Курсовая работа: Расчет цеха по ремонту сцеплений
|
Название: Расчет цеха по ремонту сцеплений Раздел: Рефераты по транспорту Тип: курсовая работа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Министерство образования и науки Украины Кафедра эксплуатации и ремонта машин СЕМЕСТРОВАЯ РАБОТА По предмету «Организация планирования и управление производством» Выполнил: студент гр. Проверил: СОДЕРЖАНИЕ Введение Схема технологического процесса ремонта оборудования 1. Расчет основных показателей ремонтно-механического цеха 1.1. Режим работы и фонды времени 1.2. Расчет годовой программы 1.3. Расчет годовой трудоемкости ремонтных работ 1.4. Расчет численности и состав работающих 1.5. Расчет количества оборудования 1.6. Расчет площадей 2. Организация труда и рабочего места слесаря сборщика муфт сцепления автомобилей КамАЗ 2.1. Характеристика рабочего места 2.2. Содержание выполняемых работ с разбивкой на элементы производственного цикла 2.3. Пространственное сочетание элементов рабочего места 2.4. Условия труда и техника безопасности на рабочем месте 2.5. Функции обслуживания рабочего места и их содержание 2.6. Временное содержание элементов производственного цикла Список литературы ВВЕДЕНИЕ В удовлетворении постоянно растущих потребностей народного хозяйства нашей страны в перевозках пассажиров и грузов автомобильный транспорт занимает ведущее место. В процессе эксплуатации автомобиля его надежность и другие свойства постепенно снижаются вследствие изнашивания деталей, а также коррозии и усталости материалов, из которого они изготовлены. В автомобиле появляются различные неисправности, которые устраняют при техническом обслуживании и ремонте. Капитальный ремонт автомобилей является одним из наиболее существенных элементов системы организационных и технических мероприятий, призванных обеспечивать работоспособность подвижного состава автомобильного транспорта. При этом капитальный ремонт автомобиля дает большой экономический эффект. Капитально отремонтированный автомобиль, обладающий примерно такими же рабочими характеристиками, как и новый и выполняющий такие же функции обходится значительно дешевле нового. Согласно действующему положению о техническом обслуживании и ремонте подвижного состава автотранспорта, определяющему в нашей стране такую систему, капитальным называется ремонт, выполняемый в условиях специализированных ремонтных предприятий. Осуществление капитального ремонта обеспечивает существенное снижение расхода запасных частей. По сравнению с предприятиями, имеющими малый объем выпуска продукции, где чрезвычайно ограничены или совершенно отсутствуют возможности для восстановления деталей, расход запасных частей снижается примерно втрое, что значительно экономит денежные средства. В данной работе рассмотрен участок по ремонту сцеплений автомобилей КамАЗ в составе авторемонтного предприятия. 1. РАСЧЕТ ОСНОВНЫХ ПОКАЗАТЕЛЕЙ РЕМОНТНО-МЕХАНИЧЕСКОГО ЦЕХА 1.1 Режим работы и фонды времени Режим работы ремонтно-механического цеха принимают таким же, как и в обслуживаемых ими производственных цехах. В курсовой работе режим работы принимается по заданию. 1.1.1 Годовой фонд времени Различают номинальный и действительный годовой фонд времени рабочего. Номинальный определяется по формуле: Фн.р.= [К – (В + П)] · t см – Пр, ч где К = 365 – количество календарных дней в году; В = 104 – количество выходных дней в году; П = 8 – количество праздничных дней в году; tсм– продолжительность рабочей смены – 8,2; Пр= 3 – количество часов, на которое сокращается рабочий день в предпраздничные дни. Действительный определяется по формуле: Фд.р. = (Фнр. – to · tcм ) · β , ч, где tо – продолжительность отпуска, дней; β – коэффициент, учитывающий потери времени по уважительным причинам. Расчеты по определению годовых фактов времени рабочих по профессиям сводят в табл. 1 Таблица 1 Годовые фонды времени рабочих
1.1.2 Годовой фонд времени работы оборудования и рабочего поста Различают номинальный и действительный фонд времени работы оборудования. Номинальный годовой фонд времени определяется по формуле: Фн.о. = [К – (В + П )] · tсм · у – Пр, ч, где у = 1 – количество смен работы оборудования. Действительный годовой фонд времени работы оборудования определяется по формуле: Фд.о. = Фн.о.· ηо, ч Где ηо = 0,98 – коэффициент использования оборудования по времени. Годовой фонд рабочего поста (верстак, стенд) определяется по формуле: Фр.н. = Фн.р.·m·у, ч, где m – количество рабочих, одновременно работающих на посту. Расчеты по определению годовых фондов времени оборудования и постов сводим в табл. 2. Таблица 2.Фонды времени оборудования и постов
1.2 Расчет годовой программы Проектирование ремонтно-механических служб (РМЦ и РБ) завода выполняют на основе годовой программы, представляющей собой общий объем работ по техническому обслуживанию и всем видам ремонтов оборудования и другим работам (модернизация, изготовление нестандартного оборудования), подлежащим выполнению в течение года. Основным разделом годовой программы для расчета ремонтных служб являются техническое обслуживание оборудования и плановые ремонтные работы. Остальные виды работ принимают, укрупнено в процентном отношении к основным. Годовой объем работ по техническому обслуживанию и плановым ремонтам оборудования (в РЕ), подлежащий выполнению ремонтными службами, называют ремонтоемкостью. Годовую ремонтоемкость по машиностроительному заводу можно определять детальными или укрупненными расчетами. При детальных расчетах исходят из полной спецификации обслуживаемого оборудования по цехам завода. Этот метод расчета в практике проектирования не имеет применения из-за сложности, необходимости затраты большого труда и длительного времени. В практике проектирования используется метод укрупненных расчетов, использующий для определения ремонтоемкости нормативные значения средней ремонтной сложности и средней продолжительности цикла по видам оборудования. В этом случае годовой объем работ (ремонтоемкость) определяется по формуле:
где Rо – общая ремонтная сложность (в РЕ) оборудования; Тцр(с р) – средняя продолжительность ремонтного цикла, год. Общая ремонтная сложность данного вида оборудования определяется по формуле:
где n – количество единиц однотипного оборудования, шт. чср – средняя ремонтная сложность единицы однотипного оборудования. РЕ (Приложение 1Методических указаний). 1,15 – коэффициент, учитывающий обслуживание и ремонт оборудования ремонтных цехов, санитарно-технологического оборудования, а также прочего неучтенного оборудования. Количество единиц по видам оборудования принимается по заданию, распределение же оборудования по типам внутри каждой группы выполняется по данным таблицы 3. Таблица 3. Распределение оборудования по типам внутри групп
Средняя продолжительность ремонтного цикла, в годах, определяется по формуле:
где Тоn - продолжительность оперативного времени, часы, отработанные оборудованием за ремонтный цикл, час; Фд.о. – действительный годовой фонд работы оборудования, основных производственных цехов завода, час. Значения продолжительности оперативного времени для различного типа оборудования принимается по Приложению 7. Полученное значение средней продолжительности ремонтного цикла округляется до целого числа. Расчет годовой ремонтоемкости оборудования машиностроительного предприятия выполняется по таблице 4. 1.3 Расчет годовой трудоемкости ремонтных работ Количество работающих и оборудования ремонтно-механического цеха определяют, исходя из трудоемкости годового объема ремонтных работ. Общая годовая трудоемкость ремонтных работ включает трудоемкость слесарных и прочих работ (Тсл) и станочных работ – (станкоемкость Тст) и определяется по формуле: Тг = Тсл + Тст=499464,25+183489,56=682953,81 чел-ч Годовая трудоемкость слесарных и прочих работ определяется по формуле: Тсл = Rг(пред) · tсл=7084,5993 · 70,54=499464,25 чел-ч Годовая трудоемкость станочных работ определяется по формуле: Тст= Rг(пред) · tст=7084,5393 · 25,9=183489,56 стан-ч где tсл=70,54, tст=25,9 — величина трудоемкости на одну ремонтную единицу за один ремонтный цикл соответственно слесарных и прочих работ и станочных работ, чел.-ч, стан.-ч. Величина трудоемкости на одну ремонтную единицу за один ремонтный цикл определяется исходя из принятой структуры ремонтного цикла для оборудования завода в табл.5. Для упрощения расчетов структура ремонтного цикла в курсовой работе принята для всех видов оборудования предприятия одинаковая. При детальных расчетах для каждого вида и типа оборудования необходимо рассчитать годовую ремонтоемкость и трудоемкость на одну ремонтную единицу за один ремонтный цикл с учетом структуры ремонтного цикла соответствующего оборудования машиностроительного предприятия. Таблица 5 Трудоемкость на одну ремонтную единицу за ремонтный цикл
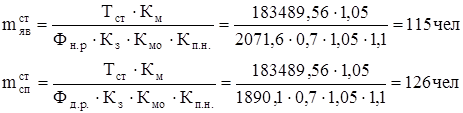
1.4. Расчет численности и состав работающих Все работающие ремонтно-механических служб по общезаводской классификации относятся к группе вспомогательных рабочих. Внутри этих служб они делятся на основных и подсобных (вспомогательных). В состав основных рабочих входят станочники, слесари, сварщики, термисты и др. Различают технологически необходимое (явочное) и штатное (списочное) число основных рабочих. Численность рабочих-станочников может быть определена двумя методами: по трудоемкости станочных работ (станкоемкости) и по числу основных станков. В данной работе применим первый метод определения численности рабочих-станочников. Численность рабочих-станочников ремонтно-механического цеха определяется по формулам:
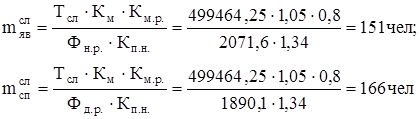
где Км = 1,05 – коэффициент, учитывающий увеличение объема станочных работ станкоемкостью работ по модернизации и изготовлению нестандартного оборудования; Кз = 0,7 – коэффициент загрузки оборудования; Кп.н. – 1,1 – коэффициент переработки норм. Численность слесарей и рабочих прочих профессий (сварщики, маляры и др.) определяют при проектировании по годовой трудоемкости слесарных и прочих работ по формулам:
где Км.р. = 0,8 – коэффициент, учитывающий механизацию слесарных работ; Кп.н. – 1,34. Общее явочное количество рабочих: mобщ= К подсобным (вспомогательным) рабочим РМЦ относятся: рабочие ремонтных баз по ремонту оборудования и оснастки, дежурный персонал по межремонтному обслуживанию оборудования, дежурные слесари, трубопроводчики, электрокарщики, крановщики, стропальщики, грузчики, уборщики помещений цеха, рабочие-контролеры. Число вспомогательных рабочих (mвсп.р.) РМЦ при укрупненных расчетах примем примерно 15% от списочного числа основных рабочих (в том числе рабочие-контролеры (mк) – 3%). mвсп.р.=0,15·mобщ=0,15·292=44чел mк=0,03·44=1чел Количество остальных рабочих, в долях от общего количества вспомогательных рабочих, чел: mэл.м.=0,07·44=3, mсмаз=0,04·44=2, mклад=0,065·44=3, mрем.раб.=0,275·44=12, mтруб=0,16·44=7, mкран=0,16·44=7, mгр=0,18·44=8. Инженерно-технические работники составляют 9%, служащие 2% и младший обслуживающий персонал 1,5% от количества всех работников. mИТР=0.09·(mосн+mвсп.р.)=0,09·(292+44)=30чел; mскп=0,02·(292+44)=7чел; mмоп=0,015·(292+44)=5чел. По выполненным расчетам составляются штатные ведомости для основных и вспомогательных рабочих, инженерно-технических работников, счетно-конторского и младшего обслуживающего персонала. Штат основных и вспомогательных рабочих ремонтно-механического цеха распределяют по сменам и разрядам по табл. 6. Штат ИТР, СКП, МОП формируют на основании расчетов и сводят в табл 7. Таблица 6. Штатная ведомость основных и вспомогательных рабочих
Таблица 7. Штатная ведомость ИТР, СКП, МОП
При составлении штатных ведомостей и структуры управления цехом следует исходить из таких нормативов: цехом считается подразделение, имеющее объем, обеспечивающий загрузку около 100 чел. и более. Примерно 20÷25 чел. приходится на одного мастера, при наличии 3 мастеров принимается старший мастер. Правильность распределения основных рабочих по разрядам характеризуется средним разрядом:
где R1, R2, Rn – первый, второй и следующий разряд, принятый в цехе; m1, m2, mn - количество рабочих соответствующего разряда. Средний разряд для механического участка – 3,5; для слесарного – 3,1. 1.5 Расчет количества оборудования Станочное оборудование механического отделения РМЦ подразделяют на основное и вспомогательное. В общезаводской классификации все оборудование ремонтных служб относят к вспомогательному. Количество основного оборудования механического отделения определяют расчетом по трудоемкости станочных работ. Вспомогательное оборудование не рассчитывают, а принимают комплектно. Количество основных станков определяют по формуле:
где Фдо – действительный годовой фонд времени работы оборудования. Основное оборудование механического отделения – универсальные станки для обработки металла резанием. Комплекты станков должны обеспечивать возможность изготовления или восстановления деталей ремонтируемого оборудования с требуемой точностью обработки. Так как число станков более 15, то устанавливают состав оборудования в РМЦ, распределяя полученное количество в процентном соотношении по типам станков, согласно табл. 8. Согласно выполненных расчетов, распределению станков по типам, а также рекомендуемого комплекта вспомогательного и слесарно-сборочного оборудования выполняют подбор по форме. Таблица 8. Примерное процентное соотношение типов основных станков в РМЦ
1.6. Расчет площадей Расчет площадей производственных помещений ремонтно-механического цеха выполняется на основании площади, занятой оборудованием по формуле:
где n – количество отделений (участков) в проектируемом цехе; Fn - площадь оборудования данного отделения, м ²: Кn – коэффициент проходов и проездов данного отделения. Площадь оборудования каждого отделения ремонтно-механичекого цеха определяется по ведомости технологического оборудования суммированием данных последней (10). Рекомендованные значения коэффициентов проходов и проездов следующие: разборочно-промывочные отделения (участки) – 3,0; отделение восстановления – 5,5; слесарно-сборочное отделение (участок) – 4.5; механическое отделение (участок) – 3,5; испытательное отделение (участок) – 4,0; окрасочный участок – 5,0. При расчете площадей администратитвных помещений следует принимать удельную площадь на одного инженерно-техничекого работника или служащего равный 5 м². Площадь складов и кладовых ремонтно-механичекого цеха составляет 10-12% от общей площади основных отделений, площадь которых определена по вышеприведенной формуле. 2. ОРГАНИЗАЦИЯ ТРУДА И РАБОЧЕГО МЕСТА СЛЕСАРЯ-СБОРЩИКА МУФТ СЦЕПЛЕНИЯ АВТОМОБИЛЕЙ КамАЗ Под организацией трудового процесса подразумевается совокупность мероприятий, направленных на планомерное и наиболее целесообразное использование труда работников в целях достижения высокой производительности. Основными определяющими направлениями организации труда на промышленном предприятии следует считать: организацию рабочего места; создание организационных, технологических, санитарных, эстетических условий труда и отдыха, обеспечивающих высокопроизводительный труд; организацию обслуживания рабочего места; организацию технического нормирования и заработной платы. Рабочее место – это зона, в которой совершается трудовая деятельность одного человека или группы исполнителей, занятых определенной работой или операцией. На рабочем месте устанавливают основное технологическое оборудование (станки, механизмы, стенды), технологическую(Приспособления, режущий, мерительный и вспомогательный инструмент) и организационную (стеллажи, тумбочки, тележки, тара), оснастку, рабочую мебель (стулья, столы, шкафы), контрольно-измерительные приборы, средства сигнализации и связи. Под организацией рабочего места понимается комплекс условий и материального оснащения, способствующих рациональному использованию рабочего места и средств производства. 2.1. Характеристика рабочего места Работы выполняются вручную с использованием агрегатов и механизмов. По количеству обслуживаемого оборудования данное место 2-х станочное; по количеству рабочих смен— односменное, с нормальными условиями труда. На данном рабочем применяются следующие виды оборудования, технологической и организационной оснастки: настольный пневматический стенд Р-724 для разборки, сборки и регулировки сцеплений автомобилей с дизельными двигателями, настольный пневматический пресс для клепки фрикционных накладок модель 127, установлены на верстке, стеллажи для запчастей, расходных материалов для отремонтированных и требующих ремонта сцеплений, шкаф для инструмента и контрольно- измерительных приборов и др. Данные стенда Р-724— усилие на штоке цилиндра 19,620 кН (2000 кгс) при давлении воздуха 490,5 кПа (5 кгс/см²), габаритные размеры 550×490×400 мм, масса 65 кг. Пресс, модель 127— давление воздуха в магистрали 392,4 кПа (4 кгс/см²), диаметр рабочего цилиндра пресса, 200 мм, габаритные размеры 635×300×720. 2.2 Содержание выполняемых работ с разбивкой на элементы производственного цикла На данном рабочем месте выполняется деффектовка, разборка, сборка, регулировка сцеплений автомобилей КамАЗ, а также замена фрикционных накладок. При этом производственный цикл состоит из получения задания, ознакомления с ним, получения и сдачи ремонтируемых деталей. Время в течение рабочей смены, которое исполнитель тратит на полезную работу связано с выполнением производственного задания. Оно делится на основное, вспомогательное, дополнительное и подготовительно-заключительное. Основное время — это время, в течение которого происходит непосредственное воздействие человека на предмет труда. В процессе этого времени происходит изменение внешнего вида, формы и свойств изделия. Вспомогательное время затрачивается на различные вспомогательные действия, обеспечивающие выполнение основной работы(установка, крепление и снятие обрабатываемого изделия), настройка оборудования на определенный технологический режим, обмеры изделия и т.д. Оперативное время состоит из основного и вспомогательного tоп = tо + tвсп. Дополнительное время складывается из времени организации и технического обслуживания рабочего места и времени на регламентированные перерывы в течение смены: tдоп = tо.обс + tто + tр.п. Время организации технического обслуживания расходуется на замену затупившегося инструмента, регулировку и подналадку оборудования в процессе работы, его смазку и очистку, разладку и уборку инструмента, установку ограждений и другого вспомогательного оборудования и приспособлений. Подготовительно-заключительное время тратиться рабочим на подготовку к определенной работе и выполнение действий, связанных с ее окончанием (получение наряда, задания, инструмента, ознакомление с работой, технологическим процессом, продумывание технологии выполнения работ, инструктаж, получение приспособлений и материалов, подготовка рабочего места к работе, сдача готового изделия, сдача инструмента и уборка рабочего места). Кроме того, время, затрачиваемое на естественные надобности и отдых, также является частью производственного цикла и называется временем регламентированных перерывов. 2.3 Пространственное сочетание элементов рабочего места Для пространственного сочетания элементов рабочего места разрабатывается схема (планировка) рабочего места, которая вычерчивается в масштабе на карте организации труда и рабочего места в горизонтальной и вертикальной плоскостях. 2.4 Условия труда и техника безопасности на рабочем месте В практической деятельности под условиями труда на производстве следует понимать совокупность внешних, по отношению к человеку , факторов, определяющих уровень тяжести, напряженности и вредности работы К уровням, определяющим уровень тяжести работы, относятся динамические и статические нагрузки на мышечный и опорно-двигательный аппарат, рабочее положение тела, режим труда и отдыха. Факторы, определяющие напряженность работы, можно в общем случае характеризовать как темп работы и монотонность труда. К факторам вредности работы относятся: микроклимат на рабочем месте, оснащенность рабочей зоны, наличие токсичных веществ, пыли, шума, вибрации, производственных излучений и т.д. Они регламентированы в санитарных нормах проектирования промышленных предприятий СН-245-71 и приложениях к ним. Состояние санитарно-гигиенических условий труда должно отвечать показателям, приведенным в табл.17[2]. Правильно выбранное освещение положительно влияет на глаза, они меньше утомляются, а значит снижаются брак, травматизм, повышается производительность труда. Искусственное освещение на участке — комбинированное, т.е. добавлено местное до 80% на уровне рабочей поверхностей. Окраска элементов оборудования подобрана, пользуясь рекомендациями, приведенными в [3]. Режим труда и отдыха в течение сены должен обеспечивать рациональное чередование трудовой деятельности человека с микропаузами, регламентированными перерывами на отдых и обед. Распределять их следует с учетом закономерных колебаний работоспособности человека в течение смены по фазам. 2.5 Функции обслуживания рабочего места и их содержание Рабочее место как первичное и основное звено производства обеспечивается сырьем, материалами, полуфабрикатами, различными видами энергии, инструментом. Весь сложный комплекс работ по обслуживанию рабочих мест можно представить в виде относительно обособленных функций. Далее рассмотрено в общих чертах содержание каждой функции обслуживания рабочего места: производственно-подготовительная функция сводится к текущему планированию, подготовке и оперативному руководству производством; транспортная функция состоит в обеспечении рабочих мест транспортными услугами: доставка заготовок и материалов; погрузочно-разгрузочные операции; перемещение предметов труда между рабочими местами; упаковка и транспортировка готовой продукции на склад; сбор и транспортирование производственных отходов. Эти функции выполняют частично каждый рабочий, подсобные и транспортные рабочие; инструментальная функция включает следующие работы: комплектование, выдачу инструмента и оснастки на рабочее место; своевременное восстановление и заточку изношенного инструмента; учет и хранение. Осуществляет ее персонал инструментального хозяйства, инструментального цеха, ИРК, заточного отделения; наладочная функция заключается в наладке, настройке и регулировке технического оборудования. Выполняется наладчиками, электриками, и частично самими рабочими; ремонтная функция охватывает все виды межремонтного обслуживания оборудования в период между остановками оборудования на ремонт. Эти работы выполняют персонал главного механика и главного энергетика, цеховой ремонтной службы; энергетическая функция включает в себя: обеспечение рабочих мест электроэнергией, сжатым воздухом, технологическим паром и водой; отопление и вентиляцию производственных помещений. Эту функцию выполняет персонал отдела главного энергетика, компрессорных станций и котельных установок; контрольная функция связана с проверкой качества поступающего на завод сырья, материалов, полуфабрикатов. Она включает также межоперационный контроль качества изготовляемой продукции испытание и окончательную приемку готовых изделий, профилактику брака, Эту функцию выполняют исполнитель работ и контролер ОТК; складская функция сводится к складированию, учету, хранению и выдаче на рабочем месте материалов, заготовок и комплектующих изделий. Она обеспечивается силами персонала общезаводских, внутрицеховых и участковых складов. 2.6 Временное сочетание элементов производственного цикла Оперативное время определим в процентном отношении от времени продолжительности смены (tсм=8,2 ч=492 мин): tоп=%Тtсм=0,83·492= 408мин. Вспомогательное и дополнительное время рассчитывается в процентном отношении от оперативного: tвсп=0,15·408=61 мин; tдоп=0,151·408=62 мин. Найдём основное время исходя из того что tоп=tосн+tвсп: tосн=tоп-tвсп=408-62=346 мин. Перерывы, предусмотренные на отдых и личные надобности (регламентированные), принимаются в процентном отношении от длительности рабочей смены: tр.п.=0,02·492=10 мин. Подготовительно-заключительное время вычисляется в процентном отношении от длительности рабочей смены: tп.з.=0,025·492=12 мин. Проверка: tсм=tоп+tдоп+tр..п.+tп.з.=408+62+10+12=492 мин. На основании расчетов строится планограмма режима труда и отдыха, в которую также включается время обеденного перерыва и отдыха tотд= 40 мин. СПИСОК ЛИТЕРАТУРЫ1. Методические указания к семестровому заданию «Организация планирования и управление производством». 2. Методические указания к курсовой работе «Организация ТО и ремонта строительных машин в управлении механизации» . Дн-ск ПГАСА 1996. 3.«Аттестация рабочих мест на машиностроительных предприятиях» А.А. Бибиков и др.Дн-ск: проминь 1987. 4. «Научная организация и нормирование труда в машиностроении» М.:Машиностроение, 1975. 5. «Оборудование для ремонта автомобилей» под ред. Шахнеса М. М. «Транспорт», 1977. 6. «Краткий автомобильный справочник» М. «Транспорт», 1979. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||