ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
им. А.М. Горького
ФИЗИЧЕСКИЙ ФАКУЛЬТЕТ
Кафедра общей и молекулярной физики
МЕТОД МАГНЕТРОННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ С ИОННЫМ АССИСТИРОВАНИЕМ
Допустить к защите: Курсовая работа:
Научный руководитель:
Екатеринбург
2009
Введение
1. Физические основы метода
1.1. Метод магнетронного напыления покрытий с ионным ассистированием
1.2.Ионная очистка
2. Расчет распределения толщины покрытия по поверхности образцов
3. Методика эксперимента
3.1. Описание установки
3.2. Технологический цикл нанесения покрытий
3.3. Результаты и их обсуждение
Заключение
Список используемой литературы
Технологии, связанные с нанесением тонкопленочных покрытий, являются одними из наиболее актуальных направлений получения новых материалов, в том числе наноструктурных. Хорошим примером важности применения тонкопленочных покрытий являются полупроводниковая, оптическая промышленности и водородные технологии в энергетике. Высокие темпы развития этих наукоемких отраслей требуют непрерывного повышения качества и эксплуатационных свойств покрытий. Реализация этих требований напрямую зависит от достижений в разработке и конструировании оборудования и совершенствования технологий получения тонких пленок.
В настоящее время наиболее перспективными методами нанесения покрытий являются вакуумно-плазменные методы. Это обусловлено их экологической безопасностью, высокой чистотой технологических процессов и качеством продукции. Также известно, что в ионизованном или возбужденном состоянии атомы и молекулы легче взаимодействуют друг с другом, делая процесс нанесения покрытий более эффективным.
Проблемой существующих методов нанесения покрытий является либо высокая стоимость оборудования и небольшие скорости осаждения покрытий, как в случае СВЧ разрядов, плохая однородность наносимых покрытий, как при использовании дугового распыления, либо небольшие площади обрабатываемых поверхностей как при лазерной абляции, либо низкая адгезия, как при термическом испарении. Магнетронные распылительные системы (МРС) в какой-то степени лишены этих недостатков. Использующийся в МРС дрейфовый ток электронов в скрещенных электрическом и магнитном полях дает возможность получать протяженные потоки достаточно плотной плазмы с контролируемыми в широком диапазоне характеристиками. МРС были изобретены еще в 70-х годах прошлого столетия, однако их конструкции совершенствуются до сих пор.
Расширить возможности метода позволило совместное использование МРС и источников ионов, которые генерируют направленные потоки ионов рабочих (как инертных, так и химически активных) газов, ускоренных до определенной энергии. Что в свою очередь позволяет применять их для чистки поверхности подложек и воздействия ионным потоком на покрытие в процессе его роста для изменения его структуры.
Цель работы:
Провести теоретические и экспериментальные исследования работы магнетронной распылительной системы с ионным ассистированием. Для достижения данной цели в работе поставлены следующие задачи:
1. Изучить теоретические основы магнетронного распыления и ионного ассистирования.
2. Ознакомиться с устройством и принципами работы установки для нанесения покрытий магнетронным методом с ионным ассистированием.
3. Рассчитать распределения толщины покрытия, полученного методом магнетронного распыления, по поверхности протяжённых образцов.
4. Нанести покрытие на протяжённый образец и определить степень его однородности по длине.
1.1 Метод магнетронного напыления покрытий с ионным ассистированием
На сегодняшний день магнетронные распылительные системы широко используются в технологиях нанесения покрытий вакуумно-плазменными методами. Действие МРС основано на распылении поверхности катода-мишени ускоренными ионами, образующимися в плазме тлеющего разряда в скрещенных электрическом и магнитном полях, и формировании потоков атомов материала мишени в направлении поверхности, на которую осаждается покрытие.
Основными элементами МРС (рис.1) являются катод-мишень 1, анод 2 и магнитная система 3. При подаче постоянного напряжения между электродами МРС инициируется аномальный тлеющий разряд. Наличие замкнутого магнитного поля у распыляемой поверхности позволяет локализовать плазму разряда непосредственно у мишени. Электроны, образующиеся в результате вторичной ионно-электронной эмиссии, захватываются магнитным полем и движутся по замкнутым траекториям у поверхности мишени. Они оказываются в ловушке, создаваемой с одной стороны магнитным полем, удерживающим электроны у поверхности катода, а с другой стороны – тормозящим электрическим полем, отталкивающим их. В результате эффективного удержания электронов и их интенсивной энергетической релаксации, значительно возрастает концентрация положительных ионов у поверхности катода. Что в свою очередь обусловливает увеличение интенсивности ионной бомбардировки поверхности мишени и плотности потока распылённых атомов. Наиболее интенсивно распыляется поверхность мишени в области сильного магнитного поля. Эта часть поверхности имеет вид замкнутой дорожки, геометрия которой определяется формой полюсов магнитной системы [1].
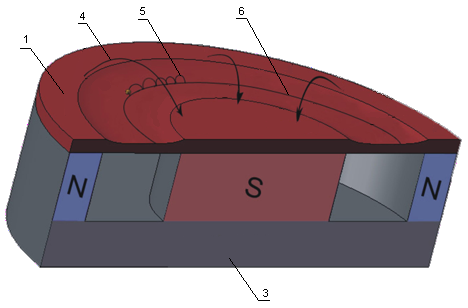
Рис. 1. – Схема магнетронной распылительной системы с плоской мишенью: 1 – катод-мишень; 2 – анод; 3 – магнитная система; 4 – силовая линия магнитного поля; 5 – траектория движения электронов; 6 - зона наибольшей эрозии поверхности катода.
Основные рабочие характеристики магнетронных распылительных систем – напряжение горения разряда, ток разряда, плотность тока на мишени, удельная мощность, величина индукции магнитного поля и рабочее давление. От величины и стабильности перечисленных параметров, которые взаимно связаны между собой, зависят стабильность разряда и воспроизводимость характеристик формируемых на образцах тонких пленок [2].
Существенное влияние на качество формируемых покрытий, их адгезию к основе оказывает состояние поверхности образцов. Как правило, на поверхности образцов существует оксидный слой, который ухудшает адгезию покрытия. Технологический цикл нанесения покрытий включает в себя этап чистки поверхности образцов. С этой целью используют направленные потоки ионов инертных газов, генерируемых источниками ионов. Кроме того, ускоренными ионами можно воздействовать на обрабатываемую поверхность в процессе роста плёнки (ионное ассистирование), что позволяет изменять структуру, а, следовательно, и свойства покрытия. Улучшается микроструктура, в частности увеличивается плотность и однородность, размельчается столбчатая структура, исчезает сквозная пористость, что приводит к улучшению износо-, усталостной и коррозионной стойкости изделий с покрытиями [3].
Метод магнетронного распыления с ионным ассистированием позволяет:
· Получать покрытия практически из любых металлов, сплавов, полупроводников и диэлектриков без нарушения исходного соотношения компонентов распыляемой мишени;
· Наносить покрытия с широким интервалом скоростей напыления: 0,1-100 мкм/ч;
· Получать многокомпонентные и многослойные покрытия, отличающиеся высоким качеством и однородностью;
· Наносить покрытия в среде химически активных газов (N2, O2, CH4, СО, SO2 и др.) и получать соединения на основе оксидов, нитридов, карбидов, сульфидов металлов и др. соединений, в т.ч. и тех, которые невозможно получить методами обычного термического испарения;
· Производить обработку изделий с целью их ионной очистки и активации перед нанесением покрытий в одном техническом цикле с нанесением покрытий.
· Наносить тонкопленочные проводящие, изолирующие покрытия на электронные компоненты; просветляющие, отражающие, защитные покрытия на детали оптических систем и приборов; упрочняющие, стойкие к коррозии и защитно-декоративные покрытия на металлы, диэлектрические материалы, стекло, пластмассы в производстве изделий различного назначения, включая товары народного потребления.
· Обеспечить полную экологическую безопасность (отсутствие: жидких стоков, газообразных выбросов, транспортировки и хранения ядовитых реагентов)
Но есть ряд недостатков:
· Окисление и загрязнение поверхности мишени при замене рабочего газа или вскрытии вакуумной камеры. Поэтому подготовка магнетрона к работе предполагает предварительную очистку мишени плазмой собственного разряда.
· Нанесение покрытий не только на образцы, но и на элементы вакуумной камеры, экраны и т.д. При осаждении различных типов пленок на одной установке требуется механическая чистка запыляемых элементов.
· Трудности, связанные с равномерным нанесением покрытий на изделия сложной формы. Для обработки образцов с множеством теневых областей чаще используют другие методы.
· Небольшой коэффициент использования мишени. Распылению подвергается только узкая кольцеобразная область мишени. Данную проблему решают путем модификации магнитных систем, что значительно усложняет конструкцию установки, или подбора оптимальной формы мишени, что делает процесс её изготовления более сложным.
1.2
Ионная очистка
Очистка поверхности от различного рода загрязнений и окислов имеет важное значение при нанесении разнообразных покрытий. Существующие классические методы очистки поверхности - химические, гальванические, пескоструйные, которые не в полной мере удовлетворяют современным требованиям по качеству результата. Ионная очистка поверхности позволяет получать атомночистую поверхность, благодаря чему улучшается адгезия наносимого покрытия с подложкой.
Данный метод очистки осуществляется следующим образом. Ионный источник формирует направленный поток ионов инертного газа, ускоренных до высокой энергии. Они бомбардируют подложку, вызывая её распыление [6].
Распыление наблюдается при энергии ионов Ei выше энергия связи атомов обрабатываемого материала в твердом теле E0 (пороговая энергия). Значения E0 для различных элементов колеблются от единиц до нескольких десятков эВ. При энергиях меньше пороговой распыление отсутствует.
Коэффициент S является количественной характеристикой распыления и равен числу атомов, выбитых одним ионом. Вблизи порога S очень мал (10–5 атомов/ион), а при оптимальных условиях может достигать нескольких десятков. На величину S влияют как параметры бомбардирующих ионов — их энергия, масса, угол падения на образец, так и свойства распыляемого вещества — чистота поверхности, температура, кристаллическая структура, масса атомов вещества. Энергии распылённых частиц колеблются от нескольких долей эВ до величин порядка энергии первичных ионов. Средние энергии распыляемых частиц составляют обычно десятки эВ и зависят от свойств материала мишени и характеристик ионного пучка [7].
Согласно теории Зигмунда [4] для аморфных и поликристаллических материалов для энергий ионов до 1 кэВ коэффициент распыления определяется следующим выражением:
 , ,
где Mi и Ma- атомные массы ионов и атомов распыляемого материала, г/моль;
Ei - энергия падающих ионов, эВ;
Esub - энергия сублимации атомов подложки, эВ;
α - безразмерный параметр, зависящий от Mi/Ma.
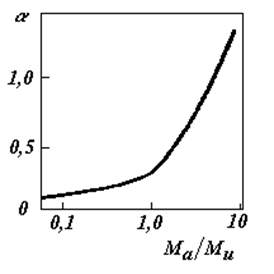
Рис.2. Зависимость коэффициента α от отношения массы атома распыляемого материала Ma к массе иона Mi [4] .
Зависимость параметра α от отношения Mi/Ma при нормальном падении пучка ионов показана на рис 2.
В табл. 1 приведены значения коэффициентов распыления для некоторых металлов.
Табл.1. Значения коэффициента распыления [9].
| Распыляемое вещество |
Коэффициент распыления S, атом/ион |
| при Еi=600 эВ |
при Еi =1 кэВ |
| Аr |
Кr |
Аr |
Кr |
| Сu |
2,3 |
2,8 |
3,2 |
3,4 |
| Fe |
1,3 |
1,2 |
1,4 |
1,4 |
| Мо |
0,9 |
1,1 |
1,1 |
1,2 |
| Ni |
1,5 |
1,5 |
2,1 |
1,7 |
Зависимость коэффициента распыления от энергий бомбардирующих ионов (рис.3) имеет максимум при значениях энергии порядка 101-103эВ. Уменьшение коэффициента распыления при повышенных энергиях ионов связано с большой глубиной проникновения частиц в твердое тело и меньшим выделением энергии в поверхностном слое.

Рис. 2. Зависимость коэффициента распыления Си от энергии бомбардирующих ионов Кr+ [8].
2.
Расчет распределения толщины покрытия по поверхности образцов
При расчёте распределения толщины плёнки, формируемой методом осаждения распыленного материала из кольцевого испарителя, сделаем следующие допущения:
· распыленные атомы распределяются в пространстве по закону косинуса;
· распыленные атомы не сталкиваются друг с другом и с атомами рабочего газа;
· распыленные атомы осаждаются в точке соударения с подложкой.
В общем случае толщина пленки на единицу площади в произвольной точке подложки описывается выражением [5]:
h=Vtcosφcosψ/πr2 , (1)
где V - скорость распыления мишени;
φ - угол между нормалью к поверхности распыления и направлением распыления;
ψ- угол между нормалью к поверхности подложки и направлением осаждения;
r - расстояние от элемента распыления до точки осаждения;
t - время распыления.
Модель процесса напыления плёнки будем строить для случая, показанного на рис. 4, когда мишень 1 и подложка 2 параллельны и соосны. В этом случае угол распыления равен углу конденсации, т.е. φ = ψ.
 . .
Рис.4. 1-мишень; 2-подложка;
Распределение распыленного материала по подложке является центрально-симметричным, и описываться одной переменной - расстоянием от центра l. Угол φ = ψ можно выразить через расстояние от мишени до подложки H и расстояние от точки распыления атома до точки осаждения r: cosφ=H/r. Подставляя в исходное уравнение (1), получим:
h=VtH2/πr4, (2)
Выразим расстояние r через элементы l, R, d, H:
l=R+d;
d=l-R;
r2=H2+d2;
r2=H2+l2+R2-2lR;
подставим в уравнение (2) и получим конечное выражение для толщины покрытия:
h=Vt H2/π(H2+l2+R2-2lR)2.
Выразим h в относительных единицах:
h/h0=(Vt H2/πh0(H2+l2+R2-2lR)2,
где h0 – толщина покрытия в центре подложки (l=0), при H=20мм.

Рис.5. Распределение толщины покрытия, при H=20мм; R=10мм; V=1мм/ч; t=1ч.
Примем за максимально допустимую степень неравномерности толщины покрытия на подложке Dmax=20%. Как видно из рис.5, область равномерного распределения составляет L=14мм. Таким образом, для нанесения покрытия с равномерным распределением по толщине на изделия протяжённостью более 14 мм необходимо использовать несколько распылителей. Из соображений, что на установке будут обрабатываться образцы длиной не более Lобр=120мм, рассчитаем такое положение двух магнетронов относительно образцов и друг друга, при котором обеспечивается приемлемая степень однородности распределения толщины покрытия. Т.к. радиус распыляемых мишеней составляет R=20мм, следовательно, минимальное расстояние, на которое можно поместить магнетроны, Δlmin=40мм, а максимальное Δlmax =120мм.
Результаты расчётов представлены на рис. 6, 7, 8.

Рис.6. Распределения толщины покрытия при Δl=40мм (DH=20=96%, DH=40=76%, DH=60=62%).

Рис.7. Распределения толщины покрытия при Δl=80мм (DH=20=92%, DH=40=52%, DH=60=23%).
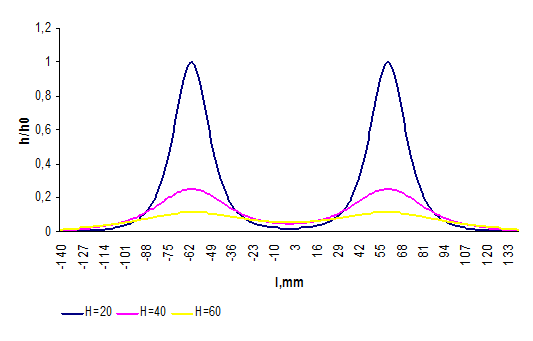
Рис.8. Распределения толщины покрытия при Δl=120мм (DH=20=98%, DH=40=81%, DH=60=52%).
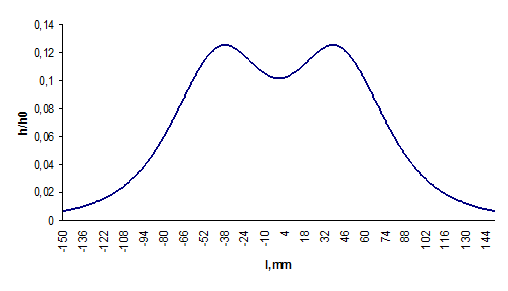
Рис.9. Оптимальное распределение, Н=60мм, Δl=83мм.
При Н=60мм, Δl=83мм получим D=20%, L=120мм, следовательно, распределение с данным набором параметров Н и Δl (рис.9) является оптимальным, т.к. результаты удовлетворяют условиям задачи (D≤Dmax; L≥Lобр;Δlmin≤ Δl≤ Δlmax).
3.1 Описание установки
Эксперименты были проведены на установке для нанесения покрытий (рис.11), состоящей из вакуумной камеры 1, шести плоских магнетронов 2, двух ионных источников холловского типа 3, манипулятора 4 и экрана 5.
Образцы закрепляются на электрически изолированные держатели манипулятора, на которые можно подавать отрицательный потенциала до 1 кВ относительно заземлённой камеры. Манипулятор обеспечивает вращение образцов со скорость 2об/мин относительно оси вакуумной камеры, причём вокруг своей оси держатели совершают полный оборот в пределах сектора с наиболее интенсивным потоком распылённых атомов мишени. Камера помещена на вакуумный стенд 6 с безмаслянной откачкой. Для форвакуумной откачки используется пластинчато-роторный насос 2НВР-90Д (быстродействие 25л/с), для достижения предельного давления (4,27·10-7 Торр) - турбомолекулярный насос ТМН-500 (быстродействие 500л/с). Рабочий газ напускается в объем камеры через ионные источники, газовый поток контролируется многоканальной электронной системой BronkherstHIT-TECH. Для электрического питания магнетронов используется шестиканальный блок с возможностью электронного документирования параметров разряда магнетронов и автоматической блокировки работы устройств в случае нештатной ситуации. Он размещается совместно с двумя блоками питания источников ионов и блоком смещения напряжения в стойке управления.
В магнетронах используются постоянные Sa-Co магниты с напряженностью поля на полюсах 0,4 Тл. Распыляемые мишени представляют собой диски диаметром 40мм и толщиной 3-4мм. Технологический цикл обработки изделий включает в себя этап чистки мишеней. Для того чтобы распылённый при этом материал не осаждался на образцы используется экран 5. Фланцы камеры, магнетроны и источники ионов охлаждаются проточной водой.
Технические характеристики газоразрядных устройств, используемых в данной установке представлены в табл.2.
Табл.2. Технические характеристики магнетрона и источника ионов.
| Ток разряда, А |
Напряжение горения разряда, В |
Минимальное рабочее давление, Торр |
| Магнетрон |
0-0,3 |
150-450 |
2·10-3 |
| Исочник Холла |
0-0,5 |
300-500 |
10-3 |

В качестве образцов для данного эксперимента использовали 12 трубок из конструкторской стали со средней длиной l=10 мм, внешним диаметром Dобр=6мм и внутренним dобр=3,7мм, закреплены на шпильке диаметром Dш=3мм и зажаты гайками с двух сторон.
Технологический цикл эксперимента:
1. Очистка образцов в ультразвуковой ванне (t=30мин).
2. Измерение массы образцов.
3. Ионная чистка образцов (t=20мин).
Устанавливаем образцы в вакуумную камеру и откачиваем до предельного давления P=2·10-5 Торр. Задаём поток аргона QAr=20 мл/мин, давление 10-3 Торр. Включаем ионные источники с током Ii=0,4А и задаем напряжение смещения U=1кВ. Экран закрывает мишени.
4. Чистка мишеней (t=2мин).
Устанавливаем поток аргона QAr=45 мл/мин, давление P=2,2·10-3 Торр. Включаем магнетроны с током Im=200 мА. Экран закрывает мишени.
5. Охлаждение образцов в вакууме (t=20 мин).
Давление остаточного газа P=2×10-5 Торр.
6. Контрольное измерение массы образцов для определения количества распылённого материала. После чего повторяем предыдущие этапы цикла (ионную чистку образцов и чистку мишеней).
7. Нанесение покрытия (t=60мин).
Устанавливаем потоки газов: QAr=28,8 мл/мин, QN2=6,2 мл/мин. Напряжение смещение задаем U=100В. Открываем экран. Ток магнетронов и источников ионов 0,4 200.
8. Охлаждение образцов в вакууме (t=40 мин).
Давление остаточного газа P=2×10-5 Торр.
9. Контрольное измерение массы образцов для определения массы напыленного материала.
Результаты эксперимента представлены в таблице 3.
Табл.3.Результаты эксперимента.
| №обр. |
lср, мм |
m1, г |
m2, г |
Δ m, г |
m3, г |
m4, г |
m5, г |
| 1 |
9,25 |
1,255 |
1,253 |
0,002 |
1,251 |
1,2529 |
0,0019 |
| 2 |
10,05 |
1,3622 |
1,36 |
0,0022 |
1,3578 |
1,3596 |
0,0018 |
| 3 |
10,175 |
1,3707 |
1,3684 |
0,0023 |
1,3661 |
1,368 |
0,0019 |
| 4 |
9,85 |
1,3508 |
1,348 |
0,0028 |
1,3452 |
1,3473 |
0,0021 |
| 5 |
10,05 |
1,3607 |
1,3581 |
0,0026 |
1,3555 |
1,3573 |
0,0018 |
| 6 |
10,325 |
1,4037 |
1,4008 |
0,0029 |
1,3979 |
1,4001 |
0,0022 |
| 7 |
10,05 |
1,3782 |
1,3752 |
0,003 |
1,3722 |
1,3747 |
0,0025 |
| 8 |
9,9 |
1,3485 |
1,3457 |
0,0028 |
1,3429 |
1,3453 |
0,0024 |
| 9 |
10,075 |
1,3698 |
1,3669 |
0,0029 |
1,364 |
1,3664 |
0,0024 |
| 10 |
10 |
1,3458 |
1,3429 |
0,0029 |
1,34 |
1,342 |
0,002 |
| 11 |
9,35 |
1,2681 |
1,2655 |
0,0026 |
1,2629 |
1,2647 |
0,0018 |
| 12 |
9,9 |
1,3273 |
1,3245 |
0,0028 |
1,3217 |
1,3236 |
0,0019 |
где lср– средняя длина образца,
m1 – масса образцов после чистки в УЗ-ванне,
m2 – масса образцов после ионной чистки,
Δm – масса распыленного материала при ионной чистке (Δm=m1-m2)
m3 – масса образцов после второй ионной чистки (m3=m2-Δm)
m4 – масса образцов после нанесения покрытия,
m5 – масса нанесенного покрытия.
Используя измеренные нами длину lи внешний R радиусы каждого из образцов, найдем их площадь:
Sпов=2πRl.
Зная плотность нитрида титана ρTiN=5,1 г/см3 и массу покрытия, найдем его толщину:
h= = = . .
Погрешность Δh в определинии толщины покрытия, состоит из погрешностей измерительных приборов (весы Δm и штангенциркуль Δl) и погрешности определения площади ΔS.
 ; ;
Погрешность приборов определяем по их тех. паспортам:
Δm=5·10-5 г ; Δl=5·10-2 мм.
Погрешность определения площади связана с неидентичностью образцов. Кроме того, торцевая поверхность образцов не строго перпендикулярна боковой поверхности, что приводит к осаждению на неё распыленных атомов мишени. Следовательно, максимальная площадь, на которой может быть сформировано покрытие, равна сумме площадей боковой и двух торцевых поверхностей.
Smax=Sбок+2Sторц;
а минимальная:
Smin=Sбок.
Согласно методу Корнфельда [10]:
 =2π(R2-r2); =2π(R2-r2);
Результаты приведенных выше расчетов для каждого из образцов представлены в таблице 4.
Табл.4. Результаты расчетов.
| №обр. |
lср, мм |
m5, г |
Sпов, мм2 |
V, мм3 |
h, мм |
Δ l, % |
Δ m,% |
Δ S,% |
Δ h, % |
| 1 |
9.250 |
0.0019 |
174.270 |
0.3725 |
0.0021 |
0.5405 |
2.6316 |
11.0090 |
11.3321 |
| 2 |
10.050 |
0.0018 |
189.342 |
0.3529 |
0.0019 |
0.4975 |
2.7778 |
10.1327 |
10.5183 |
| 3 |
10.175 |
0.0019 |
191.697 |
0.3725 |
0.0019 |
0.4914 |
2.6316 |
10.0082 |
10.3600 |
| 4 |
9.850 |
0.0021 |
185.574 |
0.4118 |
0.0022 |
0.5076 |
2.3810 |
10.3384 |
10.6212 |
| 5 |
10.050 |
0.0018 |
189.342 |
0.3529 |
0.0019 |
0.4975 |
2.7778 |
10.1327 |
10.5183 |
| 6 |
10.325 |
0.0022 |
194.523 |
0.4314 |
0.0022 |
0.4843 |
2.2727 |
9.86279 |
10.1328 |
| 7 |
10.050 |
0.0025 |
189.342 |
0.4902 |
0.0023 |
0.4975 |
2,0000 |
10.1327 |
10.3401 |
| 8 |
9.900 |
0.0024 |
186.516 |
0.4706 |
0.0023 |
0.5051 |
2.0833 |
10.2862 |
10.5072 |
| 9 |
10.075 |
0.0024 |
189.813 |
0.4706 |
0.0022 |
0.4963 |
2.0833 |
10.1075 |
10.3319 |
| 10 |
10,000 |
0.0020 |
188.400 |
0.3922 |
0.0021 |
0.5000 |
2.5000 |
10.1833 |
10.4976 |
| 11 |
9.350 |
0.0018 |
176.154 |
0.3529 |
0.0020 |
0.5348 |
2.7778 |
10.8913 |
11.2526 |
| 12 |
9.900 |
0.0019 |
186.516 |
0.3725 |
0.0020 |
0.5051 |
2.6316 |
10.2862 |
10.6295 |
| Среднее |
9.915 |
0.0021 |
186.791 |
0.4036 |
0.0021 |
0.5048 |
2.4624 |
10.2809 |
10.5868 |

Рис.12. Теоретическое и эксперементальное распределение толщины покрытия.
Как видно из рис.12. распределение, рассчитанное по результатам эксперимента, не сходится в пределах погрешности с теоретическими данными. Основной причиной данного расхождения является неправильная геометрическая форма образцов. Как говорилось ранее, в сборке между образцами образуются щели, вследствие чего покрытие наносится на часть торцевой поверхности образцов. Более точно толщина покрытия может быть определена по результатам микроскопии поперечного сечения, которая в данной работе не проводилась.
Полученные распределения имеют степени неоднородности Dэксп=20% и Dтеор=32%. Причиной различия является то, что в установке используется не два, а система из шести попарно расположенных магнетронов. Таким образом, при напылении одной парой магнетронов, потоки от двух других, в меньшей степени, но воздействуют на образец, чем делают распределение более равномерным.
В ходе данной работы были изучены физические принципы, лежащие в основе работы установки для нанесения покрытий магнетронным методом с ионным ассистированием, его внутреннее устройство и основные узлы.
Была проделана экспериментальная работа, в ходе которой на стальных образцах получено покрытие нитрида титана TiN. Рассчитано его распределение по поверхности протяженных образцов, как экспериментально, так и теоретически. Показано, что использование системы из шести попарно стоящих магнетронов позволяют получить покрытие со степеню неоднородности не более Dэксп=20%, что на 12% меньше, чем при использовании одной пары магнетронов Dтеор=32%.
Список используемой литературы
1. Данилин Б.С., Сырчин В.К., Магнетронные распылительные системы, М.: Радио и связь, 1982.
2. Берлин Е., Двинин С., Сейдман Л., Вакуумная технология и оборудование для нанесения и травления тонких пленок, М.: Техносфера, 2007.
3. Жуков В.В., Кривобоков В.П., Янин С.Н., Распыление мишени магнетронного диода в присутствии внешнего ионного пучка, Журнал технической физики, 2006, том 76, вып. 4.
4. Никоненко В.А., Математическое моделирование технологических процессов: Моделирование в среде MathCAD. Практикум, под ред, Кузнецова Г.Д., М.: МИСиС, 2001.
5. Майссел Л., Глэнг Р., Технология тонких пленок. Справочник, пер, с англ, под ред,, Елинсона М.И., Смолко Г.Г., М.: Советское радио, 1977.
6. Свирин В.Т., Стогний А.И., Формирование пучка равномерной плотности в холловском ионном источнике с открытым торцом, Приборы и техника эксперимента, 1996, №5.
7. Моргулис Н. Д., Катодное распыление, Успехи физических наук, 1946, т. 28.
8. Распыление твердых тел ионной бомбардировкой, под ред. Р. Бериша, пер. с англ. Куклин А.М., М: Наука, 1984-86.
9. Фундаментальные и прикладные аспекты распыления твердых тел. Сб. ст., пер. с англ. Засечкин Л.К., М: Наука, 1989.
10. Яковлев Г.П., Краткие сведения по обработке результатов физических измерений: методические указания для студентов физического факультета, Екатеринбург: Издательство Уральского Университета, 2004.
|