Разработка печатного узла телеграфного ключа
Министерство
образования
Республики
Беларусь
Учреждение
Образования
МГВРК
ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА
К КУРСОВОМУ
ПРОЕКТУ ПО
ПРЕДМЕТУ
«Конструирование
РЭУ»
Разработка
печатного узла
телеграфного
ключа
Выполнил:
Липатов А.В.
Минск 2008
Содержание
Введение
1. Анализ исходных
данных
1.1 Описание
работы устройства,
его внешних
электрических
связей. Выбор
части схемы
реализованной
на одной печатной
плате
1.2 Выбор и
обоснование
элементной
базы
2. Конструирование
печатной платы
автоматического
телеграфного
ключа
2.1 Компоновочный
расчет площади
и выбор линейных
размеров
2.2 Описание
выбора материала
для основания
печатной платы.
Выбор метода
изготовления
печатной платы
2.3 Выбор размеров
элементов
печатного
монтажа. Расчёт
возможности
прокладки
проводника
в узких местах
3. Анализ
климатических
факторов,
воздействующих
на автоматический
телеграфный
ключ. Защита
от них
3.1 Анализ
климатических
факторов
3.2 Способы
защиты от
климатических
факторов
3.3 Расчёт теплового
режима
4. Расчет
собственной
частоты печатной
платы. Защита
от механических
воздействий
4.1 Расчет
собственной
частоты печатной
платы
4.2 Выбор способов
и методов виброзащиты
Заключение
Литература
Введение
Производство
РЭС в настоящее
время развивается
высокими темпами,
находит все
более широкое
применение
во многих областях
народного
хозяйства и
в значительной
мере определяет
уровень научно-технического
прогресса.
Современная
РЭС используется
в радиолокации,
радионавигации,
системах связи,
вычислительной
технике, машиностроении,
на транспорте,
в физических,
химических,
медицинских
и биологических
исследованиях
и т. д. В связи
с этим возникает
потребность
в расширении
функциональных
возможностей
РЭС и серьезном
улучшении таких
технико-экономических
показателей
как надежность,
стоимость,
габариты, масса.
Эти задачи
могут быть
решены только
на основе
рассмотрения
целого комплекса
вопросов системо-
и схемотехники,
конструирования
и технологии,
производства
и эксплуатации.
Именно на стадиях
конструирования
и производства
РЭС реализуются
системе- и
схемотехнические
идеи, создаются
изделия, отвечающие
современным
требованиям.
Проектирование
современной
РЭС — сложный
процесс, в котором
взаимно увязаны
принципы действия
радиотехнических
систем, -
схемы и конструкции
аппаратуры
и технология
её изготовления.
Требования,
предъявляемые
к РЭС, постоянно
ожесточаются,
а усложнение
аппаратуры
приводит к
необходимости
внедрения
последних
достижений
науки и техники
в разработку,
конструирование
и технологию
РЭС. Радиоэлектроника
немыслима
сегодня без
новой технической
базы, в первую
очередь, функциональной
электроники
и микроэлектроники.
Создание интегральных
микросхем,
сверхбольших
интегральных
схем (СБИС), изделий
функциональной
микроэлектроники
и многослойного
монтажа позволило
резко повысить
надежность
РЭС, уменьшить
ее габариты,
массу. Основное
требование
при проектировании
РЭС состоит
в том, чтобы
создаваемое
устройство
было эффективнее
своего аналога,
т. е. превосходило
его по качеству
функционирования,
степени миниатюризации
и технико-экономической
целесообразности.
Современные
методы конструирования
должны обеспечивать:
снижение стоимости,
в том числе и
энергоемкости;
уменьшение
объема и массы;
расширение
области использования
микроэлектронной
базы; увеличение
степени интеграции,
микро миниатюризацию
межэлементных
соединений
и элементов
несущих конструкций;
магнитную
совместимость
и интенсификацию
теплоотвода;
взаимосвязь
оператора и
аппаратуры;
широкое внедрение
методов оптимального
конструирования;
высокую технологичность,
однородность
структуры;
максимальное
использование
стандартизации.
Анализ исходных
данных
1.1 Описание работы
устройства,
его внешних
электрических
связей. Выбор
части схемы
реализованной
на одной печатной
плате
Данная, очередная
версия телеграфного
ключа с МП (PIC
16c74), является
дальнейшим
развитием
ключей, и отличается
уменьшением
количества
используемых
микросхем, с
некоторыми
новыми возможностями
предоставляемых
современной
элементной
базой и программным
обеспечением.
Телеграфный
ключ предназначен
для записи и
передачи сообщений
кодом Морзе
с помощью обычного
или ямбического
манипулятора.
При отсутствии
микросхемы
памяти, работоспособность
ключа сохраняется,
кроме функций
работы с памятью.
Технические
характеристики:
- диапазон
изменения
скорости от
20 до 400 зн. в мин.
- диапазон
изменения
соотношений
точки/тире от
1:3 до 1:5
- 12 кнопок
управления
(10 + 2 служебных)
- 10 ячеек памяти
(энергонезависимых)
- 24c32 по 400 байт каждая
- ямбический
режим работы
- звуковое
сопровождение
манипуляции
частотой - 800 гц.
- световая
индикация
режимов работы
и манипуляции.
- генерация
тренировочных
текстов по 5
символов в
группе:
a) латинского
алфавита
b) русского
алфавита
c) цифрового
d) смешанного
e) позывных
(256 наиболее
используемых
префиксов +
цифра + 3 буквы)
- выходы НР
коммутационного
реле
- напряжение
питания 5V (4 элемента
АА)
- потребление
25 mA
Данные
характеристики,
на взгляд автора,
являются оптимальными
для повседневной
работы в эфире
и не претендуют
на замену ключа
с МП на компьютер.
Преимуществом
данного ключа
является:
- энергонезависимая
память при
отключении
питания.
- возможность
останавливать
вывод из памяти
в любой момент
времени.
- сохранение
"почерка" при
передаче из
памяти, что
нужно для "выделения"
букв позывного,
или акцентирования
внимания на
какие-то особенности
текста.
- возможность
тренировки
на прием с реальными
позывными
сигналами.
Главным звеном
данной схемы
является
микропроцессор
МП PIC16C74. В него
загружен специальный
софт (56 Кбайт),
который собственно
и определяет
алгоритм работы.
В зависимости
от софта функциональное
назначение
и режим работы
некоторых узлов
могут быть
переопределены.
МП и память
питаются напряжением
+5В, так что для
работы всей
схемы в целом
применяется
именно оно.
Цепь питания:
к разъему XP1
подводятся
земля (GND) и
+5в; диод VD2
– “защита то
дурака” – защищает
схему от неверной
полярности
напряжения
подаваемого
к разъёму;
электролитический
конденсатор
C3 является
фильтром - отводит
переменную
составляющую
тока на землю;
светодиод
HL1(зелёный)
- индикатор
питания.
Внутренняя
частота МП
PIC16C74 = 20 МГц, что
обеспечивает
требуемое
быстродействие
телеграфного
ключа. Для задания
тактовой частоты
шины устройства
к выдам 13, 14 PIC16C74
подключен
контур C1,C2,ZQ1.
К выводам
DD1 (19..22, 33..40) подключены
кнопки SB1..SB12,
которые служат
для управления
устройством.
Переменные
резисторы R1,
R7 регулируют
соотношение
точек/тире.
Светодиоды
HL2,HL3 служат
для индикации
режимов записи
и чтение из
памяти EEPROM
(24LC32).
Розетка XS3
является входом
для манипулятора,
а выходов схема
имеет две штуки:
XS1 – коммутационный
(где реле K1
представляет
собой гальваническую
развязку) и XS2
– аудио (маломощный,
т.е. требуется
усилитель).
Динамик BA1
озвучивает
работу ключа,
при его отсутствии
схема не потеряет
работоспособность,
так что он
подсоединен
к печатной
плате с помощью
соединительного
контактного
разъёма. С выходов
МП 16C74 9,10 сигнал
поступает на
усилительные
каскады (VT2
и VT2 соответственно)
собранных по
схеме с общим
эмиттером.
Вся сохранённая
информация
находиться
в микросхеме
DD2 - энергонезависимая
перезаписываемая
память (EEPROM)
– 24LC32. К выводам
этой ИМС 1..4 подаётся
земля, а 8 - +5В. Для
обмена данными
между МП 16C74
и 24LC32 используется
шина IІC.
Цепь соединяющая
DD2/6 и DD1/17
служит для
синхронизации
двух микросхем,
а данные при
записи/чтении
передаются
через DD2/5 и
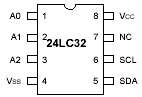
DD1/18. Вывод
DD2/7 не используется
(NC – not
connected).
Работа с
ключом
При записи
в любую из 10 ячеек
памяти необходимо
нажать последовательно
{запись}, {N ячейки
памяти}, после
чего начать
ввод с ключа
текст, после
окончания
ввода нажать
{стоп}, при этом
необходимо
помнить, что
все паузы сделанные
в процессе
ввода текста,
будут соответствовать
им при выводе,
и в момент "длинной
паузы" можно
"вставлять"
ключом любой
текст.
Объем вводимого
текста в память
одной ячейки
зависит от
количества
в нем точек и
тире, и колеблется
от 1 минуты, если
записываются
только точки
на скорости
около 150 зн. мин.
и до 2 минут, если
были тире, на
той же скорости.
Приближение
заполнения
ячейки памяти
индицируется
светодиодом.
(На практике,
еще ни разу не
приходилось
использовать
заполненную
хотя бы одну
ячейку полностью,
при работе в
эфире.)
При выводе
из любой ячейки
памяти, необходимо
нажать {N ячейки
памяти}. Имеется
буфер при выводе
из ячеек памяти,
хранящий до
16 последовательностей
вывода ячеек
памяти, что
позволяет
комбинировать
выводимый из
памяти текст.
При выводе
тренировочных
текстов необходимо
удерживая
{стоп}, нажать
{1...5}, в зависимости
от типа текста.
Прекращение
вывода {стоп},
завершится
после вывода
последнего
символа из
группы в 5 знаков
(или позывного).
Данный ключ
используется
уже более 2 лет
вместе с трансивером
FT-990, был опробован
в экспедиции
RK3DZJ/1 в 1999 году, и показал
свою высокую
надежность
и удобство в
работе.
1.2 Выбор
и обоснование
элементной
базы
Выбор элементной
базы проводится
на основе схемы
электрической
принципиальной
с учетом требований
изложенных
в техническом
задании. Эксплуатационная
надежность
элементной
базы во многом
определяется
правильным
выбором типа
элементов при
проектировании
устройства
и использовании
в режимах, не
превышающие
допустимые.
Следует отметить,
что ниже рассматриваются
допустимые
режимы работы
и налагаемые
при этом ограничения
в зависимости
от воздействующих
факторов лишь
с точки зрения
устойчивой
работы самих
элементов, не
касаясь схемотехники
и влияния параметров
описываемых
элементов на
другие элементы.
Для правильного
типа элементов
необходимо
на основе требований
к установке
в части климатических,
механических
и др. воздействий
проанализировать
условия работы
каждого элемента
и определить:
эксплуатационные
факторы (интервал
рабочих температур,
относительную
влажность
окружающей
среды, атмосферное
давление,
механические
нагрузки и
др.);
значения
параметров
и их допустимые
изменения в
процессе
эксплуатации
(номинальное
значение, допуск,
сопротивление
изоляции, шумы,
вид функциональной
характеристики
и др.);
допустимые
режимы и рабочие
электрические
нагрузки (мощность,
напряжение,
частота, параметры
импульсного
режима и т.д.);
показатели
надежности,
долговечности
и сохраняемости;
конструкцию
выбираемого
элемента, способ
монтажа, габаритные
размеры и массу.
Ниже приведено
подробное
описание выбранных
(с учетом ранее
сказанного)
элементов и
их типов.
Динамик Samsung
PKS-230-5
Пьезоэлектрический
динамик Samsung PKS-230-5
на основе кварца
предназначен
для использования
в аппаратуре,
не предъявляющей
высокие требования
к качеству
звука и мощности
(например, в
сигнальных
блоках). В основе
его действия
лежит обратный
пьезоэлектрический
эффект: возникновение
механических
напряжений
в результате
поляризации
вызванной
электрическими
зарядами. Т.е.
прикладывание
напряжения
определённой
частоты ведёт
к появлению
акустических
соответствующих
колебаний.
Конденсатор
К50-6
Конденсатор
типа К50-6 электролитические
алюминиевые.
Предназначены
для работы в
цепях постоянного
и пульсирующего
тока. Выпускаются
в герметичных
металлических
корпусах двух
вариантов.
Допустимые
воздействующие
факторы при
эксплуатации
Вибрационные
нагрузки:
диапазон
частот, Гц 5…3000;
ускорение,
м/с2, не более
146
Многократные
ударные нагрузки:
ускорение,
м/с2, не более
1471;
длительность
удара, мс 1,3.
Одиночные
ударные нагрузки:
ускорение,
м/с2, не более
4905;
длительность
удара, мс 1…2.
Линейные нагрузки
с ускорением,
м/с2, не более
490
Акустические
шумы:
диапазон
частот, Гц 50…10000;
уровень
звукового
давления, дБ,
не более 150.
Температура
окружающей
среды, °С
верхнее
значение +70;
нижнее
значение -15.
Относительная
влажность
воздуха, % ,
не более,
при температуре
+25°С 98.
Пониженное
атмосферное
давление. Па
(мм рт. ст.) 0.00013(10-6).
Микропроцессор
PIC16C74-04/P
40-выводные 8-битные
CMOS микроконтроллеры
с АЦП.
Память программ,
байт
ОЗУ данных
Част., МГц
Порты вв./выв.
Послед. интерфейс
АЦП/ЦАП
ШИМ
Перезап. по
сбою питания
Таймеры
Програм. на
плате
4096x14
192
20
33
USART/ I2C/ SPI
8/0
2
есть
1+WDT
есть
Всего 35 простых
для изучения
инструкции
Все инструкции
исполняются
за один такт,
кроме инструкций
перехода, выполняемых
за два такта
Скорость
работы: тактовая
частота до 20
МГц минимальная
длительность
такта 200 нс
Механизм
прерываний
(до 12 внутренних/внешних
источников
прерываний)
Воьмиуровневый
аппартный стек
Прямой,
косвенный и
относительный
режимы адресации
для данных и
инструкций
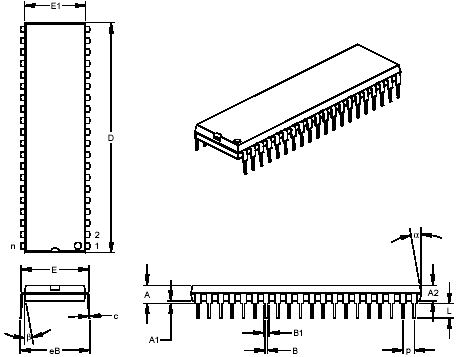
Рисунок
1.2.1 – внешний вид
PIC16C74-04/P.
ППЗУ
24LC32

Энергонезависимая
память (EEPROM)
объёмом 32K.
Для обмена
данными использует
шину IIC (I2C).
Выпускается
в корпусах со
штыревыми
выводами и
планарные.
Шина I2C поддерживает
любую технологию
изготовления
микросхем
(НМОП, КМОП,
биполярную).
Две линии данных
(SDA) и синхронизации
(SCL) служат для
переноса информации.
Каждое устройство
распознается
по уникальному
адресу - будь
то микроконтроллер,
ЖКИ буфер, память
или интерфейс
клавиатуры
- и может работать
как передатчик
или приёмник,
в зависимости
от назначения
устройства.
Обычно ЖКИ
буфер - только
приёмник, а
память может
как принимать,
так и передавать
данные. Кроме
того, устройства
могут быть
классифицированы
как ведущие
и ведомые при
передаче данных.
Светодиод
АЛ307
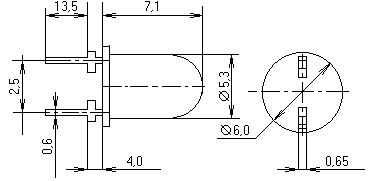
Рисунок
1.2.2 – циколёвка
светодиода
АЛ307
АЛ307ВМ
– зелёный λср
= 562 нм
АЛ307АМ
– красный λср
= 662 нм
Температура
окружающей
среды, °С
верхнее значение
70;
нижнее
значение -60.
Реле герконовое
EDR2H1A0500
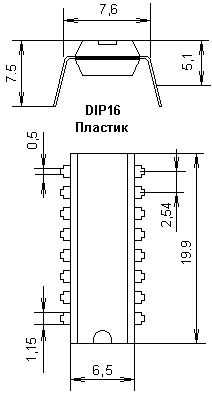
Рисунок 1.2.3 –
циколёвка реле
герконового
EDR2H1A0500
Электромагнитное
реле с герметизированным
магнитоуправляемым
контактом. При
работе показывает
уровень акустического
шума значительно
ниже, чем у обычного
реле. Выполнен
в пластиковом
корпусе со
штыревыми
выводами.
Резистор
переменный
СП3-19А-2
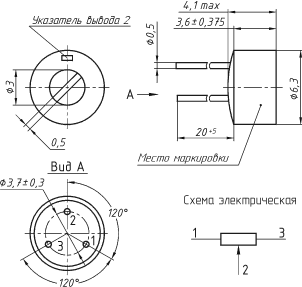
Рисунок 1.2.4 –
циколёвка
резистора
переменного
СП3-19А-2
Резисторы
переменные
одинарные
однооборотные
с круговым
перемещением
подвижной
системы. Предназначены
для работы в
электрических
цепях постоянного,
переменного
и импульсного
тока.
|
Механические
воздействия:
-
Синусоидальная
вибрация:
-
диапазон частот
1-5000
Гц
-
амплитуда
ускорения
390
м/с2
-
Механические
удары одиночного
действия
(ускорение)
10
000 м/с2
-
Механические
удары многократного
действия
(ускорение)
1500
м/с2
-
Линейное
ускорение
5000
м/с2
|
Климатические
воздействия:
-
Интервал рабочих
температур
от
-60 до +125°С
-
Относительная
влажность
воздуха (при
температуре+35°С)
98%
-
Атмосферное
давление
0,13-294
кПа
|
Резистор С2-2З
Резисторы типа
С2-2З с металлоэлектрическим
проводящим
слоем предназначены
для работы в
цепях постоянного,
переменного
и импульсного
тока в качестве
элементов
навесного
монтажа. Относятся
к неизолированным
резисторам.
Уровень собственных
шумов, мкВ/В,
не более 1,5.
Условия эксплуатации
резисторов:
Температура
окружающей
среды, °С
верхнее
значение 85;
нижнее
значение -60.
Относительная
влажность
окружающего
воздуха при
температуре
35°С, % 98.
Пониженное
атмосферное
давление. Па
(мм рт.ст.) 0,00013•(10-6).
Вибрация:
ускорение,
м/с2, (g) 147(15);
диапазон
частот, Гц 5…600.
Удары:
ускорение,
(g), не более150;
количество
4000.
Линейные нагрузки:
с
ускорением,
(g), не более 200;
Минимальная
наработка на
отказ, ч 20000.
Срок сохраняемости,
лет 15.
Кнопка ПКн-188
Переключатель
кнопочный
малогабаритный
ПКн-188а имеет
две пары выводов
для повышения
прочности
крепления к
печатной плате.
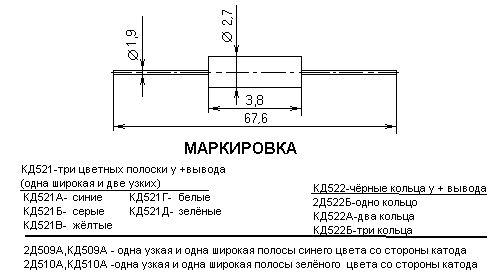
Диод КД522А
Полупроводниковый
диод КД522А кремниевый
предназначен
для работы в
приемной,
усилительной
и другой аппаратуре
широкого применения.
Выпускается
в пластмассовом
корпусе с гибкими
выводами.
Эксплуатационные
характеристики:
Температура
окружающей
среды, °С: диапазон
частот, Гц 10...600;
ускорение,
g 10;
Многократные
удары с ускорением,
g 70
Линейные
нагрузки с
ускорением,
g 25
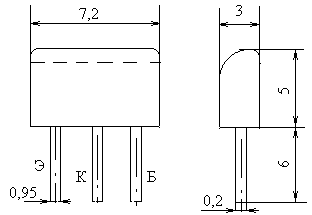
Транзистор
КТ315Б
Транзисторы
кремниевые
эпитаксиально-планарные
структуры n-p-n
усилительные
высокочастотные
маломощные.
Предназначены
для работы в
схемах усиления
и генерирования
колебаний
высокой, промежуточной
и низкой частоты.
Выпускаются
в пластмассовом
корпусе с гибкими
выводами. Масса
транзистора
не более 0,18 г.
| Параметр |
Значение |
| IК
max |
100 мА |
| UКЭR
max |
20 В |
| UКЭ |
10 В |
| UКЭ
нас |
0,4 В |
| UЭБ0
max |
6В |
| PК
max |
150 мВт |
| T |
25
єC |
| TП
max |
120
єС |
| ТК
max |
100
єС |
| h21э |
50…350 |
| IК |
1
mА |
| IКБ0 |
1
мкА |
| fгр |
250
MHz |
| CК |
7
пФ |
2 Конструирование
печатной платы
автоматического
телеграфног
ключа
2.1 Компоновочный
расчет площади
и выбор линейных
размеров
Выбор компоновочных
работ на ранних
стадиях проектирования
позволяет
рационально
и своевременно
использовать
или разрабатывать
унифицированные
и стандартизированные
конструкции
РЭС. В зависимости
от характера
изделия (деталь,
прибор, система)
будет выполняться
компоновка
различных ее
элементов.
Основная задача,
которая решается
при компоновке
РЭС, - это
выбор форм,
основных
геометрических
размеров,
ориентировочное
определение
веса и расположение
в пространстве
любых элементов
или изделий
РЭС. На практике
задача компоновки
РЭС чаще всего
решается при
использовании
готовых элементов
(деталей) с заданными
формами, размером
и весом, которые
должны быть
расположены
в пространстве
или на плоскости
с учетом электрических,
магнитных,
механических,
тепловых и др.
видов связи.
Методы компоновки
элементов РЭС
можно разбить
на две группы:
аналитические
и модельные.
К первым относятся
численные и
номографические,
основой которых
является
представление
геометрических
или обобщенных
геометрических
параметров
и операций с
ними в виде
чисел. Ко вторым
относятся
аппликационные,
модельные,
графические
и натурные
методы, основой
которых является
та или иная
физическая
модель элемента,
например в виде
геометрически
подобного тела
или обобщенной
геометрической
модели.
Основой всех
методов является
рассмотрение
общих аналитических
зависимостей.
При аналитической
компоновке
мы оперируем
численными
значениями
различных
компоновочных
характеристик:
геометрическими
размерами
элементов, их
объемами, весом,
энергопотреблением
и т.п. зная соответствующие
компоновочные
характеристики
элементов
изделия и законы
их суммирования,
мы можем вычислить
компоновочные
характеристики
всего изделия
и его частей.
Исходя из
вышесказанного,
проведём компоновку
аналитическим
методом.
Вычисляем
площадь печатной
платы:
 ,
(2.1)
,
(2.1)
где Sвсп
— вспомогательная
площадь;
Sэлi
— значения
установочных
площадей отдельных
ЭРЭ;
K — коэффициент
дезинтеграции
(1,5…3).
Параметры
элементов,
необходимые
для расчёта
приведены в
таблице 2.1.
Таблица 2.1 -
Значения
установочных
площадей ЭРЭ
проектируемой
автоматического
телеграфного
ключа.
| Тип
элемента |
Площадь,см2 |
Количество |
|
Конденсаторы:
КМ-6-Н90-15пФ
К50-6-6В-50мкФ
|
0,3
0,6
|
2
1
|
|
Микросхемы:
PIC16C74-04/P
24LC32
|
8,5
0,9
|
1
1
|
| Светодиод
АЛ307 |
0,75 |
3 |
| Реле
EDR2H1A0500 |
1,9 |
1 |
| Резистор
C2-23-0,25 |
0,75 |
22 |
| Кнопка
ПКн-188а |
0,5 |
12 |
| Диод
КД522А |
0,7 |
2 |
| Транзистор
КТ315Б |
0,5 |
2 |
| Розетка
JKS-Stereo |
1,5 |
3 |
| Вилка
PWR 2.5A |
0,9 |
1 |
| Кварц
PK75-4МГц |
0,5 |
1 |
По
(2.1) получим:
 см2.
см2.
Исходя из полученной
площади печатной
платы, выбираем
размеры платы
120х80 мм.
2.2 Описание
выбора материала
для основания
печатной платы.
Выбор метода
изготовления
печатной платы
Для изготовления
перемычек и
подключения
элементов
навесного
монтажа выбираем
материал:
НВМ-0,12 4 600 С,
НВМ-0,35 4 600 С
— провод монтажный
наружного
монтажа, с
пластмассовой
изоляцией из
пластиката,
изготовленный
из медной проволоки,
одножильный
с сечением жилы
0,12 мм и 0,35 мм
соответственно,
класс жилы
4, на рабочее
напряжение
600 В, голубой.
Материал для
изготовления
печатной платы
должен иметь
следующие
показатели
(в заданных
условиях эксплуатации
РЭС): большую
электрическую
прочность,
малые диэлектрические
потери, обладать
химической
стойкостью
к действию
химических
растворов,
используемых
в техпроцессах
изготовления
платы. Для
изготовления
плат общего
применения
в РЭС наиболее
широко используется
стеклотекстолит.
Фольгированный
стекло-текстолит
(СФ) представляет
собой слоистый
прессованный
материал,
изготовленный
на основе ткани
из стеклянного
волокна, пропитанной
термореактивным
связующим на
основе эпоксидной
смолы, и облицованный
с одной стороны
медной электролитической
оксидированной
или гальваностойкой
фольгой (изготавливают
листами толщиной:
до 1 мм -
не менее 400х600мм;
от 1,5 и более
- не менее
600х700мм). Однако
у СФ есть существенный
недостаток
– высокая цена.
Тут на помощь
приходит гетинакс.
Фольгированный
гетинакс (ГФ)
уступает остальным
материалам
как по физико-механическим,
так и по электрическим
свойствам. Его
рекомендуется
использовать
для аппаратуры,
работающей
при нормальной
влажности
окружающего
воздуха, например
для бытовой
аппаратуры.
На основании
вышеприведенного,
для изготовления
печатной платы
может использоваться
следующий
материал:
ГФ-1-35-1,5
ГОСТ 10316-78—
гетинакс
фольгированный
односторонний,
толщина фольги
35 мкм, толщина
материала
основания 1,5
мм.
Поверхностное
электрическое
сопротивление
после кондиционирования
в условиях 96ч/
40°С/ 93%, Ом не
менее 1010.
Покрытием для
печатной платы
служит лак
марки УР-231, т.к.
он получил
наибольшее
применение
в производстве
при сборке
печатных плати
имеет все необходимые
свойства для
защиты от внешних
факторов.
В соответствии
с ГОСТ 23752-79 существуют
различные
методы изготовления
печатных плат,
такие как:
химический;
комбинированный
(позитивный
и негативный);
металлизации
сквозных отверстий;
попарного
прессования;
и
т. д.
Первый метод
применяется
в основном для
изготовления
односторонних
печатных плат,
комбинированные
методы —
для двухсторонних,
а последние
— для многослойных
печатных плат.
Проанализировав
электрическую
принципиальную
схему автоматического
телеграфного
ключа, приходим
к выводу, что
наиболее рациональным
будет применить
односторонний
печатный монтаж
с без металлизации
сквозных отверстий.
В качестве
инструмента
для получения
контура заготовки
применяют
вырубные штампы,
рабочие элементы
которых изготовлены
из инструментальной
легированной
стали. Стойкость
штампов при
вырубке заготовок
из стеклотекстолита
1,5-2 тыс. ударов.
Для удаления
оксидного слоя
с поверхности
используют
механическую
очистку абразивными
кругами, крацевальными
металлическими
щетками, щетками
из капрона или
нейлона, на
которые подается
абразивная
суспензия.
Для очистки
монтажных
отверстий от
наволакивания
смолы и других
загрязнений
и для увеличения
производительности
при обработке
ПП применяют
гидроабразивную
обработку или
чистку вращающимися
щетками из
синтетического
материала с
введенными
в его состав
абразивными
частицами.
Образование
шероховатой
поверхности
после механической
обработки
способствует
растеканию
флюса и припоя,
т.к. риски являются
мельчайшими
капиллярами.
Химическая
обработка
заключается
в обезжиривании,
травлении.
Обезжиривание
изделия проводят
в растворах
щелочей или
органических
растворителей:
ацетоне, бензине
и т.д. путем
протирки, погружения,
распыления,
обработки в
паровой фазе
или в УЗ ванне.
Современное
оборудование
для очистки
имеет блочно-модульную
конструкцию
с программным
управлением.
Оно снабжается
устройствами
для регенерации
моющих веществ
и сушки изделий.
Удаление оксидных
пленок осуществляется
в растворах
кислот и щелочей.
Наиболее эффективно
удаление оксидной
пленки осуществляется
в 10 %-ном растворе
соляной кислоты.
Нанесение
рисунка схемы
необходимо
при осуществлении
процессов
металлизации
и травления.
Рисунок должен
иметь четкие
границы с точным
воспроизведением
узких линий,
быть стойким
к травильным
растворам, не
загрязнять
платы и электролиты,
легко сниматься
после выполнения
своих функций.
Перенос рисунка
печатного
монтажа на
фольгированный
диэлектрик
осуществляется
следующими
методами:
фотографическим,
сеткографичеческим,
офсетной печати.
Фотографический
метод позволяет
получить минимальную
ширину проводников
и расстояний
между ними
0,1-0,15 мм с точностью
воспроизведения
до 0,01 мм. Этот
метод включает
нанесение
фоторезиста
на подготовленную
поверхность
заготовки,
экспонирование
через фотошаблон,
проявление
рисунка, дубление,
контроль качества
рисунка, ретуширование
и удаление
фоторезиста
.
Защитный рисунок
методом сеткографии
получают
продавливанием
краски через
сетчатый трафарет
вручную или
на автоматическом
оборудовании,
которое состоит
из загрузочного
устройства,
машины для
термической
рихтовки плат,
сеткографического
станка, сушильной
печи и накопителя
готовых изделий.
Закрепление
краски на заготовке
осуществляется
длительной
сушкой, а удаление
— промывкой
в растворителе.
Полученный
рисунок ПП
контролируется
визуально, а
также посредством
различных
оптических
приборов,
регистрирующих
дефекты. Незначительные
дефекты (поры,
трещины, отслоения)
в случае их
обнаружения
ретушируются
лаком, а при
невосстанавливаемом
браке рисунок
на ПП наносят
повторно.
При разработке
нашей печатной
платы будем
использовать
фотографический
метод получения
позитивного
рисунка.
Сверление
отверстий в
плате производится
на специальных
одно- и многошпиндельных
сверлильных
станках с ЧПУ.
Для обработки
отверстий
используются
специальные
сверла из
металлокерамических
твердых сплавов
ВК-6М, ВК-8М. Их
стойкость при
обработке
фольгированных
диэлектриков
составляет
3-7 тыс. отверстий,
при наличии
лакового покрытия
на ПП стойкость
инструмента
уменьшается
в 2-3 раза.
Увеличение
температуры
в зоне обработки
при сверлении
приводит к
наволакиванию
размягченной
смолы на кромки
контактных
площадок,
препятствующему
металлизации
отверстий .
Травление
проводят в
растворах на
основе хлорного
железа, персульфата
аммония, хлорной
меди, перекиси
водорода, хромового
ангидрида,
хлорида натрия.
Выбор травильного
раствора определяется
типом применяемого
резиста, скоростью
травления,
величиной
бокового
подтравливания,
возможностью
регенерации
и экономичностью
всех стадий
процесса. Скорость
травления меди
зависит от
состава травителя,
концентрации
в нем окислителя
и условий его
доставки в зону
обработки,
температуры
раствора и
количества
меди, перешедшей
в раствор, т.
е. емкости травителя.
Обработка
заготовок по
контуру производится
после полного
изготовления
ПП. Чистовой
контур получают
штамповкой,
обработкой
на гильотинных
ножницах, на
станках с
прецизионными
алмазными
пилами и фрезерованием.
Для исключения
повреждения
рисунка ПП при
групповой
обработке
пакета заготовок
между ними
прокладывают
картон, а пакет
помещают между
прокладками
из листового
гетинакса.
Выходной контроль
платы предназначен
для определения
степени ее
соответствия
требованиям
чертежа, технических
условий и стандартов.
Основными
видами выходного
контроля являются:
контроль внешнего
вида, инструментальный
контроль
геометрических
параметров
и оценка точности
выполнения
отдельных
элементов,
проверка металлизации
отверстий,
определение
целостности
токопроводящих
цепей и сопротивления
изоляции. При
изготовлении
чаще других
возникают такие
дефекты, как
короткое замыкание
между элементами
печатного
монтажа, разрыв
токопроводящих
цепей, отслоение
элементов
печатного
монтажа от
диэлектрического
основания,
выход отверстия
за пределы
контактной
площадки, коробление
плат и др. Некоторые
из этих дефектов
определяются
визуально.
Целостность
токопроводящих
цепей и сопротивление
изоляции между
проводниками
проверяются
электрическим
методом на
автоматических
тестерах с ЧПУ.
2.3 Выбор размеров
элементов
печатного
монтажа. Расчёт
возможности
прокладки
проводника
в узких местах
В данном разделе
проводится
расчет параметров
печатного
монтажа плат
автоматического
телеграфного
ключа. Односторонняя
печатная плата
изготавливается
химическим
методом и имеет
2-й класс точности.
Печатные
платы в зависимости
от размеров
элементов
печатного
монтажа делятся
на пять классов.
Платы 4-го
класса обеспечивают
самую высокую
плотность
монтажа. Эти
платы следует
применять
только в отдельных,
технически
обоснованных
случаях.
Плотность
монтажа по
классу 3 следует
применять
только на платах
с размерами
до 240Х240 мм, по классу
4—с размерами
до 170Х170 мм.
Чертежи
печатных плат
выполняют на
бумаге, имеющей
координатную
сетку, нанесенную
с определенным
шагом. Наличие
сетки позволяет
не ставить на
чертеже размеры
на все элементы
печатного
проводника.
При этом по
сетке можно
воспроизвести
рисунок печатной
платы при
изготовлении
фотооригиналов,
с которых будут
изготовлять
шаблоны (например,
фотонегативы)
для нанесения
рисунка платы
на заготовку.
Координатную
сетку наносят
на чертеж с
шагом 2,5 или 1,25
мм. Шаг 1,25 мм применяют
в том случае,
если на плату
устанавливают
многовыводные
элементы с
шагом расположения
выводов 1,25 мм.
Центры монтажных
и переходных
отверстий
должны быть
расположены
в узлах (точках
пересечения
линий) координатной
сетки. Если
устанавливаемый
на печатную
плату элемент
имеет два вывода
или более, расстояние
между которыми
кратно шагу
координатной
сетки, то отверстия
под все такие
выводы должны
быть расположены
в узлах сетки.
Если устанавливаемый
элемент не
имеет выводов,
расстояние
между которыми
кратно шагу
координатной
сетки, то один
вывод следует
располагать
в узле координатной
сетки, а центр
отверстия под
другой вывод
— на вертикальной
или горизонтальной
линиях координатной
сетки.
Диаметр
отверстий в
печатной плате
должен быть
больше диаметра
вставляемого
в него вывода,
что обеспечит
возможность
свободной
установки
электрорадиоэлемента.
При диаметре
вывода до 0,8 мм
диаметр
неметаллизированного
отверстия
делают на 0,2 мм
больше диаметра
вывода; при
диаметре вывода
более 0,8 мм — на
0,3 мм больше.
Диаметр
металлизированного
отверстия
зависит от
диаметра вставляемого
в него вывода
и от толщины
платы. Связано
это с тем, что
при гальваническом
осаждении
металла на
стенках отверстия
малого диаметра,
сделанного
в толстой плате,
толщина слоя
металла получится
неравномерной,
а при большом
отношении длины
к диаметру
некоторые места
могут остаться
непокрытыми.
Диаметр металлизированного
отверстия
должен составлять
не менее половины
толщины платы.
Чтобы обеспечить
надежное соединение
металлизированного
отверстия с
печатным проводником,
вокруг отверстия
делают контактную
площадку. Контактные
площадки отверстий
рекомендуется
делать в виде
кольца. Диаметр
контактной
площадки можно
определить
по формуле:
dк= d
+ 2b + с, (2.3.1)
где d—диаметр
отверстия;
b—необходимая
минимальная
радиальная
толщина контактной
площадки;
с— коэффициент,
учитывающий
влияние разброса
межцентрового
расстояния,
смещение фольги
в разных слоях
и ряд других
факторов.
Для плат
класса 1 величину
b берут
равной 0,3 мм;
для плат
класса 2 — 0,2 мм.
Для многослойных
и сложных плат
классов 2 и 3
устанавливают
допуск на
межцентровое
расстояние,
равный ±0,1 мм.
В этом случае
коэффициент
с выбирают
равным 0,4—0,5 мм.
Для плат класса
1 допуск на
межцентровое
расстояние
берут ±0,2 мм и
с=0,6—0,7 мм.
У плат, предназначенных
для автоматизированной
сборки, расстояние
между центрами
отверстий
выполняют с
допуском ±0,05
мм, а номинальный
диаметр отверстия
берут на 0,4 мм
больше диаметра
вывода; допуск
отверстия берут
по Н12.
Для
неметаллизированных
отверстий и
торцов плат
шероховатость
поверхности
делают такой,
чтобы параметр
шероховатости
Rz=40.
Отверстия
на плате нужно
располагать
таким образом,
чтобы расстояние
между краями
отверстий было
не меньше толщины
платы. В противном
случае перемычка
между отверстиями
не будет иметь
достаточно
механической
прочности.
Контактные
площадки, к
которым будут
припаиваться
выводы от планарных
корпусов,
рекомендуется
делать прямоугольными.
Чтобы при установке
ИМС не было
ошибок, на контактной
площадке, к
которой будет
припаиваться
вывод № 1 ИМС,
делают «усик».
Печатные
проводники
рекомендуется
выполнять
прямоугольной
конфигурации,
располагая
их параллельно
линиям координатной
сетки.
Проводники
на всем их протяжении
должны иметь
одинаковую
ширину. Если
один или несколько
проводников
проходят через
узкое место,
ширина проводников
может быть
уменьшена. При
этом длина
участка, на
котором уменьшена
ширина, должна
быть минимальной.
Следует иметь
в виду, что узкие
проводники
(шириной 0,3—0,4 мм)
могут отслаиваться
от изоляционного
основания при
незначительных
нагрузках. Если
такие проводники
имеют большую
длину, то следует
увеличивать
прочность
сцепления
проводника
с основанием,
располагая
через каждые
25—30 мм по длине
проводника
металлизированные
отверстия или
местные уширения
типа контактной
площадки с
размером 1x1
мм или более.
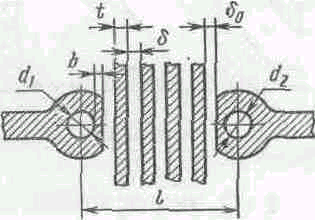
Если проводник
проходит в
узком месте
между двумя
отверстиями,
то нужно прокладывать
его так, чтобы
он был перпендикулярен
линии, соединяющей
центры отверстий
(рис.). При этом
можно обеспечить
максимальную
ширину проводников
и максимальное
расстояние
между ними.
Возможность
прокладки в
узком месте
требуемого
количества
проводников
(рис. 13.8) следует
проверять по
следующей
формуле:
 (2.3.2)
(2.3.2)