Проектирование круглосуточной оптико-телевизионной системы
количество межканальных отверстий (МКО) не должны превышать требований, указанных в Таблице 4.Таблица 4:
|
Наименование критерия |
Допустимое количество, шт. | |
|
В центральном круге диаметром 0,5 диаметра рабочей зоны |
В кольце свыше 0,5 и до 1,0 диаметра рабочей зоны |
|
| Линейный размер МКО, мм | ||
| От 1 до 2 вкл. диаметров каналов | Не нормируется | |
| От 2 до 3 вкл. диаметров каналов | Не допускается | 4 |
| Более 3 диаметров каналов | Не допускается |
Г) Металлическое покрытие контактных электродов на входе и выходе МКП должно быть зеркальным, плотно сцеплено с подложкой и не иметь шелушений, в том числе после термического обезгаживания. На поверхности КЭ на выходе МКП допускаются местные изменения цвета покрытия на отражение, не видимые на электронном изображении (далее ЭИ). Контроль производится по утвержденным образцам.
Изготовление единичного волокна для МКП.
Изготовление гибкого волокна может осуществляться "трубочным" методом [9]. Он заключается в том, что вытягивание единичного оптического волокна производится из предварительно изготовленной заготовки - трубки.
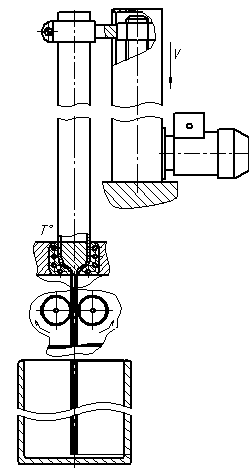
Рис. 16. Изготовление единичного волокна.
Заготовка:
• трубка, с внутренним диаметром 6 мм, толщиной стенки 7,6 мм. Это обеспечивает нужное соотношение шага каналов и размер канала МКП.
Заготовку - трубку - закрепляют в зажимном устройстве подающего механизма. Нижний торец заготовки подается в нагревательное устройство, где под воздействием нагревателя материал трубки размягчается. Размягченный материал вытягивается в волокно роликами (см. рис. 31) и отрезается ножами для сбора в накопитель.
Параметры вытягиваемого единичного волокна (из одной трубки) регулируются скоростью подачи комплекта заготовки и температурой нагревателя. Качество и постоянство размеров волокна в установившемся режиме работы зависит от стабильности следующих технологических режимов:
• скорость вытягивания волокна;
• вязкость размягченных заготовок;
• скорость подачи заготовки.
Стабильность вязкости заготовок обеспечивается поддержанием постоянной температуры нагревателя через систему стабилизации. Стабильность скорости подачи заготовок обеспечивается системой стабилизации двигателя.
Изготовление пластины методом перетяжки пакета
Затем изготовленные на предыдущем этапе волокна вручную укладываются в шестигранные пакеты
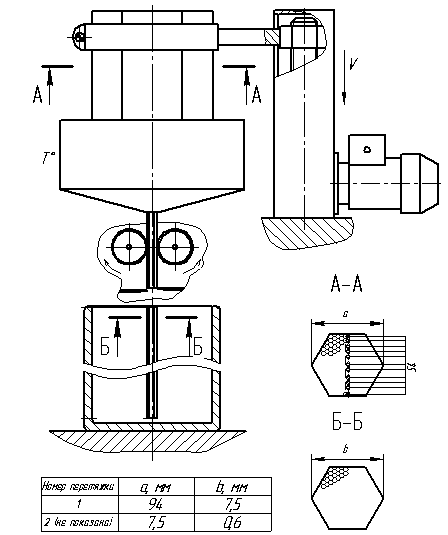
Рис. 17. Двукратная перетяжка пакета.
Размер пакета "под ключ" равен 81 мм при первой перетяжке, и 6,5 мм при второй. В специальном перетяжном устройстве пакет устанавливается в зажимном устройстве подающего механизма.
Нижний конец пакета подается в нагревательное устройство (с фильерой), где нагревателем трубки нагреваются до размягчения, спекаются и тянущими валками пакет перетягивается в многожильный "световод" 15. Ножами он рубится на куски, которые попадают в накопитель.
В данном случае применяется двукратная перетяжка с коэффициентом уменьшения 12,5 в обоих случаях. Отдельные куски многожильных "световодов" укладываются в прессформу и прессуются в вакуумно-плотную пластину.
Контроль параметров МКП.
Согласно [7]:
Проверка на соответствие требованиям конструкции.
А) Диаметр МКП измеряют на микроскопе ИМЦ-150-50,5 (ГОСТ 8074-82) в двух взаимно -перпендикулярных направлениях.
Б) Толщину МКП измеряют скобой типа СР-25 (ГОСТ 11098-75). Контроль толщины производят в пяти точках (четыре измерения - по краю на концах взаимно-перпендикулярных диаметров и одно измерение - в центре пластины) и находят среднее арифметическое значение толщины МКП.
В) Отклонение от параллельности торцевых плоскостей. МКП оценивают по результатам измерений толщины МКП в пяти точках. Разность между наибольшим и наименьшим значениями определяет величину отклонения от параллельности торцевых плоскостей МКП.
Г) Диаметр каналов и шаг структуры каналов измеряют на МКП со стороны входа в отраженном свете на микроскопе МБС - 9 (ТУЗ-3.1210-78) с помощью винтового окулярного микрометра МОВ-1-16х (ТУЗ-3.2048-88). Допускается измерение на других типах приборов.
Измерения производят в пяти произвольно выбранных в пределах рабочей зоны МКС (ОСТ 3 - 5862), причем в каждой МКС измеряют диаметр и шаг структуры 20-и каналов, расположенных произвольно внутри этой МКС. Общий объем выборочных значений диаметра каналов и шага структуры равен 100.
Средний диаметр каналов и средний шаг структуры рассчитывают по формулам (46) и (47):
 (46)
(46)
 (47)
(47)
Среднеквадратичное отклонение диаметра канала рассчитывают формуле (6):
 (48)
(48)
Коэффициент вариации диаметров по формуле (49):
 (49)
(49)
Д) Расстояние от края МКП до края контактного электрода измеряют на микроскопе МБС-10 в отраженном свете. Измеряют максимальное и минимальное расстояние от края МКП до КЭ. Допускается использование других средств измерений.
Е) Угол наклона каналов МКП измеряют на невытравленных заготовках по ОСТ 3-3200-86.
Ж) Глубину запыления каналов МКП измеряют на изломе МКПО под микроскопом МБС - 9 (ТУЗ-3.1210 - 78) с помощью винтового окулярного микрометра МОВ 1-16х (ТУЗ-3.2048-88) путем перемещения перекрестия вдоль каналов МКП.
И) Ширину монолитного обрамления МКП и отклонение от соосности микроканальной вставки измеряют на невытравленных заготовках МКП с помощью микроскопа МБС-9 (ТУЗ-3.1210-78) с помощью объектива увеличением 2х и штриховой окулярной головки с увеличением 8х. Измерения проводят в проходящем свете по 12-и угловым МКС от острия зубца до края МКП, при этом определяют максимальную и минимальную ширину монолитного обрамления МКП (lmomax, lmomin). При этом величина lmomin должна быть больше 1,6 мм/ Отклонение от соосности микроканальной вставки (Δl) рассчитывают по формуле (50):
 (50)
(50)
К) Размер фаски МКП измеряют на не вытравленных заготовках с помощью микроскопа МБС-9 (ТУЗ-3.1210-78) с объективом увеличением 4х и винтового окулярного микрометра MOB 1-16х (ТУЗ-3.2048-88) в отраженном свете путем перемещения перекрестия вдоль радиуса (диаметра) от края МКПО до края фаски, определяя максимальный и минимальный размер фаски.
Л) Отклонение от плоскостности торцов МКП измеряют на интерферометре типа МИИ-4 с увеличением. Г=33,4х ценой деления микрометрического винта для фокусировки 3 мкм, определяя максимальную разность показаний прибора между центральной зоной и произвольной точкой поверхности торца МКП в пределах ее рабочего диаметра. Под центральной зоной понимается участок МКП расположенный на расстоянии не более ± 1,5 мм от ее геометрического центра.
М) Точки посторонние частицы, царапины, отверстия от электропробоя, потертости (ОСТ 3-5862) и разводы (белесые пятна) (ОСТЗ -5862) просматривают визуально с помощью лупы 6х в необходимых случаях под микроскопом МБС-9 с помощью МОВ 1-16х.
Н) Процентное соотношение забитых каналов МКП определяют в пределах рабочей зоны как отношение среднего арифметического значения количества забитых каналов по десяти случайно расположенных МКС к количеству каналов в одной МКС. Определяют на микроскопе с увеличением не менее 112х.
О) Межканальные отверстия МКП контролируют с помощью микроскопа МБС-9 с помощью МОВ1-16х в проходящем свете с увеличением не менее 112х. Допускается использование другого типа микроскопа с аналогическими метрологическими характеристиками.
П) Массу МКПО проверяют взвешиванием на весах ВЛА-200г-М (ТУ25-06-383-68) с погрешностью измерения не более ± 2%.
Перечень оборудования:
1. Установка измерения электрических и электронно-оптических параметров МКП ИЧ 031.0060, ИЧ 031.0060-01.
2. Микроскоп МБС-9 по ТУ 3-3.1210-78.
3. Микрометр винтовой окулярный МОВ-1-16х по ТУ 3-3.2048-88. 4 . Микроскоп МИМ-8 по ГОСТ 8074 - 82
5. Фотометр ФПН-УХАЧ по ТУ 3-3,1658-78.
6. Микроскоп ИМЦ-150 -50,5 Б по ГОСТ 8074 - 82.
7. Пластина ПИ-100 по ГОСТ 2923-75.
8. Скоба рычажная СР-25 по ГОСТ 11098-75.
9. Секундомер механический по ГОСТ 8.423-81.
10. Весы ВЛА 200Г-М по ТУ25 – 06.383-68.
11. Меры длины концевые по ГОСТ 9038-90.
12. Прибор Ц-4341 по ГОСТ 10374-093.
Изготовление ВОЭ180
Технические требования, предъявляемые[8] к ВОЭ180
Требования к светотехническим параметрам
А) Размер (диаметр) единичного волокна должен быть не более 6 мкм, при этом разрешающая способность в световом диаметре не менее 100 мм-1 (расчетная).
Б) Коэффициент пропускания ВОЭ180 на длине волны λ= 550 нм в зоне диаметром 5 мм должен быть не менне 0,45, в зоне диаметром 15 мм не менее 0,38.
В) Коэффициент передачи контраста в световом диаметре BОЭ180, измеренный при освещении диффузным светом, должен быть не менее указанного в таблице 5.
Г) Структурная неравномерность пропускания ВОЭ180 в световом диаметре при освещении диффузным светом и сканировании световым пятном 20x20 мкм не должна превышать плюс минус 5%.
Таблица 5:
| Частота миры, мм-1 | КПК |
| 5 | 0,98 |
| 12,5 | 0,96 |
| 25 | 0,93 |
| 35 | 0,83 |
Д) Отклонение угла поворота изображения от 180° в световом
диаметре ВОЭ180 должно быть не более плюс минус 1,0°.
Е) Искривление изображения прямой линии В0Э180 должно быть в зоне диаметром 8,5 мм не более 60 мкм, в кольцевой зоне диаметром (8,5-18,0) мм не более 100 мкм.
Ж) Размер сдвигов изображения прямой линии должен быть в зоне диаметром 8,5мм не более 50 мкм; в кольцевой зоне диаметров (8,5-18,0) мм не более 75мкм.
З) Наличие сотового рисунка (полных шестигранников, образованных единичными темными волокнами) по всему световому диаметру не допускается. Допускается в зоне 13,5-18,0 мм наличие отдельных элементов сетки, в с соответствии с согласованными образцами сравнения.
И) Смещение центральной точки при передаче ее изображения с одного торца BОЭ180 на другой должно быть не более 0,2 мм.
Требования к физическим свойствам.
А) Температурный коэффициент линейного расширения ВОЭ180, средний в интервале температур от 20° до 300°С, должен быть (73±3)∙10-7 С-1.
Б) Вакуумная плотность В0Э180, определяемая величиной вытекания гелия, не должна превышать 1∙10-4 см3∙мкм/с.
Изготовление ВОЭ180.
Технологический процесс изготовления пластины для ВО180 аналогичен технологическому процессу изготовления пластины для МКП. Отличие: на этапе вытяжки единичного волокна используется не одна заготовка-трубка, а комплект штабик-трубка.
Еще одно существенное отличие заключается в наличии операции поворота торца ВОЭ180 на 180° (см. рис. 33).
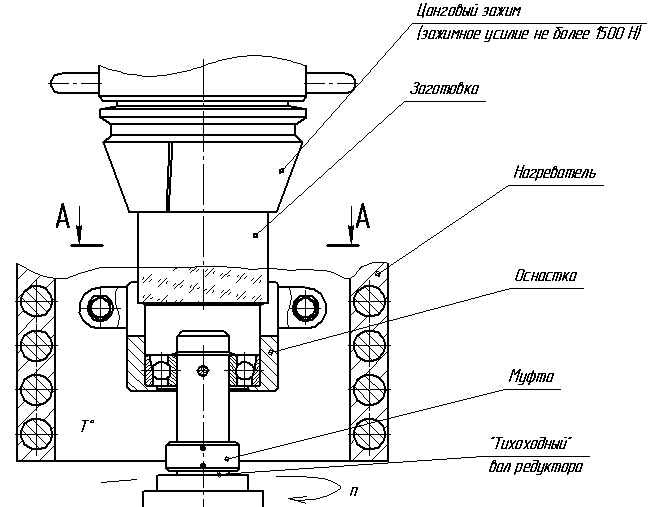
Рис. 18. Поворот торца на 180°.
Здесь один торец заготовки закрепляется неподвижно, другой соединен с вращающимся валом редуктора. Поворот осуществляется либо вручную, либо при помощи высокоточного шагового двигателя.
Контроль ВОЭ180.
Проверка геометрических параметров.
А) Диаметры входного и выходного торцов и диаметра
21,8-0,21 ВОЭ180 измеряют с помощью микрометра MK-25-1 по ГОСТ 6507.
Б) Длину В0Э180 измеряют индикатором ИЧ-ГО кл. II ГОСТ 577.
В) Отклонение от параллельности торцевых поверхностей ВОЭ180 проверяют по разности между наибольшим и наименьшим значениями длины.
Г) Размеры 6,1±0,1; 7,8+1 мм проверяют на микроскопе БМИ-1 ГОСТ 8074 или на любом другом .позволяющем измерить данный параметр.
Д) Угол 135°±2° проверяют на микроскопе БИМ-1 ГОСТ 8074.
Е) Радиус сопряжения торцевой и боковой поверхностей ВОЭ18О (0,5 мах) проверяют на микроскопе БИМ-1 ГОСТ 8074 с применением экрана АЦ 7031-9738.
Ж) Соосность цилиндрических поверхностей проверяют индикатором ИЧ-10 кл. I ГОСТ 577 с применением приспособлений АЦ 7031-8032; АЦ7031-9751.
З) Шероховатость поверхностей ВОЭ180 не проверяют, обеспечивается технологическим процессом изготовления.
И) Чистоту полированных поверхностей ВОЭ180 контролируют до ГОСТ 11141. Наличке выколок проверяют визуально. Размер выколок контролируют по ГОСТ 11141 с помощью лупы ЛИЗ-10х ГОСТ 25706.
Проверка светотехнических параметров.
А) Размер единичного волокна контролируют в соответствии с "Методикой измерения размера единичного волокна ВОЭ18О".
Б) Коэффициент пропускания ВОЭ180 контролируют в
соответствии с "Методикой измерения коэффициента пропускания ВОЭ18О".
В) Коэффициент передачи контраста контролируют в
соответствии с "Методикой измерения коэффициента передачи контраста ВОЭ18О".
Г) Структурную неравномерность пропускания контролируют в соответствии с "Методикой измерения структурной неравномерности пропускания ВОЭ18О".
Д) Отклонение угла поворота контролируют в соответствии с "Методикой измерения отклонения угла поворота ВОЭ18О".
Методика приведена на чертеже "Контроль отклонения угла поворота".
Е) Искривление изображения прямой линии (ИИПЛ) контролируют в соответствии с "Методикой измерения ИИПЛ ВОЭ18О".
Методика приведена на чертеже "Контроль ИИП".
Ж) Сотовую структуру оценивают в соответствии с "Методикой оценки сеток ВОЭ18О".
Изготовление вакуумного блока (ВБ) ЭОП
Технические требования.
Технические требования представлены на сборочном чертеже.
Технологический процесс сборки ВБ
Технологический процесс сборки ВБ является коммерческой тайной ОАО "НПО Геофизика-НВ".
Контроль параметров ВБ
Параметры ВБ контролируются в составе всего ЭОП при контроле параметров последнего.
Вывод
Разработан технологический процесс изготовления и контроля вакуумно-плотной волоконной пластины, являющейся основой для МКП. Разработан процесс контроля МКП.
Разработан технологический процесс изготовления и контроля ВОЭ180.
Разработан сборочный чертеж для сборки вакуумного блока ЭОП.
Организационно-экономическая часть
Целью данной главы является организация научно-исследовательской и опытно-конструкторской работы (НИОКР) по проектированию системы наблюдения и созданию программного обеспечения для управления им. Глава включает в себя определение сроков проведения НИОКР, затрат на ее проведение и технико-экономическое обоснование данной НИОКР.
Определение сроков проведения НИОКР
Рассмотрим этапы проведения НИОКР по созданию системы наблюдения, начиная от разработки технического задания и кончая создания рабочей документации.
Ожидаемое время
выполнения
этапов
 определено
на основе экспертной
оценки. Исходя
из опыта проведения
подобных НИОКР,
к выполнению
данной работы
привлечено
3 отдела с 9 сотрудниками
– 3 инженерами-разработчиками
(исследования,
расчёты, создание
оптических
схем и выпусков
и т.д.), 3 инженерами-конструкторами
(работа с
CAD/CAM-системами,
создание рабочей
документации)
и 3 инженерами-программистами
(создание
программного
обеспечения).
определено
на основе экспертной
оценки. Исходя
из опыта проведения
подобных НИОКР,
к выполнению
данной работы
привлечено
3 отдела с 9 сотрудниками
– 3 инженерами-разработчиками
(исследования,
расчёты, создание
оптических
схем и выпусков
и т.д.), 3 инженерами-конструкторами
(работа с
CAD/CAM-системами,
создание рабочей
документации)
и 3 инженерами-программистами
(создание
программного
обеспечения).
Перечень этапов приведен в таблице 6. Буквами обозначены: Р – разработчики, К – конструкторы, П – программисты. Перечень составлен на основе типовой структуры НИОКР.
Таблица 6.
| Этап | Содержание |
|
Исполнители | ||
| Р | К | П | |||
| 1. Разработка технического задания. | |||||
| 1.1 | Установление требований, предъявляемых к разрабатываемому изделию: назначение, состав, технические требования, требования к ПО и т.д. Согласование ТЗ. Заключение договора с Заказчиком. | 3 | 4 | – | 1 |
| 2. Разработка технического предложения. | |||||
| 2.1 | Проведение патентных исследований, изучение технических описаний, анализ прототипов. Теоретические исследования и предварительные расчёты | 6 | 2 | – | – |
| 2.2 | Разработка предварительных структурно-функциональной схемы и схемы деления. Разработка пояснительной записки. Защита технического предложения. | 4 | 3 | – | 1 |
| 3. Разработка эскизного проекта | |||||
| 3.1 | Разработка структурной и функциональной схем. | 2 | 2 | – | – |
| 3.2 |
Проведение габаритных, энергетических, аберрационных расчётов оптической системы. Разработка оптической схемы и оптического выпуска. |
4 | 2 | – | – |
| 3.3 | Разработка схемы деления и чертежа общего вида. | 2 | 2 | – | – |
| 3.4 | Разработка алгоритмов цифровой обработки сигнала. Предварительная разработка интерфейса пользователя. | 3 | – | – | 2 |
| 3.5 | Разработка пояснительной записки. Защита эскизного проекта. | 2 | 3 | – | 1 |
| 4. Разработка рабочей документации. | |||||
| 4.1 | Разработка схемы оптической принципиальной. | 1 | 2 | – | – |
| 4.2 | Разработка электрических схем (принципиальной, общей, подключения) | 2 | 2 | – | – |
| 4.3 | Разработка спецификаций, сборочных чертежей на изделие в целом и составные части. Разработка и согласование ведомости покупных изделий. Разработка рабочих чертежей деталей. Разработка инструкции по сборке и настройке. | 8 | 1 | 3 | – |
| 4.4 | Разработка программного обеспечения. Разработка программной документации (спецификация, тексты программ, руководства и т.д.) | 5 | – | – | 2 |
| 4.5 | Разработка программы и методики испытаний. Разработка технических условий. Разработка формуляра (паспорта). | 4 | 2 | 1 | 1 |
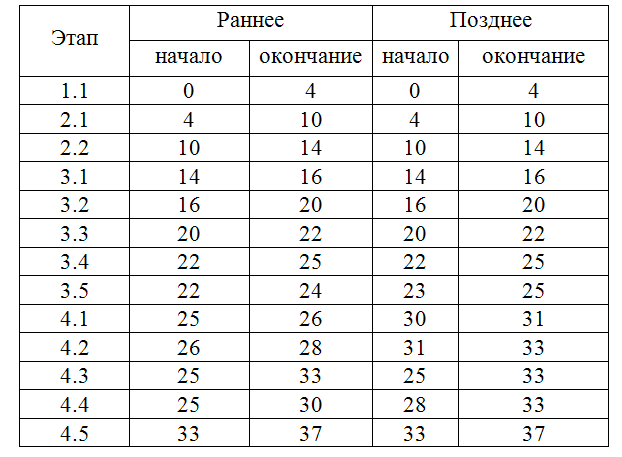
Далее строим сетевой график и сетевую модель[14] и определяем ранние сроки, поздние сроки и резервы событий (табл. 7), ранние и поздние начала и окончания этапов (табл. 8).
Таблица 7.
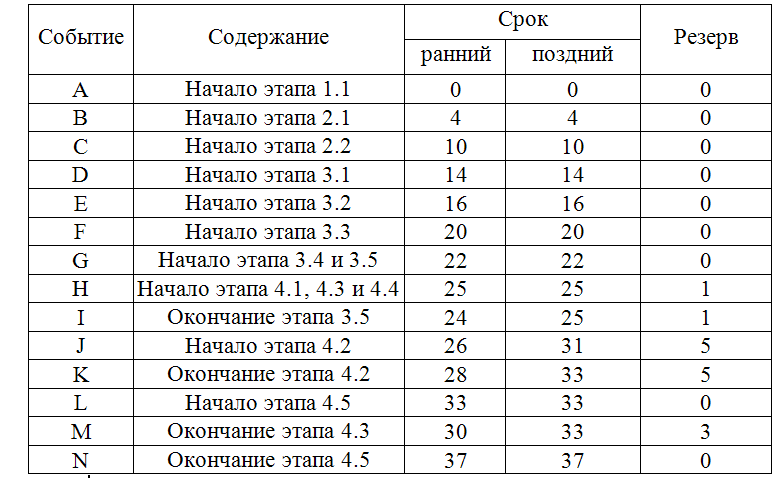
Таблица 8
Исходя из сетевого
графика, определяем
длину критического
пути:
 нед. Т.к. в рабочей
неделе 5 рабочих
дней, то
нед. Т.к. в рабочей
неделе 5 рабочих
дней, то
 дней.
дней.
Расчёт стоимости проведения НИОКР
Стоимость проведения НИОКР определяется ее себестоимостью, которая в свою очередь является суммой затрат по калькуляционным статьям[13].
При проведении данной НИОКР необходимо рассмотреть следующие статьи:
затраты на материалы и покупные изделия;
амортизация спецоборудования и программного обеспечения;
затраты на оплату труда работников;
отчисления на социальные нужды;
накладные расходы.
Ниже подробно рассмотрим каждую из этих статей.
Затраты на материалы и покупные изделия.
В данном НИОКР используются следующие материалы и покупные изделия (табл. 9).
Суммарная
стоимость
материалов
и покупных
изделий
 руб.
руб.
Пусть транспортно-заготовительные расходы (ТЗР) составляют 5% от суммарной стоимости:
 руб.
руб.
Тогда с учётом ТЗР затраты составляют:
 руб.
руб.
Таблица 9.

Спецоборудование и программное обеспечение
В настоящее время программное обеспечение стало одной из существенных статей затрат по НИОКР, поэтому целесообразно выделение специальной статьи для их исчисления. Приобретаемое предприятиями программное обеспечение относится к категории нематериальных активов, поэтому их отнесение на себестоимость НИОКР проводится по аналогии с расчетами затрат по спецоборудованию, т.е. через амортизационные отчисления. В данном НИОКР используется следующее оборудование и программное обеспечение (табл. 10). Для учёта его влияния на себестоимость НИОКР для каждого вида оборудования и программного обеспечения необходимо посчитать амортизационные отчисления по формуле:
где
 –
стоимость
оборудования
и ПО (считаем,
что оно приобретается
перед началом
НИОКР, и его
стоимость равна
балансовой),
–
стоимость
оборудования
и ПО (считаем,
что оно приобретается
перед началом
НИОКР, и его
стоимость равна
балансовой),
 – норма амортизации
(10%),
– норма амортизации
(10%),
 – время работы
оборудования
и ПО (считаем,
что оно используется
в течение всего
НИОКР (
– время работы
оборудования
и ПО (считаем,
что оно используется
в течение всего
НИОКР ( дней),
дней),
 –
годовой фонд
времени (
–
годовой фонд
времени ( дней).
дней).
Таблица 10.
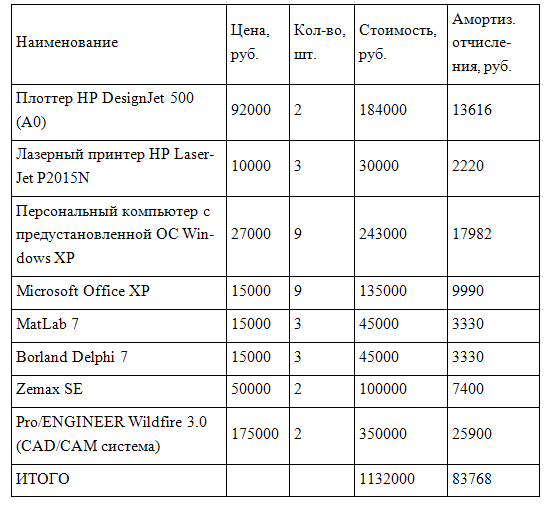
Суммарные
амортизационные
отчисления
 .
.
Затраты на оплату труда работников.
Эта статья калькуляции включает основную заработную плату, а также премии за достигнутые результаты, стимулирующие и компенсирующие выплаты, а также выплаты по договорам гражданско-правового характера, относящимся к выполнению НИОКР. Пусть основная ежемесячная заработная плата инженера (разработчика, конструктора, программиста), участвующего в выполнении данной НИОКР, составляет в среднем 15000 руб, а дополнительная заработная плата работников обычно составляет 20% от основной.
Затраты на оплату труда сотрудника рассчитываются по формуле:
где
 –
месячный оклад
(руб),
– фактически
отработанное
сотрудником
время (раб. дни),
–
месячный оклад
(руб),
– фактически
отработанное
сотрудником
время (раб. дни),
 – месячный фонд
времени (
– месячный фонд
времени ( дня). Для расчёта
используем
табл. 11.
дня). Для расчёта
используем
табл. 11.
Таблица 11.
| Работник | Оклад, руб. | Время работы, дни | Затраты, руб. |
| Разработчик 1 | 15000 | 185 | 126136,36 |
| Разработчик 2 | 15000 | 155 | 105681,82 |
| Разработчик 3 | 15000 | 50 | 34090,91 |
| Конструктор 1 | 15000 | 60 | 40909,09 |
| Конструктор 2 | 15000 | 40 | 27272,72 |
| Конструктор 3 | 15000 | 40 | 27272,72 |
| Программист 1 | 15000 | 50 | 34090,91 |
| Программист 2 | 15000 | 40 | 27272,72 |
| Программист 3 | 15000 | 40 | 27272,72 |
| ИТОГО | 450000 |
Расходы на дополнительную заработную плату:
 руб.
руб.
Общие расходы на оплату труда
 руб.
руб.
Отчисления на социальные нужды.
Отчисления от суммы затрат на оплату труда работников, непосредственно занятых в НИОКР.
Рассчитываются в соответствии с законодательством по принятой ставке единого социального налога. В настоящее время ставка налога равна 26%, поэтому:

Накладные расходы.
Эта статья включает в себя управленческие и общехозяйственные расходы, и прочие, которые не представляется возможным взаимоувязать с конкретными НИОКР. Таким образом, все накладные расходы будут включаться в себестоимость НИОКР как косвенные. Данные расходы определяются в процентах от основной заработной платы. Известны следующие нормативы накладных расходов (табл. 12).
Таблица 12.
| Наименование вида расходов | Норматив, % от осн. зарплаты |
| Эксплуатационные расходы на содержание производственных помещений (в том числе на электроэнергию, отопление, водоснабжение, услуги связи, ремонт помещений и т.д.) | 55 |
| Расходы на содержание службы охраны | 33 |
| Расходы на содержание административно-управленческого персонала | 20 |
| Расходы на содержание общетехнических служб (служба стандартов, научно- техническая библиотека и т.д.) | 17 |
| Расходы на мероприятия по охране труда, пожарной безопасности и производственной санитарии | 7 |
| Налоги и сборы в бюджет (налоги на автодороги, имущество, на содержание жилищного фонда и т.д.) | 3 |
| ИТОГО | 135 |
Таким образом, накладные расходы составляют
 руб.
руб.
Расчёт себестоимости НИОКР.
Себестоимость НИОКР определяется суммой затрат по всем калькуляционным статьям (табл. 13).
Таблица 13.
| Наименование | Сумма, руб | Доля, % |
| Затраты на материалы и покупные изделия | 24927 | 1,78 |
| Амортизация спецоборудования и программного обеспечения | 83768 | 6,00 |
| Затраты на оплату труда работников | 540000 | 38,67 |
| Отчисления на социальные нужды | 140400 | 10,05 |
| Накладные расходы | 607500 | 43,50 |
| ИТОГО | 1396595 | 100,00 |
По рассчитанным долям строим круговую диаграмму распределения затрат Видно, что наиболее существенную долю себестоимости составляют накладные расходы. Это объясняется спецификой такого рода деятельности, как проведение НИОКР.
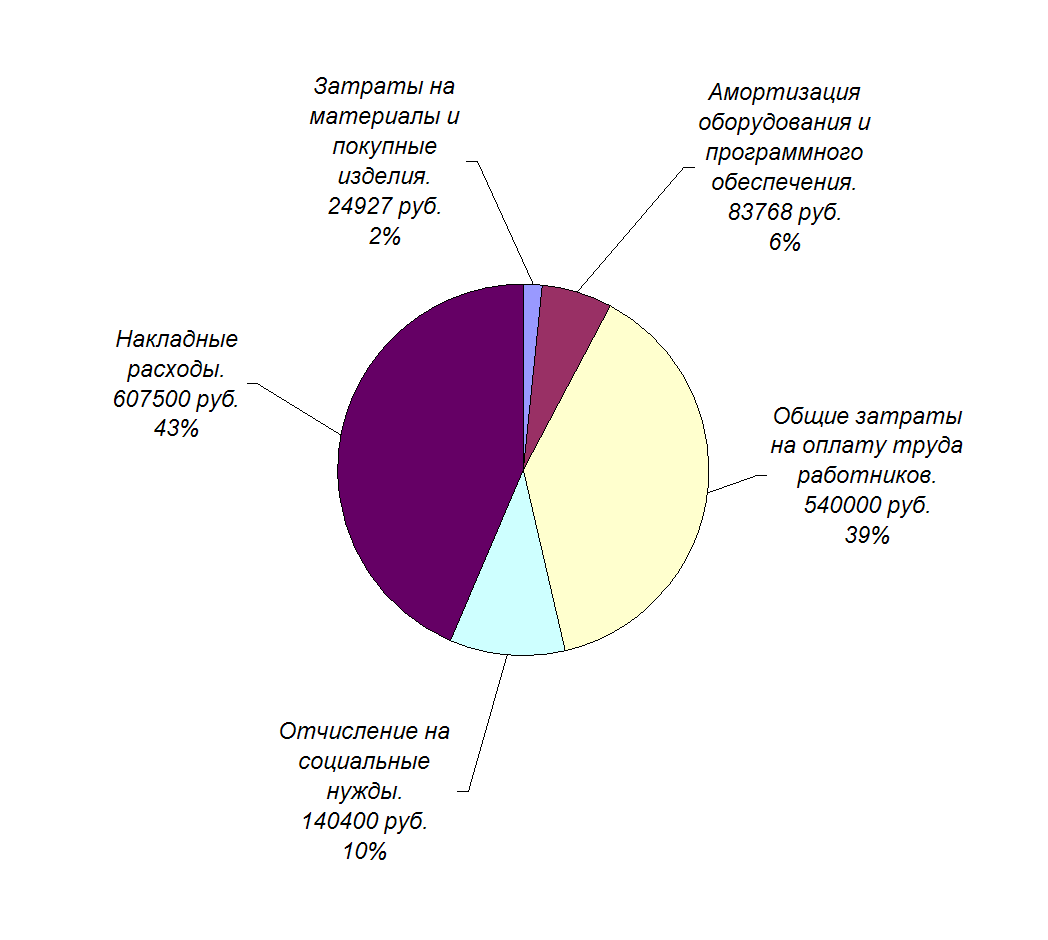
Рис. 19 Круговая диаграмма распределения затрат.
Технико-экономическое обоснование
Если результаты
НИОКР будут
использованы
предприятием
для собственных
нужд, экономические
результаты
будут "отложены"
их оценка будет
представлять
отдельную
задачу, поэтому
в ОЭЧ оцениваются
только научно-технические
результаты
НИОКР. Следует
отметить, что
уровень научно-технических
результатов
не всегда
соответствует
уровню экономических.
Научно-технические
показатели
характеризуют
оригинальность
и новизну результатов
НИОКР. Эти показатели
сложно регламентировать.
Для каждой
НИОКР их перечень,
значения и
весомость
различны, поэтому
определяются
дипломником
совместно с
руководителем
дипломного
проекта (работы).
В связи с высокой
степенью
неопределенности
оценки этих
показателей
часто используют
системы баллов
и экспертные
опросы. Например,
количественно
научно-техническую
ценность результатов
НИР ( )
можно вычислить
следующим
образом:
)
можно вычислить
следующим
образом:
где
 – оценка результата
НИР по i–тому
признаку в
баллах;
– оценка результата
НИР по i–тому
признаку в
баллах;
 –
коэффициент
значимости
i–того
признака;
–
коэффициент
значимости
i–того
признака;
 –
вероятность
получения
ожидаемого
результата
(считаем
–
вероятность
получения
ожидаемого
результата
(считаем
 ).
Показатели
признаков, их
характеристика
и оценка в баллах
приведены в
табл. 14.
).
Показатели
признаков, их
характеристика
и оценка в баллах
приведены в
табл. 14.
Будем считать, что результаты НИОКР находятся на уровне мировых достижений (8 баллов), имеют среднюю широту применения (6 баллов) и среднюю степень воздействия на качество объекта (8 баллов).
Таким образом, ценность равна

Это не очень большое значение, тем не менее, разрабатываемая аппаратура не имеет аналогов в нашей стране, и необходимость ее разработки была обусловлена низкими результатами борьбы с браконьерством.
Таблица 14.
|
Признак
(весомость
признака
|
Показатели признака | Характеристика |
Оценка
|
|
Новизна результатов НИР (0,34) |
Превышает мировые достижения | Получение принципиально новых результатов, неизвестных науке, разработка оригинальных теорий, принципиально новых устройств, веществ, способов | 9-10 |
| Находится на уровне мировых достижений | Установление некоторых общих закономерностей, разработка новых устройств, методов, способов, алгоритмов, принципиальные усовершенствования | 7-8 | |
| Приближается к мировым достижениям | Положительное решение поставленных задач на основе простых обобщений, анализ связей между фактами, распространение известных принципов на новые объекты, воспроизводство устройств, агрегатов. | 3-5 | |
| Тривиальный | Описание отдельных элементарных факторов, реферативные обзоры, передача и распространение опыта | 1-2 | |
|
Широта использования результатов НИР (0,33) |
Значительная | Могут найти применение в изделиях нескольких отраслей | 8-10 |
| Средняя | Могут найти применение в изделиях одной отрасли | 4-7 | |
| Слабая | Могут найти применение в изделиях одного типа | 1-3 | |
|
Степень воздействия результатов на качество объекта НИР (0,33) |
Значительная | Позволяют существенно улучшить основной признак, характеристику, процесс | 9-10 |
| Средняя | Улучшают основные параметры изделия или процесса | 6-8 | |
| Слабая | Позволяют существенно улучшить второстепенные, вспомогательные устройства или параметры | 3-5 | |
| Незначительная | Способствуют незначительному улучшению второстепенных параметров и устройств | 1-2 |
Вывод
Проведен расчет сроков и оценка трудоемкости проведения НИОКР.
Проведен расчет затрат на выполнение НИОКР, который показал, что полная себестоимость разработки КТВС составляет 1 396 595 руб., при этом максимальные затраты связаны с накладными расходами (607500 руб.)
Проведена оценка технического уровня НИОКР по разработке КТВС, на основе которой был сделан вывод о высоком техническом уровне создаваемого изделия.
Охрана труда и экология
Описание прибора
Разрабатываемый прибор представляет собой систему круглосуточного видеонаблюдения за морскими судами и имеет в своем составе два основных узла:
Телевизионная система (ночная видеокамера).
Является системой на основе ПЗС видеокамеры, в оптическую схему которой встроен электронно-оптический преобразователь (ЭОП), усиливающий яркость изображения. ЭОП работает в режиме стробирования по дальности, поэтому имеет сложную электронную схему управления, выполненную на печатной плате. Электронная схема обработки видеосигнала в видеокамере также выполнена на печатной плате.
Система подсветки. Представляет собой пять сонаправленных полупроводников инжекционных лазеров, работающих в импульсном режиме. Управление излучением осуществляется электронной схемой, выполненной на печатной плате. Излучение лазеров невидимо для глаза и преобразуется оптикой системы подсветки в коллимированные пучки.
Характеристики лазерной системы:
Тип активной среды: полупроводниковая структура на основе Ga-As.
Тип накачки: инжекция носителей электрическим током.
Длина волны излучения λ = 850 нм.
Длительность импульса τи = 10-7 с.
Частота следования импульсов Fи = 10 кГц.
Мощность одного импульса Pи = 20 Вт.
Угловая расходимость пучка
на выходе из коллиматораσ = 0,5°.
Диаметр коллимированного пучка
на выходе из коллиматора dп = 8 · 10-3 м.
Из вышесказанного следует, что необходимо уделить внимание вопросам безопасности электромонтажа и лазерной безопасности при сборке и эксплуатации изделия.
Анализ вредных и опасных факторов при изготовлении и эксплуатации изделия
Анализ вредных и опасных факторов при сборке.
Анализ вредных и опасных факторов при пайке
Пайка мелких изделий сплавами, содержащими свинец, производится при температуре 180—350° вручную с