ВВЕДЕНИЕ
Ремонтные службы играют важную роль в работе предприятия. На предприятии имеются различные машины, при их работе износ деталей неизбежен. Ремонтные службы не только восстанавливают машины, но и проводят их механизацию, проводят необходимые наладочные работы.
На предприятиях ПСМ ремонты в основном организуются по смешанной системе. При такой системе в основных цехах завода имеются ремонтные мастерские, в них находится необходимое оборудование и нужный штат ремонтников, которые выполняют ПТО и ремонты Т1, Т2, а при выполнении К ремонта к ним подключаются ремонтники РМЦ, имеющие необходимый штат ремонтников.
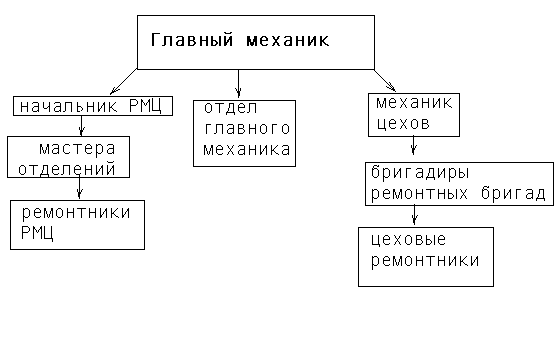
Главный механик завода возглавляет всю ремонтную службу завода и отвечает за оборудование перед техническим директором. В подчинении у главного механика находится инженер главного механика, механики цехов и начальник РМЦ.
Инженер главного механика, как и главный механик, отвечает за правильную эксплуатацию оборудования всего завода, ремонт машин, снабжение ремонтной службы необходимыми ремонтными запанными частями, материалами, ремонтной документацией. В частности главный механик и инженер главного механика отвечают за планирование ПТО и ремонтов.
Механики основных цехов предприятия организуют уход и ремонты машин своего цеха и несут ответственность за оборудование перед главным механиком завода и инженером главного механика.
Цеховым механикам подчинены ремонтные бригады. Бригадир ремонтников отвечает за работу своей бригады перед механиком цеха. Работу по техническому обслуживанию и ремонту машин цеха выполняют рабочие-ремонтники. Они подчинены своему бригадиру, а через него механику цеха.
Структура ремонтных служб будет выглядеть следующим образом
1 ОБЩАЯ ЧАСТЬ
1.1 Назначение, устройство и работа машины. Правила технической эксплуатации
Бегуны размалывающие модели 1А18М непрерывного действия предназначены для размалывания (измельчения) сухой глины, угля полевого шпата и других сухих материалов, применяемых для приготовления формовочных и стержневых смесей.

Бегуны состоят из следующих основных сборочных единиц: нижней плиты основания (1), двух стоек левой (2) и правой (3), скреплённых сварной траверсой (4), образуя собой замкнутый жесткий остов на котором монтируются все узлы и механизмы бегунов.
В правую стойку вмонтировано электрооборудование для чего имеется соответствующая ниша. На приливах (5) левой и правой стоек монтируются рычаги (6) катков (12) и перемычка (16) для крепления отвалов (17).
На основной плите смонтирована центральная опора чаши (7) и её боковые ролики (8). Чаши жестко соединена с вертикальным валом (9) посредством крестовой муфты (10). Вращение чаши осуществляется от мотор-редуктора (11), прикреплённого к сварной траверсе, он предназначен для передачи вращения и изменения крутящего момента от вала электродвигателя к крестовой муфте.
Беговая дорожка днища чаши, по которой катятся катки и на которой происходит размалывание измельченного материала, оснащена стальными плитами (13) (секторами). На периферии днища чаши имеются окна (14) куда вмонтированы просеивающие решетки (15) с помощью которых происходит регулировка необходимой величины фракции. Материал, не прошедший через просеивающую решетку подаётся отвалом под каток. Установка нижней рабочей кромки отвалов относительно рабочей поверхности днища должна создавать зазор в пределах 3-5мм. Для очистки сеток предусмотрены щетки.
Материал, просеянный через решетки проваливается на днище ограждения, откуда далее увлекается скребками и высыпается через разгрузочный патрубок (18) в приёмный люк, из которого измельченная продукция может быть извлечена как вручную, так и при помощи транспортных средств.
Бегуны ограждены кожухом(19), который изолирует процесс размывания от окружающей среды и прикрывает вращающиеся части машины.
1.2 Виды и характер износа деталей машины
Бегуны работают в сильно запылённых условиях, так как размалывают сильно пылящие материалы. В этих условиях наиболее быстроизнашиваемыми деталями будут катки, сектора чаши, у которых будет происходить ускоренное абразивное истирание, так как между ними осуществляется сам процесс измельчения. При этих условиях ускорено будут изнашиваться и подшипники катков. У них будет наблюдаться общий износ. Абразивное истирание будет наблюдаться и у отвалов, так как они находятся в непрерывном соприкосновении с материалом, так же будут изнашиваться скребки.
Бегуны работают при нормальной температуре летом и при более низкой зимой, поэтому у деталей может возникать химическая коррозия.
С учётом всего вышеуказанного условия работы деталей бегунов следует считать тяжелым, что неблагоприятно сказывается на ресурсе данной машины.
1.3 Экономическая
целесообразность восстановления деталей
Восстановление- производство восстановительных работ, в результате которых детали, узлу или агрегату возвращают первоначальные размеры, форму, свойства, мощность и точность либо номинальные.
Износ деталей часто приводит к нарушению посадки в сопряжении- увеличиваются зазоры и уменьшаются первоначальные натяги, нарушается форма поверхностей, возникают другие неисправности и дефекты. Такие детали при ремонте заменяют или восстанавливают (стоимость восстановления составляет от 15% до 40% стоимости новых деталей).
Для восстановления изношенных деталей широкое применение получили следующие способы восстановления деталей:
- механический способ( способ ремонтных размеров).
- сварка, наплавка с последующей механической обработкой.
- восстановление полимерными материалами.
- гальваническое покрытие.
- химическая обработка.
Чтобы выбрать способ восстановления деталей и сборочных единиц за основу принимают экономическую целесообразность восстановления деталей.
Восстановленная деталь должна быть достаточно долговечной и надежной в эксплуатации, а также обладать качествами новой.
Применяя современные методы ремонта, можно восстанавливать некоторые детали так, что их эксплуатационные свойства будут превышать соответствующие показатели новых деталей.
При выборе способа восстановления деталей и сборочных единиц, за основу принимают экономическую целесообразность восстановления, наличие на предприятии необходимого оборудования и материалов, технологические и конструктивные особенности деталей, величину и характер износа.
Целесообразность способа восстановления и упрочнения детали в каждом случае зависит от многих факторов: условий их работы;
Характеристики сопряжения ( подвижная и неподвижная посадка); величины и характеристики действующих нагрузок; скорости взаимного перемещения деталей с подвижной посадкой. Основным показанием экономической эффективности восстановления изношенных деталей и целесообразность того или иного способа восстановления и упрочнения служит относительная себестоимость, т.е. себестоимость восстановления детали, отнесенная к сроку ее службы после ремонта.
Для данной машины изношенные детали экономически целесообразно восстановить, так как их износ не велик и стоимость их восстановления составит около 30% от стоимости новых деталей.
2 ОРГАНИЗАЦИОННАЯ ЧАСТЬ
2.1
Выбор и обоснование метода ремонта. Схема технологического процесса ремонта по выборному методу
На заводах ПСМ ремонты оборудования могут организовываться по одной из трех систем: централизованная и смешанная.
При централизованной системе организации ремонтов все работы по техническому обслуживанию и всем видам ремонтов выполняют ремонтники РМЦ или специализированные организации. При данной системе цеховых мастерских нет.
При децентрализованной системе организации ремонтов механического цеха (РМЦ) может и не быть, а если будет небольшой РМЦ, то он будет обслуживать второстепенные цеха (котельные, компрессорные). А в каждом цеху имеются свои хорошо оснащенные мастерские с нужным штатом ремонтников, которые будут выполнять техническое обслуживание и ремонты.
При смешанной системе, в основных цехах завода имеются ремонтные мастерские, в которых находится необходимое количество оборудования и штат ремонтников, которые выполняют ТО и ремонты Т1, Т2,а при выполнении капитального ремонта, к ним подключается РМЦ. Эта система наиболее распространена на предприятиях ПСМ.
Методов проведения капремонтов существует три:
1. Подетальный метод
Этот метод устаревший, но и на данном этапе он используется из-за плохого финансового состояния предприятия.
Сущность этого метода заключается в следующем: при предельном износе узлов агрегатов и деталей машины снимают , ремонтируют и ставят на место. Остальные, менее изношенные не меняют, ждут, пока они износятся.
2. Индивидуальный метод.
При этом методе ремонта с машины снимают все изношенные до предела и близко к этому узлы, агрегаты и детали. После этого они ремонтируются и лишь отдельные, и лишь отдельные детали стандартные детали ставятся новыми. Отремонтированные изношенные узлы, агрегаты и детали ставятся обратно на машину, при этом простой машины в ремонте получается длительным.
3. Агрегатно-узловой метод
Сущность этого метода в следующем: с машины снимаются все изношенные узлы, агрегаты и детали, а на их место быстро устанавливаются узлы, агрегаты и детали из обменного фонда - «оборотный фонд». При этом, ремонт проходит быстро и количественно. Высокое качество ремонта получается вследствие того, что снятые с машины узлы, агрегаты и детали ремонтируются не спеша, тщательно собираются с учётом требуемых посадок, регулируются. Смазываются и сдаются в обменный фонд для следующих ремонтов. Если сданные в обменный фонд агрегаты, узлы и детали при последующих ремонтах ставятся на ту же машину , в которой были сняты, то такой ремонт называется не обезличенным. Если при ремонте ставятся на другую одностопную машину, называется обезличенным.
Разновидностью агрегатно-узлового метода является:
а) узловой
б) последовательно-узловой
Узловой – это тот же агрегатно-узловой метод, но только у тех машин, которые агрегатов не имеют (АПП-12).
Последовательно-узловой отличается от агрегатно-узлового и узлового тем, что за короткое время остановки машины с неё снимают один-два наиболее изношенных узла или агрегата на их место быстро ставятся готовые отремонтированные узлы или агрегаты и машину выпускают в работу. В ближайшие дни заменяют остальные узлы и агрегаты.
Таким образом, получается, что машина как бы в ремонте не стояла. Этот метод удобен для тех машин, которые работают в составе механизированной линии, так как линия не останавливается.
Наиболее подходящим методом проведения ремонта будет являться индивидуальный метод. Он будет приемлем из-за своей относительно небольшой стоимости, по сравнению с агрегатно-узловым методом, а это является основополагающим фактором, так как финансовое положение завода не высокое.
Из трёх методов проведения капремонтов, я выбираю индивидуальный метод.
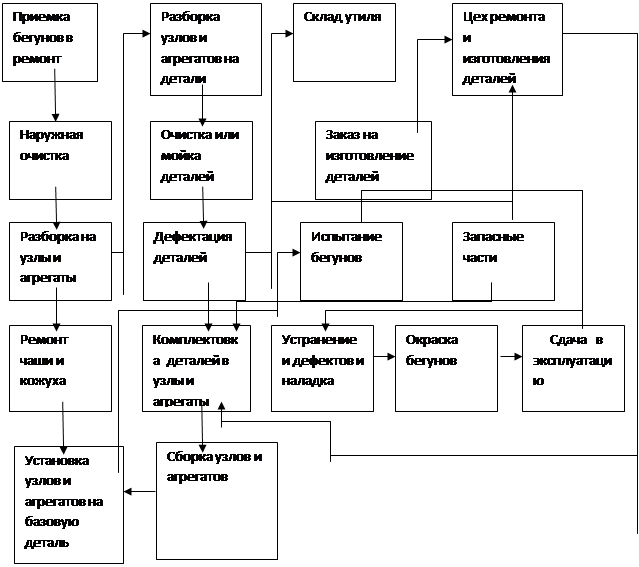
Схема технологического процесса капремонта бегунов
2.2 Определение продолжительности ремонта и численности ремонтной бригады
Из отраслевого положения СТОиР для бегунов сухого помола нахожу ремонтосложность R=5 в условных единицах и трудоёмкость капитального ремонта Е=175 чел·час.
Простой бегунов в ремонте, исчисляемый с момента их установки на ремонт до приёмки в эксплуатацию, определяется по формуле: П=N·R(сут), где
П- простой в сутках;
N-норма простоя в капремонте в сутках.
Определяю простой бегунов при капремонте для односменного ремонта.
П= 0,67 · 5 = 3,35 ≈ 3 суток.
Определив простой П в сутках, перевожу его в часовой, умножая суточный простой нВ сменность ремонта и на длительность смены в часах.
П=3 суток = 3 · 1 · 8 = 24 часа.
Определяю численность ремонтной бригады по формуле:
n = T / (П · К) (чел.),
где
Т - трудоёмкость ремонта в человеко-часах;
П - простой при ремонте в часах;
К – коэффициент перевыполнения норм рабочими-ремонтниками (К=1,1).
Определяю необходимое количество ремонтников для капремонта бегунов.
 ≈ 7 человек ≈ 7 человек
Для бегунов штат рабочих ремонтной бригады я выбираю следующий: 4 слесаря-ремонтника, 1 станочник и 2 сварщика.
Слесари-ремонтники будут заниматься очисткой машины, разборкой и сборкой, дефектовкой и промывкой деталей, ремонтом деталей. Сварщики
будут производить наплавочные работы при восстановлении рабочей поверхности катков, скребков, цапф валов кожуха. Станочник будет восстанавливать или изготавливать новые посадочные пазы, шейку вала. Сварщики и станочник иногда будут помогать слесарям-ремонтникам при сложных работах, разборке и сборке бегунов. На пробный пуск, испытание, окраску и сдачу в эксплуатацию бегунов я предлагаю оставить двух опытных слесарей высокого разряда, а остальных троих перевести на другие работы ПТО или ремонту.
2.3 Разработка сетевого графика ремонта машины
Одним из мероприятий по подготовке к плановому капитальному ремонту машины является разработка графика ведения ремонтных работ. На заводах ПСМ могут пользоваться двумя графиками ремонта: ленточный и сетевой.
При проведении ремонтов бегунов по графику можно чётко контролировать ход ремонтных работ.
По сравнению с ленточным графиком сетевой более трудоёмкий. Но зато более подробный и при использовании даёт хороший результат. Поэтому для ремонта бегунов я выбираю сетевой график.
Сетевой график ремонта представляет собой совокупность кружочков с цифрами внутри, соединённых друг с другом стрелками. Над и под стрелками пишутся цифры.
     
 2 3 2 3
 132 и т. д. 132 и т. д.
   2 1 2 1
 2 2 2 2
2
Кружок на графике означает конкретное событие (окончание какой-то ремонтной работы), а цифра внутри кружка означает порядковый номер этого события. Цифры над стрелками обозначают время на данную работу в часах, сама стрелка означает ход работы а цифра под стрелкой – необходимое количество ремонтников для выполнения данной работы за время указанное над стрелкой. На сетевых графиках могут быть разветвления- пути. Один из путей всегда более трудоёмкий. Этот путь на графике показан утолщёнными стрелками и называется критическим. По критическому пути всегда ремонтируют самые сложные механизмы и узлы. Именно по критическому пути определяют простой машины П.
Для составления графика капремонта бегунов надо хорошо знать их устройство и продумать, на какие крупные составные части можно будет при ремонте разделить данную машину, чтобы ремонт по этим частям производился отдельно и независимо от ремонта других частей.
Из анализа конструкций машины, капитальный ремонт можно вести по трём путям:
1. Мотор-редуктор, скребки, ролики.
2. Кожух, катки, рычаги, отвалы.
3. Вертикальный вал, крестовая муфта, чаша, центральная опора.
Время простоя по критическому пути графика должно равняться нормальному простою П в часах для бегунов сухого помола оно составляет П=24 часа. Согласно СТОИР трудоёмкость капремонта бегунов Т=175 чел·час.
Работы по графику
1. Остановка бегунов, обесточивание двигателя, очистка остатков не выгруженного материала.
1-2 наружная очистка от грязи, пыли, подтёков масла.
2-3 снятие привода бегунов, мотор - редуктора.
2-4 снятие кожуха.
2-5 разборка крестовой муфты, снятие вала.
3-6 разборка мотор - редуктора, мойка и дефектация деталей.
4-7 снятие катков, рычагов и отвалов.
5-8 снятие чаши, скребков и центральной опоры.
6-9 снятие и осмотр 4-х опорных роликов, если необходимо, их замена.
7-10 наплавка рабочей поверхности катков и кожуха. Замена роликовых подшипников катков.
8-11 наварка секторов чаши, замена скребков, наварка смятого паза и выступа крестовой муфты, замена болтов.
9-12 установка 4-х опорных роликов и сборка редуктора.
10-12 установка рычагов, сборка катков с установкой на рычаги и установка отвалов.
11-12 установка опоры, вращающейся чаши и вала с крестовой муфтой.
12-13 установка мотор – редуктора и соединение его вала с вертикальным валом чаши.
13-14 смазка и регулировка, установка кожуха.
14-15 опробование работы бегунов на холостом ходу при помощи лебедки.
15-16 испытание под нагрузкой.
16-17 окраска.
17-18 сдача бегунов в эксплуатацию по приёмно - сдаточному акту.
П = 0,5 + 2 + 3 + 6 + 5 + 2 + 2 + 1 + 0,5 + 1 + 1 = 24 (часа)
Время ремонта машины по критическому пути равно времени простоя машины в ремонте.
2.4 Подготовка к ремонту необходимого оборудования, инструментов, приспособлений и материалов
Что бы ремонт проходил качественно, в полном объеме и установленные сроки, к нему надо заранее готовиться.
Когда ремонт производится стихийно, при отказе или поломке машины, такая подготовка не возможна.
Подготовка оборудования к ремонту включает в себя выполнение заранее следующих работ:
а) подготовка необходимых сборочных и рабочих чертежей на машину и прочей технической документации (паспорт машины, схема и карта смазки). Обязательно нужны сборочные чертежи отдельных её узлов и агрегатов. По этим чертежам при ремонте правильно собираются узлы и агрегаты с учётом подготовки деталей по указанным на этих чертежах посадках.
Рабочие чертежи деталей нужны для изготовления или восстановления деталей.
Каждая машина имеет технический паспорт, в котором приведены технические данные, короткая инструкция по разборке, перечень запчастей.
б) подготовка оборудования необходимого для ремонта, приспособлений и инструмента.
Для поднятия тяжелых узлов или агрегатов при укрупненной разборке машины, необходимо грузоподъемное оборудование (кран-балки, тали).
Кроме этого оборудования, необходимо сварочное оборудование (трансформатор, козлы, монорельсы)
Для снятия подшипников готовят съемники, для промывки деталей используют ванны.
К началу ремонта необходимо подготовить слесарный, режущий и измерительный инструмент.
в) разработка графика ведения ремонта ленточный или сетевой график необходим для того, чтобы капремонт прошел быстро и качественно.
г) подготовка ремонтной площадки.
Так как ремонт оборудования производится в самих цехах, то ремонтные работы могут мешать работам цеха. Поэтому для ремонта машин надо находить свободное место, где нет никакого оборудования и там организовать ремонтную площадку.
Ремонтная площадка-это определённое свободное место цеха, где будут производиться ремонтные работы для той или иной машины, начиная с наружной очистки и кончая окраской и сдачей в эксплуатацию. Поэтому на ремонтной площадке должно быть типовое оборудование, необходимое для ремонта, такое как сварочное, грузоподъемное, промывочное, верстак с тисками (для слесарных работ и дефектации мелких и средних деталей), стеллажи (для укладки на них крупных деталей, узлов и агрегатов). Здесь же узлы и агрегаты будут разбираться на детали и дефектоваться.
Должны быть ящики с ячейками для мелких и средних деталей, в каждой ячейке находятся детали определенного узла. Металлический ящик с крышкой, в него вкладывается ветошь после протирки деталей.
Для защиты глаз от излучения сварочной дуги ставят ширмы. Сварочный пост ограждается с 3-х или 4-х сторон переносными ширмами.
Сварочный пост – это металлический стол сварщика, стул, трансформатор.
Для транспортировки крупных узлов и агрегатов на ремонтной площадке должна быть тележка, хотя бы ручная.
В ряде случаев ремонтная площадка в полном объеме не нужна. Это такие случаи как:
1. Когда машина небольшая и не требует грузоподъемного оборудования.
2. Когда производится ремонт машины( ленточный конвейер) сварка рамы, подварка трещин осуществляется на месте, в этом случае сварочный пост практически не нужен.
д) предварительная ведомость дефектов.
Чтобы к ремонту можно было подготовиться заранее и избежать лишних простоев в ремонте при последнем ПТО перед ремонтами Т2, К, необходимо произвести дефектацию наиболее изношенных частей машины.
Эта дефектация производится визуально, путём опробования на люфт от руки, отдельно сильно изношенные узлы и агрегаты приходится частично разбирать и производить дефектовку с использованием контрольно-измерительных инструментов.
На основании такой предварительной дефектации при ПТО машины должны составляться ремонтные документы - дефектные ведомости.
В этих ведомостях перечисляют дефектные детали, указываются для каждой из низ дефекты и по каждому дефекту указываются те работы, которые нужно выполнить при ремонте машины в будущем. Таким образом , благодаря ведомости предварительных дефектов, ремонтники будут знать предстоящий объем работ ремонта машины и могут подготовиться к нему.
При самих ремонтах Т2 или К, когда машина или отдельные её части полностью разбираются, также производится дефектация деталей и будет
составляться другая ведомость – дефектно-сметная. В этой ведомости дефектов будет указываться стоимость ремонтных работ и в основном это больше финансовый документ, чем ремонтный.
е) подготовка к ремонту необходимых материалов (заготовки нужных размеров, марок, смазка, краска, электроды, сода для промывки деталей, ветошь, стандартные запчасти (болты, подшипники)).
ж) на особо быстроизнашиваемые детали машинные детали машинологических карт ремонта или изготовления детали.
У каждой машины есть несколько деталей особо быстроизнашиваемых, такие детали приходится ремонтировать или изготовлять заново, не только при Т2 и К, но и ПТО. При хорошей организации ремонтов оборудования необходимо разработать технологические карты ремонта или изготовления данной детали.
з) перед началом ремонта, подготовить штат ремонтников, с ними проводится инструктаж по особенностям ремонта данной машины.
Ввиду значительного веса бегунов и его строчных единиц при капремонте требуется грузоподъемное оборудование (кран-балка, тельфер, ручная или электрическая таль). При использовании в ремонтах электрических и ручных талей необходимы приспособления для их подвески (треноги, козлы с монорельсами). Как правило, для капремонта оборудования должны применяться электрические кары или хотя бы ручные тележки. Слесарные работы желательно производить на самой ремонтной площадке, где для этой цели потребуется переносной верстак с тисками. Для ремонта бегунов потребуются промывочные ванны, стеллажи для узлов и крупных деталей, ящики для мелких деталей. Для просывки и очистки деталей потребуются скребки, щётки и подвесы для тяжелых деталей при мойке в ваннах. Должен быть подготовлен к капремонту и необходимый измерительный инструмент и приспособления (штангенциркули, микрометры, щупы, индикатор со штативом и линейка). Для сварочных и наплавочных работ потребуется сварочный трансформатор, стол и стул сварщика, электроды нужных марок.
Сварочный пост на ремонтной площадке должен быть огорожен металлическими ширмами для защиты глаз рабочих от вредного излучения
сварочной дуги. Для капремонта бегунов потребуются различные режущие и слесарные инструменты (сверла, резцы, фрезы. Различные ключи нужных номеров, электрическая или пневматическая дрель, пневматическая или шлифовальная машина, молотки, отвертки).
Из материалов для ремонта бегунов потребуются заготовки нужных размеров и марок, листовая сталь 12 мм, ветошь для протирки, смазка, твёрдые сплавы, флюс и краска.
2.5 Организация ремонтной площадки
Чтобы капитальный ремонт провести в сжатые сроки ис высоким качеством, нужна хорошая заблаговременная подготовка к ремонту. В комплекс подготовительных Работ к ремонту входит и организация ремонтной площадки.Ремонтная площадка- определенная свободная площадьцеха, где будет производиться разборка, промывка, дефекация, восстановление деталей с последующей сборкой и испытанием узлов, агрегатов и самой машины.При организации ремонтной площадки по месту установки оборудования желательно наиболее массивную базовуюдеталь не снимать с фундамента и все работы по ней производить на месте ее крепления. На ремонтной площадке отопочной машины предлагается разместить следующее оборудование. Грузоподъемное оборудование- ручнаяили электрическая таль. На площадке предлагается иметь.
1.Ручную тележку для перевозки тяжелых сборочных единиц или деталей по территории площадки или в РМЦ завода.
2.Стелажи для укладывания крупных сборочных единиц или деталей машины.
3.Ящик с ячейками для укладывания мелких деталей разных сборочных единиц отопочной машины.
4.Сварочный пост (трансформатор, стол, стул).
5.Промывочные ванны для содового раствора и чистой воды.
6.Верстак с тисками для слесарных работ и дефекацией мелких и средних деталей. Примерный план ремонтной площадки для отопочной машины ОК-65 при условии подетальной разборке ее на ремонтной площадке показан на рис.
1.Ширмы
2.Стул сварщика
3.Стол сварщика
4.Сварочный трансформатор
5.Верстак
6.Ящик с ячейками для мелких деталей
7.Ванны промывочные
8.Ящик для ветоши
9.Стелажи для укладки узлов и деталей
10.Ручная тележка
3
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Порядок сдачи машины в ремонт
Перед приемкой машины в ремонт проводятся подготовительные работы, позволяющие провести ремонт в кратчайшие сроки и с надлежащим качеством. Для этого проводится предварительная очистка машины от остатков материала, пыли, подтеков смазки.
Бегуны сдаются в капремонт отключенными от электросети, изолируют концевые провода, отключают от питающего устройства и сдают масло из редуктора.
Принимают бегуны в ремонт комплектными , с необходимыми приспособлениями и специальными инструментами завода изготовителя. К машине должна прилагаться необходимая документация завода - изготовителя: технический паспорт, карта и схема смазки, инструкция по ремонту машины.
Бегуны должны останавливаться на капремонт в рабочем состоянии, в конце периода нормального износа. При приемке их в капремонт составляется приемно - сдаточный акт.
3.2 Разборка машины, чистка, мойка и дефектация деталей
Разборку бегунов при капитальном ремонте предлагается производить в два этапа:
1 этап - укрупненная разборка на отдельные сборочные единицы. Эта разборка производится или по месту установки машины, или на ремонтной площадке.
2 этап – разборка сборочных единиц на отдельные детали на ремонтной площадке.
Бегуны начинают разбирать с отсоединения кожуха от боковых стоек. Кожух к стойкам присоединен болтами. Откручиваются болты, используя гаечные ключи. Кожух снимают при помощи подъемного устройства – ручной лебедки. Блок лебедки крепится болтами к перекрытию здания цеха. Кожух отодвигают в сторону. Затем снимают мотор-редуктор, закрепленный на сварной траверсе при помощи болтов. Мотор-редуктор снимают так же лебедкой и отвозят на тележке на ремонтную площадку. Затем снимают катки бегунов, качающиеся на осях, которые крепятся к рычагам при помощи штифтов, после этого снимают сами рычаги, закрепленные в приливах стоек основания. Катки и рычаги снимают при помощи лебедки. Потом снимают вертикально вал, для этого разбираем крестовую муфту, соединяющую вал с вращающейся чашей при помощи болтов. Затем снимают стойки основания бегунов, они крепятся к плите болтами. Снимаются стойки после откручивания гаек, лебедкой.
Вращающаяся чаша так же демонтируется при помощи лебедки. Далее снимают центральную опору, она крепится к плите болтами и четыре опорные ролика. Крупные детали бегунов: чаша, кожух, боковые стойки, катки, очищают и дефектуют на месте. Здесь же они будут восстанавливаться.
Подетальная разборка будет проводиться на ремонтной площадке. Там будут разбираться узлы: катки, мотор-редуктор, центральная опора, опорные ролики. После чего все детали моются, протираются и дефектуются, раскладываются в ящики, а крупные на стеллажи.
После подетальной разборки крупные детали очищаются, а мелкие моются. Очистка чаши, катков, кожуха, рамы производится инструментами типа скребков или стальными щётками. Скребками очищается грязь, ржавчина,
прилипший материал или старая краска. После такой очистки детали протирают ветошью. Мойке подвергаются мелкие и средние детали типа осей, пальцев, зубчатых колес, подшипников. Цель промывки - удаление грязи и обезжиривание деталей. Для этого на ремонтной площадке предусматриваются промывочные ёмкости. В одной из них должен находиться 15% раствор кальцинированной соды, а в другой – чистая тёплая вода.
Ржавчина удаляется путём предварительного отмачивания деталей в течение нескольких часов, в керосине. При мойке средних деталей вертикального вала, валов привода и других их выдерживают в моющем растворе на весу с помощью проволочных приспособлений – подвесов. Мелкие детали, шестерни, оси проще всего удерживать в растворе инструментом типа клещей. Для промывки подшипников качения лучше всего применять керосин. Мойка деталей должна проводиться волосяными щётками или ветошью. Промытые в одной ёмкости детали помещают в другую ёмкость с подогретой чистой водой, там они прополаскиваются, а затем вытираются сухой чистой ветошью. Крупные и средние детали укладываются на стеллажи для дефектации, а мелкие в ящики с ячейками. В каждую ячейку кладут детали одного какого-то узла, чтобы детали не перепутались.
Хорошо очищенные и промытые детали бегунов подвергаются дефектации. Дефектация – контрольная операция технологического процесса ремонта, определяющая степень износа детали и её годность или негодность к дальнейшей работе на машине. При ремонтах детали дефектуются на три группы:
1-я группа – детали не изношенные или мало изношенные, не требующие ремонта или замены.
2-я группа – детали изношенные, близко к предельному, но их можно восстановить.
3-я группа – детали предельно изношенные, не подлежащие восстановлению и требующие замены.
В условиях ОАО «Сантехлит» дефектацию можно проводить двумя методами: визуальным и микрометрическим. Визуальный метод дефектации заключается в тщательном осмотре деталей, этим методом можно обнаружить трещины, срез или смятые резьбы, большой износ зубьев и другие дефекты. Недостатком этого метода является то, что величина износа детали конкретно не известна. Если же у детали надо точно знать величину её износа, то надо применить микрометрический метод. Этот метод более трудоёмкий, чем визуальный. При этом методе изношенные поверхности деталей бмеряются с помощью штангенциркуля, микрометра и других измерительных инструментов. Полученный размер детали сравнивают с первоначальным размером на чертеже. Разность этих размеров даёт величину износа детали. Крупные детали и частично средние предлагаю дефектовать на стеллажах или подкладках, а мелкие на верстаке.
Дефектация подшипников качения может производиться проверкой на люфт наружного кольца относительно внутреннего. Значительный люфт свидетельствует об общем износе подшипника и необходимости его выбраковки. Изношенный подшипник качения можно узнать по шуму его вращения . Звук при повороте от рук наружного кольца подшипника хорошо слышен при износе подшипника этот звук дребезжащий.
Выбраковке при визуальном контроле подлежат в большинстве случаев треснутые резьбовые детали, скрученные и треснутые валы, зубчатые колёса при износе зубьев более 20%. Выбраковке подлежат такие детали, как корпус редуктора, в случае появления в них трещин, проходящих чрез посадочные места подшипников валов этого редуктора.
3.3 Составление ведомости дефектов на узел машины (катки в сборе)
Восстановление или ремонт изношенных деталей – это проведение ремонтных работ, в результате которых детали, узлу или агрегату возвращаются первоначальные размеры, форма, свойства.
Износ детали приводит к нарушению посадок, сопряжений, нарушению формы поверхности и другим дефектам. Такие детали заменяют новыми или ремонтируют.
Стоимость ремонтных работ для какой либо детали обычно составляет 15-40% от стоимости новой детали.
Восстановление деталей способствует экономии дефицитных материалов и ценных металлов.
Чтобы выбрать метод восстановления и упрочнения детали необходимо знать свойства и срок службы восстановленных и новых деталей.
Восстановленные (отремонтированные) детали должны обладать:
- долговечностью и надёжностью в эксплуатации;
- качествами новой детали;
При выборе способа восстановления (ремонта) деталей за основу принимают экономическую целесообразность восстановления , наличия на предприятии необходимого оборудования и материалов.
Целесообразность восстановления зависит от следующих факторов:
- условия работы;
- характер сопряжения;
- величины и характера действующих нагрузок;
- условия смазки;
Основным показателем эффективности восстановления изношенных деталей служит себестоимость восстановления деталей, продолжительность их технологического процесса ремонта, наличия дефицитных материалов.
Ниже будет описан ремонт двух деталей: катков и отвалов.
Ремонтироваться эти детали будут при помощи электродуговой наплавки твердым сплавом. Так как эти детали работают в абразивной среде (непосредственно соприкасаясь во время работы с материалом, а катки ещё с чашей), то происходит интенсивный износ их рабочей поверхности и за время их эксплуатации от ремонта до ремонта износ достигает значительной величины от 4-6 мм и более. Такой износ целесообразнее восстанавливать наплавкой. Самой распространенной является электродуговая наплавка сталинитом. Этот способ является наиболее доступным для завода. Порошок сталинита не дорогой по стоимости и даёт необходимую твёрдость при наплавке, причём свойства и срок службы восстановленных деталей повышается в 2-3 раза.
3.4 Технология ремонта детали (катки)
В этом вопросе описывают ремонт детали (катков)
Деталь будет ремонтироваться при помощи электродуговой наплавки твердым сплавом - сталинитом.
Для работы необходим трансформатор постоянного тока 160-200 А. при постоянном токе держится стабильная дуга и получается гладкий наплавленный слой. Угольные электроды Ø 16-20 мм. Сталинит с величиной зерен в среднем до 1мм.
Перед наплавкой поверхность катка тщательно очищается от грязи, налипшего материала скребками, железными щётками, пескоструйным аппаратом.
Наплавляемую поверхность устанавливают строго горизонтально. Наплавка будут вестись слоями (толщина слоя будет ≈2-3 мм) достижения
необходимого диаметра катка. Наплавка будет вестись параллельными полосами по всей ширине катка.
До нанесения слоя сталинита необходимо на очищенную поверхность нанести слой флюса, в качестве которого можно использовать прокаленную буру, порошковый алюминий. Флюс не должен перемешиваться со сталинитом, для чего его наносят первым, его слой будет толщиной 0,1-0,25 мм, т.е. равной ширине катка, его равной ширине катка, его разравнивают и несколько уплотняют. В процессе наплавки ширина слоя сплава уменьшаются на 60-65%. Электрод необходимо держать под углом 10-15° к вертикали, прикасаясь сначала им к кромке детали для возбуждения дуги. Затем наносят его на край слоя шихты и, расплавляя шихту и поверхность детали передвигают электрод от себя. Для получения более равномерного провара необходимо наплавляемые валки последовательно перекрывать на 1/3 их ширины. Когда электрод пройдёт вершину катка, необходимо каток немного провернуть на себя и процесс будет повторяться до достижения необходимого результата.
3.5 Сборка машины и её наладка, сдача в эксплуатацию
Сборку бегунов необходимо производить в последовательности, обратной разборке, описанной выше с применением того же оборудования, приспособлений и инструментов.
На ремонтной площадке детали будут собираться в узлы, а затем уже узлы монтируются на раме. Устанавливается электрооборудование, затем бегуны подключают к электропитанию.
Смонтированные бегуны принимаются в эксплуатацию соответственно требованиям строительных норм и правил – СниП.
По окончании монтажа проверяют правильность сборки и её качество. Подтягивают все болтовые соединения и заполняют подшипники и редуктор необходимой смазкой. Проверяют кинематику механизмов бегунов. Затем установка ограждения - кожуха. Проверяют правильность сборки, провернув бегуны при помощи лебедки. В период пробного пуска проверяют работу смазочной системы, температурный нагрев узлов трения, правильность работы зубчатого зацепления мотор – редуктора, не должно быть стука и не нормального шума. Надёжность и правильность сборки электросистемы.
При испытании бегунов под нагрузкой, проверяют соответствие рабочих характеристик и прочих показателей. Все испытания оформляются соответствующими актами.
4 ОХРАНА ТРУДА
4.1 Техника безопасности и противопожарные мероприятия при ремонте машины
На ручные и электрические тали распространяются требования правил техники безопасности по кранам, поэтому тали подлежат освидетельствованию с испытаниями. Перед установкой тали на монорельс необходимо тщательно осмотреть и проверить соответствия напряжения электрооборудования напряжению на местные установки, а так же соответствие расстояния между направляющими роликами тележки тали номеру двутавровой балки. Монорельс должен быть надежно заземлен, а токопровод выполнен в соответствии с правилами устройства электроустановок. Пульт управления талью должен быть подвешен на стальном канатике. Движение механизмов там должны совпадать со стрелками на корпусе кнопочного пульта. Запрещается использовать таль с одним исправным тормозом. Техническое обслуживание тали должно предусматривать ежедневный осмотр несущих элементов механизмов, а так же периодический осмотр и ремонт согласно рекомендациям инструкции по эксплуатации. При сварочных и наплавочных работах место сварщика должно быть ограждено, чтобы излучения сварочной дуги не оказывало вредного влияния на зрение других рабочих - ремонтников. Ширмы ограждения сварочного поста служат также для того, чтобы искры от дуги не разлетались по территории ремонтной площадки и чтобы не возник пожар. Сварщик обязан работать в спецодежде и рукавицах. Провод держателя электрода должен быть в порядке, чтобы не было нигде переломов и провод должен быть изолирован. При работе со слесарными инструментами нужно проверить, нет ли на них трещин и сколов и других неисправностей. Рукоятки молотков, напильников, ножовок должны прочно крепиться на самих инструментах и не иметь трещин. Гаечные ключи должны соответствовать размеру гаек и головок болтов, губки ключей не должны иметь следов смятия. Электродрель должна быть электробезопасна. При розжиге газовой горелки или резака вначале открывают вентиль газа и поджигают газ, а затем открывают вентиль кислорода и тем самым регулируют нужное пламя. При мойке деталей в химических растворах, детали должны удерживаться щипцами. Руки рабочих должны быть защищены резиновыми перчатками. На ремонтной площадке должна быть аптечка для оказания первой помощи пострадавшим.
ИСПОЛЬЗУЕМАЯ ЛИТЕТАТУРА
1. СТОиР, выпуск 4
2. Ф.Г. Бонит и др. «Эксплуатация, ремонт и монтаж промышленного оборудования» М. 1971 г.
3. Веронкин Ю.Н. «Методы профилактики и ремонта промышленного оборудования» М.2002г.
|