СОДЕРЖАНИЕ
Введение
1. Характеристика объекта автоматизации
1.1 Описание технологического процесса
1.2 Основные характеристики и особенности технологического объекта с точки зрения задач управления
1.3 Обобщенный критерий эффективности управления процессом
2. Анализ структуры существующей системы управления
2.1 Анализ организационно-технической структуры
2.2 Анализ существующей системы управления
2.3 Выводы по необходимости модернизации системы
3. Разработка и описание системы контроля, регулирования
и управления технологическим процессом
3.1 Выбор и описание структурной схемы системы управления
3.2 Техническое обеспечение. Спецификация на приборы и средства
автоматизации
3.3 Разработка и описание функциональной схемы технологического
объекта автоматизации
4. Разработка и описание сборочных чертежей
4.1 Описание схемы внешних электрических и трубных проводок 85
4.2 Описание плана трасс
4.3 Описание схемы подключения барьеров искробезопасности 89
4.4 Описание схемы измерительных цепей
5. Расчет цифровой АСР
5.1 Построение математической модели
5.2 Расчет оптимальных настроечных параметров цифровых
регуляторов
5.3 Расчёт переходных процессов в цифровых АСР 105
6. Безопасность жизнедеятельности
6.1 Характеристика проектируемого объекта
6.2 Обоснование выбора системы автоматизации
6.3 Обеспечение безопасности технологического процесса
6.4 Производственная санитария
6.5 Электробезопасность
6.6 Пожарная профилактика и средства тушения пожара
6.7 Охрана окружающей среды и защита населения и территории
6.8 Чрезвычайная ситуация и методы защиты
7. Технико-экономическое обоснование дипломного проекта
7.1 Расчет капитальных вложений на технические
средства автоматизации
7.2 Расчет дополнительных эксплуатационных издержек
7.3 Расчет экономических показателей от внедрения АСУ ТП
Заключение
Список использованной литературы
Список сокращений
Введение
В данном дипломном проекте будет проводиться анализ организационно-технической структуры, анализ существующей системы управления; исходя из требований, предъявляемых к современным автоматизированным системам управления технологических процессов и анализа объекта управления, будут выявлены недостатки и нерешённые задачи существующей системы управления.
Исходя из анализа, требуется сделать выводы о необходимости замены существующей системы управления и предложить пути модернизации, поставить задачу на дипломное проектирование. Общая задача управления технологическим процессом формируется обычно как задача максимизации (минимизации) некоторого критерия (себестоимости, энергозатрат) при выполнении ограничений на технологические параметры, накладываемые регламентом. Спецификой автоматизации тепловых процессов является то, что они очень энергоемки, поэтому система автоматизации должна способствовать снижению энергозатрат на обеспечение заданной степени превращения исходного вещества в конечный продукт при заданной максимально возможной интенсивности реакции.
В ходе работы будут разработаны: функциональная схема автоматизации и установлены параметры контроля, регулирования и блокировки, выбраны схемы регулирования; описана структурная схема системы управления и перечислены функции, выполняемые на каждом уровне системы управления.
Для реализации функций контроля, регулирования и управления будут выбраны технические средства автоматизации.
Будут разработаны: схема внешних электрических и трубных проводок, с указанием монтажных длин и типов проводов и кабелей; схема измерительных цепей, где будет наглядно представлена связь полевого оборудования и помещения управления, в виде указания барьеров искробезопасности, модулей ввода-вывода и модулей управления; схема подключения барьеров искробезопасности, на которой будет изображены терминальные панели для крепления барьеров искробезопасности.
Кроме того, в данной работе будут охвачены:
- раздел по безопасности жизнедеятельности, с рассмотрением взрывопожарной и пожарной опасности, санитарной характеристики производственных зданий и наружных установок, физико-химических и токсических свойств, применяемых продуктов;
- раздел технико-экономического обоснования проекта, где будет рассчитаны капитальные затраты на приобретение средств автоматизации, дополнительные эксплуатационные издержки, экономические показатели от внедрения АСУ ТП.
Необходимо будет сделать вывод о проделанной работе, решённых и нерешённых задачах управления и путях дальнейшего совершенствования системы управления.
1. Характеристика объекта автоматизации
1.1 Описание технологического процесса
Технологическая цель производства. Процесс производства стирола включает в себя стадии: дегидрирование этилбензола и ректификация углеводородного конденсата. Целью управления процессом дегидрирования является получение заданного выхода стирола. Выход стирола определяется расходом и составом этилбензольной шихты, соотношением расходов шихты и перегретого водяного пара, температурой в реакторе и активностью катализатора [6].
В состав производства стирола методом каталитического дегидрирования этилбензола входят следующие установки:
- печное отделение;
- реакторный блок;
- узел конденсации.
Печное отделение предназначено для перегрева водяного пара до температуры не более 750 0
С.
Реакторный блок предназначен для получения контактного газа, содержание стирола в котором более 50%, путем каталитического дегидрирования этилбензола.
Для снижения парциального давления компонентов сырья в процессе дегидрирования вместе с этилбензолом вводится водяной пар. Водяной пар является также теплоносителем для эндотермической реакции дегидрирования.
Кроме того, за счет водяного пара происходит непрерывный процесс саморегенерации катализатора.
Основными показателями, характеризующими процесс дегидрирования, являются:
1. Выход стирола на пропущенный этилбензол - процентное отношение количества полученного стирола ко всему количеству этилбензола, пропущенного через реактор. Эта величина характеризует производительность реактора.
2. Выход стирола на разложенный этилбензол или селективность - процентное отношение количества полученного стирола к общему количеству разложенного этилбензола. Уменьшение селективности катализатора приводит к увеличению выхода побочных продуктов.
3. Конверсия этилбензола - процентное отношение разложенного этилбензола к общему количеству этилбензола, пропущенного через реактор. Конверсия показывает степень активности катализатора.
4. Объемная скорость подачи сырья - это расход этилбензольной шихты в м3
/час, приходящийся на 1 м3
катализатора. Эта величина характеризует нагрузку реактора по сырью.
Дегидрирование этилбензола осуществляется на катализаторе при температуре 560÷630 0
С по реакции:
С6
Н5
-СН2
-СН3
→С6
Н5
-СН=СН2
+Н2
– 30000 ккал/ (кг/моль)
Кроме основной реакции, протекает ряд побочных реакций с получением бензола, толуола, этилена, а также тяжелокипящих:
1) С6
Н5
С2
Н5
+ Н2
→ С6
Н5
СН3
+ СН4
(этилбензол) (толуол) (метан)
2) С6
Н5
С2
Н5
+ Н2
→ С6
Н6
+ С2
Н6
(этилбензол) (бензол) (этан)
3) СН4
+ Н2
О → СО + 3 Н2
(метан)
4) 3 С6
Н5
С2
Н5
→ 4 С6
Н6
+3 Н2
(этилбензол) (бензол)
5) С+2 Н2
О→ СО2
+2 Н2
6) СО+Н2
О→ СО2
+Н2
7) 2 СО→ СО2
+С
Катализаторами процесса дегидрирования этилбензола служат соединения на основе окиси железа и окиси хрома.
5. Влияние различных факторов на выход стирола: бензол, толуол практически не разлагаются в процессе контактирования, и являются разбавителями. Но увеличение их концентраций в сырье приводит к увеличению энергозатрат.
Стирол несколько снижает конверсию этилбензола. В процессе дегидрирования стирол разлагается, поэтому увеличение количества стирола нежелательно, во избежание излишней закоксованности катализатора. Изопропилбензол дегидрируется в - метилстирол. Наличие последнего ухудшает качество товарного стирола.
Диэтилбензол в сырье совершенно нежелателен, так как присутствие даже небольших количеств диэтилбензола в стироле приводит к получению нерастворимого полимера. Также нежелательно содержание в сырье растворенного хлорида, катализатора этилирования, который является ядом катализатора дегидрирования. Наличие ксилолов в сырье также нежелательно так как они ухудшают качество товарного стирола.
6. Разбавление водяным паром. Реакция дегидрирования этилбензола протекает с увеличением объема полученного газа. Процесс дегидрирования проводится при пониженных парциальных давлениях компонентов сырья, что осуществляется подачей перегретого водяного пара в реактор. При высоких температурах водяной пар взаимодействует с коксом, образующимся на поверхности катализатора.
Пар - является теплоносителем. Наиболее интенсивно реакция дегидрирования идет при температуре 600÷630 0
С. Нагрев этилбензола до такой температуры приводит к его термическому разложению. Поэтому нагрев сырья до такой температуры производится непосредственно на вводе в реактор путем смешения с водяным паром.
При уменьшении количества пара по сравнению с режимным повышаются парциальные давления компонентов сырья, что уменьшает выход стирола. Кроме того, это приводит к увеличению закоксованности катализатора.
Увеличение количества водяного пара на разбавление также нежелательно, так как при этом возрастает давление в реакторах, увеличиваются энергозатраты.
Оптимальным считается разбавление сырья водяным паром в соотношении 1:2,4÷3,5 в том числе 10:15% пара от веса шихты смешивается в испарителе поз.Т-204 для улучшения процесса испарения.
7. Влияние температуры на выход стирола. Максимальный выход стирола получается при температуре контактирования 600÷630 0
С. Поддерживание той или иной температуры зависит от следующих факторов:
- от активности катализатора;
- от срока работы;
- от качества загрузки катализатора и т.д.
Во всех случаях необходимо строго выдерживать температурный режим.
При понижении температуры ниже заданного уменьшается выход стирола.
Повышение температуры увеличивает термическое разложение сырья и повышает закоксованность катализатора.
Описание технологического процесса. Этилбензольная шихта, представляющая смесь этилбензола ректификата и возвратного этилбензола, поступает на дегидрирование со склада промежуточных продуктов (корпус 304) из емкости поз. Е-409 в теплообменник поз.Т-229 [8]. Постоянство подачи этилбензольной шихты поддерживается регулятором расхода (поз.48).
Этилбензольная шихта подогревается в теплообменнике поз.Т-229 до температуры 95 0
С за счет тепла водного конденсата, подаваемого насосом поз.Н-224 из емкости поз.Е-223. Схемой предусмотрена подача этилбензольной шихты в испаритель поз.Т-204 помимо теплообменника поз.Т-229 при чистке последнего. В испарителе поз.Т-204 производится подогрев, испарение и частичный перегрев паров шихты до температуры не менее 160 0
С за счет тепла конденсации пара 1600 кПа (16кгс/см2
).
Для снижения температуры кипения этилбензола в трубное пространство испарителя поз.Т-204 подается водяной пар 600 кПа (6 кгс/см2
), количество которого составляет 10-15% от веса этилбензола и поддерживается постоянным регулятором расхода (поз.49).
Давление пара 1600 кПа (16 кгс/см2
), подаваемого в межтрубное пространство испарителя поз.Т-204, поддерживается регулятором давления (поз.51).
Конденсат пара 1600 кПа (16 кгс/см2
) собирается в сборнике поз.Е-206, откуда самотеком поступает в сборник поз.Е-240.
Из испарителя поз.Т-204 пары этилбензольной шихты поступают в межтрубное пространство перегревателя поз.Т-203, где перегреваются до температуры 530 0
С за счет тепла перегретого водяного пара, выходящего из межступенчатого подогревателя реактора поз.Р-202/2.
Перегретые пары этилбензольной шихты из перегревателя поз.Т-203 поступают в смесительную камеру реактора поз.Р-202/1, где смешиваются с перегретым водяным паром, поступающим из пароперегревательной печи поз.П-201/2 с температурой не более 750 0
С.
Количество перегреваемого пара, поступающего на смешение с парами этилбензольной шихты в смесительную камеру реактора поз.Р-202/1, автоматически регулируются клапанами (поз.3-6,3-7), установленными на линии подачи пара с ТЭЦ, исходя из того, что конечное соотношение этилбензольной шихты и водяного пара на входе в реактор должно составлять 1:(2,4÷3,5) по весу. Давление пара, поступающего в ТЭЦ, автоматически регулируется клапаном (поз.2-5).
Водяной пар давления 200÷600 кПа (2÷6 кгс/см2
), получаемый после редуцирования пара давления 1600 кПа (16 кгс/см2
) и вторичный пар из котлов - утилизаторов поз.Пн-205 поступают в пароперегревательную печь поз.П-201/1, где перегреваются до температуры не более 750 0
С и направляются в межступенчатый подогреватель, встроенный в верхней части реактора поз.Р-202/2 для подогрева контактного газа, выходящего из реактора поз.Р-202/1 до температуры 560÷630 0
С
После межступенчатого подогрева водяной пар с температурой 600÷630 0
С поступает в перегреватель поз.Т-203, где перегреваются пары этилбензольной шихты.
Из перегревателя поз.Т-203 водяной пар с температурой 450 0
С поступает на повторный перегрев в пароперегревательную печь поз.П-201/2.
Блок пароперегревательных печей состоит из двух печей, объединенных в одном каркасе, имеющих общие дымовые трубы и обслуживающие площадки. В радиантных камерах каждой печи установлены вертикально по четыре радиантных змеевика. В конвективной камере печи поз.П-201/2 установлены горизонтально два конвективных змеевика и над ними два змеевика для утилизации тепла дымовых газов печи поз.П-201/2.
В средней части печи, между радиантной и конвективной камерами расположена зона, называемая перевалом.
Радиантная камера каждой печи представляет собой прямоугольную топку, имеющую две самостоятельные зоны с различной тепловой нагрузкой, обеспечивающей различные тепловые напряжения поверхности нагрева "холодных" и "горячих" змеевиков камеры радиации.
В верхней части боковых стен установлены взрывные окна. Блок пароперегревательных печей имеет две дымовые трубы, установленные на тройниках газоходов. Перед тройниками газоходов установлены шиберы ручного управления. Отметка верха дымовых труб - 30000 мм.
Обогрев змеевиков осуществляется беспламенными панельными горелками типа ГБП-140 мощностью 140000 ккал/час, которые размещены в шахматном порядке в боковых стенах радиантных камер печей. Количество панельных горелок для обеих печей - 506 шт.
Для дополнительного подогрева конвективных камер предусмотрено восемь горелок типа ГИК-2. В подовой части радиантной зоны обеих печей смонтированы по 24 штуки целевых горелок для сжигания несконденсированных газов дегидрирования. Общая тепловая нагрузка на печи - 63000000 ккал/час.
Давление топливного газа, поступающего из сети предприятия, поддерживается постоянным в пределах 280÷320 кПа (2,8÷3,2 кгс/см2
) регулятором давления (поз.4).
Давление топливного газа перед горелками печей П-201/1,2 поддерживается регуляторами давления (поз.9,10) с коррекцией по температуре на выходе из печей и по температуре перед слоями катализатора в реакторах поз.Р-202/1, Р-202/2.
Панельные беспламенные горелки мари ГБП-140 размещены в кладке боковых стен радиантной зоны печей поз.П-201/1,2; кроме топливного газа на плоско-факельные подовые горелки печей поз.П-201/1,2 подается несконденсированная часть контактного газа (абгаз), давление которого регулируется клапаном (поз.6-5), установленным на линии подачи абгаза на установку.
Тепло дымовых газов, уходящих с печи поз.П-201/2 используется для получения водяного пара давлением 200÷300 кПа (2÷3 кгс/см2
) и температурой 240÷260 0
С в утилизаторах печи поз.П-201/2. Утилизаторы печи поз.П-201/2 состоят из двух отдельных змеевиков, на питание которых подается напорный паровой конденсат насосами поз.Н-241/1,2 (отделение ректификации).
Подача парового конденсата поддерживается постоянным регулятором расхода (поз.15,16) с коррекцией по температуре водяного пара на выходе из утилизаторов. Температура дымовых газов после утилизатора поддерживается в пределах 220÷3100
С.
Пароэтилбензольная смесь на входе в реактор поз.Р-202/1 имеет температуру 560÷630 0
С. За счет эндотермической реакции после первой ступени дегидрирования, температура контактного газа снижается до 550 0
С.
Контактный газ из реактора поз.Р-202/1 поступает в межступенчатый подогреватель, где подогревается до температуры 560÷630 0
С и затем направляется в реактор поз.Р-202/2. Контактный газ из реактора поз.Р-202/2 с температурой 550 0
С поступает в котлы-утилизаторы поз.Пн-205.
В котлах-утилизаторах поз.Пн-205 тепло контактного газа используется для получения вторичного водяного пара давлением 200÷600 кПа (2÷6 кгс/см2
). Питание котлов-утилизаторов поз.Пн-205/1,2 осуществляется подачей парового конденсата насосом поз.Н-241 (отделение ректификации).
Уровень жидкости в котлах-утилизаторах поддерживается постоянным регуляторами уровня (поз.38,40), клапаны которых установлены на линии подачи конденсата в котлы-утилизаторы поз.Пн-205/1,2.
Во избежание отложений нерастворимых солей на трубках котлов-утилизаторов при испарении конденсата производится постоянная и периодическая их продувка в химзагрязненную канализацию с разбавлением осветленной водой.
Охлажденный до температуры 2500
С контактный газ из котлов-утилизаторов поз.Пн-205 направляется в пенный аппарат поз.Пн-209, где охлаждается до температуры 100÷1500
С.
Одновременно в пенном аппарате поз.Пн-209 производится очистка контактного газа от катализаторной пыли. Охлаждение и очистка контактного газа осуществляется конденсатом, подаваемым насосом поз.Н-222 из емкости поз.Е-221. Расход конденсата поддерживается постоянным регулятором расхода (поз.44), клапан которого (поз.44-6) установлен на линии подачи конденсата в пенный аппарат поз.Пн-209.
Конденсат с температурой 950
С из пенного аппарата поз.Пн-209 самотеком поступает в емкость поз.Е-223, откуда насосом поз.Н-224 через теплообменник поз.Т-229 сбрасывается в химзагрязненную канализацию с температурой не выше 400
С.
Уровень в поз.Е-223 поддерживается регулятором уровня (поз.45), клапан которого установлен на линии сброса конденсата в химзагрязненную канализацию (поз.45-5).
Описание сырьевых и продуктовых потоков. Сырьевым потоком объекта автоматизации является этилбензольная шихта, поступающая на дегидрирования со склада промежуточных продуктов.
Энергетическими потоками являются: водяной пар, топливный газ и абгаз, которые сжигаются в печах поз.П-201/1,2 для перегрева водяного пара, а также напорный конденсат.
Конечным продуктовым потоком является контактный газ, содержание стирола в котором превышает 50 %.
К основным технологическим параметрам, подлежащим контролю и регулированию относятся: расход, давление, уровень и температура.
Таблица 1- Переменные, характеризующие ТП, как объект управления
| Перечень наблюдаемых воздействий |
Управляющие
воздействия (х)
|
Возмущающие воздействия (z) |
Регулируемые параметры (y) |
1.Регулирование давления топливного газа в П-201/1,2
2.Регулирование давления абгаза в П-201/1,2
3.Регулирование давления водяного пара на вводе в корпус 303
4.Регулирование расхода водяного пара на вводе в корпус 303.
5.Регулирование расхода напорного конденсата а утилизаторы П-201/2
|
1. Изменение давления и расхода водяного пара на вводе в корпус 303
2. Изменение расхода напорного конденсата на вводе в корпус 303
3. Изменение расхода абгаза с узла компремирования
4. Изменение давления и расхода топливного газа на вводе в корпус 303
5.Изменение расхода ЭБШ на установку дегидрирования
|
1.Расход ЭБШ в Т-229
2.Температура водяного пара на выходе из утилизаторов
3.Расход водяного пара на вводе в корпус 303
4.Давление топливного газа на вводе корпус 303
5.Расход напорного
конденсата в утилизаторы П-201/2
6.Давление абгаза в П-201/1,2
|
6.Регулирование уровня жидкости в Пн-205/1,2
7.Регулирование расхода конденсата, подаваемого в Пн-209
8.Регулирование давления водяного пара, подаваемого в межтрубное пространство испарителя Т-204
9.Регулирование расхода водяного пара, подаваемого в трубное пространство испарителя Т-204
10.Регулирование уровня в емкости Е-223
11.Регулирование расхода ЭБШ в Т-229
|
6. Параметрические возмущения (закоксованность катализатора) |
7.Давление водяного пара на вводе в корпус 303
8.Уровень жидкости в Пн-205/1,2
9.Расход конденсата в Пн-209
10.Давление водяного пара в межтрубном пространстве испарителя Т-204
11.Расход водяного пара в трубном пространстве испарителя Т-204
12.Уровень в емкости Е-223
|
Из таблицы 1 видны переменные, являющиеся выходными координатами процесса – y; переменные, изменением которых система управления может воздействовать на объект с целью управления – х; переменные, отражающие влияние на регулируемый объект различных возмущений – z.
На основе этих переменных можно представить структурную схему управления, где указаны все возможные воздействия на объект управления.

Рис. 1.1. Структурная схема объекта управления
1.2 Основные характеристики и особенности технологического объекта с точки зрения задач управления
Задачей автоматизации химических реакторов является обеспечение степени превращения исходного вещества (этилбензол) в конечный продукт (стирол), не менее 30% для реактора поз. Р-202/1 и не менее 50% для реактора поз. Р-202/2, при заданной максимально возможной интенсивности при ограничении на энергозатраты и на нагрузку, с соблюдением условий безопасности и безаварийности работы [4].
В качестве объекта управления принимаем отделение дегидрирования этилбензола, в которое входят блоки: печное отделение, реакторный блок и узел конденсации, состоящие из следующих основных аппаратов: печь П-201/1,2, реактор Р-202/1,2, перегреватель Т-203, котёл-утилизатор Пн-205/1,2, пенный аппарат Пн-209, емкость Е-223, испаритель Т-204, теплообменник Т-229.
Химические реактора является основным аппаратом в технологической схеме процесса получения стирола путем каталитического дегидрирования этилбензола. С позиции задачи управления реактора являются сложными объектами с нелинейными статическими характеристиками.
Реакция дегидрирования этилбензола, протекающая при температуре 600÷6300
С, эндотермическая и идет с поглощением тепла. При эндотермической реакции даже небольшое изменение температуры в реакторах может привести к значительным изменениям степени конверсии. Поэтому требуется построение автоматизированной системы регулирования температурного режима, быстродействующей и высокоточной [2].
Данное производство по характеру сырья и получения продуктов, а также в связи с наличием токсичных и взрывоопасных смесей, относится к категории пожаро - и взрывоопасных производств, что обуславливает необходимость противоаварийной защиты (ПАЗ).
Сложность управления технологическим объектом заключается в том, что он постоянно подвергается возмущающим воздействиям, которые нарушают нормальный ход процесса в объекте. Различают внешние и внутренние возмущающие воздействия.
Внешние возмущающие воздействия проникают в объекты управления извне: вследствие изменения входных параметров, некоторых выходных, а также параметров окружающей среды [1]. В даном случае объект подвергается постоянным, сильным возмущениям при изменении температуры, расхода перегреваемого пара, расхода и теплотворной способности топлива, расхода и температуры ЭБШ.
Внутренние возмущающие воздействия возникают в самом объекте управления, при изменении характеристик технологического оборудования. К ним относится, например, закоксованность катализатора.
При управлении процессом особое внимание следует обратить на внешние возмущающие воздействия, так как они поступают в объект чаще, чем внутренние, нередко имеют ступенчатый характер, большую амплитуду изменения и в ряде случаев могут быть устранены до поступления в объект.
Показателем эффективности процесса дегидрирования является состав целевого продукта. Целевым продуктом является контактный газ, а целевое управление - снижение потерь сырья, вспомогательных продуктов (топливного газа, абгаза, катализатора). Учитывая большую энергоемкость процесса дегидрирования, минимизация потерь принимает большое значение в ТЭП предприятия.
1.3 Обобщенный критерий эффективности управления процессом
Общая задача управления технологическим процессом формируется обычно как задача максимизации (минимизации) некоторого критерия (себестоимости, энергозатрат) при выполнении ограничений на технологические параметры, накладываемые регламентом. Решение такой задачи для всего процесса в целом очень трудоемко, а иногда практически невозможно в виду большого числа факторов, влияющих на ход процесса. Поэтому весь процесс разбивают на отдельные участки, которые характеризуются сравнительно небольшим числом переменных. Обычно эти участки совпадают с законченными технологическими стадиями, для которых могут быть сформулированы свои подзадачи управления, подчиненные общей задаче управления процессом в целом.
Химические реактора являются основными аппаратами в технологической схеме процесса получения стирола путем дегидрирования этилбензола [4]. Спецификой автоматизации тепловых процессов является то, что они очень энергоемки, поэтому система автоматизации должна способствовать снижению энергозатрат на обеспечение заданной степени превращения исходного вещества в конечный продукт при заданной максимально возможной интенсивности реакции.
Для формулировки задачи необходимо ввести обозначения искомых переменных и исходных данных, записать в этих обозначениях критерий оптимальности, который в результате решения должен принять минимальное или максимальное значение, и выписать набор условий, определяющих множество допустимых решений. Такими условиями являются пределы, в которых может выбираться каждая из них.
На детализированной структурной схеме объекта управления (рис. 1.2.) показаны возможные воздействия на объект управления:
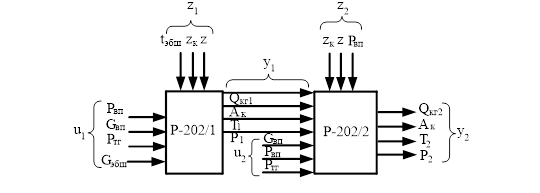
Рис.1.2. Детализированная структурная схема объекта управления
u1
- управляющие воздействия на реактор Р-202/1:
Gвп
- расход водяного пара в печь П-201;
Рвп
- давление водяного пара в печь П-201;
Gэбш
- изменение расхода этилбензольной шихты в реактор Р-202/1;
Ртг
- давление топливного газа в печь П-201;
z1
- возмущения, действующие на реактор Р-202/1:
tэбш
- изменение температуры этилбензольной шихты в реактор Р-202/1;
zк
- закоксованность катализатора;
z- старение установки;
у1
- переменные, характеризующие состояние контактного газа после реактора Р-202/1:
Qкг1
- состав контактного газа после реактора Р-202/1;
Ак
- активность катализатора;
Т1
- температура в реакторе Р-202/1;
Р1
- давление в реакторе Р-202/1;
u2
- управляющие воздействия на реактор Р-202/2:
Gвп
- расход водяного пара в печь П-201;
Рвп
- давление водяного пара в печь П-201;
Ртг
- давление топливного газа в печь П-201;
z2
- возмущения, действующие на реактор Р-202/2:
zк
- закоксованность катализатора;
z- старение установки;
Рвп
- изменение давления водяного пара в печь П-201;
у1
- переменные, характеризующие состояние контактного газа после реактора Р-202/2:
Qкг2
- состав контактного газа после реактора Р-202/2;
Ак
- активность катализатора;
Т2
- температура в реакторе Р-202/2;
Р2
- давление в реакторе Р-202/2.
Критерий управления:
При действии на объект вектора возмущений Z (см.рис.1.2.) нужно найти вектор управляющих воздействий U*
=(U1
*
,…, Ur
*
) минимизирующий (или максимизирующий) значение целевой функции Q (Z,U):
Q*
(Z,U)=minQ(Z,U),
при соблюдении ограничений на входные переменные процесса:
R1
(F,U)≥0
. . .
. . .
. . .
Rk
(F,U) ≥0.
На переменные u1
,u2
,y1
,y2
,z1,
z2
наложены следующие ограничения:
| 560 0С < Т1<600 0С |
| 600 0С< Т2 < 630 0С |
| Р1 ≤ 100 кПа |
| Р2 ≤ 100 кПа |
| 50 т/ч <Gвп < 95 т/ч |
| 200 кПа <Ртг < 320 кПа |
| Рвп ≤ 600 кПа |
Целевая функция численно выражает нашу заинтересованность в том или ином режиме объекта.
В качестве целевой функции принимаем критерий, имеющий технологическую природу – производительность установки, показатели качества получаемого продукта (степень превращения в реакторах).
При заданном объеме выпуска конечной продукции критерий примет вид:
Q= → min, → min,
где Ц
i
– цена i-го вида материала или энергии;
Gi
– количество израсходованного за год i-го вида исходных материалов или энергии;
m
– количество затрачиваемых в процессе параметров.
Задача управления процессом сведется к минимизации технологических затрат.
Важным этапом в разработке системы автоматического управления является анализ системы, так как она должна обеспечивать достижение поставленной цели управления. Это вытекает из экономической целесообразности процесса. При этом также важно, чтобы система автоматического управления была по возможности проста и легка в эксплуатации, пожаро- и взрывобезопасна, и соблюдались требования технологического регламента в любых условиях производства, обеспечивалась безаварийная работа оборудования.
Поэтому для химического реактора ставится следующая задача:
- обеспечение заданной степени превращения исходного вещества в конечный продукт, при минимальных энергозатратах, с соблюдением условий безопасности и безаварийности работы.
2. Анализ структуры существующей системы управления
2.1 Анализ организационно-технической структуры
В настоящее время в цехе 2514 на установке дегидрирования этилбензола реализована распределенная структура управления технологическим процессом, построенная на основе локальных одноконтурных, многоконтурных автоматических систем регулирования [8].
Существующие средства автоматизации характеризуются применением приборов государственной пневматической системы «Старт».
Система предназначена для автоматического сбора, обработки, хранения и представления технологической информации для оперативного контроля за ведением технологического процесса.
Существующая система охватывает только два нижних уровня автоматической системы управления производством: уровень I/O (ввода-вывода), включающий набор датчиков и исполнительных устройств, предназначенных для сбора первичной информации и реализации исполнительных воздействий, и уровень control (непосредственное управление) с отображением значений параметров и возможностью ручного управления.
Температура в аппаратах контролируется с помощью технических ртутных термометров и термометров сопротивления ТСМ, ТСП и термопарами типа ТХА, ТПП, регистрируются вторичными приборами – мостами и потенциометрами: КСМ- 4И, КСП- 4И, преобразуется преобразователями типа НП-ТЛ, НП-СЛ и ЭПП-63.
Давление в аппаратах замеряется манометрами типа ТИ-1218, ОБ-М1-160, ВЭ-16рб, МСП-2, ЭКМ-1У.
Уровень продукта в аппаратах замеряется с помощью приборов УБ-ПВ.
В качестве автоматических регуляторов применяются пневматические регуляторы типа ПР-3.21, ПР-3.25, установленные за щитом и выполняющие ПИ и ПИД законы регулирования. В качестве вторичных приборов используются ПВ-10-1Э, ПВ-4-2Э, ПВ-1.3, установленные на щите.
В случае отклонения параметров от предельно-допустимой величины предусмотрены световая и звуковая сигнализации и блокировки, базирующиеся на приборах: ЭКМ-1У, Логика, УАС-20, УЗС-24. Приборы сигнализации и блокировки вынесены на центральный щит. Схемы сигнализации и блокировок собраны на релейно-контактных элементах.
2.2 Анализ существующей системы управления
Система технических средств автоматизации установки выполнена на элементной базе государственной пневматической системы «Старт».
Выбранные схемы регулирования, законы регулирования, точки технологического контроля и места приложения регулирующих воздействий удовлетворяют условиям поддержания технологического режима.
В существующей системе отсутствуют приборы и алгоритмы прямого цифрового управления.
Достоинством данной системы является то, что она надежна, а также взрыво- и пожаробезопасна. Пневмосистемы в нашей стране широко распространены, что обуславливает дешевизну, как самих средств автоматизации, так и запасных частей к ним. К достоинствам государственной пневматической системы «Старт» можно также отнести и то, что за время ее существования на производстве подготовлен и работает большой штат специалистов в этой области.
Система предназначена для автоматического сбора, обработки, хранения и представления технологической информации для оперативного контроля за ведением технологического процесса.
Большинство приборов КИП, используемых на установке дегидрирования, выработали срок эксплуатации, морально устарели, что сказывается на качестве обслуживания.
К недостаткам можно отнести:
1) материалоемкость, что объясняется большими габаритами приборов и щитов, на которых расположены приборы
2) примитивность средств отображения и хранения информации, что обусловлено применением диаграммных лент с чернилами; такой способ отображения и хранения информации не удобен;
3) невозможность реализации сложных законов регулирования, то есть, не способны осуществлять регулирование по качеству, адаптивное регулирование.
4) средства ПАЗ базируются на устаревшей технике (ЭКМ, Логика), которая морально и технически устарела.
Аналитический контроль продукта осуществляется только лабораторией, а непрерывный контроль качества отсутствует.
Вследствие того, что исполнительные механизмы выработали срок службы, появилась потенциальная опасность самопроизвольного срабатывания, ведущие к большим материальным затратам.
Анализ существующей системы управления выявил следующие недостатки в управлении технологическим процессом:
1) существующая система управления требует больших усилий от производственного персонала для поддерживания строгого температурного режима в реакторах (поз.Р-202/1,2) при изменениях нагрузки.
2) на данном этапе замене подлежит система ПАЗ, так как она основана на пневмоприборах и отработала все сроки: ложные срабатывания блокировок ведут к долговременным остановам, убыткам и лишним затратам, вследствие, например, снижения активности катализатора и к долгим остановам, в связи с его заменой.
2.3 Выводы по необходимости модернизации системы
В предыдущем пункте были описаны недостатки существующей пневматической системы, включающие в себя материалоемкость, примитивность средств отображения и хранения информации, невозможность реализации сложных законов регулирования, также к недостаткам можно отнести громоздкость измерительной схемы, большое количество оборудования, соответственно и объем обслуживания, дефицит запасных частей по причине прекращения выпуска промышленностью.
Вывод: Существующая система управления, включая полевой КИП, является не эффективной и не надежной в настоящее время, и требует замены; так же требуется установка непрерывного аналитического оборудования.
Направлением на модернизацию является:
а) модернизация существующей пневматической системы управления и системы ПАЗ многоуровневой распределенной системой;
б) замена полевого КИП на интеллектуальные датчики;
в) замена исполнительных механизмов системы ПАЗ;
г) установка аналитического оборудования для непрерывного контроля за содержанием стирола в контактном газе на выходе из реакторов поз.Р-202/1,2.
3. Разработка и описание системы контроля, регулирования и управления технологическим процессом
3.1 Выбор и описание структурной схемы системы управления
По функциональным признакам структура предлагаемой АСУТП подразделяется на следующие категории:
1) распределенная система управления (РСУ), базирующаяся на специализированной микропроцессорной технике, предназначенной для управления технологическими процессами совместно с оперативным персоналом в режиме реального времени;
2) система противоаварийной защиты (ПАЗ), базируется на специализированной микропроцессорной технике повышенной надежности, предназначенной для автоматического перевода технологических процессов в безопасное состояние при возникновении аварийных ситуаций;
3) периферийное оборудование – понятие, объединяющее датчики, анализаторы, преобразователи и исполнительные механизмы, а также электрические и другие приводы, установленные как непосредственно на технологическом оборудовании, так и в специальных помещениях, и подключенные к РСУ и ПАЗ.
АСУ ТП должна иметь гибкую структуру, легко адаптироваться к изменениям и дрейфу характеристик технологических процессов во времени, обеспечивать модификацию алгоритмов решения задач и наборов участвующих в них переменных, конфигурирование схем регулирования и управления. АСУ ТП должна иметь 10% резерв по информационным и управляющим каналам.
По иерархическим признакам структура АСУ ТП должна быть трехуровневой, и строится на основе распределенной архитектуры. Структура системы должна соответствовать магистрально-модульному принципу построения с сетевой организацией обмена информацией между устройствами и иметь распределённое программное обеспечение и базу данных, доступную (с заданными ограничениями) всем абонентам промышленной сети.
Каждый из уровней АСУ ТП представляет собой следующее:
Первый уровень – полевой КИП, базирующийся на современной электронной технике и выполняющий следующие функции: первичная обработка информации (фильтрация, линеаризация, проверка на достоверность значений параметров), реализация регулирующих воздействий, двухсторонний обмен данными со вторым уровнем.
Второй уровень – специализированная сеть микропроцессорных контроллеров РСУ и ПАЗ, ориентированная на автоматизированное управление производственными процессами в режиме реального времени и выполняющая следующие функции: сбор информации с нижнего уровня, расчет действительных значений параметров и введение поправок, реализация сложных цифровых алгоритмов и законов регулирования, автоматический контроль состояния технологического процесса, выдача оптимальных управляющих воздействий на нижний уровень управления.
Третий уровень - рабочие станции промышленного исполнения, то есть станция оператора-технолога и станция инженера.
Станция оператора-технолога осуществляет следующие функции: управление в реальном масштабе времени основным и вспомогательным технологическим процессом, ведение базы данных, визуализацию состояния технологического оборудования (мнемосхемы, графики), обработку данных, дистанционное и ручное управление технологическим процессом, сигнализацию вышедших за пределы технологических параметров, формирование и печать протокола нарушений и сообщений, связь с другими системами автоматизации.
Станция инженера выполняет следующие функции: задание уставок блокировки, настройка датчиков, настройка диапазонов значений параметров, настройка регуляторов, отладка программ, настройки мнемосхем, трендов.
Связь между компонентами 1-го и 2-го уровней АСУ ТП должна осуществляться электрическим способом: кодовые, аналоговые и дискретные сигналы.
Связь между компонентами 2-го и 3-го уровня должна осуществляться кодовым способом посредством специализированных промышленных компьютерных сетей обеспечивающих полный цикл обмена данными между компонентами в пределах одной секунды. Связь во время управления процессом между контроллерами должна работать в режиме односторонней передачи информации – от ПАЗ к РСУ. 3-й уровень АСУ ТП должен иметь программные и аппаратные средства для подключения к информационно-управляющей системе завода, организованной на базе протокола Ethernet.
АСУ ТП должна быть ориентирована на работу в жёстком реальном времени, т.е. быть предсказуемой и обеспечивать выполнение всех функций точно в срок.
Система должна иметь возможность оперативного конфигурирования прикладного программного обеспечения на отдельной инженерной станции без нарушения работоспособности системы, кроме того, система должна быть резервируема и полностью автономна.
3.2 Техническое обеспечение
(Лист №2 ДП 2102 00 022 05 ГЧ)
Выбор технических средств автоматизации. Для достижения поставленной задачи дипломного проектирования, реализации функций контроля, регулирования и управления, необходимо заменить полевой КИП существующей системы автоматизации, а так же отсечную блокировочную арматуру на всём объекте для повышения надёжности системы ПАЗ.
При выборе преобразователей и измерительных средств, в первую очередь необходимо принять во внимание такие факторы, как выходной сигнал, пожароопасность и взрывоопасность. Измерительные преобразователи должны быть выбраны, исходя из пределов измерения регулируемой величины объекта.
Для измерения давления предлагается использовать преобразователи давления CerabarSPMP 635 и CerabarSPMC 731 фирмы «Endress+Hauser», с видом искрозащиты EExiaIICT4/T6 [13].
Преобразователь давления Cerabar S PMP 635 имеет следующие характеристики:
- Погрешность (относительная), % < 0,1;
- Погрешность (дополнительная), % 0,1/год;
- Диапазон измерения: (абсолютное давление, кПа) от 16 до 600;
(избыточное давление, кПа) от 16 до 600;
- Диапазон окружающих температур, 0
С от (- 40) до 100;
- Диапазон рабочих температур, 0
С от (-40) до 100;
Если высокая постоянная температура превышает 850
С, то датчик устанавливается с капиллярной трубкой, с использованием специального кронштейна.
- Выходной сигнал от 4 до 20 мА/HART®
;
- Степень защиты от воздействия пыли и воды IP 65.
Преобразователь давления CerabarSPMC 731 имеет следующие характеристики:
- Погрешность (относительная), % < 0,1;
- Погрешность (дополнительная), % 0,1/год;
- Диапазон измерения: (абсолютное давление, кПа) от 0 до 4000;
(избыточное давление, кПа) от 100 до 4000;
- Диапазон окружающих температур, 0
С от (- 40) до 100;
- Диапазон рабочих температур, 0
С от (-40) до 100;
Если высокая постоянная температура превышает 850
С, то датчик устанавливается с капиллярной трубкой, с использованием специального кронштейна.
- Выходной сигнал от 4 до 20 мА/HART®
;
- Степень защиты от воздействия пыли и воды IP 65.
Для измерения расхода предлагается использовать преобразователь дифференциального давления DeltabarSPMD 235 фирмы «Endress+Hauser», с видом искрозащиты EExiaIICT4/T6 [13], имеющий следующие характеристики:
- Погрешность (относительная), % < 0,1;
- Погрешность (дополнительная), % 0,1/год;
- Диапазон измерения (дифференциальное давление, кПа) от 0 до 300;
- Диапазон окружающих температур, 0
С от (-40) до 125;
- Диапазон рабочих температур, 0
С от (-40) до 125;
Если высокая постоянная температура превышает 850
С, то датчик устанавливается с капиллярной трубкой, с использованием специального кронштейна.
- Выходной сигнал от 4 до 20 мА/HART®
;
- Степень защиты от воздействия пыли и воды IP 65.
Для измерения температуры предлагается использовать датчики температуры промышленной группы «Метран»: ТСП Метран-206, ТХА Метран-201 [12].
ТСП Метран-206 имеет следующие характеристики:
- Диапазон измерений (температура, 0
С) от (-50) до 500;
- НСХ 100П;
- Класс допуска А;
- Материал головки полиамид стеклонаполненный ПА-66;
- Материал защитной арматуры 12Х18Н10Т;
- Степень защиты от воздействия пыли и воды IP65 по ГОСТ 14254.
ТХА Метран-201 имеет следующие характеристики:
- Диапазон измерений (температура, 0
С) от (-40) до 800;
- НСХ К;
- Класс допуска 2;
- Материал головки полиамид стеклонаполненный ПА-66;
- Материал защитной арматуры 12Х18Н10Т;
- Степень защиты от воздействия пыли и воды IP65 по ГОСТ 14254.
Для измерения уровня используется преобразователь измерительный уровня буйковый Сапфир-22Ду-Ex искробезопасного исполнения 0ExiaIIСТ6 [11], имеющий следующие характеристики:
- Погрешность измерений, % ±0,5;
- Диапазон окружающих температур, 0
С от (- 50) до 120;
- Диапазон измерений (уровень, мм) от 0 до 400, от 0 до 1600;
- Плотность измеряемой жидкости, кг/м3
от 400 до 2000;
- Предельно допустимое избыточное рабочее давление, кПа до 4000.
Преобразователи предназначены для работы в системах автоматического контроля, регулирования и управления технологическими процессами и обеспечивают непрерывное преобразование значения измеряемого параметра (уровня жидкости) в стандартный токовый сигнал дистанционной передачи. Преобразователь состоит из измерительного блока и электронного преобразователя. При изменении измеряемого уровня происходит изменение гидростатической выталкивающей силы, воздействующей на чувствительный элемент – буек. Это изменение через рычаг передается на тензопреобразователь, размещенный в измерительном блоке, где линейно преобразуется в изменение электрического сопротивления тензорезисторов. Электронный преобразователь преобразует это изменение в токовый сигнал.
Для определения состава контактного газа предлагается использовать промышленный многопоточный хроматографGC 1000 MarkII фирмы ООО «Йокогава электрик» [16], имеющий следующие характеристики:
- Объект измерения газ;
- Диапазон измерений от 10 ppm до 100 %;
- Число измеряемых потоков 31;
- Количество измеряемых компонентов 255;
- Воспроизводимость ±1% шкалы;
- Температура окружающей среды от (-10) до 50 0
С;
- Газ-носитель водород (давление от 500 до 700 кПа);
- Выход от 4 до 20 мА;
- Питание 220В/50 Гц.
Для преобразования выходного электрического сигнала от системы управления к клапану в пневматический сигнал предлагается использовать позиционеры во взрывозащищённом исполнении EExiaIICT6 типа 4763-10130012110 фирмы SAMSON [15], имеющие следующие характеристики:
- Диапазон хода, мм от 7,5 до 90;
- Задающая величина, мА от 4 до 20;
- Сопротивление катушки при 20 0
С, Ом 250±7%;
- Воздух питания, кПа от 140 до 600;
- Характеристика линейная;
- Отклонение при установке фиксированной точки, % <1,5;
- Температура окружающей среды, 0
С от (-45) до 85.
Для обеспечения безопасности цепей датчики подключаются к модулям ввода/вывода системы управления с помощью барьеров искробезопасности. Предлагается использовать барьеры искробезопасности серии HiD 2000 фирмы «Elcon Instruments» (Италия) [14].
HiD 2030SK – аналоговый вход (2 канала): обеспечивает полностью независимый (изолированный от земли и других цепей) источник питания для интеллектуальных и обычных 2-х или 3-х проводных датчиков;
HiD 2062 – аналоговый вход (2 канала): принимает входной сигнал от термоэлектрических преобразователей из опасной зоны и преобразует их в изолированный аналоговый токовый сигнал в безопасной зоне;
HiD 2072 – аналоговый вход (2 канала): принимает входной сигнал от термометра сопротивления из опасной зоны и преобразует его в изолированный аналоговый токовый сигнал в безопасной зоне;
HiD 2038 – аналоговый выход (2 канала): используется для управления электропневматическими преобразователями или другими подобными устройствами с токовым управлением, находящимися в опасной зоне.
HiD 2872 − дискретный выход (2 канала): предназначен для управления электромагнитными клапанами, светодиодными индикаторами, аварийными звуковыми сигналами.
HiD 2842 − дискретный вход (2 канала): сигнал опасной зоны – «сухой» контакт; сигнал безопасной зоны – 2 открытых коллектора (транзисторные выходы) в каждом канале, обнаружение повреждения линии.
Серия Elcon HiD 2000 разработана для использования совместно с системами управления технологическими процессами и состоит из набора компактных модулей барьеров искробезопасности с гальванической развязкой, предназначенных для обработки и согласования входных и выходных сигналов на технологической установке.
Для реализации блокировочных воздействий на объект управления предлагается использовать клеточно-плунжерные отсечные клапаны КМО 101 НЖ 150 а НЗ У фирмы ЛГ «Автоматика» с пневматическим приводом, в комплекте с электромагнитными клапанами (во взрывозащищённом исполнении), сигнализаторами конечных положений (на базе взрывозащищённого микропереключателя) и фильтрами-редукторами [10].
Отсечной клапан КМО 101 имеет следующие характеристики:
- Условное давление Pу, кПа 1600;
- Условный проход, мм 150;
Для трубопроводов с диаметром d>150 мм используются переходные конусы.
- Диапазон температур регулируемой среды, 0
С от 40 до 225;
- Материал 12Х18Н10Т;
- Класс герметичности по ГОСТ 9544-93 А;
- Исходное положение плунжера нормально закрытое;
- Температура окружающей среды, 0
С от (-40) до 70;
Обоснование выбора микропроцессорных систем. При выборе микропроцессорной системы управления технологическим процессом необходимо соблюдать перечисленные в пункте 3.1. требования.
Сравним микропроцессорные комплексы, представленные на российском рынке, по некоторым техническим характеристикам и выберем наиболее подходящий (см. Таблица 2).
Имеющийся выбор контроллерных комплексов позволяет найти нужное техническое решение для конкретных различных условий [3]:
-большая память для программ пользователя - комплекс Freelance 2000;
-высокое быстродействие – комплекс «APACS+»;
-возможность повышения надежности за счет резервирования - комплекс Freelance 2000, «APACS+»;
-возможность распределения блоков ввода/вывода по производству – комплекс «APACS+».
-наибольший гарантийный срок службы - комплекс «APACS+».
Таблица 2 - Характеристики контроллеров
| Фирмы |
Rockwell Automation |
Moore Products |
BaileyHartman&Braun |
| 1 |
2 |
3 |
4 |
| серии контроллеров |
SLC500 |
Apacs |
Freelance 2000 |
| память |
16-64 кслова |
4Мб |
8 Мб |
| число входов/ выходов |
256-960 общих, из них 96 аналоговых |
400-500 общих |
832 дискретных или 416 аналоговых |
| промышленные сети |
DH+, DH485, Ethernet |
ModulNet, Modulbus, |
DigiNet-Ethеrnet |
| полевые сети |
нет |
IOBUS |
модуль DLM |
| порты |
RS232 |
2 RS232 |
RS232C/ 485 |
| резервирование |
нет |
есть |
резерв ЦПУ |
| окружающая температура,0С |
0-55 |
0-60 |
0-50 |
| окружающая влажность, % |
5-95 |
0-95 |
<75 |
| SCADA -программа |
открыт RSView 32 |
открыт In Touch |
cобственная SCADA |
| гарантия в месяцах |
18- с момента поставки или 12- с момента включения |
36 – с момента поставки |
12- с момента включения |
Выбираем многоуровневую распределенную систему «APACS+» фирмы MooreProductsCompany», решающую все функции управления: логическое управление механизмами, регулирование и программное управление технологическими агрегатами и позволяющая создавать структуры различной архитектурной сложности, что придает ей исключительную гибкость.
При выборе системы управления также учитывается тот факт, что в цехе уже существует многоуровневая распределенная система «APACS+», это дает возможность к наращиванию существующей системы, и ведет к экономии денежных средств.
В состав многоуровневой системы входит полностью интегрированный програмно-аппаратный комплекс противоаварийной защиты «QUADLOG», что позволяет использовать данные системы безопасности в стратегии управления технологическим процессом.
Сетевая структура комплекса достаточно полно обеспечивает требования разных автоматизируемых объектов и включает следующие шины и модули (Лист №2 ДП 2102 00 022 05 ГЧ):
1) IOBUS – шина ввода/вывода, обеспечивающая двухстороннюю связь модулей ввода/вывода с модулями управления;
2) MODULBUS – магистраль модулей, которая обеспечивает связь между модулями управления и верхним пультом управления;
3) ACM – микропроцессорный усовершенствованный управляющий модуль для реализации задач управления, является базовым элементом системы «APACS+». Модуль ACM может обмениваться информацией по шине IOBUS с любым модулем ввода-вывода, а через магистраль MODULBUS он может взаимодействовать с другими управляющими, вычислительными и коммуникационными модулями компьютерной управляющей сети;
4) CCM – контрольный модуль критических операций для реализации задач технологических блокировок, является базовым элементом системы противоаварийной защиты «QUADLOG». Модуль CCM может обмениваться информацией по шине IOBUS с любым модулем ввода/вывода, а через магистраль MODULBUS он может взаимодействовать с другими управляющими, вычислительными и коммуникационными модулями компьютерной управляющей сети;
5) SAM – стандартный аналоговый модуль ввода-вывода, взаимодействующий с контроллером «APACS+» через шину IOBUS. SAM обеспечивает обработку 32-х каналов, каждый канал может быть сконфигурирован как аналоговый вход или выход, или дискретный вход или выход;
6) CDM – критический дискретный модуль, входит в семейство модулей ввода/вывода критического управления и противоаварийных защит «QUADLOG». Этот конфигурируемый модуль может обмениваться информацией с модулями ССМ системы «QUADLOG» через шину IOBUS. К свойствам модуля относится обеспечение безопасного управления выходными каналами, обнаружение коротких замыканий в сигнальной цепи канала, обнаружение обрывов в кабельных соединениях, обеспечение индивидуальной защиты каналов модуля от коротких замыканий. В модуле CDM 32 канала ввода/вывода, каждый из которых может быть сконфигурирован как дискретный вход, дискретный выход или дискретный импульсный выход;
7) VIM – модуль ввода сигналов напряжения. Это интеллектуальный микропроцессорный модуль, к которому подключаются входные сигналы напряжения и сигналы термопар (до 16 каналов). Модуль VIM обеспечивает связь с управляющим модулем «ACМ» через шину IOBUS. Основные особенности модуля: повышает точность измерений, обеспечивает быструю реакцию системы на обгорание (прожог) термопар благодаря наличию конфигурируемой функции автоматического реагирования на эти отказы, индивидуально изолированные входные каналы обеспечивают лучшую защиту от коротких замыканий [9].
Операторский уровень. Выбор ЭВМ должен отвечать требованиям программного обеспечения.
В качестве пакета для разработки и эксплуатации прикладных систем автоматизации предполагается использовать пакет ProcessSuiteControl в операционной среде MicrosoftWindowsNT 4.0 Rus (ServicePack 4.0). Для работы с программным обеспечением необходим компьютер, не ниже PentiumII 350 MHzPC, 128MbRAM, 4 MbVideo, HDD 6,4 Gb, 10/100 Ethernet, NT 4.0, MBICard, CKSIntegratedKeyboard & Trackball, 19” монитор профессиональной серии..
| 3.2.4 Спецификация на приборы и средства автоматизации |
9 |
Позиционное обозначение
|
Наименование параметра, среда и место отбора
|
Предельное значение
параметра
|
Место установки |
Наименование и характеристика
|
Тип и модель |
Кол-во по поекту |
Изготовитель или поставщик |
Примечание |
| на 1ап-т |
на все ап-ты |
| 1-1 |
Контроль температуры пара на вводе в К-303 |
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 500 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-500-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 1-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 2-1 |
Регулирование давления пара на вводе в К-303 |
600 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Cerabar S PMP- 635-G34L2Н2K
В5
|
1 |
18 |
Endress+
Hauser
|
| 2-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 2-3 |
Регулирование давления пара на вводе в К-303 |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 2-4 |
--//-- |
на клапане |
Электропневматический позиционер с удлиненным рычагом: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 100 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 2-5 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=200 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=1200 кПа; ход клапана 100 мм ± 5%; исходное положения клапана – нормально открытый. |
25с48нж
(н.о.)
|
1 |
Котельниковский арматурный завод |
сущ. |
| 3-1 |
Регулирование расхода пара на вводе в К-303 |
95
т/ч
|
на трубопроводе |
Диафрагма дисковая с конденсационными сосудами для трубопровода d=720×8 мм:
материал сужающего устройства 1Х18Н9Т;
условный внешний диаметр: D20=944 мм;
условный внутренний диаметр: d20=467,11328 мм;
 Р = 25,517 кПа. Р = 25,517 кПа.
|
ДБ-10-700 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 3-2 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress
+Hauser
|
| 3-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 3-4 |
Регулирование расхода пара на вводе в К-303 |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 3-5 |
--//-- |
на клапане |
Электропневматический позиционер с удлиненным рычагом: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 100 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 3-6 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=300 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=1200 кПа; ход клапана 100 ± 5% мм; исходное положение клапана – нормально закрытый. |
25с50нж
(н.з.)
|
1 |
Котельниковский арматурный завод |
сущ. |
| 4-1 |
Регулирование давления топливного газа на вводе в К-303 |
600 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Cerabar S PMP- 635-G34L2Н2K
В5
|
1 |
18 |
Endress+
Hauser
|
| 4-2 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 4-3 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 4-4 |
Регулирование давления топливного газа на вводе в К-303 |
на клапане |
Электропневматический позиционер:
линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 40 мм;
диапазон окружающих температур: -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 4-5 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=80 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=1200 кПа; ход клапана 40 мм ± 5%; исходное положение клапана – нормально закрытый. |
25с50нж
(н.з.)
|
1 |
Котельниковский арматурный завод |
сущ. |
| 5-1 |
Контроль температуры топливного газа перед П-201/1,2 |
1000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 320 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-320-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 5-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 6-1 |
Регулирование давления абгаза перед П-201/1,2 |
300 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
|
CerabarSPMP- 635-G34Н2Н1А
В5
|
1 |
18 |
Endress+
Hauser
|
| 6-2 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 6-3 |
Регулирование давления абгаза перед П-201/1,2 |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 6-4 |
--//-- |
на клапане |
Электропневматический позиционер:
линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 25 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 6-5 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=50 мм; условное давление Ру= 6400 кПа;
перепад давления ΔР=2000 кПа; ход клапана 25 мм ± 5%;
исходное положение клапана – нормально закрытый.
|
25с50нж
(н.з.)
|
1 |
Завод Красный профинтерн
г. Гусь-хрустальный
|
сущ. |
| 7-1 |
Контроль расхода абгаза из Т-216 |
10,7 т/ч |
на трубопроводе |
Диафрагма камерная:
материал сужающего устройства 12Х18Н10Т;
условный внутренний диаметр: d20=121,69562 мм;
условный внешний диаметр: D20=253 мм;
давление абсолютное Рабс=152 кПа;
ΔР=25,517 кПа.
|
ДК-25-250 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 7-2 |
--//-- |
по месту
|
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
|
Deltabar S PMD - 235 –
LUFK2EА3В
|
1 |
11 |
Endress
+Hauser
|
| 7-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 8-1 |
Контроль расхода топливного газа перед П-201/1,2 |
5,5
т/ч
|
на трубопроводе |
Диафрагма камерная:
материал диафрагмы 12Х18Н10Т;
условный внутренний диаметр: d20=82,794 мм;
условный внешний диаметр: d20=207 мм;
давление абсолютное Рабс= 402 кПа;
ΔР=25 кПа.
|
ДК-16-200 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 8-2 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress
+Hauser
|
| 8-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 9-1 |
Регулирование давления топливного газа перед П-201/1 с коррекцией по температуре пара на выходе из П-201/1 и по температуре перед слоем катализатора в Р-202/2 |
7000С |
на трубопроводе |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 630 мм.
Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-630-2-И-1-Н10-
У1.1-П
|
1 |
1 |
«Метран-Смарт», Челябинск |
| 9-2 |
Регулирование давления топливного газа перед П-201/1 с коррекцией по температуре пара на выходе из П-201/1 и по температуре перед слоем катализатора в Р-202/2 |
на панели |
Барьер искробезопасности входной;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD 2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 9-3 |
--//-- |
6500С |
на трубопроводе |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 2000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-2000-2-И-1-Н10-
У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 9-4 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 9-5 |
--//-- |
400 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0.1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 9-6 |
Регулирование давления топливного газа перед П-201/1 с коррекцией по температуре пара на выходе из П-201/1 и по температуре перед слоем катализатора в Р-202/2 |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 9-7 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 9-8 |
--//-- |
на клапане |
Электропневматический позиционер:
линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 25 мм;
диапазон окружающих температур -45…85 0С
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 9-9 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=50 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=2000 кПа; ход клапана 25 мм ± 5%;
исходное положение клапана – нормально закрытый.
|
25с50нж
(н.з.)
|
1 |
Котельниковский арматурный завод |
| 10-1 |
Регулирование давления топливного газа перед горелками П-201/2 с коррекцией по температуре пара на выходе из П-201/2 и по температуре перед слоем катализатора в Р-202/1 |
7000С |
на трубопроводе |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 600 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-600-2-И-1-Н10-
У1.1-П
|
1 |
1 |
«Метран-Смарт», Челябинск |
| 10-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 10-3 |
--//-- |
6500С |
на трубопроводе |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 2000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-2000-2-И-1-Н10-
У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 10-4 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 10-5 |
Регулирование давления топливного газа перед горелками П-201/2 с коррекцией по температуре пара на выходе из П-201/2 и по температуре перед слоем катализатора в Р-202/1--//-- |
400 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 10-6 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 10-7 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 10-8 |
--//-- |
на клапане |
Электропневматический позиционер:
линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6; диапазон хода 25 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 10-9 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=50 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=2000 кПа; ход клапана 25 мм ± 5%; исходное положение клапана – нормально закрытый. |
25с50нж
(н.з.)
|
1 |
Завод Красный профинтерн
|
сущ. |
| 11-1 |
Контроль температуры в П-201/1 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 11-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 12-1 |
Контроль температуры в П-201/1 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 12-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В; питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 13-1 |
Контроль температуры в П-201/1 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 13-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 14-1 |
Контроль температуры в П-201/1 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 14-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 15-1 |
Регулирование расхода напорного конденсата в утилизаторе П-201/2 с коррекцией по температуре |
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 160 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединений 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-01-160-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 15-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 15-3 |
--//-- |
2,5
т/ч
|
на трубопроводе |
Диафрагма камерная
материал сужающего устройства 1Х18Н9Т;
условный внутренний диаметр: d20=14,43067 мм;
условный внешний диаметр: D20=57 мм;
давление абсолютное Рабс=720 кПа;
перепад давления ΔР=25,517 кПа.
|
ДКС-25-50 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 15-4 |
Регулирование расхода напорного конденсата в утилизаторе П-201/2 с коррекцией по температуре |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress+
Hauser
|
| 15-5 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 15-6 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 15-7 |
--//-- |
на клапане |
Электропневматический позиционер:
линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 16 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 15-8 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=15 мм; условное давление Ру= 6400 кПа;
перепад давления ΔР=2000 кПа; ход клапана 16 мм ± 5%;
исходное положение клапана – нормально закрытый.
|
25с50нж
(н.з.)
|
1 |
Завод Красный профинтерн
г. Гусь-хрустальный
|
сущ. |
| 16-1 |
Регулирование расхода напорного конденсата в утилизаторе П-201/2 с коррекцией по температуре |
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 160 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-01-160-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 16-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 16-3 |
--//-- |
2,5
т/ч
|
на трубопроводе |
Диафрагма камерная
материал сужающего устройства 1Х18Н9Т;
условный внутренний диаметр: d20=14,43067 мм;
условный внешний диаметр: D20=57 мм;
давление абсолютное Рабс=720 кПа;
ΔР=25,517 кПа.
|
ДКС-25-50 |
1 |
ЗАО «Манометр»
Москва
|
сущ. |
| 16-4 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress+
Hauser
|
| 16-5 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 16-6 |
Регулирование расхода напорного конденсата в утилизаторе П-201/2 с коррекцией по температуре |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 16-7 |
--//-- |
на клапане |
Электропневматический позиционер: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 16 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 16-8 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=15 мм; условное давление Ру= 6400 кПа;
перепад давления ΔР=2000 кПа; ход клапана 16 мм ± 5%;
исходное положение клапана – нормально закрытый.
|
25с50нж
(н.з.)
|
1 |
Завод Красный профинтерн
г. Гусь-хрустальный
|
сущ. |
| 17-1 |
Контроль температуры в П-201/2 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 17-2 |
Контроль температуры в П-201/2 |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 18-1 |
Контроль температуры в П-201/2 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 18-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 19-1 |
Контроль температуры в П-201/2 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 19-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 20-1 |
Контроль температуры в П-201/2 |
7500С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1000 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1000-2-И-1-Н10-
У1.1-П
|
1 |
8 |
«Метран-Смарт», Челябинск |
| 20-2 |
Контроль температуры в П-201/2 |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 21-1 |
Контроль температуры пара от Т-203 |
4500С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…5000С.
Класс допуска А. Монтажная длина 800 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-800-А-3-1-Н10-
(-50…500)-У1.1-П
|
1 |
1 |
«Метран-Смарт», Челябинск |
| 21-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 22-1 |
Контроль температуры паро-ЭБШ перед Т-203 |
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 400 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-400-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 22-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 23-1 |
Контроль температуры паро-ЭБШ после Т-203 |
5500С |
на трубопроводе |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 320 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-320-2-И-1-Н10-
У1.1-П
|
1 |
1 |
«Метран-Смарт», Челябинск |
| 23-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 24-1 |
Контроль температуры пара перед Т-203 |
6500С |
на трубопроводе |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 500 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-500-2-И-1-Н10-
У1.1-П
|
1 |
1 |
«Метран-Смарт», Челябинск |
| 24-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 25-1 |
Контроль и сигнализация давления контактного газа в зоне смешения Р-202/1 |
100 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 25-2 |
Контроль и сигнализация давления контактного газа в зоне смешения Р-202/1 |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 26-1 |
Контроль температуры контактного газа в Р-202/1 |
6300С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 800 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-800-2-И-1-Н10-
У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 26-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 27-1 |
Контроль температуры контактного газа в Р-202/1 |
6300С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 800 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-800-2-И-1-Н10-
У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 27-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 28-1 |
Контроль температуры контактного газа в Р-202/1 |
6300С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1600 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1600-2-И-1-Н10-
У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 28-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 29-1 |
Состав контактного газа после
Р-202/1
|
не менее
30%
стирола
|
хромотографический шкаф |
Промышленный многопоточный газовый хроматограф GC 1000 MarkII.
Объект измерения газ;
Диапазон измерений 10 ppm…100 %;
Число измеряемых потоков 31;
Количество измеряемых компонентов 255;
Воспроизводимость ±1% шкалы;
Температура окружающей среды -10…50 0С;
Газ-носитель водород (давление 500…700 кПа);
Выход 4…20 мА;
Питание 220В/50 Гц.
|
GC 1000 Mark II |
1 |
1 |
Yokogawa Electric Corporation
(Япония)
|
| 29-2 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 30-1 |
Контроль и сигнализация контактного газа в Р-202/2 |
100 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0.1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 30-1 |
Контроль и сигнализация контактного газа в Р-202/2 |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 31-1 |
Контроль температуры контактного газа в Р-202/2 |
6300С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 800 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-800-2-И-1-Н10-
У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 31-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 32-1 |
Контроль температуры контактного газа в Р-202/2 |
6300С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 800 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-800-2-И-1-Н10-
У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 32-2 |
Контроль температуры контактного газа в Р-202/2 |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 33-1 |
Контроль температуры контактного газа в Р-202/2 |
6300С |
по месту |
Термоэлектрический преобразователь хромель-алюмелевый: ТХА Метран-201.
Диапазон измерения: -40…8000С.
Класс допуска 2. Монтажная длина 1600 мм. Материал защитной арматуры: сталь 12Х18Н10Т. Степень защиты: IP65.
|
ТХА
Метран-201-02-1600-2-И-1-Н10-
У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 33-2 |
Контроль температуры контактного газа в Р-202/2 |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный;
входной сигнал - термоэлектрический преобразователь хромель-алюмелевый;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2062 |
1 |
21 |
Elcon
Instruments (Италия)
|
| 34-1 |
Состав контактного газа после
Р-202/1
|
не менее
50% стирола
|
хромотографический шкаф |
Промышленный многопоточный газовый хроматограф GC 1000 MarkII.
Объект измерения газ;
Диапазон измерений 10 ppm…100 %;
Число измеряемых потоков 31;
Количество измеряемых компонентов 255;
Воспроизводимость ±1% шкалы;
Температура окружающей среды -10…50 0С;
Газ-носитель водород (давление 500…700 кПа);
Выход 4…20 мА;
Питание 220В/50 Гц.
|
GC 1000 Mark II |
1 |
1 |
Yokogawa Electric Corporation
(Япония)
|
| 34-2 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 35-1 |
Аварийное срабатывание отсечного клапана при снижении давления контактного газа после Р-202/2 |
60 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 16…600 кПа;
выходной сигнал: «сухой контакт»;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-2 |
--//-- |
напанели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный:
вход: «сухой контакт»;
выход:DPST реле;
питание 24В
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-3 |
--//-- |
60 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-4 |
--//-- |
напанели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-5 |
--//-- |
60 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-6 |
--//-- |
напанели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-7 |
Аварийное срабатывание отсечного клапана при повышении давления топливного газа |
80 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-8 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-9 |
--//-- |
80 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-10 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
Elcon
Instruments (Италия)
|
| 35-11 |
--//-- |
80 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-12 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-13 |
Аварийное срабатывание отсечного клапана при снижении давления пара |
300 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-14 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-15 |
Аварийное срабатывание отсечного клапана при снижении давления пара |
300 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-16 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-17 |
--//-- |
300 кПа |
по месту |
Дискретный датчик давления с металлическим сенсором;
См. поз. 35-1.
|
CerabarSPMP- 635-G34Н2Н2К
В5
|
1 |
18 |
Endress+
Hauser
|
| 35-18 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-19 |
--//-- |
на панели |
Барьер искробезопасности выходной двухканальный дискретный 2-х проводный:
вход контакт от системы ПАЗ;
выход 40 мА при 12 В;
питание 24В.
|
HiD 2872 |
1 |
5 |
Elcon
Instruments (Италия)
|
| 35-20 |
Аварийное срабатывание отсечных клапанов |
на трубопроводе ЭБШ в Т-229 |
Клеточно-плунжерный отсечной клапан с пневматическим приводом, в комплекте с электромагнитными клапанами (во взрывозащищённом исполнении), сигнализаторами конечных положений (на базе взрывозащищённого микропереключателя) и фильтрами-редукторами:
условное давлениеPу 1600 кПа;
условный проход 100 мм;
температуры регулируемой среды: -40…2250С;
материал 12Х18Н10Т;
класс герметичности по ГОСТ 9544-93 А;
исходное положение плунжера-нормально закрытое.
|
КМО 101НЖ 100 а НЗ У
в комплектации Е 12
|
1 |
5 |
ЛГ Автоматика,
Москва
|
| 35-21 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-22 |
--//-- |
на панели |
Барьер искробезопасности выходной двухканальный дискретный 2-х проводный:
См. поз. 35-19.
|
HiD 2872 |
1 |
5 |
Elcon
Instruments (Италия)
|
| 35-23 |
Аварийное срабатывание отсечных клапанов |
на трубопроводе водного пара в
П-201/1,2
|
Клеточно-плунжерный отсечной клапан с пневматическим приводом, в комплекте с электромагнитными клапанами (во взрывозащищённом исполнении), сигнализаторами конечных положений (на базе взрывозащищённого микропереключателя), фильтрами-редукторами, с применением переходного конуса d=300 на d=150:
условное давлениеPу 1600 кПа;
условный проход 300 мм;
температуры регулируемой среды: -40…2250С;
материал 12Х18Н10Т;
класс герметичности по ГОСТ 9544-93 А;
исходное положение плунжера-нормально закрытое.
|
КМО 101НЖ 150 а НЗ У
в комплектации Е 12
|
1 |
5 |
ЛГ Автоматика,
Москва
|
| 35-24 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-25 |
--//-- |
на панели |
Барьер искробезопасности выходной двухканальный дискретный 2-х проводный:
См. поз. 35-19.
|
HiD 2872 |
1 |
5 |
Elcon
Instruments (Италия)
|
| 35-26 |
Аварийное срабатывание отсечных клапанов |
на трубопроводе водного пара в
П-201/1,2
|
Клеточно-плунжерный отсечной клапан с пневматическим приводом, в комплекте с электромагнитными клапанами (во взрывозащищённом исполнении), сигнализаторами конечных положений (на базе взрывозащищённого микропереключателя), фильтрами-редукторами, с применением переходного конуса d=300 на d=150:
условное давлениеPу 1600 кПа;
условный проход 300 мм;
температуры регулируемой среды: -40…2250С;
материал 12Х18Н10Т;
класс герметичности по ГОСТ 9544-93 А;
исходное положение плунжера-нормально закрытое.
|
КМО 101НЖ 150 а НЗ У
в комплектации Е 12
|
1 |
5 |
ЛГ Автоматика,
Москва
|
| 35-27 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-28 |
--//-- |
на панели |
Барьер искробезопасности выходной двухканальный дискретный 2-х проводный:
См. поз. 35-19.
|
HiD 2872 |
1 |
5 |
Elcon
Instruments (Италия)
|
| 35-29 |
Аварийное срабатывание отсечных клапанов |
на трубопроводе водного пара в
П-201/1,2
|
Клеточно-плунжерный отсечной клапан с пневматическим приводом, в комплекте с электромагнитными клапанами (во взрывозащищённом исполнении), сигнализаторами конечных положений (на базе взрывозащищённого микропереключателя), фильтрами-редукторами, с применением переходного конуса d=300 на d=150:
условное давлениеPу 1600 кПа;
условный проход 300 мм;
температуры регулируемой среды: -40…2250С;
материал 12Х18Н10Т;
класс герметичности по ГОСТ 9544-93 А;
исходное положение плунжера-нормально закрытое.
|
КМО 101НЖ 150 а НЗ У
в комплектации Е 12
|
1 |
5 |
ЛГ Автоматика,
Москва
|
| 35-30 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 35-31 |
--//-- |
на панели |
Барьер искробезопасности выходной двухканальный дискретный 2-х проводный:
См. поз. 35-19.
|
HiD 2872 |
1 |
5 |
Elcon
Instruments (Италия)
|
| 35-32 |
Аварийное срабатывание отсечных клапанов |
на трубопроводе топливного газа в П-201/1,2 |
Клеточно-плунжерный отсечной клапан с пневматическим приводом, в комплекте с электромагнитными клапанами (во взрывозащищённом исполнении), сигнализаторами конечных положений (на базе взрывозащищённого микропереключателя), фильтрами-редукторами, с применением переходных конусов d=250 на d=150:
условное давлениеPу 1600 кПа;
условный проход 250 мм;
температуры регулируемой среды: -40…2250С;
материал 12Х18Н10Т;
класс герметичности по ГОСТ 9544-93 А;
исходное положение плунжера-нормально закрытое.
|
КМО 101НЖ 150 а НЗ У
в комплектации Е 12
|
1 |
5 |
ЛГ Автоматика,
Москва
|
| 35-33 |
--//-- |
на панели |
Барьер искробезопасности входной 2-х канальный дискретный 2-х проводный.
См. поз. 35-2.
|
HiD 2842 |
1 |
14 |
Elcon
Instruments (Италия)
|
| 36-1 |
Контроль температуры пара от Пн-205/1,2 |
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 400 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-400-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 36-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 37-1 |
Контроль расхода пара от Пн-205/1,2 |
45 т/ч |
на трубопроводе |
Диафрагма камерная:
материал сужающего устройства 1Х18Н9Т;
условный внутренний диаметр: d20=296,70635 мм;
условный внешний диаметр: D20=559 мм;
давление абсолютное Рабс= 402 кПа;
ΔР=25,517 кПа.
|
ДК-25-500 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 37-2 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress
+Hauser
|
| 37-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 38-1 |
Регулирование уровня в Пн-205/1 |
400 мм |
на уровнемерной
колонке
Пн-205/1
|
Преобразователь измерительный уровня буйковый:
взрывозащита 0ExiaIIСТ6;
погрешность измерений ±0,5 %;
диапазон окружающих температур -50…120 0С;
измеряемый диапазон 0…400 мм;
плотность измеряемой среды 1000 кг/м3;
выходной сигнал 4…20 мА.
|
Сапфир-22Ду-Ex-2620-02-У2-0,5-400-1000-42 |
1 |
2 |
АО Теплоприбор,
Рязань
|
| 38-2 |
Регулирование уровня в Пн-205/1 |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 38-3 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 38-4 |
--//-- |
на клапане |
Электропневматический позиционер: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 25 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 38-5 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=40 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=2000 кПа; ход клапана 25 мм ± 5%; исходное положение клапана – нормально открытый. |
25с48нж
(н.о.)
|
1 |
Завод Красный профинтерн
|
сущ. |
| 39-1 |
Контроль расхода конденсата в
Пн-205/1,2 от Н-241
|
80 т/ч |
на трубопроводе |
Диафрагма камерная:
материал сужающего устройства 1Х18Н9Т;
условный внутренний диаметр: d20=80,4136 мм;
условный внешний диаметр: D20=150 мм;
давление рабочее Рраб= 900 кПа;
ΔР=25,517 кПа.
|
ДК-25-150 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 39-2 |
Контроль расхода конденсата в
Пн-205/1,2 от Н-241
|
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress
+Hauser
|
| 39-3 |
Контроль расхода конденсата в
Пн-205/1,2 от Н-241
|
напанели |
Барьер искробезопасности входной:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 40-1 |
Регулирование уровня в Пн-205/2 |
400 мм |
на уровнемерной
колонке
Пн-205/2
|
Преобразователь измерительный уровня буйковый:
взрывозащита 0ExiaIIСТ6;
погрешность измерений ±0,5 %;
диапазон окружающих температур -50…120 0С;
измеряемый диапазон 0…400 мм;
плотность измеряемой среды 1000 кг/м3;
выходной сигнал 4…20 мА.
|
Сапфир-22Ду-Ex-2620-02-У2-0,5-400-1000-42 |
1 |
2 |
АО Теплоприбор,
Рязань
|
| 40-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 40-3 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 40-4 |
--//-- |
на клапане |
Электропневматический позиционер: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 25 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 40-5 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=40 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=2000 кПа; ход клапана 25 мм ± 5%;
исходное положение клапана – нормально открытый.
|
25с48нж
(н.о.)
|
1 |
Завод Красный профинтерн
|
сущ. |
| 41-1 |
Контроль температуры контактного газа
от Пн-209
|
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 320 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-320-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 41-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 42-1 |
Контроль давления контактного газа после Пн-205/1,2 |
100 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Cerabar S PMP- 635-G34Н2Н2КВ5 |
1 |
18 |
Endress+
Hauser
|
| 42-2 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 43-1 |
Контроль температуры перед Пн-209 |
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 400 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-400-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 43-2 |
Контроль температуры перед Пн-209 |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 44-1 |
Регулирование расхода углеводородного конденсата в Пн-209 от Н-222 |
120 т/ч |
на трубопроводе |
Диафрагма камерная:
материал сужающего устройства 1Х18Н9Т;
условный внутренний диаметр: d20=90,344 мм;
условный внешний диаметр: D20=244,5 мм;
давление рабочее Рраб= 350 кПа;
ΔР =25,517 кПа.
|
ДК-25-200 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 44-2 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress
+Hauser
|
| 44-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 44-4 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 44-5 |
Регулирование расхода углеводородного конденсата в Пн-209 от Н-222 |
на клапане |
Электропневматический позиционер: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 60 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 44-6 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=100 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=1200 кПа; ход клапана 60 мм ±5 %; исходное положения клапана – нормально открытый. |
25с48нж
(н.о.)
|
1 |
Котельниковский арматурный завод |
сущ. |
| 45-1 |
Регулирование уровня в Е-223 |
1600 мм |
в Е-223 |
Преобразователь измерительный уровня буйковый:
взрывозащита 0ExiaIIСТ6;
погрешность измерений ±0,5 %;
диапазон окружающих температур -50…120 0С;
измеряемый диапазон 0…1600 мм;
плотность измеряемой среды 1000 кг/м3;
выходной сигнал 4…20 мА.
|
Сапфир-22Ду-Ex-2620-02-У2-0,5-1600-1000-42 |
1 |
1 |
АО Теплоприбор,
Рязань
|
| 45-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 45-3 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 45-4 |
--//-- |
на клапане |
Электропневматический позиционер: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 40 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 45-5 |
Регулирование уровня в Е-223 |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=80 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=1200 кПа; ход клапана 40 мм ± 5%; исходное положение клапана – нормально открытый. |
25с48нж
(н.о.)
|
1 |
Котельниковский арматурный завод |
сущ. |
| 46-1 |
Контроль температуры ЭБШ
от Т-204
|
2000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 400 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-400-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
4 |
«Метран-Смарт», Челябинск |
| 46-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 47-1 |
Контроль температуры
ЭБШ
от Т-229
|
1000С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206 (100П).
Диапазон измерения: -50…2000С.
Класс допуска В. Монтажная длина 200 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-200-В-3-2-Н10-
(-50…200)-У1.1-П
|
1 |
1 |
«Метран-Смарт», Челябинск |
| 47-2 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
| 48-1 |
Регулирование расхода ЭБШ из К-304 |
40 т/ч |
на трубопроводе |
Диафрагма камерная:
материал сужающего устройства 1Х18Н9Т
условный внутренний диаметр: d20=57,8063 мм;
условный внешний диаметр: D20=135мм;
давление рабочее Рраб= 580 кПа;
ΔР =25,517 кПа.
|
ДК-25-100 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 48-2 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
|
Deltabar S PMD - 235 –
LUFK2EА3В
|
1 |
11 |
Endress
+Hauser
|
| 48-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 48-4 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 48-5 |
--//-- |
на клапане |
Электропневматический позиционер: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 25 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 48-6 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=50 мм; условное давление Ру= 6400 кПа;
перепад давления ΔР=2000 кПа; ход клапана 25 мм ± 5%;
исходное положение клапана – нормально закрытый.
|
25с50нж
(н.з.)
|
1 |
Завод Красный профинтерн
г. Гусь-хрустальный
|
сущ. |
| 49-1 |
Регулирование расхода пара 600 кПа в Т-204 |
6,3 т/ч |
на трубопроводе |
Диафрагма камерная:
материал сужающего устройства 1Х18Н9Т;
условный внутренний диаметр: d20=82,889 мм;
условный внешний диаметр: D20=189,5 мм;
давление рабочее Рраб= 350 кПа;
ΔР =25,517 кПа.
|
ДК-25-150 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 49-2 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress
+Hauser
|
| 49-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 49-4 |
--//-- |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 49-5 |
--//-- |
на клапане |
Электропневматический позиционер: линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 40 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 49-6 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=80 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=1200 кПа; ход клапана 40 мм ± 5%; исходное положение клапана – нормально закрытый. |
25с50нж
(н.з.)
|
1 |
Котельниковский арматурный завод |
сущ. |
| 50-1 |
Контроль расхода пара в Т-204 |
10 т/ч |
на трубопроводе |
Диафрагма камерная:
материал сужающего устройства 12Х18Н10Т;
условный внутренний диаметр: d20=101,223 мм;
условный внешний диаметр: D20=147 мм;
ΔР=25,517 кПа.
|
ДК-40-150 |
1 |
ЗАО «Манометр» Москва |
сущ. |
| 50-2 |
--//-- |
по месту |
Интеллектуальный датчик разности давлений с металлическим сенсором;
искробезопасное исполнение - «EExiaIICТ4/Т6»; пределы измерения 0…300 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Deltabar S PMD - 235 –
LUFK2EH3В
|
1 |
11 |
Endress
+Hauser
|
| 50-3 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 51-1 |
Регулирование давления пара в Т-204 |
2500 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…4000 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
В комплект входят капиллярная трубка и кронштейн для крепления.
|
Cerabar S PMP- 731-G34Р2Н21Т2 |
1 |
1 |
Endress+
Hauser
|
| 51-2 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 51-3 |
Регулирование давления пара в Т-204 |
на панели |
Барьер искробезопасности 2-х канальный выходной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2038 |
1 |
15 |
Elcon
Instruments (Италия)
|
| 51-4 |
--//-- |
на клапане |
Электропневматический позиционер:
линейная характеристика;
вход 4…20 мА; выход 0,2…1 кгс/см2;
взрывозащита EExiaIICT6;
диапазон хода 25 мм;
диапазон окружающих температур -45…85 0С.
|
Модель 4763-10130012110 |
1 |
15 |
Samson (Германия) |
| 51-5 |
--//-- |
на трубопроводе |
Клапан регулирующий двухседельный плунжерный; условный проход Ду=50 мм; условное давление Ру= 6400 кПа; перепад давления ΔР=2000 кПа; ход клапана 25 мм ± 5%; исходное положения клапана – нормально закрытый. |
25с50нж
(н.з.)
|
1 |
Завод Красный профинтерн
|
сущ. |
| 52-1 |
Контроль давления ЭБШ на вводе в К-303 |
600 кПа |
по месту |
Интеллектуальный датчик давления с металлическим сенсором;
искробезопасное исполнение - «EExiaIIСТ4/Т6»; пределы измерения 0…600 кПа;
выходной сигнал 4…20 мА;
основная погрешность ±0,1%;
|
Cerabar S PMP- 635-G34L2Н1А
В5
|
1 |
18 |
Endress+
Hauser
|
| 52-2 |
--//-- |
напанели |
Барьер искробезопасности 2-х канальный входной 2-х проводный:
вход 4…20 мА;
выход 4…20 мА;
питание 24В.
|
HiD 2030SK |
1 |
24 |
Elcon
Instruments (Италия)
|
| 53-1 |
Контроль температуры пара 600 кПа в Т-204 |
230 0С |
на трубопроводе |
Термометр сопротивления платиновый: ТСП Метран-206.
Диапазон измерения: -50…5000С.
Класс допуска А. Монтажная длина 500 мм. Материал защитной арматуры: сталь 12Х18Н10Т.
Схема соединения – 3-х проводная.
Степень защиты: IP65.
|
ТСП
Метран-206-02-500-А-3-1-Н10-
(-50…500)-У1.1-П
|
1 |
2 |
«Метран-Смарт», Челябинск |
| 53-2 |
Контроль температуры пара 600 кПа в Т-204 |
на панели |
Барьер искробезопасности 2-х канальный входной 3-х проводный:
входной сигнал - термометр сопротивления платиновый с 3-х проводной схемой соединения;
выходной сигнал 0…5 В;
питание 24В.
|
HiD2072 |
1 |
11 |
Elcon
Instruments (Италия)
|
3.3 Разработка и описание функциональной схемы технологического объекта автоматизации
(Лист № 1 ДП 210200 022 05 ГЧ)
Функциональная схема является основным проектным документом, определяющим структуру и уровень автоматизации технологического процесса, проектируемого объекта и оснащение его приборами и средствами автоматизации [1].
Функциональная схема представляет собой чертеж, на котором при помощи условных изображений показывают технологическое оборудование, органы управления, приборы и средства автоматизации, и другие агрегатные комплексы с указанием связи между приборами и средствами автоматизации.
Проанализировав технологический процесс, устанавливаются параметры контроля, регулирования, сигнализации и блокировки.
К параметрам контроля относятся:
- температура водяного пара на вводе в отделение дегидрирования (0-2000
С);
- температура топливного газа перед печами поз.П-201/1,2 (0-100 0
С);
- расход абгаза перед печами поз.П-201/1,2 (0-10,7 т/ч);
- расход топливного газа перед печами поз.П-201/1,2 (0-5,5 т/ч);
- температура пара по профилю печей поз.П-210/1,2 (0-750 0
С);
- температура пара на выходе из перегревателя поз.Т-203 (0-450 0
С);
- температура этилбензольной шихты перед перегревателем поз.Т-203 (0-2000
С);
- температура пароэтилбензольной шихты после перегревателя поз. Т-203 (0-5500
С);
- температура пара после межступенчатого перегревателя Р-202/2 (0-6500
С);
- давление в нижней части реактора поз.Р-202/1 (0-100 кПа);
- температура контактного газа по профилю реакторов поз.Р-202/1,2 (0-6300
С);
- давление в верхней части реактора поз.Р-202/2 (0-100 кПа);
- состав контактного газа после реактора поз.Р-202/1 (не менее 30% стирола);
- состав контактного газа после реактора поз.Р-202/2 (не менее 50% стирола);
- температура пара после котлов-утилизаторов поз.Пн-205/1,2 (0-2000
С);
- расход пара после котлов-утилизаторов поз.Пн-205/1,2 (0-45 т/ч);
- расход конденсата в котлы-утилизаторы поз.Пн-205/1,2 (0-80 т/ч);
- температура контактного газа после пенного аппарата поз.Пн-209 (0-2000
С);
- давление контактного газа перед пенным аппаратом поз.Пн-209 (0-100 кПа);
- температура контактного газа перед пенным аппаратом поз.Пн-209 (0-2000
С);
- температура этилбензольной шихты после испарителя поз.Т-204 (0-2000
С);
- температура этилбензольной шихты после теплообменника поз.Т-229 (0-1000
С);
- расход пара 1600 кПа в испаритель поз.Т-204 (0-10 т/ч);
- давление этилбензольной шихты на вводе в К-303 (0-600 кПа);
- температура пара 600 кПа в испаритель поз.Т-204 (0-3000
С).
К параметрам регулирования относятся:
- давление водяного пара в П-201/1,2 (0-600 кПа);
- расход водяного пара в печи поз.П-201/1,2 (0-95 т/ч);
- давление топливного газа на вводе в К-303 (0-600 кПа);
- давление топливного газа перед горелками печей поз.П-201/1,2 с двойной коррекцией по температуре на выходе из печей поз.П-201/1,2 и в реакторах поз.Р-202/1,2 (0-400 кПа);
- давление абгаза перед печами поз.П-201/1,2 (0-400 кПа);
- расход напорного конденсата в утилизаторы печи поз.П-201/2 (0-2,5 т/ч);
- уровень в котлах-утилизаторах Пн-205/1,2 (0-400 мм);
- расход углеводородного конденсата, подаваемого на орошение в пенный аппарат поз. Пн-209 (0-120 т/ч);
- уровень в емкости поз.Е-223 (0-1600 мм);
- расход этилбензольной шихты в теплообменник поз.Т-229 (0-40 т/ч);
- расход пара 600 кПа в испаритель поз.Т-204 (0-6,3 т/ч);
- давление пара 1600 кПа в испаритель поз.Т-204 (0-2500 кПа).
Для предупреждения возникновения аварийных ситуаций технологический процесс оснащен системой предупредительной и аварийной сигнализации, системой блокировки и сигнализации, системой противоаварийной защиты.
К параметрам сигнализации относятся:
- давление перед слоем катализатора в Р-202/1;
- давление перед слоем катализатора в Р-202/2;
- давление контактного газа после из Р-202/2;
- давление топливного газа на вводе в К-303;
- давление водяного пара на вводе в К-303;
- уровень в котлах-утилизаторах Пн-205/1,2;
- давление контактного газа перед пенным аппаратом поз.Пн-209.
Для качественного регулирования параметров процесса в схеме регулирования используем ПИ- и ПИД- законы регулирования.
ПАЗ предусматривает автоматический останов установки в случае:
- при снижении давления пара на вводе в К-303 ниже 300 кПа закрываются отсечные клапана (поз. 35-20, 35-32) и в результате прекращается подача топливного газа в печь поз.П-201/1,2 и этилбензольной шихты в теплообменник поз.Т-229;
- при снижении давления топливного газа на вводе в К-303 ниже 80 кПа закрываются отсечные клапана (поз.35-20, 35-32) и в результате прекращается подача топливного газа в печь поз.П-201/1,2 и этилбензольной шихты в теплообменник поз.Т-229;
- при повышении давления контактного газа после реактора поз.Р-202/2 выше 60 кПазакрывается отсечной клапан на линии подачи этилбензольной шихты (поз.35-20), в результате чего прекращается ее подача в теплообменник поз.Т-229; закрываются отсечные клапана на линии подачи пара (поз.35-23,35-29), а отсечной клапан (поз.35-26) открывается на 30%, в результате подача пара в печь поз. П-201/1,2 сокращается на 70%.
Схема технологической сигнализации должна обеспечивать одновременную подачу светового и звукового сигналов; съем звукового сигнала, нажатием кнопочного выключателя; повторность срабатывания исполнительного устройства звуковой сигнализации (при вторичном отклонении параметра после его отключения нажатием кнопочного выключателя); проверку исполнительных устройств сигнализаторов (световых и звуковых) от одного кнопочного выключателя. Для сигнализации и блокировки предлагается использовать систему противоаварийной защиты «QUADLOG» полностью интегрированную в сетевую структуру «APACS+».
4. Разработка и описание сборочных чертежей
4.1 Описание схемы внешних электрических и трубных проводок
(Лист № 3 ДП 2102 00 022 05 ГЧ)
Схема внешних электрических и трубных проводок представляет собой документацию, на которой показывается с помощью графических и условных изображений все линии связи между приборами и средствами автоматизации. Для разработки данного чертежа необходимы функциональная схема автоматизации (Лист №1 ДП 2102 00 022 05 ГЧ), структурная схема (Лист №2 ДП 2102 00 022 05 ГЧ) и спецификация на приборы и оборудование [1].
В верхней части чертежа размещают сгруппированные по параметрам или системам регулирования монтажные символы приемных и отборных устройств, регулирующих органов. Над ними проводят поясняющие надписи.
В нижней части чертежа в виде прямоугольников размещают щиты и пульты управления.
В качестве электропроводок в равной степени могут быть использованы электрические провода и кабели с медными и алюминиевыми жилами. Для надежной и безаварийной работы системы автоматизации и АСУ ТП необходимо использовать провода и кабели, непосредственно на установке, с медными жилами. Это связано с тем, что алюминиевые провода в местах соединения имеют большее переходное сопротивление вследствие образования оксидной пленки, что соответственно вызывает возрастание погрешностей измерения.
Для монтажа электропроводок используются контрольные кабели с медными жилами, изоляцией и оболочкой из поливинилхлоридного пластиката типа КВВГ 4×1,5; контрольные кабели с медными жилами, изоляцией и оболочкой из поливинилхлоридного пластиката, экранированный типа КВВГЭ 19×1,5; силовые кабели с медными жилами, изоляцией и оболочкой из поливинилхлоридного пластиката типа ВВГ 2×1,5.
Для защиты от внешних воздействий, кабели прокладывают в металлических коробах, защитных трубах. Для исключения влияния электромагнитных, частотных наводок на кабели их экранируют, экран заземляется.
При подсоединении датчиков к соединительным коробкам предлагается использовать кабель КВВГ 4×1,5 (4 – число жил, 1,5 – сечение в мм2
) в защитной трубе Р-М-20×2,8. От соединительной коробки до короба предлагается использовать кабель КВВГЭ 19×1,5 (число жил зависимости от количества подсоединенных датчиков, плюс необходимый резерв) в защитной трубе Р-М-25×3,2. При присоединении термоэлектрических преобразователей используется компенсационный кабель ПКВ 2×1,5. Дальнейший ход кабельных трасс осуществляется в защитном коробе.
Количество резервных жил медных кабелей выбирается: при числе рабочих жил 3 – одна резервная жила.
Для импульсных трубок рекомендуется выбрать трубу стальную 14×2,0 марки 10Х18Н10Т, соответствующую ГОСТ 9941-81, а для подачи воздуха КИПиА – трубу медную 8×1.
В качестве соединительных коробок предлагаются У615, соответствующие ТУ360232-75.
Сигналы с измерительных преобразователей поступают на искробе-зопасные барьеры, а затем на соответствующие входы распределенной системы управления «APACS» .
Для прокладки кабельной трассы предлагается короб стальной 200×200, поставляемый секциями по 2 метра и соответствующий ТУ 3622.21.001-86.
Все приборы и металлические конструкции соединяются стальной полосой 20´4 мм с общецеховым заземлителем. Контрольные кабели подлежат зануле-нию, для этого используется резервная жила.
Для монтажа КТС АСУ используют отдельные помещения (машинные залы), их располагают в здании центрального пункта управления.
Составные модули КТС монтируют в стандартных шкафах, устанавливают их в определенной технологической последовательности в соответствии с указаниями в проектной документации.
После установки шкафов производиться укладка кабельных трасс с после-дующим подключением их к различным модулям.
Таблица 3 – Заказная спецификация на монтажные материалы и трубные проводки
№
|
Наименование |
Марка |
Ед.изм |
Кол-во |
Прим. |
| 1 |
Кабель силовой |
ВВГ 2×1,5 16442-80 |
км |
0,06 |
| 2 |
Кабель контрольный |
КВВГЭ 19×1,5 ГОСТ 1508-78 |
км |
1,373 |
| 3 |
Кабель контрольный |
КВВГ 4×1,5 ГОСТ 1508-78 |
км |
0,172 |
| 4 |
Кабель компенсационный |
ПКВ 2×1,5 ГОСТ 24335-80 |
км |
1,864 |
| 5 |
Труба медная |
М8×1 ГОСТ 617-72 |
км |
0,205 |
| 6 |
Труба стальная бесшовная |
14×2 ГОСТ 9941-81 |
км |
0,053 |
| 7 |
Короб стальной |
200×200 ТУ 36.22.21.001.-86 |
шт |
1 |
| 8 |
Коробка соединительная |
У-615 ТУ 36.0232-75 |
шт |
10 |
| 9 |
Вентиль |
15нж54 ГОСТ 4627-81 |
шт |
41 |
| 10 |
Полоса стальная |
20×4 ГОСТ 9941-81 |
км |
0,064 |
4.2 Описание плана трасс
(Лист № 4 ДП 2102 00 022 05 ГЧ)
Чертежи трасс являются проектным материалом, на основании которого производятся монтажные работы в части установки щитов, соединительных коробок, приборов и других средств автоматизации, а также прокладки электрических и трубных проводок. Эти чертежи предназначены для указания координат установки оборудования, автоматики, направления потоков электрических и трубных проводок и для рекомендаций по способам их крепления [1].
На плане трасс показывают:
-контуры зданий объекта, цеха или промышленной площадки, с указаниемканалов, траншей, эстакад, планировочных отметок, а также обозначение осей и рядов строительных колонн;
-поэтажное расположение технологического оборудования и проводок;
-места установки первичных приборов и отборов;
-символы приборов, регуляторов и других средств автоматизации, установленных вне щитов;
-условное изображение щитов, пультов, шкафов, соединительных коробок, протяжных коробок и т. д.;
-условное изображение электрических и трубных проводок всех назначений и конструкций, на которых они прокладываются;
-условное изображение проходов проводок через стены и перекрытия зданий и сооружений;
-общие пояснения, примечания и технические условия;
-перечень монтажных материалов, изделий, конструкций;
-относящиеся чертежи.
На чертеже плана трасс (Лист № 4 ДП 2102 00 022 05 ГЧ)представлены план операторного помещения и фрагмент плана трасс реакторного блока.
План операторного помещения выполнен в масштабе 1:100, на нем с помощью условно графических изображений показано расположение шкафов РСУ, ПАЗ за щитом, а также рабочие места операторов-технологов. План трасс изображен в масштабе 1:40. На схеме изображены: реактора поз. Р-202/1,2 и используемые первичные измерительные преобразователи. Все приборы и трассы расположены на различных уровнях. Кабели приборов протянуты в соединительные коробки, а от них в короб, который проложен в операторное помещение. Вся нумерация приборов, кабелей и соединительных коробок соответствует нумерации на схеме внешних и трубных проводок (Лист №3 ДП 2102 00 022 05 ГЧ).
При составлении плана трасс использовались функциональная схема (Лист № 1 ДП 2102 00 022 05 ГЧ) и схема внешних и трубных проводок (Лист № 3 ДП 2102 00 022 05 ГЧ).
4.3 Описание схемы подключения барьеров искробезопасности
(Лист № 5 ДП 2102 00 022 05 ГЧ)
На плакате представлен общий вид системы управления и блокировки APACS+/QUADLOG в масштабе 1:100, а также расположение барьеров искробезопасности HiD 2030SK, HiD 2062, HiD 2072, HiD 2038, HiD 2872, HiD 2842 на терминальных панелях, каждая из которых рассчитана на 8, или 16 слотов.
Данная схема разрабатывается на основе функциональной схемы автоматизации (Лист № 1 ДП 2102 00 022 05 ГЧ) и схемы внешних электрических и трубных проводок (Лист № 3 ДП 2102 00 022 05 ГЧ).
Терминальные панели барьеров расположены в напольных шкафах системы управления и блокировки APACS+/QUADLOG (Лист №5 ДП 2102 00 022 05 ГЧ поз.5,6,7,8).
В напольных шкафах системы управления и блокировки кроме терминальных панелей барьеров расположены блоки питания; каркас системный MODULRAC на 10 слотов, на котором размещены управляющие модули ACM, стандартные аналоговые модули SAM, модули ввода напряжения VIM; каркас системный MODULRAC на 6 слотов с дискретными модулями критических операций; интерфейс магистрали APACS/Ethernet - RNI; кабельные лотки (Лист №5 ДП 2102 00 022 05 ГЧ поз.1,2,3,4,9 соответственно).
К барьерам искробезопасности подходят контрольные многожильные кабели марки КВВГЭ 19×1,5 от соединительных коробок, обозначение и нумерация которых соответствует соединительным коробкам со схемы внешних электрических и трубных проводок (Лист №3 ДП 2102 00 022 05 ГЧ), а также компенсационные кабели марки ПКВ 2×1,5.
4.4 Описание диаграммы контуров управления
(Лист №6 ДП 2102 00 022 05 ГЧ)
Для разработки данной схемы необходимы функциональная схема автоматизации (Лист № 1 ДП 2102 00 022 05 ГЧ), схема внешних электрических и трубных проводок (Лист № 3 ДП 2102 00 022 05 ГЧ) и структурная схема (Лист №2 2102 00 022 05 ГЧ).
На схеме в виде графических изображений показаны контуры регулирования давления с коррекцией по температурам (поз.9), уровня (поз.38), расхода (поз.3), расхода с коррекцией по температуре (поз.16), давления (поз.6).
На чертеже наглядно представлена связь полевого оборудования (датчики и исполнительные механизмы, и соединительные коробки), с указанием кабельной продукции типа КВВГ 4×1,5, КВВГЭ 19×1,5, ПКВ 2×1,5 и помещения управления, в виде указания барьеров искробезопасности, модулей ввода-вывода и модулей управления.
5. Расчет цифровой АСР
5.1 Построение математической модели
(Лист №7 ДП 2102 00 022 05 ГЧ)
Функциональная схема АСР.
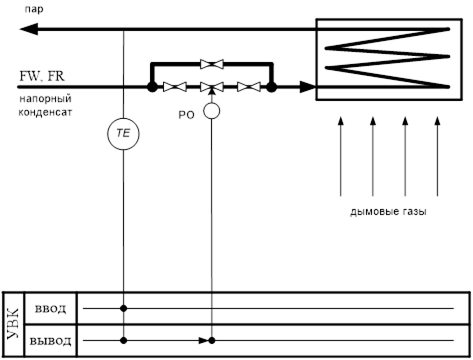
Рис.5.1. Цифровая АСР температуры напорного конденсата
FW, FR – каналы внесения в объект возмущающих воздействий.
Объектом регулирования является экономайзер печи поз.П-201/2, в котором поддерживается заданное значение температуы.
Динамические характеристики объекта. По каналу регулирования: задана переходная характеристика, снятая при ступенчатом перемещении регулирующего органа на 10 % хода. Кривая переходного процесса представлена на рисунке 5.2.

Рис. 5.2. Кривая разгона
Канал возмущения: передаточная функция объекта по каналу возмущения:
 ; (1) ; (1)
где ТВ1
,ТВ2
,ТВ3,
КВ
– соответствующие постоянные времени, коэффициент передачи по каналу возмущения.
Требования к качеству работы АСР:
1) динамическая ошибка регулирования
Dqмах,з
< 6,0 o
C;
2) время регулирования Тр,з
£ 35 мин.;
3) степень затухания переходного процесса yз
=0,91;
4) остаточное отклонение регулируемого параметра Dqст,з
=0 °С.
Требуется:
1. Построить математическую модель объекта по его переходной характеристике;
2. Найти оптимальные значения настроечных параметров цифровых регуляторов при степени колебательности m=0,366и следующих значениях времени такта квантования: Тkw
=0,3 мин, 0,5 мин, 0,75 мин;
3. Построить переходные процессы при нанесении следующих воздействий:
- по каналу управления (U) - изменением задания регулятору на 10
С;
- по каналу возмущения (FW) - изменением расхода конденсата до клапана на 1 м3
/с;
- по каналу регулирующего органа (FR) - изменением расхода конденсата, которое эквивалентно перемещению регулирующего органа на 10%;
4. Оценить качество работы АСР при различных значениях времени такта квантования и различных настройках регулятора;
5. Выбрать регулятор и значения его настроечных параметров, которые обеспечивают заданное качество процесса регулирования при минимальных затратах на управление (при возможно большем времени такта квантования и более простом регуляторе).
Построение математической модели объекта по экспериментальной переходной характеристике. Задача построения математической модели объекта по его переходной характеристике включает в себя следующие этапы [18]:
1. Выбор вида аппроксимирующей передаточной функции, дающего приемлемую модель объекта для проектирования АСР с типовыми регуляторами
2. Определение параметров модели, обеспечивающих совпадение аппроксимируемой и аппроксимирующей переходных характеристик согласно выбранному критерию приближения
3. Оценка точности аппроксимации.
Выбор вида аппроксимирующей передаточной функции
. Разработано большое количество методов аппроксимации экспериментальных данных, отличающихся друг от друга структурой модели, критериями приближения, особенностями выполнения расчетов.
Рассмотрим метод, согласно которому аппроксимирующая передаточная функция ищется в виде:
 ; (2 ) ; (2 )
где T1
, Т2
, k, τ— соответственно постоянные времени, коэффициент передачи и запаздывание объекта;
п -
показатель, определяющий порядок знаменателя передаточной функции (2);
Критерием приближения (адекватности) является требование совпадения аппроксимируемой h(t) и аппроксимирующей ha
(t) характеристик в точках t = 0, t = ¥и в точке перегиба, определяемой из условия h''(t)=0. Кроме того, в точке перегиба эти характеристики должны иметь одинаковый наклон.
Таким образом, критерий приближения имеет следующий вид:
 ( 3 ) ( 3 )
Для определения производной h’(t) переходной характеристики h(t) в точке, где эта характеристика имеет максимальный наклон, проводится касательная и определяется длина отрезка Т0
заключённого между точкой этой касательной с горизонтальной осью (абсцисс) и линией нового установившегося значения характеристики, то есть с линией hуст
. Приняв значение:  , критерий приближённости можно переписать следующим образом: , критерий приближённости можно переписать следующим образом:
 ( 4 ) ( 4 )
Это условие позволяет найти численные значения постоянных времени Тi,  величину tn
.а
и запаздывание t = tn
- tn
.а
аппроксимирующей передаточной функции (2). величину tn
.а
и запаздывание t = tn
- tn
.а
аппроксимирующей передаточной функции (2).
Определение параметров модели. Расчёты параметров удобно проводить с помощью номограммы, приведенной на рис. 5.3.

Рис.
5.3. Номограмма для определения параметров модели
Порядок расчета следующий:
1. По переходной характеристике объекта (рис.4) определяются исходные данные для аппроксимации:
значение в точке перегиба h(tп
) = 0,33;
установившееся значение переходной характеристики hуст
= 1;
время точки перегиба tп
= 3,3;
время регулирования T0
= 4.
2. Находим величину b = и по таблицам (номограмме) определяем порядок n аппроксимирующей передаточной функции (1). и по таблицам (номограмме) определяем порядок n аппроксимирующей передаточной функции (1).
Имеем b = =  = 0,33. = 0,33.
При b = 0,33 принимаем n = 3.
3. Исходя из найденных значений b и n по таблицам (номограмме) определяем отношения  , ,  , ,  и, следовательно, величины T1
, T2
и t п.а
. и, следовательно, величины T1
, T2
и t п.а
.
Имеем: = 0,378; = 0,45; = 1,658.
Тогда:
T1
= 0,378 ×T0
= 0,378×4 = 1,512 мин;
T2
= 0,45 ×T1
= 0,45×1,512 = 0,68 мин;
tп.а
= 1,658 ×T1
= 1,658×1,512 = 2,51 мин.
Поскольку tп
> t п.а
, находим время запаздывания  : :
t = 3,3 – 2,51 = 0,79 мин.
Найдем численное значение коэффициента передачи К, входящего в выражение для аппроксимирующей передаточной функции (1).
Имеем 
где -Δ отклонение температуры в переходном режиме при t®¥;
 - принятая в расчете величина возмущения по каналу регулирующего органа, равная 10 % его хода. - принятая в расчете величина возмущения по каналу регулирующего органа, равная 10 % его хода.
С учетом найденных значений К, t, Т1
, Т2
, n аппроксимирующая передаточная функция запишется в виде:
 (5 ) (5 )
При оценке точности аппроксимации в передаточной функции (4) согласно (1) и (5) необходимо положить:
К = 0,8; t = 0,79; Т = 1,512; α1
= 0,45; α2
= 0; n1
= 1; n2
= 3; n3
= 0.
На основании полученных данных строим график для аппроксимируемой и аппроксимирующей кривых рис. 5.4.
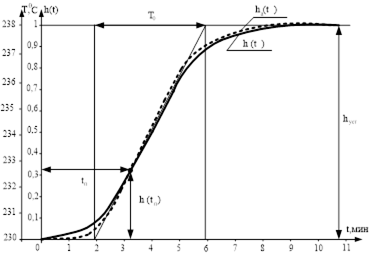
Рис.5.4. Аппроксимируемая и аппроксимирующая кривые
Расчёт на ЭВМ переходной функции модели (5) и сравнение её с заданной показывают, что модель (5) адекватна реальному процессу. Максимальное отклонение друг от друга ординат аппроксимируемой и аппроксимирующей переходных характеристик не превышает 3,5 % (при допустимых 5%).
5.2 Расчет оптимальных настроечных параметров цифровых регуляторов
Модель и расчетная схема цифровой АСР.
При исследовании систем с цифровыми регуляторами обычно вместо известной структурной схемы ЦАСР с АЦП, ЦАП и ЦВУ рассматривают модель ЦАСР и далее ее расчетную схему.
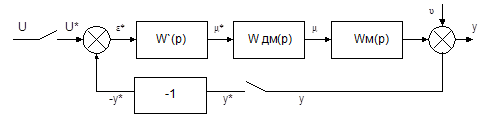
Рис. 5.5. Модель цифровой системы
В АЦП осуществляется преобразование непрерывного сигнала U(t), y(t) в дискретную последовательность чисел U(1t) и y(1t), где 1t – дискретное время, t – такт квантования, 1- номер такта квантования. При исследовании систем с цифровым регулятором перейдем от функциональной схемы к модели цифровой системы.
В модели АЦП заменяют дельта импульсными модуляторами, а ЦАП входит как демодулятор. Демодулятор и объект образуют приведенную непрерывную часть системы с передаточной функцией:
Wпнч=Wgm*Wm
Дельта-импульсные модуляторы осуществляют преобразование непрерывных сигналов U(t)и y(t)в синхронные импульсные последовательности U*(t)и у*(t)в соответствии с формулами

где U*(t) и y*(t) — модели сигналов;
Т-
период квантования сигнала по времени.
Демодулятор обычно представляет собой фиксатор нулевого порядка с передаточной функцией:
 (7) (7)
Структурная схема может быть преобразована в расчетной схеме системы.

Рис.
5.6. Расчётная схема цифровой АСР
Расчётная схема состоит из дискретного регулятора W* и дискретного объекта с передаточной функцией W*пнч(р), а все сигналы представляются синхронной последовательностью моделированных в импульсов. Передаточная функция разомкнутой цифровой АСР запишется в виде:
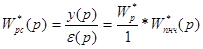 (8) (8)
Передаточная функция дискретной системы связана с передаточной функцией её непрерывной части следующим соотношением:
 (9) (9)
где: wкв=2p/Т — частота квантования в дискретной АСР,
Т — время такта квантования.
С учётом этого передаточная функция разомкнутой дискретной системы запишется в виде:
 (10) (10)
Алгоритмы вычисленных устройств цифровых регуляторов. Вычислительные устройства цифровых регуляторов реализуют следующие унифицированные законы регулирования:
пропорциональный (П‑закон): m
(
lT
)=
k
1
e
(
lT
)
;(11)
интегральный (И‑закон): (12) (12)
пропорционально‑интегральный (ПИ‑закон):
 (13) (13)
пропорционально‑интегральный с воздействием по производной (ПИД‑закон):
 (14) (14)
Параметры настройки регуляторов: коэффициенты k1, k2, k3 и время такта (период) квантования T. Ниже приводятся соотношения, связывающие соответствующие параметры настройки дискретных и непрерывных регуляторов:
k1
=kр
, (15)
k2
/Т=kр
/Ти
, (16)
k3
Т=kр
Тg
; (17)
где: Kр — коэффициент передачи непрерывного ПИД‑регулятора,
Тр
— время изодрома,
Тg
— время предварения.
Передаточные функции вычислительных устройств цифровых регуляторов, определенные в смысле дискретного преобразования Лапласа, имеют вид:
Таблица 4 - Алгоритм цифровых регуляторов
| Регулятор |
Передаточная функция W*p(р) |
| П |
К1 |
| И |
К2/[1-exp(-pT)] |
| ПИ |
К1+К2/[1-exp(-pT)] |
| ПИД |
К1+К2/[1-exp(-pT)]+К3[1-exp(-pT)] |
Запас устойчивости систем с цифровыми регуляторами. Оценка запаса устойчивости может проводиться с помощью корневого и частотного показателей колебательности. Примем к рассмотрению способ оценки запаса устойчивости по распределению корней характеристического уравнения замкнутой системы, который позволяет легко и просто выполнить вычисления на ЭВМ, границы заданного запаса устойчивости в пространстве параметров настройки регулятора по соотношениям, получающиеся из условия:
 (18) (18)
где m — заданный корневой показатель затухания свободных колебаний.
При этом частота меняется в пределах от w =0 до w =p/Т, а из бесконечно большого числа решений уравнения выбирается только одно, соответствующее минимальному w. Подставив в выражения с учетом, получим: (19)

Введем обозначение:
 (20) (20)
Тогда соотношение можно привести к виду:
 (21) (21)
Комплексные функции переменной w в соотношении распишем в виде суммы действительной и мнимой частей
e-jwT=coswT-jsinwT, (22)
W*m(m,jw)=½W*m(m,jw)½*[cosF* (m,w)+jsinF*(m,w)]; (23)
где: ½W*m(m,jw)½, F* (m,w) — модуль и фаза расширенной комплексной частотной характеристики эквивалентного дискретного объекта.
Записав полученное равенство в виде системы двух уравнений (одно — для действительной, другое — для мнимой части равенства) и решив эту систему относительно параметров К1
и К2
, будем иметь:
 (24)
(24)
Пространство параметров настройки цифрового ПИД‑регулятора четырехмерно. Задаваясь конкретными значениями параметров Т и К3
, можно в плоскости параметров К1
, К2
построить параметрическую кривую. Область, ограниченная этой кривой и прямыми К1
=0 и К2
=0, является областью заданного запаса устойчивости для выбранных значений Т и К3
.
Последовательность расчета оптимальных настроек цифровых регуляторов. Расчет оптимальных настроек цифровых регуляторов на ЭВМ осуществляется методом расширенных частотных характеристик и состоит из двух этапов:
1. Расчет и построение в плоскости параметров настроек регулятора линии равной степени колебательности (m=const)
2. Определение в области заданного запаса устойчивости точки, обеспечивающей наилучшее качество регулирования. Линия равной степени колебательности m=constстроится в плоскости параметров К1
и К2
,определяемых по формулам.
Процесс расчета оптимальных настроечных параметров, поэтапно:
1) Задается значение периода квантования с учетом рекомендаций T=0,01Т95
÷0,1Т0
;
где Т95
- время достижения регулируемой координатой величины равной 95% ее установившегося значения при действии на объект ступенчатого возмущения;
T0
-
доминирующая постоянная времени объекта.
2) Задается значение параметра К3
=0 и строится линия m = m3
в плоскости параметров К1
и К2
.При расчете следует выбирать значение степени колебательности mиз диапазона 0,221<m<0,366, что обеспечит степень затухания наиболее колебательной составляющей переходного процесса в пределах 0,75 < ψ <
0,91.
3) В качестве оптимальных настроек ПИ и ПИД-регулятора принимаются такие, при которых система обладает запасом устойчивости не ниже заданного (m = m3
) и коэффициент при интегральной составляющей в зоне регулирования имеет максимальную величину(К2
= max). Для нахождения оптимальных настроек К1
(0), К2
(0), при заданных Т и К3
достаточно определить точку максимума линии m=m3
.
4) По определённым оптимальным настройкам К1
(0), К2
(0), при условии К3
=0, задаёмся значением параметра К3
из диапазона:  строим в плоскости параметров К1
, К2
новую линию m=m3
и определяем новые значения оптимальных настроечных параметров. Такой порядок нахождения значения коэффициента К3
связан с тем, что качество регулирования улучшается при увеличении К3
лишь до некоторого его критического значения. Дальнейшее увеличение К3
приводит к ухудшению качества регулирования. строим в плоскости параметров К1
, К2
новую линию m=m3
и определяем новые значения оптимальных настроечных параметров. Такой порядок нахождения значения коэффициента К3
связан с тем, что качество регулирования улучшается при увеличении К3
лишь до некоторого его критического значения. Дальнейшее увеличение К3
приводит к ухудшению качества регулирования.
5) Задаём ряд других значений периода квантования Tkwиз диапазона T=0,01Т95
÷0,1Т0
и определяем для них оптимальные настройки.
Расчёт настроечных параметров ПИД‑регулятора производён при помощи ЭВМ.

Рис.5.7. Область заданного запаса устойчивости при К3
=соnst=0 и различных значениях времени квантования
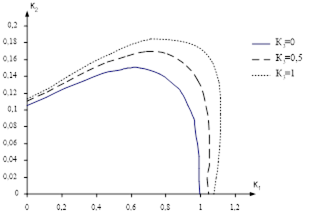
Рис.5.8. Область заданного запаса устойчивости при TKW
=const=0,4 и различных значениях настроечного параметра К3
5.3 Расчёт переходных процессов в цифровых АСР
Для синтеза АСР с заданными показателями качества работы необходимо построить переходные процессы параметров настройки и принять в качестве оптимальных, то есть, при которых выполняются условия в исходных данных для расчёта.
Структурная схема моделирования системы с цифровым ПИД‑регулятором приведена на рисунке (см. рис.5.9).

Рис.
5.9. Структурная схема моделируемой ЦАСР
Объект по каналу регулирования имеет передаточную функцию, по каналу возмущения передаточная функция имеет вид (смотри исходные данные).
 (25) (25)
ПИД‑регулятор в соответствии с его передаточной функцией представлен в виде трёх параллельно соединенных операторов. Для решения системы дифференциальных уравнений используется метод Рунге‑Кутта второго порядка [18]. Графики переходных процессов, наглядно иллюстрируют влияние на качество регулирования величины такта квантования и дифференцирующей составляющей K3
в ПИД‑законе регулирования регулятора.
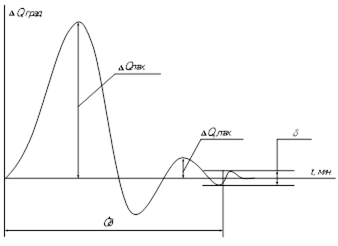
Рис.5.10. Общий вид переходной характеристики

Рис. 5.11. Переходный процесс при времени квантования Ткw=const=0,4 и меняющемся К3
и изменении задания регулятору (U=1)

Рис. 5.12. Переходный процесс при времени квантования Ткw =const=0,4 и меняющемся К3
и изменении внешнего воздействия (FW=1)
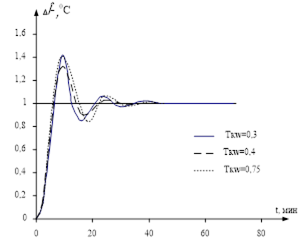
Рис. 5.13. Переходный процесс при К3
=const = 0 и меняющемся времени квантования и изменении задания регулятору (U= 1)
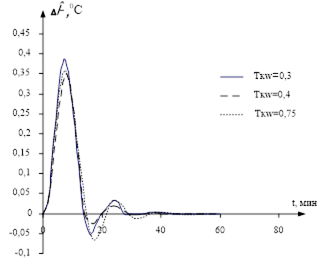
Рис. 5.14. Переходный процесс при К3
= const=0 и меняющемся времени квантования и изменении внешнего воздействия (FW=1)
Таблица 5- Сводные данные по расчету
| Период квантования, Tкw |
Настройки
регулятора
|
Воздействия
|
| U=l |
FW=1 |
FR=10 |
| K1 |
K2 |
K3 |
DQ
max
|
ψ |
Tp |
DQ
max
|
ψ |
Tp |
DQ
max
|
ψ |
Tp |
0,3
|
0,599 |
0,116 |
0 |
1,39 |
0,839 |
27,42 |
0,348 |
0,908 |
39,96 |
5,636 |
0,863 |
35,97 |
| 0,775 |
0,137 |
1 |
1,44 |
0,85 |
26,6 |
0,3132 |
0,897 |
37,96 |
5,31 |
0,84 |
33,98 |
| 0,835 |
0,148 |
1,5 |
1,47 |
0,828 |
25,91 |
0,301 |
0,885 |
36,97 |
5,17 |
0,8296 |
33,77 |
0,4
|
0,578 |
0,152 |
0 |
1,3 |
0,89 |
27,53 |
0,355 |
0,91 |
38,1 |
5,7365 |
0,8987 |
31,99 |
| 0,691 |
0,17 |
0,5 |
1,32 |
0,908 |
26,97 |
0,326 |
0,903 |
37,96 |
5,49 |
0,9001 |
29,77 |
| 0,776 |
0,189 |
1 |
1,35 |
0,918 |
25,9 |
0,3162 |
0,899 |
33,57 |
5,289 |
0,909 |
28,17 |
| 0,75 |
0,523 |
0,27 |
0 |
1,39 |
0,841 |
40,162 |
0,3567 |
0,909 |
42,96 |
5,823 |
0,866 |
36,97 |
| 0,579 |
0,297 |
0,23 |
1,42 |
0,845 |
45,956 |
0,341 |
0,9049 |
41,96 |
5,686 |
0,851 |
36,76 |
| 0,667 |
0,326 |
0,45 |
1,44 |
0,848 |
46,156 |
0,323 |
0,894 |
39,96 |
5,514 |
0,837 |
36,21 |
Из анализа результатов, приведённых в таблице (Таблица 5), можно сделать следующие выводы:
1) Увеличение времени такта квантования до величины Тkw
=0,4не ухудшает качественных показателей процесса регулирования. Динамическая ошибка ΔΘmax
и время регулирования Тр
увеличиваются незначительно. Увеличение Тkw
эквивалентно увеличению транспортного запаздывания в системе, отрицательно влияющего на устойчивость и качество работы АСР.
Поэтому дальнейшее увеличение времени Тkw
приводит к ухудшению показателей качества регулирования.
2) Введение дифференцирующей составляющей в закон регулирования регулятора (настройка К3
) наиболее эффективно при небольших значениях Тkw
. Увеличение времени Тkw
снижает влияние параметра К3
на динамическую точность и быстродействие работы АСР.
3) Согласно данным (Таблица 5 – Сводные данные по расчету), требуемые в задании показатели качества работы ЦАСР могут быть обеспечены при настройках ПИД-регулятора.
За оптимальные принимаем те, которые обеспечивают заданное качество регулирования при времени такта квантования Тkw
=0,4.
Следовательно, в качестве оптимальных выбираем следующие значения настроечных параметров: К1
=0,776; К2
=0,189; К3
=1; Тkw
=0,4.
При этом динамическая ошибка регулирования ΔΘmax
:
1. по каналу управления 1,350
С;
2. по каналу возмущения 0,3169 0
С;
3. по каналу регулирующего органа 5,289 0
С.
Время регулирования Тр
:
1. по каналу возмущения 25,9 мин;
2. по каналу возмущения 33,57
3. по каналу регулирующего органа 28,173 мин.
Степень затухания переходных процессов:
1. по каналу управления y=0,918;
2. по каналу регулирующего органа y=0,909;
3. по каналу возмущения 0,899.
Рассчитываемая АСР удовлетворяет требуемым показателем качества работы: динамическая ошибка и время регулирования не превышают заданных (допустимых) значений. Статическая ошибка регулирования при исследовании ПИД-регулятора равна нулю.
6. Безопасность жизнедеятельности
6.1 Характеристика проектируемого объекта
В данном дипломном проекте рассматривается процесс дегидрирования этилбензола.
Проектируемый технологический объект потенциально опасен. Применяемые в цехе продукты (стирол, этилбензол, толуол, бензол) вредны для здоровья, и способны образовывать с кислородом воздуха взрывопожароопасные смеси. Технологический процесс протекает при температуре не более 750 0
С, и давлении не более 1600 кПа. Завышение давления или температуры ведет к созданию угрозы разрыва аппаратов с последующей опасностью возгорания и взрыва. Потенциальные опасности производства также связаны с возможностью термических ожогов, механического травмирования, опасностью поражения электрическим током при использовании электроэнергии до 380 В, работой на высоте - обслуживающие площадки около печного и реакторного отделений, с наличием оборудования, которое является источником наличия шума и вибрации.
Видеодисплейные терминалы (ВДТ) и персональные электронно-вычислительные машины (ПЭВМ) на основе электронно-лучевых трубок являются источниками широкого диапазона частот. ВДТ порождает рентгеновское, ультрафиолетовое, видимое, инфракрасное, средних частот, низко и высокочастотное излучения, комплексное воздействие которых сказывается на жизненно важных системах (нервная, иммунная, эндокринная и репродуктивная), изменение функций которых предполагает неблагоприятные последствия для всего организма. Шум и вибрация, создаваемые используемым оборудованием, могут превышать предельно допустимые уровни и оказывать неблагоприятное воздействие на персонал.
Физико-химические свойства продуктов производства обуславливается токсичностью, взрывопожароопасностью, отравляющим характером воздействия их на организм человека. Все применяемые и получаемые продукты относятся к вредным веществам.
Стирол, этилбензол, толуол, бензол являются бесцветными легковоспламеняющимися жидкостями с характерными ароматическими запахами, невязкие (стирол способен к термополомеризации), пары продуктов способны образовывать с кислородом воздуха взрывопожароопасные смеси. Абгаз - бесцветный горючий газ, обладающий незначительной растворимостью в воде. Топливный газ является бесцветным горючим газом без запаха, не растворимым в воде, горит бледным синеватым пламенем [7]. Количественные показатели веществ сводятся в таблицу физико-химических свойств.
Таблица 6 – Физико-химические свойства веществ
| Наименование вещества |
Плотность,
кг/м3
|
Плотность по воздуху |
Температура кипения, 0С |
Растворимость в воде |
| Стирол |
902,6 |
_ |
146 |
не растворим |
| Этилбензол |
862 |
3,66 |
132,6 |
труднорастворим |
| Толуол |
866,92 |
3,2 |
110,626 |
0,06% при 16 0С |
| Бензол |
879 |
2,77 |
80,1 |
0,18% при 25 0С |
| Топливный газ |
0,7166 |
0,5543 |
-161,58 |
не растворим |
| Абгаз |
0,0899 |
0,0695 |
-252,8 |
растворимость незначительная |
Пожароопасные свойства веществ, применяемых в цехе, согласно регламенту сводим в таблицу (Таблица 7).
Таблица 7– Пожароопасные свойства веществ
Наименование
вещества
|
Теплота сгорания ккал/кг |
Концентрационный предел
воспламенения,
% объёмных
|
Температура, 0С |
| нижний |
верхний |
Вспышки |
Самовоспламенения |
Воспламенения |
| Стирол |
- |
1,1 |
5,2 |
30 |
530 |
26-59 |
| Этилбензол |
- |
0,9 |
3,9 |
20 |
420 |
15 |
| Толуол |
9800 |
1,3 |
6,7 |
4 |
490 |
552 |
| Бензол |
9200 |
1,4 |
7,1 |
-11 |
534 |
-10,7 |
| Топливный газ |
11910 |
0,9 |
9,4 |
- |
537 |
- |
| Абгаз |
28700 |
4 |
75 |
- |
510 |
- |
Определяем категорию помещения, зданий и наружных установок по взрывоопасной и пожарной опасности согласно НПБ 105-03, исходя из горючих свойств веществ и материалов, учитывая избыточное давление взрыва вещества: наружная установка относиться к категории Ан
, так как в объекте присутствуют легковоспламеняющиеся жидкости с температурой вспышки не более 28 0
С в таком количестве, что могут образовывать взрывоопасные парогазовоздушные смеси, при воспламенении которых развивается избыточное давление взрыва, превышающее 5 кПа; печное отделение относиться к категории Гн
, что подразумевает присутствие (хранение, переработка, транспортирование) негорючих веществ и/или материалов в горячем, раскалённом и/или расплавленном состоянии, процесс обработки которых сопровождается выделением лучистого тепла, искр или пламени, а также газов, жидкостей или твердых веществ, которые сжигаются или утилизируются в качестве топлива.
По взрывопожарной и пожарной опасности помещение операторной относиться к категории Д, то есть является помещением, где используются негорючие вещества и материалы в холодном состоянии.
Согласно ПУЭ, наружная установка относится к классу взрывоопасной зоны В-Iг, а помещение операторной относиться к классу пожароопасной зоны П-IIа. Категория и группа взрывоопасных смесей по ГОСТ 12.1.011-78 для наружной установки и печного отделения – IIа-Т1
; категория и группа взрывоопасных смесей по ПУЭ для наружной установки и печного отделения – ПС-Т2
[7]. В соответствии с ПБ-09.540-03 печное отделение (блок №1 – П-201/1,2) и отделение дегидрирования этилбензола (блок №2 – Р-202/1,2) относятся к III категории взрывоопасности блоков по потенциальной энергии, так как относительная величина энергетического потенциала находится в пределе 10÷27, а масса обращающихся веществ - до 2000 кг.
По санитарно-гигиеническим характеристикам производства, применяемые на узле углеводороды, обладают наркотическими, токсичными и раздражающими действиями. Возможные пути их попадания, во время процесса, в организм человека: дыхательные пути, через кожу и желудочно-кишечный тракт. По токсичности и воздействию на организм человека, продукты имеют следующий характер:
Стирол – весьма токсичен. При попадании на кожу вызывает сухость кожи. При остром отравлении немедленное раздражение слизистых оболочек глаз, носа, горла, металлический привкус, апатия, сонливость. При хроническом отравлении раздражение слизистых оболочек глаз, носа, горла, усталость, желудочно-кишечные расстройства, расстройства центральной нервной системы, увеличение печени, действие на кровь, кроветворные органы.
Этилбензол – весьма токсичен. При попадании в глаза вызывает боль, жжение, сильное слезотечение. При попадании в организм влияет на нервную систему, понижает обоняние, вызывает головную боль, утомляемость, раздражительность. Хорошо всасывается через кожу человека, вызывает раздражение кожи.
Бензол – весьма токсичен. Высокие концентрации сказываются на центральной нервной системе (наркотическое, судорожное), при многократном воздействии вызывает изменение крови и кроветворных органов. Жидкий бензол сильно раздражает кожу. Вызывает возбуждение.
Толуол – весьма токсичен. В высоких концентрациях действует наркотически. На нервную систему действует сильнее, чем бензол. Действие его на кроветворные органы слабее, чем бензол. Симптомы: головная боль, тошнота, рвота, потеря сознания, отсутствие аппетита.
Класс опасности и ПДК веществ приведены в таблице (Таблица 8).
Таблица 8 – Токсичные свойства веществ
Наименование
вещества
|
Класс опасности |
Предельная допустимая концентрация |
| Стирол |
3 |
30/10 |
| Этилбензол |
4 |
50 |
| Толуол |
3 |
50 |
| Бензол |
2 |
15 |
| Топливный газ |
4 |
30 |
| Абгаз |
4 |
50 |
В производственных помещениях, в которых работа на ВДТ и ПЭВМ является вспомогательной, уровни шума на рабочих местах не превышают значений, установленных для данных видов работ «Санитарными нормами допустимых уровней шума на рабочих местах».
Допустимые уровни шума на рабочих местах приведены в таблице (Таблица 9).
Таблица 9 – Допустимые уровни шума на рабочих местах (СН 1.2.2.4.1.8.562-96)
Рабочие
места
|
Уровни звукового давления (дБ)
в октавных полосах средней частоты
|
Допустимый уровень
звука, дБА
|
Постоянные
рабочие
места
|
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
50 |
| В производственных помещениях |
83 |
74 |
68 |
63 |
57 |
55 |
54 |
54 |
85 |
При выполнении основной работы на ВДТ и ПЭВМ уровень шума на рабочем месте не превышает 50 дБА. В помещениях операторов ЭВМ (без дисплеев) уровень шума не превышает 65 дБА. В помещениях для размещения шумных агрегатов вычислительных машин (АЦПУ, принтеры и т.д.) уровень шума не превышает 75 дБА.
Шумящее оборудование (АЦПУ, принтеры и т.д.), уровни шума которого превышают нормированные, находятся вне помещения с ВДТ и ПЭВМ.
Для снижения уровня шума в производственном помещении применяются звукопоглощение с максимальными коэффициентами звукопоглощения в области частот 63 – 8000 Гц, звукоизоляция, рациональное размещение оборудования, применение средств индивидуальной защиты (эффективность которых зависит от используемых материалов, конструкции, силы прижатия и правильности ношения), а также должен быть произведён своевременный ремонт оборудования.
В производственных помещениях при выполнении работ с ВДТ и ПЭВМ уровень вибрации не превышает допустимых значений согласно «Санитарным нормам вибрации рабочих мест» (категория 3, тип «в»).
Таблица 10 – Допустимые корректированные и эквивалентные значения вибрации согласно ГОСТ 12.1.012-90
| Вид вибрации |
Допустимый уровень виброскорости, дБ, в октавных полосах со среднегеометрическими частотами, Гц |
| 1 |
2 |
4 |
8 |
16 |
31,5 |
63 |
125 |
250 |
500 |
1000 |
| Производственные помещения, где нет машин, генерирующих вибрацию |
- |
100 |
91 |
85 |
84 |
84 |
84 |
- |
- |
- |
- |
| Локальная вибрация |
- |
- |
- |
115 |
109 |
109 |
109 |
109 |
109 |
109 |
109 |
Для снижения опасного воздействия вибрации на организм человека необходима правильная организация режима труда и отдыха, постоянное медицинское наблюдение за состоянием здоровья, лечебно- профилактические мероприятия (гидропроцедуры, массаж рук и ног, витаминизация и т.д.).
Для снижения уровня вибрации необходимо установление и устранение причины механического колебания. В качестве меры защиты от вибрации применяются виброизоляция (уменьшение степени передачи вибрации от источника к защищаемым объектам). В производственных помещениях, в которых работают на ВДТ и ПЭВМ, температура, относительная влажность и скорость движения воздуха на рабочих местах соответствуют санитарным нормам СН № 2.2.4.548-96 или ГОСТ 12.1.005-88.
В соответствии с ГОСТ 12.1.005-88, проектируемый объект относится к средней тяжести –IIб, так как возможные работы связаны с переносом тяжестей до 10 кг и энергозатратами 232÷293 ДЖ/с.
Таблица 11 – Допустимые нормы микроклимата операторного помещения
Период
года
|
Температура,0С |
Влажность воздуха, % |
Подвижность воздуха, м/с |
| оптимальная |
допустимая |
оптимальная |
допустимая |
оптимальная |
допустимая |
| Теплый |
20÷22 |
18÷27 |
40÷60 |
не более 70 |
не более 0,2 |
не более 0,3 |
| Холодный |
17÷19 |
15÷20 |
40÷60 |
не более 70 |
не более 0,2 |
не более 0,3 |
Таблица 12 – Уровни ионизации воздуха помещений при работе с ВДТ и ПЭВМ
| Уровни |
Число ионов в см3 воздуха |
| n+ |
n- |
| Минимально необходимые |
400 |
600 |
| Оптимальные |
1500-3000 |
3000-5000 |
| Максимально допустимые |
50000 |
50000 |
Согласно СН 245-71 производство стирола, по санитарным характеристикам, относиться к I классу производственных процессов, соответственно ширина санитарно-защитной зоны составляет 1000 м; бытовые, административные помещения относятся к группе III. В соответствии со СНиП 11-92-86 группу производственных процессов по санитарной характеристике для наружной установки объекта устанавливаем III тип «б», а для печного отделения – I тип «в».
6.2 Обоснование выбора системы автоматизации
Установка дегидрирования этилбензола в стирол является взрывоопасной. Действующая на данной технологической установке система противоаварийной защиты должна соответствует требованиям НПБ 105-03, где сказано, что: «Для технологических объектов с блоками I категории взрывоопасности предусматриваются, как правило, электронные средства контроля, автоматики и защиты, в том числе микропроцессорные системы противоаварийной защиты.
Использование микропроцессорной техники APACS+/QUADLOG позволяет повысить быстродействие системы управления технологическим процессом дегидрирования этилбензола, повысить его надежность.
Так как, согласно ПУЭ, наружная установка относится к классу взрывоопасных зон В-1г, то устройства управления и контроля по степени пожаро - и взрывоопасности применяются класса В – электрические устройства во взрывозащищенном исполнении (сигнализаторы уровня, газоанализаторы и др.) [7].
При вводе электропроводок из взрывоопасных помещений в операторное помещение на защитных трубах установлены разделительные лифты, залитые кампаудной массой для герметизации.
Помещения КИП и операторное помещение размещены в отдельно стоящих корпусах, изолированных от производственных установок. Эти здания обеспечены естественным и искусственным освещением со светильниками с индивидуальными выключателями, системой комбинированного освещения, системой вентиляции (приточной, вытяжной, комбинированной, аварийной). Аварийное освещение обеспечено самостоятельным источником питания и сблокировано с рабочим освещением. Все приборы и щиты заземлены и имеют самостоятельный контур заземления с сопротивлением не более 4 Ом.
6.3 Обеспечение безопасности технологического процесса
Технологический процесс дегидрирования этилбензола протекает в двух реакторах. Все технологическое оборудование вынесено на открытую площадку. Обвязывающие аппараты установлены на различных высотах, что может быть причиной падений и получения различных повреждений при их обслуживании. Все высотные площадки, лестничные марши и опасные зоны аппаратов имеют ограждения.
Для обеспечения взрывобезопасности аппараты, коммуникации при пуске в работу или останове продуваются азотом до содержания кислорода 0,5 % объёмных. Для предотвращения образования в системе взрывоопасных смесей, оборудование выбрано с учетом технологических параметров и характеристик сырья, коэффициента запаса прочности по пределу текучести равному 1,65. Все оборудование выполнено из огнестойких высокоуглеродистых сталей марок 12Х18Н10Т, со степенью огнестойкости - II.
Коррозионная защита оборудования обеспечена выбором материалов этого оборудования, произведена дефектоскопия сварочных швов. Штуцера, фланцы, сливные патрубки изготовлены из высокоуглеродистых сталей. Все оборудование располагается с учетом удобства проведения ремонтных работ.
Все трубопроводы и аппараты изолированы стекловатой и металлическими листами. Те трубопроводы, которые не требуется изолировать, окрашены.
Все процессы происходят в закрытых аппаратах, герметичность соединений достигается сваркой, развальцовкой. Для герметичности разъемных соединений (фланцевые и резьбовые) применяют уплотнители с прокладками, изготовленными из паронита и фторопласта. Для уплотнения движущихся деталей применяются сальниковые и торцевые уплотнения.
Движущиеся и вращающиеся части машин и механизмов ограждены и окрашены предупредительной краской.
Управление технологическими параметрами вынесено в отдельно стоящее здание, в котором размещено централизованное управление, осуществляемое по принципу дистанционного управления на программном уровне (на базе микропроцессорной техники и ЭВМ).
Измерение и регулирование технологических параметров производится с помощью электрических преобразователей.
Для снижения уровня шума в операторном помещении стены и подвесной потолок покрывают звукопоглощающими плитами.
Для обеспечения безопасной работы объекта автоматизации большие требования предъявляются к функционированию АСУ ТП.
АСУ ТП обеспечивает:
- точное измерение численных значений технологических параметров объекта;
- быстрое и безошибочное обнаружение выхода значений параметров за установленные границы;
- своевременное оповещение оперативного персонала обо всех нарушениях технологического режима через систему звуковой и световой сигнализации, а также выдачу соответствующих сообщений на дисплей;
- в аварийных и предаварийных ситуациях предусмотрено блокирование технологических потоков с помощью отсекающей арматуры.
Для защиты оборудования от разрушения, при достижении давления выше расчетного, на нем установлены предохранительные клапана в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением».
Предусмотрена производственная предупредительная и противоаварийная сигнализация, и блокировка при отклонении параметров технологического процесса с целью предупреждения и предотвращения аварийная ситуаций [8].
В закрытых помещениях предусмотрена сигнализация взрывоопасных концентраций газов, блокированная с аварийной вентиляцией при превышении концентрации углеводородов сверх установленной величины.
Все технические средства АСУТП имеют искробезопасную цепь входов и выходов, датчики, установленные непосредственно на установке выполнены во взрывозащищенном исполнении.
Все процессы проходят в закрытых аппаратах, конструкция которых обеспечивает максимальную герметичность. Материал, идущий на изготовление основного технологического оборудования, подобран с учетом механической прочности и коррозионной стойкости. Для предотвращения термического воздействия применяются термоизоляция.
Насосы имеют торцевое уплотнение и защиту по электрической части, температуре, уровню и давлению в линии нагнетания, что позволяет своевременно обнаружить утечку продуктов или возможные неполадки.
Более качественное управление процессом и применение более надежной системы сигнализации и блокировок, сокращает вероятность возникновения аварийных ситуаций.
Технологическое оборудование располагается на открытых площадках, что обуславливает лёгкость проведения монтажных работ.
Для снижения шума и вибрации каждый аппарат установлен на отдельном фундаменте, а трубопроводы крепятся с помощью подвесных и ползучих опор на эстакаде.
Перегреватели, теплообменники, испарители, трубопроводы пара и конденсата имеют теплоизоляцию.
Для предотвращения возникновений аварийных ситуаций используются аварийные отсекающие клапаны.
Для безопасной работы применяют следующие средства защиты:
- фильтрующие противогазы марки «А», «БКФ» для защиты органов дыхания;
- шланговые противогазы «ПШ – 1», «ПШ – 2» для защиты органов дыхания при работе в аппаратах и колодцах;
- каски служат для защиты головы от механических повреждений, попадания вредных и агрессивных веществ;
- очки, щитки, маски – для защиты органов зрения;
- наушники, беруши – для защиты органов слуха;
- спецодежда, рукавицы, спецобувь – для защиты тела от механических повреждений и термических ожогов.
6.4 Производственная санитария
Обеспечение нормальных санитарно-гигиенических требований по ГОСТ 12.1.005-88 на рабочих местах в значительной степени зависит от правильности выбора системы вентиляции.
Выбор типа и количества кондиционеров.
Разность температур на входе и выходе из кондиционера:
t1
= t вх
– t вых
= 30°С – 17°С = 13 °С – в летний период. (26)
Разность температур в помещении и на выходе из кондиционера:
t2
= ( tрасч
– t вых
) = 22 – 17 = 5 °С – в зимний период. (27)
Расчет теплового баланса и производительности кондиционера (в летнее время):
- тепловыделение от электрооборудования:
Q1 = 860 × N = 860 × 15 = 12900 ккал/ч; (28)
где N - мощность электрооборудования, кВт;
- тепловыделение от людей:
Q2 = qч
× n = 120 × 8 = 960 ккал/ч; (29)
где qч
- тепловыделение одного человека, ккал/ч,
n - количество человек в смене;
- тепловыделение от солнечной радиации:
Q3 = F×q×A = 45 × 125 × 1,45 = 8156,25 ккал/ч; (30)
где F - площадь окон, м2
,
q - величина радиации через 1 м2
окон, ккал/(м2
×час),
А - коэффициент, учитывающий характер остекления;
- общее тепловыделение:
Q = Q1 + Q2 + Q3 = 12900 + 960 + 8156,25 = 22016,25 ккал/ч (31)
Производительность кондиционера с учетом сопротивления воздуха:
Z = = =  = 1474,71 м3
/ч; (32) = 1474,71 м3
/ч; (32)
где Ср
- удельная теплоемкость, ккал/(кг×0
С),
р - плотность воздуха при нормальных условиях, кг/м3
,
R – сопротивление воздуха в нормальных условиях, кгс/см2
.
По данным расчета выбираем три кондиционера БК-2000, предназначенных для круглосуточного кондиционирования воздуха в помещении и его вентиляции.
Объем операторного помещения цеха №2514:
V = a · b · h = 15 × 12 × 5 = 900 м 3
(33)
На одного рабочего объем помещения составляет:
V1
= V/n = 900 / 8 = 112,5 м 3
(34)
Кратность воздухообмена:
К = Z / V = 1474,71 / 900 = 1,64 раз/час (35)
Согласно СНиП II-92-91 задачу вентиляции помещения выполняет три кондиционера БК-2000 и дополнительной вентиляции не требуется.
Согласно СНиП 2.04.05–86, система отопления необходима в операторном помещении в холодный период года. Помещение отапливается от паро–конденсатной системы завода горячей водой с температурой 80 0
С.
Помещение с ВДТ и ПЭВМ обеспечено естественным и искусственным освещением; звукоизоляцией ограждающих конструкций, отвечающей гигиеническим требованиям и обеспечивающей нормирующие параметры шума; системами отопления и кондиционирования воздуха.
Для внутренней отделки интерьера помещений с ВДТ и ПЭВМ использованы диффузионно-отражающие материалы с коэффициентом отражения для потолка 0,7 ¸ 0,8; для стен 0,5 ¸ 0,6; для пола 0,3 ¸ 0,5. Площадь на одно рабочее место составляет не менее 6 м2
, а объем не менее 20 м3
.
На производстве в операторной используется совмещённое естественное и искусственное освещение. Согласно СНиП 23.05-95 – средняя точность зрительной работы, наименьший размер объекта различения составляет 0,3 ¸ 0,5 мм. В третьем климатическом поясе коэффициент естественного освещения (КЕО) ен
= 1,2%.
Расчет естественного освещения заключается в определении площади световых проемов для помещения при боковом освещении. Исходные данные для расчета:
- коэффициент нормированной освещенности ен
= 1,2 %;
- площадь пола операторной S = 180 м2
;
- световая характеристика окна h0
= 20;
- коэффициент, учитывающий затемнение окон противостоящими зданиями Кзд
= 1;
- коэффициент запаса, учитывающий снижение освещенности в процессе эксплуатации Кз
=1,5;
- общий коэффициент светопропускания, учитывающий оптические свойства стекла Ксв
= 0,5;
- коэффициент, учитывающий отражение света от стен и потолка Кот
= 1,45.
Площадь световых проемов:
 = =  =89,38 м2
. (36) =89,38 м2
. (36)
Окно имеет следующие размеры: ширина =2,5 м, высота =3 м, S =7,5 м2
.
В здании операторной расположено 6 оконных проемов, общей площадью 45 м2
, что достаточно для освещения операторной в светлое время суток.
Расчет искусственного освещения.
В качестве искусственного освещения применяются люминесцентные лампы, так как они испускают свет, приближенный к естественному, обладают более длительным сроком службы, большой светоотдачей. По заданной характеристике зрительной работы на рабочем месте необходимо обеспечить норму освещенности на поверхности стола в зоне размещения рабочего документа Ен
= 310 лк.
В целях ограничения прямой блесткости от источника освещения яркость светящихся поверхностей, находящихся в поле зрения (окна, светильники), не превышает 200 кд/м2
, яркость бликов на экране ВДТ и ПЭВМ составляет не более 40 кд/м2
, яркость потолка не превышает 200 кд/м2
. Показатель ослепленности для источников общего искусственного освещения в производственном помещении управления составляет не более 20.
Ограничение неравномерности распределения яркости в поле зрения пользователя ВДТ и ПЭВМ, обеспечивается соотношением яркости, которая между рабочими поверхностями не превышает 4:1, а между рабочими поверхностями и поверхностями стен и оборудования - 10:1.
Для искусственного освещения применяются светильники типа ПВЛ с люминесцентными лампами ЛБ–80 согласно ГОСТ 17677–82Е, со световым потоком F = 4320 лк.
Для снижения коэффициента пульсации газоразрядных ламп (не более 5%) светильники общего освещения включаются на разные фазы трехфазной сети.
Для расчета искусственного освещения применяется в основном метод коэффициента использования светового потока и определяется количество ламп, необходимое для обеспечения нормируемой величины освещенности рабочего места. Затем в зависимости от индекса помещения и типа ламп, выбирается коэффициент использования осветительной установки.
 ; (37) ; (37)
где h = 6 м - высота помещения,
a = 15 м - длина помещения,
b = 12 м - ширина помещения.
Для расчета количества светильников используется формула:
N
=  ; (38) ; (38)
где m = 2 - количество ламп в светильнике, KЗ
- коэффициент запаса,
z - коэффициент распространения светового потока, η- коэффициент использования осветительной установки.
Для искусственного освещения необходимо установить 24 светильников с люминесцентными лампами ЛБ-80 в количестве 48 штук.
6.5 Электробезопасность
По характеру окружающей среды помещение операторной, согласно ПУЭ, относится к классу нормальных, так как это сухое помещение, в котором отсутствует большое количество пыли, температура воздуха в помещении не превышает 30 0
С, а так же нет выделенийс паров и химически активной среды. В соответствии с ПУЭ помещения операторной по степени опасности поражения электрическим током относятся к помещениям с повышенной опасностью, так как возможно одновременное соприкосновение человека с имеющимися соединениями металлоконструкций с одной стороны и с металлическими корпусами электрооборудования с другой стороны. Согласно ГОСТ 12.2.007.0-75 помещение операторной по способу защиты человека от поражений электрическим током соответствует I классу, так как изделия имеют рабочую изоляцию и элемент для заземления.
Наружная установка относится к классу особоопасных, так как подвержена влиянию окружающей среды. На участке применяется защищенная электропроводка и бронированные кабели в изолированной оболочке.
Безопасность обслуживающего персонала от воздействия электрического тока обеспечивается защитным занулением, совместно с заземлением корпусов электрооборудования, а так же использованием оградительных устройств, применением малых напряжений (24 В, 36 В) и автоматических выключателей.
Выбираем электрооборудование согласно ГОСТ 14.254-80.
Согласно ПУЭ и ГОСТ 12.2.010-76 для обеспечения взрывобезопасности во взрывоопасной зоне В-Iг и пожаpобезопасного обслуживания в пожароопасной зоне П-IIа выбираем электрооборудование по уровню, виду взрывозащиты, по степени защиты оболочки с учетом горючих свойств веществ.
Таблица 13 - Маркировка электрооборудования
| Электрооборудование |
Место установки |
Класс зоны |
Маркировка взрывозащиты |
Степень
защиты
|
Технические
средства АСУТП
|
Операторная |
- П-IIа |
-
|
IP 65 |
| Светильники |
Операторная |
П-IIа |
- |
IP 44 |
Электродвигатель
насоса
|
Наружная установка |
В-1г |
2ЕхIIаТ1 |
-
|
| Светильники |
Наружная установка |
В-1г |
2ЕхIIаТ1 |
- |
В химической промышленности искровые разряды статического электричества являются часто причиной воспламенения горючих веществ, пожаров и взрывов. Статическое электричество образуется в результате сложных процессов, связанных с перераспределением электронов при соприкосновении двух разнородных веществ. Электризация веществ зависит от их проводимости, содержания примесей, интенсивности технологических процессов. Условно принято, что при удельном электрическом сопротивлении, участвующих в технологическом процессе веществ менее 105
Ом·м, электризация не представляет опасности вследствие возможных искровых разрядов. Поэтому, согласно ГОСТ 12.1 018-86, все узлы установки относятся к I классу - безыскровая электризация с заземлённым электроприводным оборудованием.
Для предупреждения возможности возникновения опасных искровых разрядов предусмотрены меры, обеспечивающие стекание зарядов статического электричества (согласно ГОСТ 12.4.124-83):
1. Отвод зарядов путем заземления.
2. Отвод зарядов от тела человека путем применения спецобуви.
3. Должно производиться измерение заземлений оборудования в соответствие с ПТЭ и ПТБ.
Установка дегидрирования этилбензола по устройству молниезащиты относится ко II категории. Молниезащита помещения с ВДТ и ПЭВМ осуществляется в соответствии с требованиями РД 34.21.122-87.
Ожидаемое число поражений зданий и сооружений молнией в год - N, не оборудованных молниезащитой определяется по формуле:
 ; (39) ; (39)
где S = 45 м – ширина защищаемого здания,
L = 100 м – длина защищаемого здания,
hx
= 30 м – наибольшая высота объекта,
n = 6 – среднегодовое число ударов молнии в 1 км2
земной поверхности.
N = (45 + 6×30 ) × ( 100 + 6×30 )×6×10-6
= 0,38;
Так как ожидаемое количество поражений не превышает 1 раза, устанавливаем минимальную зону защиты Б.
Находим высоту молниеотвода:
 ; (40) ; (40)
где Rx
= 1,5м - радиус защиты на высоте защищаемого объекта.
Радиус защиты на уровне земли:
 (41) (41)
Выбранный молниеотвод обеспечит защиту от поражений молний.
6.6 Пожарная профилактика и средства тушения пожара
Большинство применяемых в процессе веществ горючие и взрывоопасные жидкости и газы, которые в смеси с воздухом могут стать источником загорания. Источниками загорания могут стать искры, как электрического происхождения, так и механического, любой вид открытого огня, самовоспламенение. Для исключения возникновения источников загорания предусматриваются противопожарные мероприятия, связанные с организацией и проведением огневых работ и исключающие бесконтрольное возникновение огня.
Источником воспламенения являются: раскаленные или нагретые стенки оборудования, искры электрооборудования, статическое электричество, искры удара и трения деталей машин. С целью пожаро-взрывозащиты все процессы происходят в герметически закрытых аппаратах, предусмотрены меры защиты от атмосферного и статического электричества. Электрооборудование имеет взрыво-пожаробезопасное исполнение. Особую опасность представляет самовозгорание. Во всех помещениях установлены приборы сигнализации высоких концентраций, системы, характеризующие наличие взрывоопасных газов [17].
Для ликвидации возможных источников воспламенения предусмотрено размещение огнеопасных аппаратов на открытых площадках. Для пожаро- и взрывозащиты оборудования используются пассивные и активные средства и способы защиты, такие как предохранительные клапаны, разрывные предохранительные мембраны, огнепреградители, блокирование аппаратов с помощью отсечных устройств.
Все электропроводки на установке проходят в защитных трубах и коробах. С целью обнаружения начальной стадии пожара в производственных помещениях устанавливаются системы электрической пожарной сигнализации (ЭПС) с ручным и автоматическим включением. В помещении с ВДТ и ПЭВМ в соответствии со СНиП 2.04.09–84 применяются тепловые и дымовые извещатели типа ПОСТ–1 и ДИ–1, которые включают световую и звуковую сигнализацию и систему пожаротушения и дымоудаления, для оповещения в случае пожара на технологической установке и в здании операторного помещения установлены извещатели типа ПКИЛ-9. Для тушения пожаров в цехе предусмотрены пожарные гидранты, лафетные установки, а так же огнетушители, кошмы, песок.
Производство оснащено первичными и стационарными средствами пожаротушения, которые расположены в доступных местах:
- пожарная вода (пожарные гидранты, лафетные установки). Вода применяется для тушения всех очагов пожара, кроме электрооборудования, находящегося под напряжением, и легковоспламеняющихся жидкостей с удельным весом менее единицы.
- огнетушители: ОУБ-7, ОВП-100 - предназначены для тушения небольших очагов пожара, твердых горючих материалов, различных горючих жидкостей. Для тушения оборудования, которое может находиться под напряжением, используются только углекислотные огнетушители ОУ-6, ОУ-20, ОУ-80. Для ликвидации небольших очагов горения огнеопасных жидкостей и твердых материалов применяются воздушно-пенные огнетушители ОВПО-100 и порошковые огнетушители типа ОП-5.
- асбестовые одеяла, кошма, сухой песок, набор противопожарного инвентаря (лопаты, ломы, ведра и т.п.) - применяются для тушения небольших очагов пожара.
- для тушения очагов пожара в закрытых сосудах, а так же для тушения локальных загораний в помещениях и наружных установках предусмотрены стояки азота и пара.
- в проекте предусмотрены: стальные несущие и оградительные конструкции, плиты съемного пола, выполненные из несгораемых или трудно сгораемого материала, различные помещения разделены друг от друга стенами и перегородками, для нормальной эвакуации людей во время пожара ширина дверей должна быть больше 1,5м, высота не менее 2м, ширина коридоров не менее 1,8м.
6.7 Охрана окружающей среды и защита населения и территории
Для ограничения вредного воздействия технологического процесса на окружающую среды цех имеет систему сбора сточных вод. Все жидкие сбросы: опорожнения аппаратов, насосов собираются в ёмкость поз.Е-223 и через теплообменник поз.Т-229 отстойная вода с температурой не более 60 0
С, откачивается в ХЗК. Схемой предусмотрена возможность возврата очищенного от углеводородов конденсата для повторного использования на технологические нужды.
Для защиты аппаратов и трубопроводов от завышения давления в аппаратах установлены предохранительные клапана ППК, сбросы которых предусмотрены в атмосферу.
Отработанный катализатор К-28, К-28Ц и катализатор «Стайромакс плюс», «Стайромакс-3» вывозятся на полигон захоронения промышленных отходов.
Для охраны окружающей среды нужно сокращать количество вредных аварийных выбросов, что достигается за счет использования системы автоматического регулирования и контроля. Загрязнение воды происходит только сантехническим оборудованием, и сточные воды направляются в сантехническую канализацию. Смазочные материалы сжигаются или деактивируются. При ремонте или дренировании аппаратов возникающие химические отходы и химически загрязнённая вода направляются в химически загрязненную канализацию.
Таким образом, внедрение системы автоматического контроля и регулирования процесса «APACS+» позволило значительно повысить точность измерений и быстродействие регулирующих воздействий, что позволяет уменьшить количество образование некондиционных продуктов. Также улучшенная система блокировок уменьшает количество аварийных остановов и, следовательно, аварийных сбросов, что делает процесс более надёжным.
6.8 Чрезвычайные ситуации и методы защиты
Технологический процесс дегидрирования этилбензола предполагает использование вредных, токсичных и опасных для человеческого организма веществ. Проектируемый объект находится на общей территории с другими производствами, поэтому авария, возникшая на объекте, может нести угрозу близлежащим производствам. Объект расположен на территории ОАО «НКНХ» на расстоянии 12 км от жилых массивов. Между городом и предприятием находится два больших оврага, защищающие город от тяжелых газов в случае проникновения их в атмосферу.
Всё оборудование установки является огнестойким и выполнено из высокоуглеродистых сталей, обладающее II степенью огнестойкости. Согласно НПБ 105-03, исходя из горючих свойств веществ и материалов, учитывая избыточное давление взрыва вещества: наружная установка относиться к категории Ан
, а печное отделение относиться к категории Гн
. Согласно ПУЭ, наружная установка относится к классу взрывоопасной зоны В-Iг, а помещение операторной относиться к классу пожароопасной зоны П-IIа. В соответствии с ПБ-09.540-03 печное отделение (блок №1 – П-201/1,2) и отделение дегидрирования этилбензола (блок №2 – Р-202/1,2) относятся к III категории взрывоопасности блоков по потенциальной энергии [7].
Причинами возникновения очагов пожара и взрыва могут быть: увеличение давления в аппаратах выше установленной нормы; несогласованность действий рабочего персонала; падение напряжения; нарушение дисциплины; нарушение норм технологического режима.
В случае аварии при соответствующих метеоусловиях вся территория ОАО «НКНХ» может оказаться в зоне заражения ядовитых сильнодействующих веществ с поражающей концентрацией во времени от 2 до 5 минут, а со смертельной концентрацией - от 6 до 20 минут. Таким образом, при аварии на ОАО «НКНХ» и территории близлежащих районов может сложиться чрезвычайно сложная химическая обстановка. Главный способ защиты - немедленный вывод всех работающих в безопасное место из зоны заражения, при опоздании укрыться в закрытых помещениях, избегая подвалы и нижние этажи (потери могут составить более 50% рабочих).
При снежных бурях, сильных морозах, ураганах необходимо рабочему и инженерно-техническому персоналу чаще проводить обходы на закрепленных объектах для осмотра оборудования и приборов, и при обнаружении неполадок принять меры к их быстрому устранению.
При угрозе возникновения производственных аварий, катастроф и стихийных бедствий осуществляется оповещение персонала завода и близрасположенных производств с использованием телефонной линии, сирены, раций, а также осуществляется оповещение населения города и близлежащих поселений с помощью радио, телевидения. Также проводят организацию разведки и наблюдение на объекте возможного бедствия; приведение в готовность сил и средств ЧС, предназначенных для ведения спасательных работ и ликвидации аварий и стихийных бедствий; осуществление мероприятий ЧС по предупреждению или снижению возможного воздействия аварий и стихийных бедствий [17].
При возникновении производственных аварий, катастроф и стихийных бедствий проводят оповещение руководящего состава ЧС, невоенизированных формирований, работающих в зоне возникновения бедствия. Осуществляется сбор руководящего состава ЧС в кабинет начальника ЧС, сбор личного состава формирования, предназначенных для ведения спасательных работ, докладывают о сложившейся обстановке начальнику ЧС. Организуется разведка и наблюдения на объекте, дозиметрический и химический контроль, приводятся в готовность силы и средства ЧС, предназначенных для ведения спасательных работ, организуется медицинское обеспечение, проводятся мероприятия по безаварийной остановке производства, приводятся в готовность имеющиеся защитные сооружения, организуется укрытия работающих, производится выдача работающим объекта средств индивидуальной защиты и медицинских препаратов, организуется эвакуация работающих, организуется обеспечение действий сил ЧС, привлекаемых для ведения спасательных работ, организуется взаимодействие с чрезвычайной комиссией, городским штабом ЧС, территориальным формированием.
В АО «Нижнекамскнефтехим», как и во всех объектах народного хозяйства в соответствии с требованиями руководствующих документов разработана система штаба гражданской обороны.
Таким образом, в данном проекте разработана система автоматического управления узлом дегидрирования этилбензола на базе современных технических средств автоматизации.
Для обеспечения высокого качества управления была предложена микроконтроллерная система управления «APACS+» с интегрированной системой противоаварийной защиты «QUADLOG» фирмы MooreProducts.
Разработанная система достаточно проста в использовании и надежна. Она позволяет значительно улучшить и облегчить работу оператора, обеспечить качественное управление процессом, более полно и экономно использовать ресурсы.
В результате совершенствования структуры управления, усложнения контуров регулирования, повышается качество регулирования (точность, быстродействие). Это приводит к повышению эффективности работы данной технологической установки, за счет снижения потребления энергоресурсов.
7. Технико-экономическое обоснование дипломного проекта
Модернизация системы управления на базе полевых датчиков компаний «Endress+Hauser», «Метран», интегрированного промышленного комплекса «APACS+/QUADLOG» фирмы «MooreProducts Сompany» (США) с барьерами искробезопасности компании ElсonInstruments (Италия) позволит сэкономить энергоресурсы на установке дегидрирования этилбензола за счёт повышения качества регулирования параметров процесса и снижения затрат на обслуживание и ремонт ТСА.
ЭВМ выполняет множество функций, повышающих качество регулирования и надёжность АСР. Ответственные измерительные каналы дублируются, в контроллерах имеются резервные блоки: управляющий модуль, контрольный модуль критических операций, аналоговые и дискретные модули ввода/вывода. Переход на резерв осуществляется без последствий для объекта. Проверка достоверности сигналов осуществляется по многим критериям. Всё управление ведётся непосредственно с контроллера. Отказ операторской станции (персонального компьютера) не отразится на процессе, так как управление перейдет на инженерную станцию.
Применение вычислительной техники позволяет применять более сложные законы регулирования, по которым управление будет качественнее.
Замена отсечной блокировочной арматуры позволит сократить время, затрачиваемое ранее на долговременные остановы в результате ложных срабатываний блокировок, ведущих к убыткам и лишним затратам, вследствие, например, снижения активности катализатора, и сэкономить значительные денежные средства.
Предположительно, после внедрения модернизированной АСР за счет сокращения внеплановых простоев, за счет динамичности процесса, более быстрого выхода в режим, точности протекания технологического процесса снизится расход водяного пара на 0,1 %.
7.1 Расчет капитальных вложений на
технические
средства автоматизации
Одним из основных показателей при расчете экономической эффективности внедрения модернизированной АСУТП являются капитальные затраты. Эти затраты включают следующее [19]:
1) стоимость приобретения дополнительных средств автоматизации, необходимые для внедрения АСУТП; расчет стоимости оборудования дан в таблице (Таблица 15);
2) транспортные расходы составляют 5% от стоимости средств автоматизации:
Кт
= 0,05 × 5727891,5 = 286394,57 руб.;
3) затраты на проектирование составляют 5% от стоимости средств автоматизации:
Кпр
=0,05 × 5727891,5 = 286394,57 руб.;
4) затраты на инженерные работы и обучение составляют 7% от стоимости средств автоматизации:
Кир
=0,07 × 5727891,5 = 400952,4 руб.;
5) затраты на демонтаж существующих средств автоматизации составляют 10% от стоимости этих средств автоматизации:
Кд
= 0,1 × Кс
=0,1 × 200000= 20000 руб.;
6) затраты на монтаж нового оборудования составляют 6% от стоимости средств автоматизации:
Км
=0,06 × 5727891,5 = 343673,49 руб.;
Общая сумма капитальных затрат составляет:
К =Кп+Кт+Кпр+Кир+Кд+КМ
;
К= 5727891,5 +286394,57 + 286394,57 +400952,4 + 20000 +343673,49
К= 7 065 306,4 руб.
Так как отделение дегидрирования этилбензола находится в цехе, в котором уже используется выбранная система автоматизации, то эффективнее использовать метод наращивания существующей в цехе системы, а не полностью приобретать новую. Расчет стоимости приобретения дополнительных средств в обоих случаях наглядно отображен ниже в таблицах (Таблица 14 и Таблица 15).
Таблица 14 - Стоимость приобретения дополнительных средств автоматизации
Наименование и тип технических средств автоматизации
|
Един.
изм.
|
Кол. |
Цена за единицу,
руб.
|
Всего,
руб.
|
| Шкаф напольный (2000*600*600) |
шт. |
2 |
68650 |
137300 |
| Каркас системный MODULRAC |
шт. |
2 |
75330 |
150660 |
| Блок бесперебойного питания для APACS+/QUADLOG и полевого оборудования |
шт. |
2 |
36300 |
72600 |
| Блок питания POWERAC |
шт. |
2 |
69750 |
279000 |
| Блок вентиляционный для каркаса 10 слотов |
шт. |
2 |
13950 |
27900 |
| Релейная кроссовая сборка ММТА |
шт. |
2 |
27460 |
54920 |
| Управляющий модуль АСМ |
шт. |
2 |
334800 |
669600 |
| Контрольный модуль критических операций ССМ |
шт. |
2 |
251100 |
502200 |
| Модуль ввода напряжения VIM |
шт. |
4 |
27900 |
111600 |
| Стандартный аналоговый модуль ввода/вывода SAM |
шт. |
2 |
92070 |
184140 |
| Дискретный модуль ввода/вывода CDM |
шт. |
2 |
69750 |
139500 |
| Модуль заглушка APACS+/QUADLOG |
шт. |
8 |
1395 |
11160 |
| Шина ввода/вывода IOBUS 2,5 м |
шт. |
4 |
1395 |
5580 |
| Магистраль модулей MODULBUS 2,5 м |
шт. |
2 |
2790 |
5580 |
| Панель барьеров на 16 слотов |
шт. |
6 |
27900 |
167400 |
| Панель барьеров на 8 слотов |
шт. |
2 |
16740 |
33480 |
| Лист для имен точек А4 (перфорированный на 92 точки) |
шт. |
1 |
279 |
279 |
| ИП барьеров и КИП 24V/10А |
шт. |
2 |
13950 |
27900 |
| Барьер искробезопасности для ввода сигналов от термоэлектрических преобразователей HiD 2062 |
шт. |
20 |
11160 |
223200 |
| Барьер искробезопасности для ввода сигналов от термометров сопротивления HiD 2072 |
шт. |
12 |
11160 |
133920 |
| Барьер искробезопасности для ввода токовых сигналов HiD 2030SK |
шт. |
24 |
11160 |
267840 |
| Барьер искробезопасности для вывода токовых сигналов HiD 2038 |
шт. |
15 |
11160 |
167400 |
| Барьер искробезопасности для ввода дискретных сигналов HiD 2842 |
шт. |
14 |
4185 |
58590 |
| Барьер искробезопасности для вывода дискретных сигналов HiD 2872 |
шт. |
5 |
4185 |
20925 |
| Датчик давления Cerabar S |
шт. |
19 |
27900 |
530100 |
| Датчик расхода Deltabar S |
шт. |
11 |
27900 |
306900 |
| Датчик уровня Сапфир 22 Ду-Eх |
шт. |
3 |
21400 |
64200 |
| Электропневматический позиционер 4763 «Samson» |
шт. |
15 |
19000 |
285000 |
| Клапан КМО 101 |
шт. |
5 |
21000 |
105000 |
| ТСП Метран-206 |
шт. |
12 |
570 |
6845 |
| ТХА Метран-201 |
шт. |
20 |
435 |
8700 |
| Датчик определения количественного состава вещества |
шт. |
1 |
2000000 |
2000000 |
| Программное обеспечение инженерной станции |
шт. |
1 |
175 000 |
175 000 |
| Программное обеспечение операторской станции |
шт. |
2 |
140 000 |
280 000 |
| ПК |
шт. |
3 |
50 000 |
150 000 |
| Принтер |
шт. |
1 |
9000 |
9000 |
Кабель силовой
ВВГ 2х1,5 ГОСТ 16442-80
|
м |
60 |
7 |
420 |
Кабель контрольный
КВВГЭ 19х1,5 ГОСТ 1508-78
|
м |
1373 |
26 |
35698 |
Кабель контрольный
КВВГ 4х1,5 ГОСТ 1508-78
|
м |
172 |
12 |
2064 |
Кабель компенсационный
ПКВ 2х1,5 ГОСТ 24335-80
|
м |
1863,5 |
63 |
117400,5 |
Коробка соединительная
У-615 ТУ 36-12-80
|
шт |
10 |
1000 |
10000 |
| Итого: 7539001,5 |
Таблица 15 - Стоимость приобретения дополнительных средств автоматизации
Наименование и тип технических средств автоматизации
|
Един.
изм.
|
Кол. |
Цена за единицу,
руб.
|
Всего,
руб.
|
| Каркас системный MODULRAC |
шт. |
1 |
75330 |
75330 |
| Блок питания POWERAC |
шт. |
1 |
69750 |
69750 |
| Блок вентиляционный для каркаса 10 слотов |
шт. |
1 |
13950 |
13950 |
| Модуль ввода напряжения VIM |
шт. |
4 |
27900 |
111600 |
| Стандартный аналоговый модуль ввода/вывода SAM |
шт. |
2 |
92070 |
184140 |
| Дискретный модуль ввода/вывода CDM |
шт. |
2 |
69750 |
139500 |
| Модуль заглушка APACS+/QUADLOG |
шт. |
4 |
1395 |
5580 |
| Шина ввода/вывода IOBUS 2,5 м |
шт. |
4 |
1395 |
5580 |
| Магистраль модулей MODULBUS 2,5 м |
шт. |
2 |
2790 |
5580 |
| Панель барьеров на 16 слотов |
шт. |
6 |
27900 |
167400 |
| Панель барьеров на 8 слотов |
шт. |
2 |
16740 |
33480 |
| Лист для имен точек А4 (перфорированный на 92 точки) |
шт. |
1 |
279 |
279 |
| Барьер искробезопасности для ввода сигналов от термоэлектрических преобразователей HiD 2062 |
шт. |
20 |
11160 |
223200 |
| Барьер искробезопасности для ввода сигналов от термометров сопротивления HiD 2072 |
шт. |
12 |
11160 |
133920 |
| Барьер искробезопасности для ввода токовых сигналов HiD 2030SK |
шт. |
24 |
11160 |
267840 |
| Барьер искробезопасности для вывода токовых сигналов HiD 2038 |
шт. |
15 |
11160 |
167400 |
| Барьер искробезопасности для ввода дискретных сигналов HiD 2842 |
шт. |
14 |
4185 |
58590 |
| Барьер искробезопасности для вывода дискретных сигналов HiD 2872 |
шт. |
5 |
4185 |
20925 |
| Датчик давления Cerabar S |
шт. |
19 |
27900 |
530100 |
| Датчик расхода Deltabar S |
шт. |
11 |
27900 |
306900 |
| Датчик уровня Сапфир 22 Ду-Eх |
шт. |
3 |
21400 |
64200 |
| Электропневматический позиционер 4763 «Samson» |
шт. |
15 |
19000 |
285000 |
| Клапан КМО 101 |
шт. |
5 |
21000 |
105000 |
| ТСП Метран-206 |
шт. |
12 |
570 |
6845 |
| ТХА Метран-201 |
шт. |
20 |
435 |
8700 |
| Датчик определения количественного состава вещества |
шт. |
1 |
2000000 |
2000000 |
| Программное обеспечение инженерной станции |
шт. |
1 |
175 000 |
175 000 |
| Программное обеспечение операторской станции |
шт. |
2 |
140 000 |
280 000 |
| ПК |
шт. |
3 |
50 000 |
150 000 |
| Принтер |
шт. |
1 |
9000 |
9000 |
Кабель силовой
ВВГ 2х1,5 ГОСТ 16442-80
|
м |
60 |
7 |
420 |
Кабель контрольный
КВВГЭ 19х1,5 ГОСТ 1508-78
|
м |
1373 |
26 |
35698 |
Кабель контрольный
КВВГ 4х1,5 ГОСТ 1508-78
|
м |
172 |
12 |
2064 |
Кабель компенсационный
ПКВ 2х1,5 ГОСТ 24335-80
|
м |
1863,5 |
63 |
117400,5 |
Коробка соединительная
У-615 ТУ 36-12-80
|
шт |
10 |
1000 |
10000 |
| Итого: 5727891,5 |
При расчете годового экономического эффекта из двух рассмотренных вариантов предпочтительнее выбрать 2-ой вариант.
7.2 Расчет дополнительных эксплуатационных издержек
1) Амортизационные отчисления на приборы составляют 10% от дополнительных капитальных затрат на внедрение системы управления:
А=К × НА
, где НА
-средняя норма амортизации (10%)
А=7065891,5 × 0,1 = 706530,64 руб.;
2) затраты на все виды ремонта, кроме капитального, составляют 2% от стоимости дополнительных капитальных затрат:
Зр
= 0,02 × 7065891,5 = 141306,12 руб.;
3) затраты на содержание и обслуживание приборов и средств автоматизации составляют 3% от стоимости дополнительных капитальных затрат:
Зоб
= 0,03 × 7065891,5 = 211959,19 руб.;
4) прочие затраты составляют 5% от стоимости дополнительных капитальных затрат:
Зпр
= 0,05 × 7065891,5 = 353265,32 руб.;
5) общая сумма дополнительных капитальных издержек:
Зэкс.общ
= А + Зр
+ Зоб
+ Зпр
;
Зэкс.общ
= 706530,64 + 141306,12 + 211959,19 + 353265,32 =1413061,2 руб.
7.3 Расчет экономических показателей от внедрения АСУ ТП
Внедрение в производство предложенной схемы модернизированной АСОИУ процессом дегидрирования этилбензола в соответствии с оптимальным управлением позволяет снизить норму расхода водяного пара на 0,1 %.
1) По базовому проекту необходимо 11350276 Гкал пара в год, за счет внедрения модернизированной АСОИУ потребление пара снизится на 0,1 % и составит 11338926 Гкал в год.
Экономия за счет снижения нормы расхода пара составит:
Э = (Нр.б.
- Нр.пр.
) × Ц = (11350276–11316226) × 344 = 3904400 руб.;
где: Нр.б.
– норма расхода пара в год базовая, Гкал;
Нр.пр.
– норма расхода пара в год по проекту, Гкал;
Ц - цена 1 Гкал пара, руб.
Годовой экономический эффект от внедрения новой системы управления составит:
Эфгод
= Э – Зэкс.общ
= 3 904400 – 1 413061,2 = 2 491338,8 руб.
Срок окупаемости капитальных вложений - это отношение затрат на модернизацию системы управления к годовому экономическому эффекту:
Т = К / Эфгод
= 7 065306,4 / 2 491338,8= 2,84 года.
Экономическая эффективность - отношение годового экономического эффекта к затратам на создание и внедрение новой системы управления составит:
Эф = Эфгод
/ К = 2 491338,8 / 7 065306,4 =0,353.
Результаты технико-экономического обоснования сведены в таблицу (Таблица 16).
Таблица 16 – Технико-экономическое обоснование внедрения АСУТП
| Статьи затрат |
Затраты |
Единицы измерения |
| Капитальные затраты: |
| Стоимость средств автоматизации |
5727891,5 |
руб. |
| Транспортно-заготовительные |
286394,57 |
руб. |
| Проектирование |
286394,57 |
руб. |
| Инженерные работы и обучение |
400952,4 |
руб. |
| Монтаж нового оборудования |
343673,49 |
руб. |
| Демонтаж старых средств автоматизации |
20000 |
руб. |
| Итого: |
7065306,4 |
руб. |
| Эксплутационные затраты: |
| Амортизационные отчисления |
706530,64 |
руб. |
| Затраты на ремонт |
141306,12 |
руб. |
| Содержание и обслуживание приборов и средств автоматизации |
211959,19 |
руб. |
| Прочие затраты |
353265,32 |
руб. |
| Итого: |
1413061,2 |
руб. |
| Экономия: |
| За счет снижения нормы расхода пара |
3904400 |
руб. |
| Итого: |
3904400 |
руб. |
| Годовой экономический эффект |
2491338,8 |
руб. |
| Срок окупаемости капитальных затрат |
2,84 |
год |
| Экономическая эффективность |
0,353 |
– |
Предложенная в настоящем дипломном проекте модернизированная система управления процессом дегидрирования этилбензола позволяет снизить норму расхода водяного пара на 0,1 % и получить годовой экономический эффект в размере 2491338,8 руб. Дополнительные капитальные затраты окупятся в течение 2,84 года. Экономическая эффективность дополнительных капитальных затрат равна 0,353.
Заключение
В данном дипломном проекте была рассмотрена система управления узлом дегидрирования этилбензола.
После анализа особенностей технологического процесса и условий его протекания, анализа существующей схемы автоматизации с точки зрения ее совершенства и эффективности, была сформулирована задача на дипломное проектирование и были определены направления на модернизацию, включающие в себя внедрение в управление объектом микропроцессорной системы APACS+/QUADLOG, путем ее наращивания, а для связи системы с полем был подобран комплекс технических средств автоматизации. Была произведена замена отсечной блокировочной арматуры, в целях сокращения времени, затрачиваемого ранее на долговременные остановы в результате ложных срабатываний блокировок, ведущих к убыткам и лишним затратам. Для непрерывного контроля за содержанием стирола в контактном газе был внедрен промышленный газовый хроматограф GC 1000 MarkII.
Разработанная система позволяет значительно улучшить и облегчить работу оператора, обеспечить качественное управление процессом, увеличить выпуск продукции, экономно использовать энергоресурсы.
В ходе работы были разработаны: функциональная схема автоматизации и установлены параметры контроля, регулирования и блокировки, выбраны схемы регулирования; описана структурная схема системы управления и перечислены функции, выполняемые на каждом уровне системы управления; схема внешних электрических и трубных проводок, с указанием монтажных длин и типов проводов и кабелей; схема измерительных цепей, где была наглядно представлена связь полевого оборудования и помещения управления, в виде указания барьеров искробезопасности, модулей ввода-вывода и модулей управления; схема подключения барьеров искробезопасости, на изображены терминальные панели для крепления барьеров искробезопасности.
Также были рассмотрены разделы:
- по безопасности жизнедеятельности, включающие санитарные характеристики производственных зданий и наружных установок, физико-химические и токсические свойства, применяемых продуктов и потенциальные опасности, связанные с работой;
- по технико-экономическому обоснованию проекта, где рассчитаны затраты на средства автоматизации, годовой экономический эффект и срок окупаемости, вложенных средств.
Список использованной литературы
1. Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов в химической промышленности. Учебник для техникумов. – 2-е изд., перераб. и доп. – М.: Химия., 1985 г., 386 с.
2. Дудников В.Г., Казаков А.В., Софиева Ю.Н., Софиев А.Э., Цирлин А.М. Автоматическое управление в химической промышленности. Учебник для вузов. – М.: Химия., 1987 г., 368 с.
3. Ицкович И.Л., Соболев О.С. Серия аналитических обзоров по автоматизации производства. Выпуск 3. Сетевые комплексы на основе микропроцессорных контроллеров зарубежных фирм, работающих на рынке СНГ.Москва, 1998 г.
4. Казаков А.В., Кулаков М.В., Мелюшев Ю.К. Основы автоматики и автоматизации химических производств. Учебное пособие для вузов. – М.: «Машиностроение», 1970 г., 376 с.
5. Лапшенков Г.И., Полоцкий Л.М. Автоматизация производственных процессов в химической промышленности. Технические средства и лабораторные работы. Изд. 3-е, перераб. и доп. – М.: Химия, 1988 г, 288 с.: ил.
6. Технологический регламент производства стирола цеха 2514 завода стирола и полиэфирных смол. ОАО “НКНХ”.
7. Инструкция 2514-Т-1 по обслуживанию установки дегидрирования этилбензола.
8. Инструкция 2514-ТБ-2 о мерах пожарной безопасности и правилах пользования первичными средствами пожаротушения.
9. Инструкция по установке и обслуживанию. Компания Moore Products Co (США). Комплекс технических средств Apacs/Quadlog для создания распределенных АСУТП. Москва, 1999 г.
10. ЛГ Автоматика. Каталог. Клапаны с пневмоприводом, 2003 г.
11. ОАО «Теплоприбор»: Номенклатурный каталог, часть 2, Рязань, 136 с.
12. Промышленная группа «Метран»: Тематический каталог №2. Датчики температуры.
13. CIS-Controls: Endress+Hauser, измерениедавления. – Microsoft Internet Explorer.
14. ElconInstruments. Инструкция по монтажу, эксплуатации и обслуживанию барьеров искробезопасности.
15. Samson. Электропневматический позиционер типа 4763. Выпуск январь 1999 г.
16. Yokogawaelectric. Технические характеристики. Промышленный газовый хроматограф: модель GC1000 MarkII. Издание 1-е, июль 2001 г.
17. Безопасность жизнедеятельности. Методические указания для дипломного проектирования. Казанский государственный технологический университет. Составитель Нафиков А.Ф. Казань, 2001, 24 с.
18. Цифровые АСР. Пример выполнения расчета в дипломных проектах и методические указания. КГТУ, 1997.
19. Экономическое обоснование дипломного проекта. Методические указания. Кислова В.И.
стирол этилбензол автоматизация чертеж
Список сокращений
АСУТП – автоматизированная система управления технологическим процессом
ТП – технологический процесс
ЭБШ – этилбензольная шихта
ПАЗ – система противоаварийной защиты
РСУ – распределенная система управления
ТЭП – технико-экономические показатели
ТСМ – термопреобразователь сопротивления медный
ТСП – термопреобразователь сопротивления платиновый
ТХА – преобразователь термоэлектрический хромель-алюмелевый
ТПП - преобразователь термоэлектрический платинородий-платиновый
НП – нормирующий преобразователь
ЭПП – электропневматический преобразователь
ЭКМ – электроконтактный манометр
КИП – контрольно-измерительные приборы
ЭВМ – электронные вычислительные машины
АСР – автоматические системы регулирования
КВВГ – контрольный кабель с медной жилой, изоляция и оболочка из поливинилхлоридного пластиката
КВВГЭ - контрольный кабель с медной жилой, изоляция из поливинилхлоридного пластиката, экранированный, оболочка из поливинилхлоридного пластиката
ВВГ – силовой кабель с медной жилой, изоляция из поливинилхлоридного пластиката
ПКВ – провод компенсационный с изоляцией из поливинилхлорида
КТС АСУ - комплекс технических средств автоматизированных систем управления
АЦП – аналого-цифровой преобразователь
ЦАП – цифро-аналоговый преобразователь
ЦВУ – центральное вычислительное устройство
ЦАСР – цифровые автоматические системы регулирования
ПУЭ – правила установки электрооборудования
ПДК – предельно-допустимая концентрация
ЧС – чрезвычайная ситуация
|