Технико-криминалистическая экспертиза документов
характерны
ровные, вдавленные
штрихи изображения
и утолщения
в виде красочного
бортика по
краям штрихов.
Если в качестве
основы использовалась
тонкая бумага,
то следы деформации
видны и на ее
оборотной
стороне.
Текстовые
печатные формы
составляются
из литер или
целых строк
и пробельного
материала и
называются
набором. Для
иллюстрационных
печатных форм
изготавливаются
клише. Смешанные
печатные формы
составляются
из набора и
клише.
Набор текстовых
печатных форм
может осуществляться
вручную или
- с применением
наборных машин,
для чего используются
шрифты. Типографским
шрифтом называют
комплект литер,
необходимых
для воспроизведения
букв какого-либо
алфавита, включая
все знаки и
цифры. Шрифты
различаются
по рисунку,
начертанию
и размерам. В
зависимости
от контрастности
штрихов и формы
засечек шрифты
подразделяются
на группы, а
внутри групп
- на гарнитуры.
Гарнитура -
это комплект
шрифтов одинакового
рисунка, но
различного
начертания
и размеров.
Признаки
рисунка шрифта:
степень
контрастности
(соотношение
между толщиной
основных и
соединительных
штрихов);
форма и
величина засечек;
характерные
особенности
элементов
отдельных букв
и знаков.
Начертание
шрифтов характеризуется:
насыщенностью
(различаются
светлые, полужирные
и жирные шрифты
по толщине
штрихов);
наклоном
основных штрихов
(выделяются
прямые, наклонные
и курсивные
шрифты);
относительными
размерами
ширины и высоты
знаков (подразделяются
на сверхузкие,
узкие - 1/2, нормальные
- 3/4, широкие - 1/1, сверх
широкие шрифты);
характером
заполнения
штрихов (различаются
шрифты нормальные,
контурные,
оттененные,
штрихованные
и некоторые
другие).
Одной
из размерных
характеристик
шрифта является
его кегль - это
высота отпечатанного
знака с включением
небольших
пробелов сверху
и снизу (т.е. высота
литерной колодки).
В отдельных
случаях, в печатной
продукции можно
обнаружить
отобразившиеся
границы кеглей.
Кегль выражается
в типографских
пунктах. Один
пункт равен
0,3759мм. В полиграфическом
производстве
наиболее часто
используются
шрифты с кеглем
от 6 до 12 пунктов.
Шрифт, кегль
которого равен
6 п. (2,26 мм), носит
название нонпарель;
8п. (3,01 мм) - петит;
10 п. (3,76 мм) - корпус;
12 п. (4,51 мм) - цицеро.
На
оттиске размер
шрифта определяют
с помощью
типометрической
линейки.
Иллюстрационные
печатные формы
для высокой
печати (клише),
в зависимости
от вида оригинала,
могут быть
штриховыми
и полутоновыми
и изготавливаются
ручным, фотомеханическим
или электронно-гравировальным
способами. В
качестве материала
для их изготовления
используются
пластины из
цинка, меди,
латуни, сплавов
магния, пластмасс
и т.п.
При ручном
способе изготовления
иллюстрационной
печатной формы
на поверхность
формного материала
наносится
изображение
рисунка в зеркальном
его виде. Углубление
пробельных
участков изображения
производится
при помощи
штихелей, резцов
и других слесарных
инструментов.
При фотомеханическом
способе изготовления
печатной формы
первоначально
производится
фотосъемка
оригинала для
получения
штрихового,
либо растрированного
негатива. (Растр
- стеклянная
пластина с
нанесенной
на ней сеткой
пересекающихся
линий).
Изображение
с полученного
негатива копируется
на формный
материал, покрытый
светочувствительным
слоем (как правило,
путем засветки
через негатив).
После экспонирования
материал подвергается
специальной
химической
обработке, в
том числе травлению,
которое углубляет
пробельные
участки клише,
образуя рельефную
форму высокой
печати.
Для воспроизведения
цветных многотоновых
иллюстраций
изготавливается
три отдельных
печатных формы
(три клише) для
красок голубого,
желтого и пурпурного
цветов. Для
этого производится
фотосъемка
оригинала
поочередно
через три зональных
растра-фильтра
с последующим
копированием
на три формных
материала,
покрытых
светочувствительным
слоем, и химической
обработкой
каждого из них.
Печатание
осуществляется
поочередно
с каждой из
форм на один
и тот же участок.
Пропорциональным
сочетанием
красок указанных
трех цветов
попарно достигается
передача многообразия
цветовых оттенков.
Наложением
трех цветов
друг на друга
образуется
темно-серый,
темно-коричневый
или черный
цвет.
Для электронно-гравировального
способа изготовления
клише применяется
фотоэлектроника.
Пробельные
элементы механически
углубляются
или выжигаются
электронно-гравировальными
аппаратами.
Одна форма
для высокой
печати выдерживает
изготовление
до 50000 оттисков.
Для продукции
большего тиража
изготавливаются
стереотипные
печатные формы.
Стереотип - это
монолитная
печатная форма,
являющаяся
точной копией
набора или
клише. Для получения
стереотипа
с набора или
клише изготавливается
матрица путем
прессования
из специального
картона или
иного материала.
Затем матричная
форма заливается
гартом (сплав
свинца, олова
и сурьмы) и после
полного остывания
подвергается
механической
доводке.
Высокая
офсетная
(типоофсетная
печать)
Разновидность
высокой печати.
Это способ, при
котором, изображение
передается
на запечатываемый
материал через
промежуточный
офсетный цилиндр,
имеющий резинотканевое
покрытие (декель).
Печатающие
элементы формы
в данном случаи
имеют прямое
изображение.
При получении
многокрасочного
изображений
на бумаге и
других листовых
материалах
каждая краска
в процессе
печатания
переносится
отдельным
офсетным цилиндром.
При печатании
на готовых
изделиях, например
на алюминиевых
флягах и полимерных
тубах, банках
и др., краска с
каждого формного
цилиндра передается
на сборный
офсетный цилиндр.
Затем сформированное
изображение
переносится
на запечатываемый
материал. Для
высокой офсетной
печати изготавливают
фотополимерные
формы с прямым
изображением.
Данный вид
печати применяют
на упаковках
из тонкого
картона, металла,
пластмассы.
Флексографская
печать
Флексография
(от лат. Flexio
- сгибаю и греч.
Grapho - пишу).
Является
разновидностью
высокой печати,
в которой печатание
осуществляется
с эластичных
резиновых или
преимущественно
полимерных
форм маловязкими,
быстро закрепляющимися
на не впитывающихся
материалах
красками с
летучими
растворителями.
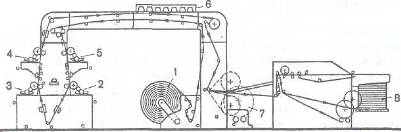
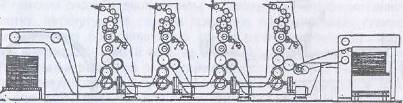
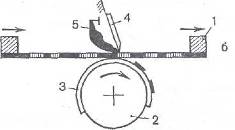
Схема флексографской
четырехкрасочной
печатной машины:
1 - рулон; 2,3,4,5 - печатные
секции; 6 - сушильное
устройство;
7 - рулон; 8 приемный
стол
При конструкции
печатные формы
бывают в виде
пластин и валов
со сменными
цилиндрическими
или постоянными
формами. В свою
очередь, пластинчатые
формы подразделяются:
на однослойные,
состоящие из
одного упругоэластичного
материала
(резины, каучука,
полимера);
двух и трехслойные,
улучшающие
деформационные
характеристики
печатных форм.
Этим способом
печати воспроизводят
одно - и многоцветные
текстовые и
иллюстрационные
оригиналы.
Благодаря
эластичным
печатным формам
флексография,
в отличие от
обычной высокой
печати, дает
возможность
печатать при
небольшом
давлении на
различных
материалах:
бумаге, фольге,
целлофане,
полиэтилене
и других синтетических
пленках.
Этим способом
выполняется
значительный
объем печатной
продукции на
таре, упаковке,
этикетках,
цветных обоях.
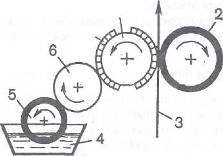
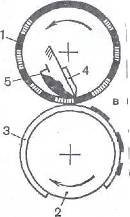
Схема печатной
секции флексографской
печатной машины:
1 - формный
цилиндр; 2 - обрезиненный
печатный цилиндр;
3 - запечатываемый
материал; 4 -
резервуар для
краски;
5 - дукторный
резиновый
валик; 6 - накатной
валик
Плоская
печать
В форме
плоской печати
печатающие
элементы и
пробельные
участки находятся
в одной плоскости.
Процесс печатания
основан на
избирательном
смачивании
пробельных
участков водой,
а печатающих
элементов -
краской. Печать
осуществляется,
как правило,
офсетным способом
печать данным
способом происходит
на запечатываемый
материал
осуществляется
не с форменного
цилиндра, а
через промежуточный
офсетный цилиндр
покрытый
резинотканевым
полотном (декелем).
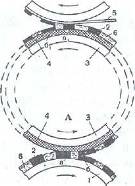
Схема получения
оттиска в плоской
офсетной печати:
А - передача
краски и увлажняющего
раствора с
печатной формы
на резинотканевую
пластину офсетного
цилиндра; Б -
момент печатания
(передача с
пластины части
красочного
слоя и увлажняющего
раствора на
бумагу):
1 - форма; 2 -
печатная краска;
3 - офсетный цилиндр;
4 - декель;
5 - запечатываемый
материал; 6 -
увлажняющий
раствор.
Формы
для плоской
печати изготавливаются
фотохимическим
или электрофотографическим
способами. В
редких случаях
используется
ручной способ
изготовления
печатной формы.
Для изготовления
формы плоской
печати необходимо
наличие текстового
или иллюстрационного
изображения,
созданного
любым печатающим
устройством
или пишущим
прибором в
качестве оригинала.
При фотохимическом
способе изготовления
печатной формы
текстовое или
иллюстрационное
изображение
репродуцируется
и с полученного
негатива или
диапозитива
проектируется
на покрытую
светочувствительным
слоем металлическую,
пластмассовую,
либо бумажную
основу формного
материала.
После специальной
химической
обработки на
формном материале
образуются
жиро и влаговосприимчивые
участки. Для
воспроизведения
цветных многотоновых
изображений
оригинал
фотографируется
поочередно
через каждый
из растрированных
зональных
светофильтров
(синий, зеленый,
красный), как
и для формы
высокой печати.
С полученных
негативов
изображение
проектируется
на формный
материал с
последующим
изготовлением
трех печатных
форм для красок
желтого, голубого
и пурпурного
цветов, сочетанием
пропорций
которых достигается
многообразие
цветопередачи.
При электрофотографическом
способе изготовления
печатной формы
изображение
оригинала
проектируется
на полупроводниковую
пластину, чем
создается
электростатический
заряд. Пластина
покрывается
электрофотографическим
порошком (тонером)
с противоположным
по полярности
зарядом и созданное
изображение
закрепляется
путем его термической
и другой дополнительной
обработки.
Признаки
изображений,
полученных
с форм плоской
печати:
равномерное
распределение
красителя по
всей плоскости
штрихов;
одинаковая
толщина красочного
слоя в штрихах;
отсутствие
следов давления,
рельефно выступающего
слоя
краски, либо
утолщенного
бортика по
краям штрихов
(в редких случаях,
в широких штрихах
может наблюдаться
красочный
бортик, если
оригинал для
формы плоской
печати был
создан высокой
печатью);
матовый
оттенок штрихов;
для изображений,
полученных
с электрофотографических
плоских печатных
форм, характерна
зернистая
структура
штрихов, особенно
хорошо просматриваемая
по их краям,
наличие точек
краски на пробельных
участках изображения.
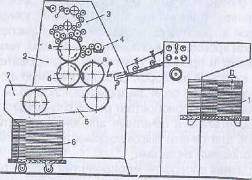
Схема однокрасочной
листовой офсетной
машины
1 - пневматический
самонаклад;
2 - печатный аппарат;
3 - красочный
аппарат, 4 - увлажняющий
аппарат; 5 - листовыводное
устройство;
6 - приемный стол,
7 - станина; а -
формный цилиндр;
б - офсетный
цилиндр; в - печатный
цилиндр
Схема
четырехкрасочной
листовой офсетной
машины
Глубокая
печать
Форма
глубокой печати
состоит из
углубленных
печатающих
элементов и
возвышающихся
пробельных
элементов,
которые находятся
в одной плоскости.
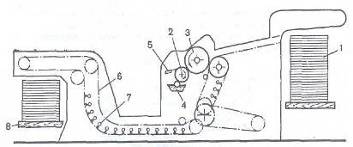
Схема однокрасочной
листовой машины
глубокой печати:
1 - пневматический
самонаклад;
2 - формный цилиндр;
3 - печатный цилиндр;
4 - резервуар
с жидкой краской;
5 - ракель; 6 - листовыводное
устройство;
7 - сушильное
устройство;
8 - приемное
устройство
В процессе
печатания
краска наносится
на всю поверхность
формы, а затем
специальным
приспособлением
удаляется с
пробельных
участков и
остается только
в углублениях.
Под большим
давлением
бумага прижимается
к форме. Краска,
заполняющая
углубленные
элементы формы,
прилипает к
бумаге, оставляя
нацией рельефный
слой, толщина
которого зависит
от углубления
печатающих
элементов.
Более глубокие
печатающие
элементы дают
на оттиске
более рельефные
слои краски.
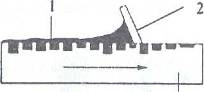
Схема удаления
краски с формы:
1 - краска; 2 - ракель;
3 – форма

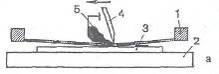
Схема вдавливания
бумаги в углубления
печатной формы:
1 - бумага; 2 - краска;
3 - форма
Признаком
глубокой печати
является рельефно
выступающий
красочный слой
на оттиске.
Формы глубокой
печати изготовляются
фотохимическим,
электронно-гравировальным
и ручным способами.
Фотохимический
способ изготовления
форм состоит
в том, что изображение
на формный
материал наносится
фотографическим
копированием,
а печатающие
элементы углубляются
химическим
(иногда электролитическим)
травлением.
Электронно-гравировальный
способ основан
на использовании
электронно-гравировальных
автоматов, в
принципе аналогичных
автоматам,
применяемым
при изготовлении
форм высокой
печати. На этих
автоматах
оригиналы
“читаются"
фотоэлектрической
головкой, а
гравирование
осуществляется
пирамидообразным
резцом.
Ручной способ
изготовления
форм глубокой
печати характеризуется
нанесением
изображения
на поверхность
материала формы
и последующей
механической
или химической
(а в некоторых
случаях комбинированной)
обработкой
для различного
углубления
печатающих
элементов.
К ручным способам
изготовления
форм глубокой
печати с механической
обработкой
печатающих
элементов
относится
гравюра резцом.
Формным материалом
для нее служат
металлические
пластины.
Полированная
поверхность
пластины покрывается
тонким слоем
расплавленной
смолы, и сквозь
него процарапываются
стальной иглой
контуры изображения.
Затем смоляной
слой смывается
растворителем,
и на поверхности
формы остается
слегка процарапанное
изображение,
штрихи которого
углубляются
стальными
резцами (штихелями).
Процесс
изготовления
форм, глубокой
печати ручным
способом с
последующей
химической
обработкой
печатающих
элементов,
например, офорт,
заключается
в следующем.
Цинковая или
медная полированная
пластина покрывается
кислотоупорным
слоем. В нем
тонкой стальной
иглой процарапываются
до поверхности
металлической
пластины штрихи
зеркального
изображения.
Штрихи травятся
в несколько
приемов кислотой,
благодаря чему
печатающие
элементы углубляются
в различной
степени (в
зависимости
от тональности
изображения).
Глубокая
офсетная печать.
Глубокая
офсетная печать
используется
редко. Качество
оттисков при
этом хуже, чем
в глубокой
прямой печати.
Форма для глубокой
офсетной печати
имеет прямое
изображение
печатающих
элементов. При
печати изображение
переносится
с формы на
запечатываемый
материал через
офсетный цилиндр.
Способ печати
предназначен
для нанесения
одно и многокрасочных
изображений
на упаковочные
материалы,
готовые упаковки,
изделия радиоэлектроники,
для печатания
текстуры древесины
на различных
материалах,
для печатания
на готовых
переплетных
корешках, а
также на изделиях,
имеющих неровные
поверхности
сложный конфигурации
типа стеклянных
ампул, зажигалок,
ручек и др.
Металлографская
печать
Глубокая
печать подразделяется
на глубокую
ракельную и
металлографскую
печать.
Металлографский
способ печати
- это печать с
гравюры, широко
применяемая
во всем мире
в производстве
банкнот и ценных
бумаг. В России
впервые металлографию
применили на
образцах денежных
билетов 1866 г.
В классической
гравюре печатающие
элементы (штрихи
различной
глубины и ширины)
вырезают вручную,
это делает
гравер специальными
резцами или
с помощью травления
металла (при
нанесении
гильоширных
узоров, микротекстов
и т.п.), создавая
тем самым
оригинально,
единственное
в своем роде
изображение,
при повторении
которого будет
много различий
в штриховых
элементах по
всем линейным
параметрам.
Изготовленная
таким образом
первичная
металлографская
форма называется
оригинальным
штемпелем.
Узоры сложной
геометрической
формы из линий
и окружностей
(гильоширные
элементы) на
банкнотах
(ценных бумагах)
создаются с
помощью гильоширных
машин. Технология
металлографской
печати сложная,
особенно на
стадии формного
производства.
При изготовлении
сборной оригинальной
металлографской
печатной формы
все входящие
в нее графические
элементы: гравюра,
орнаменты,
гильоширные
элементы, тексты,
микротекст
и т.п. - компонуются
на одной металлической
пластине.
Тиражирование
с оригинальной
формы осуществляется
по специальной
технологии
(гальванопластикой
или молетированием),
обеспечивающей
абсолютную
идентичность
всех последующих
форм.
Уникальность
металлографского
способа печати
состоит в большом
диапазоне
передачи красочных
тонов (градации)
за счет различной
глубины и ширины
штриховых
элементов, а
также в большой
разрешающей
способности
(количество
воспроизводимых
линий на единицу
длины). Оттиски
с металлографской
формы, отпечатанные
даже одной
краской, например,
зеленой, имеют
многооттеночное
(полутоновое)
изображение
с градацией
краски от темно
- зеленого, почти
черного (в "тенях")
до светло - зеленого
(в "светах").
Отличительные
признаки оттисков,
выполненных
металлографским
способом печати,
- это деформация
бумаги (выпуклость
со стороны
красочного
слоя, вдавленность
с оборотной
стороны) и толстый
слой краски
на оттиске,
имеющий повышенный
рельеф на участках
красочного
слоя (хорошо
определяется
на ощупь), а также
характерные
вытеки ("усики")
на краях штрихов
графического
элементов.
Металлографская
печать требует
создания очень
большого давления
(1 тонна на 1 кв.
см.). Высота
красочного
слоя на металлографском
оттиске в 30-40 раз
больше, чем на
офсетных и
типографских
оттисках.
Печать
осуществляется
на специальном,
находящемся,
как правило,
под контролем
государственных
органов. Указанные
обстоятельства
обеспечивают
условия высокой
защищенности
оттисков, исполненных
данным способом.
Глубокая
ракельная
печать
Название
глубокой ракельной
печати связано
со способом
изготовления
печатной формы
в виде тонкого
слоя меди,
покрывающего
стольной цилиндр.
Способ изготовления
печатной формы
на цилиндрической
поверхности
позволил применить
его в высокоскоростной
ротационной
печати, предполагающей
наличие ракеля
для удаления
лишней краски
с печатных
элементов и
полного очищения
пробельных
элементов
формы. Глубина
печатных элементов
25 - 30 микрон. Если
в высокой или
плоской печати
изображение
текста не
растрируется,
то в глубокой
ракельной
печати растрируется
все фоновые
и штриховые
изображения
(включая текст).
Это необходимо
для создания
опоры для ракеля
и удержания
краски в углублениях
печатной формы.
Признаки
глубокой ракельной
печати:
значительный
по толщине,
осязаемый на
ощупь и утончающийся
к краям слой
краски;
сетчатое
строение (типа
сетки "рабица")
растрированных
печатных знаков,
различимое
преимущественно
лишь в полутоновых
и более светлых
изображениях;
пилообразная
конфигурация
краев печатных
знаков в плотных
тоновых оттисках.
Геометрическая
форма растрированных
элементов в
оттисках,
отпечатанных
на рулонных
машинах, несколько
искажается,
особенно в
полутонах, где
образуется
как бы негативная
сетка.
Изготовление
печатных форм
фотохимическим
способом производится
с применением
пигментной
бумаги или без
нее, так называемым
способом глубокой
автотипии.
Порядок
изготовления
формы с применением
пигментной
бумаги следующий:
изготовление
текстовых и
иллюстрационных
фотоформ
(диапозитивов)
и их монтаж;
экспонирование
на пигментную
бумаги диапозитивных
изображений;
экспонирование
на полученные
изображения
растра;
прикатывания
пигментной
кожи к поверхности
формного цилиндра;
травление
поверхности
формного цилиндра
раствором
кислоты.
При изготовлении
форм глубокой
автотипии
диапозитивное
изображение
копируется
непосредственно
на формный
цилиндр с последующим
травлением.
2. Специальные
виды печати
Трафаретная
печать (шелкография)
Трафаретная
печать (от итал.
Trafaretto - продырявливаю)
- специальный
вид печати с
форм, печатающие
элементы которых
пропускают
через себя
краску, а пробельные
задерживают.
Схемы печатных
устройств
трафаретных
машин.
а - по тигельному
принципу; б -
плоскопечатного
построение,
в - с цилиндрической
печатной формой:
1 - печатная форма.
2 - опорная
поверхность;
3 - запечатываемый
материал; 4 - ракель,
5 - краскопитатель
Трафаретная
печать применяется
в основном в
текстильной
промышленности
для печатания
на тканях, и
реже на бумаге,
тонком картоне
и пленках. В
полиграфии
этот вид печати
используют
для печатания
этикеток, открыток,
репродукций
с картин масляной
живописи, плакатов,
афиш, реклам,
проспектов,
книг для слепых,
для оформления
переплетных
крышек и для
нанесения
изображений
на бутылки,
лазерные диски,
дорожные знаки,
обои и др.
В качестве
формного материала
используют
специальные
сетчатые
синтетические
ткани или
металлические
сетки. Частота
сетки разная:
чем мельче
сетка, тем точнее
передача изображения,
но сложнее
процесс печатания.
Толщина
полученного
красочного
слоя в оттисках
трафаретной
печати в десятки
раз больше, чем
в оттисках
высокой и плоской
печати, и составляет
30-100 мкм. Существенный
недостаток
трафаретной
печати - меньшая
графическая
точность
воспроизведения
изображений,
чем в других
основных видах
полиграфической
печати.
Ирисовая
печать
С целью
повышения
уровня защиты
оттисков, а
также улучшения
их художественного
оформления
часто используется
прием печати
с ирисовыми
раскатами
("ирисовая
печать"). Печать
происходит
с одной формы.
Ирисовый раскат
очень эффективен
на фоновых
гильоширных
сетках, поэтому
его чаще всего
можно увидеть
именно на этих
элементах. На
оттисках, имеющих
элементы с
ирисовым раскатом,
наблюдаются
плавные изменения
цвета при переходе
от одной краски
к другой.
Полоса
плавного перехода
красок А и Б
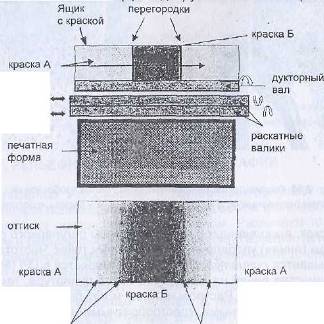
Схема ирисовой
печати. Орловская
и ирисовая
печать применяются
исключительно
на государственных
предприятиях
Гознака.
На полиграфических
подделках со
штриховыми
графическими
элементами,
выполненными
офсетом, эффект
ирисового
раската в основном
имитируется
печатью с нескольких
форм, поэтому
в местах перехода
одной краски
в другую видны
несовмещенные
участки гильоширных
сеток. Такая
попытка воспроизведения
ирисового
раската не
позволяет
получить единое
изображение
в графике, так
как точная
приводка одного
изображения
с разных печатных
форм невозможна.
Ирисовый раскат
может применяться
в высоком офсетном,
типоофсетном
и орловском
способах печати.
Орловская
печать
Это способ
печати изобретен
в России специалистом
Экспедиции
заготовителей
государственных
бумаг И.И. Орловым
в 1890 г. и носит его
имя. Впервые
орловскую
печать применили
при изготовлении
кредитных
билетов 25-рублевого
достоинства
образца 1894 г. С
тех пор этот
вид печати
применяют как
оригинальное
средство защиты
в производстве
банкнот.
Главная
особенность
орловской
печати состоит
в том, что при
печатании
многокрасочного
штрихового
оригинала
достигается
абсолютно
точное совпадение
(приводка) элементов
рисунка, печатаемых
разными по
цвету красками
за один цикл,
что невозможно
исполнить
классическими
способами
печати. В орловской
печати используется
сложнейшая
технология
и высокоточное
оборудование.
В печатный узел
введены мягкий
эластичный
вал и промежуточные
формы - шаблоны
(шаблонные
валы), имеющие
рисунок для
каждого цвета
оригинала.
Каждый красочный
рисунок шаблона
передает свое
красочное
изображение
на соответствующее
место сборного
вала, с него -
на печатную
форму, имеющую
рисунок всего
оригинала, а
с формы - на бумагу.
Это позволяет
за один прогон
листа печатной
машины перенести
на оттиск
многокрасочный
рисунок, соответствующий
оригиналу, без
каких - либо
смещений или
разрывов элементов
на границе
разных по цвету
красок.
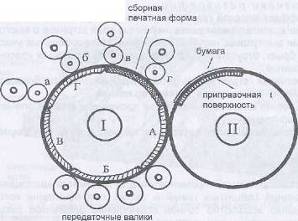
Схема машины
для многокрасочной
печати с одного
клише (способ
Орлова): I
- формный цилиндр;
II - печатный
цилиндр; А.Б.
В, Г - красочные
формы для каждого
из четырех
специальных
красочных
устройств; а,
б, в, г - накатные
валики
При изготовлении
поддельных
банкнот с
нерастрированных
(штриховых)
печатных форм
высокой или
офсетной печати
имитация эффекта
орловской
печати осуществляется
путем печати
с нескольких
печатных форм.
В этом случае
на многоцветных
рисунках в
местах перехода
одного цвета
в другой наблюдаются
смешения или
разрывы штрихов.
Эффект
орловской
печати в настоящее
время используется
в типоофсетной
и металлографской
печати.
Понятие
репрографии
и виды репрографических
устройств
Репрография
- совокупность
способов получения
в натуральную
или заданную
величину копий
со штриховых
или тоновых
оригиналов
без применения
печатной формы:
фотографические,
электрографичесие
(фотоэлектричесие),
термографичесие
и др.
Репрографичесие
устройства
подразделяются
на три основные
группы: печатающие
устройства
для ЭВМ; устройства
прямого копирования;
устройство
прямого копирования
с возможностью
подключения
к ЭВМ.
Классификация
Под принтером
понимают периферийное
устройство
вывода информации
персонального
компьютера.
Без компьютера
принтер не
мыслим. Поэтому
в дальнейшем,
употребляя
термин "печатающие
устройства"
(ПУ), прежде всего
имеется в виду
та их часть,
которая именуется
принтерами.
Вопрос
разделения
массы однородных
объектов на
более мелкие
группы по различным
признакам
(основаниям)
всегда решается
субъективно,
несмотря на
объективность
самих этих
признаков. При
изучении литературных
источников
можно выделить
некоторые
имеющиеся
классификации
печатающих
устройств. Их
классифицируют
по различным
основаниям.
Так, рассмотрим
некоторые из
них:
1. По методу
нанесения
знаков на носитель
информации
различают:
а) ударные:
механические;
электромеханические;
б) безударные:
фотографические;
электрофотографические;
электрографические;
электрохимические;
электроискровые;
электротермические;
термографические;
магнитографические;
струйные.
2. По принципу
формирования
изображения
знака:
а) знакопечатающие
(литерные), б)
знакосинтезирующие
(матричные).
3. По порядку
вывода информации:
а) посимвольные,
б) построчные,
в) постраничные.
Остановимся
подробнее на
данных классификациях.
В зависимости
от порядка
вывода информации
на носитель
записи различают
посимвольные,
построчные
и постраничные
печатающие
устройства
(ПУ).
Большое
влияние на
технические,
конструктивные
и иные характеристики
принтера оказывает
метод нанесения
знака на носитель
информации
(способ регистрации)
на основе которого
оно реализовано.
При этом различают
принтеры ударного
и безударного
принципов
действия.
В ударных
ПУ получают
изображения
символьной
и графической
информации
в результате
удара по носителю
записи органом
записи - печатающим
знаком, молоточком,
стержнем (иглой)
и т.п.
В безударных
ПУ изображения
на носителе
записи получают
в результате
физико-химического
или другого
вида воздействия
на конечный
носитель записи,
поступающий
к пользователю,
или на некоторый
промежуточный
носитель записи,
входящий, как
правило, неотъемлемой
частью в состав
ПУ. С промежуточного
носителя записи
или с его помощью
информацию
переносят на
оконечный
носитель записи.
С точки зрения
ТКЭД наиболее
важным критерием
для установления
морфологических
признаков
штрихов является
именно последняя
классификация
принтеров - по
принципу действия.
При диагностических
и идентификационных
исследованиях
имеют значение
все из возможных
классификаций
принтеров,
которые возможно
выявить по
признакам,
отобразившимся
в документе.
ПУ ударного
принципа действия
ПУ ударного
принципа действия
имеют предысторию,
корни которой
упираются в
технологию
печати пишущих
машинок. При
ударном принципе
изображение
на бумаге получается
механическим
воздействием
(ударом) печатающего
элемента на
бумагу, как
правило, через
красящую ленту,
из которой
выдавливается
краситель. В
ряде устройств
используется
прямая печать,
при которой
краситель
наносится
(накатывается)
непосредственно
на поверхность
литеры и далее
при ударе переносится
на бумагу. При
использовании
ударочувствительной
бумаги ее цвет
изменяется
без дополнительного
красконосителя.
В компьютерах
первых поколений
применялись
матричные и
лепестковые
принтеры ударного
принципа действия.
Лепестковый
принтер осуществлял
печать по принципу
работы пишущей
машинки. Матричные
принтеры
функционируют
по схожему
принципу, но
отличаются
от первых способом
формирования
изображений.
Игольчатые
принтеры
Метод, с
помощью которого
игольчатый
принтер переносит
знаки на бумагу,
в принципе,
очень прост).
Игольчатый
принтер формирует
знаки несколькими
иголками,
расположенными
в головке принтера.
Механика подачи
бумаги, в общем,
мало изменилась
- бумага втягивается
с помощью вала;
между бумагой
и головкой
принтера
располагается
красящая лента.
При ударе иголки
по этой ленте
на бумаге остается
окрашенный
оттиск. Иголки,
расположенные
внутри головки,
обычно приводятся
в действие
электромагнитами.
Головка перемещается
по горизонтальным
направляющим
с помощью шагового
двигателя. В
головках первых
игольчатых
принтеров
находилось
9 иголок, затем
появились
18-игольчатые
и 24-игольчатые
модели. Благодаря
горизонтальному
движению головки
принтера и
активизации
отдельных
иголок напечатанный
знак образует
как бы матрицу,
причем отдельные
буквы, цифры
и знаки записаны
в память принтера
(ПЗУ) в виде бинарных
кодов. Поэтому
головка принтера
"знает", какие
иголки и в каких
комбинациях
необходимо
активизировать,
чтобы, например,
создать за 10
шагов головки
букву "К".
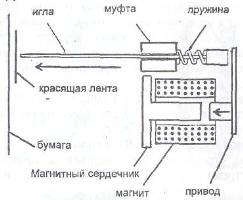
Принцип
работы матрично-игольчатого
принтера
Так как
напечатанные
знаки внешне
представляют
собой матрицу,
а воспроизводит
эту матрицу
игольчатый
принтер, то
зачастую его
называют матричным
принтером. Хотя
наличие 9-ти
иголок в головке
принтера обеспечивает
высокую скорость
печати, высокого
качества достичь
не удается.
Типичным результатом
печати на игольчатом
принтере является
отпечаток
каждой иголки.
В связи с износом
красящей ленты
качество оттисков
ухудшается
еще больше.
Поэтому
при микроскопическом
исследовании
морфологических
признаков
штрихов букв
текста, выполненного
на матричном
принтере, мы
наблюдаем
следующие
признаки:
все
изображение
состоит из
точек одинакового
размера;
незначительная
вдавленность
бумаги в местах
красочных
изображений;
относительно
равномерный
красочный слой
в точках;
центральные
точки располагаются
на одной линии;
края
штрихов неровные.
В 24-игольчатых
принтерах
используется
технология
последовательного
расположения
иголок в два
ряда по 12 иголок.
Вследствие
того, что иголки
в соседних
рядах сдвинуты
по вертикали,
точки на распечатке
перекрываются
таким образом,
что их невозможно
различить.
Также имеется
возможность
прохода головки
дважды для
каждой строки,
чтобы знаки
пропечатались
еще раз с небольшим
смещением.
Изображение
буквы, возникающее
таким образом,
только при
большом увеличении
можно идентифицировать
как оттиск
игольчатого
принтера.
Поэтому
такое качество
печати обозначают
как LQ (Letter
Quality) высокое
качество.
Соответственно
изменяются
морфологические
признаки в
штрихах букв,
в частности:
сглаживаются
неровные края
штрихов и точки
перекрывают
друг друга.
Несколько
худшую по качеству
печать обозначают
как NLQ (Near
Letter Quality).
При работе
в этом режиме
скорость печати
уменьшается
незначительно,
так как головка
печатает при
движении в
обоих направлениях:
как слева направо,
так и справа
налево.
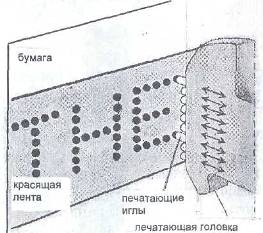
Формирование
знаков оттиска
печатающей
головкой
матрично-игольчатого
принтера
Строчный
принтер
У такого
принтера отсутствует
головка, но
имеется печатающая
планка, которая
по всей длине
снабжена иголками.
Таким образом,
при печати
изображения
матрица, соответствующая
строке, полностью
переносится
на бумагу. Так
как головка
принтера не
должна двигаться
слева направо
или наоборот,
а строка печатается
целиком за один
раз, то это, конечно
же, дает существенное
преимущество
в скорости
печати. Такие
принтеры выпускаются
фирмами " Genicom
" и " Dataproducts".
Скорость печати
достигает 15000
строк в минуту
(примерно 20 страниц
формата А4 в
минуту).
Игольчатые
принтеры по
сравнению с
безударными
принтерами,
имеют одно
преимущество,
поскольку могут
печатать одновременно
несколько
экземпляров
документа.
Цветной
игольчатый
принтер
Сравнительно
небольшое число
игольчатых
принтеров
обладает возможностью
цветной печати.
Обычно это
24-игольчатые
принтеры, но
качество печати,
с помощью
многоцветной
красящей ленты,
не идет ни в
какое сравнение
с качеством
печати на струйном
принтере.
Термические
принтеры
Технология
термических
принтеров
основана на
использовании
механизма
печати факсимильных
аппаратов.
Фактически
большинство
термических
принтеров
работают как
факсимильные
аппараты. Печатающая
головка термического
принтера
конструктивно
похожа на аналогичный
узел матричного
принтера. Для
таких принтеров
необходима
бумага со специальным
термочувствительным
покрытием.
Управляемые
электрическим
током иголки
нагревают
бумагу, оставляя
при этом оттиски
знаков.
Технология
прямого переноса
нашла широкое
применение
в проектно-конструкторских
и научно-исследовательских
подразделениях.
Эта технология
обеспечивает
очень четкую
прорисовку
линий и тоновых
изображений
при оформлении
проектно-конструкторской
документации.
Эта технология
широко применяется
так же при получении
широкоформатных
изображений
шириной 90 см
(36 дюймов).
Сублимационные
и термовосковые
принтеры
Для получения
цветного изображения
с качеством,
близким к
фотографическому,
или для изготовления
допечатных
цветных проб
используют
сублимационные
и термовосковые
принтеры, или,
как их еще называют,
цветные принтеры
высокого класса.
Имеются принтеры,
которые совмещают
в себе технологию
сублимационной
и термовосковой
печати. Общим
для сублимационной
и термовосковой
технологий
является нагрев
красителя и
перенос его
на бумагу (пленку)
в жидкой или
газообразной
фазе. Многоцветный
краситель, как
правило, нанесен
на тонкую лавсановую
пленку толщиной
5 мкм.
Пленка
перемещается
с помощью
лентопротяжного
механизма,
который конструктивно
похож на аналогичный
узел игольчатого
принтера. Матрица
нагревательных
элементов за
3-4 прохода формирует
цветное изображение.
Отличие
термовосковой
печати от
сублимационной
заключается
в том, что в первом
случае