Министерство образования
Кафедра радиоэлектроники
Контрольная работа
по дисциплине
"Моделирование технологических систем"
Выполнила:
студентка гр.Р-01
Любименко Инга Петровна
Проверил:
К.т.н., доцент:
Бирюков В.А.
2009г.
Задача №1
На предприятии имеется листовой материал L представляющий прямоугольники размера 700×600 в количестве 50 штук. Требуется выкроить прямоугольные заготовки типов Δ1
(200´40), Δ2
(250´35), Δ3
(200´20). Для изготовления продукции I,II,III необходимы заготовки Δ1
, Δ2
, Δ3
в количестве соответственно: для продукции I - 2Δ1
, 2Δ2
, 4Δ3
; для продукции II - 2Δ1
, 1Δ2
, 1Δ3
; для продукции III - 1Δ1
, 5Δ2
, 4Δ3
. Найти оптимальный раскрой а) для минимизации отходов при использовании всех листов и выпуске хотя бы одной единицы продукции каждого вида; б) для выпуска наибольшего (суммарного) количества продукции.
1) Общая площадь листа исходного материала 700×600=420000. Площади прямоугольных заготовок равны соответственно: 1-я заготовка – 200´400=80000; 2-я заготовка – 250´35=87500;3-я заготовка – 200´200=40000. Возможны следующие варианты раскроя с минимальным количеством отходов с листа (табл. 1 ).
Таблица 1 — Характеристики вариантов раскроя
| Заготовка 1 |
Заготовка 2 |
Заготовка 3 |
| площадь |
кол-во |
Σ площадь |
площадь |
кол-во |
Σ площадь |
площадь |
кол-во |
Σ площадь |
Сумма площадей |
отходы |
| 80000 |
4 |
320000 |
87500 |
0 |
0 |
40000 |
1 |
40000 |
360000 |
60000 |
| 0 |
0 |
4 |
350000 |
0 |
0 |
350000 |
70000 |
| 0 |
0 |
0 |
0 |
9 |
360000 |
360000 |
60000 |
| 1 |
80000 |
3 |
262500 |
0 |
0 |
342500 |
77500 |
| 2 |
160000 |
1 |
87500 |
3 |
120000 |
367500 |
52500 |
| 0 |
0 |
3 |
262500 |
3 |
120000 |
382500 |
37500 |
Варианты раскроя в порядке таблицы приведены на рисунках 1-3.


Рисунок 1 — Варианты раскроя 1 и 2
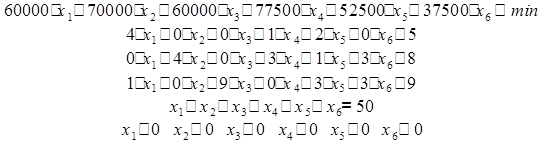
2) Сформулируем задачу математически сначала для минимизации отходов. Пусть x1 – число листов, израсходованных по первому варианту раскроя, x2 – соответственно по второму варианту; x3 – соответственно по третьему варианту; x4 –по четвертому варианту, и так далее для x5, x6. Минимум линейной функции, выражающей минимизацию отходов пока без учета лишних изготовленных заготовок запишется как



Рисунок 2 — Варианты раскроя 3 и 4


Рисунок 3 — Варианты раскроя 5 и 6
Здесь ci
– отходы при i-том способе раскроя, их можно найти из таблицы. При этом необходимо сделать заготовок соответствующего уровня не меньше чем оговоренное в условии количество — по условию нам необходимо найти варианты раскроя, чтобы сделать не менее одной единицы продукции каждого вида. Так как для единицы первой продукции требуется 2Δ1
, 2Δ2
, 4Δ3
; для продукции II аналогично 2Δ1
, 1Δ2
, 1Δ3
; для продукции III - 1Δ1
, 5Δ2
, 4Δ3
. Тогда суммарно требуется не менее 5Δ1
, 8Δ2
, 9Δ3
. В первом варианте раскроя у нас 4 заготовки Δ1
, во втором, третьем и шестом – 0, в четвертом – 1, в пятом – 2. Тогда по условию необходимо, чтобы  . Аналогично для деталей Δ2
и Δ3
: . Аналогично для деталей Δ2
и Δ3
:
 . .
По условию необходимо, чтобы использовались все листы, соответственно необходимо, чтобы  . К тому же никакой способ раскроя не применяется к отрицательному количеству способов раскроя по вариантам: . К тому же никакой способ раскроя не применяется к отрицательному количеству способов раскроя по вариантам:  . .
Таким образом, формулировка задачи без условия того, что лишние детали попадают в отходы:
Если учитывать то, что лишние детали попадают в отходы, то приходится вводить дополнительные переменные:  - соответственно число заготовок 1-го, 2-го и третьего типов, изготовленных сверх использования для выпуска продукции; кроме того для второго этапа — составления плана выпуска продукции — необходимо ввести переменные - соответственно число заготовок 1-го, 2-го и третьего типов, изготовленных сверх использования для выпуска продукции; кроме того для второго этапа — составления плана выпуска продукции — необходимо ввести переменные  , соответственно число единиц продукции I, II и III. При этом между ними существует взаимосвязь: количество лишних деталей Δ1
равна разности между произведенными деталями и деталями, используемыми для выпуска продукции: , соответственно число единиц продукции I, II и III. При этом между ними существует взаимосвязь: количество лишних деталей Δ1
равна разности между произведенными деталями и деталями, используемыми для выпуска продукции:

Аналогично:


Переменные должны быть больше или равны 0; , по условию должны быть больше 1. Задача линейного программирования формируется следующим образом (рис.4).
Для ее решения воспользуемся табличным процессором MicrosoftExcel и его расширением Поиск решения. Для включения самого расширения необходимо выполнить действия, показанные на рис. 5.
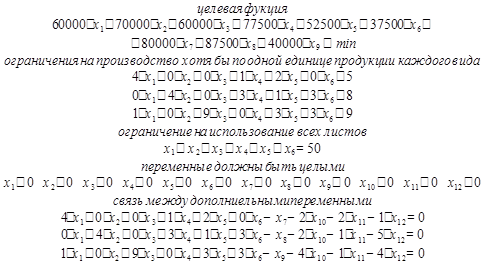
Рисунок 4 — Математическая формулировка задачи

Рисунок 5 — Подключение надстройки Поиск решения в Excel
Вариант ввода исходных данных и формула вычисления функционала для наших условий показана на рис. 6. Последние 3 равенства записываются формулами относительно x7, x8, и x9, как показано на рис.7. Дальнейшая работа проводится с надстройкой "Поиск решения" (рис.8): функционал задаем как ячейку, которую необходимо максимизировать (рис.9); изменять будем ячейки x1-x6 (количество вариантов раскроя по каждому из способов) и x10-x12 (количество единиц продукции – ведь на один и тот же план раскроя можно вывести разные способы производства продукции) — рис.9. Добавим ограничения: переменные x1- x12 должны быть целые, переменные x1- x12 должны быть больше 0, количество использованных листов должно быть равно 50, количество единиц продукции должно быть больше или равно 1 (для х10, х11, х12), количество деталей должно быть больше заданного (рис.10).

Рисунок 6 — Ввод исходных данных в Excel

Рисунок 7 — Ввод равенств в Excel

Рисунок 8 — Вызов надстройки Поиск решения

Рисунок 9 — Ввод целевой функции и изменяемых ячеек

Рисунок 10 — Ввод ограничений на переменные

Рисунок 11 — Найденное решение
На рисунке 11 показано найденое надстройкой решение: 50 листов будут раскраиваться следующим способом: 12 листов по первому варианту раскроя, 1 по пятому, 37 по шестому. При этом получается 112 деталей Δ1
, 243 детали Δ2
, 109 деталей Δ3
. Из этих деталей изготавливаются 15 единиц продукции I, 2 единицы продукции II, 16 единиц продукции III, 15 деталей Δ3
являются лишними. Суммарный отход — 2160000 квадратных единиц.
Для второй задачи — максимизации объема выпуска при тех же ограничениях мы изменяем целевой функционал с

на
 . .
изменится формула ячейки N2 и вид оптимизации целевой функции в модуле решения (рис. 12).


Рисунок 12 — Решение задачи максимизации выпуска
На рисунке 12 показано найденое надстройкой решение: 50 листов будут раскраиваться следующим способом: 29 листов по первому варианту раскроя, 7 — по второму, 1 - по четвертому, 2 - пятому, 11 - по шестому. При этом получается 36 деталей Δ1, 277 детали Δ2, 191 деталей Δ3. Из этих деталей изготавливаются 1 единица продукции I, 59 единиц продукции II, 1 единица продукции III, 1 деталей Δ3 является лишними. Суммарный выпуск — 61 единица продукции, при этом отход больше, чем в первой подзадаче.
Задача №2
По веерной схеме сборки изделия, представленной на рис. , и исходным данным, представленным в табл. :
1) определить общую продолжительность производственного цикла изготовления изделия;
2) определить критическое время и критический путь выполнения всего комплекса работ
3) определить начало производственного цикла изготовления изделия, если готовая продукция должна сойти с производства к 25 июня 2010 года.

Рисунок 13 — Веерная схема сборки
Таблица 2 — Характеристики вариантов раскроя
| Частичные процессы |
Длительность цикла изготовления и сборки отдельных частей изделия по вариантам, дни |
| Сборка изделия |
7 |
| Сборка агрегата |
7 |
| Сборка узла 1 |
7 |
| Сборка узла 2 |
10 |
| Сборка узла 3 |
9 |
| Сборка узла 4 |
10 |
| Изготовление детали 11 |
9 |
| Изготовление детали 12 |
10 |
| Изготовление детали 13 |
10 |
| Изготовление детали 21 |
8 |
| Изготовление детали 22 |
7 |
| Изготовление детали 23 |
8 |
| Изготовление детали 31 |
7 |
| Изготовление детали 32 |
9 |
| Изготовление детали 33 |
8 |
| Изготовление детали 41 |
6 |
| Изготовление детали 42 |
10 |
| Изготовление детали 43 |
6 |
| Изготовление детали 5 |
8 |
| Изготовление детали 6 |
10 |
Пусть событие О — начало работ, А — окончание выполнения работ. Тогда веерная схема сборки с учетом календарных дней выполнения работ Д11-Д43, А1, У1-У4 и М может быть представлена графом с весами = дням выполнения соответствующих работ (см. рис.14)

Рисунок 14 — Граф сборочного процесса
Введем основные временные параметры сетевого графика работ.
Ранний срок свершения события (характеризует самый ранний срок завершения всех путей для вершины графа, в нее входящих. Этот показатель определяется "прямым ходом" по графу модели, начиная с начального события сети.) вычисляется по формуле

где  – множество работ, заканчивающихся j- тым событием; – множество работ, заканчивающихся j- тым событием;  – ранний срок свершения начального события работы – ранний срок свершения начального события работы 
Поздний срок свершения события (характеризует самый поздний срок, после которого остается ровно столько времени, сколько требуется для завершения всех путей, следующих за этим событием. Этот показатель определяется "обратным ходом" по графу модели, начиная с завершающего события сети.)

где  – множество работ, начинающихся i- тым событием; – множество работ, начинающихся i- тым событием;  – поздний срок свершения конечного события работы – поздний срок свершения конечного события работы
Расчеты ведутся по ходу графа (в первом случае сверху вниз по рис.14, во втором — снизу вверх по рис.14).
Резерв времени события показывает, на какой максимальный срок можно задержать наступление этого события, не вызывая при этом увеличения срока выполнения всего комплекса работ. Резервы времени для событий на критическом пути равны нулю, R(i) = 0.

Ранний срок начала работы  , ранний срок окончания работы , ранний срок окончания работы  , поздний срок окончания работы , поздний срок окончания работы  , поздний срок начала работы , поздний срок начала работы
 . .
При расчета параметров вычисления отображают на графе с помощью кружка, разбитого на четыре сектора  . .
По определению нет никаких работ перед изготовлением деталей. Тогда по выше приведенным формулам высчитаем начало, конец и резерв по каждой из работ (см. рис. 15). Критический путь (не имеющий резервов) выделен.

Рисунок 15 — Сетевой план сборочного процесса в виде графа
Задача №3
Создать двухмерную оси симметричную модель трубы в теплоизоляции. Расчет нестационарный. Начальная температура 300 К. Температура внешней среды 300 К. Коэффициент теплоотдачи внутри трубы 40 Вт/м2
К. Снаружи 5 Вт/(м2
К). Коэффициент черноты 0.5. Температура теплоносителя 373К, и параметры трубы: 8 мм – внутренний радиус, 3мм – толщина трубы (сталь), 6мм – толщина теплоизоляции (стекловата). Длину трубы принять 1 м, условия на торцах адиабатические. Свойства материалов взять из справочника материалов.
При решении задачи выберем в программе Comsol шаблон для решения, как показано на рис. 16.

Рисунок 16 — Выбор шаблона задачи
В режиме создания геометрии нарисуем окружности и с пмощью инструмента  вычтем из друг из друга по очереди, чтобы получить геометрию, показанную на рис. вычтем из друг из друга по очереди, чтобы получить геометрию, показанную на рис.

Рисунок 17 — Созданная геометрия
Зададим свойства материала, граничные условия как показано в нижеприведенном отчете согласно задания.
Таблица 3 — Статистика сетки
| Number of degrees of freedom |
5297 |
| Number of mesh points |
1349 |
| Number of elements |
2600 |
| Triangular |
2600 |
| Quadrilateral |
0 |
| Number of boundary elements |
208 |
| Number of vertex elements |
12 |
| Minimum element quality |
0.842 |
| Element area ratio |
0.216 |

Рисунок 18 — Конечно-элементная сетка
Таблица 4 — Граничные условия
| Boundary |
1-2, 7, 12 |
3-4, 8, 11 |
5-6, 9-10 |
| Type |
Heat flux |
Heat flux discontinuity |
Temperature |
| Heat transfer coefficient (h) |
W/(m2⋅K) |
5 |
40 |
40 |
| Problem-dependent constant (Const) |
W/(m2⋅K4) |
0.5 |
0 |
0 |
| Ambient temperature (Tamb) |
K |
0 |
0 |
373 |
| Temperature (T0) |
K |
273.15 |
273.15 |
373 |
Таблица 5 — Свойства материалов
| Subdomain |
1 |
2 |
3 |
| Thermal conductivity (k) |
W/(m⋅K) |
k(T[1/K])[W/(m*K)] (Compoglass F) |
k(T[1/K])[W/(m*K)] (9 Ni steel (UNS K81340)) |
k(T[1/K])[W/(m*K)] (Water, liquid) |
| Density (rho) |
kg/m3 |
rho(T[1/K])[kg/m^3] (Compoglass F) |
rho(T[1/K])[kg/m^3] (9 Ni steel (UNS K81340)) |
rho(T[1/K])[kg/m^3] (Water, liquid) |
| Heat capacity at constant pressure (C) |
J/(kg⋅K) |
C(T[1/K])[J/(kg*K)] (Compoglass F) |
C_solid_1(T[1/K])[J/(kg*K)] (Aluminum) |
Cp(T[1/K])[J/(kg*K)] (Water, liquid) |
| External temperature (Text) |
K |
0 |
0 |
0 |
| Subdomain initial value |
1 |
2 |
3 |
| Temperature (T) |
K |
273.15 |
273.15 |
373 |

Рисунок 19 — Решение задачи
Задача №4
К свободному краю консольно-закрепленной плоской прямоугольной пластины с отверстием приложена нагрузка F в точке, отмеченной красным. Материал и размеры даны в таблице. Провести моделирование пластины под нагрузкой, определить деформацию пластины и напряжение в материале. Вид на рисунке сверху.

Рисунок 20 — Созданная геометрия


Для конструкционного моделирования будем использовать пакет ABAQUS Student Edition, которой является лицензионным при ограничении в 1000 элементов сетки, что должно хватить для нашей задачи. Создадим эскиз и после задания толщины получим трехмерную модель в препроцессоре.
Зададим свойства материалу: плотность серебра 104920 кг/м3, модуль Юнга 71ГПа, коэффициент Пуассона 0,3. Создав сечение балки (section), присвоим материал нашей модели. В модуле Step задаются шаги анализа — у нас статическая задача (Static, General). В модуле Load вводится защемление и ограничение балки. При этом 770 Н направлены вниз. Решение показано на рис. 21.

Рисунок 21 — Решение задачи
|