УРАЛЬСКИЙ СОЦИАЛЬНО-ЭКОНОМИЧЕСКИЙ ИНСТИТУТ
АКАДЕМИИ ТРУДА И СОЦИАЛЬНЫХ ОТНОШЕНИЙ
Кафедра экономики труда
КОНТРОЛЬНАЯ РАБОТА
ПО ДИСЦИПЛИНЕ:
"ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА"
Выполнил:
студент группы ЭСЗ - 307
Замятина Маргарита Радмировна
Челябинск 2010
Партия деталей из п
шт. (табл.1) обрабатывается на операциях продолжительностью t
1
, t
2
, t
3
, t
4
, t
5
(мин.). Размер транспортной партии р
шт. На первой операции k
1
рабочих места; на второй - k
2
, на третьей - k
3
, четвертой - k
4
, пятой - k
5
рабочих мест. Определить общую длительность технологического цикла при последовательном, параллельном и параллельно-последовательном движении деталей.
Выполнить графики длительности технологического цикла при последовательном, параллельно-последовательном и параллельном движении деталей.
Таблица 1.
Исходные данные для определения длительности технологического цикла простого производственного процесса
| Показатели |
Вариант |
| 2
|
| Размер партии деталей п
, шт. |
12 |
| Размер транспортной партии р
,шт. |
6 |
| t
1
|
4 |
| t
2
|
1,5 |
| t
3
|
6 |
| t
4
|
0 |
| t
5
|
0 |
| k
1
|
1 |
| k
2
|
1 |
| k
3
|
2 |
| k
4
|
0 |
| k
5
|
0 |
Решение:
1. Определим общую длительность технологического цикла при последовательном движении деталей.
Длительность операционного производственного цикла партии деталей при последовательном виде движения рассчитывается по формуле
где п
- количество деталей в партии;
т
- число операций технологического процесса;
i
- число рабочих мест (i= 1, 2, …, т);
tштк
- норма времени на выполнение каждой операции, мин;
 - количество рабочих мест, запятых изготовлением партии деталей на i - й операции; - количество рабочих мест, запятых изготовлением партии деталей на i - й операции;
 - время протекания естественных процессов; - время протекания естественных процессов;
 - время межоперационного пролеживания детали на i - й операции. - время межоперационного пролеживания детали на i - й операции.
Так как = 0 и = 0,
Построим график.

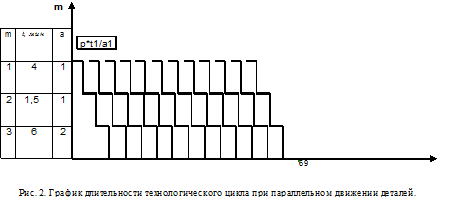
2. Определим общую длительность технологического цикла при параллельном движении деталей.
Длительность операционного производственного цикла партии деталей при параллельном виде движения рассчитывается по формуле

где р - размер транспортной партии деталей;
 - время наиболее продолжительной операции (главной). - время наиболее продолжительной операции (главной).
Так как = 0,
Построим график.
3. Определим общую длительность технологического цикла при параллельно-последовательном движении деталей. Длительность операционного производственного цикла партии деталей при параллельно-последовательном виде движения рассчитывается по формуле


На участке производится сборка изделия. Исходные данные для расчетов представлены в табл.2; технологический процесс сборки - в табл.3. Месячная программа выпуска изделий составляет Nm шт. Число рабочих дней в месяце - 21. Режим работы сборочного участка - Ксм. Продолжительность рабочей смены - Tcм (мин.). Время на плановые ремонты и переналадку рабочих мест составляет А %.
Необходимо: определить оптимальный размер партии изделий; установить удобопланируемый ритм; определить длительность операционного цикла партии изделий по сборочным единицам; рассчитать необходимое число рабочих мест и численность рабочих.
Таблица 2
Исходные данные для расчетов.
| Показатели |
Вариант |
| 2 |
| Месячная программа выпуска изделий Nm, шт. |
1200 |
| Режим работы сборочного участка Ксм |
2 |
| Продолжительность рабочей смены Tcм, мин. |
420 |
| Время на плановые ремонты и переналадку рабочих мест А (%). |
4 |
Решение:
Таблица 3
Технологический процесс сборки изделия А
| Условные обозначения сборочных единиц |
№ операции (i) |
ti
, мин |
Коэффициент выполнения норм КВ
|

мин
|

мин
|
Размер партии  , шт. , шт. |
Длительность операционного цикла партии изделий, ч |
Длительность операционного цикла партии по сборочной единице, ч. |
| 1 |
2 |
3 |
4 |
5 |
6 |
8 |
9 |
10 |
| АВ1
|
1 |
8,5 |
1,05 |
8,1 |
17 |
57 |
8 |
15 |
| 2 |
6,9 |
1,03 |
6,7 |
17 |
57 |
7 |
| АВ2
|
3 |
2,4 |
1,02 |
2,4 |
17 |
57 |
3 |
13 |
| 4 |
3,6 |
1,04 |
3,5 |
17 |
57 |
4 |
| 5 |
6,7 |
1,05 |
6,4 |
17 |
57 |
6 |
| АВ |
6 |
8,8 |
1,02 |
8,6 |
17 |
57 |
8 |
8 |
| АБ |
7 |
11,2 |
1,03 |
10,9 |
17 |
57 |
1 |
48 |
| 8 |
7,2 |
1,05 |
6,9 |
17 |
57 |
7 |
| 9 |
4,8 |
1,07 |
4,5 |
17 |
57 |
5 |
| 10 |
6,5 |
1,08 |
6,0 |
17 |
57 |
6 |
| 11 |
8,5 |
1,02 |
8,3 |
17 |
57 |
8 |
| 12 |
10,2 |
1,06 |
10,8 |
17 |
57 |
11 |
| АА |
13 |
2,5 |
1,04 |
2,4 |
17 |
57 |
3 |
27 |
| 14 |
4,3 |
1,08 |
3,4 |
17 |
57 |
4 |
| 15 |
10,1 |
1,04 |
9,7 |
17 |
57 |
9 |
| 16 |
11,2 |
1,03 |
10,9 |
17 |
57 |
11 |
| А |
17 |
14,5 |
1,09 |
13,3 |
17 |
57 |
13 |
34 |
| 18 |
7,6 |
1,1 |
6,9 |
17 |
57 |
7 |
| 19 |
4,1 |
1,02 |
4,0 |
17 |
57 |
4 |
| 20 |
10,4 |
1,06 |
9,8 |
17 |
57 |
10 |
| Итого |
143,5 |
340 |
57 |
145 |
145 |
1. Рассчитываем графы таблицы 5 и 6 по формулам
где,  - норма штучного времени на i - й операции с учетом коэффициента выполнения норм, мин. - норма штучного времени на i - й операции с учетом коэффициента выполнения норм, мин.
 - коэффициент выполнения норм времени - коэффициент выполнения норм времени
 - подготовительно-заключительное время на i - й операции сборки, мин; - подготовительно-заключительное время на i - й операции сборки, мин;
2. Определяем минимальный размер партии изделий А по формуле

nmin - минимальный размер партии;
- подготовительно-заключительное время на i - й операции сборки, мин;
А - время на плановые ремонты и переналадку рабочих мест %
3. Удобопланируемый ритм рассчитывается по формуле
 . .
Из удобопланируемых ритмов 21, 7, 3, 1 выбираем  = 1 день. = 1 день.
4. Оптимальный размер партии изделий определяется по формуле:

Выполняется условие
54<57<1200.
Расчет длительности операционного цикла партии изделий по каждой операции ведется по формуле
а результаты заносятся в гр.9 табл.3. Например, по первой операции длительность цикла составляет:

6. Длительность операционного цикла партии изделий по сборочным единицам определяется по формуле
а результаты заносятся в гр.10 табл.3. Например, по сборочной единице АВ1
длительность цикла составляет tс. ед = 8 + 7 = 15 час.
7. Необходимое число рабочих мест рассчитывается по формуле:
На основе заводских нормативов времени на выполнение технологически неделимых элементов операций (табл.4) спроектировать производственный процесс сборки ячейки, если продолжительность выполнения операций кратна такту, при организации однопредметной непрерывно-поточной линии с использованием распределительного конвейера.
Рассчитать календарно-плановые нормативы однопредметной непрерывно-поточной линии. Изделия с операции на операцию передаются поштучно.
Исходные и нормативные данные для расчетов представлены в табл.5.
Таблица 4
Нормативы времени на выполнение технологически неделимых элементов операций
| Содержание элементов операций |
Штучная норма времени (t шт), мин., по вариантам |
| 2 |
| Установить сопротивление |
0,12 |
| Установить конденсатор |
1,00 |
| Установить ламповую панель |
0,50 |
| Взять и отложить плату |
0,10 |
Таблица 5
Исходные и нормативные данные для расчетов
| Показатели |
Штучная норма времени (t шт.), мин., по вариантам |
| 2 |
| Регламентированные перерывы на отдых, мин. |
20 |
| Производственная программа Nсм, шт. /смену |
1800 |
| Режим работы, Ксм |
3 |
| Продолжительность смены Тсм, час. |
8 |
| Диаметр барабанов Д, м |
0,6 |
| Шаг конвейера l0
, м. |
0,6 |
Решение:
1. Эффективный фонд времени работы оборудования ОНПЛ рассчитываем по формуле

где fh
- номинальный фонд времени (в данном случае равен продолжительности смены 8 60 мин);
Тпер
- продолжительность регламентированных перерывов, мин.
2. Такт ОНПЛ определяем по формуле
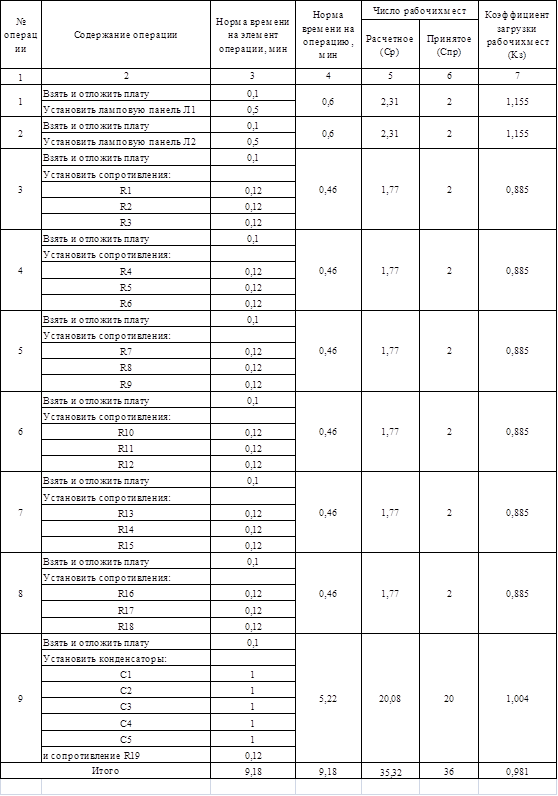
3. Проектирование производственного процесса сборки ячейки 2У-3 при продолжительности выполнения операций, кратной или равной такту (табл.6).
4. Число рабочих мест определяем по формуле, подставив в нее соответствующие данные по первой операции,

Принимаем Спр = 2 рабочим местам. Аналогично рассчитываем по всем операциям, а результаты заносим в гр.5 и 6 табл.
5. Коэффициент загрузки рабочих мест на каждой i-й операции определяем по формуле. Подставив в эту формулу соответствующие данные по первой операции, получим

Аналогично производим расчеты по всем операциям, а результаты заносим в гр.7 табл.6.
6. Скорость движения конвейера определяем по формуле, подставляя в нее соответствующие данные,

7. Период распределительного конвейера устанавливается, исходя из выражения:
П = НОК{С1
, С2
, С3
, С4
, С5
, С6
, С7
, С8
, С9
, С10
} = НОК {2, 2, 2, 2, 2, 2, 2, 20} = 7.
8. Расчет длины ленты распределительного конвейера. Вначале рассчитываем рабочую длину ленты конвейера по формуле:

Затем определяем полную длину ленты по формуле:

По длине распределительного конвейера в ней должно укладываться целое число периодов. Поэтому определяемое число повторений периода также должно быть целым числом.

Принимаем К = 11. Тогда  . Это удовлетворяет обоим условиям формулы: 45,084 < 46,2. Исходя из этого, полную длину ленты распределенного конвейера принимаем равной 46,2 м. Основываясь на такой длине ленты конвейера, корректируем шаг конвейера, который после расчетов составляет . Это удовлетворяет обоим условиям формулы: 45,084 < 46,2. Исходя из этого, полную длину ленты распределенного конвейера принимаем равной 46,2 м. Основываясь на такой длине ленты конвейера, корректируем шаг конвейера, который после расчетов составляет  = 0,616 м. = 0,616 м.
9. Продолжительность производственного цикла - это отрезок времени от поступления предмета труда на первую операцию поточной линии до выхода его с последней операции. Этот показатель можно определить по стандарт - плану или по формуле:

10. Расчет заделов. На ОНПЛ создаются внутрилинейные заделы трех видов: технологические, транспортные и резервные. Величина технологического задела при поштучной передаче обрабатываемых изделий рассчитывается по формуле:
Zтех = СП
= 36шт.,
а величина транспортного задела - по формуле:
Zтp= (СП
- 1) = 26 - 1 = 35 шт.
Учитывая, что рабочие места имеют высокий коэффициент загрузки (в среднем больше единицы), величину страхового задела принимаем в размере 4% от сменного задания, следовательно, Zстр = 1800 0,04 =72 шт.
Общая величина внутрилинейного задела определяется по формуле:
Zoб = Zтex+ Zтp+ Zcтp= 36+35+76 = 143 шт.
11. Величина незавершенного производства определяется по формуле:

12. Часовая производительность ОНПЛ рассчитывается по формуле:

Таблица №6
Требуется изготовить за месяц N деталей. В месяце 21 рабочий день, работа ведется в К смен. Период оборота линии принят 0,5 смены. Брак на операциях отсутствует. Технологический процесс включает четыре операции продолжительностью соответственно t1
; t2
; t3
; t4
мин.
С учетом данных таблрассчитать календарно-плановые нормативы и построить стандарт-план однопредметной прерывно-поточной линии (ОППЛ).
Дать предложения по организации труда рабочих.
Таблица 7
Исходные данные к расчету календарно-плановых нормативов ОППЛ
| Показатели |
Штучная норма времени (t шт.), мин., по вариантам |
| 2 |
| Производственная программа N, шт. /месяц |
18400 |
| Режим работы, Ксм |
3 |
| Продолжительность смены Тсм, час. |
8 |
| t1
, мин. |
1,9 |
| t2
, мин. |
1,1 |
| t3
, мин. |
2,1 |
| t4
, мин. |
1,3 |
Решение:
Рассчитываем программу выпуска за полсмены
Рассчитываем такт потока
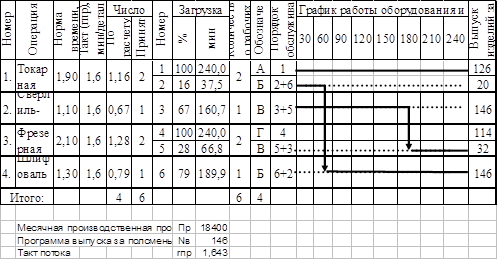
Число рабочих мест по расчету составляет четыре единицы, принимается шесть единиц, которым присваиваются номера от 1 до 6. Оборудование на рабочих местах № 2,3,5 и 6 полностью не загружено.
Расчетная численность производственных рабочих составляет 6 человек, после распределения загрузки путем подбора работ (совмещения профессий), достаточно иметь 4 человека в смену.
На основе данных по условию и рассчитанных каледарно-плановых нормативов построим стандарт-план однопредметной прерывно-поточнойлинии (ОППЛ)
Поскольку линия работает в три смены, численность рабочих составляет
Чсп = 4 · 3 · 1,1 = 13 человек.
Если нет возможности полностью загрузить отдельных рабочих на поточной линии, то им можно поручить выполнение внепоточных работ в соответствии с графиком работы оборудования поточной линии.
Вследствие различной трудоемкости на смежных операциях производственного процесса неизбежны межоперационные оборотные заделы.
По механическому цеху мощность установленного оборудования NкВт, средний коэффициент полезного действия электромоторов hД
, средний коэффициент загрузки оборудования Кз, средний коэффициент одновременной работы оборудования Ко, коэффициент полезного действия питающей электрической сети Кс, плановый коэффициент спроса потребителей электроэнергии по цеху hc. Режим работы цеха - Ксм по tсм = 8 часов. Затраты времени на плановые ремонты А%. Число календарных, выходных и праздничных, предпраздничных и полных дней; продолжительность полной и предпраздничной смены представлены в табл.8.
Определить экономию (перерасход) электроэнергии.
Таблица 8
Исходные данные к расчету экономии электроэнергии
| Показатели |
Вариант 2 |
| Мощность установленного оборудования N (кВт) |
1050 |
| Средний коэффициент полезного действия электромоторов hД
|
0,95 |
| Средний коэффициент загрузки оборудования Кз |
0,85 |
| Средний коэффициент одновременной работы оборудования Ко |
0,75 |
| Коэффициент полезного действия питающей электрической сети Кс |
0,98 |
| Плановый коэффициент спроса потребителей электроэнергии по цеху hc |
0,7 |
| Режим работы цеха Ксм |
3 |
| Затраты времени на плановые ремонты А (%) |
7 |
| Число календарных дней FK
|
365 |
| Число выходных и праздничных дней FП
|
108 |
Число предпраздничных дней  |
6 |
Решение:
1) Определяем эффективный фонд рабочего времени:
FП *
Ксм х 8 + (х21) - 431 (А) = 251*24+126-431=5719 часов
2) Определяем плановый спрос потребителей электроэнергии по цеху
N*F* hc= 1050* 5719 * 0,7 =4203465кВт/ч
3) Расход электроэнергии Рэл (кВт ч) для производственных целей (плавка, термообработка, сварка и т.д.) рассчитывается по формуле

где Wy - суммарная установленная мощность электромоторов оборудования, кВт;
F, - эффективный фонд времени работы потребителей электроэнергии за плановый период (месяц, квартал, год), ч;
К, - коэффициент загрузки оборудования;
Ко - средний коэффициент одновременной работы потребителей электроэнергии;
Кс - коэффициент полезного действия питающей электрической сети;
Пд - коэффициент полезного действия установленных электромоторов.
1050*5719*0,85*0,75/0,98*0,95 = 4072506кВт/ч
3) Определяем экономию электроэнергии
4203465 - 4072506=130959кВт/ч
|