| Реферат
Даний курсовий проект на тему: "Проект ткацького виробництва потужністю ткацьких верстатів для виготовлення тканини артикул 4784", складається з пояснювальної записки та графічної частини.
Пояснювальна записка має листа формату А4, 21таблицю, 6 рисунків та графічну частину, яка включає в себе 2 креслення формату А1: "Технологічний план ткацтва" та "План розміщення технологічного устаткування".
Зміст
Ведення
1. Технічний розрахунок тканини
2. Вибір та обґрунтування технологічного плану ткацтва
3. Обґрунтування вибору обладнання та його розміщення
4. Вибір та розрахунок технічних параметрів по переходам ткацького виробництва
5. Розрахунок максимальних розмірів пакувань
6. Розрахунок довжини відходів ниток
7. Розрахунок спрягомої довжини ниток на пакуваннях за переходами ткацького виробництва
8. Розрахунок відносних відходів ниток
9. Розрахунок норм продуктивності
10. Розрахунок спрягомості обладнання
Висновок
Список використаної літератури
Введення
В Україні одною із провідних галузей народного господарства, являється – текстильна промисловість. Основною задачею якої є задоволення потреб товарами широкого вжитку, а саме різними видами тканин.
На початок 2009 року спостерігалося скорочення обсягів виробництва в усіх галузях промисловості України, в тому числі і легкої, через інертність кризових явищ в економіці. Великі підприємства мають значні труднощі – з постачанням сировини, брак іноземних замовлень,перехід на неповний робочий тиждень, що безперечно впливає на обсяг виробництва.
За січень-березень 2009 р. в розрізі підгалузей легкої промисловості, порівняно з аналітичним періодом 2008р., найбільший спад виробництва (45,1%) спостерігався у текстильній промисловості, що пов’язано із виробництва.
1. Технічний розрахунок тканини
Вихідні дані для технічного розрахунку тканини
Вихідні дані для технічного розрахунку тканини представляється у вигляді табл.1
Таблиця 1 Вихідні дані для технічного розрахунку тканини
| Показник
|
Позначення
|
Числові
значення
|
| 1.Число ниток на 10 см.: по основі по утоку
|
Ро
Ру
|
226
190
|
| 2. Лінійна щільність ниток, текс
основа
кромки
уток
|
То
Ткр
Ту
|
29БД
29БД
29БД
|
| 3. Величина уробітки, % по основі
по утоку
|
ао
ау
|
9
7,3
|
| 4. Поверхнева щільність тканини, г/м2
|
Мм
2
|
135
|
| 5. Переплетення ниток в тканині
|
полотняне
|
|
Характеристика тканини
Технічний розрахунок включає визначення необхідних заправних даних для виготовлення тканини на верстаті.
Полотно пістрявотканне арт.4784. Основа та уток виготовляється кардною системою прядіння. Тканина виробляється полотняним переплетенням. В основі та в утоці використовується одиночна бавовняна пряжа, лінійної щільності 29 текс. Характеристика тканини представляється у вигляді табл.2
Таблиця 2 Виписка з ДСТ
| Найменування тканини, артикул
|
Поверхнева щільність тканини, г/м2
|
Число ниток на 10 см
|
Розривне навантаження, Н
|
Лінійна щільність ниток, текс
|
Переплетення
|
| Ро
|
Ру
|
по основі
|
по утоку
|
То
|
Ту
|
Ткр
|
| 4784
|
135
|
226
|
190
|
|
|
29
|
29
|
29
|
Полотняне
|
Схема заправного рисунку тканини з позначенням елементів зображена на рис.1
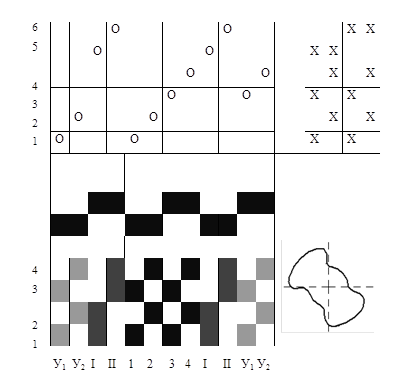
Рис. 1 Заправний рисунок тканини
Характеристика сировини
В основі та в утоці використовується бавовняна пряжа кардної системи прядіння лінійною щільністю 29 текс. Характеристика сировини представлено у табл. 3.
Таблиця 3
| Структура ниток
|
Номінальна лінійна щільність ниток, текс
|
Сорт ниток
|
При випробуванні одиночною ниткою
|
| Відносне розривне навантаження, текс
|
Коефіцієнт варіації за розривним навантаженням, %
|
| Основа
|
29
|
I
|
11,9
|
13,8
|
| Уток
|
29
|
I
|
11,5
|
13,8
|
Вибір типу ткацького верстата
При виборі типу ткацького верстату необхідно враховувати наступні показники:
- ширину виробленої тканини
- можливість отримання необхідного рапорту переплетення ниток фону та кромки.
- можливість переробки ниток різної лінійної щільності, структури. Коефіцієнт зв’язності ниток в тканині:
 (1.1) (1.1)
де  – щільність тканини по основі і утоку, нит/см – щільність тканини по основі і утоку, нит/см
 - середня лінійна щільність ниток основи та утоку - середня лінійна щільність ниток основи та утоку
 , (1.2) , (1.2)

F-коефіцієнт переплетення ниток в тканині:
 (1.3) (1.3)

де  - відповідно число ниток основи і утоку в рапорті переплетення; - відповідно число ниток основи і утоку в рапорті переплетення;
 - число зв’язків основи з утоком і утоку з основою в межах рапорту переплетення. - число зв’язків основи з утоком і утоку з основою в межах рапорту переплетення.

Оскільки Стк=6,226, то по розрахункам обираємо верстат типу СТБ-180.
Визначення уробітки ниток в тканині
Величину уробітки ниток основи та утоку, прийнятої із довідкової літератури, необхідно перерахувати за формулою
 (1.4) (1.4)
де ас
– величина уробітки ниток основи чи утоку, прийнята із довідкової літератури.
Визначення ширини сурової тканини
Оскільки обрано верстат типу СТБ, то ширину заправки по берду прирівнюють до робочої ширини верстата.
 ,см (1.5) ,см (1.5)
Ширини сурової тканини:
Виходячи з вибраної ширини заправки основи по берду, ширину сурової тканини визначаємо за формулою
 ,см (1.6) ,см (1.6)
де Вс
- ширина сурової тканини, см;
 ,см ,см
Розрахунок берда
Номер берда визначаємо, виходячи з числа ниток основи на 10 см сурової тканини, числа ниток основи, пробраних в зуб берда і уробітки ниток утоку за формулою:
 (1.7) (1.7)
де  – кількість ниток, пробраних в один зуб берда по фону. – кількість ниток, пробраних в один зуб берда по фону.

Для верстата СТБ-2-180 бердо вибирають згідно ДЕСТ 17-809-79, номер приймають рівним 105.
Для даної тканини розміри берда представлені в табл.4
Таблиця 4
| Тип
|
Виконання
|
Висота берда в світлі
|
Висота нижнього з’єднання
|
Загальна висота берда
|
Ширина зуба
|
Товщина берда
|
Товщина зуба
|
| III
|
1
|
60
|
24
|
90
|
2,7
|
6,7
|
0,33
|
Проміжок між пластинками зубів берда
 (1.8) (1.8)
де Вз
– товщина зуба, мм.
 , мм , мм
Коефіцієнт заповнення вузлом проміжку між зубами визначається за формулою
 (1.9) (1.9)
де 0,07 – перевідний коефіцієнт в систему текс;
Со
– коефіцієнт, що залежить від об’ємної маси основних ниток.

Оскільки Кз
< 1, то розрахунок та вибір берда зроблено вірно.
Визначення числа зубців берда в заправці
Число зубів берда в заправці:
 ,зубів (1.10) ,зубів (1.10)
 , зубів , зубів
Число зубів берда для крайових ниток
 ,зубів (1.11) ,зубів (1.11)
де  – ширина двох кромок, см. – ширина двох кромок, см.
Для тканин бавовняних ширина двох кромок не повинна перевищувати 3,5 см у тканин із закладними крайками.
Зк р
= 0,1∙3,5∙105 = 36,75, зубів
Приймаємо Зк р
= 36 зубів
Число зубів берда для ниток фона розраховується за формулою:
 , зубів (1.12) , зубів (1.12)
Зф
= 1890 – 36 = 1854, зубів
Загальне число зубів берда в заправці з урахуванням запасних зубів:
З = Зф
+ Зк р
+ Ззап
, зубів (1.13)
де Ззап
– число запасних зубів.
Приймаю Ззап
= 2 зуба.
З = 1854+ 36 + 2 = 1892, зубів
Визначення числа ниток основи
Число ниток фона розраховується за формулою:
mф
= Зф
∙ Zф
, ниток ; mф
= 1854∙2=3708, ниток (1.14)
де Зф
– число зубів берда для фона тканини.
Число ниток фона приймається кратним рапорту проборки і числу ниток, пробраних в один зуб берда
Число ниток кромки :
mкр
= Зк р
∙ Zк р
, ниток ; mк р
= 36∙2= 72, ниток (1.15)
де Zк р
– число ниток крайки, пробраних в один зуб берда.
Для станка СТБ-2-180 із закладними крайками число ниток, пробраних в зуб берда в крайці і фоні, беру рівними 2, тобто Zк р
= 2
Загальне число ниток основ :
mо
= mф
+ mк р
, ниток (1.16)
mо
= 3708+72=3780, ниток
Перевірка вірності проведеного розрахунку проводиться за формулою:
 (1.17) (1.17)
Розрахунок проведений вірно, оскільки робоча ширина верстата СТБ-2-180, відповідає результатові розрахунку.
Розрахунок ремізного пристрою
Розрахунок ремізного пристрою ведуть у відповідності до заправного рисунка тканини.
Число галев в пристрої
Г = Гф
+ Гк р
+ Гзап
+ Гул
, гал (1.18)
Г = 3708+72+12+4=3796 , гал
де Гф
– число галев для фонових ниток ;
Гк р
- число галев длякромкових ниток ;
Гзап
– запасні галева ;
Гул
– кількість уловлюючи галев .
Гзап
= 2∙Кр
= 2∙6 = 12 (1.19)
де Кр
– кількість ремізок у пристрої; Кр
= 6.
Число галев для ниток фону:
  галев ; галев ;  , галев (1.20) , галев (1.20)
де nф
– число ниток фона, пробраних в 1 галево.
Число галев для кромкових ниток:
 галев ; галев ;  галев (1.21) галев (1.21)
де nк р
– число ниток крайки, пробраних в одне галево.
При рядовій проборці число галев на одній ремізці:
 галев ; галев ;  ,галев (1.22) ,галев (1.22)
де Г΄ф
– число галев для фонових ниток на одній ремізці;
Кф
– число ремізок для ниток фону . Приймаємо Кф
=4.
Число галев на одній кромочній ремізці:
 ; ;  (1.23) (1.23)
де Ккр
– число ремізок для кромкових ниток.
Розподіл галев по ремізкам представлено в табл. 5
Таблиця 5 Розподіл галев по ремізкам
| Номер ремізки
|
Кількість галев
|
Всього
|
| Фон
|
Кромки
|
Запасні і уловлюючі
|
| 1
|
927
|
|
2+ 2 ул.
|
931
|
| 2
|
927
|
|
2 + 2 ул.
|
931
|
| 3
|
927
|
|
2 + 2 ул.
|
931
|
| 4
|
927
|
|
2 + 2 ул.
|
931
|
| 5
|
|
36
|
2
|
38
|
| 6
|
|
36
|
2
|
38
|
| Всьго
|
3708
|
72
|
20
|
3800
|
Перевірка щільності галев на найбільш навантаженій ремізці:
 (1.24) (1.24)
де Г΄max
– число галев на найбільш навантаженій ремізці;
Врем
– ширина ремізки, см
Ширина ремізки зазвичай перевищує ширину берда на 2 см, тому
Врем
= Вз
+ 2, см (1.25)
Врем
= 180 + 2 = 182 см
5,15=Ргал
≤Рг.доп
=12
Розрахунок зроблений вірно.
Розрахунок ламельного пристрою
Щільність ламелей на кожній рейці:
 (1.26) (1.26)
де Вл
– ширина ламельного пристрою;
Кл
– число ламельних рейок на ткацькому верстаті.
Вл
= Врем
+ 2, см (1.27)
Вл
= 182 + 2 = 184см
10,272 = Рл
≤Рл.доп
= 8-10
розрахунок зроблений вірно
Розрахунок маси ниток основи і утоку в 100 пог.м. сурової тканини
Маса тканини складається з маси основних та утокових ниток.
Маса основних ниток в 100 пог. м сурової тканини
 (1.28) (1.28)
де Мо
–маса м’яких основних ниток в 100 пог.м сурової тканини
μо
- втрати маси ниток при фарбуванні і відбілюванні.
 (1.29) (1.29)
де bо
– відсоток витяжки в процесах підготовки пряжі до ткацтва, %.
Оскільки пряжа однониткова bо
= 1,5 %.

 , кг , кг
Оскільки використовується процес шліхтування, масу основних ниток з урахуванням величини залишкового приклею
 (1.30) (1.30)
де Пзал
– величина залишкового приклею, %.
Пзал
= 2/3∙Піст
(1.31)
де Піст
– величина істинного приклею, %.
Для тканин полотняного переплетення Піст
розраховується за формулою
 (1.32) (1.32)
де Кп р
– коефіцієнт проборки (для 2 ниток – 1);
Ро
, Ру
– відповідно число ниток основи і утоку на 1 см тканини, нит/см;
Кт
– коефіцієнт, що залежить від технологічних умов виготовлення тканини (для бавовняних тканин із крученої пряжі – 1);
Кс
– коефіцієнт враховуючий систему прядіння (кардна 1,25).

Приймаємо Піст
= 4%
Оскільки вибрана шліхта
 (1.33) (1.33)


Розрахунок норми витрат утокової пряжі на 100 пог. м. сурової тканини без відходів
Для безчовникового ткацького верстата із закладними кромками
 (1.34) (1.34)
Загальна норма витрат ниток основи та утоку на 100 пог. м. сурової тканини
 ; ;
 кг (1.35) кг (1.35)
Поверхнева щільність тканини
 (1.36) (1.36)
де М΄ – маса основи з урахуванням приклею, кг;
Вс
– ширина сурової тканини, м

Перевірка проведеного розрахунку
 (1.37) (1.37)

Розрахунок зроблено вірно, так як перевірка дала незначну похибку в розрахунках.
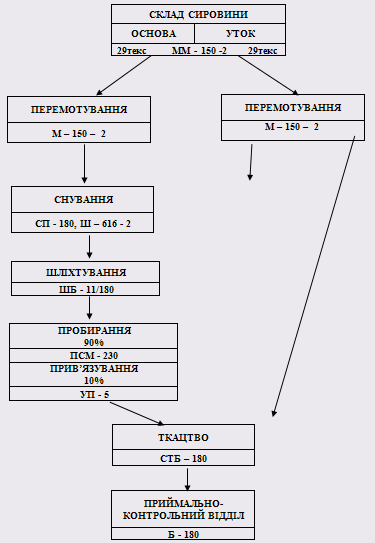
2. Вибір та обгрунтування технологічного плану ткацтва
Фарбована основна і утокова пряжа на бобінах м’якої мотки надходить у склад сировини де зберігається у ящиках – піддонах до моменту її використання. Пряжа під час зберігання на складі стабілізується і набуває необхідної вологості, що покращує іі властивості.
Перемотування основи і утоку здійснюється на мотальних машинах М-150-2. метою перемотування являється створення необхідного пакування, яке б забезпечило ефективне проведення наступного процесу снування, а також очищення пряжі від пуху і домішок, ліквідація пороків.
Наступним етапом підготовки пряжі до тканиноформування є процес снування. Снування здійснюється на машина СП – 180. Метою снування являється навивання на одне пакування певного числа ниток основи встановленої розрахунком довжини.
Вибір шпулярника, Ш-616-2 обумовлений видом снування – партіонне приривне, при якому значно вищий швидкісний режим, оскільки радіус змотуваних паковок відносно-однаковий.
Наступний етап – процес шліхтування, який необхідний для формування ткацького навою та надання ниткам необхідних фізичних властивостей для більш високої якості. Шліхта надає ниткам необхідної міцності та гладкості, що сприяє меншому стиранню в процесі ткацтва. Процес шліхтування виконується на машині ШБ-11/180.
Пробирання ниток в зйомні органи ткацького верстата виконуються при зміні зношених ремізок , галев та берд. Пробирання основ проводиться на проборних верстатах ПСМ-230. Особливості використання верстату є те, що він обладнаний механічною подачею і його може обслужити одна людина.
На вузлов’язальних машинах нитки основи, доробленої на ткацькому верстаті: зв’язують з нитками знов встановлюваної основи. Механічні зв’язування застосовують, якщо немає необхідності в ручному пробиранні. Процес вузлов`язання виконується на пересувній вузлов’язальній машині УП-5. Особливість даної машини є те, що вона забезпечує надійну якість вузлів.
Процес ткацтва виконується на безчовниковому ткацькому верстаті СТБ-2-180
Знята з верстату тканина надходить приймально-конструктивної дільниці ткацької фабрики. Тут визначають сорт тканини та виявляють пороки зовнішнього вигляду, а також проводиться облік кількості виготовленої тканини.
На рис.2 зображено схему технологічного плану ткацтва
3. Обгрунтування вибору обладнання та його розміщення
Обґрунтування вибору обладнання
При виборі технологічного обладнання необхідно враховувати:
- асортимент тканини
- особливості вибраного технологічного процесу вироблення тканини
- вид поковок які надходять в ткацьке виробництво
- розмір виробничих приміщень, розмір станків, колон
Перемотування пряжі
При підготовці до виготовлення тканини арт.4784 перемотування ниток основи і утоку здійснюється на мотальній машині М – 150 – 2.
Процес перемотування неповинен погіршувати фізичні властивості пряжі, натяг пряжі повинен бути рівномірним, забезпечуючи постійність умов перемотування.
Мотальна машина М – 150 – 2 призначена для перемотування ниток з прядильних початків і бобін на конічні бобіни хрестового намотування. На машині встановлений мотальний барабанчик з канавками змінного шагу. Машина двостороння на 100 барабанчиків.
Для поліпшення структури намотування машина обладнана механізмом сфероутворювання і механізмом електроперервача. Для створення необхідного натягу ниток використовується двозонний шайбовий натяжний прилад. Для вирівнювання натягу ниток при перемотуванні на великих швидкостях застосовано балоногасник.
Технічна характеристика мотальної машини представлена у таблиці 6.
Таблиця 6 Технічна характеристика мотальної машини М – 150 – 2
| Елемент характеристики
|
Показники
|
| Лінійна швидкість перемотування,
|
500 - 1200
|
| Тип вихідного пакування
|
конічна бобіна
|
| Розміри вихідного пакування:
максимальний діаметр,мм
довжина
питома щільність намотування,
|
230
145 – 150
0,38 – 0,42
|
| Габаритні розміри, мм
довжина
висота
ширина
маса,кг
число мотальних барабанчиків
|
14200
1600
1300
1750
100
|
Снування пряжі
В процесі снування не повинні погіршуватися фізико – механічні властивості пряжі, і забезпечувати задану довжину снування.
Підготовка снувальних валиків відбувається на машині СП-180. На машинах СП нитки з бобіни проходять через рядок, огинають мірний валик та намотуються на снувальний валик. Для ущільнення та забезпечення правильної форми намотки до поверхні пряжі на снувальному валику притискається укатуючий валик. Вибір машини проведений з урахуванням лінійної щільності основи.
На цій машині передача руху снувальному валику відбувається за допомогою електродвигуна постійного струму. Такий привід забезпечує постійну швидкість снування 700-800м/хв. незалежно від діаметру намотки. Технічна характеристика машини СП- 180 представлена в табл. 7.
Таблиця 7 Технічна характеристика машини СП-180
| Елемент характеристики
|
Показники
|
| Робоча ширина машини, мм
Лінійна швидкість снування, м/хв.
|
1800
350-800
|
| Діаметр вала, мм
мірильного
укатного
Тип електродвигуна привода снувального вала
Загальна вживаюча потужність, кВТ
|
106, 16 0,1 0,1
325
П-51
7,2
|
| Габаритні розміри, мм
ширина
глибина
висота
Маса машини, кг
|
2840
1620
1260
1500
|
| Показник надійності та довголіття
коефіцієнт готовності
коефіцієнт технічного використання
|
0,99
0,95
|
Найбільш вдосконаленим є шпулярник Ш-616-2. На ньому 616 робочих бобін та 616 запасних. Він обладнаний комбінованим бобінотримачем для конічних та циліндричних бобін. Вказаний шпулярник використовується для переробки ниток середніх та малих лінійних щільностей. Технологічна характеристика шпулярника Ш-616-2 представлена в табл. 8
Таблиця 8 Технічна характеристика шпулярників Ш-616-2 для партіонних снувальних машин
| Елемент характеристики
|
Ш-616-2
|
| Число бобін в ставці
робочих
резервних
|
616
616
|
| Розміри бобін встановлених на снувальному ролику,мм
максимальний діаметр
висота намотки
|
250
150
|
| Габаритні розміри снувального ролика,мм
довжина
ширина
висота
|
12200
5570
2410
|
Шліхтування пряжі
При шліхтуванні основи використовуємо шліхтувальну машину типу ШБ-11/180. Це багатооборотні шліхтувальні машини шириною 1800мм з 11 сушильними барабанами. Робоча поверхня барабанів вкрита плівкою з тефлонів, яка володіє адгизионними властивостями. Робоча поверхність сушильних барабанів має різну температуру, яка змінюється за законом параболи: перший та останній мають мінімальну температуру, середній максимальну. Зі снувальних валів під певним натягом основа змотується першим тянульним валом та надходить в шліхтувальну ванну.
Основа занурюється в шліхтувальну ванну за допомогою занурюючого ролика. Для віджиму шліхти встановлені дві пари віджимних валів.
Підігрів шліхти та підтримання її температури в ванні виконують за допомогою насиченого пару, вологи від випарювання шліхти над ванною, розміщений витяжний зонт з шибером.
Для регулювання рівня шліхти в ванні встановлений автоматичний електричний регулятор рівня. Випускна частина машини складається із зигзагоподібного рядка, випускного валу, механізму установки ткацького навою та механізму зйому навою. Технічна характеристика машини ШБ-11/180 представлена в табл. 9.
Таблиця 9 Технічна характеристика шліхтувальної машини ШБ-11/180
| Елемент характеристики
|
ШБ-11/180
|
| Швидкість руху основи, м/хв.
|
30-150
|
| Заправна довжина основи,м
в машині
в сушильній зоні
|
33
18
|
| Максимальна ширина оброблюваної основи, м
|
1,8
|
| Максимальна кількість шліхти,що заливається в ванну, л
|
200
|
| Температура шліхти, С0
|
до 90
|
| Випарювальна здатність машини,кг/год
|
410
|
| Число сушильних барабанів
|
11
|
| Тиск пару в сушильних барабанах, Па ( ) )
|
до 3
|
| Температура поверхні барабанів, С0
|
48-110
|
| Максимальний діаметр намотки основи, мм
на навої
на снувальний вал
|
700
800
|
| Мінімальний діаметр ствола навою, мм
|
100
|
| Витяжка основи в машині, %
|
0.6-3.5
|
| Вологість основи, %
після віджиму
після сушки
|
70-100
3-12
|
| Щільність намотки основи на навої, г/см
|
до 0.7
|
| Габаритні розміри, мм
довжина без стойки для снувальних валів
довжина зі стойкою на 12 снувальних валів
ширина
висота
|
10720
18315
3500
3700
|
| Маса машини, кг
без стойки для снувальних валів
зі стойкою на 12 снувальних валів
|
18260
19260
|
| Потужність електродвигуна, кВт
постійного струму
змінного струму
|
20.5
12.5
|
Пробирання та прив’язування основ
Для пробирання основної пряжі обираємо механізований проборний верстат ПСМ-230, 230-заправна ширина. Призначений для пробирання ниток основи в ламелі, ремізи та бердо. Перевага даного верстату заключається в тому, що він обладнаний приладом автоматичної подачі ниток основи в процесі пробирання, таким чином його обслуговує одна проборщиця.
Пробираємо 15% основи. Технічна характеристика проборного верстату ПСМ-230 представлена в табл.10
Таблиця 10 Технічна характеристика проборного верстату ПСМ-230
| Елемент характеристики
|
ПСМ-230
|
| Максимальна заправна ширина по ремізу,мм
|
2300
|
| Максимальне число ремізок
|
12
|
| Максимальне число рядів ламелей
|
6
|
| Число підйомів ремізок за хв.
|
11-22
|
| Діапазон номерів берд
|
25-200
|
| Габаритні розміри,мм
ширина
глибина з основою
висота
|
2920
1600
1780
|
| Маса,кг
|
350
|
| Загальна потужність електродвигуна,кВт
|
0,27
|
Прив’язування основи проводять спеціальними вузлов’язальними машинами, де кінці ниток допрацьованої основи з’єднують з кінцями ниток знову підготовленої основи.
Для здійснення процесу прив’язування застосовують вузлов’язальну машину типу УП-5. Машина складається з трьох основних частин: вузлов’язальної каретки зйомного типу, теліжки для перевезення вузлов’язальної каретки, передвижник зажимів. Вузлов’язальна машина УП-5 дозволяє зв’язувати нитки з низьким коефіцієнтом тертя, має механізм, який перемикає машину на зв’язування ниток одним із двох типів вузлів - "двухпетельним" чи "вісімкою". Механізм забезпечує високу якість зв’язування вузлів, вони не розпускаються при протисненні крізь прилад ткацького верстату. Прив’язуємо 85% основи. Технічна характеристика вузлов’язальної машини УП-5 представлена в табл. 1
Таблиця 11 Технічна характеристика вузлов’язальної машини УП-5
| Елемент характеристики
|
УП-5
|
| Лінійна щільність зв’язуваних ниток,текс
бавовняні
льняні
шовкові
вовняні
|
8.5-500
8.5-60
28-125
22-125
|
| Габаритні розміри,мм
ширина
довжина
висота(регулюється)
|
600
3203
880-1210
|
| Швидкість зв’язування,число вузлів за хв.
|
до 500
|
Ткацтво
Виготовлення тканини відбувається на ткацькому верстат СТБ-2-180. Верстат має багатокольоровий механізм зміни утоку та оснащений кулачковим зівоутворюючим механізмом.
Технічна характеристика верстата представлена в табл. 12.
Таблиця 12 Технологічна характеристика верстату СТБ-180
| Елемент характеристики
|
СТБ-180
|
| Заправна ширина по берду,мм
при виробленні в одне полотно
|
180
|
| Частота обертання головного валу,хв.
|
240
|
| Максимальне число ниткопрокладчиків
|
11
|
| Відстань між дисками навою,мм
|
1890
|
| Число ремізок без каретки
|
10
|
| Число рейок основоспостерігача
|
6
|
| Габаритні розміри,мм
глубина
ширина без каретки
ширина з кареткою
висота
маса,кг
потужність електродвигуна,кВт
|
1875
3500
3900
1400
2500
1.7
|
Приймально-контрольний відділ
В приймально контрольному відділі використовуємо машину Б-180. Призначену для розбраковки та виміру довжини сурових тканин. Машина має механізм реверсивного ходу, а також фотонаглядач. При роботі машини, тканина з рулону в "книжку" вкладається самоукладчиком який має хід 600 мм. Максимальна погрішність виміру +0,3%. Технічна характеристика машини представлена в таблиці 13.
Таблиця 13 Технічна характеристика браковочно-облікової машини Б-180
| Елемент характеристики
|
Б-180
|
| Робоча ширина,мм
|
1800
|
| Швидкість руху тканини,м/хв.
|
5-50
|
| Габаритні розміри,мм
довжина
ширина
висота
|
2700
2900
2200
|
| Потужність електродвигуна,кВт
|
0.8
|
Розміщення ткацьких верстатів
Без човникові ткацькі верстати розміщені трійками по парах. Така розстановка дозволяє найбільш ефективно використовувати площу цеха.
На листі нанесена сітка колон з кроком 1200×1800 мм який передбачений будівельними нормами.
Відстань між грудницями двох станків прийнято рівною 600 мм. Між скалами 1200 мм. Відстань між стінкою та верстатом 4000мм. Ширина станка 3800 мм, а глибина -1875 мм.
Центральний прохід знаходиться між п’ятою та четвертою парами ткацьких верстатів і складає 4000 мм.
Ткацький цех містить 216 ткацьких верстатів, ця кількість не перевищує заданого діапазону 200-250 ткацьких верстатів.
4. Вибір та розрахунок параметрів по переходам ткацького виробництва
Технологічні параметри перемотування
Лінійна швидкість перемотування пряжі, яка пройшла процес фарбування у пакуваннях, знижується на 10-20%, тому приймаємо лінійну швидкість перемотування рівною 800 м ⁄ хв.
Vпер
=600 м ⁄ хв.
Натяг нитки при перемотуванні:
 , сН (4.1) , сН (4.1)
 , сН , сН
 , сН , сН
де Ор
- відносне розривне навантаження, сН/текс
ап
- коефіцієнт який залежить від волокнистого складу нитки, для бавовняної пряжі цей коефіцієнт дорівнює 0,07 [ 3 ]
Розводка контрольно-очисної щілини
Розводка контрольно-очисної щілини залежить від лінійної щільності (діаметру) ниток.
Діаметр ниток:
 , мм (4.2) , мм (4.2)
 , мм , мм
Розводка контрольно-очисної щілини  ощ
о
= 2, lощ
у
= 2 ощ
о
= 2, lощ
у
= 2
Об’ємну щільність перемотування, витяжку, та обривність ниток приймаємо з довідкової літератури [2]
Об’ємна щільність намотки γп
= 0,42 , г⁄см3
Витяжка ниток Bc
=0,2 %
Обривність ниток rп
= 3 об/млн.м
Пороки перемотування
Пороки, які виникають в процесі перемотування представлені в таблиці 14
Таблиця 14 Пороки перемотування та причини їх виникнення
| Вид пороку
|
Причина виникнення пороків
|
| нахльости
|
мотальниця не прив’язує кінець нитки, а замотує його на мотальній паковці без вузла
|
| джгутове намотування
|
внаслідок співпадання витків
|
| неправильна форма намотки
|
отримується в результаті розладки в роботі мотального механізму
|
| намотування в два кінця
|
мотальниця захвачує кінець сусідньої нитки.
|
Технологічні параметри снування
Партіонне снування розраховується для різнокольорових основ з метою визначення числа ниток на снувальних валиках.
Лінійна швидкість снування
Бавовняну пряжу рекомендовано снувати з швидкістю 600-1000 м/хв., але для фарбованої пряжі швидкість зменшується на 5 %.
Приймаємо
 м/хв. м/хв.
Натяг нитки при снуванні:
 ,сН (4.3) ,сН (4.3)
де ас
- коефіцієнт який залежить від волокнистого складу нитки. для бавовняної пряжі цей коефіцієнт дорівнює 0.06
 сН сН
Число ниток на снувальному валику
Для визначення числа ниток на снувальному валику враховується ємність шпулярника, попередньо визначається число снувальних валиків в партії :
 ; ;  (4.1) (4.1)
де Нш
- ємність шпулярник
Приймаєм, . .
 ,ниток ; ,ниток ;  , ниток (4.2) , ниток (4.2)
де К’
с
- прийняте число снувальних валиків в партії
Приймаємо, манір по основі:
1. жовтих – 50 ниток
2. зелений – 50 ниток
Всього: 100 ниток
Визначення рапорту кольору:
 ниток; ниток;  ,ниток (4.3) ,ниток (4.3)
де  - число ниток першого кольору; - число ниток першого кольору;
 - число ниток другого кольору. - число ниток другого кольору.
Число рапортів кольору:
 ; ;  (4.4) (4.4)
Приймаємо число рапорту  . .
Число ниток в додатковому рапорті:
 ниток (4.5) ниток (4.5)
 , ниток , ниток
Кількість ниток кожного кольору:
 ниток (4.6) ниток (4.6)
 , ниток , ниток
Число снувальних валиків для кожного кольору:
 (4.7) (4.7)

Приймаємо число снувальних валиків рівним 3.
Число ниток на кожному валику:
 ниток (4.8) ниток (4.8)
 , ниток , ниток
 , ниток , ниток
Розподілення ниток на снувальних валиках представлені в таблиці 15
Таблиця 15 Розподілення ниток на снувальних валиках
| Манір
|
Номер валика
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1.зелені
|
3
|
3
|
4
|
592
|
616
|
616
|
|
| 2.жовті
|
589
|
589
|
588
|
-
|
-
|
-
|
|
Снувальна партія
1. Манір ⁄ 589 жовтих + 3 коричневих=592 нитки
2. Манір ⁄ 589 жовтих + 3 коричневих=592 нитки
3. Манір ⁄ 588 жовтих + 4 коричневих=592 нитки
4. Манір ⁄ 592 коричневих=592 нитки
5. Манір ⁄ 616 коричневих =616 нитки
6. Манір ⁄ 616 коричневих =616 нитки
Об’ємну щільність намотки, витяжку, та обривність ниток приймаємо з довідкової літератури
Об’ємна щільність намотки γc
=0,50 г/см3
Витяжка ниток Bc
=0,1 %
Обривність ниток rc
=1,5об/млн..м
Пороки снування
Пороки які виникають в процесі снування представлені в таблиці 16.
Таблиця 16 Пороки снування та причини їх виникнення
| Вид пороку
|
Причина виникнення пороків
|
| На хлист
Хомути та задири
Рвань на валу
Слабина крайніх ниток на снувальному валику
Недостача чи надлишок ниток на валу
Конусна намотка
Слабий та різній натяг ниток
Часті обриви ниток в краях вала
Неправильна довжина снування
Великі вузли
Мяка намотка
Бугриста намотка на снувальному валу
Зароблений пух, масляні нитки, пряжа різної лінійної щільності
|
Обірваний кінець нитки не зв’язаний з кінцем нитки на снувальному валику, а закинутий на сусідню нитку.
Неправильно розшуканий кінець обірваної нитки.Обірваний кінець присучується до сусідньої нитки
Обривність групи ниток й зв’язаних їх пучком чи заробітка в нахлистку.
Неправильна установка рядка відносно дисків снувального вала, деформація дисків.
Неправильно встановлена ставка.
Неправильний прижим прикатного валика.
Неправильна заводка ниток в нитко натягувач, вискакуваня з під шайби нитконатягувача, неякісні нитко натягувачи
Заусениці на поверхності дисків на снувальному валику
Неправильно встановлена довжина на лічильнику, неправильно відрегульоване гальмування мерильного та снувального вала
Вузли зв’язані вручну без використаня вузловязника
Недостатній прижим прикатнпго вала до снувального
Нерівномірна розкладка ниток в рядку
Необережна робота снувальниці та ставильниці
|
Технологічні параметри шліхтування
Швидкість шліхтування. Залежить від випарної здатності сушильного апарату шліхтувальної машини, лінійної щільності, числа ниток в основі і ступеня віджимання шліхти.
 м/хв. (4.9) м/хв. (4.9)
де Qшл
- випаровуюча властивість машини, береться з довідкової літератури [1 ];
а - ступінь віджиму шліхти, приймають 1.
 м/хв. м/хв.
Величина істиного приклею
Величину істинного приклею беремо з технологічного розрахунку тканини Піст
=4%
Побудова рецепта шліхти
Концентрація шліхти для проектування тканини
 (4.10) (4.10)
де Се
- концентрація шліхти для тканини еталона (4,8 %);
К1
- поправний коефіцієнт який враховує лінійну щільність ниток основи.
 ; ;  (4.11) (4.11)
К2
– коефіцієнт, який враховує вид клеючої речовини (для ПВС 0,6).
 % %
кількість клеючої речовини на 1000 л. води:
 кг ; кг ;  кг (4.12) кг (4.12)
де Спр
- концентрація шліхти для проектованої тканини;
W – вологість клеєвої речовини ( для ПВС – 5%).
кількість клеючої речовини на 1 т. мякої пряжи
 кг; кг;  кг (4.13) кг (4.13)
Натяг ниток при шліхтуванні
 Н (4.14) Н (4.14)
 Н Н
Тиск в жалі валів
Тиск в жалі валів впливає на величину істинного приклею та фізико - механічних властивостей пряжі
 Н (4.15) Н (4.15)
де q - питомий тиск (2 кг/см2
);
В - ширина контактної полоски в жалі, В=1,8 ;
Спр
- концентрація шліхти, %.
 Н Н
Об’ємну щільність, витяжку та обривність ниток приймаємо з довідкової літератури
об’ємна щільність γш
=0,52 г/см3
витяжка ниток Вш
=1 %
обривність ниток гш
=0,8 обр/млн..м
Вологість від шліхтованої основи
Цей параметр повинен завжди мати оптимальну величину:
для бавовняної пряжі -10%
Пороки шліхтування
Пороки які виникають в процесі шліхтування представлені в таблиці 14
Таблиця14 Пороки шліхтування
| Вид пороків
|
Причини
|
| Недосушена основа
Пересушена основа
Нерівномірний приклей
Схрещенні нитки
Масова обривність ниток
Грязні п`ятна на основі
|
Недосить прогріті сушильні барабани. Велика швидкість шліхтування. Слабкий віджим основи
Тривала зупинка верстатів.
Нерівномірна подача шліхти в ванну. Великі коливання рівня температур
Не проложені роздільні прутки при зміні навою.
Великий натяг та витяжка пряжі. Не зрізання хомутів.
Присипання ниток до барабанів та направляючим роликам.
Загрязнена ключа ванна.
|
Технологічні параметри пробирання та прив’язування.
Швидкість пробирання та прив’язування приймається згідно технічної характеристики прийнятого обладнання.
Залежно від виду і лінійної щильності ниток основи на вузлов’язалиних машинах з голковим відбором застосовують голки різних розмірів і номерів. Номер відбиваючої голки визначається з довідкової літератури [2] за шириною п’яточки яка розраховується за формулою :
 ; ;  (4.16) (4.16)
Приймаємо № 14
Пороки пробирання
Пороки пробирання та їх причини представлені в табл. 15
Таблиця 15 Пороки пробирання та їх причини
| Вид пороку
|
Причини
|
| Пробирання не по малюнку
|
Неуважність чи низька кваліфікація проборщиці
|
| Пробирання із за хрещеними нитками
|
Погане розчісування основи при встановлюванні зажимів чи гребінки,неуважність подавальниці
|
| Пробирання крайкових ниток в фон полотна,невідповідність фактичної ширини крайки розрахунковій
|
Недостатня кількість ниток в основі,невірно вибрана ширина берда,неуважність проборщиці
|
| Пробирання "парочками"
|
Неуважність проборщиць та подавальниць
|
| Пробирання з пропуском зуба берда
|
Розладка пасету
|
Пороки прив’язування та причини і способи їх усування представлені в табл. 16
Таблиця 16 Пороки прив’язування та причини і способи їх усування
| Вид пороку
|
Причина утворення
|
| Відривання ниток при зв’язуванні вузлів
|
Різка різниця в натягах ниток при заправці
Надмірний натяг ниток обох чи однієї з основ
Надто високий номер відбираючих голок
Нерівність пряжі по лінійній щільності
Підвищена жорсткість пряжі із-за збільшеного відсотку приклеювання чи недостатньої вологості основи на навої та в цеху
Невірний кут зміщення ниток при їх заправці в зажимах
Тупі леза ножів
Невірне положеня ножів із-за накопичення пуху та бруду між лезами ножів та кронштейном
|
| Розв’язування вузлів
|
Бруд в клювику голки
Тупе лезо ножа вузлов’язателя
Передчасна дія леза ножа вузлов’язателя
Зношування чи невірне заточування верхнього зажимного краю вузлов’язателя
Невірний хід нитководителя
|
| Одинарне зв’язування
|
Слабнуть пружинки контрольного механізму
Невірна установка затягуючої голки
Невірна установка відбірних голок по висоті
Зношування передніх та задніх звідних ричагів
|
| Зв’язування ниток "парочками"
|
Високий номер голки,великий клювик,голка захоплює дві нитки
|
Технологічні параметри ткацтва
Швидкість ткацького верстата
Згідно даних технічної характеристики верстата число оборотів головного вала приймаємо швидкість верстата Vгв
=240 хв-1
Натяг ниток основи
Самим комплексним показником структури тканини, що визначає напруженість  процесу формування тканин, є коефіцієнт об’ємного наповнення тканини процесу формування тканин, є коефіцієнт об’ємного наповнення тканини
 (4.19) (4.19)
В- товщина тканини, мм
 , мм (4.20) , мм (4.20)
 ,мм ,мм

Тканина середньої напруженості.
Натяг однієї нитки у фазі прибою визначається за формулою:
 , сН/нитку (4.21) , сН/нитку (4.21)

Заправний натяг ниток основи Кз
в розрахунку на одну нитку (сН/нитку)
 , сН/нитку (4.22) , сН/нитку (4.22)

Величина прибійної смужки
 (4.23) (4.23)
С – коефіцієнт, який враховує пружні особливості пряжі з різних волокон, С=1


Величина заступа
Наявність недоліків існуючого способу прибою утоку примушує формувати тканину з заступом
 ; ;  мм (4.24) мм (4.24)
Параметри конструктивно-заправленої лінії ткацького верстата
Положення верхньої поверхності переднього прутка ламельного прибору по висоті відносно нейтральної лінії зіву  hл
, мм hл
, мм
 ; ;  мм (4.25) мм (4.25)
Спер
- коефіцієнт який враховує переплетення тканини, полотно Спер
=0,7.
Положення ламельного прибору по глибині верстата визначає відстань від переднього підтримуючого прутка до першої від опушки тканини ремізки l2
, мм
 мм (4.26) мм (4.26)
l1
- відстань від опушки тканини до першої ремізки , мм l1
=136
A – коефіцієнт, який враховує особливості ткацького верстата А=1
 мм мм
Кут розкриття передньої частини зіву 2α визначає чистоту зіву та ймовірність обриву нитки основи прокламування утоку , тому потрібно приймати величину 2α орієнтуючись на діапазон його зміни по даному розкриття зіву - αmin
=9◦
 ; ;  (4.27) (4.27)
де
Б - коефіцієнт враховуючий особливості зівоутворення нитки з різних видів волокон пряжі, для бавовни Б=1,15.
На Рис.4.6. зображено схему конструктивно-заправної лінії верстату.

Рис. 4.6. Параметри зіву
Пороки ткацтва
Пороки тканини приведені в табл. 17
Таблиця 17 Пороки ткацтва
| Вид пороку
|
Причини виникнення порку
|
| Близни та підплетини
Недосіки забоїни та неправильний бій
|
Розладка осново наглядача. Продольні полоски в ткані.
Полоски по всій ширині ткані.
Розладка основного чи товарного регулятора
|
| Піднирки
Продольні полоски
Порочки
Поміхи
Збитий малюнок
Проколи шпарунками
Уточні петлі
Погані кромки
|
Нечистий зів, провисання ниток основи, несвоєчасне введення уточної нитки в зів
Послаблення натягу нитки після ліквідації обриву
Неправильний підбір берда, низька установка скала та незначна величина заступу
Неправильна заводка ниток (дві нитки в одне малево)
Розладка каретки чи при пускі станка без попереднього відшуку разу
Використання шпаруток з тупими голками туге обертання валиків чи кінець шпарунок
Значна крутка, незначна вологість і гальмування уточної нитки
Розладка механізмів закладної кромки та ножиць
|
5. Розрахунок максимальних розмірів паковок
Розрахунок лінійної щільності ниток з урахуванням витяжки по переходам ткацького виробництва
Лінійна щільність ниток основи на бобіні ММ – 150 – 2 , текс
 , текс; , текс;  ,текс (5.1) ,текс (5.1)
Лінійна щільність ниток основи на бобіні М – 150 – 2 , текс
 , текс; , текс;  , текс (5.2) , текс (5.2)
Лінійна щільність ниток основи на снувальному валику:
 , текс; , текс;  , текс (5.3) , текс (5.3)
Лінійна щільність ниток утоку на бобіні:
 , текс ; , текс ;  , текс (5.4) , текс (5.4)
Розрахунок довжини, маси та об’єму пряжі на паковках
Після вибору та обґрунтування технологічного процесу та обладнаня для виготовлення тканини необхідно розрахувати паковки та спряг ому довжину нитки на них по переходам технологічного процесу.
Розміри паковок повині бути максимальними та економічно цілеспрямованими.
Вихідні дані для розрахунку об’єму маси та довжини ниток на паковці є розміри паковки прийняті з технологічної характеристики машини.
Мотальна бобіна з машини ММ – 150 – 2 .
Мотальна бобіна представлена на рис. 5.1. і числові позначення в табл.18
Таблиця 18
| Показники
|
Числові значення
|
| Н, см
|
15
|
| d, см
|
9
|
| D, см
|
20
|
| γ, г ⁄см3
|
0,38
|

Рис.5.1.Мотальна бобіна
Об’єм пряжі на валу:
 (5.5) (5.5)
 , см3 , см3
Маса пряжі на бобіні:
 , ; , ;  , м (5.6) , м (5.6)
Довжина пряжі на бобіні
Основа
 ; ;  ,м (5.7) ,м (5.7)
Уток
 ; ;  ,м (5.8) ,м (5.8)
Мотальна бобіна з машини М– 150 – 2 .
Мотальна бобіна представлена на рис. 5.2. і числові значення в табл..19
Таблиця 19
| Показники
|
Числові
значення
|
| Н, см
|
15
|
| h1
, см
|
0,5
|
| h2
, см
|
14
|
| h3
, см
|
0,5
|
| d1
, см
|
-3,6
|
| d2
, см
|
6,4
|
| D1
, см
|
22
|
| D2
, см
|
25
|
| γ, г ⁄см3
|
0,42
|

Рис.5.2. Мотальна бобіна
Об’єм пряжі на бобіні, см3
 (5.9) (5.9)

Маса пряжі на бобіні розраховується за формулою (5.6):
 , г , г
Довжина пряжі на бобіні розраховується за формулами (5.7), (5.8):
 , м , м
 , м , м
Снувальний валик .
Снувальний валик машини представлений на рис.5.3 і показники в табл.20
Таблиця 20
| Показники
|
Числові
значення
|
| Н, см
|
180
|
| d, см
|
25
|
| Dф
, см
|
80
|
| γ, г ⁄см3
|
0,5
|
| Dн
, см
|
78
|

Рис.5.3 Снувальний валик
Об’єм пряжі на валу:
 , см3
(5.10)
, см3
(5.10)
 , см3 , см3
Маса ниток на снувальному валику:
 , кг (5.11) , кг (5.11)
 , кг , кг
Довжина ниток на снувальному валу, м
 , м (5.12) , м (5.12)
 , м , м
Ткацький навій
Ткацький навій однонавійного верстата СТБ зображений на рис. 5.4. Числові дані показників в табл.21
Таблиця 21
| Показники
|
Числові
значення
|
| Н, см
|
184
|
| d, см
|
15
|
| Dф
, см
|
60
|
| γ, г ⁄см3
|
0,51
|
| Dн
, см
|
58
|

Рис. 5.4 Ткацький навій
Об’єм пряжі розраховується за формулою (5.10):
 см3
см3
Маса шліхтованої основи:
 , кг (5.13) , кг (5.13)
 , кг , кг
Маса м`якої пряжі на навої:
 , кг (5.14) , кг (5.14)
 кг кг
Довжина ниток на навої:
 , м (5.15) , м (5.15)
 , м , м
6. Розрахунок довжини відходів ниток
Перемотування ниток. Довжина відходів ниток при перемотуванні на бобіни:
 , м (6.1) , м (6.1)
де  - довжина нитки, яка необхідна для оправлення вхідного пакування перед установкою на мотальну машину, - довжина нитки, яка необхідна для оправлення вхідного пакування перед установкою на мотальну машину,  ,5 м; ,5 м;  - довжина нитки, що видаляється при зв’язуванні кінців у момент зміни вхідного пакування або ліквідації обриву - довжина нитки, що видаляється при зв’язуванні кінців у момент зміни вхідного пакування або ліквідації обриву  м; м;  - довжина нитки з вхідного пакування, необхідна для ліквідації обриву, включаючи втрати при зльотах - довжина нитки з вхідного пакування, необхідна для ліквідації обриву, включаючи втрати при зльотах  м; м;  - середня довжина нитки, що залишається на недопрацьованому вхідному пакуванні - середня довжина нитки, що залишається на недопрацьованому вхідному пакуванні  м; м;  - число обривів, що доводиться на одне вхідне пакування. - число обривів, що доводиться на одне вхідне пакування.
Норми відходів при перемотуванні взяті з довідкової літератури [3].
Число обривів розраховують виходячи з розрахунку обривів на 1 млн.м одиночної нитки за формулою:
 , обр; , обр;  (6.2) (6.2)
де  - число обривів нитки на 1 млн.м. - число обривів нитки на 1 млн.м.
Число обривів прийняте з довідкової літератури [3].
 , обр; , обр;  (6.3) (6.3)


Снування ниток
Довжина відходів ниток при перервному партіонному способі снування:
 , м (6.4) , м (6.4)
l- довжина кінців нитки видалених при ліквідації обриву,  м; м;
l1
- довжина кінців нитки з бобіни, яка йде на зв’язування з видаленням слабкого місця, l1
=0.75 м;
l2
- середня довжина нитки на снувальному валу включаючи розшук кінця нитки при змотуванні її на валу , l2
=6 м;
l3
- довжина ниток, які залишаються на патроні та йдуть у відходи, крім начинків, l3
=3 м
 - число обривів на одному снувальному валу. - число обривів на одному снувальному валу.
 (6.5) (6.5)
де ro
- число обривів ниток на 1 млн. м. , ro
=1,5 обр.

 м м
Шліхтування ниток
Довжина технологічних відходів ниток в процесі шліхтування;
 , м (6.6) , м (6.6)
l1
- довжина м`яких кінців, відрізаних при з’єднані ниток зі всіх снувальних валиків в одне полотно, м. Для бобіні l1
=2.5 м
l2
- середня довжина м`яких кінців, які залишилися на снувальних валах після доробітки партії в результаті нерівномірної витяжки пряжі на окремих снувальних валах, розміщених на стойці, приймається 0,2% довжини на снувальному валу. l2
=42,2 м
l3
- довжина клеючих кінців, які включають кінці затрачені на звязувані начала і кінця партії, м. l3
=26 м
Kc
- число снувальних валів в партії (мінус одиниця, так як на одному зі снувальних валиків партії пряжа буде дороблена до кінця)
 м м
Пробирання та прив’язування ниток
Довжина відходів при пробиранні:
 , м ; , м ;  , м (6.7) , м (6.7)
де - довжина, кінців, що зрізуються, необхідних для паралелізації ниток на навої перед пробиранням.
Довжина відходів при прив’язуванні:
 ; ;
 (6.8) (6.8)
де l1
– довжина зрізаємих кінців;
l2
– довжина кінців, які зрізаються разом з ремізним приладом.
Норми відходів ниток прийняті з довідкової літератури [3].
Ткацтво
Відходи по основі в ткацтві:
 , м;
, м;  , м (6.9)
, м (6.9)
де l1,
l2
- довжина кінців ниток основи відповідно які залишаються на основі при доробці основи [3].
Відходи ниток утоку на ткацькому верстаті
Довжина відходів утоку:
 , м (6.10) , м (6.10)
де l1,
l2
- довжина кінців ниток основи відповідно на заправку бобіни та її виправлення при ліквідації обриву l1
=5 м l2
=3 м ;
l3
- довжина кінців ниток утоку відповідно що залишаються на бобіні при доробці та відрізаних від тканини з ткацького верстата, l3
=30 м ;
 - число обривів нитки утоку, які приходяться на бобіну. - число обривів нитки утоку, які приходяться на бобіну.
 (6.11) (6.11)
rу
- число обривів ниток утоку на 1м;
Впр
- довжина прокладуючої уточної нитки, см;
Lб
- довжина ниток відповідно утоку на бобіні, м
l3
- довжина кінців ниток утоку, які залишаються на бобіні при її до робітці
Для бавовняної пряжі довжина кінців ниток утоку, які залишаються на бобіні, при до робітці на верстатах СТБ l3
=30 м
Впр
=Вз
+Вкр
,м (6.12)
Впр
=180+0,6=180,6,

 м м
7. Розрахунок спрягомої довжини ниток
Спрягомість пакувань – відповідність між довжинами ниток на вхідній та вихідній паковках по переходам ткацького виробництва .
Спрягома довжина ниток на пакувань забезпечує задану довжину шматка сурової тканини , сприяє зменшенню угарів в ткацькому виробництві та найбільш повному використанню об’єму пакувань . Спрягому довжину ниток на пакуваннях розраховують виходячи зі встановленої довжини шматка сурової тканини.
Розрахунок спрягомої довжини та маси ниток на ткацькому навої
Довжина основи для виготовлення куска сурової тканини:
 ;
;
 (7.1) (7.1)
де lс.к.
- довжина куска сурової тканини, яка рівна 60 м згідно з поверхневою щільністю[3].
Тканину знімають рулонами. Довжина основи в рулоні:
lo.p
= 3 .
lo.к
, м; lo.p
= 3 .
65,431 = 196,292, м (7.2)
Кількість рулонів основи в одному навої:
 , шт.; , шт.;  (7.3) (7.3)
Приймаємо К=10 шт.
Спрягома довжина основи на навої:
 (7.4)
(7.4)
 ,м ,м
Маса ниток на навої з урахуванням спрягомої довжини м’якої основи:
 ,кг (7.5) ,кг (7.5)
 , кг , кг
Маса шліхтованих ниток на навої з урахуванням спрягомої довжини:
 , кг (7.6) , кг (7.6)
 , кг , кг
Розрахунок спрягомої довжини та маси ниток на снувальному валу
Кількість ткацьких навоїв із партії снувальних валиків:
 (7.7)
(7.7)
де Lс.тк
- спряжена довжина основи на навої, м.
 ,шт ,шт
Приймаємо найменшим числом Кн
=12 шт.
Спрягома довжина на снувальному валику:
 , м (7.8)
, м (7.8)
 , м , м
Маса ниток на снувальному валу з урахуванням спрягомої довжини:
 ,кг (7.9)
,кг (7.9)
 , кг , кг
Розрахунок спрягомої довжини та маса ниток на бобіні
Кількість снувальних валиків із ставки бобін:
 , шт ;
, шт ;  (7.10)
(7.10)
Приймаємо Ксв
=3.
Спрягома довжина нитки на бобіні розраховується за формулою:
 , м (7.11) , м (7.11)
де lH
- довжина начинка.
 , м , м
Маса ниток на бобіні з урахуванням спрягомої довжини:
 , кг (7.12) , кг (7.12)
 , кг , кг
8. Розрахунок відносних відходів ниток
Мета розрахунку – визначення довжини втрат ниток, яких не уникнути, в технологічних процесах виготовлення тканини до спряжених довжин. Все це необхідно для складання балансу сировини та розрахунку спряженості обладнання. Відносні відходи в процесі перемотування ниток:
 , % (8.1) , % (8.1)
Перемотування утоку розраховується за формулою (8.1):

Відносні відходи в процесі снування:
 ,% (8.2) ,% (8.2)
 , % , %
Визначення відходів в процесі шліхтування:
 , % (8.3) , % (8.3)
 , % , %
Визначення відходів процесі пробирання :
 , % , (8.4) , % , (8.4)
 - частина пробраних основ . Приймаємо - частина пробраних основ . Приймаємо  0,2 . 0,2 .
 % %
Відходи при прив’язуванні основ на вузлов’язальних машинах :
 , % , (8.5) , % , (8.5)
де  - частина основ , що прив’язуються . Приймаємо - частина основ , що прив’язуються . Приймаємо  0,15 . 0,15 .
 % %
Загальні відходи пряжі в проборному відділі :
 , % , (8.6) , % , (8.6)
  , % , %
Відходи по основі в ткацтві, для однонавійних верстатів СТБ:
 , % ; , % ;  % (8.7) % (8.7)
Загальна кількість відходів по основі :
 ,% (8.8) ,% (8.8)
 % %
Відходи ниток утоку
Відносні відходи по утоку в ткацтві для безчовникових верстатів
 ,% (8.9) ,% (8.9)
 ,% ,%
Загальна кількість угарів по утоку
 , % (8.10) , % (8.10)
 ,% ,%
Норма витрат основної і утокової пряжі з врахуванням відходів
По основі:
 , кг (8.11) , кг (8.11)
 , кг , кг
По утоку
 , кг , (8.12) , кг , (8.12)
 ,кг ,кг
Загальна маса основи та утоку в 100 пог.м сурової тканини , кг:
 ,кг (8.13) ,кг (8.13)
 , кг , кг
9. Розрахунок норм продуктивності обладнання
Перемотування ниток
Теоретична продуктивність :
 , кг ⁄год (9.1) , кг ⁄год (9.1)
де Vм
– лінійна швидкість перемотування
км.б
– кількість мотальних барабанчиків
 , кг ⁄год , кг ⁄год
Норма продуктивності мотальної машини:
 ,кг⁄ год (9.2) ,кг⁄ год (9.2)
 , кг ⁄год , кг ⁄год
Снування ниток
Теоретична продуктивність :
 , кг/год (9.3) , кг/год (9.3)
 кг/год кг/год
Фактична продуктивність :
 , кг/год (9.4) , кг/год (9.4)
 , кг ⁄год , кг ⁄год
Шліхтування ниток
Теоретична продуктивність :
 , кг/год (9.5) , кг/год (9.5)
 , кг/год , кг/год
Фактична продуктивність :
 , кг/год ; , кг/год ;  (9.6) (9.6)
Прив’язування ниток
Теоретична продуктивність :
 , кг/год (9.7) , кг/год (9.7)

Фактична продуктивність :
 , кг/год (9.8) , кг/год (9.8)
 , кг/год , кг/год
Пробирання ниток
Продуктивність пробирання однієї основи :
 , хв ; , хв ;  , хв (9.9) , хв (9.9)
де  - час на пробирання 100 ниток ( - час на пробирання 100 ниток ( 3,5-5 хв. В залежності від кількості реміз у пристрої). 3,5-5 хв. В залежності від кількості реміз у пристрої).
Допоміжний час :
 , хв (9.10) , хв (9.10)
де  - час відповідно на отримання прибору (1,2 хв.), його установку (1,6 хв.), на зняття й установку навоїв (1,5хв.), на прибирання ниток після пробирання (зв’язування)(2,5 хв.), на установку пасету (0,5хв.), на зміну проборки та установку пробраної основи (2хв.) . - час відповідно на отримання прибору (1,2 хв.), його установку (1,6 хв.), на зняття й установку навоїв (1,5хв.), на прибирання ниток після пробирання (зв’язування)(2,5 хв.), на установку пасету (0,5хв.), на зміну проборки та установку пробраної основи (2хв.) .

Норма виробітки на верстаті в зміну :
 , кг , (9.11) , кг , (9.11)
де Т – тривалість роботи за зміну , хв. Т = 480 хв .
 - час обслуговування робочого місця . = 20 хв . - час обслуговування робочого місця . = 20 хв .

Норма виготовлення за годину :
 , кг/год ; , кг/год ;  , кг/год (9.12) , кг/год (9.12)
Ткацтво
Теоретична продуктивність верстату :
 , м-уточин / год (9.13) , м-уточин / год (9.13)
де n – число прокидок за хвилину . (n = 240 об / хв)
 , м-уточин / год , м-уточин / год
 , м-уточин / год , м-уточин / год

Норма продуктивності :
 , м / год (9.14) , м / год (9.14)
 , м / год , м / год
 , м / год (9.15) , м / год (9.15)
 , м / год , м / год
Приймально – контрольний відділ
Теоретична продуктивність верстату :
 , кг / год. (9.16) , кг / год. (9.16)
де  - швидкість руху тканини (50 м⁄ год) - швидкість руху тканини (50 м⁄ год)
 , кг / год. , кг / год.
Норма виготовлення :
 , м / год (9.17) , м / год (9.17)
 , м / год , м / год
10. Розрахунок спрягомості обладнання
Виробітка сурових тканин за годину
 , м/год; , м/год;  (10.1) (10.1)
де Кст
– кількість верстатів в заправці;
КПО – коефіцієнт працюючого устаткування (0,965)
Годинна потреба напівфабрикатів по переходам ткацького виробництва
Годинна потреба ткацького виробництва в основній пряжі:
 , кг / год (10.2) , кг / год (10.2)

Годинна потреба ткацького виробництва в утоковій пряжі :
 , кг / год (10.3) , кг / год (10.3)

Кількість напівфабрикатів за переходами з урахуванням угарів представлена в табл. 22
Таблиця 22 Кількість напівфабрикатів
| Перехід
|
Кількість угарів, %
|
Вихід напівфабрикатів
|
| %
|
кг
|
| Мотальний (основа)
|
0,014
|
100-0,014=99,97
|
168,59
|
| Мотальний (уток)
|
0,014
|
100-0,014=99,97
|
134,86
|
| Снувальний
|
0,008
|
99,97-0,008=99,89
|
168,57
|
| Шліхтувальний
|
0,292
|
99,89-0,292=99,598
|
168,23
|
| Пробірний та вузлов’язальний
|
0,07
|
99,598-0,07=99,528
|
162,13
|
Кількість напівфабрикатів у мотальному відділі для основи і утоку розраховується за формулою:
 , кг⁄ год (10.4) , кг⁄ год (10.4)
де х – вихід напівфабрикату в мотальному відділі
 , кг⁄ год , кг⁄ год
Кількість напівфабрикатів у снувальному відділі:
 , кг/год. (10.5) , кг/год. (10.5)
де х1
– вихід напівфабрикату в снувальному відділі
Кількість напівфабрикатів у шліхтувальному відділі:
 , кг/год (10.6) , кг/год (10.6)
де х2
– вихід напівфабрикату в шліхтувальному відділі

Кількість напівфабрикатів у проборному відділі:
 , кг/год (10.7) , кг/год (10.7)
де х3
– вихід напівфабрикату в проборному та вузлов’язальному відділах
 , кг/год , кг/год
Кількість машин у роботі
Кількість машин у роботі визначається за формулою:
 (10.8) (10.8)
де В- кількість напівфабрикатів за переходами виробництва;
Н- фактична продуктивність устаткування.
Кількість мотальних машин:
 (10.9) (10.9)
Кількість снувальних машин:
 (10.10) (10.10)

Кількість шліхтувальних машин:
 (10.11) (10.11)

Кількість проборних верстатів
 , (10.12) , (10.12)
де n1
–процент основ, що пробирається (15%)
Кількість вузлов’язальних машин
 (10.13) (10.13)
Кількість бракувальних машин:
 (10.14) (10.14)
Кількість машин у заправці
 (10.15) (10.15)
Данні розрахунку спрягомості устаткування зведені в табл.23
Таблиця 23 Розрахунок спрягомості устаткування
| Перехід
|
Годинна потреба в напівфабрикатах, кг/год
|
Норма продуктивн. машини, кг/год
|
КПО
|
Кількість машин в роботі
|
Кількість машин в заправці
|
Прийнято до установки
|
| Перемотування
|
Вм=242,646
|
Нм
|
0,965
|
Мр.=2,582
|
Мз.м=2,676
|
3
|
| Снування
|
Вс=242,452
|
Нс
|
0,975
|
Мр.с=0,77
|
Мз.с=,7897
|
2
|
| Шліхтування
|
Вшл=241,743
|
Ншл
|
0,945
|
Мр.шл=0,617
|
Мз.шл=0,653
|
2
|
| Пробирання
|
Впр=241,573
|
Нпр
|
0,985
|
Мр.пр=0,608
|
Мз.пр=0,617
|
2
|
| Прив’язування
|
Вузл=241,573
|
Нузл
|
0,985
|
Мр.уз=0,273
|
Мз.уз=0,277
|
1
|
| ПКД
|
Впку=2051,557
|
Нпку
|
0,97
|
Мр.пку=1,368
|
Мз.пку=1,4
|
2
|
Висновок
В процесі виконання курсового проекту були здобуті навички по проектуванню ткацького виробництва з заданою потужністю для виготовлення тканини атр.793
В ході виконання цього завдання були проведені наступні операції:
- технічний розрахунок тканини;
- вибір та обґрунтування технологічного плану ткацтва; - вибір та характеристика устаткування;
- розрахунок технологічних параметрів за переходами ткацького виробництва; - розрахунок максимальних розмірів пакувань;
- розрахунок відходів ниток; - розрахунок спрягомої довжини та маси ниток на пакуваннях; - розрахунок відносних відходів ниток;
- розрахунок норм продуктивності устаткування за переходами виробництва; - розрахунок спрягомості устаткування.
Завдяки всім цим розрахункам та набутим навичкам була спроектована ткацька фабрика для виготовлення тканини з потужністю у 216ткацьких верстати.
Список використаної літератури
1. Проектирование ткацких фабрик: Учебное пособие для вузов/П.В. Власов, А.А. Мартынова, С.Д. Николаев, Н.Ф. Сурнина, А.А. Летуновская. – 2-е изд., перераб. И доп. – М.: Легкая и пищевая пром – сть, 1983. – 304с.
2. Хлопкоткачество: Справочник, 2-е издание, перераб. Х 58 и доп./Букаев П.Т., Оников Э.А., Мальков Л.А. и др. Под ред. П.Т. Букаева. – М.: Легпромбытиздат, 1987. – 576с.
3. Методичні рекомендації до виконання курсового проекту з дисципліни "Основи техніко – економічного проектування виробництва " для студентів спеціальності 091804 Укл./О.В. Закора, О.Ю. Рязанова – Херсон 2008 – 63с.
4. Додонкин Ю.В., Кірюхин С.М. Ассортимент, свойства и оценка качества тканей. – М.: Легкая индустрия,1979. – 192с., ил.
6. Чугин В.В. , Кахраманова Л. Ф. , Недовизий М. Н. Технология ткацького производства Учебник для студентов технологических специальностей висших учебних заведений всех форм обучения. Херсон, изд-во государсвенного технического университета, 2003.-317с.
|