одеждой, кое-где применять при сварки капюшоны, при отбивки шлака
от шва требуется обязательно предохранять органы зрения защищающими
пластмассовыми очками и т.д.
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ:
Для выполнения сварочных
работ, прежде всего требуется разрешение пожарной охраны. В местах сварочных
работ должны находиться: песок, щит с инструментом, огнетушители, вода.
По признаку пожарной
опасности существуют у производств такие категории:
А – взрывопожароопасные,
В – пожароопасные,
Б – взрывоопасные,
Г и Д
– не пожароопасные,
Е – взрывонеопасные
/имеются только газы/.
В целях предотвращения
пожаров запрещается!:
Пользоваться сварщикам одеждой
и рукавицами, со следами масел, жиров, бензина, керосина; выполнять сварку
аппаратов под напряжением, и сосудов, находящихся под давлением. Средствами
пожара тушения являются: вода, пена, газы, пар. Каждый сварочный пост должен
быть оснащён средствами пожаротушения . После
сварочных работ следует проверить рабочее помещение и зону, где выполнялись
сварочные работы. В цехах имеются специальные противопожарные подразделения, из
числа работающих в цехе создаются добровольные пожарные дружины.
ЛИТЕРАТУРА:
1. Дуговая и газовая сварка
/В.М. Рыбаков/;
2. Дуговая сварка /для П.Т.О./.