Расчет естественного освещения.
Расчет естественного освещения сводится к подбору окон и их количества.
Определяем высоту окна:
hокн = H-(Hпод+hпод), где
H – высота помещения согласно типовым проектам предприятий.
H = 3,75 …4,25 м,
Hпод – расстояние от пола до подоконника равна 0,8 …1,2 м,
hпод – размер подоконного пространства равный 0,3 …0,5 м,
hокн = 4-(1,2+0,5) = 2,3м.
Принимаем стандартную высоту окна 2,1 м, ширину окна выбираем в зависимости от высоты и конструктивных размеров помещения.
Ширина равна 1,55м.
Определяем световую площадь проемов по формуле:
Fок = Pпол · R(м2), где
Fок – площадь световых проемов в цехе,
Рпол – площадь пола в отделении,
R – световой коэффициент, значение которого принимаем из таблицы 24 учебника Зайцев, Бобриков Ф.А. „Курсовое и дипломное проектирование“, стр.201.
К = 0,3
Fok = 13,5 · 0,3 = 4,05
Определяем количество окон по формуле:
![]() , где
, где
β – стандартная ширина окна равная 1,55 м.
![]()
Принимаем для цеха топливной аппаратуры 1 окно.
Искусственное освещение.
Искусственное освещение помещений производится электрическими лампочками различных конструкций, обеспечивающих достаточную предусмотренную нормами освещенность рабочих мест. Искусственное освещение может быть общим, местным, комбинированным и специальным.
Расчет искусственного освещения заключается в подсчете числа ламп для цеха топливной аппаратуры, высота их подвески и размещения по цеху. Число ламп для общего освещения выбираем по методу „Ветт“ по удельной световой мощности. Общую световую мощность необходимую для освещения цеха определяем из соотношеня:
I = Fпол·I0(Вт), где
I0 – удельная световая мощность, вт/м2, берется из таблицы №157 уч. Бобрикова Ф.А. „Курсовое и дипломное проектирование“.
I0 = 12-14, принимаем 13,
I = 13,5·13 = 175,5 вт/м2.
По той же таблице задаюсь мощностью одной лампы для цеха топливной аппаратуры:
Iл = 100 Вт.
Определяем количество ламп:
![]() (ламп)
(ламп)
Для цеха ремонтно-топливной аппаратуры принимаем 2 лампы.
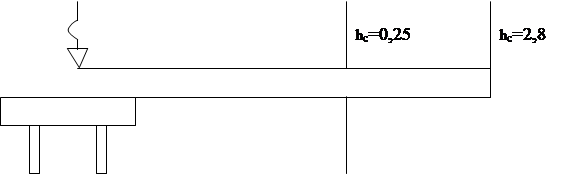
Рассчитываем высоту подвеса светильника по формуле:
Нn = H ( hc+hp), м, где
Н – высота помещения,
hc – расстояние от светильника до потолка (0,2 …0,25) Н0 (м).
hр – расстояние от пола помещения до рабочей плоскости, равная 1,2 м.
Н0 = Н-hp = 4-1,2 = 2,8 м,
hс = 0,2-2,8 = 0,56 ≈ 0,6 м,
Нh = 4·(0,6+1,2) = 4-1,8 = 2,2 м.
  |
![]()
Принимаем два водонепроницаемых светильника типа (ВЗГ) стекло матовое, расположение рядное.
Организация рабочего места по ремонту топливной аппаратуры.
Ремонт и регулировку топливной аппаратуры тракторов, а также устранение неисправностей, возникающих в процессе эксплуатации машин, производят на специализированных рабочих местах, оснащенных необходимым оборудованием, инструментом и приспособлениями.
Оборудование для ремонта, регулировки и обслуживания топливной аппаратуры размещают в изолированных, хорошо освещенных помещениях, в которых полы и стены должны быть покрыты керамической плиткой, а потолок – светлой масляной краской. В помещении для ремонта топливной аппаратуры или рядом с ним должны находиться простейшие противопожарные средства (огнетушители, ведра, закрытый ящик с песком). Оборудование в помещении должно быть размещено в такой технологической последовательности, чтобы рабочий не делал в процессе работы лишних движений и перестановок топливной аппаратуры и технической оснащенности.
Для испытания, регулировки и замены вышедших из строя узлов типовым проектом предусмотрено следующее оборудование: стеллаж для топливной аппаратуры ожидающей ремонта и прошедшей ремонт, моечную ванну для ополаскивания деталей и узлов, верстак с тисками и стендом для разборки топливных насосов, верстак с приспособлением для разборки форсунок, головок топливных насосов, а также для размещения приборов для испытания плунжерных пар, нагнетательных клапанов и форсунок. Стенд для испытания и регулировки дизельной топливной аппаратуры, стол для записи результатов регулировки и для хранения технической документации. Для выполнения операций, связанных с частичной разборкой, сборкой топливной аппаратуры при осмотрах и заменой изношенных деталей и узлов в цехе должен быть комплект приспособлений.
Промышленностью выпускаются два комплекта: комплект „А“ для технического обслуживания и ремонта топливных насосов 4 ТН – 9х10, а также топливных насосов дизелей КДН-100 и комплект „Б“ только для топливных насосов 4 ТН – 9х10. Топливная аппаратура должна поступать в цех комплектации с закрытыми топливо-отводящими каналами, тщательно очищенная и промытая. Ванна, находящаяся в цехе, предназначена для ополаскивания чистым дизельным топливом, узлов топливной аппаратуры при частичной разборке. Топливный перед установкой на стенд тщательно проверяют. При этом вскрывают и проверяют величину зазоров рейки регулятора и механизма привода.
Если величины зазоров не допускают допустимых пределов, а рычаги перемещаются свободно, без заедания и прихватывания, то насос устанавливают на стенд и проверяют техническое состояние плунжерных пар, нагнетательных клапанов, подкачивающего насоса, а также контролирует величину давления в головке топливного насоса.
Узлы не удовлетворяющие техническим условиям, заменяют исправными. Затем проверяют и, в случае необходимости, настраивают регулятор и устанавливают требуемую подачу топлива. Если в топливном насосе износ деталей превышает допустимой, то его ремонтируют.
Организация ремонта топливной аппаратуры
Производственная программа – снизить стоимость ремонта топливной аппаратуры и увеличить срок службы её можно благодаря механизации и специализации труда рабочих. А это возможно лишь при концентрации в одном предприятии большого числа ремонтируемых агрегатов. По мере концентрации производства будут увеличиваться и расходы на доставку агрегатов для ремонта и на получение хозяйством их из ремонта, капитальных затрат на помещение и оборудование, затраты на приобретение и содержание обменного фонда, содержание обменных пунктов.
Оптимальной программой ремонтного предприятия является такая, при которой может быть получена наименьшая себестоимость ремонта, с учетом указанных выше затрат. В настоящее время в стране разработаны проекты специализированных цехов для производственной программы ремонта 6000 и 10000 комплектов дизельной и топливной аппаратуры в год при односменной работе и соответственно 12000 и 20000 комплектов при двухсменной работе.
Основа организации производства по ремонту топливной аппаратуры составляет поточный метод. Рабочие места и оборудование размещают в соответствии с последовательностью выполнения технологических операций и лишь на отдельных участках, например, восстановление и ремонт деталей рабочие места планируют по видам работ и группируют по функциональному признаку.
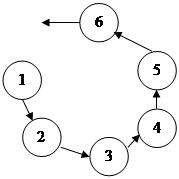
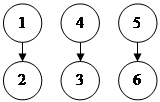
Поточный метод ремонта.
Основные разновидности потоков движения ремонтируемых узлов, механизмов и деталей, использованные при организации производственного процесса показаны на рисунках:
 |
||||
 |
||||
При выборе той или иной схемы учитываются размеры и формы помещений (соотношение длины и ширины), взаимное расположение технологически связанных участков, наличие и тип транспортных средств. Путь перемещения деталей должен быть кратчайшим. При планировки рабочих мест и размещении оборудования необходимо учитывать ширину проходов, установку стеллажей для узлов и механизмов, составляющих технологический задел, контейнеров, комплектовочной тары с деталями. Большое значение имеет ритмическое перемещение деталей и выполнение технологических операций в процессе всего цикла работ. Длину поточной линии определяют путем умножения протяженности рабочего места на количество рабочих мест.
Приёмка топливной аппаратуры в ремонт.
Топливную аппаратуру необходимо отправлять и принимать из ремонта в комплекте, состоящим из топливного насоса с регулятором и подкачивающим насосом, форсунок, трубок высокого давления и фильтров. При поступлении аппаратуры в ремонт проверяют её комплектность и устанавливают категорию ремонта. Со склада ремонтного фонда топливные насосы транспортируют на рабочее место разборки и мойки. Здесь на приспособлениях насосы разбирают на узлы и детали. Детали укладывают в контейнеры или специальную тару с ячейками. Насосы должны поступать в цех очищенные и вымытые снаружи. В связи с тем, что внутри насоса детали механизма привода и регулятора покрыты загрязненным маслом, топливные насосы сначала разбирают на узлы, а затем узлы моют и только после этого их разбирают на детали.
При разборке не все детали обезличиваются, например, нельзя обезличивать фланец с наружными кольцами этих же подшипников. Узлы разбирают в том случае, если не все детали можно хорошо промыть и продефектовать в собранном узле. Не нужно разъединять на отдельные детали при разборке насоса: вилку, тягу и кронштейны регулятора типа Р.В. Их моют, а затем дефектуют в сборе по величине люфта в сопряжениях. После разборке узлов детали в комплекте укладывают в корзину и направляют в мойку.
Дефектовка и комплектовка.
Вымытые детали из моечной машины поступают на склад, а с него после сушки на стол дефектовщика. При помощи специального, универсального измерительного инструмента и приспособления определяют техническое состояние деталей, сравнивают результаты замера с техническими условиями и сортируют детали на годные, подлежащие ремонту и брак.
Годные детали и узлы укладывают в соответствующие ячейки комплектовочной тары. Детали топливной аппаратуры при поточном методе ремонта, комплектуют на тех же рабочих местах, на которых выполняют дефектовку. Этим самым устраняют повторные измерения рабочих поверхностей. Сокращаются затраты труда на перекладку деталей. Однако при совмещении дефектовки и комплектовки в одном месте труднее организовать четкую работу на этих важнейших рабочих местах. Поэтому на некоторых предприятиях комплектуют на отдельном рабочем месте, что при большой производительности программы ремонта целесообразно.
Сборка топливных насосов
Узлы собирают на верстаке и устанавливают их на корпус насоса, закрепляют их на корпус насоса, закрепленный в тележки линии поточной сборки. Рабочие места сборки и разборки хорошо оснащены инструментом и приспособлениями. После сборки топливные насосы испытывают и регулируют, обкатывают.
Обкатка, испытание и регулирование топливных насосов
Топливный насос устанавливают на стенд СДТА-1. Подсоединяют топливопроводы низкого давления топлива, поступающего в головку испытательного топливного насоса, оно должно быть в пределах 0,6 – 0,9кг/см2. Винт вилки тяги регулятора устанавливают так, чтобы его конец выступал за плоскость вилки на 10 – 15 см. Освобождают систему топлива подачи от воздуха, после чего испытывают и регулируют топливный насос по следующим показателям.
Равномерность подачи топлива на номинальном режиме
Измеряют объем топлива поданного к каждым насосным элементам мензурки также как и при размере производительности уменьшают неравномерности путем изменения производительности насосных элементов, показавших максимальную и минимальную подачу топлива.
Число оборотов кулачкового вала в минуту, в момент
выключения подачи топлива регулятором
Рычаг управления регулятором прижат к боту максимальных оборотов, вращая штурвал вариатора стенда, увеличивают скорость вращения кулачкового вала топливного насоса до такого момента, когда через форсунки прекратится впрыск топлива. По тахометру определяют число оборотов вала в минуту в этот момент, если полученное число оборотов в момент включения подачи топлива не соответствует техническим условиям, то обычно заменяют пружину валика регулятора. Чтобы увеличить число оборотов необходимо поставить более жесткую пружину и наоборот.
Начало действия регулятора
Рычаг управления регулятора переводят до упора в болт-максимальных оборотах. Определяют по тахометру стенда число оборотов кулачкового вала насоса в минуту, при котором начинают отводить винт вилки регулятора от плоскости призмы обогатителя. Регулятором начинают перемешать рейку в сторону уменьшения подачи топлива, замеченное число оборотов соответствует началу действия регулятора. Настраивают действия регулятора на начало действия. Сначала изменение числа шайб под головкой болта максимальных оборотах, предусмотренными техническими условиями, заменяют число прокладок под внутренней и наружными пружинами регулятора.
Угол начала впрыска топлива
Рычаг управления регулятором прижат к болту максимальных оборотов, число оборотов кулачкового вала насоса в минуту номинальное. Стробоскоп стенда включают в электрическую сеть и спустя 1,5 – 2 минуты после нагрева электронной лампы поочередно включают тумблеры датчиков неподвижного диска стробоскопа, находят деление против световой линии вспышками, дает угол начала впрыска топлива насосным элементам в градусах условной шкалы, затем включают одновременно все работающие датчики насосов. Падение световых линий указывает не неточность чередований начала впрыска топлива на отдельном насосном элементе. Несовпадение должно быть не более 10. Изменяют угол начала впрыска путем завертывания или вывертывания регулировочного болта толкателя.
Производительность насосных элементов и равномерность подачи топлива при максимальных холостых оборотах
Эти показатели определяют также как и при номинальном режиме. Но при числе оборотов кулачкового вала, соответствующих максимальным холостым оборотам коленчатого вала двигателя, в тех случаях, в которых отклонение производительности оказалось больше допустимого, заменяют плунжерные пары. После всех регулировок снять топливный насос со стенда и направить на рабочее место, укомплектовки и пломбирования.
Укомплектовка, пломбирование и окраска топливного насоса
Отрегулированные топливные насосы укомплектовывают, закрывают крышку с прокладкой на корпус топливного насоса, навертывают гайки на штуцера головки топливного насоса, вывертывают перепускной клапан из головки топливного насоса, надевают защитную втулку на корпус перепускного клапана и завертывают клапан в головку.
При опломбировании топливного насоса, проволока должна быть мягкой, без скрученных и надломленных мест. Проволока должна быть пропущена в отверстия головок болтов так, чтобы при отвертывании болтов она натягивалась. Концы проволоки после шиплинтования должны быть туго скручены вместе. Опломбирывают верхнюю крышку регулятора, крышки люков топливного насоса, заднюю крышку регулятора, болт жесткого упора и крышку упора рычага регулятора.
После опломбирования насос переносят на верстак - ванну и обезжиривают. Окрашивают топливные насосы в камере – пистолетами-краскораспылителями. Толщина слоя покрытия должна находиться в пределах 45 – 60 мк.
Ремонт форсунок
Ремонт форсунок сводится к их разборке, мойке, дефектовке, сборке, испытанию и регулировки. Разборку и сборку проводят на специальном приспособлении МП-1613А. В основном у форсунки изнашиваются прецизионные детали распылителя, которые ремонтируют, очищая их от нагара и восстанавливая изношенные сопрягаемые поверхности притирочными пластами. Детали распылителя притирают на станке для притирки прецизионных деталей, а рабочие торцы корпуса распылителя и иглы на притирочной плите. Собранную форсунку испытывают и регулируют не герметичность и давление впрыска на приборе КИ-562. Проверяют качество распыления, четкость отсечки и другие параметры на стенде КИ-1404. Термичность форсунки проверяют при затяжке регулировочного вента до давления впрыска – 23 МПа. Время падения давления от 20 до 18 МПа должно составлять 5 – 25 секунд. Подтекание топлива из сопла распылителя не допускается. Все форсунки данного двигателя регулируют на одинаковое давление впрыска, предусмотренное техническими условиями. Одновременно с регулировкой проверяют качество распыления дизельного топлива, выходящего из сопла шлифтового распылителя. Начало и конец впрыска должны быть четкими и сопровождаться резкими звуками. После чего форсунки сортируют по группам пропускной способности, доукомплектовывают, консервируют, надевают на них защитные колпачки.
Контрольные испытания топливной аппаратуры
на двигателе и её упаковка.
В специализированном предприятии должен быть тормозной стенд и контрольные двигатели для моторных испытаний топливной аппаратуры. Из партии отремонтированных насосов и форсунок выбирают несколько комплектов, устанавливают их поочередно на контрольный двигатель, прогревают его и замеряют основные параметры работы двигателя: мощность, удельный расход топлива, максимальный крутящий момент, максимальные холостые обороты. Отремонтированный топливный насос снабжают паспортом, в котором записаны показатели его работы, марки двигателей. К насосу прикладывают комплект форсунок, топливные фильтры.
Разработка технологии ремонта регулятора
топливного насоса 4 ТН 9х10
Восстановление топливных насосов и форсунок производят на специализированных ремонтных предприятиях. Необходимость в разборке и ремонте топливного насоса выявляют при эксплуатации машины предварительным испытанием с помощью диагностических приспособлений (КИ – 4802, максиметр) либо при ремонте на испытательном стенде. Основными деталями топливного насоса, состояние которого влияет на их работоспособность, являются детали регулятора числа оборота двигателя. Технологический процесс ремонта деталей регулятора зависит от наличия оборудования на предприятии, квалификации рабочих. У регулятора топливного насоса изнашивается валик регулятора в месте сопряжения со втулкой скользящей муфты. Это сопряжение восстанавливают перешлифованием валика не уменьшенный размер с постановкой втулки уменьшенного диаметра или хромированием (железнением) части валика. Изношенные посадочные шейки под подшипники качения целесообразно восстанавливать электроискровым наращиванием.
У скользящей муфты повержены износу торцевые поверхности кольцевого паза, сопряженные с пальцами вильчатого рычага. Эти поверхности протачивают или шлифуют, а в рычаг устанавливают пальцы увеличенного диаметра. У грузов регулятора изнашиваются поверхности касания с упорным подшипником скользящей муфты и отверстия втулки под ось крестовины. Изношенные упорные поверхности грузов наплавляют и обрабатывают по шаблону, а втулку рассверливают и развертывают под оси увеличенного размера. В последнем случае по контору рассверливают отверстия под оси и в крестовине грузов. Отверстия грузов в крестовине могут быть также восстановлены на нормальных размер путём рассверливания и постановки промежуточных втулок. Масса груза регулятора в сборе со втулкой у всех двигателей СМД должна быть равна 205…215г., у СМД-17К и СМД-18К-224…228г. Разницы в массе грузов, составляющих пару, не должна превышать 3…5 грамм.
При ремонте регулятора следует обращать внимание на состояние шарнирных соединений рычагов и тяг с осями и пальцами, от усилия не более 5Н. Общую высоту толкателя регулируют вращением болта толкателя. Для насоса 4 ТН 9х10 она должна быть в пределах 36,3…38,5 мм, а у насосов ЯМЗ-238НБ-37,4 ±0,1 мм.
При сборке и установке регулятора топливного насоса проводят предварительную регулировку, обеспечивающую правильную его работу. Так у насосов типа 4ТН 9х10 вращением болта вильчатой тяги регулятора регулируют ход рейки, равный 10,5…11,0 мм. У регулятора насоса при сборке корректора прокладками устанавливают выход штока, равный 1,3 мм, а вращением винта регулируют давление пружины корректора, равное 62+8Н, при положении штока заподлицо с корпусом.
После установки кулачкового и эксцентрикового валиков в корпус насоса и толкателей устанавливают и закрепляют секции. Удаляют монтажную чеку, а зубчатую втулку закрепляют специальным фиксатором, дослав его до упора во впадину зуба. Поворачивают кулачковый валик шпоночным пазом вверх так, чтобы он находился против метки на корпусе насоса. Устанавливают собранный узел валика регулятора так, чтобы риска на торце грузов с осями не допуская увеличения зазоров в этих соединениях выше 0,2 мм. Изношенные шарнирные соединения рычагов и тяг с осями и пальцами восстанавливают аналогично рассмотренному выше сопряжению отверстий грузов с осями.
Большое значение для правильной работы регулятора имеет состояние его пружин. Поэтому при ремонте должно быть проверено соответствие характеристик пружин(число и диаметр витков, упругость и др.) техническим условиям.
Сборка топливного насоса и регулятора
При сборке топливного насоса после установки втулки плунжера и завертывания до отказа стопорящего винта, втулка плунжера должна иметь продольный люфт. После сборки насосных элементов и затяжки всех штуцеров плунжеры должны легко, без прихватывания перемещаться во втулках. Кулачковый валик должен легко вращаться в подшипниках и иметь осевой разбег 0,05-0,10 мм. Осевой разбег валика регулируют кольцевыми прокладками. Продольные перемещения рейки должны быть не менее 25 мм. Рейка топливных насосов должна перемещаться свободно без заеданий.