Міністерство освіти і науки України
Луцький державний технічний університет
Кафедра пакування і автоматизації виробничих процесів
КУРСОВИЙ ПРОЕКТ
з дисципліни „Технологічні комплекси пакувальних виробництв"
на тему:
Розробка компоновкиавтоматизованої лінії розливу пива продуктивністю 6000 пл./год
Вступ
Успіхи сучасної автоматики й обчислювальної техніки привели до появи апаратного підходу до автоматизації. Автоматизація виробничого процесу трактується як заміна функцій людини відповідними пристроями машини і вузлами керування і контролю за її роботою. Технологічний процес і конструкція технологічної машини при цьому підході залишаються без змін. Недоліком цього підходу є те, що технологічні процеси неавтоматизованого виробництва десятиліттями створювались і вдосконалювались у відповідності із обмеженими ми функціональними можливостями людини. В них вже закладений занижений потенціал підвищення інтенсивності виробництва, не передбачені потенційні можливості для концентрації операцій і їх суміщення, застосування спеціальних фізико-хімічних ефектів. Тому в історії розвитку автоматичного технологічного обладнання виявилось багато невдалих екземплярів тільки тому, що їх функціональні вузли копіювали дії людини при роботі.
Оскільки зміст виробництва формують технологічні процеси, бо саме в них закладені всі потенційні можливості підвищення якості продукції і підвищення продуктивності, а технологічні комплекси призначені для їх реалізації.
Задача створення технологічного комплексу включає: створення технологічного процесу, який забезпечує задану якість запакованого виробу; створення на основі цього технологічного процесу технологічного обладнання, яке забезпечить необхідну продуктивність виробництва.
Проблеми упаковки харчових продуктів і продуктів сировини вимагають послідовної уваги з боку виробничих і торгівельних підприємств, оскільки нераціональний її вибір суттєво впливає на попит, конкурентоспроможність, зниження якості, підвищення втрат, економічну ефективність промисловості, транспорту і торгівлі, оптимальне споживання. Упаковка поліпшує вантажообіг, облік і комерційні операції, орієнтує споживачів певних вікових груп або категорій та особливості товару.
1.
Проектна частина
1.1 Розробка структури технологічного процесу пакування
Характеристика продукту, що пакується.
Передумовою вибору обладнання і проектування компоновки потокової лінії є розробка і аналіз технологічної схеми пакування. Розглянемо особливості пакованої продукції – пива, з точки зору її автоматичного пакування.
Пиво - освіжаючий, насичений діоксидом вуглецю пінистий напій, що отримується в результаті зброджування пивного сусла спеціальними видами пивних дріжджів. Пивне сусло готують з подрібнених зернопродуктів: переважно ячмінного або пшеничного солоду, ячменю, пшениці, кукурудзи та іншого зерна, води, цукру і хмелепродуктів.
Пиво розливають у тару в ізобаричних умовах, тобто коли воно знаходиться при надмірному постійному тиску. При розливі без тиску пиво буде пінитися, що призведе до втрати СО2
і неповного наливу в ємності. Пиво, розлите в пляшки, повинне містити масову частку діоксиду вуглецю не менше 0,4%. Присутність кисню повітря в шийці пляшки підвищує схильність пива до утворення фізіко-хімічних помутнінь.
Головним фізіко-хімічним показником є стійкість пива. Поняття стійкості полягає в здатності пива протидіяти виникненню помутніння. Вимірюється стійкість в добі, протягом якої при температурі 200ْС не змінюється прозорість пива. Зберігати пиво слід при температурі не вище 12°С і не нижче 2°С в не освітлених приміщеннях. Біологічна стійкість пива після пастеризації збільшується до 3-6 місяців.
Аналіз типу матеріалу для споживчої тари
Упаковка повинна захищати продукцію від механічних та біологічних ушкоджень, а також забезпечити зручне та ефективне транспортування, мати привабливе естетичне оформлення. Споживча упаковка включає споживчу тару та допоміжні пакувальні засоби. Споживча упаковка, як правило не призначена для самостійного транспортування і перевозиться у транспортній, є частиною товару та входить в його вартість.
Оскільки пиво фасується в рідкому вигляді, то при виборі пакувального матеріалу не стоїть питання про збереження форми продукту, тому для зручного вживання продукту обираємо пакувальний матеріал скло. Крім того, даний матеріал :
- Хімічна нейтральність забезпечує збереження харчових продуктів без суттєвих змін;
- Прозорість особливо ціна для деяких харчових продуктів, хоча вимагає додаткового захисту від дії світла; для більшості видів;
- Міцність та стійкість до навантажень забезпечує розливання, закупорювання;
- Стійкість до нагрівання.
Для скла характерні технологічні властивості (в’язкість, поверхневий натяг, кристалізаційна здатність) та експлуатаційні (оптичні, термічні, хімічні, механічні).
Для розливу пива використовують споживчу тару - скляну пляшку. Скло пляшок має бути прозорим і забезпечувати можливість перегляду вмісту. На поверхні і в товщі стінок пляшок не допускається наявність щербин, відколів, сторонніх включень, повітряних міхурів, прилипання скла та ін. Пляшки повинні стійко стояти на рівній поверхні, бути термічно стійкими при перепаді температур від 70 до 35 ° С і витримувати протягом 60 с тиск 0,8 МПа. Розливають готове пиво на автоматизованих лініях в пляшки місткістю 0,5л з коричневого скла. Перевагою коричневих пляшках є те, що пиво зберігається краще і довше, ніж в зелених. Наповнені пивом пляшки герметизують кронен - пробками. Закриття пляшок рекомендується не відразу, а через декілька хвилин після заповнення. Це необхідно для того, щоб вуглекислий газ витіснив важке повітря з шийки, оскільки наявність повітря в закритій і підготовленій для зберігання пляшці украй не бажано.
1.2 Розробка транспортних і допоміжних процесів
Основне призначення транспортної системи – це доставка зі складу в необхідний момент часу до необхідної виробничої ділянки вантажу, знімання готових виробів з обладнання з наступним транспортуванням їх за заданою адресою, відправка в накопичувач вантажів і видача в необхідний момент часу, напівфабрикатів або готових виробів, що знаходяться на складах.
Транспортування готової продукції в ящиках до складу готової продукції і по складу реалізується за допомогою електронавантажувачів.
Переміщення кронен – пробок до закупорювальних автоматів, етикеток до етикетувальних здійснюється за допомогою електровізків, а доставка безпосередньо до автоматів – за допомогою фізичної сили працівника. До транспортної системи відносять пластинчастий, стрічкові транспортери, за допомогою яких здійснюється переміщення тари від одного автомату до наступного.
1.3 Розробка технологічної схеми пакування
Передумовою вибору обладнання і проектування компоновки потокової лінії є розробка і аналіз технологічної схеми пакування. Для її створення необхідно провести аналіз типового технологічного процесу пакування даного продукту.
Технологічний процес розливу пива склопляшку ділиться на наступні фази:
1. Розвантаження пляшок з ящика.
2. Подача пляшок на пляшкомийну машину.
3. Миття тари.
4. Подача пляшок на інспекційну машину.
5. Транспортування тари в машину розливу і закупорювання пляшки кроненпробкою.
6. Бракераж
7. Нанесення етикетки з інформацією про дату розливу і строк вживання.
8. Очищення ящиків.
9. Вкладання пляшок в ящики.
Таблиця 1 - Технологічний процес пакування
| № операції |
Назва операції |
Функціональний вузол |
Матеріальний потік |
| 005 |
Розвантаження і підготовка пляшок |
Автомат виймання пляшок |
ящики з пляшками |
| Пляшкомийна машина |
Вода |
| Подача пляшок на інспекційну машину |
| 010 |
Розлив продукту |
Фасувальний автомат |
продукт, |
| 015 |
закупорення пляшок |
Закупорювальний автомат |
кронен-пробки |
| 020 |
Бракераж пляшок |
Бракеражний автомат |
| 025 |
Етикетування пляшок |
Етикетувальний автомат |
подача етикеток, клею |
| 030 |
Формування групової упаковки |
Пляшковкладальна автомат |
ящики |
| 035 |
очищення ящиків |
пристрій для очистки транспортних ящиків |
ящики |
| 040 |
Транспортування в лінії |
Транспортер-нагромаджувач пляшок |
| Транспортер ящиків |
Якщо кожну з цих операцій представити у вигляді окремого функціонального блоку, який відповідатиме технічним засобам для реалізації, а також вказати напрямки переміщення матеріальних потоків в лінії між функціональними блоками, от ми отримаємо функціональну схему пакування.
1.4 Підбір та
визначення кількості одиниць основного технологічного обладнання
До основного технологічного обладнання належить машини, безпосередньо пов’язані із здійсненням технологічного процесу, що входять у потокову лінію. Лінія для розливу пива складається, як з основного технологічного обладнання так і з додаткового.
Основне обладнання, яке використовуватиметься на даній лінії це:
- Автомат виймання пляшок з ящиків ВИА .
- Пляшкомийна машина АММ-6.
- Світловий екран Б2 – ВСЄ.
- Пристрій для очистки ящиків.
- Фасувальний автомат Р2-6.
- Закупорювальний автомат У6-А.
- Інспекційний автомат БАЗ-6.
- Етикетувальні автомати: Б-12, ВЭВ.
- Автомат вкладання пляшок ВУА.
Характеристика обладнання занесена в таблицю 2.
Таблиця 2 - Характеристика обладнання
| № п /п |
Найменування обладнання |
Тип, марка, завод виготівник |
Продуктивність, шт./год.
|
Встановлена
потужність, кВт
|
Габаритні розміри |
Площа, яку займає обладнання, м2
|
Кількість одиниць |
Частота заповнення бункерів і магазинів |
Вартість обладнання, тис. грн |
| Довжина, мм |
Ширина, мм |
Висота,мм |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
13 |
| 1 |
Автомат виймання пляшок з ящиків |
ВИА |
6000 |
1,1 |
2635 |
1300 |
1800 |
3,42 |
1 |
| 2 |
Пляшкомийна машина |
АММ-6 |
6000 |
20,5 |
6200 |
3300 |
2700 |
20.46 |
1 |
| 3 |
Світловий екран |
Б2 – ВСЄ |
1885 |
410 |
1522 |
0.77 |
1 |
4
|
Пристрій для очистки ящиків |
2400 |
600 |
1800 |
1.44 |
1 |
| 5 |
Фасувальний автомат Фасувальний автомат |
Р2-6 |
6600 |
0,8 |
1730 |
1980 |
2200 |
3.43 |
1 |
1440 |
| 6 |
Закупорювальний автомат |
У6-А |
6000 |
1.3 |
906 |
670 |
2150 |
0.6 |
1 |
18 |
| 7 |
Інспекційний автомат |
БАЗ-6 |
6000 |
1160 |
660 |
1630 |
0.77 |
1 |
| 8 |
Етикетувальні автомати: |
Б-12, |
6600 |
0,6 |
740 |
700 |
1460 |
0.52 |
1 |
1410 |
| ВЭВ |
6000 |
1 |
3300 |
1148 |
922 |
1.26 |
1 |
| 9 |
Автомат вкладання пляшок |
ВУА |
6000 |
1 |
3300 |
1857 |
1555 |
6.13 |
1 |
Розробка структури потокової лінії
Залежно від заданої продуктивності лінії кожен функціональний блок технологічної схеми може бути реалізований наступним чином:
- функціональний блок реалізовується однією машиною або декількома технологічними машинами, що працюють паралельно
-функціональний блок реалізовується декількома технологічними машинами, що працюють послідовно
- функціональний блок відповідає частині концентрованої технологічної операції.
Залежно від заданої продуктивності лінії технологічна схема доповнюється функціональними блоками контролю якості виконання технологічних операцій.
Особливе місце при розробці структурної схеми потокової лінії займає процес формування її транспортно – накопичувальної системи. Дана система повинна забезпечувати:
1. пропускну здатність потокової лінії достатню для проходження через всі технологічні машини заданої кількості пляшок на різній стадії готовності
2. мінімальні втрати продуктивності потокової лінії, що привносяться при транспортуванні пляшок між технологічними машинами.
Лінія по розливу пива в скляні пляшки складається з автомата виймання пляшок ВИА, пляшкомийної машини АММ-6, двох інспекційних автоматів, фасувального та закупорювального автомату, етикетувального автомату, автомату для вкладання пляшок та пристрою очистки ящиків.
Розглянемо процеси , які здійснюються на лінії. Порожня тара (скляні пляшки в ящиках) по пластинчастих транспортерах поступає на автомат для виймання пляшок 1. Порожні (розпаковані) ящики проходять через пристрій очистки ящиків 10 і поступають до автомата для вкладання пляшок у ящик 9. Пляшки поступають по стрічковому транспортеру 11 до пляшкомийної машини 2, від неї до інспекційного автомата 3, пройшовши світловий екран відбувається розлив пива у пляшки на фасувальному автоматі 4. Після розливу пива у тару пляшки закупорюються автоматом 5 кронепробками металевими, на виході закупорювального автомату, потім пляшки потрапляють на бракераж ний автомат 6 . Бракована продукція потрапляє в кишеню для браку. Після цього на пляшку наноситься етикетка на етикетувальному автоматі 7 і 8.
Далі стрічковим транспортером оформлена пляшка надходить на автомат для вкладання пляшок у ящик 9, принцип дії якого такий самий, як і у автомата для розпаковування тари 1.
Ящики з готовою продукцією по однорядному пластинчастому транспортеру надходять до магазину, який дає можливість працювати у ручному режимі тобто за допомогою фізичної сили.
Таблиця 3 - Елементи структури потокових ліній для розливу пива
| Функціональні блоки |
Обладнання потокової лінії при продуктивності, пл./год |
| 6000 |
| Підготовка і подача пляшок |
Автомат виймання пляшок |
| Пляшкомийна машина |
| Подача пляшок на інспекційну машину |
| Розлив продукту і закупорювання пляшки |
Фасувальний автомат |
| Закупорювальний автомат |
| Етикетування пляшок |
Етикетувальний автомат |
| Подача пляшок на інспекційну машину |
| Транспортування в лінії |
Транспортер ящиків |
| Транспортер пляшок |
1.5 Розрахунок продуктивності лінії
До основного технологічного обладнання належить машини, безпосередньо пов’язані із здійсненням технологічного процесу, що входять у потокову лінію. Лінія для розливу пива складається, як з основного технологічного обладнання так і з додаткового.
Основне обладнання, яке використовуватиметься на даній лінії це:
- Автомат виймання пляшок з ящиків ВИА .
- Пляшкомийна машина АММ-6.
- Світловий екран Б2 – ВСЄ.
- Пристрій для очистки ящиків.
- Фасувальний автомат Р2-6.
- Закупорювальний автомат У6-А.
- Інспекційний автомат БАЗ-6.
- Етикетувальні автомати: Б-12, ВЭВ.
- Автомат вкладання пляшок ВУА.
В загальному випадку потокова лінія включає 8 послідовно працюючих машин , лінія є однопотоковою із жорстким між машинним зв’язком. Коли зупинка будь-якої машини викликає зупинку всієї лінії.
Циклова продуктивність такої лінії складає:
Qц
=
де 0,96 с- тривалість робочого циклу однієї з послідовно працюючих машин;
Визначимо значення коефіцієнта готовності даної лінії: коефіцієнти готовності кожного з автоматів є приблизно рівними і дорівнюють 0,95. Звідси :
Технічна продуктивність лінії :

1.6
Побудова діаграми використання основного технологічного обладнання в лінії
У потоковій лінії розливу пива у скляні пляшки, використовується 9 послідовно працюючих технологічні машини, які мають різну теоретичну та технічну продуктивності. Для побудови діаграми використання продуктивності цих машин в технологічній лінії, яка показує наскільки повно використовуються технологічні можливості кожної машини, представимо основні показники продуктивності машин в вигляді таблиці 3.
Таблиця 4 - Характеристика продуктивності машин лінії
| № |
Найменування
машини
|
Модель |
QЦ
, пл/год |
КГ
|
QТ
, пл/год |
К-сть |
Т, сек |
| 1 |
Автомат виймання пляшок з ящиків |
ВИА |
5400 |
0,9 |
4860 |
1 |
0,9 |
| 2 |
Пляшкомийна машина. |
АММ-6 |
6250 |
0,7 |
4375 |
1 |
0,96 |
| 3 |
Світловий екран |
Б2 – ВСЄ |
7058 |
0,85 |
6352 |
1 |
0,85 |
| 4 |
Фасувальний автомат |
Р2-6 |
5400 |
0,85 |
4590 |
1 |
0,9 |
| 5 |
Закупорювальний автомат |
У6-А |
6315 |
0,9 |
5683 |
1 |
0,95 |
| 6 |
Інспекційний автомат |
БАЗ-6 |
7058 |
0,85 |
6352 |
1 |
0,85 |
| 7 |
Етикетувальні автомати |
Б-12 |
10000 |
0,8 |
8000 |
1 |
0,6 |
| ВЭВ |
9230 |
0,7 |
6461 |
1 |
0,65 |
| 8 |
Автомат вкладання пляшок |
ВУА |
5400 |
0,9 |
4860 |
1 |
0,9 |
Аналіз даних таблиці показує, що технічна продуктивність лінії при жорсткому зв’язку між машинами визначиться технічною продуктивністю найбільш повільної машини, тобто визначиться продуктивністю пляшко мийної машини.
QT
=min(QTi
)= 4375пл./год.
За даними таблиці 3 будується діаграма використання продуктивностей машини лінії (рис. 1).
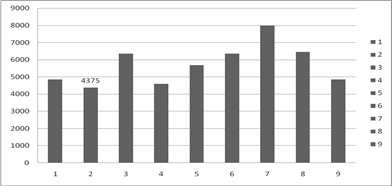
Рис. 1 - Діаграма використання технічних продуктивностей машини лінії
2. Організаційна частина
2.1 Розрахунок матеріальних потоків лінії
Розрахунок трубопроводу для подачі рідини.
Швидкість руху рідини по трубопроводах визначають із рівняння витрат, м/с:

де V – кількість рідини, м3
/год;
v – швидкість руху рідини, м/с;
Площа перерізу трубопроводу, м2
:

де в – діаметр трубопроводу, м.
Діаметр трубопроводу, що задовільняє технологічним вимогам, розраховується за формулою:
При виборі швидкості руху продукту по трубопроводах потрібно врахувати його структуру. Швидкість руху пива приймають в межах 1-2 м/с.
Кількість рідини, що пропускається трубопроводом в одиницю часу, визначається продуктивністю розливної машини. Для фасувального автомату з продуктивністю Q=6600 пл/год, який фасує пиво в пляшки ємністю Vпл
=0,5 л., визначимо об’єм споживання рідини за годину:

Знайдемо діаметр та площу перерізу трубопроводу:
Розрахунок транспортера для подачі поштучних виробів.
Продуктивність транспортера безперервної дії призначеного для подачі штучних вантажів, визначають за формулою:
q=3600· v/a, шт/год
де v=0,017 – швидкість руху транспортера, м/с
а=0,01– середня відстань між вантажами, м
q=3600· 0,017/ 0,01=6120 шт/год
2.2 Розрахунок кількості обслуговуючого персоналу і визначення їх функцій
пакування пиво лінія продуктивність
Обслуговування потокової лінії здійснюється на двох рівнях. Перший рівень складають наладчики. Другий рівень утворюють слюсарі-ремонтники і наладчики електрики.
Обслуговування лінії здійснюється на двох рінях.
Перший рівень
складають наладчики, оператори, електрики.
Другий рівень
утворюють слюсарі ремонтники і наладчики електрики.
Функції, які виконуються цими працівниками, наведені в таблиці 5.
Таблиця 5 - Розподіл функцій обслуговуючого персоналу потокової лінії
| Персонал |
Функції обслуговування |
Загальна кількість робочих |
| Основні |
Додаткові |
| І-й рівень |
Оператор |
Технічна підготовка до пуску. Виконання неавтоматизованих операцій. |
Участь у налагоджуванні регулюванні обладнання. Проведення контролю |
6 |
| Наладчик |
Технічна підготовка до пуску. Технічне обслуговування. Спостереження за працюючою лінією. Відновлення працездатності. Реєстрація відмов |
Участь у ремонті обладнання, контролі виробів, перепровірці бракованих виробів |
2 |
| ІІ-й рівень |
Слюсар ремонтник |
Виконання планового ТО і позапланових ремонтів. Реєстрація ремонтних робіт. Періодичний огляд обладнання. Пошук разом із оператором і наладчиком дефектів, що необхідно усунути при плановому ремонті. |
Участь у планових ремонтах обладнання |
1 |
| Наладчик-електрик |
Спостереження за станом електрообладнання і за дотримання правил його експлуатації. Усунення відмов електрообладнання. Інструктаж по ТБ. Регістр відмов і основних робіт з ТО електрообл. |
Участь в планових ремонтах електрообладнання і наладці систем керування машинами |
1 |
2.3 Розробка заходів з організації роботи лінії
- Машини розміщаються на рівній поверхні. Настроюються по висоті регульованими гвинтами, виставляються і з’єднується з транспортерами та накопичувачами.
- Машини заземляються.
- Машини за допомогою електрика з’єднується з сіткою в 380V/50Гц за до, змонтованого до приводу живлення машини.
Всі автомати поступають з заводів-виробників на дерев’яних піддонах в зібраному стані і не потребують додаткових збірних операцій при їх монтажу. Монтаж цього обладнання зводиться лише до транспортування зі складу в зони монтажу; такелажними роботами в середині монтажної зони; розпаковкою; установкою на фундамент або чисту підлогу. Підйом і переміщення обладнання виконується компетентним в цій області персоналом, який оснащений відповідними інструментами та інструкцією по техніці безпеки. Для забезпечення безпеки і зручності праці, а також нормального обслуговування обладнання потрібно витримати монтажні відстані між габаритами обладнання і огороджуючи ми елементами будівлі.
2.4
Визначення періодичності поповнення запасів матеріалів
Обладнання потокової лінії має в своєму складі пристрої для нагромадження елементів упаковок – магазини, бункери, резервуари тощо. Їх призначення – забезпечити автономну роботу технологічних машин у складі потокової лінії.
Визначимо необхідну кількість скляних пляшок на одну зміну роботи лінії, тобто на 8 годин:
Qбан
= Qфас
*60*8
Де Qбан
– необхідна кількість пляшок, шт.;
Qфас
– продуктивність фасувального автомата, бан/хв.
Отже:
Qбан
= 6600 *60*8 = 3168000шт.
За одну зміну лінія витрачатиме 3168000 пляшок, таку ж саму кількість кроненпробок та етикеток.
Оскільки в ящик поміщається 20 пляшок із фасованим продуктом, то кількість використовуваних за зміну ящиків буде така:

Де, М – кількість ящиків, шт.;
QАЛ
- продуктивність лінії;
Х – кількість банок в ящику
М =3168000/20= 158400ящ/зм.
Періодичність поповнення запасів нагромадження поштучних виробів визначає час безперебійної роботи справної машини, величина, якого визначається:

де Qц – циклова продуктивність машини;
E – ємність нагромаджувача в штуках;
Періодичність насипання кроненпробок в закупорювальний автомат:
Отже,через кожні 0,63 год потрібно наповнювати автомат для подачі кроненпробок.
В першому розділі я охарактеризувала продукт що розливається – пиво, тару в яку даний продукт фасується, а також допоміжні пакувальні засоби. Після цього я охарактеризувала основне та допоміжне обладнання, яке використовується на даній дільниці, кількість цього обладнання та транспортну систему даної дільниці.
Охарактеризувавши обладнання, я описала структуру потокової лінії для розливу пива та розрахувала її продуктивність. На основі цих даних побудувала діаграму використання основного технологічного обладнання в лінії.
В другому розділі я розрахувала матеріальні потоки та кількість обслуговуючого персоналу з визначенням їх функціональний обов’язків, а також визначила періодичність поповнення запасів матеріалів.
При виконанні даного курсового проекту я поглибила свої знання про властивості харчових продуктів, що пакуються, в що пакуються і як пакуються. Також я розглянула різноманітні варіанти розташування автоматів та механізмів для розливу пива у скляні пляшки..
Перелік літературних джерел
1. Завгородня В.М., Сирохман І.В., Демкевич Л.І. Тара і упакування продовольчих товарів: Навчальний посібник. – Львів: Видавництво ЛКА, 2001.-256 с.
2. Сирохман І.В., Завгородня В.М. Товарознавство пакувальних матеріалів і тари: Підручник. – К.: ЦНЛ, 2005. – 614 с.
3. Методичні вказівки до виконання курсової роботи з дисципліни “Технологічні комплекси пакувального виробництва” / Уклад. Б.О. Пальчевський – Луцьк: ЛДТУ, 2006. – 44 с.
4. Пальчевський Б. О. Автоматизація технологічних процесів (виготовлення і пакування виробів): навч. Посіб. – Львів: Світ, 2007. – 392 с.
5. Балашов В.Є. Дипломное проектирование предприятий по производству пива. - М.: 1983.
6. Балашов В.Є. Оборудование предприятий по производству пива и б.н. - М.: 1984.
7. Новиков Б.М. Автомати для извлечения бутылок из ящиков и укладки их в ящики. – М.: Пиш. Пром-сть, 1977. - 106 с.
8. Зайчик Ц.Р. Машины для фасовки пищевых жидкостей в бутылки. - М.: Агропромиздат, 1989 - 239 с.
9. Машины-автоматы и автоматические линии пищевой промышленности/ Белецкий В.Я. и др. - К.: Техника, 1967. - 176 с.
|