ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Уральский Государственный Лесотехнический Университет
Кафедра технологии металлов
Разработка маршрутной технологии
изготовления детали
Курсовой проект
Зав. Кафедрой
Потехин Б.А.
Преподаватель
Потехин Б.А.
Студент
Флягин А.Е.
Екатеринбург 2006г.
| ФАМИЛИЯ
|
ПОДПИСЬ
|
ЧИСЛО
|
МАРШРУТНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
(УЧЕБНАЯ)
|
| РАЗРАБОТАЛ
|
Флягин А.Е.
|
| ПРОВЕРИЛ
|
Потехин Б.А.
|
 |
НАЗВАНИЕ ДЕТАЛИ, КОЛИЧЕСТВО, ШТ
|
СТАЛЬ
|
ГОСТ
|
HRС
, HB
|
| Гайка,25 шт
|
40ХН
|
4543-71
|
260 НВ
|
| ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЕ
|
РАЗМЕР ЗАГОТОВКИ
|
| Ø
30,2
х625 |
| КИМ
|
0,4
|
| РЕЖИМЫ РЕЗАНИЯ
|
ТРУДОЁМКОСТЬ
|
| №
|
ОПЕРАЦИИ, ПЕРЕХОДЫ
|
V/n
|
S
|
t
|
i
|
То
|
Тв
|
Тдоп
|
Тшт
|
05
1 пер.
|
ТОКАРНАЯ.
Отрезать заготовку в размер 25мм
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец отрезной с пластиной из твёрдого сплава Т15К6.
|
| 47/500
|
0,25
|
3
|
1
|
0,15
|
0,23
|
0,038
|
0,418 |
| 2 пер.
|
Торцевать заготовку (пов.1),
в партии 25 шт.
Второй установ.
|
Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6.
|
| 47/500
|
0,25
|
1
|
1
|
0,15
|
0,23
|
0,038
|
0,418 |
| 3 пер.
|
Торцевать заготовку (пов.2),
в партии 25 шт.
Второй установ.
|
Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6.
|
| 47/500
|
0,25
|
1
|
1
|
0,15
|
0,23
|
0,038
|
0,418 |
10
1 пер.
|
ТОКАРНАЯ.
Точить (пов.3) до
d=28мм,
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6.
|
| 44/500
|
0,5
|
2
|
1
|
0,
044
|
0,066
|
0,
011
|
0,121
|
15
1 пер.
|
СВЕРЛИЛЬНАЯ.
Сверлить отверстие (пов.4)
d=14мм на длину всей заготовки ,
в партии 25 шт.
|
Станок 2Р125, сверло
d=14мм, поворотный стол, тисы.
|
| 12/272
|
0,62
|
1
|
1
|
0,1
48
|
0,222
|
0,037
|
0,407
|
20
1 пер.
|
ТОКАРНАЯ.
Точить (пов.5) до
d=19мм,
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6.
|
| 30/500 |
0,35
|
3
|
1
|
0,028
|
0,042
|
0,007
|
0,077
|
25
1 пер.
|
СВЕРЛИЛЬНАЯ.
Развернуть отверстие (пов.6)
d=16мм,
в партии 25 шт.
|
Станок 2Р125, развёртка
d=14мм, поворотный стол, тисы.
|
| 14/272
|
0,62
|
1
|
1
|
0,083
|
0,125
|
0,02
|
0,228
|
30
1 пер.
|
ТЕРМИЧЕСКАЯ.
Нагреть от 820 С, 30 мин в масле, С, 30 мин в масле,
в партии 25шт
|
Нагревательная печь Н – 30.
|
| 1,2
|
1,8
|
0,3
|
3,3
|
| 2 пер.
|
Закалить,
в партии 25 шт.
|
Ванна для закаливания.
|
| 0,0064
|
0,0096
|
0,0016
|
0,0176
|
| 3 пер.
|
Отпустить при 580С,2часа,
в партии 25 шт.
|
Нагревательная печь Н – 30.
|
| 4,8
|
7,2
|
1,2
|
13,2
|
35
1 пер.
|
ТОКАРНАЯ.
Точить (пов.3) до
d=26мм
на длину 9 мм, в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6.
|
| 25/315
|
0,5
|
1
|
1
|
0,08
|
0,12
|
0,02
|
0,22
|
| 2 пер.
|
Точить (пов.5) до
d=21мм
на длину 4 мм, в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6.
|
| 21/315
|
0,5
|
1
|
1
|
0,025
|
0,038
|
0,006
|
0,069
|
| 3 пер.
|
Нарезание резьбы М20*1,5
на длину 12мм, в партии 25шт.
|
Станок 1К62, трёх кулачковый патрон, метчик.
|
| 20/315
|
0,5
|
1
|
1
|
0,102
|
0,153
|
0,026
|
0,281
|
| 4 пер.
|
Снятие фаски (пов.8)
на глубину 2мм30* ,
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6.
|
| 40/315
|
0,5
|
2
|
1
|
0,013
|
0,02
|
0,003
|
0,036
|
| 5 пер.
|
Снятие фаски (пов.7)
на глубину 2мм30* ,
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6.
|
| 40/315
|
0,5
|
2
|
1
|
0,013
|
0,02
|
0,003
|
0,036
|
| 6 пер.
|
Снятие фаски (пов.9)
на глубину 1,5мм45* ,
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец фасонный с пластиной из твёрдого сплава Т15К6.
|
| 40/315
|
0,5
|
1,5
|
1
|
0,01
|
0,015
|
0,003
|
0,028
|
40
1 пер.
|
СВЕРЛИЛЬНАЯ.
Развернуть отверстие (пов.4)
d=15мм,
в партии 25 шт.
|
Станок 2Р125, развёртка
d=15мм, поворотный стол, тисы.
|
| 13/272
|
0,62
|
0,5
|
1
|
0,066
|
0,099
|
0,07
|
0,182
|
45
1 пер.
|
ТОКАРНАЯ.
Торцевать (пов.1) до,
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6.
|
| 26/315
|
0,5
|
1
|
1
|
0,08
|
0,12
|
0,02
|
0,22
|
2 пер.
|
Торцевать (пов.2) до,
в партии 25 шт.
|
Станок 1К62, трёх кулачковый патрон, резец проходной торцевой с пластиной из твёрдого сплава Т15К6.
|
| 30/315
|
0,5
|
1
|
1
|
0,1
|
0,15
|
0,025
|
0,275
|
| Тшт=20 мин |
1 ВЫБОР ЗАГОТОВКИ
Для изготовления 25 штук гаек выбираем заготовку сечением в виде шестигранника диметр описанной окружности которого в = 30,2 длиной 625 мм из стали 40XН ГОСТ 4543-71. Требуемая длина заготовки рассчитана с учетом ширины отрезного резца и необходимости торцевания заготовки.
2. ОБОСНОВАНИЕ МАРШРУТА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
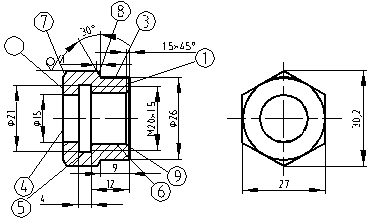
Вводим нумерацию обрабатываемых поверхностей заготовки матрицы.
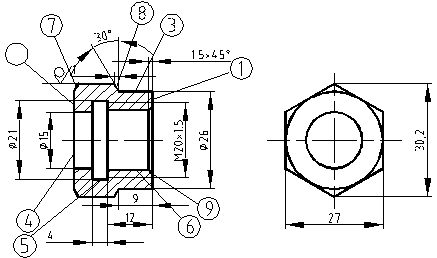
Рис. 1. Условное обозначение поверхностей заготовки.
Операции проводимые на станке 1К62 (токарный) и на станке 2Р125 (сверлильный).
гайка деталь инструмент резание трудоемкость
05 Токарная.
1 пер.
Отрезаем заготовки в размер 25мм:
Число оборотов: n=500 об/мин;
Скорость резания:  м/мин; м/мин;
Подача:  мм/об принимаем S=0.25мм/об; мм/об принимаем S=0.25мм/об;
Глубина резания: t=3мм;
Число проходов: i=1.
2 пер.
Торцевать поверхность 1 заготовки:
Число оборотов: n=500 об/мин;
Скорость резания: м/мин;
Подача: мм/об принимаем S=0.25мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
3 пер.
Торцевать поверхность 2 заготовки:
Число оборотов: n=500 об/мин;
Скорость резания: м/мин;
Подача: мм/об принимаем S=0.25мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
10 Токарная.
1 пер.
Точить поверхность 3 до d=28мм:
Число оборотов: n=500 об/мин;
Скорость резания:  м/мин; м/мин;
Подача:  мм/об принимаем S=0.5мм/об; мм/об принимаем S=0.5мм/об;
Глубина резания: t=2мм;
Число проходов: i=1.
15 Сверлильная.
1 пер.
Просверлить отверстие 4 d=14мм на длину всей заготовки:
Число оборотов: n=272 об/мин;
Скорость резания:  м/мин; м/мин;
Подача: S=0.62 мм/об;
Глубина резания: t=1 мм;
Число проходов: i=1.
20 Токарная.
1 пер.
Точить поверхность 5 до d=19мм:
Число оборотов: n=500 об/мин;
Скорость резания:  м/мин; м/мин;
Подача:  мм/об принимаем S=0.35мм/об; мм/об принимаем S=0.35мм/об;
Глубина резания: t=3мм;
Число проходов: i=1.
25 Сверлильная.
1 пер.
Развернуть отверстие 6 до d=16мм:
Число оборотов: n=272 об/мин;
Скорость резания:  м/мин; м/мин;
Подача: S=0,62 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
35 Токарная.
1 пер.
Точить поверхность 3 до d=26мм на длину l=9мм:
Число оборотов: n=315 об/мин;
Скорость резания:  м/мин; м/мин;
Подача: S=0,67 принимаем S=0.5мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
2 пер.
Точить поверхность 5 до d=21мм на длину l=4мм:
Число оборотов: n=315 об/мин;
Скорость резания:  м/мин; м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
3 пер.
Нарезать резьбу М20*1,5 метчиком на длину l=12мм:
Число оборотов: n=315 об/мин;
Скорость резания:  м/мин; м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
4 пер.
Снятие фаски 8  : :
Число оборотов: n=315 об/мин;
Скорость резания: V=40 м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=2мм;
Число проходов: i=1.
5 пер.
Снятие фаски 7 :
Число оборотов: n=315 об/мин;
Скорость резания: V=40 м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=2мм;
Число проходов: i=1.
6 пер.
Снятие фаски 9  : :
Число оборотов: n=315 об/мин;
Скорость резания: V=40 м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1,5мм;
Число проходов: i=1.
40 Сверлильная.
1 пер.
Развернуть отверстие 4 до d=15мм:
Число оборотов: n=272 об/мин;
Скорость резания:  м/мин; м/мин;
Подача: S=0,62 мм/об;
Глубина резания: t=0,5мм;
Число проходов: i=1.
45 Токарная.
1 пер.
Торцевать поверхность 1:
Число оборотов: n=315 об/мин;
Скорость резания: м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
2 пер.
Торцевать поверхность 2:
Число оборотов: n=315 об/мин;
Скорость резания:  м/мин; м/мин;
Подача: S=0,5 мм/об;
Глубина резания: t=1мм;
Число проходов: i=1.
3. ВЫБОР ОБОРУДОВАНИЯ, ИНСТРУМЕНТОВ, ПРИСПОСОБЛЕНИЙ, РЕЖИМОВ РЕЗАНИЯ
3.1. Выбор оборудования
Для проведения токарных операций выбираем станок марки 1К62, так как он позволяет провести все операции связанные с точением.
Операцию сверления выполняем на сверлильном станке 2Р125
Для проведения термической операции выбираем нагревательную печь Н-30 и ванну закалочную.
3.2. Выбор инструментов и приспособлений.
Для торцевания и точения применяем стандартный резец токарный проходной с отогнутой головкой и пластиной из твердого сплава Т15К6 по ГОСТ 18877-73 (рис. 2.1а), а т.ж фасонные резцы с пластинами Т15К6 (рис. 2.1в). Для отрезания применяем резец токарный отрезной с пластиной из твердого сплава Т15К6 по ГОСТ 18884-73 (рис. 2.1б).
Для выполнения разметочной операции применяем разметочную плиту, штангенциркуль ШЦ-1, чертило, керно и молоток.
В качестве инструментов при сверлении используем спиральное сверло d=7,7мм по ГОСТ 10902-77 и развёртку d=8мм по гост 11172-70, материал сверла и развертки Р6М5. Заготовку закрепляем на поворотном столе.
Рис. 2.1 Схемы резцов:
а) резец токарный проходной с отогнутой головкой и пластиной из твердого сплава Т15К6;
б) резец токарный отрезной с пластиной из твердого сплава Т15К6
в) резец токарный фасонный с пластиной из твердого сплава Т15К6;
4. Определение трудоемкости механической обработки
05 Токарная.
1 переход:
 = (19*1)/(0,25*500) = 0,15 мин, = (19*1)/(0,25*500) = 0,15 мин,
Тв.
= То
*1.5
= 0,15*1,5 = 0,225 мин,
Тдоп
= 0,1*(То
+ Тв
) = 0,1*(0,15+ 0,23) = 0,038мин,
Тшт
= То
+ Тв
+ Тд
= 0,15+0,23+0,038=0,418 мин;
2 переход:
То
= 0,15 мин, Тв
.
= 0,23 мин, Тдоп
.
= 0,038 мин, Тшт
.
= 0,418 мин.
3 переход:
То
= 0,15 мин, Тв
.
= 0,23 мин, Тдоп
.
= 0,038 мин, Тшт
.
= 0,418 мин.
10 Токарная.
1 переход:
То
= 0,044 мин, Тв
.
= 0,066 мин, Тдоп
.
= 0,011 мин, Тшт
.
= 0,121 мин.
15 Сверлильная:
1 переход:
l
= 25
мм,
То
.
= (25*1)/(0,62*272) = 0,148 мин,
Тв
.
= 0,222 мин, Тдоп.
= 0,037 мин, Тшт
.
= 0,407 мин.
20 Токарная.
1 переход:
l
=
5 мм,
То
.
= (5*1)/(0,35 *500)= 0,028 мин,
Тв.
= То
*
0,5= 0,028*1,5 = 0,042 мин,
Тдоп
.
= 0,007 мин, Тшт
.
= 0,077 мин.
25 Сверлильная:
1 переход:
l
= 14
мм,
То
.
= (14*1)/(0,62*272) = 0,083 мин,
Тв
.
= 0,125 мин, Тдоп.
= 0,02 мин, Тшт
.
= 0,228 мин
30 Термическая.
1 переход: То
.
= 30/25 = 1,2 мин,
Тв
.
= 1,8 мин,
Тдоп
.
= 0,3мин, Тшт
.
= 3,3 мин;
2 переход: принимаем То
.
= 0,16/25 =0,0064 мин,
Тв
.
= 0,0096 мин,
Тдоп
.
= 0,0016 мин, Тшт
.
= 0,0176 мин;
3 переход: принимаем То
.
= 120/25 =4,8 мин,
Тв
.
= 7,2 мин,
Тдоп
.
= 1,2 мин, Тшт
.
= 13,2 мин;
35 Токарная.
1 переход:l
=
13 мм,
То
.
= (13*1)/(0,5*315)/4 = 0,08 мин.
Тв
.
= 0,12 мин, Тдоп
.
= 0,02 мин, Тшт
.
= 0,22 мин;
2 переход:l
=
4 мм,
То
.
= (4*1)/(0,5*315)= 0,025 мин,
Тв
.
= 0,038 мин, Тдоп
.
= 0,006 мин, Тшт
.
= 0,069 мин;
3 переход: l
=
16 мм, То
.
= 0,102 мин, Тв
.
= 0,153 мин, Тдоп
.
= 0,026 мин,
Тшт
.
= 0,281 мин;
4 переход: l
=
2 мм, То
.
= (2*1)/(0,5*315) = 0,013 мин,
Тв
.
= 0,002 мин, Тдоп
.
= 0,003 мин, Тшт
.
= 0,036 мин.
5 переход: l
=
2 мм, То
.
= 0,013 мин, Тв
.
= 0,02 мин, Тдоп
.
= 0,003 мин,
Тшт
.
= 0,036 мин;
6 переход: l
=
1,5 мм, То
.
= (1,5*1)/(0,5*315) = 0,01 мин,
Тв
.
= 0,015 мин, Тдоп
.
= 0,003 мин, Тшт
.
= 0,028 мин.
40 Сверлильная:
1 переход:
l
=9
мм,
То
.
= (9*1)/(0,5*272) = 0,066 мин,
Тв
.
= 0,099 мин, Тдоп.
= 0,07 мин, Тшт
.
= 0,182 мин
45 Токарная.
1 переход:l
=
13 мм,
То
.
= (13*1)/(0,5*315)/4 = 0,08 мин.
Тв
.
= 0,12 мин, Тдоп
.
= 0,02 мин, Тшт
.
= 0,22 мин;
2 переход:l
=
15 мм,
То
.
= (15*1)/(0,5*315)= 0,1 мин,
Тв
.
= 0,15 мин, Тдоп
.
= 0,025 мин, Тшт
.
= 0,275 мин;
Время изготовления одной детали.
∑Тшт
= 20 мин.
Время изготовления всей партии.
Тп
= n
*∑Тшт
= 25*20=500 мин. (8часов 20мин.)
5. Коэффициент использования металла
Коэффициент использования металла Ким
, % определяется как:

где  - суммарный объем всех деталей; - суммарный объем всех деталей;
 - суммарный объем заготовки. - суммарный объем заготовки.
Объемы заготовки и детали:
V
з
=
3R*r*
H
= 3*15.1*13.5*625=382500 мм3
=382.5 см3
V
д
=
(3R*r*h
+r
l1
)-(r
l2
+r
l3
+r
l4
)
=
=(3*15.1*13.5*12+3.14*132
*9)–(3.14*7.52
*5+3.14*10.52
*4+3.14*102
*12)= 6086мм3
= 6,086см3
где R - радиус опис. около 6-граника окружности;
r - радиус впис. в 6-граник окружности;
r
- радиус окружности внешней поверхности детали;
r
,
r
,
r
- радиусы окружностей внутренней поверхности детали;
Н – длина заготовки;
l1
– длина внешней поверхности детали;
l2,
l3,
l4
- длины внутренних поверхностей детали.
Коэффициент использования металла:
|