Бурение и оборудование скважин при подземном выщелачивании полезных ископаемых
выход
скважин из
строя. Поэтому
фанерные трубы
применяются
в основном в
качестве
технологических
самотечных
трубопроводов
для отвода из
откачных скважин
продуктивных
растворов.
В процессе
ПВ нашли применение
фанерные трубы
двух марок Ф1
и Ф2. Для изготовления
труб и муфт
применяются
березовая
двухслойная
фанера, фенольно-формальдегидная
смола и фенольно-формальдегидные
клеи холодного
отверждения.
Фанерные
трубы достаточно
стойки к слабокислым
и щелочным
средам в пределах
рН от 4 до 10 при
температуре
до 60 °С.
Для транспортирования
более агрессивных
сред фанерные
трубы покрываются
стойкими лаками,
наиболее
распространенным
из которых
является лак
этиноль. Лучшим
методом нанесения
лака на трубы
является метод
двукратного
погружения.
5.2
Монтаж и спуск
эксплуатационных
и обсадных
колонн
Трубы для
обсадных и
эксплуатационных
колонн перед
спуском их в
скважину подвергаются
тщательной
контрольной
проверке. Контроль
внешнего вида
и качества
поверхности
труб обычно
производится
визуально путем
составления
контролируемой
трубы с эталоном,
утвержденным
техническими
условиями на
изготовление
данного вида
труб. На наружной
и внутренней
поверхностях
не должно быть
раковин, расслоений,
трещин и др.
Производятся
замеры диаметра
труб и толщины
стенки. Особую
значимость
эти измерения
имеют при применении
труб из неметаллических
материалов.
Самым простым
способом определения
диаметра труб
является проведение
замеров с помощью
рулетки.
Толщину стенки
трубы измеряют
микрометром
с обоих концов
трубы на расстоянии
не менее 10 мм
от торца в четырех
расположенных
по окружности
точках. Каждый
замер производится
с точностью
до 0,01 мм.
Толщину стенки
по длине труб
определяют
с помощью жесткого
шаблона длиной
150 – 250 мм. Наружный
диаметр шаблона
меньше внутреннего
диаметра трубы
на 3 мм для труб
с толщиной
стенки 14 18 мм и
2 мм – для труб
с толщиной
стенки 8 – 11 мм.
При отклонении
диаметра и
толщины стенки
трубы от допустимой
величины производится
выбраковка
дефектных
участков. В
этом случае
труба на участке
с выявленным
дефектом разрезается,
бракованная
часть отбрасывается,
а пригодные
концы труб
могут использоваться
для подбора
проектной длины
фильтров или
эксплуатационной
колонны.
В случае
неметаллических
колонн испытание
каждой трубы
гидравлическим
давлением для
определения
величины внутреннего
и внешнего
сминающих
давлений обычно
не производится.
Герметичность
эксплуатационных
колонн определяется
в собранном
виде.
Все данные
измерений и
сведения по
качеству поверхности
труб заносятся
в буровой или
специальные
журналы.
В случае
необходимости
перед спуском
колонны осуществляют
проработку
ствола скважины
с помощью специальных
или шарошечных
долот. Монтаж
колонны и спуск
ее в скважину
производят
только после
разметки элементов
колонны в
соответствии
с фактическим
геологическим
разрезом.
Спуск металлических
обсадных и
эксплуатационных
колонн обычно
не представляет
больших трудностей
и осуществляется
по общепринятой
технологии.
Для повышения
герметичности
и предохранения
колонн от смятия
при оборудовании
глубоких
технологических
скважин предусматривается
постановка
в нижней части
одного или двух
обратных клапанов,
которые в дальнейшем
должны быть
разбурены.
Герметичность
резьбовых
соединений
при спуске
обсадных и
эксплуатационных
колонн в скважинах
ПРС и ПВС повышают
с помощью специальных
смазок, типа
Р-1, Р-2 и УС-1
[2].
Для лучшего
центрирования
обсадных колонн
и более качественной
цементации
затрубного
пространства
рекомендуется
на обсадных
трубах через
10 – 20 м по длине
колонны устанавливать
направляющие
фонари.
В практике
сооружения
технологических
скважин находят
применение
два вида соединений
металлических
обсадных колонн
– резьбовое,
муфтовое и с
помощью электросварки.
Трубы из нержавеющей
стали соединяются
в колонну только
с помощью сварки.
Применение
электродуговой
сварки по сравнению
с резьбовыми
соединениями
позволяет
уменьшить
металлоемкость
скважин, упростить
их конструкцию,
повысить
герметичность
колонны.
Сварка ОТ
над устьем
скважины может
производиться
как автоматическими,
так и полуавтоматическими
сварочными
установками.
Наиболее широко
используются
сварочные
установки
УГОТ-1, в состав
которых входят
сварочные
автоматы А-950
или А-1208, позволяющие
осуществлять
сварку труб
дуговым способом
в защитной
среде углекислого
газа. Полуавтоматическая
сварка труб
производится
двумя полуавтоматами
А-537 при одновременном
участии двух
сварщиков.
Для сварки
труб из нержавеющей
стали используются
электроды марки
ЦЛ-11. Перед сваркой
на трубах
протачиваются
фаски под углом
45°.
При оборудовании
неглубоких
технологических
скважин металлическими
колоннами с
целью уменьшения
диаметра скважины
и обсадных
колонн допускается
уменьшение
диаметра
соединительных
муфт путем
обточки.
При спуске
в скважину
полиэтиленовых
обсадных и
эксплуатационных
колонн применяют
два вида соединений
– термоконтактную
сварку встык
и резьбовое.
Способ сварки
полиэтилена
основан на том,
что при сближении
деталей (труб),
предварительно
нагретых до
определенной
температуры,
между ними
образуется
соединение,
которое после
охлаждения
обладает достаточной
прочностью.
Необходимым
условием качественной
сварки полиэтиленовых
труб является
зажатие и
центрирование
свариваемых
труб, нагрев
кромок до требуемой
температуры
и на заданную
глубину, а также
сжатие их после
нагрева с необходимым
усилием. Увеличение
глубины прогрева
более 2 – 4 мм
приводит к
некоторому
снижению прочности
сварного шва.
С увеличением
давления в
месте контакта
нагретых поверхностей
полиэтиленовых
труб прочность
шва возрастает.
Изменение
глубины прогрева
свариваемых
труб приводит
не только к
изменению
прочности
сварного шва,
но и к изменению
размеров утолщения
в виде валика,
образующегося
вдоль всего
шва после осадки.
С увеличением
глубины прогрева
ширина и высота
валика увеличиваются.
Минимальное
давление в
месте контакта
свариваемых
поверхностей
должно быть
0,15 МПа. Это обеспечит
прочность
сварного шва
при растяжении
не ниже 90 % прочности
основного-материала.
На прочность
сварного соединения
большое влияние
оказывает
чистота свариваемых
поверхностей
труб. Наличие
загрязнений
в материале
труб непосредственно
у свариваемых
кромок значительно
снижает прочность
сварного шва.
Поэтому при
производстве
сварочных работ
рекомендуется
торцы труб
очищать и
обезжиривать
ацетоном, так
как наличие
масел, нефтепродуктов
и других жирных
веществ может
привести к
образованию
трещин в свариваемом
шве.
Термоконтактная
сварка встык
осуществляется
с применением
нагревательных
плит с встроенными
в них электрическими
спиралями.
Температура
прогрева определяется
в основном при
помощи термометров.
Степень нагрева
плиты при монтаже
колонн можно
устанавливать
при помощи
индикаторов
– двухцветных
карандашей,
синего и желтого
цвета. Нагрев
является достаточным,
если соответствующий
карандаш плавится
при соприкосновении
с плитой и не
оставляет следа
при движении
по плите.
При термоконтактной
сварке встык
величина сварного
валика достигает
5–6 мм, что снижает
сечение труб
в месте сварки.
Для уменьшения
величины сварного
валика перед
сваркой подготавливают
кромки свариваемых
труб. Для этого
в трубах ПВП
«СТ» с внутренней
стороны торцов
срезают фаски
на глубину до
5 мм или протачивают
трубы под установку
металлической
втулки. В некоторых
случаях металлическая
втулка является
и ограничителем
подачи (сжатия)
труб после их
прогрева.
В настоящее
время при
использовании
существующих
установок для
сварки полиэтиленовых
труб большинство
операций, связанных
со сваркой
труб, выполняются
с применением
неквалифицированного
ручного труда.
Из недостатков
такого способа
соединения
следует отметить
трудности
поддержания
необходимой
чистоты свариваемых
поверхностей
труб, а также
субъективную
оценку параметров
сварки – температуры
нагревателя
и удельного
давления при
оплавлении
и соединении
труб. В то же
время соблюдать
параметры
сварки, близкие
к оптимальным,
может только
опытный сварщик,
в связи с чем
кроме членов
буровой бригады
при креплении
и оборудовании
технологических
скважин требуется
присутствие
высококвалифицированного
сварщика.
С целью повышения
эффективности
соединения
полиэтиленовых
труб на предприятиях
ПВ металлов
разработаны
и применяются
специальные
установки для
сварки вертикальных
и горизонтальных
трубопроводов,
позволяющие
механизировать
и автоматизировать
процесс сварки
полиэтиленовых
колонн. Схема
этой установки
показана на
рис. 7.
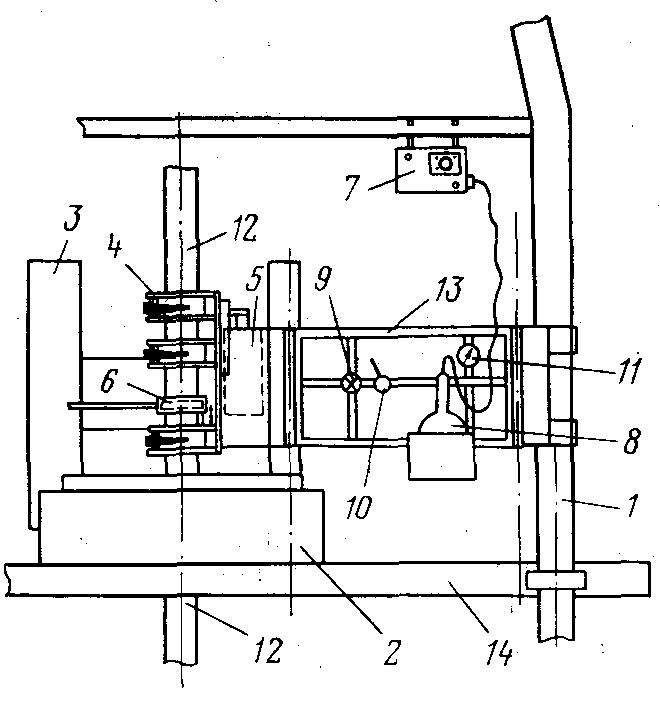
Рис. 7. Полуавтоматическая
установка для
сварки полиэтиленовых
труб УСВТ-2:
1 – стойка мачты
буровой установки;
2 – ротор; 3 – лебедка;
4 – центратор;
5 – пневмоцилиндр;
6 – торцовочное
приспособление;
7 – терморегулятор;
8 – нагревательный
элемент; 9 –
регулятор
давления;
10 – переключатель;
11 – манометр;
12 – свариваемые
трубы; 13 – рама
крепления к
мачте; 14 – платформа
буровой установки.
Центрирующие
приспособления
сварочной
установки
консолью крепятся
к стойке мачты
бурового агрегата.
Шарнирные
соединения
позволяют
свободно отводить
и подводить
центраторы
к месту сварки
над ротором.
Необходимое
давление при
оплавлении
и сварке создается
пневматическим
цилиндром,
который одновременно
позволяет
смыкать и размыкать
торцы труб.
Разогрев
нагревательного
элемента
осуществляется
от генератора
буровой установки.
Имеющийся блок
контрольно-измерительных
приборов позволяет
устанавливать
заданную величину
температуры.
Поверхность
нагревательного
элемента покрыта
антиадгезионным
материалом,
армированным
фторопластом,
в результате
чего на нагревателе
не остается
следов от
расплавленного
полиэтилена.
Торцовка труб
осуществляется
непосредственно
перед сваркой
с помощью
специального
приспособления.
Выполнение
этой операции
непосредственно
перед сваркой
труб способствует
улучшению
качества свариваемого
шва из-за меньшего
окисления
поверхностного
слоя торцов
ОТ.
При торцовании
концов труб
в механических
мастерских
имеет место
значительное
окисление
поверхностного
слоя до начала
сварки и спуска
труб в скважину,
что отрицательно
сказывается
на качестве
шва.
Применение
полуавтоматической
электронагревательной
установки
позволяет
сократить
затраты времени
и способствует
улучшению
технологии
сварки и условий
труда. Кроме
того, автоматическая
установка
оптимальных
параметров
сварки и упрощение
операций в
результате
использования
малой механизации
позволяют
производить
спуск обсадных
и эксплуатационных
колонн силами
буровой бригады.
Основываясь
на анализе
аварийности
скважин, оборудованных
полиэтиленовыми
колоннами,
можно сделать
вывод, что
большинство
аварий колонны
связано со
сварными
соединениями,
так как при
наличии нескольких
нарушений
колонны расстояния
между ними
кратны длине
свариваемых
отрезков.
С целью повышения
эффективности
сооружения
технологических
скважин на
предприятиях
подземного
выщелачивания
металлов разработаны
различные типы
резьбовых
соединений
для толстостенных
полиэтиленовых
труб типа Т и
СТ, изготавливаемых
из полиэтилена
высокой плотности.
Наиболее широко
применяются
три типа резьбовых
соединений
полиэтиленовых
труб: замковое,
муфтовое и
«труба в трубу».
Резьба для
муфтового
соединения
и соединения
«труба в трубу»
нарезается
непосредственно
на полиэтиленовых
трубах и муфтовых
заготовках
на труборезном
станке. Для
замкового
соединения
вначале в специальных
пресс-формах
изготовляются
необходимых
размеров заготовки
элементов
соединения,
затем на них
нарезается
резьба, а перед
спуском труб
в скважину
элементы замкового
соединения
(ниппель и муфта)
привариваются
к трубам при
помощи термоконтактной
сварки.
Определение
возможных
параметров
резьб на полиэтиленовых
трубах вытекает
из исходных
характеристик
полиэтиленовых
труб, к которым
относятся
геометрические
параметры труб
и их технические
характеристики.
При оценке
параметров
резьб учитываются:
величина нагрузок,
условия работы
и монтажные
характеристики.
Для повышения
герметичности
резьбовых
соединений
полиэтиленовых
труб разработана
специальная
герметизирующая
смесь, которая
имеет хорошую
адгезию к полиэтилену
и обладает
высокой химической
стойкостью
к растворам
серной, соляной
и азотной кислот,
а также к щелочам.
В готовом виде
герметизирующая
смесь представляет
собой полупрозрачную
вязкотекучую
жидкость. Она
сохраняет
пластические
свойства в
течение всего
периода эксплуатации
полиэтиленовой
колонны, что
позволяет
осуществить
ее разборку
после окончания
эксплуатации
скважины.
Применение
резьбовых
соединений
при спуске
полиэтиленовых
обсадных и
эксплуатационных
колонн в процессе
сооружения
технологических
скважин позволяет
значительно
сократить
затраты времени,
упростить
технологию
спуска колонн
при достаточной
прочности
соединений.
В то же время
при использовании
резьбовых
соединений
с увеличением
длины трубы
возрастают
трудности при
ее свинчивании
вследствие
недостаточной
продольной
устойчивости
полиэтиленовых
труб.
Металлопластовые
трубы при
спуске их в
скважину соединяются
между собой
при помощи
резьбового
муфтового
соединения.
При этом муфты
армированы
металлической
сеткой или
спиралью.
Соединительные
муфты для
металлопластовых
труб разработаны
по ТУ 95.660–69.
Стеклопластиковые
трубы. В
практике сооружения
технологических
скважин ПВ
применяются
два способа
соединений
стеклопластиковых
труб при спуске
их в скважину
– с помощью
накидных
металлических
муфт и с помощью
резьбовых
соединений.
Фанерные
трубы. При
оборудовании
технологических
скважин фанерными
трубами последние
соединяют между
собой при помощи
конусной муфты
и клея. Клей
наносится на
конусные и
торцовые поверхности
труб. На конусные
поверхности
муфт клей не
наносится.
Для спуска
фанерных труб
в скважину
применяют
стальные хомуты.
Для предупреждения
повреждения
труб при зажиме
хомутов предусматривается
постановка
на трубу резиновых
прокладок.
При сооружении
технологических
скважин ПВ
применяются
два способа
монтажа полиэтиленовых
труб при спуске
их в скважину:
а) путем
поочередного
наращивания
отрезков труб
длиной 6 – 12 м,
соединяемых
между собой
с помощью резьбовых
соединений
или с использованием
термических
методов (обычно
сварка встык);
б) полностью
собранная на
поверхности
колонна труб
опускается
в скважину с
помощью специальных
приспособлений.
При использовании
второго варианта
спуск обсадных
и эксплуатационных
колонн в скважину
можно осуществить
только в случае
применения
труб из ПНП или
труб из ПВП
типа Л. При этом
в подготовительном
цехе или на
специальной
площадке возле
буровой установки
из отрезков
труб, имеющих
длину 6 – 12 м, сваривают
в горизонтальном
положении плеть
длиной, соответствующей
глубине скважины.
Перед спуском
труб в скважину
производят
опрессовку
сваренной
полиэтиленовой
колонны путем
нагнетания
воды или воздуха
под давлением,
равным допустимому
внутреннему
давлению для
соответствующего
типа труб с
целью определения
ее герметичности.
В процессе
спуска в скважину
собранной и
испытанной
на поверхности
полиэтиленовой
колонны труб
к ее нижнему
концу подсоединяют
утяжелитель,
отстойник,
фильтр, средства
гидроизоляции
и др. Для плавного
изменения
направления
движения колонны
из горизонтального
положения в
вертикальное
на столе ротора
устанавливают
различные
направляющие
устройства,
чаще всего в
виде дуги, на
которую укладываются
полиэтиленовые
трубы. С помощью
лебедки бурового
станка добиваются
плавного перехода
колонны в
вертикальное
положение.
При применении
этого метода
спуска полиэтиленовых
труб значительно
уменьшаются
затраты времени
на оборудование
технологических
скважин ПВ. При
этом вследствие
сокращения
затрат времени
на спуск колонны
труб повышается
надежность
ее посадки на
конечную глубину
из-за меньшего
осаждения шлама
и релаксации
стенок скважины.
Дополнительным
преимуществом
рассматриваемого
способа обсадки
является то,
что трубы свариваются
в колонну в
стационарных
условиях
подготовительного
цеха, где имеются
возможности
для поддержания
оптимального
режима сварки
и надежного
контроля качества
шва. Кроме того,
на прочность
соединения
оказывают
меньшее влияние
погодно-климатические
факторы – уменьшается
попадание в
получаемый
в процессе
сварки шов
влаги, пыли,
песка и др.
Из недостатков
обсадки скважин
с использованием
заранее подготовленных
колонн следует
отметить значительное
снижение гибкости
труб при понижении
температуры.
Установлено,
что необходимая
гибкость труб
сохраняется
при температуре
окружающей
среды не ниже
5 – 10 °С. При более
низких температурах
имеют место
обрывы труб
в месте перегиба
на дуге.
В настоящее
время в качестве
направляющих
приспособлений
для спуска
заранее подготовленной
полиэтиленовой
колонны труб
чаще всего
используются
арки.
Такие арки
имеют существенный
недостаток,
связанный с
невозможностью
их применения
при широком
изменении
диаметров и
жесткости
полиэтиленовых
труб. Кроме
того, при
монтажно-демонтажных
работах и перевозке
приспособления
имеют место
дополнительные
затраты времени,
связанные с
установкой
арки. С целью
повышения
эффективности
спуска труб
в скважину за
счет расширения
диапазона
изменения
диаметров
спускаемых
труб и сокращения
затрат времени
и труба на его
монтаж, демонтаж
и перевозку
предложено
устройство,
показанное
на рис. 8. Устройство
имеет арку,
состоящую из
звеньев 2 с
направляющими
роликами 3 в
местах их соединения,
где предусмотрены
также винтовые
съемные домкраты
4 для регулирования
радиуса кривизны
арки. Концы
съемных домкратов
зафиксированы
в опорном башмаке
5.
Перед началом
спуска полиэтиленовой
колонны 6 устройство
монтируется
на устье скважины,
а после окончания
работ по ее
спуску домкраты
убирают, а арку
укладывают
вдоль стойки
мачты 7 и закрепляют
с помощью крюка
8.
Основным
достоинством
предложенного
устройства
является то,
что оно позволяет
легко регулировать
радиус кривизны
арки с учетом
жесткости
полиэтиленовых
труб.
Отличительной
особенностью
полиэтиленовых,
полипропиленовых
и фанерных труб
является их
незначительная
плотность, по
величине меньшая
плотности
большинства
ПЖ.
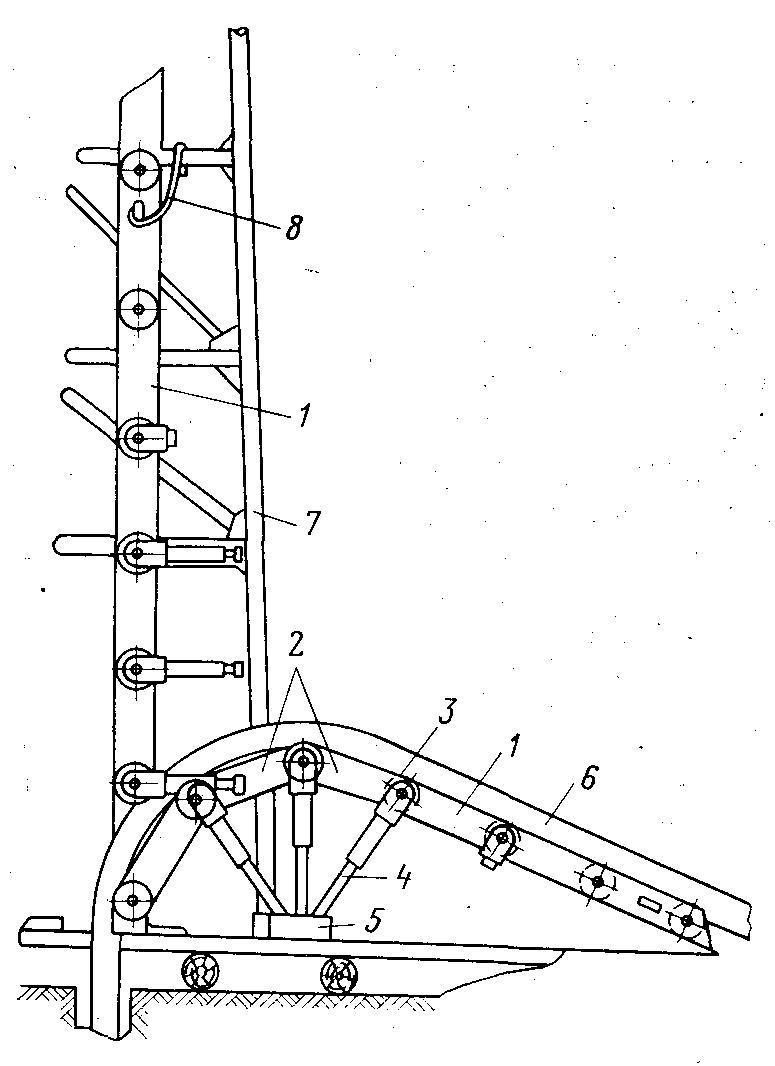
Рис. 8. Устройство
для спуска
полиэтиленовых
труб в скважину
Наиболее
перспективным
и экономически
выгодным способом
снижения плотности
жидкости в
скважине является
химическое
аэрирование
ее, при котором
ПЖ обрабатывается
специальными
реагентами
– пенообразователями
и поверхностно-активными
веществами
(ПАВ). Обработанные
растворы обладают
также повышенными
структурными
свойствами
и характеризуются
незначительной
фильтрацией.
Однако применение
аэрированных
растворов в
качестве ПЖ
приводит к
удорожанию
работ, а во многих
случаях их
применение
является невозможным.
Другим направлением,
обеспечивающим
эффективный
спуск полиэтиленовых
обсадных и
эксплуатационных
колонн, является
увеличение
массы самих
колонн с помощью
различных
утяжелителей,
а также использование
заталкивающих
устройств. Для
спуска полиэтиленовых
труб в основном
применяются
утяжелители,
а заталкивающие
устройства
ввиду сложности
технологии
спуска труб
практического
применения
не нашли.
Для спуска
полиэтиленовых
колонн применяют
утяжелители
стационарные
и съемные (рис.9).
В качестве
стационарных
утяжелителей
используются
чугунные,
металлические,
железобетонные
стержни и ОТ
с различными
инертными
наполнителями.
Они присоединяются
к нижней части
полиэтиленовой
колонны или
равномерно
распределяются
по ее длине.
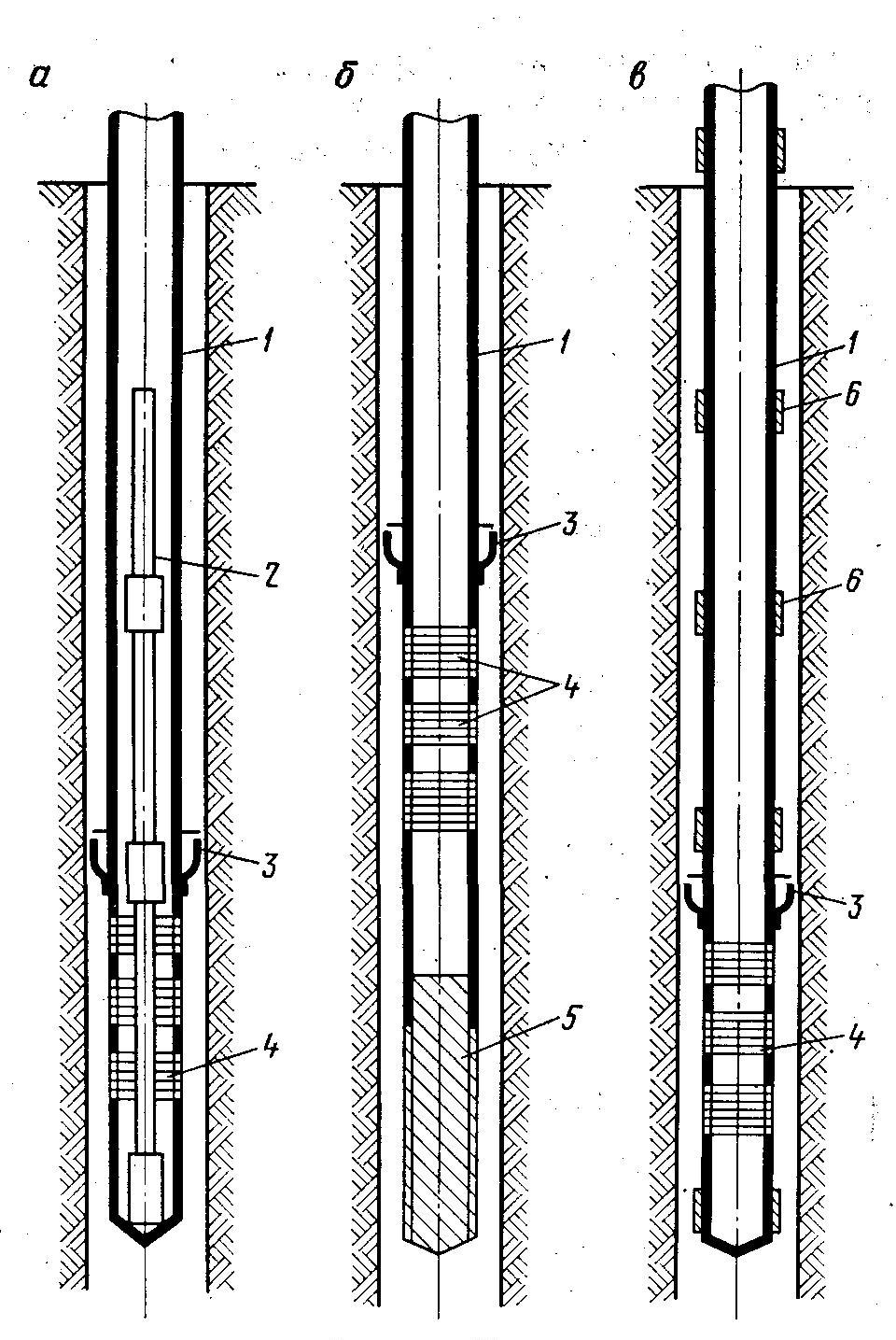
Рис. 9. Утяжелители
для спуска
полимерных
труб:
а – съемный
утяжелитель
в виде звеньев
бурильных труб;
б – стационарный
утяжелитель;
в – стационарный
утяжелитель
с равномерно
распределенной
массой по длине
колонны:
1 – обсадная
или эксплуатационная
колонна; 2 –
бурильные
трубы; 3 – манжета;
4 – фильтр; 5 –
утяжелитель;
6 – секции утяжелителя
Применение
стационарных
утяжелителей,
расположенных
в нижней части
колонны, является
наиболее простым
способом спуска
полиэтиленовых
труб, однако
их применение
требует увеличения
глубины бурения
на длину утяжелителя,
что с учетом
стоимости самих
утяжелителей
приводит к
снижению
технико-экономических
показателей
сооружения
технологических
скважин. Кроме
того, чугунные,
металлические
и железобетонные
утяжелители
при применении
кислотных
растворителей
способствуют
засорению
продуктивных
растворов.
Для съемных
утяжелителей
можно использовать
чугунные,
металлические
и железобетонные
стержни, устанавливаемые
внутри полиэтиленовой
колонны на
специальных
упорах, а также
звенья БТ, опущенные
внутрь колонны
(см. рис. 9, а).
Съемные
утяжелители
в виде стержней,
устанавливаемых
внутри колонны,
не нашли широкого
применения
из-за трудностей
их извлечения
после спуска
полиэтиленовой
колонны. Это
вызвано значительными
колебаниями
толщины стенки,
а следовательно
и значительными
колебаниями
величины внутреннего
диаметра
изготавливаемых
полиэтиленовых
труб, а также
вследствие
наплывов полиэтилена,
которые образуются
при термических
методах соединения.
БТ диаметром
42 и 50 мм широко
используются
в качестве
съемных утяжелителей.
Они опускаются
внутрь полиэтиленовой
колонны и соединяются
со специальным
противоаварийным
переходником,
смонтированным
в отстойнике.
Очень часто
указанные БТ
используются
для более точной
установки
фильтра в зоне
рудного пласта,
особенно в
глубоких скважинах.
Для глубоких
скважин в 500 –
600 м при спуске
полиэтиленовых
труб требуются
утяжелители,
имеющие значительную
массу. Основным
недостатком
описанных ранее
утяжелителей
при оборудовании
полиэтиленовыми
колоннами
глубоких скважин
является то,
что нагрузка
от утяжелителя
воспринимается
нижним концом
колонны, вследствие
чего происходит
концентрация
значительных
растягивающих
напряжений
в месте соединения
утяжелителя
с обсадной
колонной, что
приводит к
обрыву ОТ.
С целью повышения
надежности
и экономической
эффективности
оборудования
глубоких скважин
полиэтиленовыми
колоннами
авторами предложена
обсадная колонна,
у которой масса
утяжелителя
равномерно
распределена
по ее длине
(см. рис. 9, в). Предложенный
утяжелитель
может быть
выполнен в виде
набора трубчатых
секции, каждая
из которых
является разрезной,
состоящей из
двух полуцилиндров,
которые могут
быть закреплены
на колонне труб
при помощи
хомутов. Секции
располагаются
концентрично
наружной поверхности
полиэтиленовых
труб на расстоянии
друг от друга,
равном длине
полуволны
изогнутой
колонны.
Сборку
полиэтиленовой
колонны и спуск
ее в скважину
осуществляют
наращиванием
труб по мере
спуска колонны.
Через интервалы,
равные длине
полуволны
изогнутой
колонны, на
трубе закрепляют
секции утяжелителя,
число которых
определяют
исходя из величины
общей массы
утяжелителя.
Спуск металлопластовых,
стеклопластиковых
и других труб,
имеющих значительную
жесткость,
производится
по общепринятой
технологии.
При спуске
полимерных,
металлопластовых
и стеклопластиковых
труб в скважину
необходимо
использовать
специальные
инструменты
(ключи, хомуты
и др.). С целью
предотвращения
повреждения
поверхности
труб инструмент
должен иметь
предохранительные
прокладки,
выполненные
из резины или
полиэтилена.
Значительную
трудность
представляет
спуск фильтра
с надфильтровым
патрубком,
выполненным
из полиэтилена,
стеклопластика,
нержавеющей
стали, при установке
фильтра в скважине
«впотай».
Для этой цели
применяются
специальные
устройства,
позволяющие
быстро и надежно
отсоединить
фильтр после
его установки
(рис. 10). При применении
таких устройств
фильтр может
опускаться
на бурильных
трубах или на
канате. На рис.
10, а показано
устройство
для отсоединения
фильтра, опущенного
в скважину на
бурильных
трубах. Устройство
содержит корпус
1, в котором размещен
подпружиненный
шток, выполненный
в нижней части
с утолщением.
В отверстиях
корпуса против
утолщенной
части штока
расположены
кулачки 4, которые
размещаются
в окнах надфильтрового
патрубка в
процессе спуска
фильтра.
Для отсоединения
устройства
от фильтра по
бурильным
трубам подают
жидкость, под
действием
которой шток
2 смещается
вниз и утолщенная
его часть выходит
из зоны расположения
кулачков. Затем
путем вращения
устройства
на пол-оборота
утапливают
кулачки в корпус
и прекращают
подачу жидкости.
Под действием
усилия пружины
шток движется
вверх, а захваты
3 утолщенной
части штока
2 удерживают
кулачки и не
позволяют им
выйти за габариты
корпуса. После
этого производится
подъем бурильных
труб и отсоединителя.
Для сокращения
затрат времени
на спуск фильтра
в скважину
отсоединительное
устройство
и фильтр с
надфильтровым
патрубком могут
опускаться
в скважину на
канате. Общий
вид такого
устройства
показан на рис.
10, б. В корпусе
1 устройства
свободно размещен
полый шток 2,
удерживающий
кулачки 3 от
падения во
время спуска
фильтра. Через
полый шток и
захват 4, расположенный
в верхней части,
проходит канат
5, на котором
на 2 – 5 м выше
корпуса закреплен
овершот.
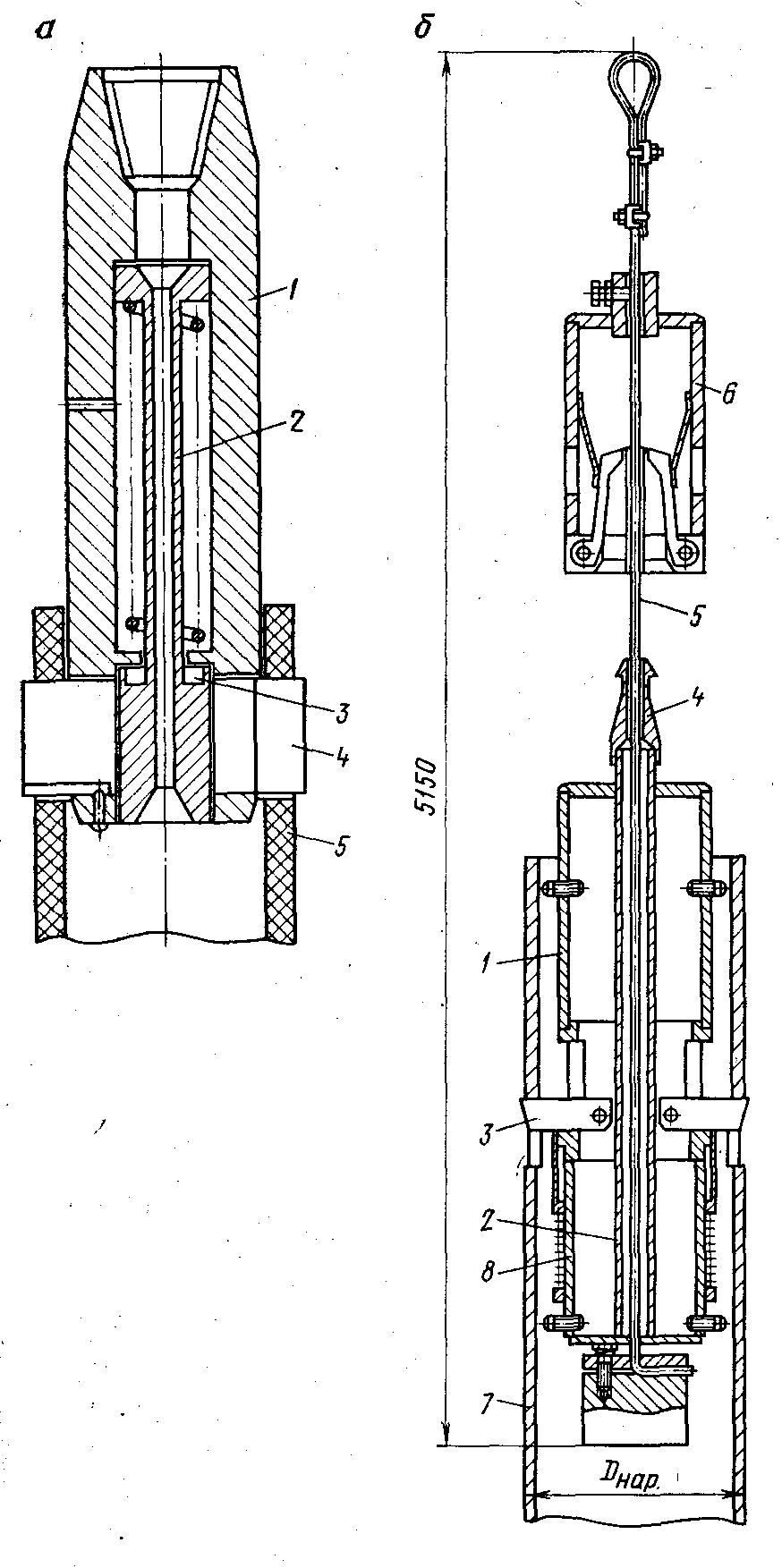
Рис. 10. Отсоединители
для установки
фильтров «впотай»:
с – для спуска
фильтров на
бурильных
трубах:
1 – корпус; 2 –
подпружиненный
шток; 3 – захват;
4 – кулачок; 5 –
фильтр;
б – для спуска
фильтра на
канате: 1 – корпус;
2 – шток; 3 – кулачки;
4 – захват; 5 –
канат; 6 – овершот;
7 – фильтр; 8 –
пружина
Для отсоединения
фильтра после
его установки
в скважине
производят
опускание
каната до тех
пор, пока овершот
не войдет в
зацепление
с захватом
штока. Затем
поднимают
канат, а вместе
с ним и захваченный
овершотом полый
шток. При выходе
штока из корпуса
устройства
кулачки утапливаются
в корпус и с
помощью пружин
освобождаются
от фильтра. В
дальнейшем
с помощью каната
устройство
поднимают из
скважины.
6. Цементирование
и гидроизоляция
геотехнологических
скважин
6.1
Назначение
цементирования
и гидроизоляции
Цементирование
и гидроизоляция
геотехнологических
скважин являются
важнейшими
факторами
эффективности
и качества
работ, связанных
с добычей твердых
ПИ. Они осуществляются
с целью решения
основных задач:
предотвращения
растекаемости
рабочих и
продуктивных
растворов из
отрабатываемых
продуктивных
пластов через
затрубное
пространство
скважин в выше-
и нижележащие
водоносные
горизонты;
разобщения
пространства
между эксплуатационной
и обсадной
колоннами.
Применяется
в основном
тогда, когда
обсадная колонна
выполнена из
коррозирующего
материала, а
рабочие и
продуктивные
растворы обладают
высокой агрессивностью;
защиты
эксплуатационной
колонны от
сминающих
усилий, вызванных
горным давлением
слабоустойчивых
пород, вскрытых
в процессе
бурения скважин.
Такая защита
особенно необходима,
когда скважиной
вскрываются
мощные пласты
несцементированных,
неустойчивых
пород, и в качестве
обсадных колонн
применяются
неметаллические
трубы;
предотвращения
утечек рабочих
растворов
через соединения(чаще
всего резьбовые)
эксплуатационных
колонн, особенно
при высоконапорном
режиме нагнетания;
удержания
и изоляции
обсадных и
эксплуатационных
колонн в скважине,
когда ствол
скважины в
призабойной
зоне представлен
камерой (полостью)
значительных
размеров. Это
необходимо
учитывать при
бесфильтровых
скважин ПВ.
Расширение
призабойной
зоны скважин
с целью повышения
их производительности
также широко
практикуется
при сооружении
технологических
скважин ПВ
металлов;
локализации
рудных тел и
отдельных
залежей для
предотвращения
растекаемости
выщелачивающих
и продуктивных
растворов в
отдельных
блоках при
подземном
выщелачивании
металлов путем
закачки в специально
оборудованные
трещины гидроразрыва
цементных и
других растворов;
упрочнения
стенок скважин
при сооружении
эксплуатационных
скважин ПВ в
раздробленных
породах и в
подготовительных
скальных блоках;
создания
искусственных
целиков для
предупреждения
размыва породы
в зоне башмака
обсадной колонны.
Это мероприятие
находит применение
при оборудовании
эксплуатационных
скважин при
под земном
растворении
солей.
6.2
Способы цементирования
геотехнологических
скважин
Процесс
цементирования
скважин ПВ,
оборудованных
неметаллическими
обсадными и
эксплуатационными
колоннами,
является сложным
и трудоемким.
Широкое
применение
нашли способы
цементирования
через заливочные
трубки, по которым
и подается
цементный
раствор. В
зависимости
от размещения
заливочных
трубок различают
два варианта
доставки тампонажных
материалов
в затрубное
пространство
скважины. При
первом варианте
цементирования
заливочные
трубки опускают
в затрубное
пространство
цементируемой
колонны, а при
втором – внутрь
обсадной или
эксплуатационной
колонны.
Вариант
доставки тампонажных
материалов
при размещении
заливочных
трубок в затрубном
пространстве
колонны показан
на рис. 11.
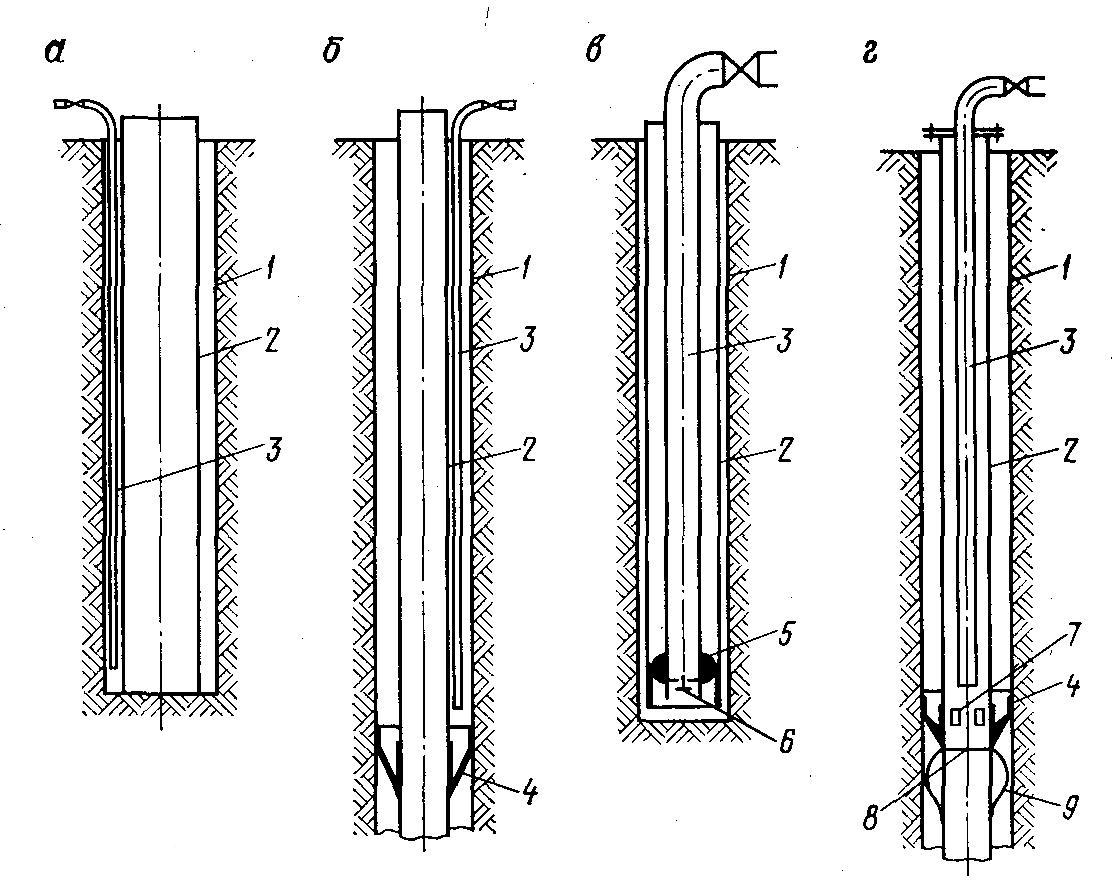
Рис. 11. Схемы
цементирования
скважин с применением
заливочных
трубок: а, б –
путем спуска
заливочных
трубок в затрубное
пространство
обсадной колонны;
в, г – путем спуска
заливочных
трубок в полость
обсадной колонны:
1 – ствол скважины;
2 – обсадная
(эксплуатационная)
колонна; 3 –
заливочные
трубки; 4 – разобщающая
манжета; 5 – пакер;
6 – обратный
клапан; 7 – цементирующее
устройство;
8 – диафрагма;
9 – центратор
Нижний конец
заливочных
трубок опускают
выше башмака
колонны или
разобщающей
манжеты на 0,5
– 2 м и по ним в
затрубное
пространство
закачивают
цементный,
раствор в требуемом
объеме. В качестве
заливочных
трубок могут
применяться
бурильные трубы
ниппельного
соединения,
насосно-компрессорные
трубы или
полиэтиленовые
шланги.
В связи с
трудностью
спуска в скважину
полиэтиленовых
шлангов предусматривается
их крепление
к обсадным или
эксплуатационным
трубам и одновременный
спуск.
При цементировании
обсадных колонн
из полимерных
материалов
с целью предупреждения
смятия предусматривается
полное заполнение
их внутренней
полости глинистым
раствором (рис.
11 а). Причем по
мере заполнения
затрубного
пространства
тампонажным
раствором
заливочные
трубки приподнимают.
Для предупреждения
перетекания
цементного
раствора в
полость обсадной
колонны ее
башмак оборудуется
диафрагмой,
изготовленной
из чугуна, стекла
и других материалов,
либо предусматривается
заливка полости
обсадной колонны
глинистым
раствором с
плотностью,
близкой к плотности
цементного
раствора.
При цементировании
колонн, оборудованных
в нижней части
фильтром,
предусматривается
постановка
разобщающей
манжеты, закрепленной
на колонне выше
фильтра (рис.
11, б). Она предотвращает
поступление
тампонажных
растворов в
прифильтровую
зону скважины.
Манжета
выполняется
из эластичного
материала, в
основном из
кислотостойкой
резины и имеет
форму усеченного
конуса, широкая
часть которого
больше диаметра
скважины на
20 – 50 мм. Для лучшей
герметизации
прифильтровой
зоны скважины
посадку манжеты
обычно производят
на уступ, образованный
при переходе
ствола скважины
на уменьшенный
диаметр.
К основным
недостаткам
цементирования
при размещении
заливочных
трубок в затрубном
пространстве
можно отнести
следующие:
затруднено
использование
при цементировании
глубоких скважин
в связи с трудностью
спуска заливочных
трубок;
необходимость
увеличения
диаметра скважин
для размещения
заливочного
става в пространстве
между стенкой
скважины и
обсадной колонной.
Для цементирования
обсадной колонны
из полиэтиленовых
труб ПВП 110X18 Т и
применения
в качестве
заливочного
става БТ диаметром
42 мм диаметр
скважины должен
быть не менее
190 – 214 мм. Это приводит
к увеличению
стоимости ее
сооружения;
при использовании
качестве заливочных
трубок бурильных,
насосно-компрессорных
и других металлических
труб увеличивается
вероятность
повреждения
цементируемых
труб и их соединений,
что приводит
к аварийным
ситуациям и
выходу скважины
из строя;
невозможность
оборудования
цементируемой
колонны центрирующими
фонарями, скребками
и другими
приспособлениями
вследствие
того, что они
являются
препятствием
для спуска
заливочногостава;
не обеспечивается
высокое качество
цементирования
в связи с неравномерным
распределением
цементного
раствора за
колонной и
разбавлением
его глинистым
раствором.
Более совершенным
способом подачи
тампонажных
растворов
Является подача
через заливочные
трубки, опущенные
в полость
цементируемой
колонны (рис.
11, в, г).
При цементировании
неметаллических
обсадных колонн
через заливочные
трубки, опущенные
внутрь колонны,
по схеме (рис.
11, в) нижний конец
заливочных
трубок снабжается
обратным клапаном
6 и пакером 5,
устанавливаемым
в зоне башмака
обсадной колонны
на расстоянии
не более 0,5 м от
низа с целью
предупреждения
заполнения
полости колонны
цементным
раствором.
После установки
пакера в обсадную
колонну до
устья скважины
заливают глинистый
раствор с плотностью
не ниже 1200 кг/м3.
Верх колонны
оставляют
открытым. После
закачки цементного
раствора и ОЗЦ,
пакер срывают
и вместе с заливочным
ставом извлекают
из скважины.
Высота цементного
стакана в обсадной
колонне при
такой схеме
цементирования
не превышает
0,5 м и