Проектирование системы очистки воздуха при производстве растительного масла из семян подсолнечника
две колонны,
соединенные
перемычкой,
в которых расположены
шнеки, транспортирующие
частицы жмыха
из правой колонны
в левую. Противотоком
к движению
жмыха перемещается
экстрагирующее
вещество—бензин,
являющийся
летучим растворителем.
В связи с тем
что бензин в
смеси с воздухом
воспламеняется
при температуре
около 250 °С, на
экстракционных
заводах температура
перегрева
технологического
пара не должна
превышать 220
°С.
Посредством
диффузии масло
извлекается
из разорванных
клеток жмыха,
растворяясь
в бензине. Смесь
масла, бензина
и некоторого
количества
частиц вытекает
из правой колонны
экстрактора
21 и направляется
в отстойник
или патронный
фильтр 22.
Из левой экстрагирующей
колонны аппарата
21 выводится
обезжиренный
продукт, который
называется
шротом. После
извлечения
из него остатков
бензина шрот
направляется
на комбикормовые
заводы.
Очищенный от
твердых частиц
раствор масла
в бензине —
мисцелла —
подается на
дистилляцию.
В предварительном
дистилляторе
23 мисцелла
нагревается
до 105... 115 °С, и из нее
при атмосферном
давлении частично
отгоняются
пары бензина.
В окончательном
дистилляторе
24, работающем
под разрежением,
из мисцеллы
удаляются
остатки бензина,
и очищенное
масло подается
на весы 25. После
весового контроля
масло подается
в упаковочную
машину 26 , а в
машине 27 пачки
фасованного
масла укладываются
в ящики.
2. МАТЕРЧАТЫЕ
ФИЛЬТРЫ
Одним из наиболее
эффективных,
самых давних
и надежных,
способов очистки
промышленных
газовых выбросов
от высокодисперсной
пыли является
фильтрация
через пористые
перегородки.
Первоначальный
процесс фильтрации
через пористую
перегородку,
до накопления
в ней пыли и
создания на
поверхности
пылевого осадка,
не является
решающим в
эффективности
очистки промышленных
газовых выбросов.
Он довольно
подробно описан
в отечественной
и зарубежной
литературе.
Процесс осаждения
пыли на волокнах
фильтровального
материала в
первоначальный
период происходит
за счет комплекса
факторов воздействия
на частицы при
прохождении
их через лабиринт
волокон. Если
размер частиц
пыли превышает
размер пор
фильтровального
материала,
происходит
их отсеивание.
При движении
частиц в порах
с большой скоростью
они не могут
идти вместе
с газом, огибая
все волокна,
прижимаются
к ним и оседают
на них. Осаждение
мелких частиц
на волокнах
может происходить
за счет электрических
сил, за счет
гравитационного
осаждения, за
счет броуновского
движения и,
наконец, за
счет совокупности
всех этих факторов.
Тканевые фильтры
различаются
между собой
по следующим
признакам:
по форме фильтровальных
элементов
(рукавные, плоские,
клиновые и
др.) и наличию
в них опорных
устройств
(каркасные,
рамные);
по месту расположения
вентилятора
относительно
фильтра (всасывающие,
работающие
под разрежением,
и нагнетательные,
работающие
под давлением);
по способу
регенерации
ткани (встряхиваемые,
с обратной
продувкой, с
вибровстряхиванием,
с импульсной
продувкой и
др.);
по наличию и
форме корпуса
для размещения
ткани – прямоугольные,
цилиндрические,
открытые
(бескамерные);
по числу секций
в установке
(однокамерные
и многосекционные);
по виду используемой
ткани.
2.1 КЛАССИФИКАЦИЯ
ФИЛЬТРОВАЛЬНЫХ
МАТЕРИАЛОВ
К фильтровальным
материалам,
применяющимся
для очистки
аспирационного
воздуха и
технологических
газов промышленных
производств,
предъявляются
определенные
требования.
Независимо
от конструкции
фильтра, в котором
устанавливается
фильтровальный
материал, от
свойств очищаемой
среды и улавливаемой
пыли, фильтровальные
материалы
должны иметь
высокую пылеемкость
в процессе
фильтрации
и способность
удерживать
после регенерации
такое количество
пыли, которого
достаточно
для обеспечения
высокой эффективности
очистки газов.
В процессе
эксплуатации
в течение длительного
периода времени
(обычно 2-3 года)
фильтровальный
материал должен
сохранять
высокую
воздухопроницаемость
в запыленном
состоянии. Для
обеспечения
длительной
работы в условиях
действия
регенерирующих
устройств
фильтроматериалы
должны иметь
высокую прочность
на разрыв и
перегибы.
Обязательным
требованием,
предъявляемым
к фильтроматериалу,
является способность
к легкому удалению
пыли, накопленной
внутри пор и
на поверхности.
В необходимых
случаях они
должны обладать
термостойкостью,
кислотостойкостью,
стойкостью
к щелочам. Стоимость
фильтроматериала
не должна быть
высокой. Все
фильтровальные
материалы можно
подразделить
на четыре основных
типа (табл.3.7.),
различающиеся
тем, что они
изготовлены
из:
натуральных
волокон животного
и растительного
происхождения
(шерстяные,
льняные, хлопчатобумажные,
шелковые),
ненатуральных
органических
волокон (лавсан,
нитрон, капрон,
хлорин, оксалон
и др.),
натуральных
минеральных
волокон (асбест,
базальт и др.)
ненатуральных
неорганических
волокон (стеклоткань,
металлоткань
и др.)
Во всех волокнах
растительного
происхождения
основным веществом,
определяющим
их свойства,
является целлюлоза.
Таблица 3.7. Классификация
волокон
Хлопковое
волокно, так
же как и целлюлоза,
подвержено
значительным
изменениям
под действием
кислот, щелочей
и окислителей.
Однако, растворы
едкой щелочи,
с концентрацией
от 0,5 до 5% при комнатной
температуре,
не изменяют
состава и свойств
хлопкового
волокна. Растворы
уксусной кислоты
слабой концентрации
не оказывают
заметного
действия на
хлопковые
волокна при
любой температуре.
Под действием
растворов солей
Al2(SO4)3, MgCl2
хлопковое
волокно разрушается.
Аммиачные
растворы гидроокисей
меди, никеля,
кобальта, цинка
растворяют
целлюлозу.
Ткани из хлопковых
волокон выдерживают
температуру
до 800 С.
Льняные волокна
относятся к
наиболее прочным
из группы натуральных
волокон растительного
происхождения.
Химическая
стойкость их
примерно одинакова
с волокнами
хлопка. Льняные
ткани находят
ограниченное
применение
для фильтрации.
Шерстяные
волокна относятся
к группе натуральных
волокон животного
происхождения
и состоят, главным
образом, из
белковых веществ.
Шерстяные
волокна характеризуются,
наличием на
поверхности
чешуйчатого
слоя. В отличие
от целлюлозы
белковые вещества
относительно
стойки к действию
кислот, щелочи,
равно как и
газообразный
аммиак, быстро
разрушают
белковые вещества
волокон шерсти.
Шерстяные ткани
могут быть
применены при
фильтрации
газа с температурой
не более 900С.
Для увеличения
прочностных
характеристик
шерстяных
тканей в них
добавляют
волокна капрона,
лавсана или
других синтетических
материалов.
Ткани из шерстяных
волокон при
высокой температуре
имеют большую
усадку.
Шелковые волокна
относятся к
группе натуральных
волокон животного
происхождения
и в основном
состоят из
белковых веществ.
Стойкость к
щелочам у шелка
несколько
лучшая, чем у
шерсти, но хуже,
чем у хлопка.
Шелк стоек к
слабокислой
среде. В практике
шелковые ткани
применяются
очень редко.
Асбестовое
волокно относится
к группе натуральных
волокон минерального
происхождения.
Основными
достоинствами
волокон асбеста
являются высокая
термостойкость,
неподверженность
гнилостным
процессам,
стойкость в
щелочных и
кислых средах.
Прочностные
свойства асбестовых
волокон невысокие.
Стеклянное
волокно отличается
высокой термостойкостью,
химической
стойкостью,
выдерживает
значительные
разрывные
нагрузки. Основным
сырьем для
получения
стеклянных
волокон для
фильтровальных
тканей является
алюмоборосиликатное
стекло. Ткани
из алюмоборосиликатного
безщелочного
стекла применяются
для очистки
газов, имеющих
в составе щелочи.
Алюмомагнезиальные
стеклоткани
могут быть
применены для
фильтрации
кислых сред.
Стеклянное
волокно может
быть изготовлено
как непрерывной
длины, так и
штапельное.
В последнее
время освоено
производство
стеклотканей
из высокообъемной
(текстурированной)
пряжи. Недостатком
всех стеклянных
волокон является
их низкая стойкость
к перегибам
и истиранию.
Фильтровальные
ткани из стеклянных
волокон применяются
для очистки
газов с температурой
до 2500 С.. Температура
размягчения
стеклянных
волокон находится
в пределах
500-6000 С.
Лавсановое
волокно эластично,
устойчиво к
истиранию,
слипанию, изгибу.
В кислых средах
стойкость
лавсановых
волокон относительно
высокая, в щелочных
средах прочность
лавсана значительно
снижается,
лавсановые
волокна устойчивы
к воздействию
микроорганизмов,
ткани из них
не плесневеют,
устойчивы к
действию света,
но очень чувствительны
к резким колебаниям
влажности.
Лавсановые
фильтровальные
ткани при длительной
эксплуатации
выдерживает
температуру
1300 С.
Нитроновое
волокно - продукт
полимеризации
акрил нитрила,
сырьем для
которого служат
ацетилен и
синильная
кислота. Отличительной
особенностью
нитроновых
волокон является
их сходство
по внешнему
виду с волокнами
натуральной
шерсти. Стойкость
к кислым средам
нитрона высокая,
он удовлетворительно
выдерживает
воздействие
щелочных сред.
Нитрон не
чувствителен
к резким колебаниям
влажности.
Термостойкость
фильтровальных
тканей из нитрона
определяется
пределом 120-1300
С.
Хлориновое
волокно имеет
высокую химическую
стойкость,
устойчиво к
действию
микроорганизмов
и плесени.
Выдерживает
температуру
до 700 С.. При
повышении
температуры
более 700 С хлориновые
волокна размягчаются,
ткань теряет
эластичность
и быстро выходит
из строя. При
длительном
воздействии
света прочность
хлориновых
волокон значительно
снижается. При
колебаниях
влажности
хлориновые
ткани не дают
заметной усадки.
Капроновое
волокно характеризуется
высокой устойчивостью
к истиранию
и воздействию
знакопеременных
нагрузок
"растяжение-сжатие".
Устойчивость
в щелочных
средах хорошая.
В концентрированных
кислотах капрон
растворяется.
Ткани из капрона
длительно
выдерживают
температуру
900 С.
Оксалоновые
волокна имеют
высокую термостойкость.
Ткани из оксалоновых
волокон способны
длительно
работать при
температуре
160-2000 С, устойчивы
в кислых средах.
Тефлоновые
волокна отличаются
высокой химической
стойкостью,
превосходящей
все известные
материалы,
устойчивы к
изгибу и трению.
Под действием
больших механических
нагрузок
фильтроматериал
из тефлона
вытягивается,
"течет". Тефлоновые
ткани могут
выдерживать
температуру
до 2300 С.
По структуре
фильтровальные
материалы
подразделяются
на тканые и
нетканые. Тканые
фильтровальные
материалы, в
свою очередь,
подразделяются
в зависимости
от способа
переплетения
на полотняные,
саржевые, сатиновые,
а в зависимости
от вида волокон
в нити - штапельные,
филаментные,
текстурированные,
в зависимости
от обработки
поверхности
- ворсованные,
гладкие. Нетканые
фильтровальные
материалы по
способу закрепления
волокон подразделяется
на иглопробивные,
холстопрошивные,
клееные.
2.2 СПОСОБЫ
РЕГЕНЕРАЦИИ
ФИЛЬТРОВАЛЬНОГО
МАТЕРИАЛА
В процессе
работы матерчатых
фильтров происходит
постепенное
отложение пыли
в порах фильтровального
материала и
на его поверхности.
По мере роста
слоя пыли растет
и гидравлическое
сопротивление
аппарата. Если
периодически
не удалять
пылевой слой
с поверхности
материала и
из его пор произойдет
"запирание
фильтра", т.е.
тягодутьевой
аппарат (обычно
вентилятор)
будет не в состоянии
протягивать
газ через забившуюся
фильтровальную
перегородку.
В результате
постепенного
забивания будет
падать производительность
вентилятора
и, в конце концов,
движение газа
через фильтр
прекратится.
Для поддержания
фильтра в
работоспособном
состоянии
необходимо
периодически
удалять пыль
с поверхности
пор. Однако,
как уже было
сказано в начале
данной главы,
оседающий на
поверхности
фильтровального
материала слой
пыли одновременно
является фильтрующей
средой, препятствующей
проскоку наиболее
мелких частиц
пыли. Поэтому
с фильтровального
материала
необходимо
удалить не весь
слой пыли, чтобы
обеспечить
приемлемое
гидравлическое
сопротивление
аппарата и
сохранить его
высокую эффективность
пылеулавливания.
Процесс удаления
части пылевого
слоя снаружи
и изнутри
фильтровальной
перегородки
в матерчатых
фильтрах принято
называть
регенерацией,
т.е. частичным
восстановлением
первоначальных
свойств фильтровальной
перегородки.
Для сравнения
качества регенерации
различных
фильтровальных
материалов
автором данной
главы в 1976 году
был условно
принят "показатель
регенерации".
Численно показатель
регенерации
было принято
рассчитывать
как отношение
разности конечного
(перед регенерацией)
и остаточного
(после регенерации)
гидравлического
сопротивления
к конечному
[Л. 9]. При этом
конечное
сопротивление
принимается
равным 150 мм
водяного столба.
Т.е. показатель
регенерации
рассчитывается
как:
,
(3-7)
где: DPкон
- сопротивление
фильтровального
материала перед
регенерацией,
DPост-
сопротивление
фильтровального
материала после
регенерации.
Измерения
показателей
регенерации
проводятся
в одинаковых
условиях, при
одних и тех же
параметрах,
характеризующих
свойства пыли,
газа, режимы
фильтрования,
регенерации.
В промышленной
эксплуатации
в настоящее
время находится
много конструкций,
систем, устройств
для регенерации
фильтровального
материала. Одни
из них эффективны,
другие требуют
совершенствования,
одни требуют
большой затраты
энергии, другие
более экономичны,
одни надежны
в эксплуатации,
другие быстро
выходят из
строя. Попытки
в каждом конкретном
случае устранить
какой-то определенный
недостаток
породили большое
разнообразие
систем, методов,
конструкций
регенерирующих
устройств.
Однако надо
отметить, что
в основном
почти все системы
сводятся к
применению
двух основных
способов воздействия
на фильтровальный
материал, а
именно: механического
встряхивания
(в этом случае
пыль удаляется
с поверхности
фильтровального
материала) и
обратной продувкой
(в этом случае
пыль удаляется
с поверхности
и из пор фильтровального
материала). Эти
способы используются
либо самостоятельно,
либо используется
их сочетание.
Механическое
встряхивание
является самым
старым способом
регенерации
фильтровального
материала
(Рис.3.17 а, б). Он основан
на сотрясении
рукавов в
вертикальном
или горизонтальном
направлении.
Фильтры с такими
системами еще
достаточно
широко. распространены
на предприятиях
отечественной
промышленности
и за рубежом.
Рукавные фильтры
типов ФВ, ФВК,
МФУ, РФГ, УРФМ
имеют системы
механического
отряхивания
осадка пыли
и широко распространены
в цветной
металлургии,
в пищевой и
заготовительной
отраслях
промышленности.
Достоинствами
фильтров с
механическим
отряхиванием
является стабильность
удаления осадка
пыли. В качестве
основных недостатков
следует отметить
сложность
встряхивающего
механизма,
который требует
постоянного
внимания
обслуживающего
персонала,
истирание и
изломы рукавов
в одних и тех
же местах,
чувствительность
системы к усадке
и вытяжке рукавов,
необходимость
отключения
фильтра или
отдельной
секции на время
проведения
регенерации.
Конструктивно
фильтр с механическим
отряхиванием
может быть
выполнен с
горизонтальным
перемещением
верхней рамы
с подвешенными
на нее рукавами
(рис.3.176) В этом
случае в процессе
регенерации
горизонтально
подвешенная
рама ударяется
о специальный
упор. Такая
система применяется
на ряде промышленных
фильтров США.
Конструкция
фильтра с такой
системой регенерации
несколько
проще, чем с
вертикальной,
однако, имеет
существенный
недостаток
- расшатывание
конструкции
и недолговечность,
работы резиновых
упоров.
Аэродинамическое
встряхивание
может
осуществляется
путем подачи
импульса сжатого
воздуха внутрь
каждого фильтра.
Такой вид регенерации
используется
в каркасных
рукавных и
плоских фильтрах.
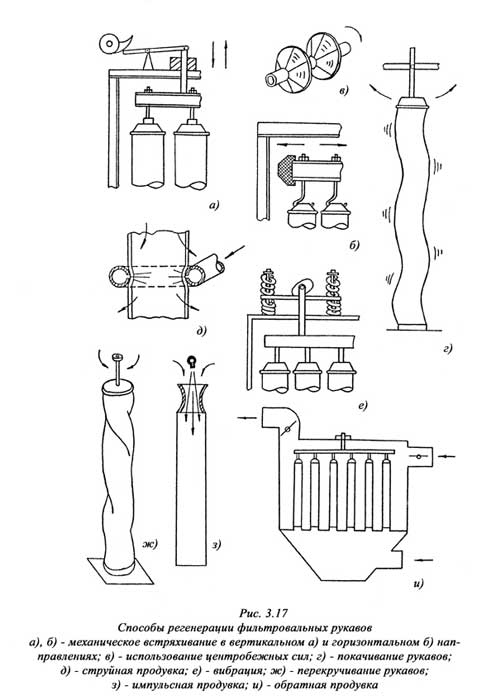
Некоторое
применение
в рукавных
фильтрах нашел
способ регенерации
перекручиванием
рукавов
вокруг оси
(рис.3.17.ж). В результате
крутки пылевой
слой сваливается
с рукава или
ломается и
удаляется с
помощью продувки
воздухом в
обратном направлении.
Самостоятельно
этот способ
обычно не
применяется,
а используется
в качестве
подготовки
осадка пыли
к более качественной
очистке фильтровального
материала.
Недостатком
этого способа
является сложность
механизма
привода рукавов
в крутящее
состояние,
износ рукавов
в. местах крепления
к вращающимся
деталям. К
механическому
способу отряхивания
пыли относится
вибрационное
отряхивание,
которое применяется
в основном для
фильтров имеющих
металлический
каркас с натянутым
фильтровальным
материалом.
Схема рукавного
фильтра с такой
системой регенерации
приведена на
рис. 3.17.е. В фильтровальной
камере размещены
фильтрующие
рукава, натянутые
на каркасы,
которые прикреплены
к подвижной
плите, связанной
через тягу с
вибрационным
механизмов.
Вибрационная
система отряхивания
применяется
в фильтрах с
различной
компоновкой
фильтровального
материала в
рабочей камере,
однако, необходимым
условием применения
является наличие
каркаса, воспринимающего
колебания от
вибратора и
передающего
их фильтровальному
материалу.
Главным достоинством
системы отряхивания
с применением
вибрации является
возможность
применения
в таких фильтрах
стеклоткани,
натянутой на
каркас. Обычно
стеклоткани
в каркасных
фильтрах не
применяются
из-за быстрого
их износа при
трении о части
каркаса или
перелома волокон
при ударе о
каркас. В случае
применения
вибрации стеклоткань
туго натягивается
на каркасе и
вибрация
воспринимается
без наличия
движения материала
относительно
каркаса.
Возможность
применения
в каркасных
фильтрах стеклотканей
естественно
расширяет сферу
их применений
в пределах,
связанных с
необходимостью
очистки высокотемпературных
газов. Эффективным
методом регенерации
фильтровального
материала
является обратная
продувка
очищенным газом
или напорным
воздухом (рис.3.17з).
Обратная продувка
как правило
применяется
в сочетании
с другими способами:
механическим
встряхиванием,
перекручиванием,
вибрацией,
покачиванием
рукавов и др.
Такие фильтры
довольно эффективны,
удобны в эксплуатации
и обслуживании.
2.3 ПРИНЦИП
РАБОТЫ ФИЛЬТРА
Пылегазовый
поток поступает
в коллектор
запыленных
газов через
входной патрубок,
движется вниз
в бункер, огибает
вертикальную
перегородку,
разделяющую
коллектор и
камеру запыленных
газов, и распределяется
по фильтровальным
кассетам. В
процессе фильтрования
пыль осаждается
на материале
кассет, а газ
выходит в камеру
очищенных газов
и через открытые
отверстия в
горизонтальной
перегородке
- в коллектор
очищенных газов
и далее через
патрубок выводится
из фильтра.
Регенерация
фильтра осуществляется
посекционно,
согласно программе,
заложенной
в устройство
управления
регенерацией.
Перед началом
регенерации
секция отключается
от потока
фильтруемого
газа с помощью
поворотной
заслонки.
Регенерирующее
устройство
состоит из
следующих
основных составных
частей: ресивера
сжатого воздуха
с выходящими
из него магистральными
трубами, которые
через стенку
фильтра входят
в камеру чистого
газа и расположены
в ней параллельно
друг другу над
фильтровальной
перегородкой;
пневматических
клапанов, которые
перекрывают
магистральные
трубы на выходе
из ресивера;
импульсных
труб, пересекающихся
с магистральными
трубами и имеющих
сопловые отверстия
над каждой
открытой ячейкой
фильтровальной
секции. Сопловые
отверстия
располагаются
над фильтровальной
перегородкой
на расстоянии
100 мм. Процесс
регенерации
осуществляется
следующим
образом. По
команде управляющего
устройства
подается сигнал
на закрытие
поворотной
заслонки. Через
несколько
секунд следует
импульс сжатого
воздуха. Сжатый
воздух из
магистральной
трубы попадает
в импульсные
трубы и через
сопловые отверстия
остронаправленными
струями входит
в открытые
полости ячеек.
Происходит
продувка
фильтровальной
перегородки.
Через некоторый
промежуток
времени поворотная
заслонка открывается
и в секции
продолжается
процесс фильтрования.
Поочередная
регенерация
остальных
секций проводится
с определенными
интервалами
времени. Выбор
интервала
задается в
зависимости
от характера
роста гидравлического
сопротивления
фильтра.
2.4 РАЗРАБОТКА,
ОСВОЕНИЕ ПРОИЗВОДСТВА
И ВНЕДРЕНИЕ
МАТЕРЧАТЫХ
ФИЛЬТРОВ ДЛЯ
ОЧИСТКИ ПРОМЫШЛЕННЫХ
ГАЗОВЫХ ВЫБРОСОВ
В последние
годы в передовых,
технически
развитых странах,
в большинстве
отраслей
промышленности
наметилась
тенденция к
расширению
области применения
рукавных фильтров,
как одного из
наиболее эффективных
аппаратов
очистки промышленных
газовых выбросов.
Такая тенденция
обусловлена,
во-первых, повышением
требований
к защите окружающей
среды и, во-вторых,
появлением
и расширением
производства
новых фильтровальных
материалов
из синтетических
волокон, способных
работать в
различных
условиях применения,
в различных
конструкциях
фильтров, с
широким диапазоном
применения
различных
способов регенерации.
Эффективность
пылеулавливания
в тканевых
фильтрах мало
зависит от
свойств пыли
и ее начальной
концентрации.
Капитальные
затраты значительно
меньше, чем у
электрофильтров.
Основным условием
успешной эксплуатации
рукавных фильтров
является контроль
температуры
и влажности,
поступающих
на очистку
газов, обеспечение
нормальной
работы регенерирующих
устройств,
своевременное
удаление уловленной
пыли, контроль
за состоянием
фильтрующего
материала. В
последние годы
рукавные фильтры
нашли широкое
применение
для улавливания
летучей золы
на электростанциях,
для очистки
газов, образующихся
при работе
электродуговых
сталеплавильных
печей, для
улавливания
субмикронных
частиц в производстве
технического
углерода, в
системах аспирации
при пересыпке,
транспортировке,
упаковке сыпучих
высокодисперсных
порошковых
материалов.
Сфера применения
тканевых фильтров
постоянно
расширяется
с расширением
объема и ассортимента
производства
фильтровальных
материалов.
В большинстве
отраслей
промышленности
тканевые фильтры
стабильно
обеспечивают
эффективность
пылеулавливания
на уровне 99-99,9%.
Гидравлическое
сопротивление
их лежит в пределах
1000-3000 Па, наработка
на отказ определяется
10000-20000 час. Для различных
отраслей
промышленности
требуются
фильтры малой,
большой и средней
производительности.
Фильтры малой
производительности
(условно до 30
тыс. куб. м в час)
необходимы
для малых
аспирационных
систем, участков
пересыпки,
транспортировки
пылевидных
материалов,
для обеспечения
различных
технологических
линий с целью
предохранения
от абразивного
износа установленного
оборудования
или очистки
технологических
газов от пылевидных
продуктов.
Фильтры средней
производительности
(условно от 30
до 150 тыс. куб. м
в час) требуются
для очистки
газов в черной
и цветной
металлургии,
в производствах
строительных
материалов,
в химии и нефтехимии.
Фильтры этой
группы наиболее
распространены
и вероятно
составляют
основную часть
по объему выпуска
всех рукавных
фильтров. Особую
проблему составляет
высокоэффективная
очистка газов
в фильтрах
большой производительности.
Мировая практика
имеет конструкции
фильтрующих
аппаратов,
способных
очищать отбросные
газы с производительностью
миллион и более
куб. м газа в
час. В основном
такие аппараты
используются
в черной металлургии
для очистки
газов после
мощных электродуговых
сталеплавильных
печей, в цветной
металлургии
- для очистки
газов после
печей производства
кремния и выплавки
алюминия, в
энергетике
- после котлов,
сжигающих
каменный уголь,
в производстве
строительных
материалов
- после мельниц
и обжиговых
печей. При решении
проблемы
высокоэффективной
очистки газов
небольших
объемов, в свое
время, были
созданы и поставлены
на серийное
производство
рукавные фильтры
с импульсной
регенерацией
ткани, которые
широко применяются
в различных
отраслях
промышленности,
в основном
достаточно
отработаны
в отношении
надежности
и по заказам
предприятий
производятся
в настоящее
время Акционерным
обществом
"ФИНГО" в посёлке
Семибратово,
Семибратовской
фирмой НИИОГАЗ,
Кемеровским
заводом ХИММАШ.
Это фильтры
типа ФРКИ и их
модификации.
Эти фильтры
до сих пор широко
применяются
в аспирационных
и технологических
системах с
производительностью
по газу до 30
тыс.куб.м в час.
Аналогичные
фильтры выпускает
Япония, Фирма
"Хосокава"
с поверхностью
фильтрования
от 5 кв.м до 250 кв.м.
Фирма "Микропул"
в ФРГ, фирма
"ОПАМ" в Польше.
Фильтры подобного
типа широко
распространены
в Англии, Америке,
Франции и других
передовых
странах. Необходимо
отметить, что,
как базовый
образец фильтров
общепромышленного
применения,
фильтр ФРКИ
может еще многие
годы с успехом
применяться
во многих отраслях
промышленности
без особых
усовершенствований.
По основным
показателям
он находится
на уровне лучших
мировых образцов
и всякие искусственные,
недостаточно
продуманные
новшества,
введенные в
его конструкцию,
могут привести
к потере основных
преимуществ,
заключающихся
в простоте
обслуживания,
надежности
и малой энергоемкости
этих типов
аппаратов. С
целью расширения
диапазона
применения
рукавных фильтров
такого типа,
Семибратовская
фирма НИИОГАЗ
провела конструктивную
проработку
различных
модификаций
базового образца
применительно
к конкретным
специфическим
условиям применения.
В частности,
разработана
конструкция
фильтра на базе
ФРКИ с эллипсовидным
сечением
фильтровального
элемента. Фильтр
такой конструкции
по некоторым
показателям
превосходит
базовый образец
ФРКИ. Это фильтры
с выемом эллипсовидных
каркасов в
сторону. Сделана
проработка
документации
на фильтры,
способные
работать во
взрывоопасных
средах. Производство
таких фильтров
освоено Кемеровским
заводом "Химмаш".
Другой новой
конструкцией
среди малых
фильтров являются
кассетные
фильтры с ячейковой
формой компоновки
фильтровального
элемента. Это
фильтры ФКИ.
Главное их
преимущество
заключается
в значительном
снижении габаритов
за счет специальной
компоновки,
и второе - это
удобство обслуживания
в процессе
замены фильтровальных
элементов за
счет быстросъемной
кассеты. К настоящему
времени Семибратовской
фирмой НИИОГАЗ
подготовлена
документация
на типоразмерный
ряд таких фильтров.
Проведены
научно-исследовательские
работы с применением
опытных образцов
полномасштабных
фильтров в
стекольной
промышленности
(на Ленинградском
заводе художественного
стекла), на шинном
заводе в г.
Ярославле, на
строительных
предприятиях
г., Гомеля, в
порошковой
металлургии
(на опытном
предприятии
Киевского
института
проблем материаловедения
Академии наук
Украины). Полученные
результаты
исследований
подтверждают
возможность
широкого применения
фильтров такого
типа в различных
отраслях
промышленности.
Таким образом,
решается вопрос
разработки
и постановки
на производство
фильтров малой
производительности
общепромышленного
применения.
Для очистки
газов с производительностью
от 30 до 100-150 тыс. куб.
в час, где требуются
фильтры условно
средней производительности,
организациями
научно-производственного
объединения
"Газоочистка"
в свое время
были разработаны
и поставлены
на серийное
производство
фильтры с
двухсторонней
импульсной
продувной типа
ФРКДИ, которые
успешно закрывали
такие переделы,
как малые
сталеплавильные
печи, объединенные
аспирационные
системы узлов
пересыпки,
транспортировка
пылевидных
материалов
на предприятиях
строительных
отраслей,
аспирационные
системы предприятий
цветной металлургии.
В плане обновления
эти фильтры
были заменены
на более совершенные
в части экономии
затрат электроэнергии,
снижения
металлоемкости,
повышения
надежности.
Разработаны
и освоено серийное
производство
фильтров типа
ФРИ трех типоразмеров
на 630, 1250 и 1600 кв. м ткани
они перекрывают
диапазон очищаемых
газов от 50 до
150 тыс. куб. м в
час. Особую
проблему составляет
высокоэффективная
очистка газовых
выбросов после
сталеплавильных
печей большой
производительности
(40, 100 и 200 тонных
печей), после
печей выплавки
кремния и алюминия
в цветной
металлургии,
в этом случае
очистке подвергаются
газы с производительностью
миллион куб.м.
в час и более.
За рубежом для
этих целей
используются
рукавные фильтры.
Так, фирма "Шарон
стил" США использует
рукавные фильтры
для очистки
газов после
печей емкостью
115 тонн. Фирма
"Кусибл стил
Ко оф Америка'"
США использует
рукавные фильтры
после сверхмощных
печей емкостью
на 160 тонн. Разработанные
и поставленные
на серийное
производство
у нас в стране
высокопроизводительные
рукавные фильтры
типа ФРО практически
являются сейчас
основными
аппаратами,
которые с
уверенностью
могут закладываться
в проекты для
очистки больших
объемов газов.
Одним из существенных
недостатков
фильтров ФРО
является его
габаритность,
обусловленная
выбранным
способом регенерации
ткани, компоновкой
фильтровального
материала. В
связи с этим,
в Семибратовской
фирме НИИОГАЗ
проведены
исследования
и разработана
документация
на полномасштабный
фильтр кассетной
компоновки
производительностью
700 тыс. куб. м в
час. Опытный
фильтр ФКИ-
8000 был изготовлен
на Семибратовском
заводе ГОА и
смонтирован
на Челябинском
металлургическом
комбинате
"Мечел" (для
очистки отходящих
газов) после
100 тонной электродуговой
сталеплавильной
печи. Отличительной
особенностью
нового фильтра
является кассетная
компоновка
фильтровальных
элементов в
виде ячейковой
структуры, за
счет чего значительно
сокращены
габариты аппарата,
повышено удобство
его обслуживания.
Быстросъемная
кассета, ремонт
которой можно
производить
в стационарных
условиях, содержит
28 кв. м фильтровальной
ткани и занимает
объем приблизительно
0,8 куб. м, что в
несколько раз
меньше по сравнению
с рукавной
компоновкой.
Заводы технического
углерода снабжаются
в настоящее
время довольно
эффективными,
отработанными
фильтрами типа.
ФР-5000 и ФР-250, корпуса,
которых выполняются
из коррозионно-стойких
нержавеющих
сталей. Фильтры
работают на
удельных газовых
нагрузках 0,35
куб. м на кв. м
в мин., естественно,
что габариты
и металлоемкость
этих фильтров
довольно
значительные.
Совместно с
институтом
технического
углерода г.
Омск Семибратовской
фирмой НИИОГАЗ
в свое время
были разработаны
новые фильтры
с подводом и
отсосом газа
в период регенерации
через бункерную
часть, что позволяет
поднять производительность
фильтров, снизить
энергетические
затраты. В
соответствии
с намечаемыми
планами новые
фильтры ФРОТ-250
и ФРОТ-5000 предполагалось
поставить на
серийное производство
взамен ФР-250 и
ФР-5000. Однако, к
сожалению, в
связи с интенсивным
снижением
финансовых
возможностей
заказчиков
и производителей,
данная работа
была приостановлена
на стадии
опытно-промышленного
образца. Опытный
образец фильтра
ФРОТ-5000 был изготовлен,
смонтирован
на Волгоградском
заводе технического
углерода, прошел
межведомственные
испытания и
рекомендован
к серийному
производству.
Примерно такая
же обстановка
с разработкой
нового фильтра
для алюминиевой
промышленности.
По заявке ВАМИ
разработана
документация
на высокопроизводительные
фильтры для
алюминиевой
промышленности
типа ФРИА-900 и
для печей кремния
типа ФРОК
3. ТЕХНОЛОГИЧЕСКИЙ
РАСЧЕТ И ВЫБОР
ФИЛЬТРА
Таблица №1- Исходные
данные.
| Номер
варианта |
Объем
газа поступающего
на очистку,
м3/ч. |
Концентрация
пыли на входе,
г/м3 |
Медианный
размер частиц
пыли, мкм |
Воздухо
проницаемость,
м/л
|
Температура
газа, 0С |
| 19 |
3100 |
37 |
108 |
3,8 |
73 |
Определяем
удельную газовую
нагрузку, пользуясь
выражением:
q=qHC1C2C3C4C5.
По табл.1.36 [Тимонин]
принимаем
qH=3,5
м3/(м2мин),
С1=0,8;С3=1,2,С4=0,81;
по графику
(рис.1.72) находим
С2=0,9; с учетом
к требованиям
очистки принимаем
С5=1.
Поставив найденные
значения
коэффициентов
в формулу, получаем:
q= 3,5*0,8*0,9*1,2*1*0,81=2,44944
м3/(м2мин).
Определяем
поверхность
фильтрования:
F=V/60q=3100/(60*2.44944)=21,0932»
21 м2.
По каталогу
для приведенных
условий выбираем
фильтр ФРОС
20-500 с фактической
поверхностью
фильтрования
20 м2.
Определяем
гидравлическое
сопротивление
фильтровальной
перегородки:
DPП=КПmwn+
K1mtCвхw2.
Пользуясь
таблицей 1.36
[Тимонин] принимаем,
КП=6409,8*108-0,6528=338,7305*106
м-1, К1=219,07*108-1,0819=1,3823*109м/кг,
w=0.025 м/сек,
t=700 сек,
m=19*10-6
Па*с, n=1.
Подставляя
эти значения
в формулу, получаем:
DРп=338,7305*106*19*10-6*(0,025)1+1,3823*109*19*10-6*700*37*0,0252/1000=
=586 Па.
Определяем
гидравлическое
сопротивление
фильтра в целом:
DРф=DРк+DРп.
Гидравлическое
сопротивление
корпуса аппарата
DРк
определяем,
задаваясь
коэффициентом
гидравлического
сопротивления
корпуса xк=2,
приведенным
к скорости во
входном патрубке:
uвх=
V/(3600Sвх)=3100/(3600*0,00407)=
211,6 м/с,
тогда
DРк=xкu2вхrг/2=
2*(211,576)2*0,998/2=44674 Па
и общее гидравлическое
сопротивление
фильтра
DРф=586+44674
=45260 Па.
ВЫВОД
Большое разнообразие
технологических
процессов,
требующих
высокоэффективной
очистки отходящих
газов или улавливания
высокодисперсных
пылей вызвало
необходимость
разработки
и производства
специальных
фильтров,
предназначенных
для конкретных
условий применения.
Так, например,
специфика
улавливания
волокнистой
пыли рукавными
фильтрами
несколько
отлична от
улавливания
обычных пылей.
Очистка взрывоопасных
газов потребовала
введения определенных
конструктивных
особенностей
в аппараты
фильтрации.
В конструктивном
оформлении
матерчатые
фильтры для
очистки высокотемпературных
газов отличаются
и по применяемому
фильтровальному
материалу и
по исполнению
многих узлов
и деталей от
фильтров,
предназначенных
для очистки
атмосферного
воздуха. Для
улавливания
дорогостоящих
пылей ядовитых
материалов
требуются
фильтры с повышенной
гарантией от
проскока их
через фильтровальный
материал. В
одних случаях
очистке подвергаются
небольшие
объемы газов,
в других случаях
необходимо
очищать сотни
тысяч и миллионы
метров кубических
в час. Естественно,
в конструктивном
оформлении,
в применяемых
методах регенерации,
в применяемых
фильтровальных
материалах
такие фильтры
могут иметь
значительные
различия,
необходимость
очистки газов
при высоких
давлениях или
вакууме существенно
влияет на
конструктивные
особенности
корпуса фильтра,
его узлов и
деталей. Специфичные
требования
к условиям
изготовления,
эксплуатации
и обслуживания
вызвали необходимость
разработки
фильтров блочной
компоновки,
фильтров с
компактным
секционным
размещением
фильтровального
материала,
рукавных фильтров
с гибкими и
переломными
каркасами, с
автоматическими
системами
управления
работой узлов.
СПИСОК ИСПОЛЬЗОВАННОЙ
ЛИТЕРАТУРЫ
1. Биргер М.И.,
Вальдберг А.Ю.,
Мягков Б.И. и
др.; под общей
редакцией А.А.
Русанова Справочник
по пыле- и
золоулавливанию.-
2-е издание перераб.
и доп.- М.: Энегроатомиздат,
1983.- 312 с.
2. Ковальская
Л.П., Шуб И.С., Мелькина
Г.М. Технология
пищевых производств.
3. Назарова Н.И.
Общая технология
пищевых проиводств.
4. Тимонин И.А.
Инженерно-экологический
справочник.