Технология изготовления кристаллов полупроводниковых интегральных микросхем
Отсутствие
дефектов кристаллов
зависит от
приложенного
усилия, которое
зависит от
соотношения
габаритных
размеров и
толщины кристаллов.
Наиболее простым
способом является
разламывание
пластин на
кристаллы
валиком (рисунок
9). Для этого
пластину 3 помещают
рабочей поверхностью
(рисками) вниз
на мягкою гибкою
(из резины) опору
4 и с небольшим
давлением
прокатывают
ее последовательно
в двух взаимно
перпендикулярных
направлениях
стальным или
резиновым
валиком 1 диаметром
10ё30 мм.
Гибкая опора
деформируется,
пластина изгибается
в месте нанесения
рисок и ломается
по ним. Таким
образом, разламывание
происходит
в две стадии
– вначале на
полоски, затем
на отдельные
прямоугольные
или квадратные
кристаллы.
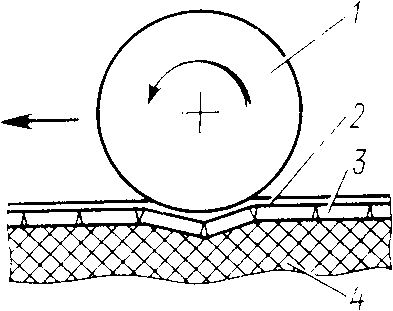
Рисунок
9 — Разламывание
полупроводниковых
пластин на
кристаллы
валиком: 1 — валик;
2 — защитная
пленка; 3 — кристалл;
4 — опора
Валик должен
двигаться
параллельно
направлению
скрайбирования,
иначе ломка
будет происходить
не по рискам.
Брак может
проявиться
также в том
случае, если
полоски или
отдельные
кристаллы
смещаются
относительно
друг друга в
процессе ломки.
Поэтому перед
ломкой пластины
покрывают
сверху тонкой
эластичной
полиэтиленовой
пленкой 2, что
позволяет
сохранить
ориентацию
кристаллов
в процессе
ломки и избежать
произвольного
разламывания
и царапания
друг друга.
Смещения кристаллов
можно также
избежать, поместив
пластину перед
разламыванием
в герметичный
полиэтиленовый
пакет и откачав
из него воздух.
Применяют
различные
установки, в
которых валики
движутся строго
параллельно
направлению
рисок и имеют
регулировки
нагрузки. Более
совершенен
способ прокатывания
пластины между
двумя валиками
(рисунок 10), при
котором обеспечивается
нагрузка,
пропорциональная
длине скрайберной
риски.
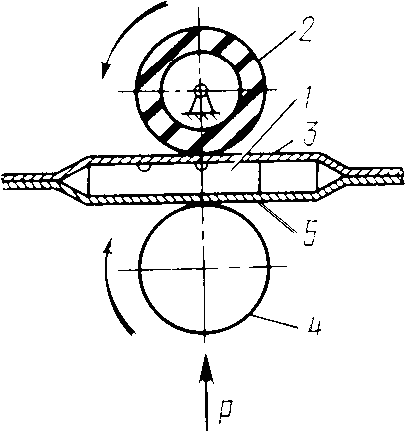
Рисунок
10 —
Разламывание
полупроводниковой
пластины
прокатыванием
между валиками:
1 — пластина; 2
— упругий валик;
3 — защитная
пленка; 4 — стальной
валик; 5 — пленка-носитель
Пластину 1,
расположенную
рисками вверх,
прокатывают
между двумя
цилиндрическими
валиками: верхним
упругим (резиновым)
2 и нижним стальным
4. Для сохранения
первоначальной
ориентации
кристаллов
пластину закрепляют
на термопластичной
или адгезионной
пленке-носителе
5 и защищают ее
рабочую поверхность
полиэтиленовой
или лавсановой
пленкой 3. Расстояние
между валиками,
определяемое
толщиной пластины,
устанавливают,
перемещая один
из них.
При прокатке
более упругий
валик в зависимости
от толщины
пластины
деформируется
и к ней прикладывается
нагрузка,
пропорциональная
площади ее
поперечного
сечения или
длине скрайберной
риски. Пластина
изгибается
и разламывается
по рискам, вначале
на полоски, а
после поворота
на 90°
- на кристаллы.
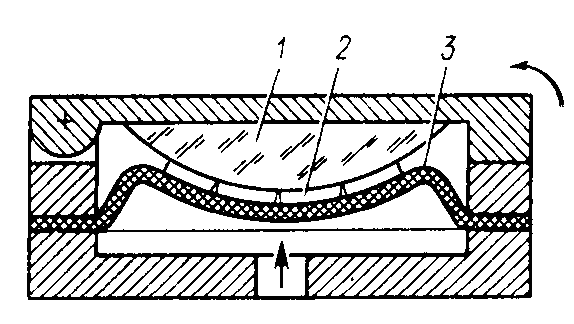
Рисунок 11 —
Разламывание
полупроводниковой
пластины на
сферической
основе: 1 — сфера;
2 — пластина; 3
— резиновая
диафрагма
При
разламывании
на сферической
опоре (рисунок
11) пластину 2,
расположенную
между двумя
тонкими пластичными
пленками, помещают
рисками вниз
на резиновую
диафрагму 3,
подводят сверху
сферическую
опору 1 и с помощью
диафрагмы
пневмоническим
и гидравлическим
способами
прижимают к
ней пластину,
которая разламывается
на отдельные
кристаллы.
Достоинствами
этого способа
являются простота,
высокая производительность,
(ломка занимает
не более 1ё1,5
мин) и одностадийность,
а также достаточно
высокое качество,
т.к. кристаллы
не смещаются
относительно
друг друга.
Таблица
5 — Глубина
нарушенного
слоя пластин
кремния после
различных видов
механической
обработки
| Вид обработки |
Условия
обработки |
Глубина
нарушенного
слоя, мкм |
| Резка
алмазным кругом
с внутренней
режущей кромкой |
Зернистость
режущей кромки
АСМ 60/53;n=4000мин-1;
подача 1мм/мин |
20 - 30
|
| Шлифование |
Свободный
абразив:
суспензия
порошка ЭБМ-10
ЭБМ-5
|
11 – 15
7 – 9
|
| Шлифование,
полирование |
Связный
абразивный
круг
АСМ – 28
Алмазная
паста:
АСМ – 3
АСМ – 1
АСМ – 0,5
|
14 – 16
6 – 9
5 – 6
1 - 2
|
| Химико-
механическое
полирование |
Суспензия
аэросила,
SiO2(зерно
0,04 – 0,3 мкм)
Суспензия
цеолита
|
1 – 1,5
1 – 2
|
Часть II. Расчет
ОПРЕДЕЛЕНИЕ
СУММАРНОГО
ПРИПУСКА НА
МЕХАНИЧЕСКУЮ
ОБРАБОТКУ
Z=ZГШ
+ZТШ+ZПП+ZФП,
где Z
– сумма припусков
на обработку,
ZГШ – припуск
на грубую шлифовку,
ZТШ – припуск
на точную шлифовку,
ZПП – припуск
на предварительную
полировку, ZФП
– припуск на
финишную полировку.
Z= (Δ+
HШ)* 2, HШ=k*dАБ;
где D
- высота микронеровностей,
HШ – высота
нарушенного
слоя, k–
коэффициент
нарушений (для
шлифовки k=2,5),
dАБ – диаметр
абразивного
зерна.
Имеем:
Используем
абразив M10:
Δ = 25 мкм,
dАБ=10 мкм
(см. Таблица 3,
Таблица 4):
ZГШ=
(Δ + k* dАБ)*2=100
мкм
Используем
абразив АСМ
3/2: Δ = 11
мкм, dАБ=3
мкм (см. Таблица
3, Таблица 4):
ZТШ=
(Δ + k* dАБ)*2,=37
мкм
Для
полировки
k=1,7. Имеем:
ZПП= Δ
+ HШ , HШ=
k*dАБ
,
Используем
абразив АСМ
1/0,5: Δ = 7 мкм,
dАБ =1 мкм
(см. Таблица 3,
Таблица 4):
ZПП=
Δ + k*dАБ=8.7
мкм
Используем
абразив АСМ
0,3/0,1: Δ = 0 мкм,
dАБ=0,3 мкм
(см. Таблица 3,
Таблица 4):
ZФП=
Δ + k*dАБ=0,51
мкм
Итак,
значение суммарного
припуска на
механическую
обработку:
Z=100+37+8,7+0,51=
146,21*10-6 м.
ОПРЕДЕЛЕНИЕ
ИСХОДНОЙ ТОЛЩИНЫ
ЗАГОТОВКИ
l∑
= l+ Z,
где
l – толщина
заготовки, Z –
суммарный
припуск на
механическую
обработку: l∑
= 550* 10-6+ 146,21* 10-6 = 696,21* 10-6
м.
ОПРЕДЕЛЕНИЕ
ИСХОДНОЙ МАССЫ
ЗАГОТОВКИ
m∑
= ρ*
l∑* S,
где
S – площадь
заготовки, ρ=
2,3 г/см – плотность
кремния.
– плотность
кремния.
m∑
= 2,3* 103* 696,21* 10-6* 0.0177
= 0,0283 кг
Масса
обработанной
заготовки:
m
= ρ*
l* S,
m=
2,3* 103*
550* 10-6*
0,0177 = 0,0223 кг
ОПРЕДЕЛЕНИЕ
ГОДОВОГО РАСХОДА
МАТЕРИАЛА
a=106,066 мм n=a/2.5/4=1124
N1
= (N* 100%)/ (V2*
n),
где
N1–
кристаллов
на разделение,
N – годовой
план, V2
– выход
годного по
кристаллу, n
-число кристаллов,
которые могут
быть нарезаны
из 1 заготовки.
n=
1124
N1=
(600000* 100%)/ (89%*1124) =599,
N2
= (N1* 100%)/ V1,
Где
N2 – количество
заготовок,
запущенных
на обработку,V1
- выход годного
по обработке.
N2=
(599* 100%)/ 81% =739.
ОПРЕДЕЛЕНИЕ
ИСХОДНОЙ МАССЫ
МАТЕРИАЛА
M
= N2*
m∑,
M
– исходная
масса материала.
M
= 739* 0,0223 = 16,479кг.
ОПРЕДЕЛЕНИЕ
ПОЛЕЗНОЙ МАССЫ
МАТЕРИАЛА
MП
= (N* m) / n,
где
MП – полезная
масса материала.
MП
= (600000*0,0223)/1124 =11,903кг.
ОПРЕДЕЛЕНИЕ
КОЭФФИЦИЕНТА
ИСПОЛЬЗОВАНИЯ
МАТЕРИАЛА
kИМ =
MП/ M
,
где
kИМ –
коэффициент
использования
материала.
KИМ
=11,903/16,479 = 0,722
Заключение
В данной
курсовой работе
рассмотрена
технология
изготовления
плат полупроводниковых
интегральных
микросхем.
Полупроводниковая
интегральная
микросхема
– это микросхема,
элементы которой
выполнены в
приповерхностном
слое полупроводниковой
подложки. Эти
ИС составляют
основу современной
микроэлектроники.
Размеры кристаллов
у современных
полупроводниковых
интегральных
микросхем
достигают
 мм2.
чем больше
площадь кристалла,
тем более
многоэлементную
ИС можно на ней
разместить.
При одной и той
же площади
кристалла можно
увеличить
количество
элементов,
уменьшая их
размеры и расстояния
между ними.
мм2.
чем больше
площадь кристалла,
тем более
многоэлементную
ИС можно на ней
разместить.
При одной и той
же площади
кристалла можно
увеличить
количество
элементов,
уменьшая их
размеры и расстояния
между ними.
В курсовой
работе был
разработан
технологический
процесс для
изготовления
кристаллов
полупроводниковых
интегральных
микросхем из
монокристаллического
кремния. При
этом коэффициент
использования
материала для
рассмотренных
производственных
условий составил
0,722. Это говорит
о том, что технологичность
производства
находится на
довольно высоком
уровне, особенно
на этапе обработки
заготовок, т.
к. выход годного
по обработке
равен 81%. Значение
коэффициента
использования
материала
довольно высоко,
хотя данный
технологический
процесс был
сравнительно
недавно внедрен
на производстве.

 Список
используемой
литературы
Список
используемой
литературы
Березин
А.С., Мочалкина
О.Р.: Технология
и конструирование
интегральных
микросхем. —
М. Радио и связь,
1983. — 232 с., ил.
Готра З.
Ю. Технология
микроэлектронных
устройств:
Справочник.
— М.: Радио и связь,
1991. — 528 с.: ил.
Коледов
Л. А. Технология
и конструкции
микросхем,
микропроцессоров
и микросборок:
Учебник для
вузов. — М.: Радио
и связь,1989. — 400 с.,
ил.
Конструирование
и технология
микросхем.
Курсовое
проектирование.:
под ред. Л. А.
Коледова. —
М.: Высш. шк., 1984. —
231 с., ил.
Степаненко
И. П. Основы
микроэлектроники:
Учебное пособие
для вузов.
— 2-е изд., перераб.
и доп. — М.:
Лаборатория
Базовых Знаний,
2000 — 488 с., ил.
Черняев
В. Н. Технология
производства
интегральных
микросхем и
микропроцессоров:
Учебник ля
вузов. — 2-е изд.,
перераб. и доп.
— М.: Радио и связь,
1987. — 464 с.: ил.