МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ АГРАРНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Агроэнергетический факультет
Кафедра АСУП
Курсовой проект
По дисциплине «Автоматизация теплоэнергетических процессов»
Тема: «Автоматизация линии раздачи кормов в свинарнике»
Минск 2010
Реферат
Курсовой проект выполнен в объеме: расчетно-пояснительной запиской на 36 страницах машинописного текста, таблиц – 7, рисунков – 6; графическая часть на 13 листах, в том числе формата А2 – 2, А3 – 4, формата A4 – 7 листов.
Ключевые слова: автоматизация, корм, кормораздатчик, смешивание, насос, питатель.
В данном проекте произведен анализ вариантов и схем реализации управления линии раздачи кормов на свиноводческих фермах, разработано техническое задание и определен объем автоматизации. По результат анализа был составлен алгоритм и разработана структура управления технологической линией. Так же была разработана полная принципиальная схема, щит автоматики и программа для организации управления посредством контроллера.
Курсовой проект оформлен в соответствии с СТБ БАТУ 01.12–06, на текстовом редакторе MSWord 2003, для выполнения графической части применялся графический редактор AutoCAD 2008
автоматизация раздача корм свиноводческая ферма
Содержание
Введение
1. Описание работы технологической линии
2. Анализ вариантов управления и существующего объема автоматизации технологической линии
3. Техническое задание (требования к схеме управления)
4. Разработка алгоритма управления оборудованием технологической линии
5. Разработка структуры управления в автоматическом режиме работы оборудования
6. Разработка полной принципиальной электрической схемы
7. Выбор средств автоматизации
7.1 Расчет параметров потребителей
7.2 Выбор автоматических выключателей
7.3 Выбор магнитных пускателей
7.4 Выбор тепловых реле
7.5 Выбор промежуточного реле
7.6 Выбор сигнальной арматуры
7.7 Выбор кнопок управления
7.8 Выбор контроллера
7.9 Выбор датчиков
8. Описание работы полной принципиальной электрической схемы
9. Разработка щита автоматики
Выводы
Литература
Введение
Автоматизация технологических процессов является одним из решающих факторов повышения производительности и улучшения условий труда. Все существующие и строящиеся промышленные объекты в той или иной степени оснащаются средствами автоматизации. Проектами наиболее сложных производств, предусматривается комплексная автоматизация ряда технологических процессов. Практически все институты, занимающиеся проектированием, ведут разработки проектов автоматизации, а также занимаются подготовкой высококвалифицированных специалистов в этой области. Широкое внедрения средств автоматизации стало возможным только после осуществления комплексной механизации и электрификации сельскохозяйственного производства. В сельском хозяйстве развернута большая организационная и научно - исследовательская работа по созданию систем автоматизации, приборов специфического назначения, которые в ближайшие годы дадут колоссальный экономический эффект.
Автоматизация сельскохозяйственного производства повышает надежность и продлевает срок службы оборудования, облегчает и оздоровляет условия труда, повышает безопасность труда и делает его более приспособленным, сокращается использование рабочей силы и экономические затраты, увеличивается количество и качество продукции, уменьшается процесс стирания различии между трудом.
Автоматизация в сельском хозяйстве имеет и свои особенности. Основные технологические процессы производства сельскохозяйственной продукции непрерывно связаны с биологическими процессами. Нарушения биологического режима приводит не только к недовыполнению плана, но и к порче жилых обетов (животных, птицы, растений). Увеличения выхода продукции можно добиться за счет улучшения условий содержания животных и лучшего воздействия на растений.
1. Описание работы технологической линии
Схема линии раздачи корма в свинарнике представлена на рисунке 1.1.
Линия раздачи кормосмеси в свинарнике состоит из мобильного кормораздатчика и питателей-дозаторов мятого картофеля, обрата и комбикормов.
Если кормораздатчик-смеситель находится в исходном положении под питателями кормов, и в дозаторах-питателях имеется корм минимум на одну дачу, кратковременным срабатыванием контактов суточного реле времени включается линия загрузки, и кормораздатчик загружается кормом, после чего кормораздатчик перемещается к кормушкам, и происходит раздача кормосмеси. После завершения раздачи кормораздатчик возвращается в исходное положение.

Рисунок 1.1 – Технологическая схема линии раздачи корма в свинарнике: 1 — запарник-питатель картофеля; 2 — дозатор-питатель концкормов; 3 — емкость для обрата; 4 — раздатчик-смеситель кормов; 5 — выгрузное устройство; 6 — мешалка; 7 — насос; М5 — привод кормораздатчика (кормораздатчик на рисунке показан в плане).
Включается привод смесителя, и происходит одновременная загрузка кормораздатчика-смесителя кормами. После завершения загрузки кормами кормораздатчик перемещается к началу кормушек, и если процесс смешивания завершен, при движении вдоль кормушек производится раздача корма. Если процесс смешивания незавершен, кормораздатчик останавливается до его завершения, а затем происходит раздача. В конце кормушек кормораздатчик останавливается, и с выдержкой времени необходимой для выгрузки остатков корма и снятия инерционности от прямого движения раздатчика включается реверс привода М5, и кормораздатчик возвращается в исходное положение. При раздаче корм выгружается в оба ряда кормушек.
2. Анализ вариантов управления и существующего объема автоматизации технологической линии
Технологическая схема может иметь различные варианты реализации и автоматизации управления. Схемы приготовления корма могут иметь различную реализацию, определяемую зональными особенностями и принятой практикой кормления. Приготовление корма может осуществляться как в специализированных кормоцехах, либо может быть сблокировано со свинарником, либо иметь с ним транспортную связь. Раздачу корма на свинокомплексе реализуют по средствам передвижных (мобильных) и стационарных кормораздатчиков. Выбор типа зависит от способа кормления, зональных особенностей, условий содержания свиней, организации работ на ферме и других. Так же возможны два основных типа дозирования: объемный и весовой.
Схему управления можно реализовать как на основании релейно-контактной схемы, так и на базе контроллера. В курсовой работе схему реализуем на базе контроллера, что обусловлено следующими факторами:
1 надежность (исключение из схемы большого количества релейно-контактных элементов и регуляторов, что повышает надежность и позволяет проще устранять неполадки (сокращает возможные места их появления));
2 простота исполнения (удобный и доступный интерфейс контроллера позволяет реализовывать на нем требуемые задачи при минимуме затрачиваемых усилий);
3 возможность мониторинга (контроллер позволяет выполнять контроль и мониторинг, выполняемого процесса в реальном времени);
4 функциональность (в случае изменения технологического процесса (времени срабатывания, задержек, очередности выполняемых процессов, уставок), можно обойтись без внедрения новых элементов схемы, путем перепрограммирования контроллера);
5 экономическая целесообразность (стоимость контроллера при значительных реализуемых схемах, ниже стоимости аппаратуры, используемой без применения контроллера. Во многих случаях, применение контроллеров, не требует наличия постоянного обслуживающего персонала).
Таким образом, целесообразность применения контроллера при реализации алгоритма управления обоснована.
В целях автоматизации линии раздачи кормов в коровнике, рассмотрим агрегаты, входящие в состав линии:
Питатель картофеля, приводящийся в движение электродвигателем АИР90L4 мощностью 2,2 кВт и синхронной частотой вращения 1500 мин-1
, дозатор – питатель кормнцкормов и насос обрата, приводящиеся в движение электродвигателями АИР71В4 мощностью 0,75 кВт и синхронной частотой вращения 1500 мин-1
, мешалка, приводящийся в движение электродвигателем АИР100S4 мощностью 3 кВт и синхронной частотой вращения 1500 мин-1
, выгрузные устройства с двигателем АИР80А4 мощностью 1,1 кВт и синхронной частотой вращения 1500 мин-1
.
3. Техническое задание (требования к схеме управления)
Схема управления должна обеспечить работу системы в автоматическом и наладочном режимах и технологическую сигнализацию о работе оборудования и обеспечивать защиту от повторного включения приводов после пропадания напряжения в сети.
При работе системы необходимо предусмотреть:
1) включение по суточному реле времени;
2) включение линии при наличии комбикорма и концкормов в питателях, на одну раздачу;
3) начало раздачи после завершения процесса смешивания;
4) одновременная загрузка корма в смеситель;
5) возврат кормораздатчика после раздачи в исходное положение.
4. Разработка алгоритма управления оборудованием технологической линии
Как видно из анализа описания работы технологической линии и технического задания, для реализации управления, необходимо предусмотреть следующий объем технических средств автоматики:
- датчик уровня в питателях, емкости для обрата и смесителе, для контроля их заполнения;
- концевой выключатель, срабатывающий при положении раздатчика под питателем;
- концевые выключатели в конце и начале кормушек, для контроля положения кормораздатчика;
- суточное реле времени, функцию которого будет выполнять котроллер, для реализации включения линии по расписанию.
На основании вышеизложенного, составляем алгоритм управления, при этом примем следующие обозначения:
X1
– привод питателя картофеля;
X2
– привод питателя концкормов;
Х3
– привод насоса обрата;
X4
– привод мешалки раздатчика;
X5
– привод кормораздатчика (раздача);
X6
– привод выгрузного устройства 1
X7
– привод выгрузного устройства2;
X8
– привод кормораздатчика (обратный ход);
z’с
– контакт суточного реле времени;
Z2
–реле времени (смешивание);
z'2
– контакт реле времени Z2
;
Z3
–реле времени (реверс кормораздатчика);
z'3
– контакт реле времени Z3
;
b1
– датчик уровня питателя картофеля;
b2
– датчик уровня питателя концкормов;
b3
– датчик уровня емкости для обрата;
b4
– датчик уровня смесителя;
b5
– концевик, срабатывающий при положении кормораздатчика под питателем;
b6
– концевик (начало кормушек);
b7
– концевик (конец кормушек).
Лини работает циклически по срабатыванию контакта суточного реле времени z'c
. При наличии картофеля в питателе (сработал b1
), концкормов (сработал b2
) и обрата в емкости (сработал b3
) включается Х4
, Х1
, Х2
, Х3
. Так же включается Z2
, которое отсчитывает время смешивания. После заполнения смесителя срабатывает b4
, отключается Х1
, Х2
, Х3
и включается Х5. Начинается движение кормораздатчик. После завершения смешивания срабатывает z’2
и отключается Х4
. После достижения кормораздатчиком начала кормушек срабатывает b6
и включаются Х6
и Х7
. При достижении кормораздатчиком конца кормушек срабатывает b7
, отключается Х5
и с задержкой времени z’3
включается Х8
, который отключается после срабатывания b5
.
На основании всего вышеизложенного составляем схему алгоритма управления технологическим процессом.

Рисунок 4.1 – Алгоритм управления
Вывод
: Алгоритм реализуем, так как суммарное весовое состояние равно нулю. Схем управления реализуема без дополнительных элементов, так как в тактах алгоритма включения нет повторяющихся весовых состояний.
5. Разработка структуры управления в автоматическом режиме работы оборудования
Разработку начинаем с составления структурной формулы. Для этого воспользуемся таблицами частных включений исполнительных механизмов. В нее входят: само исполнительное устройство, контакты командного аппарата, включающего исполнительный механизм, и контакты аппаратов, срабатывающих и обеспечивающих выполнение всех условий, предъявляемых к данной технологической линии.
Структурная схема исполнительного элемента Х1

Таблиц 5.1 – Таблица частных включений ИЭ Х1
| Э |
Вес Э |
Такты |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| x1
|
1 |
- |
- |
- |
- |
+
|
+ |
+ |
+ |
+ |
+ |
-
|
- |
| b1
|
2 |
+
|
+ |
+ |
+ |
+ |
-
|
- |
- |
- |
- |
- |
- |
| b2
|
4 |
- |
+
|
+ |
+ |
+ |
+ |
-
|
- |
- |
- |
- |
- |
| b3
|
8 |
- |
- |
+
|
+ |
+ |
+ |
+ |
-
|
- |
- |
- |
- |
| z’c
|
16 |
- |
- |
- |
+
|
+ |
+ |
+ |
+ |
-
|
- |
- |
- |
| b4
|
32 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+
|
+ |
-
|
| Весовое состояние |
2 |
6 |
14 |
30 |
31 |
29 |
25 |
17 |
1 |
33 |
32 |
0 |
Из анализа весового состояния видно, что схему можно реализовать без дополнительных элементов.
Из структурной теории релейных устройств известна следующая структурная формула для определения первоначальной структуры элемента Х:
 , ,
где fср
(х) − логическое произведение контактов элементов в такте отпускания, обеспечивающих замкнутую цепь элемента, для которого определяется структурная формула(контакт элемента в fср
не входит).
fотп
(х) − логическое произведение контактов элементов в такте отпускания, обеспечивающих замкнутую цепь элемента, для которого определяется структурная формула (контакт элемента в fотп
не входит).
 . .
Используя закон де Моргана преобразуем полученное выражение.
 . .
Для упрощения первоначальных структурных формул элемента можно воспользоваться таблицей покрытий. Она позволяет исключить из первоначальной структурной формулы лишние слагаемые, которые либо не реализуют какие-либо такты или реализуют их с помощью дополнительных слагаемых структурной формулы.
Таблица 5.2 – Таблица покрытий ИЭ Х1
| № |
Цепь |
Такты |
| 4 |
5 |
6 |
7 |
8 |
9 |
| 1 |
 |
X |
X |
– |
– |
– |
– |
| 2 |
 |
– |
X |
– |
– |
– |
– |
| 3 |
 |
– |
X |
X |
X |
– |
– |
| 4 |
 |
– |
X |
X |
X |
– |
– |
| 5 |
 |
– |
X |
X |
X |
X |
– |
| 6 |
 |
– |
X |
X |
X |
X |
X |
 . .
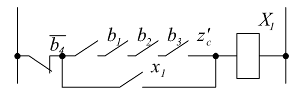
Рисунок 5.1 – Структурная схема управления ИЭ Х1
Проводим аналогичные операции и расчеты для остальных элементов. Структурные формулы и схемы включения для этих элементов сведем в таблицу 5.3.
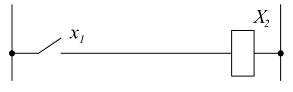
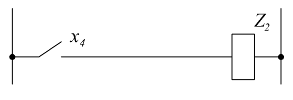
Таблица 5.3 - Структурные формулы и схемы включения
| Элемент |
Структурная формула |
Схема включения |
| X2
|
 |
 |
| X3
|
 |
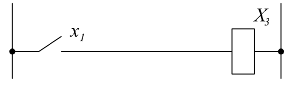 |
| X4
|
 |
 |
| X5
|
 |
 |
| X6
|
 |
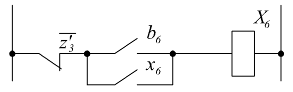 |
| X7
|
 |
 |
| X8
|
 |
 |
| Z2
|
 |
 |
| Z3
|
 |
 |
На основании полученных частных структурных схем всех элементов составим полную структурную схему управления технологическим процессом. При ее составлении произведем минимизацию схемы управления.

Рисунок 5.2 – Полная структурная схема управления технологическим процессом
Так как управление технологической линией осуществляется контроллером, произведем разработку программы управления.
Приведем пример представления принципиальной схемы ИЭ, выраженной во включении X1
, X2
, X3.
Составим таблицу входов выходов для программы управления элементами X1
, X2
, X3.
:
Таблица 5.4 – Таблица входов выходов для программы управления элементом X1
, X2
, X3.
| вход |
сигнал |
выход |
сигнал |
| I 01 |
Датчик уровня b3
|
O 01 |
K1(привод питателя картофеля) |
| I 02 |
Датчик уровня b1
|
O 02 |
K2(привод питателя концкормов) |
| I 03 |
Датчик уровня b2
|
O 03 |
K3(привод насоса обрата) |
| I 04 |
Датчик уровня b4
|

Рисунок 5.4 – Пример программы реализуемой на контроллере
Описание структурных блоков программы:
Линия запускается по сигналу от элемента TIMESW. В случае срабатывания датчиков (b1
, b2
, b3
) на выходе логического элемента AND формируется логическая единица, которая поступает на вход SET элемента SET/RESET. В результате на выходах O 01…O 03 формируется логическая единица. Как только заполниться смеситель срабатывает датчик b5
и логическая единица со входа O 04 поступает на вход RESET элемента SET/RESET. В результате на выходах O 01…O 03 формируется логический ноль.
Аналогичным образом переводим остальные структурные формулы. Полученную программу приводим на рисунке 5.4

Рисунок 5.4 - Структурная схема САУ разработанная набазе α-2 контроллера
6. Разработка полной принципиальной электрической схемы
Принципиальная электрическая схема управления должна обеспечить:
- безопасность людей;
- надежную работу технологической линии;
- удобство в эксплуатации;
- быть экономически целесообразной.
При проектировании электрической принципиальной схемы руководствуемся действующим стандартом на условные обозначения элементов на принципиальных электрических схемах, правилами устройства электроустановок. Принимаем следующие буквенно-цифровые обозначения аппаратов:
X1
– привод питателя картофеля (KM1);
X2
– привод питателя концкормов (KM2);
Х3
– привод насоса обрата (KM3);
X4
– привод мешалки раздатчика (KM4);
X5
– привод кормораздатчика (раздача) (KM5);
X6
– привод кормораздатчика (обратный ход) (KM6);
X7
– привод выгрузного устройства 1 (KM7);
X8
– привод выгрузного устройства 2 (KM8);
b1
– датчик уровня питателя комбикорма (SL1);
b2
– датчик уровня питателя концкормов (SL2);
b3
– датчик уровня емкости для обрата (SL3);
b4
– датчик уровня смесителя (SL4);
b5
– концевик, срабатывающий при положении кормораздатчика под питателем (SQ1);
b6
– концевик (начало кормушек) (SQ2);
b7
– концевик (конец кормушек) (SQ3);
Для проведения пуско-наладочных работ предусматриваем в схеме возможность независимого включения электродвигателей, для этой цели устанавливаем пакетный переключатель SA1, а для включения электродвигателей (магнитных пускателей) устанавливаем кнопки управления SB1 – SB8.
Также в схеме предусмотрена защита от перегрузки тепловыми реле КК1 – КК7, и световая сигнализация, посредствам сигнальных ламп HL1 –HL10.
В полном объеме электрическую принципиальную схему вычерчиваем на листе 2 графической части.
7. Выбор средств автоматизации
7.1 Расчет параметров потребителей
Для выбора средств автоматизации необходимо рассчитать рабочие параметры потребителей, в частности в нашем случае электродвигателей.
Номинальный ток электродвигателя:
 (7.1) (7.1)
где Рн
- Номинальная мощность электродвигателя, кВт;
cosφ – коэффициент мощности ЭД, о.е.;
Uн
– номинальное напряжение, кВ.
Для привода питателя картофеля:

Технические данные потребителей сводим в таблицу 7.1.
Таблица 7.1 ─ Технические данные электродвигателей [5, приложение 10]
| Обозначение |
Наименование рабочей машины |
Тип |
Рн
|
Iн
|
η |
nн
|
cosφ |
Ki
|
| кВт |
А |
% |
мин-1
|
о.е. |
о.е |
| М1 |
Питатель картофеля |
АИР90L4 |
2,2 |
6,02 |
81 |
1500 |
0,83 |
6,5 |
| М2 |
дозатор – питатель кормнцкормов |
АИР71В4 |
0,75 |
2,05 |
73 |
1500 |
0,76 |
5 |
| M3 |
насос обрата |
АИР71В4 |
0,75 |
2,05 |
73 |
1500 |
0,76 |
5 |
| M4 |
мешалка |
АИР100S4 |
3,0 |
6,1 |
84,5 |
1500 |
0,88 |
7 |
| М5 |
корморазадтчик |
АИР80А4 |
1,1 |
2,75 |
75 |
1500 |
0,81 |
5,5 |
| М6 |
выгрузное устройство 1 |
АИР80А4 |
1,1 |
2,75 |
75 |
1500 |
0,81 |
5,5 |
| М7 |
выгрузное устройство 2 |
АИР80А4 |
1,1 |
2,75 |
75 |
1500 |
0,81 |
5,5 |
7.2 Выбор автоматических выключателей
Автоматические выключатели выбираем для защиты цепи и электродвигателей от перегрузки и токов короткого замыкания.
Выбираем автоматический выключатель по следующим условиям:
– номинальному напряжению автомата
Uн.а
≥Uн.с.
,(7.2)
где Uн.а.
– номинальное напряжение автоматического выключателя, В;
Uн.с.
– номинальное напряжение сети, В.
– номинальному току автомата
Iн.а.
≥Iдл.
,(7.3)
где Iн.а.
– номинальный ток автоматического выключателя, А;
Iдл.
– рабочий ток цепи, защищаемой автоматом, А.
Для группы токоприемников:
 (7.4) (7.4)
 (7.5) (7.5)
 (7.6) (7.6)
 (7.7) (7.7)
 (7.8) (7.8)
где – полная расчетная мощность линии, ВА; – полная расчетная мощность линии, ВА;
Uн
– номинальное напряжение линии, В;
kз
– коэффициент загрузки электроприемника;
cosφн
– номинальный коэффициент мощности;
m – коэффициент, зависящий от значения cosφн
[8, рисунок П2.1].
– номинальному току теплового расцепителя
Iн.р
.≥ kн.т
Iдл.
,(7.9)
где Iн.р
– номинальный ток теплового расцепителя автомата, А;
kн.
m
– коэффициент надежности, учитывающий разброс по току срабатывания теплового расцепителя, принимается в пределах от 1,1 до 1,3.
– току отсечки электромагнитного расцепителя
Iн.э-м.
≥kн.э
Iкр.
,(7.10)
где Iн.э-м.
– ток отсечки электромагнитного расцепителя, А;
kн.э
– коэффициент надежности, учитывающий разброс по току электромагнитного расцепителя и пускового тока электродвигателя (для автоматов АП-50, АЕ-2000 и А3700 kн.э
=1,25, для А3100 kн.э
=1,5),
Iкр.
– максимальный ток короткого замыкания в месте установки автомата, А.
Для группы электроприемников:
 (7.11) (7.11)
где – пусковой ток электродвигателя или группы одновременно запускаемых электродвигателей, при пуске которых кратковременный ток линии достигает наибольшего значения, А; – пусковой ток электродвигателя или группы одновременно запускаемых электродвигателей, при пуске которых кратковременный ток линии достигает наибольшего значения, А;
 – сумма номинальных токов электродвигателей без учета тока пускаемого электродвигателя, А. – сумма номинальных токов электродвигателей без учета тока пускаемого электродвигателя, А.
– предельному отключаемому току:
Iпред.откл
≥Iкр.
(7.12)
где Iпред.откл
– предельный отключаемый автоматом ток, А.
Выбираем автоматический выключатель QF1. Автоматический выключатель защищает группу электродвигателей.
Принимаем коэффициенты загрузки электродвигателей
 . .


 кВА. кВА.
Определим силу тока в защищаемой цепи.
 А. А.
Определяем максимальный ток короткого замыкания в месте установки автомата.
 А. А.
Ток срабатывания теплового расцепителя:
 А. А.
Ток срабатывания электромагнитного расцепителя:
 А. А.
На основании приведенных расчетов для защиты цепи выбираем автоматический выключатель АЕ2043М-20Н-40У3.
Аналогично выбираем автоматические выключатели для защиты остальных двигателей.
7.3 Выбор магнитных пускателей
Электромагнитные пускатели выполняют функции аппаратов дистанционного управления и отключения токоприемников при понижении напряжения, блокировку и реверсирование.
Выбираем магнитный пускатель по рабочему напряжению, по степени защиты от условий окружающей среды, по комплектности. Выбираем магнитный пускатель серии ПМЛ открытого исполнения (IP54) без кнопок и сигнальной арматуры.
Магнитный пускатель выбираем по условиям:
Uн.п.
≥Uн.л.
(7.12)
 ,(7.13) ,(7.13)
где  – длительно допустимая величина тока в цепи силовых контактов пускателя, А. – длительно допустимая величина тока в цепи силовых контактов пускателя, А.
380В=380В
10А>6,02А
Для двигателя М1 выбираем магнитный пускатель ПМЛ-110004А с Iн.п.
=10А. [3, приложение 1].
Аналогично производим выбор магнитных пускателей для остальных электродвигателей. Результаты сводим в таблицу перечня элементов принципиальной электрической схемы
7.4 Выбор тепловых реле
Тепловые реле применяют для защиты электродвигателей от перегрузки. Условия выбора следующие:
Uн.р.
≥Uн.л.
(7.14)
 ,(7.15) ,(7.15)
Для электродвигателя М1 выбираем тепловое реле типа РТЛ-101004 с ределами регулирования тока уставки реле (5,5-8,0)А.
380В=380В
25А>6,02А
Аналогично производим выбор тепловых реле для остальных электродвигателей. Результаты сводим в таблицу перечня элементов принципиальной электрической схемы.
7.5 Выбор промежуточного реле
Реле применяют для коммутации цепей управления. Реле выбираем по роду тока (переменный или постоянный), по числу и виду контактов (замыкающих и размыкающих), по мощности в цепи контактов реле. Надежность срабатывания реле определяется коэффициентом возврата (Кв
=0,15 – 0,99) – для электромагнитных реле и коэффициентом запаса Кз
=1,5 – 3,0.
Для данной схемы выбираем электромагнитное реле постоянного тока типа РЭП, предназначенное для коммутации электрических цепей переменного тока в схемах автоматизации.
Технические данные реле:
номинальное напряжение реле 24В,
потребляемая мощность 3,5 – 6,5 ВА,
количество замыкающих контактов – 2 пары,
количество переключающих контактов – 2 пары.
7.6 Выбор сигнальной арматуры
Сигнальная арматура выбирается по рабочему напряжению, по конструктивному исполнению, по виду источника света, по цвету свечения.
Для данной схемы выбираем сигнальную арматуру типа АЕ323221У имеющую зеленый колпачок.
7.7 Выбор кнопок управления
Выключатели кнопочные предназначены для коммутации электрических цепей управления. Выбор производим по напряжению, значению коммутируемого тока, количеству контактов, наличию устройств сигнализации.
7.8 Выбор контроллера
Из анализа технологического процесса и алгоритма управления видно, что контроллер должен обладать следующими параметрами:
- 7 дискретных входов;
- 9 дискретных выходов;
- достаточным количеством функций;
- эффективность и максимальная надежность в работе;
- легкость программирования и перепрограммирования;
- относительно малая стоимость.
Из всего многообразия микропроцессорных средств для управления технологическими процессами выбираем микроконтроллер ALPHAAL2 – 24MR – в фирмы Mitsubishi, характеристики которого представлены в таблице 7.4.
Таблица 7.3 - Основные параметрыконтроллера[4]
| Электропитание |
24В DС |
| Каналы ввода |
15 |
| Каналы вывода |
9 |
| Каналы дискретного ввода |
15 |
| Каналы дискретного ввода, конфигурируемые как аналоговые (0 – 10В) |
8 |
| Каналы релейного вывода |
9 |
| Функциональные блоки |
до 200 |
| Встроенные функции |
38 |
| Габаритные размеры (мм) |
124,6 x 90 x 52 |
Характерные особенности системы серии Альфа-2 [4]:
1) Сообщения, выводимые на дисплей, и данные функционального блока. В контроллере серии "Альфа-2" имеется возможность отображать на жидкокристаллическом дисплее рабочее состояние и состояние аварийного сигнала в виде сообщения. Обеспечивается отображение следующего содержания, с использованием функционального блока отображения. Значения, установленные для отображаемых таймеров и счетчиков может быть изменено в режиме РАБОТА (RUN).
- Общее количество символов на жидкокристаллическом дисплее: 12 символов х 4 строки
- Выводимые на дисплей виды информации: Сообщение, значение (текущее или установленное) для таймера и счетчика, аналоговые величины и т. д.
2) Программирование в режиме работы с персональным компьютером выполняется быстро и легко. Программное обеспечение AL-PCS/WIN-E для Windows способно создавать и сохранять программы. Программирование может осуществляться с использованием наглядного метода, при котором используются линии, соединяющие функциональные блоки в окне программирования. Также имеется возможность выполнять непосредственное программирование с использованием клавишей, расположенных на передней панели контроллера "Альфа-2".
3) Изображение на жидкокристаллическом экране пересылается по GSM модему. Контроллеры серии "Альфа-2" способны пересылать изображение, выводимое на жидкокристаллический дисплей, в виде сообщения, передаваемого по электронной почте с использованием GSM модема. Пользователь может следить за состоянием выполнения прикладной задачи при помощи доступа к диагностическим сообщениям, посылаемым по электронной почте через GSM модем.
4) Связь с компьютером поддерживается при помощи специализированного протокола. Контроллер серии "Альфа-2" поддерживает связь с компьютером (с помощью специализированного протокола). Специализированное по задачам пользователя прикладное программное обеспечение, при использовании линии связи с компьютером, дает возможность u1080 изменять плановые данные, параметры внутри функциональных блоков, и обеспечивает контроль состояния при выполнении прикладной задачи.
5) Усовершенствованная функция часов. Еженедельный таймер и функции календарного таймера имеют множество переключателей, которые могут быть установлены на разные моменты срабатывания, и обеспечивают широкие возможности управления с временной зависимостью.
6) Аналоговый вход, 0 – 10В/0 – 500, -50 o C – 200 o C (датчик РТ 100), -50 o C – 450 o C (термопара К- типа):
Вход пост. тока контроллера серии "Альфа-2" может воспринимать сигналы 0 – 10 В при разрешающей способности 0 – 500.
7) Аналоговый выход, 0 – 4000/0 – 10, 0 – 200 / 4 – 16 мА:
Контроллер серии "Альфа-2" может генерировать выходные сигналы в виде напряжения и тока.
8) Высокоскоростной счетчик, максимум 1 кГц
Контроллер серии "Альфа-2" имеет высокоскоростные счетчики (максимум две позиции) при использовании блоков AL2-4EX (EI1, EI2).
9) Высокие возможности по величине выходного тока.
7.9 Выбор датчиков
В установке следующие датчики:
– концевые выключатели:
Конечные выключатели выбираем по конструктивному исполнению, по количеству контактов, по токовой нагрузке на контактах.
Выбираем конечные выключатели серии ВП19М21Б421водозащитного исполнения. Это выключатели контактные прямого действия, для срабатывания в электрических цепях под воздействием упоров (кулачков) в определенных точках пути контролируемого объекта. Время переключения контактов не зависит от скорости переключения приводного механизма.
Номинальный ток продолжительного режима работы выключателя 6А. Предельная выключающая и отключающая способность при напряжении 220В переменного тока: ток включения при коэффициенте мощности (0,6 – 0,7) – 30А, ток отключения при коэффициенте мощности (0,3 – 0,4) – 12А.
– датчики уровня:
Датчики уровня выбираем по конструктивному исполнению, по количеству контактов, по токовой нагрузке на контактах.
Выбираем датчик уровня мембранный БСУ-2 У2.
8. Описание работы полной принципиальной электрической схемы
Принципиальная электрическая схема предусматривает автоматический и наладочный режим работы.
В автоматическом режиме работы переключатель SA1 устанавливают в положение I.
В автоматическом режиме линия запускается контроллером несколько раз в сутки. При наличии ингредиентов в питателях срабатывает датчики SL1, SL2, SL3. Если кормораздатчик находиться в исходном положении срабатывает SQ1, после этого контроллер подает питание на катушку K4, которая своим контактом запитывает катушку магнитного пускателя KM4 (запускается мешалка). Также подается питание на катушки К1, К2, К3, которая своим контактом запитывает катушку магнитных пускателей KM1, КМ2, КМ3, соответственно. Начинается выгрузка картофеля, концкормов и обрата. После заполнения кормораздатчика срабатывает датчик уровня SL4 и контроллер обесточивает катушки К1, К2, К3. и подает питание на катушку К5, которая своим контактом запитывает катушку магнитного пускателя KM5. Начинается движение кормораздатчика. После достижения кормораздатчиком начала кормушек срабатывает концевик SQ2 и контроллер подает питание на катушки К7 и К8. Начинается раздача корма. При достижении кормораздатчиком конца кормушек срабатывает датчик SQ3, контроллер обесточивает К5 и с задержкой времени подает питание на катушку К8, а также обесточивает катушки К7 и К8. Начинается движение кормораздатчика обратно. При достижении исходного положения срабатывает датчик SQ1 и контроллер обесточивает К8.
При отсутствии каких либо ингредиентов (определяется датчиками уровня SL1–SL3) контроллер подает питание на сигнальную лампу HL10.
В наладочном режиме работы переключатель SA1 устанавливают в положение II. В этом случае работой двигателей управляют по средствам кнопок SB1 – SB8.
9. Разработка щита автоматики
Щиты систем автоматизации предназначены для размещения в них средств контроля и управления технологическими процессами, контрольно-измерительных приборов, аппаратуры управления, защиты, сигнализации и других.
Щиты устанавливаются в производственных или отдельных (щитовых) помещениях.
Основанием для разработки щита управления является полная принципиальная схема управления, контроля и сигнализации, представленная на листе 2 графической части проекта.
Предварительно выписываем размеры аппаратов и их монтажных зон, способ крепления аппаратов на монтажных рейках. Производим компоновку аппаратов, устанавливаемых на задней стенке шкафа управления, на двери с учетом рекомендаций по их размещению. Приборы и аппараты, устанавливаемые внутри шкафа, рекомендуется размещать на следующих расстояниях: от основания шкафа 200мм (при установке блоков зажимов 250мм); от верхней и боковых стенок 50мм (при установке блоков зажимов 100мм).
Подвижные токоведущие части аппаратов в отключенном состоянии не должны быть под напряжением. Их следует размещать так, чтобы они под действием силы тяжести не могли самопроизвольно замкнуть свои контакты. Расстояния между оголенными частями различных фаз по воздуху должно быть не менее 20мм. Аппараты с тепловыми элементами рекомендуется размещать в нижней зоне, на двери рекомендуется устанавливать сигнальные аппараты, командные органы (кнопки управления, тумблеры, переключатели и т. п.).
В качестве пульта управления используем ящик навесной малогабаритный типа ЩШМ-Х-1-1000х600х350-4Р IP30 ОСТ 36.13-90.
На передней панели щита (двери) в верхней зоне размещаем 10 сигнальных лампы. В следующем ряду располагаем пакетный переключатель.
На задней стенке пульта располагаем автоматические выключатели, магнитные пускатели и промежуточное реле по рядам сверху вниз. В нижней части пульта устанавливаем блоки зажимов.
Производим окончательную компоновку приборов внутри пульта управления. При компоновке аппаратов определяем расстояния между осями приборов. Аппараты располагаем с учетом их монтажных зон и варианта крепления аппаратов на монтажных рейках. Монтажные рейки крепятся на монтажных угольниках.
На двери пульта управления под аппаратами располагаем поясняющие надписи.
Вид на развернутые плоскости пульта управления приводим на листе и графической части проекта. Размеры монтажных зон берем из приложения 11[3].
Выводы
В данном проекте произвели разработку автоматизации линии раздачи кормов на свиноводческих фермах. А также разработали: алгоритм управления оборудованием технологической линии, структуру управления работы оборудования в автоматическом и наладочном режимах, полную принципиальную электрическую схему и щит автоматики. Произвели выбор средств автоматизации.
В графической части изобразили: полную принципиальную схему управления линии раздачи кормов на свиноводческих фермах, схему соединения внешних проводок и разработанный щит автоматики.
Данная схема по сравнению с аналогичными типовыми схемами управления линии раздачи кормов на свиноводческих фермах дозаторов проста и не требует большого количества средств автоматизации, что и является преимуществом при её разработке и быстрому внедрению в производственный процесс.
Литература
1. Фурсенко, С.Н. Автоматизация технологических процессов : учеб. пособие / С.Н. Фурсенко, Е.С. Якубовская, Е.С. Волкова. – Минск: БГАТУ, 2007. – 592 с.
2. Методическое руководство к курсовому и дипломному проектированию для специальности С.03.02.02. “Автоматизация технологических процессов и установок”. – Минск: ротапринт БАТУ, 1988.
3. Якубовская, Е.С. Автоматизация технологических процессов сельскохозяйственного производства: практикум/ Е.С. Якубовская, Е.С. Волкова. – Минск: БГАТУ, 2008. – 319 с.
4. Автоматика – сервис [Электронный ресурс] / Поставщик современных систем и средств автоматизации для всех отраслей промышленности. Режим доступа: http://www.avtomatika.info/ALPHA/5.pdf. - Дата доступа: 15.09.2008.
5. Электропривод. Часть 1. Проектирование нерегулируемого электропривода рабочей машины [Текст]: учебно – методическое пособие по курсовому и дипломному проектированию / БГАТУ; сост. В.В. Гурин, Е.В. Бабаева. – Минск, 2006. – 316 с.
6. Якубовская, Е.С. Проектирование и САПР систем автоматизации: практикум / Е.С. Якубовская — Минск : БГАТУ, 2008. — 204 с.
7. Росприбор / КИПиА. Режим доступа: http://www.rospribor.com/ index.php?name=Pages&op=page&pid=460. – Дата доступа: 15.04.2009
|