ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФФЕСИАНАЛЬНОГО ОБРАЗОВАНИЯ
ИВАНОВСКИЙ ГОСУДАРСТВЕННЫЙ ХИМИКО-ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ЭКОНОМИКИ И ФИНАНСОВ
Курсовая работа по теме:
«Проектирование организации управления предприятием»
Иваново 2011
Аннотация
Данная курсовая работа посвящена проектированию организации управления предприятием по производству школьной мебели компании «Витал». В работе описана характеристика предприятия, ее территориальное размещение, а также представлены: производственная структура, вид деятельности и технология производства продукции.Курсовая работа состоит из трех частей: введения, основная часть и заключение. Общий объем работы – 46 страниц, включает в себя 7 таблиц и 12 рисунков.Введение
Понятие «менеджмент» также обозначает руководство и руководителей различного уровня напредприятии. В условиях рыночной экономики предприятие нуждается в решении задач управления на качественно новом уровне. Необходимость оперативного реагирования на конъюнктуру рынка и быстро меняющуюся экономическую ситуацию требует перестройки внутренней микроэкономики предприятия, постановки управленческого учета, оптимизации процессов управления.
Целью курсовой работы является разработка концепции системы управления и обоснование ее эффективности для перспектив развития копании «Витал».
Задачи работы. Для решения поставленной цели в работе рассмотрены следующие задачи:1. Изучить и проанализировать проектируемое предприятие по производству школьной мебели;2. Дать общую характеристику структуры управленияодной из крупнейших компаний, специализирующихся на изготовлении школьной мебели - «Витал» на основании проведенного анализа;
3. Дать характеристику принятой технологии производства продукции на примере компании «Витал»;4. Сделать выводы и внести предложения на основании проведенной работы.Анализируемое предприятие ООО «Витал» находится в г. Зеленоград, по адресу: Савелкинский пр-д, д. 4, 17 этaж.
Основной вид производственной деятельности ООО «Витал» - изготовление школьной мебели.Основная функция ООО «Витал» это реализация произведенных товаров потребителям.В курсовой работе использованы литературные источники отечественных и зарубежных авторов, материалы периодической печати, данные нормативной документации, оперативные и статистические данные исследуемого предприятия.
1. Проектирование организации управления предприятием
1.1 Характеристика проектируемого предприятия
Обоснование проектируемого предприятия по производству школьной мебели
Производитель школьной мебели компания «Витал» – одна из крупнейших компаний, специализирующихся на изготовлении школьной мебели, на территории СНГ. Оснащение производства самыми современными автоматическими комплексами (некоторые из которых уникальны не только для России, но и в мире существуют лишь в нескольких экземплярах) позволило решить две основные задачи - большой объём производства и высокое качество школьной мебели. Уже несколько лет проводится программа контроля качества выпускаемой продукции. Ассортимент серийно выпускаемой продукции превысил 230 наименований. В день производится более 6000 единиц продукции. Нашу школьную мебель можно встретить в учебных заведениях более 60 регионов России от Калининграда до Владивостока, а также в Республиках Средней Азии.
Высокотехнологичный процесс компьютерной обработки плитных материалов станками с числовым программным управлением лучших мировых производителей, квалифицированный персонал и преференции государства в части регулирования цен на основное сырье позволяют нам существенно снижать производственные затраты и позиционировать наш продукт как экономически привлекательный не только для конечного потребителя, но и для торгующих организаций.
Вся школьная мебель (включая интерактивные, маркерные, меловые, магнитные доски, школьные парты, ученические стулья) сертифицирована, имеет гигиеническое заключение и рекомендована для учебных заведений. Поэтому, отдавая предпочтение школьной мебели от компании «Витал», вы приобретаете высококачественные товары, которые являются абсолютно безопасными как для человека, так и для окружающей среды.Не секрет, что длительное пребывание за партой негативно влияет на осанку учащихся. Поэтому к школьной мебели, за которой студенты и школьники проводят большую часть времени в учебном заведении, предъявляются повышенные требования в части надежности и удобства. Разработанная нами учебная мебель комфортна, а ее особая конструкция помогает сохранить здоровье учащимся. Благодаря эргономичному дизайну и удобному размещению всех конструктивных элементов, узлов и креплений, школьная мебель отличается надежностью, износоустойчивостью и может использоваться как в школах, так и в специализированных учебных заведениях. Выбирая школьную мебель, многие сталкиваются с проблемой отсутствия достойного ассортимента. Шаблоны и готовые варианты далеко не всегда подходят для тех или иных учебных заведений. Ведь при изготовлении школьной мебели, равно как и при производстве других товаров, необходим индивидуальный подход. Компания «Витал» уважает интересы своих клиентов, поэтому мы всегда рады предложить вашему вниманию широкий ассортимент школьной мебели в наличии и под заказ. В спектр наших услуг входит производство нестандартной мебели для учебных заведений. Компания «Витал» работает со школьной мебелью различных фактур и типажей. Кроме того, в тех случаях, когда школьная мебель изготавливается на заказ, также возможны индивидуальные дизайнерские решения. Поэтому если вы хотите, чтобы школьная мебель была удобной, комфортной и при всем этом отличалась оригинальным дизайном и доступной ценой, вашим правильным выбором, без сомнения, станет приобретение школьной мебели от компании «Витал». Квалифицированные менеджеры помогут Вам подобрать мебель для учебного заведения с учетом интерьера и назначения кабинетов, а также профиля обучения. Вся школьная мебель компании «Витал» подлежит гарантийному, а также послегарантийному обслуживанию. Ассортимент школьной мебели нашего производства всегда есть на складе.
Наименование продукции: набор школьной мебели регулируемой по высоте (парта двухместная, 2 стула).
Производство фирмы «Витал».
Физические свойства.
Школьная мебель, изготовленная нашей компанией, долговечна и надежна. Вся ученическая мебель нашего производства обладает привычной для учебной мебели конструкцией. Данная продукция представляет класс «Эконом – Цена».
Комплект ученический двухместный, регулируемый, различной высоты для 2-4 или 4-6 групп роста. Имеются два крючка для портфелей. Столешница изготовлена из ДСП размером 120х50 см с меламиновым или пластиковым покрытием. Торцы столешницы отделаны противоударной кромкой ПВХ. Металлокаркас окрашен износостойкой порошковой краской черного, коричневого, зеленого, серого или красного цвета (на выбор). Габариты стола: ширина – 120 см, глубина - 50 см, высота - (52-64, 64-76) см.
Сиденья и спинки стула изготовлены из гнутоклееной фанеры, крепятся к металлическому каркасу заклепками. Металлокаркас окрашен износостойкой порошковой краской черного, коричневого, зеленого, серого или красного цвета. Габариты: высота - 30, 34, 38, 42, 46 см. Конструкция довольно прочная и выдерживает массу примерно 130 кг.
Эстетические свойства.
Данная продукция представляет класс «Эконом – Цена», но тем не менее очень удачно вписывается в интерьер комнаты своей простотой и удобством. Правильно выбранный цвет заказчиком позволяет насладиться гармоничностью и сдержанностью тонов.
Функциональные свойства.
Школьная мебель имеет не много функциональных свойств, которые понятны всем. Основное ее предназначение это обеспечить комфорт работы учеников за их рабочим местом.
Экономические свойства.
Стоимость данного комплекта – 3200р. Без доставки и сборки конструкции. Данная цена считается ниже средней и по – этому товар является доступным и востребованным.
Дополнительные свойства.
Наша фирма предоставляет возможность доставки по всей России, а также сборки мебели. Квалифицированные рабочие с минимальной затратой времени соберут мебель. Гарантийный срок составляет 1 год, с возможностью замены или ремонта деталей конструкции.
Отечественные и зарубежные поставщики предлагают широкий ассортимент разнообразного сырья, благодаря чему можно организовать прибыльный бизнес школьной мебели. В связи со спадом кризиса специалисты прогнозируют рост объемов производства в различных отраслях, включительно мебельную. Импортные аналоги современной школьной мебели гораздо более дорогостоящие, следовательно, предприятие сможет проникнуть на рынок и занять необходимую нишу, с возможностью расширения бизнеса. Продукция фирмы «Витал» зарекомендовала себя как качественная и доступная мебель хорошего качества, заслуженный авторитет облегчит выход фирмы на рынок в ивановском регионе. Обобщая все вышесказанное, можно прийти к выводу об экономической целесообразности и эффективности проектируемого бизнеса. Продукция, выпускаемая предприятием, будет пользоваться спросом, что обеспечит достаточную прибыльность предприятия.
Вид деятельности и организационно-правовая форма предприятия
Тип производства – мелкосерийное полуавтоматизированное производство.
Масштабы деятельности – малое предприятие.
В законе нет организационно-правовой формы, которая называлась бы «малое предприятие». Таким образом, малыми предприятиями считаются все предприятия, численность сотрудников в которых не превышает 30-100 человек, а обороты не особенно велики и занимающее крайне небольшую долю в общем по стране, региону объеме деятельности, являющейся профильной для предприятия.
При выборе организационно – правовой формы рассматривались два варианта:
1. Общество с ограниченной ответственностью («ООО»);
2. Индивидуальный предприниматель («ИП»).
Сравним и приведем плюсы и минусы этих двух организационно-правовых форм:
Таблица 1 - Плюсы и минусы регистрации ООО и ИП
| ООО
|
ИП
|
| Плюсы
|
· Возможность получения любых лицензий;
· Нет ответственности Учредителей личным имуществом;
· Возможность нескольких компаньонов вести на равных юридических правах общий бизнес;
· Средняя степень конфиденциальности (нет явной привязки к личности);
· Распределенная ответственность между звеньями руководства;
· Доступ ко всем конкурсам и тендерам (при соблюдении определенных условий);
· Более лояльное отношение со стороны поставщиков, в случае занятия оптовой торговлей или взаимоотношениях с иностранными организациями.
· Бизнес в форме ООО ликвиден, его можно продать
|
· Небольшая по сравнению с регистрацией ООО стоимость на создание;
· Быстрота (регистрация в МИФНС № 46 – 5 рабочих дней) и легкость регистрации ПБОЮЛ, для этого вам понадобится только паспорт и личный ИНН;
· Низкие штрафы и государственные пошлины (до 10 раз меньше, чем для ООО);
· Сравнительно низкая стоимость обслуживания бизнеса;
· Простота получения кредитов для физических лиц;
· Более простая форма закрытия ПБОЮЛ;
· Полный личный контроль за бизнесом;
|
| Минусы
|
· Более дорогая, относительно регистрации ПБОЮЛ стоимость создания и обслуживания (в том числе бухгалтерского);
· Высокие штрафы, государственные пошлины и сборы;
· Более пристальное внимание со стороны регулирующих деятельность и контролирующих органов;
· Сложный и длительный процесс официальной реорганизации предприятий или их полной ликвидации.
|
· Невозможность получения некоторых видов лицензий;
· Риск потерять личное имущество при банкротстве;
· Отсутствие допуска ко многим тендерам и конкурсам;
· Большая личная ответственность во всем;
· Менее лояльное, а порой негативное отношение со стороны поставщиков, в случае занятия оптовой торговлей или взаимоотношениях с иностранными организациями;
· Отсутствие возможности продажи бизнеса. Продать его можно только в виде имущества.
|
Так как предприятие планирует в будущем расширение, более предпочтительна форма ООО, так как будущем не будет ограничивать возможности предприятия.
Под формой собственности понимаются законодательно урегулированные имущественные отношения, характеризующие закрепление имущества за определенным собственником на праве собственности.(О принятии и введении в действие общероссийских классификаторов: Утв. постановлением Гос. ком. РФ по стандартизации и метрологии от 30.03.1999 № 97.-В ред. изменений № 2/2001) Практически можно выделить два вида собственности: общественная и частная. В структуре отношений общественной собственности различают государственную (федеральную), муниципальную, коллективную (колхозную, общинную, артельную) и ассоциативную (акционерную и долевую). Разновидностями частной собственности являются: кооперативная, индивидуальная и личная. В Российской Федерации признаются: частная, государственная, муниципальная, иные формы собственности.
Личная собственность - индивидуальная собственность человека, также собственность домохозяйств. К объектам личной собственности обычно относят непроизводственные бытовые объекты, вещи, имущество.
Индивидуальная собственность – собственность, в пределах которой субъект собственности определен как физическое лицо, индивид, обладающий правом (в рамках законодательства) распоряжения принадлежащим ему объектом собственности или долей объекта.
Планируемое предприятие относится к частной индивидуальной собственности.
Территориальное размещение
Под условиями размещения производства имеются в виду экономические и природные предпосылки рассматриваемых процессов (технический прогресс, минерально-сырьевые ресурсы и т.д.), под особенностями – их структурные качества (территориальная структура хозяйства, отраслевая структура хозяйства регионов и т.п.), а под эффективностью – экономическая, социальная и экологическая результативность (степень достижения соответствующих целей). Понятие «размещение» и «развитие» могут взаимно дополняться и перекрываться. Выделяют четыре направления изучения, раскрывающие в целом не только конкретные проявления, но и научные основы (теорию и методы) комплексного размещения производительных сил, а именно изучение:
- общих закономерностей и условий территориального размещения и развития общественного производства;
- условий, особенностей и эффективности размещения всего народного хозяйства, промышленности, сельского хозяйства, транспорта, их отраслей и межотраслевых комплексов, крупнейших объединений и предприятий;
- условий, особенностей и эффективности комплексного развития территориального хозяйства (зональных комплексов, республик, экономических районов и т.д.);
- внешних экономических связей в территориальном аспекте. При этом главное внимание уделяется вопросам экономического обоснования комплексного размещения производительных сил.
Для проектируемого предприятия выбираем загородное размещение, благодаря чему будет осуществляться экономия на налогах и арендной плате. Доставка продукции будет осуществляться к точкам продаж с помощью автотранспорта.
1.2 Производственная структура предприятия
Характеристика принятой технологии производства продукции
Технологический процесс, согласно ГОСТ 3.1109-82, это «часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда».
На предприятиях выделяют два вида производственных процессов:
· основные – непосредственно связанные с превращением предметов труда (сырья) в готовую продукцию
· вспомогательные – прямо не участвуют в основных процессах, а только способствуют их выполнению (ремонт, перемещение предметов труда).
Технология производства мебели.
Блочно-модульная система технологического процесса
Изготовление мебели в мастерских относится к индивидуальному производству, при котором обработку древесины и изготовление изделий производят с помощью универсального оборудования, универсальных приспособлений, механизированных и ручных инструментов. Структура технологического процесса изготовления мебели в мастерских приведена в таблице 2.
Таблица 2 - Структура технологического процесса изготовления мебели
| Стадии технологического процесса |
Содержание стадий |
Применяемое оборудование и инструменты |
| Раскрой |
Раскрой досок и плит на заготовки |
Круглопильные и ленточные станки, электрические и ручные пилы
|
| Обработка черновых заготовок |
Фрезерование и строгание заготовок в размер, подготовка к склеиванию и облицовыванию, получение объемных криволинейных и точеных заготовок, подготовка шпона |
Фуговальные, рейсмусовые, объемно-копировальные, токарные и шлифовальные станки, электрорубанки, ручные строгальные инструменты, токарный инструмент, ножницы и инструмент для раскроя шпона, ребросклеивающие ленточные станки, приспособления для наклеивания клеевой ленты |
| Склеивание и облицовывание заготовок |
Склеивание заготовок по ширине и толщине, склеивание плит, приклеивание раскладок, облицовывание шпоном, пластиками, снятие свесов |
Цвинги, струбцины, притирочный молоток, инструменты для снятия свесов |
| Повторная обработка черновых склеенных и облицованных заготовок |
Фрезерование, строгание и торцевание заготовок в размер |
Фуговальные, рейсмусовые и торцовочные станки, ручные строгальные инструменты, ручные пилы, электрорубанки |
| Обработка чистовых заготовок |
Формирование шипов, проушин, отверстий, профилей, зачистка поверхностей |
Фрезерные и сверлильные станки, ручные пилы, ручные строгальные инструменты, долота, стамески, шлифовальные станки, шлифовальные ручные машины |
| Предварительная сборка изделий |
Сколачивание и обжим изделий, подстрагивание, подпиливание, подшлифовывание |
Цвинги, сборочные станки, ручные пилы, стамески, струбцины, ручные строгальные инструменты |
| Отделка |
Подготовка древесины, нанесение отделочных материалов, сушка, облагораживание покрытия |
Лаконаливная машина, шлифовальные и полировальные станки, ручные шлифовальные машины, кисть, тампон, шпатель |
| Окончательная сборка |
Сборка, шлифование, обжим изделий, обработка после сборки |
Цвинги, сборочные станки, струбцины, ручные пилы, ручные строгальные инструменты |
Содержание стадий, приведенное в таблице, не следует смешивать с содержанием операций технологического процесса. Например, сборка изделий может состоять из нескольких операций, чередующихся в определенной технологической последовательности.
Станки
Деревообрабатывающие станки, применяемые на мебельных предприятиях, классифицируются по следующим основным признакам.
По назначению различают станки общего назначения и универсальные. К станкам общего назначения относятся станки, на которых можно выполнять определенные операции по обработке заготовок, например пиление - на круглопильных станках, сверление - на сверлильных станках. К, группе универсальных станков относятся станки, на которых можно выполнять различные по назначению операции: раскрой, фрезерование, запиливание шипов и проушин, сверление и т. п. Универсальные станки применяют на предприятиях с индивидуальным производством или в мастерских.
По характеру относительного перемещения обрабатываемой заготовки и режущего инструмента различают станки цикловые и проходные. В цикловых станках заготовка или инструмент перемещаются периодически. У проходных станков заготовки непрерывным потоком подаются на режущий инструмент, поэтому такие станки более производительны, чем цикловые.
По степени механизации и автоматизации различают полумеханизированные, механизированные, полуавтоматические и автоматические станки. У полумеханизированных станков механизирован процесс обработки, а заготовки подаются вручную. У механизированных станков механизирована обработка и подача заготовок, но отсутствует автоматическое управление процессом обработки. У полуавтоматов часть, а у автоматов все операции автоматизированы, т. е. выполняются механически в заданном режиме. В зависимости от количества рабочих шпинделей различают станки одно- и многошпиндельные.
По технологическому признаку выполняемых работ станки подразделяются на работающие с образованием стружки и без стружкообразования. К станкам, работающим с образованием стружки, относятся:
пильные (круглопильные, ленточнопильные, лобзиковые),
фрезерующие (фуговальные, рейсмусовые, фрезерные, шипорезные),
сверлильные, долбежные, токарные, в том числе круглопалочные и копировальные, шлифовальные.
При обработке на станках происходит взаимодействие между обрабатываемой заготовкой и рабочим органом станка. Рабочие органы делятся на главные и вспомогательные.
Главные (обрабатывающие) органы выполняют подачу и обработку (резание) заготовок. К ним относятся механизмы резания, например шпиндели, несущие режущие инструменты и механизмы подачи (вальцы, конвейеры, цепи).
Вспомогательные рабочие органы выполняют операции базирования (плиты, направляющие линейки), настройку, загрузочно-разгрузочные операции (бункера, магазины), контроля.
Кроме рабочих органов станки имеют двигательные и передаточные механизмы и опорные элементы.
Двигательные (приводные) механизмы осуществляют движения резания и подачи. К ним относятся электрические, гидравлические и пневматические приводы.
Передаточные механизмы служат для передачи движения от приводного механизма. К ним относятся различные виды передач (зубчатая, ременная, цепная), редукторы и т.п.
Комбинированные деревообрабатывающие станки мод. «MASTER 250».
Комбинированные деревообрабатывающие станки - изделия современного технического уровня предназначены для комплексной обработки столярных изделий на малых предприятиях, фермерских и личных подсобных хозяйствах.
Станки обеспечивают следующие виды обработки:
- пиление продольное, поперечное и под углом; - выборка пазов шипов и проушин; - сверление перовыми сверлами;;
- рейсмусование с автоподачей; - фрезерование пазов. - фрезерование концевыми фрезами;
Отличительные особенности:
+ Станок обеспечивает безопасные условия работы: все режущие инструменты имеют ограждения;
+ Жесткая станина и литые столы снижают вибрацию и сохраняют точность длительное время.
Техническая характеристика
| Модель |
MASTER 250 |
| Наиб. ширина фугования / рейсмусования, мм |
250 |
| Диаметр ножевого вала, мм |
| Мах. толщина снимаемого слоя, мм |
| Толщина при рейсмусовании, мм |
6 ÷ 120 |
| Минимальная длина заготовки при рейсмусовании, мм |
150 |
| Длина фуговальных столов, мм |
1100 |
| Скорость подачи при рейсмусовании, м/мин |
6.5 |
| Частота вращения ножевого вала (сверла), об/мин |
4000 |
| Наиб. толщина при пилении, мм |
70 |
| Диаметр дисковой пилы, мм |
250 |
| Максимальный диаметр сверла, мм |
12 |
| Частота вращения пильного вала, об/мин |
3500 |
| Напряжение, В |
Однофазное 220 |
| Мощность, кВт |
2.2 |
| Габарит, мм |
1130х800х700 |
| Масса, кг |
200 |
 |
Продольная распиловка дисковой пилой. |
 |
Поперечная и под углом распиловка дисковой пилой |
 |
Строгание (фугование) по плоскости. |
 |
Рейсмусование с механической подачей заготовки. |
 |
Сверление и фрезерование пазов. |
В качестве опорных элементов предназначены станины, опоры валов, специальные столы.

Рис. 1 - Станок ЦПА-40: 1 - маховичок установки суппорта по высоте; 2 - педаль включения подачи; 3 - стакан станины; 4 - колонка; 5 - винт подъема колонки; 6 - электродвигатель пилы; 7 - ограждение пилы; 8 - пила; 9 - гидрораспределитель гидропривода; 10 - суппорт; 11 -опорный ролик

Рис. 2 - Станок ленточнопильный столярный ЛС80-5: 1 - станина; 2 - верхний направляющий шкив; 3 - пила; 4 - направляющее устройство; 5 - стол; 6 - направляющая линейка; 7 - приводной шкив; 8 - педаль тормоза; 9 – электродвигатель

Рис. 3 - Схема ящичного шипорезного станка ШПК-40: 1 - электродвигатель; 2 - гидронасос; 3 - предохранительный клапан; 4 - маслопровод; 5 - реверсивный золотник; 6 - шпиндель с фрезами; 7, 8 - гидроприжимы; 9 - заготовка; 10 - стол; 11 - кронштейн; 12 - кран управления; 13 - золотник гидроприжима; 14-обратный клапан; 15 - регулятор скорости; 16 - гидроцилиндр подъема стола; 17 - поршень; 18 - масляный бак

Рис. 4 - Вертикальный сверлильный станок СВП-2: 1 - маховичок подъема стола; 2 - электродвигатель; 3 - ручка подъема шпинделя; 4 - шпиндель; 5 - стол; 6 - маховичок передвижения стола по направляющим; 7 – педаль

Рис. 5 - Ленточно-шлифовальный станок с неподвижным столом ШлНСВ: 1 - маховичок-фиксатор натяжного приспособления; 2 - натяжной шкив; 3 - шлифовальная лента; 4 - натяжное приспособление; 5 - стол; 6 - светильник; 7 - поворотное устройство для регулирования набегания ленты; 8 - упорный угольник; 9 - ведущий шкив; 10 - пылеприемник; 11 - деталь
Простейшим приспособлением для склеивания является цвинга. Она применяется при склеивании щитов из делянок. Цвинги изготовляются деревянными или металлическими. Они имеют переставной неподвижный и подвижный упоры, которыми производится сжатие кромок делянок щита. В деревянной цвинге сжатие делянок производится клиньями, которые вбивают между делянками и деревянными упорами. При склеивании щитов из длинных делянок по их длине устанавливается несколько цвинг. Склеивание досок на ребро можно производить вручную в притирку, то есть кромки тщательно сфугованных досок подогревают, одну из них закрепляют в верстаке кромкой наружу, смазывают ее клеем и быстро накладывают на нее вторую доску, которую медленно начинают двигать, притирать вдоль кромки, слегка нажимая на нее. По мере загустения клея нажим усиливают, а движки сокращают и двигают до тех пор, пока клей настолько прихватит доску, что ее трудно сдвинуть.
Для поделки мебели применяется большое количество разнообразных столярных струбцин-инструментов для сжимания деталей и изделий при обработке и соединении их. Почти все они имеют винты для сжатия.
При склеивании шиповых соединений иногда для лучшего прилегания поверхности шипа к щечкам проушины пользуются расклиниванием. Ширина клинышка обычно изготовляется немного меньше толщины шипа.Процесс склеивания казеиновым клеем такой же, как и мездровым. Казеиновый клей дважды наносится на склеиваемые поверхности. После первого покрытия дается несколько минут выдержки, пока он не впитается в древесину, а затем промазываются им детали второй раз и плотно прижимаются друг к другу, не ослабляя зажима, чтобы произошло хорошее схватывание.
Оборудование
Отдельные стадии обработки деталей и их сборка разделяются на операции, которые выполняют столяры на своих рабочих местах. В зависимости от технологии обработки рабочие места оборудуются механизмами и соответствующими приспособлениями с применением различных инструментов. На ряде рабочих мест применяется ручная обработка древесины, встречающаяся при ремонте изделий из древесины, а также при их штучном изготовлении.
Основным оборудованием рабочего места столяра при ручной обработке является столярный верстак (рис. 6).

Рис. 6 - Верстак
Верстак состоит из двух основных частей - крышки и подверстачья 4. Материалом для изготовления крышки служит древесина твердых лиственных пород - граба, бука, дуба. Подверстачье изготовляется из древесины хвойных пород. Оно отделывается укрывистыми красками, закрывающими текстуру древесины. Толщина крышки верстака 60...70 мм. Она имеет два зажимных устройства - продольное и поперечное.
Инструмент
Рабочее место столяра оборудуют режущим, разметочным и вспомогательным инструментом. К вспомогательным инструментам относятся гаечные ключи, отвертки, плоскогубцы, клещи, столярные молотки и др.
Столярные молотки изготовляют призматической формы с плоской поверхностью ударного бойка с тем, чтобы при ударах на поверхностях деталей не образовывались вмятины. К вспомогательным инструментам относятся также напильники. С их помощью обрабатывают те места деталей, которые нельзя обработать другими инструментами. По своему поперечному сечению напильники бывают прямоугольными, треугольными, круглыми, полукруглыми. Напильники с крупной насечкой называют рашпилями, а с мелкой насечкой - личными.
Разметочные работы состоят в нанесении на поверхность обрабатываемой заготовки линий, определяющих окончательные размеры детали после обработки. Следует учитывать припуски, если требуется еще повторная обработка. К разметочным инструментам относятся: линейки, метры складные, рейсмусы, циркули и др.
Линейка применяется для проведения прямых линий. На ней могут быть деления, расстояния между которыми равны 1 мм. В таких случаях линейки могут применяться не только для проведения прямых линий при разметке, но и для некоторых измерений.
Складные стальные метры применяются для измерения линейных размеров. Угольник служит для нанесения линий под углом 90° и для проведения и проверки перпендикулярности линий. Транспортиры служат для измерения величины углов. Ерунок применяется для измерения углов величиной 45 и 135°. Малка служит для измерения углов различных величин.
Часто на поверхностях заготовок из древесины требуется нанести риски, определяющие размеры деталей после обработки. Для выполнения этих работ служит рейсмус.
Циркуль служит для разметки окружностей и их частей. Кронциркуль применяется для изменения толщины деталей и внешних диаметров тел вращения. Нутромеры применяются для измерения диаметров отверстий и расстояний между внутренними поверхностями. Шило служит для прочерчивания рисок и для накалывания точек пересечения линий. Эти точки определяют центры будущих высверливаемых отверстий7
.
Применение механизированного инструмента при выполнении различных операций механической обработки древесины позволяет значительно повысить производительность по сравнению с обработкой ручным инструментом.
При изготовлении мебели применяют ручные дисковые электропилы, электрические рубанки, ручные сверлильные и шлифовальные пневматические машины (рис. 7).

Рис. 7 - Ручной механизированный инструмент: а - электропила, б - электрорубанок, в, г - сверлильные машины, д - шлифовальная машина с прямоугольной площадкой, в - шлифовальная машина с дисковой площадкой
Таблица 3 - Характеристика предлагаемой линии
| Стадия производства |
Тип используемой аппаратуры |
Производительность |
| Раскрой |
Комбинированный деревообрабатывающий станок
мод. «MASTER 250».
|
Скорость подачи при рейсмусовании 6,5м/мин |
| Обработка черновых заготовок |
Ленточно-шлифовальный станок с неподвижным столом ШлНСВ
|
Скорость подачи 5-25 м/мин |
| Склеивание и облицовывание заготовок |
Цвинга КаВ-1С |
Скорость обработки одного изделия 10 мин |
| Повторная обработка черновых склеенных и облицованных заготовок |
Комбинированный деревообрабатывающий станок
мод. «MASTER 250».
|
Скорость подачи при рейсмусовании 6,5м/мин |
| Обработка чистовых заготовок |
Ленточно-шлифовальный станок с неподвижным столом ШлНСВ |
Скорость подачи 5-25 м/мин |
| Предварительная сборка изделий |
Вайма пневматическая ВП15/2400 |
Скорость обработки одного изделия 10 мин |
| Отделка |
Комбинированный деревообрабатывающий станок
мод. «MASTER 250».
|
Скорость подачи при рейсмусовании 6,5м/мин |
| Окончательная сборка |
Вайма пневматическая ВП15/2400 |
Скорость обработки одного изделия 10 мин |
| Используемый материал |
Сосна, диаметр 280 мм, длина 6 м |
Стоимость 4 000 руб/м3
|
Проектирование производственной структуры предприятия
Производственная структура предприятия - это пространственная форма организации производственного процесса, которая включает состав и размеры производственных подразделений предприятия, формы их взаимосвязей между собой, соотношение подразделений по мощности (пропускной способности оборудования), численности работников, а также размещение подразделений на территории предприятия.
Производственная структура предприятия отражает характер разделения труда между отдельными подразделениями, а также их кооперированные связи в едином производственном процессе по созданию продукции.
Она оказывает существенное влияние на эффективность и конкурентоспособность предприятия.
Состав, размеры производственных подразделений, степень их пропорциональности, рациональность размещения на территории предприятия, устойчивость производственных связей влияют на ритмичность производства и равномерность выпуска продукции. Поэтому эффективная производственная структура предприятия должна отвечать следующим требованиям:
· простота производственной структуры (достаточный и ограниченный состав производственных подразделений);
· отсутствие дублирующих производственных звеньев;
· обеспечение прямоточности производственного процесса на основе рационального размещения подразделений на заводской территории;
· пропорциональность мощности цехов, участков, пропускной способности оборудования;
· стабильные формы специализации и кооперирования цехов и участков;
· адаптивность, гибкость производственной структуры, то есть ее способность к оперативной перестройке всей организации производственных процессов в соответствии с изменяющейся конъюнктурой рынка.
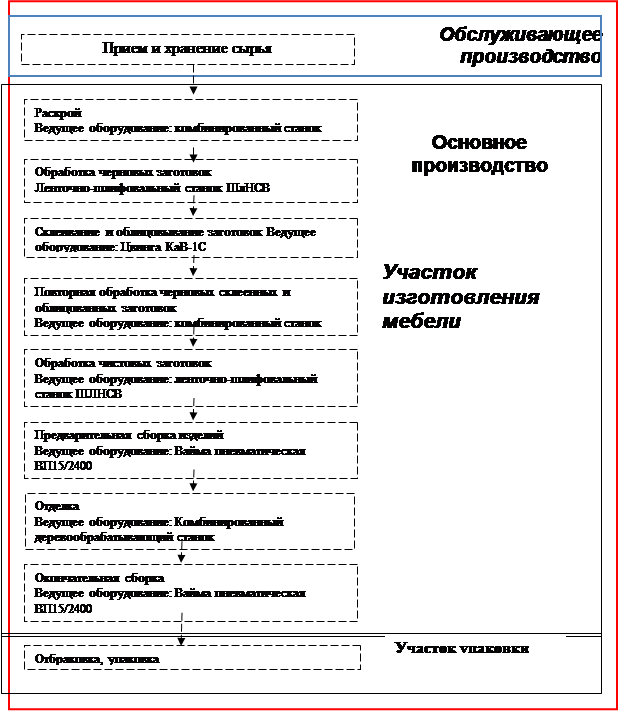
Рис. 8 - Производственная структура проектируемого предприятия
Расчет и обоснование численности рабочих:
Для анализа использования рабочего времени необходимо составить баланс рабочего времени. Необходимо учитывать, что производство на проектируемом предприятии планируется осуществлять в 1 смену.
График одного среднесписочного рабочего: 1 смена 5 рабочих дней и 2 выходных дня.
Таблица 4 - Баланс рабочего времени одного среднесписочного рабочего
| Показатели
|
Дни
|
| Календарный фонд времени, в том числе: |
365 |
| Выходные и праздничные дни |
116 |
| 1. Номинальный фонд времени |
249 |
| Неявки на работу всего, в том числе: |
29 |
| Очередные и дополнительные отпуска |
22 |
| Болезни |
7 |
| 2. Эффективный фонд рабочего времени |
220 |
Непрерывное производство, совокупность непрерывных технологических процессов, организованных в виде производственной линии, участка, цеха или предприятия в целом. Характерно для отраслей промышленности, производящих однородную основную продукцию (металлургия и др.), осуществляющих массовый выпуск продукции, состоящих из отдельных комплектующихся в единое целое частей (автомобилестроение, тракторостроение, швейная промышленность и др.), для отраслей промышленности, непрерывность производства в которых диктуется характером технологии (выработка электроэнергии, производство химических и пищевых продуктов). Н. п., как правило, сокращает время производства продукции, способствует росту производительности труда, обеспечивает более полное использование основных фондов и ускорение оборачиваемости оборотных средств. Наибольшего эффекта оно достигает в условиях поточного производства.
Необходимо рассчитать явочную численность рабочих в смену по следующей формуле:
 , ,
где Куст
– количество установленного оборудования, ед.
Нобс
– норма обслуживания, ед./чел.
Поскольку производство школьной мебели проводится в периодичесом режиме, поэтому штатная численность равна явочной: Ч ШТ
= Ч ЯВ. СМ.
Списочная численность рабочих определяется по формуле:
Ч СП
= Ч ШТ
* К ПЕР,
Где Чсп
– списочная численность рабочих, чел.,
Кпер
– коэффициент пересчета штатной численности в списочную.
Кпер
= Тном
/Тэфф
Рекомендуемый коэффициент пересчета для выполнения данной работы для периодического производства равен 1,13.
Таблица 5 - Обоснование численности рабочих в производстве мебели
| Технологическая стадия |
Ведущее оборудование, ед |
Нобсл
, апп/чел.см |
Режим работы:кол-во смен, длительность смены |
Явочная численность в смену, чел |
| Поточная линия |
| 1. Раскрой |
Комбинированный деревообрабатывающий станок
мод. «MASTER 250».
|
1 |
1смена 8 часов |
1 |
| 2. Обработка черновых заготовок |
Ленточно-шлифовальный станок с неподвижным столом ШлНСВ
|
1 |
1смена 8 часов |
1 |
| 3. Склеивание и облицовывание заготовок |
Цвинга КаВ-1С |
1 |
1смена 8 часов |
1 |
| 4. Повторная обработка черновых склеенных и облицованных заготовок |
Комбинированный деревообрабатывающий станок
мод. «MASTER 250».
|
1 |
1смена 8 часов |
1 |
| 5. Обработка чистовых заготовок |
Ленточно-шлифовальный станок с неподвижным столом ШлНСВ
|
1 |
1смена 8 часов |
1 |
| 6. Предварительная сборка изделий |
Вайма пневматическая ВП15/2400 |
1смена 8 часов |
| 7. Отделка |
Комбинированный деревообрабатывающий станок
мод. «MASTER 250».
|
1 |
1смена 8 часов |
1 |
8. Окончательная сборка
|
Вайма пневматическая ВП15/2400 |
1смена 8 часов |
| 9. Участок отбраковки и отфасовки ( упаковка и отфасовка) |
1 |
1смена 8 часов |
1 |
| ИТОГО |
7 |
7 |
Таблица 6 - Расчет численности рабочих в производстве мебели
| Наименование структурного подразделения и технологической стадии производства |
Режим работы i-го структурного подразделения: количество смен |
Численность, чел |
| Явочное число рабочих в смену |
Явочное число рабочих в сутки |
Списочная численность рабочих |
| 1 |
2 |
3 |
4 |
6 |
| Обслуживающее производство
|
| 1. Прием и хранение сырья, формирование запасов упакованной готовой продукции, транспортировка готовой продукции на склад, уборка помещений |
1
|
1 |
1 |
1,13 |
| Основное производство
|
| 1.Участок основного производства |
| 1. Раскрой |
1 |
1 |
1,13 |
| 2. Обработка черновых заготовок |
1 |
1 |
1,13 |
| 3. Склеивание и облицовывание заготовок |
1 |
1 |
1,13 |
| 4. Повторная обработка черновых склеенных и облицованных заготовок |
1 |
1 |
1,13 |
| 5. Обработка чистовых заготовок |
1 |
1 |
1,13 |
| 6. Предварительная сборка изделий |
| 7. Отделка |
1 |
1 |
1,13 |
| 8. Окончательная сборка |
| 2. Участок отбраковки и фасовки |
| Упаковка и отбраковка |
1 |
1 |
1,13 |
| Итого (+ 2 нач.смены), |
9 |
9 |
10,17 |
1.3 Проектирование организационной структуры управления предприятием
мебель изготовление предприятие управление
Понятие организационной структуры управления предприятием
Организационная структура управления – совокупность специализированных функциональных подразделений, взаимосвязанных в процессе обоснования, выработки, принятия и реализации управленческих решений. Графически чаще всего изображается в виде иерархической диаграммы, показывающей состав, подчиненность и связи структурных единиц организации
Организационная модель – это принципы формирования подразделений, делегирования полномочий и наделения ответственностью. По сути, организационная модель показывает, как сформировать подразделение.
На практике применяют следующие принципы формирования подразделений:
функциональная модель: «одно подразделение = одна функция»;
процессная модель: «одно подразделение = один процесс»;
матричная модель: «один процесс или один проект = группа сотрудников из разных функциональных подразделений»;
модель, ориентированная на контрагента: «одно подразделение = один контрагент (клиент или клиентская группа, поставщик, подрядчик и пр.);
Организационная структура управления на многих современных предприятиях была построена в соответствии с принципами управления, сформулированными еще в начале ХХ века. Наиболее полную формулировку этих принципов дал немецкий социолог Макс Вебер (концепция рациональной бюрократии):
принцип иерархичности уровней управления, при котором каждый нижестоящий уровень контролируется вышестоящим и подчиняется ему;
принцип соответствия полномочий и ответственности работников управления месту в иерархии;
принцип разделения труда на отдельные функции и специализации работников по выполняемым функциям;
принцип формализации и стандартизации деятельности, обеспечивающий однородность выполнения работниками своих обязанностей и скоординированность различных задач;
принцип обезличенности выполнения работниками своих функций;
принцип квалификационного отбора, в соответствии с которым найм и увольнение с работы производится в строгом соответствии с квалификационными требованиями.
Организационная структура управления, построенная в соответствии с этими принципами, получила название иерархической или бюрократической структуры. Наиболее распространенным типом такой структуры является линейно-функциональная (линейная структура).
Основы линейных структур составляет так называемый «шахтный» принцип («принцип колодца») построения и специализация управленческого процесса по функциональным подсистемам организации (маркетинг, производство, исследования и разработки, финансы, персонал и т. д.). По каждой подсистеме формируется иерархия служб («шахта» или «колодец»), пронизывающая всю организацию сверху донизу.
Результаты работы каждой службы оцениваются показателями, характеризующими выполнение ими своих целей и задач. Соответственно строится и система стимулирования и поощрения работников. При этом конечный результат – эффективность и качество работы организации в целом, – становится как бы второстепенным, так как считается, что все службы в той или иной мере работают на его получение.
Преимущества линейных структур:
четкая система взаимных связей внутри функций и в соответствующих им подразделениях;
четкая система единоначалия – один руководитель сосредотачивает в своих руках руководство всей совокупностью функций, составляющих деятельность;
ясно выраженная ответственность;
быстрая реакция исполнительных функциональных подразделений на прямые указания вышестоящих.
Недостатки линейной структуры:
в работе руководителей практически всех уровней оперативные проблемы («текучка») доминирует над стратегическими;
слабые горизонтальные связи между функциональными подразделениями порождают волокиту и перекладывание ответственности при решении проблем, требующих участия нескольких подразделений;
малая гибкость и приспособляемость к изменению ситуации;
критерии эффективности и качества работы подразделений и организации в целом разные, и часто взаимоисключающие;
большое число «этажей» или уровней управления между работниками, выпускающими продукцию, и лицом, принимающим решение;
перегрузка управленцев верхнего уровня;
повышенная зависимость результатов работы организации от квалификации, личных и деловых качеств высших управленцев.
Для проектируемого предприятия не характерно большое количество уровней управления, поэтому принимаем ОСУ бюрократическую линейную, для упрощения управления.
Проектирование линейной организационной структуры управления производства школьной мебели
| Высший уровень управления
|
|
|
|
 |
| Низовой уровень
управления
|
|


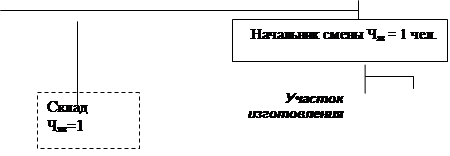
Рис. 9 - Предлагаемая линейная организационная структура проектируемого предприятия
2. Общая характеристика структуры управления и оценка ее рациональности
Любое предприятия – обладает определенной спецификой, связанной с масштабами производства, ассортиментом выпускаемой продукции, технологией производства. Для проектируемого предприятия целесообразнее создать линейную ОСУ.
Предлагается, что линейная часть ОСУ будет включать два уровня управления:
· линейные руководители;
· руководитель высшего звена управления – генеральный директор.
В качестве линейного руководителя выступает:
· начальник смены
· Тип спроектированной ОСУ – бюрократический.
Таблица 7 - Оценка рациональности ОСУ
№
по порядку
|
Уровни
управления
|
Норма
управляемости
|
Фактическое соотношение «руководитель-подчиненный»
|
Отклонение
|
Абсолютное,
(+;-)
|
Относительное,
%, (+;-)
|
| 1 |
2 |
3 |
4 |
5 |
6 |
| Линейная ОСУ
|
| 1. |
Низовое звено управления
Начальник смены
|
1:7 |
1:7 |
0 |
0 |
| 2. |
Высшее звено управления
Генеральный директор
|
1:4 |
1:2 |
-2 |
-50 |
По данным таблицы видно, что начальник смены производства школьной мебели загружен на 100% это свидетельствует о том, что нагрузка на него максимальна, при дальнейшем повышении объемов производства и увеличении штата работников будет необходимо в обязательном порядке снижать его загруженность, путем найма еще одного начальника смены или помощника начальника смены.. При анализе фактического соотношения «руководитель - подчиненные» в линейной ОСУ, то можно утверждать, что высшее звено управления - генеральный директор недозагружен, что может способствовать лучшему контролю и управлению, поэтому можно говорить о его рациональной загрузке, которая облегчит его работу и даст возможность принимать более обдуманные решения, так как умственная и эмоциональная нагрузка высшего звена управления на порядки выше низового звена управления. Это может обеспечить эффективное управление предприятием и позволит руководителю разрабатывать стратегические планы развития организации.
Определение целей.
Цель деятельности - это желаемое состояние объекта управления через определенное время. Основная цель любого предприятия - это получение прибыли.
Цели устанавливаются на основе следующих принципов:
· конкретности и измеримости;
· достижимости и реальности;
· наличия сроков исполнения;
· эластичности целей, возможности их корректировки.
На основе главной цели деятельности проектируемого предприятия построим дерево целей:
Дерево целей ООО «Витал» (рис. 10)
Директор:
Сделать предприятие конкурентоспособным на региональном рынке
|
|
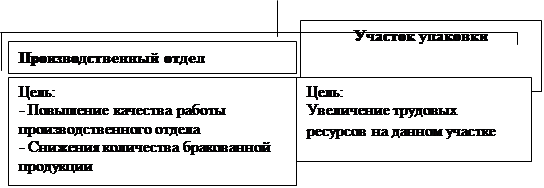 |
Рис. 10
Заключение
В заключении стоит сказать, что итогом данной работы можно говорить об общей рациональности спроектированной ОСУ, однако при росте масштабов производства придется пересматривать нормы управляемости в стороны более рационального их использования в компании «Витал». В работе были рассмотрены все особенности процессов проектирования предприятия по производству школьной мебели, дано полное описание производства, структуры управления и оценка ее рациональности, а также дана характеристика принятой технологии производства продукции на примере компании «Витал».Предложения на основании проведенной работы:· Высокотехнологичный процесс компьютерной обработки плитных материалов станками с числовым программным управлением лучших мировых производителей, квалифицированный персонал и преференции государства в части регулирования цен на основное сырье позволяют компании существенно снижать производственные затраты и позиционировать продукт как экономически привлекательный не только для конечного потребителя, но и для торгующих организаций.
· Эффективная производственная структура предприятия должна отвечать следующим требованиям:
- простота производственной структуры (достаточный и ограниченный
состав производственных подразделений);
- отсутствие дублирующих производственных звеньев;
- обеспечение прямоточности производственного процесса на основе рационального размещения подразделений на заводской территории;
- пропорциональность мощности цехов, участков, пропускной способности оборудования;
- стабильные формы специализации и кооперирования цехов и участков;
- адаптивность, гибкость производственной структуры, то есть ее способность к оперативной перестройке всей организации производственных процессов в соответствии с изменяющейся конъюнктурой рынка.
Список литературы
1. Ансофф И. Стратегическое управление. - М.: Экономика, 1989. – 519 с.
2. Глухов В.В. Менеджмент: учебник для вузов. 3-е изд. - СПб.: Питер, 2007. - 608 с. - IBSN 978-5-91180-854-9.
3. Зубченко А.В. Технология кондитерского производства: учеб. пособие. - Воронеж: Воронеж. гос. технол. акад., 1999. - 432 с.
4. Кибанов А.Я. Управление персоналом организации: учебник. - М.: Инфра-М, 2005. - 638 с. ISBN 5-16-000964-7.
5. Минцберг Г. Структура в кулаке: создание эффективной организации / Пер. с англ. под ред. Ю.Н. Каптуревского. - СПб.: Питер, 2004. - 512 с. - IBSN 5-469-00256-9.
6. Цветков А.Н. Менеджмент. Общие вопросы: учебник для вузов. - СПб.: Питер, 2009. - 256 с. - ISBN 978-5-49807-146-6.
7. Шеметов, П.В. Менеджмент: управление организационными системами: учеб. пособие / П.В. Шеметов, Л.Е. Чередникова, С.В. Петухова. - М.: Омега-Л, 2007. - 406 с.: табл., ил. - ISBN 978-5-370-00016-4.
8. Ресурсы интернета.
|