Содержание
Введение
1 Технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ВАЗ 2108
1.1 Анализ исходных данных
1.2 Размерный анализ
1.3 Разработка технологической схемы сборки
1.4 ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ И СОСТАВЛЕНИЕ МАРШРУТНОЙ ТЕХНОЛОГИИ СБОРКИ
1.5 Проектирование сборочных операций
1.6 Проектирование приспособления для прессовых операций
2 Технологический процесс изготовления вставки нижней
2.1 Анализ исходных данных
2.2 Выбор и проектирование заготовки
2.3 Выбор технологических баз, маршрут и план изготовления
2.4 Проектирование технологических операций
2.5 Линейная оптимизация режимов резания
2.6 Проектирование приспособления для контроля радиального биения
2.7 Патентные исследования
2.8 Научные исследования
3 Безопасность и экологичность проекта
4 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Заключение
1 технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ваз 2108
1.1 Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к изделию и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
Анализ служебного назначения изделия
Матрица штампа третьего перехода для холодной объемной штамповки предназначена для окончательного формообразования поковки корпуса внутреннего шарнира ВАЗ 2108. В течение трех переходов из заготовки (прутка) при помощи последовательного выдавливания на трех штампах на прессе «Брет 1250 т.с.» образуется поковка.
Анализ технологичности конструкции изделия
Анализ технологичности конструкции матрицы штампа будем производить, руководствуясь [1].
Общими требованиями к конструкции изделия, независимо от типа производства, отрасли машиностроения, являются:
а) возможность узловой сборки, т.е. наличие в конструкции сборочных единиц, допускающих независимую сборку;
б) возможность одновременного и независимого присоединения узлов к базовому элементу изделия;
в) возможность механизации сборочных работ;
г) инструментальная доступность;
д) контролепригодность;
е) высокая степень унификации деталей и сборочных единиц;
ж) применение несложных сборочных приспособлений;
з) использование методов обеспечения точности.
Конструкция изделия удовлетворяет общим требованиям, так как:
- в конструкции имеются в наличии сборочные узлы, допускающие независимую сборку;
- сборочные работы механизированы;
- обеспечивается инструментальная доступность, в том числе при механической обработке;
- изделие пригодно для контроля.
Требования к конструкторской документации. В технических требованиях на сборку должны быть указаны:
а) точность положения или взаимного перемещения исполнительных поверхностей изделия;
б) методы обеспечения точности замыкающих звеньев изделия;
в) методы выполнения соединений, требования к герметичности соединений, жесткости соединений;
г) методы промежуточного и окончательного контроля;
д) моменты затяжки ответственных резьбовых соединений;
е) точность балансировки вращающихся частей изделия.
Исходя из вышеперечисленных требований, делаем вывод, что конструкторская документация на сборку, т.е. чертеж, не отвечает требованиям технологичности, так как:
- не указаны методы обеспечения точности замыкающих звеньев изделия;
- неясно сформулирован метод выполнения соединений;
- не указаны методы промежуточного и окончательного контроля.
Кроме того, при простановке обозначений размеров и чистоты поверхностей не были учтены последние изменения в [2].
Переработанный чертеж представлен на листе 05.М15.277.50.000.СБ дипломного проекта.
Определение типа производства и обоснование формы его организации
Сопоставив количество изготавливаемых изделий (1000 шт. в год) с трудоемкостью сборки изделия (5,2 часа) по [3] можно определить тип производства. В данном случае мы имеем среднесерийный тип производства.
Рассчитаем объем партии запуска изделий, шт:
 (1.1.1) (1.1.1)
где Nг
– годовой объем выпуска изделий;
F – число рабочих дней в году.

Среднесерийное производство характерно применением стационарной и подвижной поточной сборки с расчленением работ и регламентированном их выполнении при большом оперативном времени.
В проекте применяется стационарная неподвижная сборка с расчленением работ.
Постановка задач проекта
Задачей дипломного проекта является повышение качества и срока службы матрицы штампа за счет создания прогрессивного и наиболее экономичного технологического процесса изготовления вставки нижней и сборки матрицы штампа холодной объемной штамповки.
В связи с этим планируется:
- определить метод точности сборки при помощи размерного анализа;
- применить при создании техпроцесса сборки современное высокопроизводительное оборудование, современные приспособления;
- спроектировать сборочное приспособление, обеспечивающее точность сборки изделия;
- применить оптимальный метод получения заготовки в техпроцессе изготовления вставки нижней;
- применить современное высокопроизводительное оборудование, современные приспособления, современные инструментальные материалы;
- спроектировать приспособление для контроля радиального биения внутренних поверхностей вставки нижней;
- провести линейную оптимизацию режимов резания на токарной операции;
- провести патентные исследования повышения стойкости шлифовального круга;
- провести научные исследования для определения увеличения износостойкости вставки нижней за счет гидродробеструйной обработки внутренних поверхностей;
- произвести расчет проекта на безопасность и экологичность;
- добиться наибольшей экономической эффективности проекта.
1.2 Размерный анализ
Задача данного раздела – определение метода точности обеспечения сборки на основе решения конструкторских сборочных размерных цепей.
При обеспечении нормальной работоспособности матрицы в процессе изготовления входящих в него деталей и общей сборки необходимо достичь точности в следующем параметре: не допустить превышения радиального биения внутренней поверхности вставки нижней 5 относительно внешней поверхности бандажа наружного 1.
Составим уравнение размерной цепи, обеспечивающей выполнение параметра (графическое изображение представлено на листе 05.М15.277.01.000): см. лист 05.М15.277.50.000СБ – сборочный чертеж матрицы, где 1- бандаж наружный, 2 – бандаж внутренний, 3 – вставка верхняя, 4 – кольцо, 5 – вставка нижняя.
Таким образом, уравнение размерной цепи, определяющее обеспечение требуемого параметра имеет вид:
АD
=А1
+А2
+А3
+А4
, (1.2.1)
где А1
– отклонение от соосности внутренней и внешней поверхностей бандажа наружного, составляет: А1
= 0,02 мм;
А2
– отклонение от соосности внутренней и внешней поверхностей бандажа внутреннего, составляет: А2
= 0,02 мм;
А3
–радиальное биение вставки верхней, составляет: А3
= 0,04 мм;
А4
– отклонение от соосности внутренней и внешней поверхностей кольца, составляет: А4
= 0,02 мм.
Таблица 1.2.1
Данные к расчету размерной цепи
Звено
Аi
|
Наименование звена |
Номинал, мм
Aном
|
предельные отклонения, мм
es, ei
|
Допуск, мм
TAi
|
координата середины поля допуска, мм
D0
Ai
|
Вероятностный к-т l |
| А1
|
отклонение от соосности |
0 |
±0,01 |
0,02 |
0 |
0,24 |
| А2
|
отклонение от соосности |
0 |
±0,01 |
0,02 |
0 |
0,24 |
| А3
|
радиальное биение |
0 |
±0,02 |
0,04 |
0 |
0,24 |
| А4
|
отклонение от соосности |
0 |
±0,01 |
0,02 |
0 |
0,24 |
Допуск на замыкающее звено берется, исходя из [4] - TАD
= 0,05 мм. Принимаем симметричное распределения поля допуска: D=0 ± 0,025 мм.
Первоначально произведем расчет по вероятностному методу.
Проверим обеспечение точности замыкающего звена при полной взаимозаменяемости:
wАD
расч
£wАD
необх
, (1.2.2)
где wАD
необх
– максимально допустимая погрешность (0,500 мм);
wАD
расч
– погрешность рассчитанная по размерной цепи, мм.
wАD
расч
= STAi
, (1.2.3)
где STAi
– сумма значений звеньев цепи.
wDрасч
= 0,02 + 0,02 + 0,04 + 0,02= 0,10 мм,
0,10 > 0,05 - условие 1.2.2 не выполнено.
Проверим обеспечение точности замыкающего звена при неполной взаимозаменяемости:
 , (1.2.4) , (1.2.4)
где t - нормированный параметр распределения;
l - вероятностный коэффициент.

0,078 > 0,05 - условие 1.2.2 не выполнено.
Так как в размерную цепь входят только отклонения от соосности и радиальные биения возможно, что возникают векторные ошибки.
Тогда возможно несколько вариантов расчетов погрешности размерной цепи:
1) wАD
расч
= wА1
- wА2
+ wА3
+ wА4
= 0,02 - 0,02 + 0,04 + 0,02 =0,06 мм,
0,06 > 0,05 - условие 1.2.2 не выполнено.
2) wАD
расч
= wА1
- wА2
+ wА3
- wА4
= 0,02 - 0,02 + 0,04 - 0,02 = 0,02 мм.
Данный расчет сделан без учета деформаций, возникающих при продольно-прессовой сборке.
Рассчитаем деформации по методике [5].
1) запрессовка бандажа внутреннего в бандаж наружный.
Наружный диаметр охватывающей детали: в = 380 мм;
наружный диаметр охватываемой детали: в = 164,9 мм;
внутренний диаметр охватываемой детали: d0
= 128,3 мм;
материал охватывающей детали – сталь 5ХГНМ;
материал охватываемой детали – сталь 5ХГНМ.
Величина в после сборки:
 , (1.2.5) , (1.2.5)
 , (1.2.6) , (1.2.6)
где p – удельное давление, МПа;
E – модуль упругости материала охватываемой детали, МПа ;
 , (1.2.7) , (1.2.7)
где в - расчетный натяг, мм;
Е1
и Е2
– модули упругости материала охватывающей и охватываемой детали, МПа;
С1
и С2
– величины, учитывающие коэффициент Пуассона и диаметры охватывающей и охватываемой деталей.
 (1.2.8) (1.2.8)

 [6]. [6].
С1
= 3,8; С2
= 1,18 [4].



Величина do
после сборки:
 (1.2.9) (1.2.9)
 (1.2.10) (1.2.10)


2) запрессовка кольца в бандаж внутренний.
Наружный диаметр охватывающей детали: в = 165,56 мм;
наружный диаметр охватываемой детали: в = 127,854 мм;
внутренний диаметр охватываемой детали: d0
= 82,2 мм.
материал охватывающей детали – сталь 5ХГНМ;
материал охватываемой детали – сталь 6ХВ2С.

[6].
С1
= 2,11; С2
= 3,69 [4].





3) запрессовка вставки нижней в кольцо.
Наружный диаметр охватывающей детали: в = 127,854 мм;
наружный диаметр охватываемой детали: в = 81,855 мм;
внутренний диаметр охватываемой детали (средний приведенный):
d0
= 32,437 мм.
материал охватывающей детали – сталь 6ХВ2С;
материал охватываемой детали – сталь Р6М5.

 ; ; [6]. [6].
С1
= 1,08; С2
= 2,12 [4].




Величина деформации внутренней поверхности вставки нижней составляет 0,099 мм. При такой усадке выдержать заданное радиальное биение невозможно. При сборке матрицы не подходят методы полной и неполной взаимозаменяемости. Устранить погрешность размера, вызванную деформацией, можно лишь при снятии материала при сборке изделия. Это характерно для метода пригонки.
Вместе с тем в базовом техпроцессе вместо одной пригоночной операции, выполняемой на шлифовальном станке, включены несколько операций, которые можно выполнить и до сборки матрицы, т.е. при механической обработке деталей, входящих в изделие.
Изменение технологического процесса сборки отражено в последующих пунктах.
1.3 Разработка технологической схемы сборки
Задача раздела - показать, в какой последовательности необходимо присоединять друг к другу и закреплять элементы, из которых собирают изделие. Такими элементами являются детали и сборочные единицы.
Каждый составной элемент изделия изображен на технологической схеме сборки (лист 05.М15.277.03) в виде прямоугольника, разделенного на три части: в верхней части дано наименование элемента; в левой нижней числовой индекс элемента по спецификации; в правой нижней число элементов, входящих в данное соединение.
Технологическая схема сборки снабжена надписями-сносками, поясняющими характер сборочных работ.
Технологические схемы сборки упрощают проектирование технологического процесса сборки, позволяют оценить технологичность конструкции изделия с точки зрения расчленения сборки на общую и узловую, гарантируют от пропуска деталей, входящих в изделие. Перечень наименований выполняемых сборочных работ в последовательности, диктуемой технологической схемой общей и узловой сборки, и данные по нормированию всех необходимых видов работ представлен в табл. 1.3.1.
Таблица 1.3.1
Перечень сборочных работ
| № |
Содержание основных и вспомогательных работ |
Время, tоп
, мин |
| 1. Общая сборка матрицы |
| 1. |
Осмотреть бандаж наружный 1 со всех сторон |
0,10 |
| 2. |
Застропить бандаж наружный 1 канатами, 2 стропа |
0,16 |
| 3. |
Установить и закрепить бандаж наружный в приспособление |
0,13 |
| 4. |
Расстропить бандаж наружный 1 |
0,12 |
| 5. |
Осмотреть бандаж внутренний 2 со всех сторон |
0,07 |
| 6. |
Смазать бандаж внутренний дисульфидом молибдена |
0,10 |
| 7. |
Установить бандаж внутренний в бандаж наружный |
0,13 |
| 8. |
Установить накладку на бандаж внутренний 2 |
0,08 |
| 9. |
Включить гидравлический пресс |
0,07 |
| 10. |
Запрессовать бандаж внутренний в бандаж наружный |
0,22 |
| 11. |
Выключить гидравлический пресс |
0,07 |
| 12. |
Снять накладку |
0,09 |
| 13. |
Осмотреть кольцо 4 со всех сторон |
0,07 |
| 14. |
Осмотреть вставку верхнюю 3 со всех сторон |
0,07 |
| 15. |
Осмотреть вставку нижнюю 5 со всех сторон |
0,07 |
| 16. |
Скомплектовать детали 3,4,5 |
0,07 |
| 17. |
Обработать кольцо 4, вставку верхнюю 3 и вставку нижнюю 5 на оправке в сборе на шлифовальном станке |
2,30 |
| 18. |
Смазать наружные пов-ти детали 3,4,5 дисульфидом молибдена |
0,10 |
| 19. |
Установить и закрепить комплект 3,4,5 в бандаж внутренний 2 |
0,13 |
| 20. |
Установить плиту запрессовочную на комплект 3,4,5 |
0,10 |
| 21. |
Включить гидравлический пресс |
0,07 |
| 22. |
Запрессовать комплект 3,4,5 в бандаж внутренний 2 |
0,27 |
| 23. |
Снять плиту запрессовочную |
0,05 |
| 24. |
Застропить матрицу канатами, 2 стропа |
0,16 |
| 25. |
Снять матрицу в сборе |
0,07 |
| 26. |
Расстропить матрицу |
0,12 |
| Всего Stоп
|
4,99 |
1.4 Выбор технологических баз и составление маршрутной технологии сборки
Задача данного раздела – определить положение базовой детали при сборке и установить последовательность и содержание технологических и вспомогательных операций сборки.
Выбор технологических баз
Выбор технологических баз производится для создания определенного положения базовых деталей на узловых и общей сборках.
Технологические базы должны обеспечивать полную ориентацию базовой детали (лишение шести степеней свободы), достаточную устойчивость и жесткость установки.
Выбирая технологические базы необходимо учитывать дополнительные соображения: удобство установки и снятия собираемого изделия, возможность подвода присоединяемых элементов и сборочных инструментов с разных сторон.
Так как в технологическом процессе применяется механизированная сборка, базовая деталь устанавливается на обработанные поверхности.
Составление маршрутной технологии сборки
Маршрутная технология включает установление последовательности и содержания технологических и вспомогательных операций сборки. Последовательность операций определяется на основе технологической схемы сборки и общего перечня работ, включая вспомогательные.
Таблица 1.4.1
Технологический маршрут сборки матрицы
№
оп-ции
|
Название операции |
Содержание операции |
Оборудование |
| 05 |
Прессовая |
Запрессовать деталь поз.2 в деталь поз.1 |
Гидравлический пресс 1П756 |
| 10 |
Слесарная |
Скомплектовать детали с/ч и комплектовочной ведомости |
Слесарный верстак |
| 15 |
Шлифовальная |
Шлифовать наружный конус деталей поз. 3,4,5 в сборе на оправке |
Универсальный
шлифовальный станок 1000U
|
| 20 |
Прессовая |
Запрессовать деталей поз.3,4,5 в двухслойный бандаж |
Гидравлический пресс 1П756 |
| 25 |
Транспортная |
Снять матрицу в сборе |
| 30 |
Контрольная |
Контроль размеров согласно чертежу матрицы |
Контрольно-измерительная машина SMM-MT |
1.5 Проектирование сборочных операций
Задача раздела – подробная разработка содержания сборочных операций, выбор средств технологического оснащения, определение режимов работы оборудования, определение норм времени на выполнение операций.
Структура технологических операций
Структура операции определяет содержание технологической операции и последовательность ее выполнения. В конечном итоге от структуры зависит время выполнения операции.
Структура операции определяется следующими признаками:
- количеством изделий, одновременно собираемых;
- количеством инструментов, используемых при выполнении операции (одно или многоинструментальная);
- последовательностью работы инструментов при выполнении операции.
Определим структуры операций:
- 05 прессовая и 20 прессовая: одновременно собирается одно изделие, при выполнении операции не используется сборочные инструменты;
В таблице 1.5.1 приведена полная структура технологических операций (по переходам).
Таблица 1.5.1
Структура технологических операций
№
|
Название |
№ перехода |
Вид сборки по переходам |
| 05 |
Прессовая |
1 |
Установить и закрепить бандаж наружный 1 в приспособлении |
| 2 |
Установить бандаж внутренний 2 в бандаж наружный 1 |
| 3 |
Установить накладку на бандаж внутренний |
| 4 |
Запрессовать бандаж внутренний 2 в бандаж наружный 1 |
| 10 |
Слесарная |
1 |
Скомплектовать кольцо 4, вставку верхнюю 3, вставку нижнюю 5 |
| 15 |
Шлифовальная |
1 |
Шлифовать наружные поверхности кольца 4, вставки верхней 3, вставки нижней 5 на оправке |
| 20 |
Прессовая |
1 |
Установить дет. 3,4,5 в бандаж внутренний |
| 2 |
Установить плиту запрессовочную на дет. 3,4,5 |
| 3 |
Запрессовать дет. 3,4,5 в бандаж внутренний 2 |
| 25 |
Транспортная |
1 |
Снять матрицу в сборе |
| 30 |
Контрольная |
1 |
Контроль всех размеров согласно чертежу матрицы. |
Выбор средств технологического оснащения
Средства технологического оснащения назначаем, исходя из:
- используемое СТО должно быть технологично, недорого и надежно в эксплуатации;
- сборочное оборудование должно быть универсальным и переналаживаемым, т.к. производство серийное;
- сборочные приспособления должны обеспечивать быструю установку и снятие сопрягаемых деталей и узлов изделия, выполнение соединения;
- режущие и вспомогательные инструменты (при шлифовальной операции) соответствуют методам обработки, конфигурациям и расположениям поверхностей, марки инструментальных материалов режущих частей соответствуют виду и марке обрабатываемого материала заготовки и видам обработки, геометрические параметры режущей части инструментов соответствуют физико-механическим характеристикам материала заготовки;
- средства контроля обеспечивают надлежащее качество технического контроля при выполнении технологических операций и при производстве приемочного контроля изделия.
Таблица 1.5.2
Средства технологического оснащения
N
оп
|
Название |
СТО |
| Оборудование |
Оснастка |
| 05 |
Прессовая |
Гидравлический пресс 1П756 |
Специальное приспособление для запрессовки |
| 10 |
Слесарная |
Слесарный верстак |
| 15 |
Шлифовальная |
Универсальный
шлифовальный станок 1000U
|
Оправка специальная, круг шлифовальный ПП 200х32х20; 24А 25-Н С2 М1 А ГОСТ 2424-83 |
| 20 |
Прессовая |
Гидравлический пресс 1П756 |
Специальное приспособление для запрессовки |
| 25 |
Транспортная |
Стропы канатные |
| 30 |
Контрольная |
Контрольно-измерительная машина SMM-MT |
Расчет усилий запрессовки на прессовых операциях
Наибольшая сила запрессовки P, кН, необходимая для сборки продольно-прессового соединения с гарантированным натягом, может быть найдена по формуле:
 , (1.5.1) , (1.5.1)
где fзап
– коэффициент трения при запрессовке;
p – удельное давление на поверхности контакта, МПа;
d – диаметр охватываемой детали по поверхности сопряжения, мм;
L – длина запрессовки, мм.
Так как идет последовательная запрессовка сначала бандажа внутреннего в бандаж наружный, потом комплекта: вставка верхняя - кольцо- вставка нижняя, рассчитаем два усилия запрессовки.
 (так как охватывающая и охватываемая детали из стали); (так как охватывающая и охватываемая детали из стали);
 ( рассчитано ранее в пункте 1.2); ( рассчитано ранее в пункте 1.2);
 ; ;


 (так как охватывающая и охватываемая детали из стали); (так как охватывающая и охватываемая детали из стали);
 ( рассчитано ранее в пункте 1.2); ( рассчитано ранее в пункте 1.2);
 ; ;


Нормирование технологического процесса
В серийном производстве, когда сборка изделия идет периодически повторяющимися партиями, за норму времени принимают штучно-калькуляционное время:
 ( 1.5.2) ( 1.5.2)
где Тп.з.
– подготовительно-заключительное время, мин;
n – объем партии запуска изделий; n = 4 шт;
Тшт
– штучное время, мин.
 ( 1.5.4) ( 1.5.4)
где То
– основное технологическое время, мин;
Тв
– вспомогательное время, мин;
Тоб
– время обслуживания, мин;
Тпер
– время перерывов в работе, мин.
При расчете норм времени воспользуемся данными табл. 1.5.1 и [7], для операции 15 шлифовальной воспользуемся приближенной зависимостью штучно-калькуляционного времени от основного технологического по [8].
Операция 05 прессовая.

Штучно-калькуляционное время:

 
 


Операция 10 слесарная.

Штучно-калькуляционное время:

 
 


Операция 15 шлифовальная.
Штучно-калькуляционное время:

Операция 20 прессовая.
Штучно-калькуляционное время:

 
 

Занесем все рассчитанные нормы времени в сводную таблицу технических норм времени для сборки матрицы.
Таблица 1.5.3
Сводная таблица технических норм времени для сборки матрицы
Номер
и наименование операции, установа
|
То
|
Тв
|
ТоП
|
Тоб
|
Тпер
|
Тшт
|
Тп.з.
|
n |
Тш.К.
|
| Операция 05 прессовая |
0,22 |
1,12 |
1,34 |
0,03 |
0,08 |
1,45 |
0,02 |
4 |
1,46 |
| Операция 10 слесарная |
0,07 |
0,21 |
0,28 |
0,01 |
0,02 |
0,31 |
0,005 |
4 |
0,29 |
| Операция 15 шлифовальная4 |
2,30 |
4 |
4,83 |
Операция 20
прессовая
|
0,27 |
0,45 |
0,72 |
0,02 |
0,08 |
0,82 |
0,01 |
4 |
0,83 |
Проектирование сборочных операций отражено в сборочной технологической карте и технологических наладках на операции 05 и 20 прессовые (см. чертежи 05.М15.277.17 и 05.М15.277.18).
1.6 Проектирование приспособления для прессовых операций
Задача раздела – спроектировать приспособление для прессовых операций, учитывая требования, касающиеся сроков выполнения задания и создания для рабочего лучших условий труда в отношении удобства, легкости и безопасности.
Обоснование необходимости проектирования приспособления
При разработке технологического процесса сборки особое внимание должно быть уделено оснащению операций сборочными приспособлениями и инструментом, при этом техническое совершенство их является одним из основных факторов, обусловливающих эффективность процесса сборки машин.
Основными факторами, влияющими на выбор схемы и конструкции приспособления, а также определяющими эффективность его использования в технологическом процессе сборки изделия являются объем выпуска изделия, требуемая точность и последовательность сборки. Также при выборе типа приспособления наряду с экономическими требованиями необходимо учитывать требования, касающиеся сроков выполнения задания и создания для рабочего лучших условий труда в отношении удобства, легкости и безопасности.
Так как технологический маршрут предусматривает сборку в основном на прессовых операциях, целесообразно спроектировать одно приспособление для запрессовки всех деталей изделия. Методика проектирования [4].
Определение базовых поверхностей, которые могут быть использованы для фиксации матрицы в приспособлении
Базовыми поверхностями, которые будут использоваться для фиксации матрицы в приспособлении, будет опорный торец и наружная цилиндрическая поверхность бандажа наружного 1. Фиксироваться он будет в специальном центровочном кольце.
Усилия запрессовки
Усилия, возникающие при запрессовке рассчитаны ранее в пункте 1.5.3. Наибольшая сила запрессовки P, кН, необходимая для сборки бандажа внутреннего в бандаж наружный:
Наибольшая сила запрессовки P, кН, необходимая для сборки комплекта вставка верхняя, кольцо, вставка нижняя в бандаж внутренний: 
Описание конструкции приспособления
Приспособление предназначено для базирования и фиксации базовой детали изделия и для запрессовки в нее остальных деталей на гидравлическом прессе 1П756. Приспособление содержит: плиту верхнюю 1, которая крепится к пресса болтами 6, шайбами 7 и гайками 8; плиту нижнюю 2, которая крепится к пресса болтами 6, шайбами 7 и гайками 8;
кольцо центрирующее 3, устанавливаемое на плиту нижнюю 2; для запрессовки бандажа внутреннего в бандаж наружный: накладка 10 устанавливается непосредственно на опорный торец бандажа внутреннего; для запрессовки комплекта вставка верхняя, кольцо, вставка нижняя:
плита запрессовочная 4 также устанавливается непосредственно на торец вставки нижней, фиксатор 5, крепящийся к плите запрессовочной винтом 8, удерживает плиту за счет того, что находится внутри вставки нижней. Приспособление работает следующим образом: базовая деталь изделия – бандаж наружный фиксируется в кольце центрирующем 3, затем деталь бандаж внутренний устанавливается в бандаж наружный на ней закрепляют накладку 10, после чего при помощи плиты верхней идет запрессовка бандажа внутреннего в бандаж наружный, запрессовка комплекта вставка верхняя – кольцо - вставка нижняя происходит аналогично, вместо накладки используется плита запрессовочная 4 с фиксатором 5.
Чертеж приспособления приведен на листе 05.М15.277.50.000.СБ, накладки – на листе 05.М15.277.50.010 (см. Приложение).
2 технологический процесс изготовления вставки нижней
2.1 Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к детали и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
Анализ служебного назначения детали
Деталь – вставка нижняя располагается в матрице штампа. В связи с тем, что выдавливание материала поковки происходит по внутренним поверхностям вставки, иначе называемыми «фигурой», деталь в процессе эксплуатации испытывает значительные нагрузки и имеет невысокую стойкость.
Систематизация и классификация поверхностей
Цель систематизации поверхностей – выявление поверхностей, имеющих определяющее значение для выполнения детали своих функций. При систематизации поверхностей будем опираться на данные (рис.2.1.1).
Цель классификации поверхностей по служебному назначению – выявление поверхностей являющихся: основными и вспомогательными конструкторским базами, поверхности выполняющие исполнительные функции детали, а также свободные поверхности не входящие во взаимодействие с другим сопряженными поверхностями. Классификацию поверхностей детали по служебному назначению сводим в таблицу 2.1.1.
Схема кодирования детали
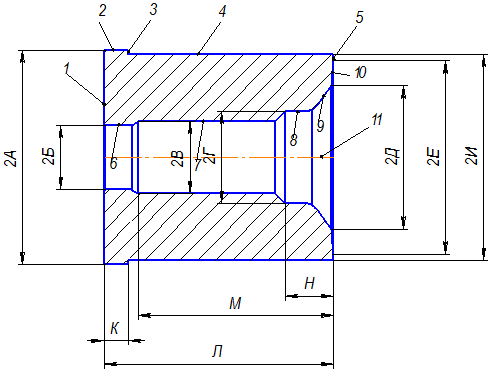
Рис. 2.1.1
Таблица 2.1.1
Классификация поверхностей детали по их функциональному назначению
| № п/п |
Виды поверхностей |
Номера поверхностей |
| 1 |
Исполнительные |
6,7,8,9,10 |
| 2 |
Основные конструкторские базы |
1,4,5 |
| 3 |
Вспомогательные конструкторские базы |
2 |
| 4 |
Свободные |
3 |
Анализ технологичности конструкции детали
Технологичность заготовки
Заготовкой является пруток Ø90×98. Получают заготовку путем отрезки прутка на круглопильном полуавтомате КМ-502.
В качестве материала применяется инструментальная быстрорежущая сталь Р6М5, подвергающаяся последующей закалке до твердости 60…62 HRC. В таблице 2.1.2 представлен химический состав данной стали, а в таблице 2.1.3 ее механические свойства [6].
Таблица 2.1.2
Химический состав стали Р6М5, %
| С |
Si |
Mn |
Cr |
W |
V |
Mo |
Ni |
S |
P |
| не более |
не более |
| 0,84-0,92 |
0,50 |
0,50 |
3,80-4,30 |
5,70-6,70 |
1,70-2,10 |
4,80-5,30 |
0,40 |
0,030 |
0,030 |
Таблица 2.1.3
Механические свойства стали Р6М5 в состоянии поставки (после отжига) при температуре 20°С
| s0,05
|
s0,2
|
sв
|
s5
|
y |
sсж0,2
|
sсж
|
e,% |
tк
, |
n,% |
KCU,
Дж/см2
|
| МПа |
% |
МПа |
| 240 |
510 |
850 |
12 |
14 |
520 |
2720 |
54 |
590 |
60 |
18 |
Технологические свойства:
-температура ковки, °С: начала 1160, конца 850;
-красностойкость при температуре 630°С – 4 часа;
-шлифуемость – хорошая.
За критерий обрабатываемости принят коэффициент [9]:
 , (2.1.1) , (2.1.1)
где КГ
– коэффициент, учитывающий группу стали по обрабатываемости;
sВ
– предел прочности обрабатываемого материала;
nV
– показатель степени при обработке;
 . .
Значение данного коэффициента будем учитывать при выборе материала режущих инструментов.
Технологичность рабочего чертежа
Анализ технологичности чертежа детали будем проводить, чтобы убедиться в правильности и обоснованности требований, предъявляемых к рабочему чертежу детали, необходимых при разработке технологического процесса изготовления детали и отвечающим назначению и условиям работы детали.
Рабочий чертеж детали «Вставка нижняя» содержит неполную информацию для полного представления о ее конфигурации. Указаны размеры и их отклонения, проставлена требуемая шероховатость поверхностей, но не учтены последние изменения в[2]. Указаны не все отклонения от правильных геометрических форм и расположения поверхностей. В связи с этим, рабочий чертеж переработан и представлен на листе 05.М15.277.10.
Технологичность общей конфигурации
Деталь «Вставка нижняя» можно отнести к типу деталей «Втулки». Деталь содержит специфические особенности формы, поэтому не может быть обработана непосредственно по типовому технологическому процессу.
Форма детали позволяет вести обработку одновременно нескольких цилиндрических и торцевых поверхностей. Все поверхности детали «Вставка нижняя» доступны для контроля. Таким образом, с точки зрения общей компоновки детали, ее можно считать технологичной.
Определим некоторые показатели количественной оценки технологичности [10].
Коэффициент унификации конструктивных элементов:
 , (2.1.2) , (2.1.2)
где QУ.Э.
, QЭ
– соответственно число унифицированных конструктивных элементов детали и общее, шт.
Деталь содержит следующие виды конструктивных элементов:
фаски (3 шт.);
Коэффициент применяемости стандартизированных обрабатываемых поверхностей:
 , (2.1.3) , (2.1.3)
где ДО.С.
, ДМ.О.
– соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех подвергаемых механической обработке поверхностей, шт.
Коэффициент обработки поверхностей:
 , (2.1.4.) , (2.1.4.)
где ДЭ
– общее число поверхностей детали, шт.
Коэффициент использования материала:
 , (2.1.5.) , (2.1.5.)
где q, Q – соответственно масса детали и заготовки, кг.
С учетом качественной и количественной оценок технологичности конструкция данной детали является технологичной.
Определение типа производства и обоснование формы его организации
Тип производства характеризуется коэффициентом закрепления операций.
Значение коэффициента закрепления операций принимается для планового периода, равного одному месяцу, и определяется по формуле:
 (2.1.6.) (2.1.6.)
где О – число различных операций;
Р – число рабочих мест с различными операциями, Р= 5.
 (2.1.7.) (2.1.7.)
где FM
–месячный фонд времени работы оборудования при двухсменном режиме, FM
= 4015/12 = 334,5 ч;
КВ
– средний коэффициент выполнения норм времени КВ
=1,3;
Тшт.к.
– штучно-калькуляционное время выполнения операции на данном станке;
NM
– месячная программа выпуска детали; NM
= 83 шт.
 
  

Так как 10£ КЗО
< 20 тип производства среднесерийное.
2.2 Выбор и проектирование заготовки
Задача данного раздела – исходя из типа производства и конструкции детали выбрать оптимальную заготовку для проектируемого технологического процесса.
В базовом техпроцессе используется заготовка из прутка Р6М5, отрезаемая на круглопильном отрезном станке. Так как наименьший диаметр отверстия вставки нижней составляет 25,89 мм, нецелесообразно выполнять отверстие в заготовке. Следовательно оптимальной будет конструкция заготовки, использующаяся в базовом техпроцессе – прокат Æ90х98.
2.3 Выбор технологических баз, маршрут и план изготовления
Задача раздела - разработать оптимальный технологический маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами, при этом необходимо разработать такую схему базирования заготовки на каждой операции, которая обеспечила бы минимальную погрешность обработки.
Тип производства – среднесерийное.
Способ получения исходной заготовки – прокат.
Метод достижения точности – по настроенному оборудованию.
Виды термической обработки – закалка и высокий отпуск.
Разработка технологического маршрута
Технологический маршрут представлен в таблице 2.3.1:
Таблица 2.3.1
Технологический маршрут изготовления вставки нижней
№
опции
|
Название операции |
Содержание операции |
Оборудование |
| 05 |
Заготовительная
отрезная
|
Отрезать заготовку из прутка |
Отрезной станок КМ-502 |
| 10 |
Токарная с ЧПУ |
Точить предварительно |
Токарно-винторезный SD-610 |
| 15 |
Токарная с ЧПУ |
Точить с прип. под шлифовку |
Токарный с ЧПУ QuickTurn-10N |
| 25 |
Термическая |
Закалить, отпустить |
Индукционная печь |
| 30 |
Контрольная |
Контроль твердости и балла аустенитного звена |
Стол контрольный |
| 35 |
Шлифовальная |
Шлифовать опорный торец |
Плоскошлифовальный ОШ2А26 |
| 40 |
Шлифовальная |
Шлиф-ть нар.диаметр |
Универсальный
шлифовальный станок 1000U
|
| 45 |
Шлифовальная |
Шлифовать внутренние поверхности |
Универсальный
шлифовальный станок 1000U
|
| 50 |
Токарная |
Доработать внутренний профиль и фаски с/ч резцом из эльбора |
Токарно-винторезный SUI-50x1500 |
| 55 |
Гидродробеструйная |
Гидродробеструить внутренние поверхности |
Гидродробеструйная установка |
| 60 |
Термическая |
Низкий отпуск для снятия напряжений |
Индукционная печь |
| 65 |
Контрольная |
Произвести окончательный контроль |
Выбор технологических баз
На токарной операции 10 установ А черновыми технологическими базами являются цилиндрическая поверхность 4 и торцовая поверхность 5. На этом установе получаем цилиндрическую поверхность 2 и торцовую поверхность 1 и ось 11, которые впоследствии используются в качестве чистовых баз.
На токарной операции 10 установ Б и 15 установ Б в качестве направляющей базы используем ось 11, в качестве установочной базы – торец 1, за опорную базу принимаем цилиндрическую поверхность 2.
На токарной операции 15 установ А: направляющая – ось 11, установочная – торец 5, опорная – цилиндрическая поверхность 4.
На шлифовальной операции 35 в качестве направляющей базы используем ось 11, в качестве установочной базы – торец 5, за опорную базу принимаем цилиндрическую поверхность 4.
На шлифовальной операции 40: направляющая – ось 11, установочная – торец 1, опорная – цилиндрическая поверхность 2.
На шлифовальной операции 45, токарной операции 50 установ А: направляющая – ось 11, установочная – торец 5, опорная – цилиндрическая поверхность 4.
На токарной операции 50 установ Б, гидродробеструйной операции 55: направляющая – ось 11, установочная – торец 1, опорная – цилиндрическая поверхность 2.
Принцип единства технологической и измерительной баз соблюдается на всех операциях.
На операции 45 с несовпадением измерительной и технологической баз возникает погрешность базирования, т.е. принцип единства баз нарушается.
Таблица 2.3.2
Технологические базы
| № операции |
Название |
№ опорных точек |
Характер появления |
Реализация |
Операционные размеры |
Единство баз |
| Явная |
Скрытая |
Естест-венная |
Искусс-твенная |
10
Установ А
|
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2А10
, 2Б10
,К10
,Л10
|
+
+
+
|
10
Установ Б
|
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2Б10
,2В10
,2Г10
,2Д10
2Е10
,2И10
,Л10
,М10
,Н10
, Р10
|
-
+
+
|
| 15 Установ А |
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2А15
,К15
,Л15
|
+
+
+
|
15
Установ Б
|
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2Б15
,2В15
,2Г15
,2Д15
2Е15
,2И15
,Л15
,М15
, Н15
, Р15
|
-
+
+
|
| 20 |
––– |
| 25 |
––– |
| 30 |
––– |
| 35 |
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
Л35
|
+
+
+
|
| 40 |
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2И40
|
+
+
+
|
| 45 |
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2Б45
,2В45
,П45
|
-
+
+
|
| 50 Установ А |
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2А50
,К50
,Л50
|
+
+
+
|
50
Установ Б
|
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
2Б50
,2В50
,2Г50
,2Д50
2Е50
,2И50
,Л50
, Р50
М50
,Н50
|
-
+
+
|
| 55 |
У
Н
О
|
1,2,3
4,5
6
|
+
-
+
|
-
+
-
|
+
-
+
|
-
+
-
|
| 60 |
––– |
| 65 |
––– |
| 70 |
––– |
План изготовления детали
План изготовления – графическое изображение технологического маршрута с указанием теоретических схем базирования и технических требований на операции.
План изготовления состоит из трех колонок:
1. "Операция", которая включает в себя название и номер операции, а также оборудование, при помощи которого ведется изготовление.
2. "Теоретическая схема базирования", которая включает в себя изображение детали, схему базирования (точки закрепления), простановку операционных размеров, обозначение обрабатываемых поверхностей и указание шероховатости получаемой на данной операции.
3. "Технические требования", которая включает в себя допуски на операционные размеры и отклонения формы (несоосность и неперпендикулярность).
Назначение операционных технических требований:
а) заготовительная операция (прокат):
допуски на операционные размеры берем из [11].
б) механическая обработка:
1. Допуски на операционные размеры в осевом направлении рассчитываем по следующим формулам:
TAi
= wi
c
т
+ Üi
, (2.3.1)
где TAi
– допуск на размер А на i-ой операции;
wi
c
т
– статистическая погрешность на i-той операции;
Üi
– величина торцового биения, определяемая по [12].
2. Допуски на диаметральные размеры назначаются, исходя из квалитета точности, который обеспечивает оборудование в радиальном направлении. Его выбираем по [12], значения допусков берутся из [4].
3. Значения погрешностей формы на диаметральные размеры назначаем, руководствуясь [12]. Величина отклонения от соосности определяется как половина погрешности радиального биения.
4.Шероховатость, получаемую при обработке поверхностей, назначаем с учетом рекомендаций [12].
Чертеж плана изготовления представлен на листе 05.М15.277.02.000.
2.4 Проектирование технологических операций
Задача раздела – подробная разработка содержания технологических операций, выбор средств технологического оснащения, определение операционных размеров, режимов обработки и норм времени.
Структура технологических операций
Структура операции определяет содержание технологической операции и последовательность ее выполнения. В конечном итоге от структуры зависит время выполнения операции.
Структура операции определяется следующими признаками:
- количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно и многоместная);
- количеством инструментов, используемых при выполнении операции (одно или многоинструментальная);
- последовательностью работы инструментов при выполнении операции.
Определим структуры операций:
- 10 токарная с ЧПУ и 15 токарная с ЧПУ: одновременно обрабатывается одна заготовка, при выполнении операции используется несколько инструментов, работающих последовательно. Таким образом операции 10 и 15 токарные с ЧПУ являются одноместными, многоинструментными и последовательными;
- 35 и 40 шлифовальные: одновременно обрабатывается одна заготовка, при выполнении каждой операции используется один инструмент. Таким образом операции 35 и 40 шлифовальные являются одноместными одноинструментными;
- 45 шлифовальная и 50 токарная: одновременно обрабатывается одна заготовка, при выполнении операции используется несколько инструментов, работающих последовательно. Таким образом операции 45 и 50 являются одноместными, многоинструментными и последовательными;
В таблице 2.4.1 приведена полная структура технологических операций (по переходам).
Таблица 2.4.1
Структура технологических операций
| № |
Название |
№ перехода |
Вид обработки по переходам |
| 10 |
Токарная с ЧПУ
Установ А
|
1 |
Точить опорный торец 1 |
| 2 |
Точить буртик 2 |
| 3 |
Сверлить отв.6 |
| 10 |
Токарная с ЧПУ
Установ Б
|
1 |
Точить рабочий торец 5 |
| 2 |
Точить наружные поверхности 3 и 4 |
| 3 |
Точить внутренние поверхности 6…10 |
| 15 |
Токарная с ЧПУ
Установ А
|
1 |
Точить опорный торец 1 |
| 2 |
Точить опорный торец 1 |
| 3 |
Точить буртик 2 |
| 4 |
Точить буртик 2 |
| 15 |
Токарная с ЧПУ
Установ Б
|
1 |
Точить рабочий торец 5 |
| 2 |
Точить рабочий торец 5 |
| 3 |
Точить наружные поверхности 3 и 4 |
| 4 |
Точить наружные поверхности 3 и 4 |
| 5 |
Точить внутренние поверхности 6…10 |
| 6 |
Точить внутренние поверхности 6…10 |
| 35 |
Шлифовальная |
1 |
Шлифовать опорный торец 1 |
| 40 |
Шлифовальная |
1 |
Шлифовать наружную поверхность 4 |
| 45 |
Шлифовальная |
1 |
Шлифовать внутренние поверхности 6…10 |
| 50 |
Токарная
Установ А
|
1 |
Точить опорный торец 1 |
| 2 |
Точить опорный торец 1 |
| 3 |
Точить буртик 2 |
| 4 |
Точить буртик 2 |
| 50 |
Токарная
Установ Б
|
1 |
Точить рабочий торец 5 |
| 2 |
Точить рабочий торец 5 |
| 3 |
Точить наружные поверхности 3 и 4 |
| 4 |
Точить наружные поверхности 3 и 4 |
| 5 |
Точить внутренние поверхности 6…10 |
| 6 |
Точить внутренние поверхности 6…10 |
| 55 |
Гидродробеструйная |
1 |
Гидродробеструить внутренние поверхности 6…10 |
Выбор средств технологического оснащения
Средства технологического оснащения назначаем, исходя из базового техпроцесса, так как:
- модели станков обеспечивают выполнение технологических операций, так как габаритные размеры заготовки, схемы базирования заготовки, размеры обрабатываемых поверхностей и требования к точности заготовки выполняются;
- станочные приспособления материализуют теоретические схемы базирования заготовки, принятые на операциях, с помощью приспособлений реализуются структуры технологических операций, обеспечивают заданную точность обработки независимо от квалификации станочника, удобны в работе, быстродействующие и механизированные, недорогие и технологичные в эксплуатации и ремонте;
- режущие инструменты соответствуют методам обработки, конфигурациям и расположениям поверхностей, марки инструментальных материалов режущих частей соответствуют виду и марке обрабатываемого материала заготовки и видам обработки, геометрические параметры режущей части инструментов соответствуют физико-механическим характеристикам материала заготовки;
- средства контроля обеспечивают надлежащее качество технического контроля при выполнении технологических операций и при производстве приемочного контроля изделия.
Таблица 2.4.2
Средства технологического оснащения
N
оп
|
Название |
СТО |
| Оборудование |
Оснастка |
| Режущий инструмент |
Мерительный инструмент и приспособления |
Станочные приспособления |
| 05 |
Заготовительная |
Отрезной станок КМ-502 |
| 10 |
Токарная
с ЧПУ
|
Токарный с ЧПУ SD-610 |
1)Сверло твердосплавное с цилиндрическим хвостовиком из Т5К10 ГОСТ 22735-77;
2)резцы проходные сборные с углом в плане j =91°
с пластинами 25х25х20 из Т5К10 (ОСТ 2И10-1-83);
3)резцы расточные цельные с углом в плане j =95° из
Т5К10 (ГОСТ 18063-72)
|
Штангенциркуль ТУ 2-034-3011-83, калибры-пробки ГОСТ 24853-81 |
Патрон трехкулач-ковый самоцентрирующий
спирально-реечный ГОСТ 2675-80
|
| 15 |
Токарная
с ЧПУ
|
Токарный с ЧПУ
Quick-Turn-10N
|
1)Резцы проходные сборные с углом в плане j =91°
с пластинами 20х20х20 из Т5К10 (ОСТ 2И10-1-83);
2) резцы расточные цельные с углом в плане j =95° из
Т5К10 (ГОСТ 18063-72)
|
Штангенциркуль ТУ 2-034-3011-83,
гладкие калибры-пробки, ГОСТ 24853-81
|
Патрон трехкулач-ковый самоцентрирующий
клиновой
ГОСТ 24351-80
|
| 20 |
Термическая обработка |
Индукционная печь |
| 25 |
Очистная |
Очистная установка
ОУ6-В
|
| 30 |
Контрольная |
Контрольный стол |
| 35 |
Шлифовальная |
Плоскошлифовальный станок ОШ2А26 |
Круг шлифовальный
ПП 80х40х20; 24А 25-Н СМ2 М1 А
ГОСТ 2424-83
|
Микрометр рычажный МР по ГОСТ 4381-80 |
Приспособление специальное |
| 40 |
Шлифовальная |
Универсально-шлифовальный станок 1000U |
Круг шлифовальный
ПП 200х32х20; 24А 25-Н С2 М1 А
ГОСТ 2424-83
|
Микрометр рычажный МР по ГОСТ 4381-80 |
Патрон мембранный
ГОСТ 16157-70
|
| 45 |
Шлифовальная |
Универсально-шлифовальный станок 1000U |
Круг шлифовальный П 20х25х10; 24А 25-Н С2 М1 А
ГОСТ 2424-83
|
Датчик активного контроля БВ-410
|
Патрон мембранный
ГОСТ 16157-70
|
| 50 |
Токарная |
Токарно-винторезный станок SUI-50 |
1) резцы проходные сборные с углом в плане j =91°с пластинами 25х25х20 из КНБ (эльбора)
2) резцы расточные цельные с углом в плане j =95°) из КНБ (эльбора) (ГОСТ 18063-72);
|
Датчик активного контроля БВ-410 |
Патрон трехкулач-ковый самоцентрирующий клиновой
ГОСТ 24351-80
|
| 55 |
Гидродробеструйная |
Гидродробеструйная установка |
| 60 |
Термическая обработка |
Индукционная печь |
| 65 |
Слесарная |
Верстак |
| 70 |
Контрольная |
Контрольный стол |
Калибры-пробки, ГОСТ 24853-81, профилограф-профилометр мод.А1, ГОСТ 19299-73, микротвердомер,
проверочный лекальный плоский угольник ГОСТ 3749-77; спец. приспособление для контроля радиального биения отверстия.
|
Расчет операционных размеров
Операционный размер – размер обрабатываемой поверхности, предписанный к выполнению на рассматриваемой операции (переходе).
Значение операционного размера не должно выходить за пределы наименьшего и наибольшего допустимых, разница между которыми равна технологическому допуску. Операционные размеры определяют с помощью операционных припусков на обработку поверхности.
На самую точную поверхность определим припуски расчетно-аналитическим методом, разработанным В.М. Кованом [11]. Согласно этому методу величина минимального припуска должна быть такой, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предыдущих технологических переходах, а также погрешность установки заготовки, возникающая на выполняемом переходе. На остальные поверхности припуски назначаем табличным способом по [11].
Расчет операционных припусков и размеров выполним на диаметр 2Б (поверхность 6). Данная поверхность является формообразующей при холодной объемной штамповке. В таблицу 2.4.3 внесем все данные по технологическим переходам на обработку 2Б, а также рассчитанные припуски.
Таблица 2.4.3
Расчет припусков на обработку диаметра 2Б (Æ25,89+0,013
)
Технологи-ческие
переходы
|
Элементы
припуска, мкм
|
Расчетный
припуск
2Zmin, мм
|
Расчетный
размер Dр
, мм
|
Допуск
Td, мм
|
Предельные
размеры
заготовки
|
Предельные
припуски,
мкм
|
| Rz |
h |
DS
|
eу
|
Dmax
|
Dmin
|
2Zmax
|
2Zmin
|
| Прокат |
80 |
100 |
791 |
110 |
- |
- |
- |
- |
- |
- |
- |
| Сверление |
50 |
50 |
80 |
90 |
2×0,9785 |
24,792 |
0,21 |
24,79 |
24,58 |
3,08 |
1,99 |
| Растачивание получистовое |
25 |
25 |
60 |
90 |
2×0,2205 |
25,233 |
0,13 |
25,23 |
25,10 |
0,52 |
0,44 |
| Растачивание чистовое |
5 |
10 |
40 |
70 |
2×0,158 |
24,792 |
0,052 |
25,549 |
25,497 |
0,397 |
0,319 |
| Шлифование чистовое |
3,2 |
5 |
20 |
70 |
2×0,0955 |
25,740 |
0,033 |
25,740 |
25,707 |
0,210 |
0,191 |
| Растачивание тонкое |
2,5 |
5 |
10 |
- |
2×0,0815 |
- |
0,013 |
25,903 |
25,890 |
0,183 |
0,163 |
| Итого |
4,39 |
3,103 |
Определим значение минимального припуска  после каждой операции по формуле: после каждой операции по формуле:
 , (2.4.4) , (2.4.4)
где Rz
i
-1
, hi
-1
,мм – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di
-1
,мм- суммарное значение пространственных отклонений;
eу
i
,мм - погрешность установки.
Значения составляющих формулы (2.4.4) выбираем из [13].
Качество поверхности проката: Rz
= 80 мкм, h = 100 мкм.
Качество поверхности после механической обработки:
1) сверление: Rz
= 50 мкм, h = 50 мкм;
2) растачивание получистовое: Rz
= 25 мкм, h = 25 мкм;
3) растачивание чистовое: Rz
= 5 мкм, h = 10 мкм;
4) шлифование чистовое: Rz
= 3,2 мкм, h = 5 мкм;
5) растачивание тонкое: Rz
= 2,5 мкм, h = 2,5 мкм.
Суммарное значение пространственных отклонений определим по формуле:
 (2.4.5) (2.4.5)
где Dк.о.
–общая кривизна заготовки (учитывается на первой операции механической обработки);
Dсм
- величина смещения заготовки, т.к. обработка ведется в патроне за величину смещения принимаем отклонение от соосности.
Общая кривизна заготовки:
 (2.4.6) (2.4.6)
где Dк.о.
– удельная изогнутость и коробление заготовки, мкм/мм;
l – длина заготовки, мм.

 
   
Погрешность установки для однопозиционной обработки:
 (2.4.7) (2.4.7)
где eб
– погрешность базирования;
eз
– погрешность закрепления.
Так как при обработке диаметра 2В измерительные и технологические базы совпадают, погрешность базирования eб
= 0 при всех установках заготовки.
   

Полученные рассчитанные значения элементов припуска внесем в графу табл. 2.4.3 «Элементы припуска».





Рассчитанные припуски запишем в графе «Расчетный припуск».
Определим расчётные размеры для каждой операции, кроме первой (так как отверстие предварительно в заготовке не делается).
Для диаметра Æ25,89: D6
min
= 25,890 мм, D6
max
= 25,993 мм.
Для последнего перехода расчетный диаметр равен:
 (2.4.8) (2.4.8)

Для остальных переходов:




Полученные результаты внесем в графу «Расчетный размер». Допуски, взятые с плана изготовления, заносим в графу «Допуск» табл. (2.4.3).
Наибольшие предельные размеры получаются по расчетным размерам, округленным до точности допуска соответствующего перехода:
 
Наименьшие предельные размеры:
 (2.4.9) (2.4.9)





Полученные значения заносим в графу «Предельные размеры заготовки» табл. 2.4.3 (так как в заготовке нет отверстия, следовательно нет  ,и ,и  ). ).
Определим минимальные значения припусков по формуле:
 (2.4.10) (2.4.10)





Определим максимальные значения припусков по формуле:
 (2.4.11) (2.4.11)





Полученные значения заносим в графу «Расчетный припуск» табл. 2.4.3.
Общий номинальный припуск:
 (2.4.12) (2.4.12)
где Zо
min
– общий минимальный припуск; Zо
min
=3,103мм;
Вз
– верхнее отклонения поля допуска размера на заготовке, Вз
= 0,65 мм;
Вд
- верхнее отклонения поля допуска размера на детали, Вд
= 0,013 мм;

Проверим правильность выполнения расчетов:
 
 
 
 
 
Все расчеты выполнены верно, в завершение построим схему расположения припусков и операционных размеров на обработку отверстия Æ25,89+0,013
(рис.2.4.1).
Схема расположения припусков и операционных размеров на обработку отверстия Æ25,89+0,013

Рис. 2.4.1
На остальные поверхности припуски назначим по [11], на поверхности 7…10 припуски те же, что и на 6, т.к. эти поверхности имеют одинаковую точность и все вместе представляют собой так называемую «фигуру» нижней части матрицы штампа.
Расчетные и табличные припуски запишем в таблицу 2.4.3.
Таблица 2.4.3
Расчетные и табличные припуски
| Поверхность |
Размер, мм |
Припуск, мм |
Допуск, мм |
| табличный |
расчетный |
| 1 |
92,3±0,03 |
5,78 |
- |
±1,1 |
| 2 |
Æ85,6-0,022
|
5,78 |
- |
±1,1 |
| 3 |
R0,5 |
- |
- |
| 4 |
Æ82,2-0,022
|
5,78 |
- |
±1,1 |
| 5 |
92,3±0,03 |
5,78 |
- |
±1,1 |
| 6 |
Æ25,89+0,013
|
4,20 |
3,766 |
| 7 |
Æ27,86+0,013
|
4,20 |
3,766 |
| 8 |
Æ36,8+0,016
|
4,20 |
3,766 |
| 9 |
Æ57,2+0,016
|
4,60 |
3,766 |
| 10 |
Æ80,6+0,019
|
4,60 |
3,766 |
Выбор режимов резания
Расчет режимов резания выполним табличным способом [14] для операций 10,20,35,40,45,50 для операции 15– по эмпирическим зависимостям [9].
Операция 10 токарная с ЧПУ.
Установ А, переходы 1,2; установ Б переходы 1,2 (наружное точение):
а) глубина резания: t = 3 мм;
б) подача на оборот:
Sо
=SОт
×КS
о
, (2.4.13)
где SОт
- табличная подача на оборот, SО
T
= 0,57 мм/об;
КS
о
– общий поправочный коэффициент на подачу:
КS
о
= КS
п
×КS
и
×KS
ф
×KS
з
×KS
ж
×KS
м
, (2.4.14)
где КS
п
- коэффициент, учитывающий состояние обрабатываемой поверхности (корка), КS
п
= 0,8;
КS
и
– коэффициент, учитывающий материал инструмента, КS
и
= 1,0;
KS
ф
– коэффициент, учитывающий форму обрабатываемой поверхности,
КS
ф
= 1,0;
KS
з
– коэффициент, учитывающий влияние закалки, КS
з
= 0,5;
KS
ж
– коэффициент, учитывающий жесткость технологической системы, КS
ж
=0,85;
KS
м
– коэффициент, учитывающий материал обрабатываемой детали; КS
м
= 1,07;
Sо
= 0,57×0,8×1,0×1,0×1,0×0,85×1,07 = 0,41 мм/об.
в) скорость резания:
V = Vт
×Kv
, (2.4.15)
где Vт
– табличное значение скорости резания, Vт
= 225 м/мин;
KV
– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Kv
= KV
м
×KV
и
×KVm
×KV
ж
×KV
п
×KV
о
, (2.4.16)
где КV
м
– коэффициент обрабатываемости материала, КV
м
= 1,0;
КV
и
– коэффициент, учитывающий материал инструмента, КV
и
= 1,1;
KVm
– коэффициент, учитывающий вид обработки, КVm
= 1,45;
KV
ж
– коэффициент, учитывающий жесткость технологической системы,
КV
ж
= 0,85;
KV
п
– коэффициент, учитывающий состояние обрабатываемой поверхности, КV
п
= 0,85;
KV
о
– коэффициент, учитывающий влияние СОЖ, КV
о
= 1,0;
V = 225× 1,1×1,45×0,85×0,85×0,85×1,0 = 259 м/мин.
г) частота вращения шпинделя:
 , (2.4.17) , (2.4.17)
где V – скорость резания, м/мин;
d – диаметр заготовки (инструмента), мм;
n = 1000×259/3,14×83 = 993 об/мин.
Принимаем значение частоты вращения шпинделя n =1000 об/мин.
Установ А, переход 3 (сверление):
а) глубина резания: t = 96 мм;
б) подача на оборот:
SО
T
= 0,44 мм/об;
КS
о
= КSl
×KS
ж
×КS
и
KSd
×KS
м
, (2.4.18)
где КSl
- коэффициент, учитывающий глубину сверления, КSl
= 0,9;
KS
ж
– коэффициент, учитывающий жесткость технологической системы, КS
ж
=0,85;
КS
и
– коэффициент, учитывающий материал инструмента, КS
и
= 1,0;
KSd
– коэффициент, учитывающий тип обрабатываемого отверстия,
КSd
= 1,0;
KS
м
– коэффициент, учитывающий материал обрабатываемой детали; КS
м
= 1,0;
Sо
= 0,44×0,9×0,85×1,0×1,0×1,0 = 0,34 мм/об.
в) скорость резания:
V = Vт
×Kv
, (2.4.19)
где Vт
– табличное значение скорости резания, Vт
= 96 м/мин;
KV
– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Kv
= KV
м
×KV
и
×KVd
×KVo
×KV
т
×KVl
, (2.4.20)
где КV
м
– коэффициент обрабатываемости материала, КV
м
= 1,0;
КV
и
– коэффициент, учитывающий материал инструмента, КV
и
= 1,1;
KVd
– коэффициент, учитывающий вид обработки, КVd
= 0,9;
KVo
– коэффициент, учитывающий условия обработки, КVo
= 1,0;
KVm
– коэффициент, учитывающий стойкость инструмента, КVm
= 1,0;
KVl
– коэффициент, учитывающий длину сверления, КVl
= 0,95;
V = 96× 1,0×1,1×0,9×1,0×1,0×0,95 = 82 м/мин.
г) частота вращения шпинделя:
n = 1000×82/3,14×88 = 314 об/мин.
Принимаем значение частоты вращения шпинделя n =315 об/мин.
Установ Б, переход 3 (растачивание):
а) глубина резания: t = 2 мм;
б) подача на оборот:
SО
T
= 0,41 мм/об;
КS
п
= 0,8; КS
и
= 1,0; КS
ф
= 1,0; КS
з
= 1,0; КS
ж
=0,85; КS
м
= 1,07;
Sо
= 0,41×0,8×1,0×1,0×1,0×0,85×1,07 = 0,29 мм/об.
в) скорость резания:
Vт
= 225 м/мин;
КV
м
= 1,0; КV
и
= 1,1; КVm
= 1,45; КV
ж
= 0,85; КV
п
= 0,85; КV
о
= 1,0;
V = 225× 1,1×1,45×0,85×0,85×0,85×1,0 = 259 м/мин.
г) частота вращения шпинделя:
n = 1000×259/3,14×86 = 993 об/мин.
Принимаем значение частоты вращения шпинделя n =1000 об/мин.
Операция 35 шлифовальная.
Переход 1 (плоское шлифование):
а) глубина резания: t = 0,001 мм;
б) поперечная подача:
SВ
=SВт
×КS
В
, (2.4.21)
вертикальная подача:
St
=St
т
×КSt
, (2.4.22)
KSB
(KSt
) = KM
×KН
×KВ
×KD
×KT
×KlT
Kl
, (2.4.23)
где SВт
– табличное значение вертикальной подачи;
St
т
– табличное значение поперечной подачи;
Kм
– коэффициент, учитывающий материал обрабатываемой детали;
Км
= 1,0;
КН
- коэффициент, учитывающий ширину детали, КН
=0,63;
КВ
– коэффициент, учитывающий диаметр шлифовального круга, КВ
= 0,5;
КD
– коэффициент, учитывающий диаметр шлифовального круга, КD
= 0,5;
KT
– коэффициент, учитывающий стойкость круга KT
= 0,74;
KlT
– коэффициент, учитывающий точность обработки, KlT
= 0,75;
Kl
– коэффициент, учитывающий длину обрабатываемой поверхности, Kl
=0,85;
KSB
(KSB
) = 1,0×1,0×0,63×0,5×0,74×0,75 ×0,85=0,15
SВ
=0,004×0,15=0,001мм.
St
=0,013×0,15=0,002 мм.
в) скорость резания:
V= 30 м/с.
Операция 40 шлифовальная.
Переход 1 (круглое наружное шлифование):
а) глубина резания: t = 0,001 мм;
б) радиальная подача:
St
=St
Т
×КSt
, (2.4.24)
KSt
= KM
×KR
×KD
× KV
к
× KT
×KlT
Kh
, (2.4.25)
где Kм
– коэффициент, учитывающий материал обрабатываемой детали;
Км
= 1,0;
КR
- коэффициент, учитывающий ширину детали, КН
=0,85;
КD
– коэффициент, учитывающий диаметр шлифовального круга, КD
= 0,42;
KV
к
– коэффициент, учитывающий скорость круга, KV
к
= 1,0;
KT
– коэффициент, учитывающий стойкость круга, KT
= 0,74;
KlT
– коэффициент, учитывающий точность обработки, KlT
= 0,75;
Kh
– коэффициент, учитывающий припуск на обработку, Kh
=1,16;
KSt
= 1,0×0,85×0,42×0,74×0,7×1,16 =0,21.
St
=0,003×0,21=0,001 мм.
в) скорость резания:
V= 30 м/с.
г) частота вращения шпинделя:
n = 1000 об/мин.
Операция 45 шлифовальная.
Переход 1(внутреннее шлифование):
а) глубина резания: t = 0,005 мм;
б) радиальная подача:
SВ
=SВт
×КS
В
, (2.4.26)
продольная подача:
St
=St
т
×КSt
, (2.4.27)
KSB
(KSt
) = KM
×KD
× KT
×KV
к
× Kh
×KlT
, (2.4.28)
где SВт
– табличное значение радиальной подачи;
St
т
– табличное значение продольной подачи;
Kм
– коэффициент, учитывающий материал обрабатываемой детали;
Км
= 1,0;
КD
– коэффициент, учитывающий диаметр шлифовального круга, КD
= 1,0;
KT
– коэффициент, учитывающий стойкость круга KT
= 0,74;
KV
к
– коэффициент, учитывающий скорость круга, KV
к
= 1,0;
Kh
– коэффициент, учитывающий припуск на обработку, Kh
=1,16;
KlT
– коэффициент, учитывающий точность обработки, KlT
= 0,75;
KSB
(KSB
) = 1,0×1,0×0,74×1,0×1,16×0,75 ×0,75=0,64
SВ
=0,0075×0,64=0,005 мм.
St
=0,0011×0,64=0,0007 мм.
в) скорость резания: V= 30 м/с.
г) частота вращения шпинделя: n = 1000 об/мин.
Операция 50 токарная.
Установ А, переходы 1,2,3,4; установ Б переходы 1,2,3,4 (наружное точение):
а) глубина резания: t = 0,1 мм;
б) подача на оборот:
SО
T
= 0,41 мм/об;
КS
п
= 1,0; КS
и
= 1,0; КS
ф
= 1,0; КS
з
= 0,5; КS
ж
=0,85; КS
м
= 1,07;
Sо
= 0,41×1,0×1,0×1,0×0,5×0,85×1,07 = 0,19 мм/об.
в) скорость резания:
Vт
= 296 м/мин;
КV
м
= 1,0; КV
и
= 1,1; КVm
= 1,45; КV
ж
= 0,85; КV
п
= 1,0; КV
о
= 1,0;
V = 296× 1,0× 1,1×1,45×0,85×1,0×1,0 = 472 м/мин.
г) частота вращения шпинделя:
n = 1000×472/3,14×86 = 1747 об/мин.
Принимаем значение частоты вращения шпинделя n =1750 об/мин.
Установ Б, переходы 5,6 (растачивание):
а) глубина резания: t = 0,1 мм;
б) подача на оборот:
SО
T
= 0,41 мм/об;
КS
п
= 1,0; КS
и
= 1,0; КS
ф
= 1,0; КS
з
= 0,5; КS
ж
=0,85; КS
м
= 1,07;
Sо
= 0,41×1,0×1,0×1,0×0,5×0,85×1,07 = 0,19 мм/об.
в) скорость резания:
Vт
= 296 м/мин;
КV
м
= 1,0; КV
и
= 1,1; КVm
= 1,45; КV
ж
= 0,85; КV
п
= 1,0; КV
о
= 1,0;
V = 296× 1,0× 1,1×1,45×0,85×1,0×1,0 = 472 м/мин.
г) частота вращения шпинделя:
n = 1000×472/3,14×86 = 1747 об/мин.
Принимаем значение частоты вращения шпинделя n =1750 об/мин.
Операция 15 токарная с ЧПУ.
Установ А, переходы 1,3; установ Б, переходы 1,3 (наружное точение):
а) глубина резания:
t = 0,3 мм.
б) подача на оборот:
SО
= 0,19 мм/об;
в) скорость резания:
 , (2.4.29) , (2.4.29)
где СV
, m, x,y – коэффициент и показатели степени при обработке резцами;
T – стойкость инструмента, мин;
t – глубина резания, мм;
S – подача на оборот шпинделя, мм/об;
 , (2.4.30) , (2.4.30)
где KMV
–коэффициент, учитывающий влияние материала заготовки;
KП
V
–коэффициент, учитывающий состояние поверхности;
KИ
V
–коэффициент, учитывающий материал инструмента.
 . .
 . .
г) частота вращения шпинделя:
n = 1000×132/3,14×86 = 488 об/мин.
Принимаем значение частоты вращения шпинделя n = 500 об/мин.
Установ А, переходы 2,4; установ Б, переходы 2,4 (наружное точение):
а) глубина резания:
t = 0,2 мм.
б) подача на оборот:
SО
= 0,19 мм/об;
в) скорость резания:
 . .
г) частота вращения шпинделя:
n = 1000×124/3,14×86 = 459 об/мин.
Принимаем значение частоты вращения шпинделя n = 450 об/мин.
Установ Б, переход 5 (растачивание):
а) глубина резания:
t = 0,3 мм.
б) подача на оборот:
SО
= 0,19 мм/об;
в) скорость резания:
.
г) частота вращения шпинделя:
n = 1000×132/3,14×86 = 488 об/мин.
Принимаем значение частоты вращения шпинделя n = 500 об/мин.
Установ Б, переход 6 (растачивание):
а) глубина резания:
t = 0,2 мм.
б) подача на оборот:
SО
= 0,19 мм/об;
в) скорость резания:
.
 . .
г) частота вращения шпинделя:
n = 1000×124/3,14×86 = 459 об/мин.
Принимаем значение частоты вращения шпинделя n = 450 об/мин.
Составим сводную таблицу по режимам резания:
Таблица 2.4.4
Сводная таблица по режимам резания
№
|
Название |
№ перехода |
Глубина резания t, мм |
Стойкость инструмента
T, мин
|
Подача на оборот So, мм/об |
Минутная подача  , ,
мм/мин
|
Скорость резания V, м/мин |
Частота вращения шпинделя n, об/мин |
| 10 |
Токарная с ЧПУ
Установ А
|
1 |
3 |
60 |
0,41 |
410 |
259 |
1000 |
| 2 |
3 |
60 |
0,41 |
410 |
259 |
1000 |
| 3 |
96 |
45 |
0,34 |
340 |
82 |
315 |
| 10 |
Токарная с ЧПУ
Установ Б
|
1 |
3 |
60 |
0,41 |
410 |
259 |
1000 |
| 2 |
3 |
60 |
0,41 |
410 |
259 |
1000 |
| 3 |
2 |
60 |
0,29 |
290 |
259 |
1000 |
| 15 |
Токарная с ЧПУ
Установ А
|
1 |
0,3 |
45 |
0,19 |
95 |
132 |
500 |
| 2 |
0,2 |
45 |
0,19 |
85,5 |
124 |
450 |
| 3 |
0,3 |
45 |
0,19 |
95 |
132 |
500 |
| 4 |
0,2 |
45 |
0,19 |
85,5 |
124 |
450 |
| 15 |
Токарная с ЧПУ
Установ Б
|
1 |
0,3 |
45 |
0,19 |
95 |
132 |
500 |
| 2 |
0,2 |
45 |
0,19 |
85,5 |
124 |
450 |
| 3 |
0,3 |
45 |
0,19 |
95 |
132 |
500 |
| 4 |
0,2 |
45 |
0,19 |
85,5 |
124 |
450 |
| 5 |
0,3 |
45 |
0,19 |
95 |
132 |
500 |
| 6 |
0,2 |
45 |
0,19 |
85,5 |
124 |
450 |
| 35 |
Шлифовальная |
1
|
0,001 |
120 |
Поперечная подача 0,001
Вертикальная подача 0,002
|
30 м/с |
1000 |
| 40 |
Шлифовальная |
1
|
0,005 |
120 |
Радиальная подача 0,001 |
30 м/с |
1000 |
| 45 |
Шлифовальная |
1
|
0, |
120 |
Поперечная подача 0,005
Радиальная подача 0,0007
|
30 м/с |
1000 |
| 50 |
Токарная
Установ А
|
1 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 2 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 3 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 4 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 50 |
Токарная
Установ Б
|
1 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 2 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 3 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 4 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 5 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
| 6 |
0,1 |
60 |
0,19 |
332,5 |
472 |
1750 |
Нормирование технологического процесса
Технологический процесс изготовления изделия должен выполняться с наиболее полным использованием технических возможностей средств производства при наименьших затратах времени и наименьшей себестоимости изделий. Для того чтобы оценить затраты времени, необходимо вести нормирование техпроцесса, т.е. иметь данные по нормам времени. Такими нормами могут быть только технически обоснованные нормы времени – установленные для определенных организационно-технических условий на выполнение части технологического процесса, исходя из полного и рационального использования технических возможностей средств технологического оснащения и с учетом передового производственного опыта.
При нормировании техпроцесса изготовлении вставки нижней воспользуемся аналитически-расчетным методом. Он предусматривает определение затрат времени на каждый элемент операции и на операцию в целом по заранее установленным, технически обоснованным нормативам времени и оптимальным режимам работы оборудования.
В серийном производстве, когда обработка заготовки идет периодически повторяющимися партиями, за норму времени принимают штучно-калькуляционное время:
 ( 2.4.31) ( 2.4.31)
где Тп.з.
– подготовительно-заключительное время, мин;
n – объем партии запуска заготовок, n=4 шт;
Тшт
– штучное время, мин.
 ( 2.4.32) ( 2.4.32)
где То
– основное технологическое время, мин;
Тв
– вспомогательное время, мин;
Тоб
– время обслуживания, мин;
Тпер
– время перерывов в работе, мин.
Основное технологическое время – время, в течение которого происходит непосредственное воздействие инструмента на заготовку и изменение ее состояния. При станочной обработке:
 ( 2.4.33) ( 2.4.33)
где Lр.х.
– длина рабочего хода, мм;
i – число рабочих ходов;
Sмин
– минутная подача инструмента, мм/мин.
 ( 2.4.34) ( 2.4.34)
где l – длина обрабатываемого участка, мм;
lвр
– длина участка врезаемого инструмента, мм;
lпер
– длина участка перебега инструмента, мм.
Сумма основного и вспомогательного времени составляет оперативное время:
 ( 2.4.35) ( 2.4.35)
При расчете основного технологического времени воспользуемся данными таблицы 2.4.4 , вспомогательное, время обслуживания, время перерывов, подготовительно-заключительное время назначаем по [15]. Штучно-калькуляционное время рассчитываем только на отдельные установы.
Операция 10 токарная с ЧПУ.
Установ А, переход 1: 
Установ А, переход 2: 
Установ А, переход 3: 
Оперативное время на установ А:
 
Установ Б, переход 1: 
Установ Б, переход 2: 
Установ Б, переход 3: 
Оперативное время на установ Б:
 
Штучно-калькуляционное время:





Операция 15 токарная с ЧПУ.
Установ А, переход 1: 
Установ А, переход 2: 
Установ А, переход 3: 
Установ А, переход 4: 
Оперативное время на установ А:
 
Установ Б, переход 1: 
Установ Б, переход 2: 
Установ Б, переход 3: 
Установ Б, переход 4: 
Установ Б, переход 5: 
Установ Б, переход 6: 
Оперативное время на установ Б:

Штучно-калькуляционное время:
 


Операция 35 шлифовальная.
 ( 2.4.36) ( 2.4.36)
где n2х
– число двойных ходов стола в мин;
S2х
– подача на двойной ход стола, мм/дв;
К – коэффициент, учитывающий выхаживание и доводку при шлифовании
К = 1,2…1,5.
Q – число одновременно обрабатываемых деталей.
 . .
Штучно-калькуляционное время:
 
 



Операция 40 шлифовальная.
 ( 2.4.37) ( 2.4.37)
где Sв
– вертикальная подача, мм/об;
Вк
– ширина шлифовального круга, мм;
nД
– частота вращения детали, об/мин;
i – число проходов инструмента,
 ( 2.4.38) ( 2.4.38)
где Z – припуск на сторону, мм.

Штучно-калькуляционное время:
 
 



Операция 45 шлифовальная.

Штучно-калькуляционное время:
 
 


Операция 50 токарная.
Установ А, переход 1: 
Установ А, переход 2: 
Установ А, переход 3: 
Установ А, переход 4: 
Оперативное время на установ А:
 
Операция 50 токарная.
Установ Б, переход 1: 
Установ Б, переход 2: 
Установ Б, переход 3: 
Установ Б, переход 4: 
Установ Б, переход 5: 
Установ Б, переход 6: 
Оперативное время на установ Б:

Штучно-калькуляционное время:





Операция 55 гидродробеструйная.
По [16]: 
Штучно-калькуляционное время:
 
 



Операция 55 токарная (базовый вариант, рассчитывается для дальнейшего расчета экономической эффективности):

Штучно-калькуляционное время:

 


Занесем рассчитанные нормы времени в сводную таблицу технических норм времени:
Таблица 2.4.6
Сводная таблица технических норм времени
Номер
и наименование операции, установа
|
То
|
Тв
|
ТоП
|
Тоб
|
Тпер
|
Тшт
|
Тп.з.
|
n |
Тш.К.
|
| Операция 10 токарная с ЧПУ |
0,49
0,62
|
0,77
0,77
|
1,26
1,39
|
0,156 |
0,053 |
2,889 |
45,1 |
4 |
14,169 |
| Операция 15 токарная с ЧПУ |
1,44
4,72
|
1,01
1,01
|
2,45
5,73
|
0,573 |
0,164 |
8,917 |
45,1 |
4 |
20,197 |
| Операция 35 шлифовальная |
1,43 |
0,65 |
2,08 |
0,17 |
0,04 |
2,29 |
29,19 |
4 |
9,57 |
| Операция 40 шлифовальная |
1,96 |
0,7 |
2,66 |
0,24 |
0,05 |
2,95 |
29,37 |
4 |
10,29 |
| Операция 45 шлифовальная |
1,12 |
0,78 |
1,90 |
0,17 |
0,04 |
2,11 |
29,37 |
4 |
9,45 |
| Операция 50 токарная |
1,44
4,5
|
1,41
1,41
|
2,85
5,91
|
1,075 |
0,307 |
16,742 |
33,3 |
4 |
25,067 |
| Операция 55 гидродробеструйная |
3,0 |
1,30 |
4,30 |
0,3 |
0,09 |
4,69 |
20 |
4 |
9,69 |
Программирование токарной операции
Выполним разработку управляющей программы к станку QuickTurn 10-N для выполнения 6 перехода токарной операции с ЧПУ 15 по [17].
Управляющая программа для системы Н221-М для перехода 6 операции 15 имеет вид:
N061 G26 F106000 M03 S36 T106 (работа в приращениях на подаче 85,5 мм/мин при частоте вращения шпинделя n=450 об/мин резцом Т6)
N062 G01 Z-85000 (перемещение Оит
–28)
N063 X+500 Z-1160 (перемещение 28–29)
N064 X+19000 Z-6000 (перемещение 29–30)
N065 G03 X+2500 Z-2500 J-2500 (перемещение 30–31)
N066 G01 Z-10000 (перемещение 31–32)
N067 X+4105 Z-5000 (перемещение 32–33)
N068 Z-55000 (перемещение 33–34)
N069 X+1475 Z-2000 (перемещение 34–35)
N070 Z-13500 (перемещение 35–36)
N071 X-500 Z-500 (перемещение 36–37)
N072 Z-5000 (перемещение 37–38)
N073 X+12500 (перемещение 38–39)
N074 Z-183400 (перемещение 39–40)
N075 X-35000 (перемещение 40– Оит
)
N076 G40 (отмена коррекции)
N078 M005 (останов шпинделя)
N080 G25 X-999999 (возврат в ноль станка)
N081 G25 Z+999999 (возврат в ноль станка)
Проектирование технологических операций отражено в маршрутной и операционных картах, технологической наладке на операцию 15 токарную с ЧПУ, установ Б и операцию 55 гидродробеструйную: листы 05.М15.277.19.000, 05.М15.277.20.000.
2.5 ЛИНЕЙНАЯ ОПТИМИЗАЦИЯ РЕЖИМОВ РЕЗАНИЯ на токарной операции
Задача раздела – определить оптимальные режимы резания на одном из технологических переходов токарной операции путем графического построения системы ограничений режимов.
Исходные данные
1) обрабатываемый материал – сталь Р6М5;
2) предел прочности материала инструмента  ; ;
3) диаметр обрабатываемой поверхности – Æ83,6-0,14
мм;
4) режущий инструмент – проходной резец (ОСТ 2И10-1-83); материал режущей части – Т5К10:
5) глубина резания – t = 0,3 мм;
6) оборудование – токарный с ЧПУ QuickTurn-10N:
6.1) мощность электродвигателя  = 15 кВт; = 15 кВт;
6.2) Подача минимальная (минутная)  = 3 мм/мин; = 3 мм/мин;
Подача максимальная (минутная)  = 1200 мм/мин; = 1200 мм/мин;
6.3) Частота вращения шпинделя минимальная  = 36 об/мин; = 36 об/мин;
Частота вращения максимальная  = 3600 об/мин. = 3600 об/мин.
Операционный эскиз

Рис. 2.5.1
Расчет ограничений
1) Ограничение по кинематике станка
а) Рассчитаем ограничения, устанавливающие связь между расчетной подачей и кинематическими, соответственно минимальными и максимальными, возможностями станка:
 > >
 , мм
/об
; (2.5.1) , мм
/об
; (2.5.1)
 ; ;  ; ;   , мм
/об
; , мм
/об
;  ; ;  ; ;  ; ;   ; ; 
 . .
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания и кинематическими, соответственно минимальными и максимальными, возможностями станка:
 , (2.5.2) , (2.5.2)
 ; ;  , ,  ; ;  
 . .
Ограничение по кинематике станка
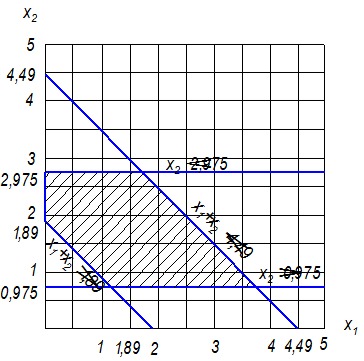
Рис. 2.5.2
2) Ограничение по мощности привода главного движения
 (2.5.3) (2.5.3)
 (2.5.4) (2.5.4)
 (2.5.5) (2.5.5)




Ограничение по мощности привода главного движения
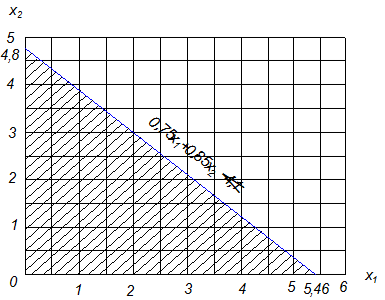
Рис. 2.5.3
3) Ограничение по температуре в зоне резания
 (2.5.6) (2.5.6)
Ограничение по температуре в зоне резания

Рис. 2.5.4
4) Ограничение по прочности инструмента

где  – напряжения, возникающие в процессе обработки; – напряжения, возникающие в процессе обработки;
 – предел прочности материала инструмента – предел прочности материала инструмента 
 , (2.5.7) , (2.5.7)
где Ks
- коэффициент концентрации напряжений, Ks
= 1.
 

Ограничение по прочности инструмента

Рис. 2.5.5
5)Ограничение по шероховатости поверхности

 , (2.5.8) , (2.5.8)
где r – радиус при вершине резца, r = 1,5 мм.
 . .
   
Ограничение по шероховатости поверхности
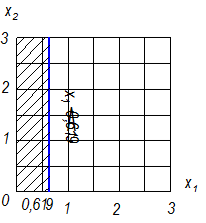
Рис. 2.5.6
Целевая функция


Решение графическим методом
Система ограничений:

На графике лист 05М15.277.81 построим систему ограничений и целевую функцию.
Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат – точки А и В.
Определим их координаты:
т. А:
   
т. B:
  
т. C:
Найдем значение целевой функции в этих точках:



ZВ
®maxÞ т. В – оптимальная.
Рассчитаем скорость резания и подачу, используя полученные данные:

Отсюда: 

Отсюда: 
В ходе моделирования процесса точения были определены подача S = 0,52 мм/об и скорость резания V = 9,44 м/мин, которые являются оптимальными при заданных условиях. Полученные значения свидетельствуют о том, что чем больше подача, тем выше производительность, что не всегда соответствует реальным фактам.
В [9] оптимальная подача намного ниже полученной:
Sопт
= 0,43÷0,49 мм/об, соответственно скорость резания будет выше.
В выполненном моделировании учитывались только такие факторы как прочность инструмента, температура в зоне резания, мощность привода главного движения станка и его кинематика. Не вводились в качестве ограничений точность обработки, качество поверхности (шероховатость), стойкость инструмента и др. Поэтому определенные значения скорости резания и подачи отличаются от справочных.
Увеличить скорость резания, понизить подачу можно:
- улучшая геометрические параметры резцов: увеличить значение переднего угла g;
- снижая стойкость инструмента за счет уменьшения радиуса скругления.
2.6 Проектирование приспособления для контроля пространственных отклонений
Задача раздела – спроектировать приспособление для контроля внутренних цилиндрических поверхностей вставки нижней относительно наружной цилиндрической.
Исходные данные
На рис. 2.6.1 представлена схема контроля требуемого параметра радиального биения:
Схема контроля

Рис. 2.6.1
Описание конструкции приспособления
Приспособление предназначено для контроля радиального биения внутренних поверхностей вставки нижней. Приспособление содержит:
плиту 1, которая устанавливается на ножках 9; призму 3, в которую устанавливается вставка нижняя; планку 2 для вращения детали во время проведения контроля, которая крепится к плите винтами 11 и гайками 14; щуп 4, передачу рычажную 5, держатель индикатора 6, крепящийся к передаче рычажной винтом 15, пружину сжатия 12 и индикатор 7, при помощи которых происходит измерение и снятие данных; передача рычажная 5 крепится к опоре 8 винтами 13, опора в свою очередь прикреплена к плите при помощи винтов 11 и гаек 14. Приспособление работает следующим образом: деталь вставка нижняя устанавливается в призму 3, при помощи щупа 4 происходит контроль радиального биения всех внутренних поверхностей детали за счет вращения вставки нижней вручную и передвижения щупа 4, которое обеспечивается перемещением опоры 8 по Т-образным пазам плиты 1, данные измерений контролер считывает с индикатора часового типа 7. Чертеж приспособления представлен на листе 05.М15.277.52.000СБ.
2.7 Патентные исследования повышения стойкости шлифовального круга
Задача раздела – на базе патентного поиска предложить прогрессивное техническое решение (ТР) в целях усовершенствования технологической операции и сделать вывод о возможности его использования.
Обоснование необходимости патентных исследований
В качестве объекта усовершенствования операции 40 шлифовальной как технологической системы примем применяемый в базовом техпроцессе режущий инструмент. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованного объекта, можно в результате патентного исследования достигнутого уровня вида техники. Использовать усовершенствованный объект можно только в том случае, если он обладает патентной чистотой в странах, где предполагается его использование. Установить, обладает ли усовершенствованный объект патентной чистотой, можно в результате его патентной экспертизы. Для решения этих задач проведем исследования достигнутого уровня вида техники и экспертизу патентной чистоты усовершенствованного объекта.
На базовом предприятии на операции 40 шлифовальной применяют круг шлифовальный ПП 200х32х20; 24А 25-Н С2 М1А ГОСТ 2424-83.
Это режущий инструмент, рабочая часть которого содержит классифицированные частицы абразивного материала. Твердость абразивного материала превышает твердость обрабатываемого материала. Круг состоит из связки и зерен абразивного материала. Связка влияет на геометрию рельефа рабочей поверхности инструмента, износ абразивного инструмента и параметры шероховатости обработанной поверхности. В процессе обработки каждое абразивное зерно срезает небольшой слой металла, в результате чего на поверхности детали остается царапина ограниченной длины и весьма малой площади поперечного сечения. Обработанная шлифованием поверхность детали образована совокупностью множества царапин – следов резания всех абразивных зерен, расположенных на режущей поверхности шлифовального круга.
Объект патентных исследований
Рис. 2.7.1
Исследование достигнутого уровня техники
Недостатком применяемого объекта является низкая стойкость круга, причинами этого могут быть:
- условия резания;
- недостаточная жесткость абразивных сегментов;
- износ вершин абразивных зерен;
- низкая прочность связки.
Таким образом, целью исследования уровня вида техники является устранение указанного недостатка путем устранения какой-либо причины, вызывающей его.
Составление регламента поиска №1
Регламент поиска определяет перечень исследуемых технических решений (ИТР), их рубрику по Международной классификации изобретений (МКИ) и индекс Универсальной десятичной классификации изобретений (УДК), страны поиска, его ретроспективность (глубину), перечень источников информации, по которым предполагается провести поиск.
Объект исследования – шлифовальный круг. Он характеризуется формой элементов, их взаимным расположением и взаимосвязью, соотношением размеров элементов. Это все признаки устройства. Следовательно, как объект патентного исследования шлифовальный круг представляет у с т р о й с т в о.
Объект содержит следующие технические решения:
1) улучшение качества обрабатываемой поверхности;
2) повышение прочности круга;
3) повышение точности профиля круга;
4) повышение стойкости круга.
Из выявленных ТР выбираем ИТР – такие ТР, совершенствование которых может обеспечить достижение сформулированной выше цели – повышения стойкости круга.
Для определения рубрики МКИ определяем ключевое слово. «Шлифовальные круги». По «Алфавитно-предметному указателю» [18] для ключевого слова определяем предполагаемую рубрику МКИ - B24 D5.
По «Указателю к МКИ» т.2 [19 ] уточняем рубрику МКИ.
В24 D5/00 – абразивные круги с цементированными вставками или круги со вставленными абразивными брусками для обработки изделий своей периферийной частью;
B24 D5/02 - сплошные круги;
B24 D5/04 – с усиливающими элементами;
B24 D5/06 –со вставными абразивными брусками;
B24 D5/08 - с усиливающими элементами;
B24 D17- не относящиеся к вышеперечисленным кругам.
Индекс УДК определяем по «Указателю к универсальной десятичной классификации» [20];
621.9 обработка резанием;
621.9.02 режущие инструменты;
621.922.079 шлифование и полирование.
В качестве стран поиска выбираем ведущие страны в области машиностроения – Россию (СССР), Японию, США, Германию, Великобританию, Францию.
Ретроспективность (глубину) поиска устанавливаем в 7-10 лет, полагая, что наиболее прогрессивное ТР содержится в изобретениях, сделанных за последние 7-10 лет.
В качестве источников информации принимаем патентные описания, бюллетень изобретений, реферативный сборник «Изобретения стран мира» соответствующих выпусков, реферативный журнал 14А «Резание металлов. Станки и инструменты», технические журналы и книги в области мехобработки.
Данные заносим в табл. «Регламент поиска».
Таблица 2.7.1.
Регламент поиска №1,2
Объект: шлифовальный круг
Вид исследования:
1) исследование уровня вида техники
2) исследование патентной чистоты
| Предмет поиска (ИТР) |
Индексы МКИ(НКИ) и УДК |
Страны поиска |
Глубина поиска, лет |
Источники информации |
| 1 |
2 |
3 |
4 |
5 |
| 1) Шлифовальный круг |
B24 D5/00
B24 D5/02
B24 D5/04
B24 D5/06
B24 D5/08
B24 D17
УДК 621.9 621.9.02
621.922.079
|
Россия (СССР)
США
Франция
Япония
Великобритания
Германия
|
10
|
патентные описания;
Бюллетени изобретений РФ;
Реф. сб. ВНИИПИ "Изобретения стран мира";
|
| 2) Шлифовальный круг |
B24 D5/00
B24 D5/02
B24 D5/04
B24 D5/06
B24 D5/08
B24 D17
УДК 621.9 621.9.02
621.922.079
|
Россия (СССР)
США
Франция
Япония
Великобритания
Германия
|
20
17
20
17
20
20
|
Реф. жур. ВИНИТИ 14 "Технология машиностроения";
Журналы "Вестник машиностроения", "Машиностроитель", "Станки и инструменты", "Изобретатель и рационализатор";
|
Патентный поиск
Просматриваем источники информации в соответствии с регламентом, табл. Выбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР. По этим документам знакомимся с рефератами, аннотациями, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР, заносим в табл. 2.7.2.
Изучем сущность занесенных в табл. 2.7.2. и ТР по сведениям, содержащимся в таблицах, а также путем просмотра текстов патентных описаний, статей и т.п. Если из рассмотрения сущности ТР видно, что оно служит достижению той же цели, что ИТР (аналог ИТР), документ включаем в перечень для детального анализа. Запись об этом делаем в графе 5 таб. 2.7.2.
Таблица 2.7.2.
Патентная документация, отобранная для анализа
| Предмет поиска (ИТР) |
Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК) |
Автор, заявитель, страна, дата приоритета, дата публикации, название |
Сущность технического решения и цель его создания |
Подлежит (не подлежит) детальному анализу при исследовании |
| достигнутого уровня |
патентной чистоты |
| 1. Шлифовальный круг |
РФ (СССР) а.с. № 948647
В24 D5/06// В24 D5/14
|
Прокофьев В.С. 16.09.80, 1986,
Шлифовальный круг
|
Шлифовальный круг по авт. свид. № 948647, отличающийся тем, что с целью повышения стойкости жестких абразивных сегментов на эл-х участках инструмента, граничащих с жесткими абразивными сегментами выполнены переходные зоны жесткости длиной L = (0,5 – 8) B, где В – толщина.
|
подлежит |
подлежит |
| 2. Абразивный инструмент |
РФ (СССР) а.с. № 1266724
В24 D5/00
|
Промышлянский Н.М., Збитнев И.М., Ерошенко С.Е.
26.06.84, 1986,
Абразивный инструмент
|
Абразивный инструмент, выполненный в виде установленных на корпусе подпружиненных относительно него и расположенных с возможностью поворота в плоскости, проходящей через ось вращения инструмента, держателей абразивных элементов, отличающийся тем, что с целью повышения стойкости инструмента, абразивные элементы выполнены бочкообразной формы и установлены с возможностью вращения в держателях, при этом ось вращения в каждого абразивного элемента расположена между осью поворота держателя и осью вращения инструмента. |
подлежит |
подлежит |
| 3. Шлифовальный круг |
РФ (СССР) а.с. № 1263514
В24 D17/00//
В24 D5/00//
В24 D5/06
|
Прокофьев В.М. 15.11.82, 1986,
Шлифовальный круг
|
Шлифовальный круг по авт. свид. № 948649, отличающийся тем, что с целью повышения стойкости круга путем обеспечения стабилизации условий резания, крайние участки абразивных сегментов очерчены кривыми радиуса r<R, где R радиус сегмента на оси его симметрии |
подлежит |
подлежит |
| 4. Абразивный инструмент |
РФ (СССР) а.с. № 1305014
В24 D17/00
|
Буюкин И.М., Якимов А.В. 03.04.84, 1987,
Абразивный инструмент
|
Абразивный инструмент, выполненный в виде планетарной головки, шпиндель которой несет расположенные по окружности и кинематически связанные с солнечным колесом оправки, с установленными на каждой из них шлифовальным кругом, а на друшом – шестерней, отличающийся тем. Что с целью повышения стойкости инструмента, инструмент дополнительно снабжен жестко установленным на шпинделе шлифовальным кругом, периферийная поверхность которого расположена на одном уровне с периферийными участками кругов, расположенными на оправках, при этом соотношение чисел зубьев солнечного колеса и шестерни оправки равно бесконечной дроби. |
подлежит |
подлежит |
| 5. Абразивный инструмент |
РФ (СССР) а.с. № 1440684
В24 D17/00
|
Белов В.И., Осипенков В.И. 04.01.87, 1989,
Абразивный инструмент
|
Абразивный инструмент, рабочая часть которого выполнена из алмазосодержащего проката на медно-оловянистой основе, отличающийся тем, что с целью повышения стойкости инструмента на рабочей части расположен алмазно-гальванический слой, толщина которого выбрана из условия 0,15-0,8 толщины алмазосодержащего проката, а зернистость алмазного покрытия выбрана из условия 0,6-2,0 зернистости проката. |
не подлежит |
подлежит |
| 6. Шлифовальный круг |
РФ (СССР) а.с. № 1838085
5В24 D5/00//
В24 В55/00
|
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993,
Шлифовальный круг
|
Шлифовальный круг, выполненный в виде корпуса, на периферии которого установлены абразивные элементы и расположены радиальные отверстия, сообщающие полость корпуса с периферийной его поверхностью, отличающийся тем, что с целью повышения стойкости круга и качества обработанной поверхности круг снабжен расположенными в полости лопастями, каждая из котротых установлена так, что одна из ее плоскостей является продолжение стенки отверстия |
подлежит |
подлежит |
| 7. Шлифовальный круг |
РФ (СССР) а.с. № 1838086
5В24 D5/00
|
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993,
Шлифовальный круг
|
Шлифовальный круг, на передней части корпуса которого образованы выступы, несущие алмазоносный слой, отличающийся тем, сто с целью повышения стойкости круга и качества обработки, круг снабжен установленной на его периферии гибкой лентой, при этом алмазоносный слой расположен на указанной ленте |
подлежит |
подлежит |
| 8. Сборный абразивный круг |
РФ (СССР) а.с. № 1493449
5В24 D5/06
|
Селех В.Ф., Шепелев А.А., Скрябин В.А., Петренко В.П. 26.03.87, 1989,
Сборный абразивный круг
|
Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в них стяжными кольцами 5, на последних в местах их сопряжения с указанными торцовыми поверхностями абразивных брусков, выполнены кольцевые пазы 7 типа «ласточкин хвост». При этом стяжные кольца 5 установлены с возможнеостью взаимодействия посредством соединительных элементов 12, выполненных из упругого материала с абразивными брусками. В абразивных брусках пазы 10 могут быть выполнены с пазами 7 стопорных колец ил в абразивных брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец. |
подлежит |
подлежит |
| 9. Инструмент из высокоэффективного абразива |
США
5В24 D5/02
|
Frodin James E., Pellow Scott 29.03.93, 1995,
Инструмент из высокоэффективного абразива
|
Инструмент с режущей или шлифующей плоскостью имеет связку, в которой диспергированы абразивные зерна, состоящие из одного или нескольких компонентов из высокоэффективного абразива и нитеобразных абразивных частей из оксида алюминия с однородной ориентацией. При этом нитеобразные частицы оксида алюминия располагают главным образом вдоль 2 параллельных сторон инструмента перпендикулярно к режущей или шлифующей плоскости инструмента. |
не подлежит |
подлежит |
| 10. Режущий инструмент |
Япония JP7022902
5В24 D17/00
|
Мацуда Юсаку 25.01.88, 1995, Режущий инструмент
|
Режущий инструмент содержит проволочный элемент 12, например многожильная скрученная нержавеющая проволока, поверх которого по спирали намотана обмотка 14, например круглая проволока из нержавеющей стали, а в промежутках между витками обмотки 14 по спирали намотан режущий элемент 16, например полученная прессованием или волочением проволока из спеченной смеси металла и абразивных порошков. Инструмент прост в изготовлении, пригоден для непрерывного резания, отличается высокой механической прочностью и стойкостью. |
не подлежит |
подлежит |
| 11. Шлифовальный круг |
Япония JP7016883
5В24 D5/00
|
Сато Гэньити 12.12.86, 1995,
Инструмент из высокоэффективного абразива
|
Круг 6 из абразивных зерен на связке имеет рабочий слой 8, который оформлен в виде полосы, наклоненный к оси 9 вращения круга и сохраняющий неизменную по окружности площадь контакта с обработанной поверхностью 1, при этом поверхность слоя 8 и детали 10 параллельна оси 9 вращения круга 6. благодаря перемещению зоны резания вдоль поверхности детали ограничено тепловыделение, повышена эффективность охлаждения, что позволяет повысить скорость шлифования при повышенной стойкости круга. |
подлежит |
подлежит |
Эскизы аналогов объекта

Рис. 2.7.2
Анализ результатов поиска
Устанавливаем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. К таким показателям будем относить:
а) показатели, обеспечивающие достижения цели усовершенствованного объекта;
б) показатели, улучшающие полезные свойства объекта;
в) показатели, ослабляющие вредные свойства объекта.
Показатели положительного эффекта заносим в табл. 2.7.3.
Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах по группе а) – от 0 до 10 баллов, по группам б) и в) – от –2 до 2 баллов. ИТР по каждому показателю выставляем оценку 0 оценки заносим в табл. 2.7.3. Суммируем оценки по каждому аналогу.
Таблица 2.7.3.
Оценка преимуществ и недостатков и его аналогов
| Показатели положительного эффекта |
ИТР |
Аналоги |
а.с. № 948647
|
а.с. № 1266724
|
а.с. № 1263514
|
а.с. №
1305014
|
а.с. № 1838085
|
а.с. № 1838086
|
а.с. № 1493449
|
Япония
JP7016883
|
| а) повышение стойкости шлифовального круга |
0 |
7 |
8 |
8 |
9 |
8 |
8 |
10 |
8 |
| б)повышение удобства обслуживания |
0 |
0 |
-2 |
0 |
-1 |
0 |
0 |
0 |
0 |
| в)уменьшение трудоемкости изготовления |
0 |
-1 |
-2 |
-1 |
-2 |
-2 |
-2 |
-2 |
-1 |
| уменьшение сложности конструкции |
0 |
0 |
-2 |
-1 |
-2 |
0 |
-2 |
-1 |
-1 |
| Суммарный положительный эффект |
6 |
2 |
6 |
4 |
6 |
4 |
7 |
6 |
Описание усовершенствованного объекта
Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в них стяжными кольцами 5, на последних в местах их сопряжения с указанными торцовыми поверхностями абразивных брусков, выполнены кольцевые пазы 7 типа «ласточкин хвост». При этом стяжные кольца 5 установлены с возможностью взаимодействия посредством соединительных элементов 12, выполненных из упругого материала с абразивными брусками. В абразивных брусках пазы 10 могут быть выполнены с пазами 7 стопорных колец или в абразивных брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец.
Усовершенствованный объект

Рис. 2.7.3
Исследование патентной чистоты усовершенствованного объекта
Целью экспертизы патентной чистоты объекта является установление возможности его использования.
Составление регламента поиска №2
Из выявленных при составлении регламента поиска №1 ТР выбираем ИТР в зависимости от объема выпуска объекта, его стоимости и значимости ТР для объекта в целом, сроков известности ТР.
Объект содержит следующие технические решения:
1) улучшение качества обрабатываемой поверхности;
2) повышение прочности круга;
3) повышение точности профиля круга;
4) повышение стойкости круга.
Из выявленных ТР выбираем ИТР – такие ТР, совершенствование которых может обеспечить достижение сформулированной выше цели – повышения стойкости круга.
В качестве страны поиска принимаем Россию (СССР), где будет изготовляться, и использоваться объект.
Ретроспективность (глубину) поиска устанавливаем в 20 лет – срок действия патентов в РФ.
Рубрики МКИ и УДК, перечень источников информации остаются теми же, что и в регламенте №1.
Данные заносим в табл. 2.7.1.
Патентный поиск
Просматриваем источники информации в соответствии о регламенте №2, табл. 2.7.1. Сведения о ТР, имеющих отношеня к ИТР, дополнительно заносим в табл. 2.7.2.
Отбираем аналоги ИТР для детального анализа. Запись об этом делаем в графе 6 табл. 2.7.2.
Анализ результатов поиска
Выявляем существенные признаки усовершенствованного объекта и группируем их.
Заносим признаки группы а) Элементы в табл. 2.7.4.
Проверяем наличия каждого из признаков ИТР в каждом налоге. Наличие признака отмечаем знаком «+», отсутствие «-». Дополнительные признаки аналогов также заносим в таблицу, отсутствие их у ИТР отметим знаком «-».
Выявляем аналоги, которые содержат признаки, не использованные в ИТР.
Таблица 2.7.4.
Существенные признаки ИТР "Шлифовальный круг" и его аналогов
| Признаки технического решения |
ИТР |
Аналоги |
а.с. № 948647
|
а.с. № 1266724
|
а.с. № 1263514
|
а.с. №
1305014
|
а.с. № 1838085
|
а.с. № 1838086
|
а.с. № 1493449
|
Япония
JP7016883
|
а) Элементы:
1.Режущая часть
2. Полоса или лента
3.Сегменты
4.Другие элементы
|
+
-
-
-
|
+
-
+
-
|
+
-
-
-
|
+
-
+
-
|
+
-
-
+
|
+
-
-
-
|
+
+
-
-
|
+
-
+
+
|
+
+
-
-
|
б)Форма элементов:
1. Элементы бочкообразной формы
2. Пазы типа «ласточкин хвост"
|
-
-
|
-
-
|
+
-
|
-
-
|
-
-
|
-
-
|
-
-
|
-
+
|
-
-
|
в) Материалы:
1.Алмаз
2.Другие
|
+
-
|
+
-
|
+
-
|
+
-
|
+
-
|
+
-
|
+
-
|
+
-
|
+
-
|
При исследовании патентной чистоты сопоставим совокупности признаков группы а) «элементы ТР», защищенных действующими патентами и ПТР. Видим, что а.с. № 1493449 содержит признаки, не использованные в ПТР. Следовательно ПТР не попадает под действие этого свидетельства.
Аналогичным образом анализируем признаки группы б) «Форма элементов». Видим, что а.с. № 1266724 и а.с. № 1493449 содержат признаки, не использованные в ПТР. Следовательно ПТР не подпадает под действие этих документов.
Таким образом, ПТР не подпадает ни под один из применяемых охранных документов России. Следовательно, объект «Шлифовальный круг» обладает патентной чистотой в отношении России.
По результатам экспертизы патентной чистоты составляем патентный формуляр на объект (см. Приложение).
2.8 Научные исследования гидродробеструйной обработки
Описание ситуации
При эксплуатации матриц штампов для холодной объемной штамповки в связи с различными факторами, такими как физико-механические свойства обрабатываемого материала, усилия деформации, смазывающе-охлаждающие жидкости, силы трения, происходит износ вставок матриц, это приводит к необходимости замены матриц штампов. Повысить износостойкость вставки нижней матрицы штампа можно за счет применения технических решений, снижающих воздействие вышеперечисленных факторов.
Анализ ситуации
Повысить износостойкость детали, определяющей надежность и долговечность изделия в целом можно за счет замены марки материала детали и введения операций, непосредственно влияющих на качество поверхностного слоя: термическая (закалка сплошная, ТВЧ) или химико-термическая (цементация, азотирование, нитроцементация и т.п.) и на повышение механических свойств детали: шлифование основных и вспомогательных баз. Также можно применить один из методов поверхностного пластического деформирования, которые обеспечивают и улучшение качества поверхностного слоя, и повышение механические свойств материала детали без замены марки материала.
Разработка обобщенного технического решения
При замене марки материала детали и введении дополнительных операций повышения износостойкости детали себестоимость обработки существенно возрастает.
Возникает следующая идея: применить один из методов поверхностного пластического деформирования при некотором повышении себестоимости обработки за счет удорожания детали в целом. Затраты на производство матриц штампоа снизятся, так как существенно повышается их долговечность.
Поиск информации
Задачей данного этапа является обеспечение достаточной полноты и достоверности исследования путем тщательного отбора и анализа патентно-технической информации.
В качестве источника информации принимаем следующую патентную документацию:
описание изобретений к авторским свидетельствам и патентам,
бюллетень изобретений РФ,
реферативный сборник ВНИИПИ,
изобретения стран мира, а также следующую техническую литературу:
реферативный журнал ВИНИТИ (14А)
журналы ''Вестник машиностроения'', ''Станки и инструменты'', ''Изобретатель и рационализатор'' а также книги и работы в области обработки металлов резанием, поверхностного пластического деформирования.
Просматривая источники информации, отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к исследуемому техническому решению (ИТР) – повышению износостойкости деталей за счет поверхностного пластического деформирования.
Сведения о технических решениях, имеющих отношение к ИТР, заносим в таблицу 2.8.1/
Таблица 2.8.1
| Название статьи, автор |
Библиографические данные |
Краткое содержание |
| Внедрение в производство процесса вибрационного обкатывания/ Шнейдер Ю.Г. |
«Станки и инструменты», 1975 №3 |
Даны примеры вибрационного обкатывания в различных отраслях промышленности и некоторые результаты внедрения. Рис.4, библ. 3. |
| Сглаживающее накатывание/ Мацуда Йоити |
Реферативный журнал ВИНИТИ, 1980 №12 |
Описан механизм сглаживающего накатывания коническими роликами наружных и внутренних цилиндрических и конических поверхностей. Рекомендуются режимы сглаживающего накатывания. Ил. 10. |
| Упрочненяемость закаленных шлифованных сталей при виброударной обработке/Бабичев А.П., Матюхин Е.В,, Шевцов С.Н, |
«Вестник машиностроения», 1980 №7 |
Приведены расчеты и результаты экспериментов, показавшие, что определяющую роль в процессе упрочнения закаленных шлифованных сталей играют микрогеометрические параметры поверхности. Установлено, что процесс виброударного упрочнения закаленных сталей с различной шероховатостью поверхности имеет качественно другой характер. Ил.6, библ.6. |
| Упрочнение металлов при циклическом знакопеременном нагружении/ морозов И.М. |
Реферативный журнал ВИНИТИ, 1980 №10 |
Получены аналитические соотношения, описано упрочнение металла при циклическом знакопеременном нагружении с постоянной амплитудой деформации. Показано, что эти соотношения удовлетворительно согласуются с литературными данными и м.б. использованы для прогнозирования упрочнения металла при циклической знакопеременной нагрузке. |
| Оптимизация упрочняющего шлифования/ Бояршанов Ю.А. |
«Технология производства деталей летательных аппаратов и двигателей»Казань, 1979. |
Анализируются оптимальные условия реализации процесса упрочняющего шлифования. Даются рекомендации по применению упрочняющей обработки в различных эксплуатационных условиях. Библ.7. |
| Способ чистовой обработки деталей ППД/Барсегян А.К. |
Авт.свид-во
№ 703316
|
Предлагается способ чистовой обработки деталей ППД, при котором деформирующим элементам задают сложное перемещение по обрабатываемой поверхности. Ил.2, библ.2. |
| Дробеструйная обработка деталей машин/HorovitzJ. |
Реферативный журнал ВИНИТИ, 1980 № 3 |
Отмечается, что путем воздействия на поверхность металлической детали ударами дроби, имеющей частоту от 30 до 200 м/с и соответственно большую кинетическую энергию, удается существенно изменять свойства поверхностного слоя металла. Наряду с упрочнением дробеструйный наклеп существенно повышает у многих металлов и сплавов стойкость коррозии под напряжением. Ил.12. |
| Ультразвуковая упрочняющая обработка деталей/Арушанов В.П. |
«Машины и нефтяное оборудование», 1979 №5 |
Показано, что после ультразвукового упрочнения шероховатость поверхности Ra уменьшается в среднем с 3,55 до 0,33. Микротвердость поверхности втулок в среднем увеличилась с 518 до 794 кг/мм2
. |
| Вибровихревой метод упрочняющей чистовой обработки деталей машин/Гуганов А.П., Житомирский М.Б. |
«Технология и автоматизация процессов в машиностроении», Пенза, 1979 №8 |
В результате вибрации подпружиненного инструмента получается повышение твердости, уменьшается Ra. В результате выполнения исследований получено уравнение для определения необходимой величины усилия в зависимости от действия ряда факторов. |
| Обкатывание роликовыми головками |
«Обзор польской техники», 1979 №8 |
Сообщается о работах института обработки резанием, которые сосредоточены на разработке унифицированного инструмента для раскатывания внутренних и наружных цилиндрических поверхностей, исследовании влияния параметров обкатывания на состояние поверхностного слоя, а также на исследованиях, направленных на разработку технологических методов поверхностной обработки методом холодного наклепа. Ил.5. |
| Обработка дробью деталей машин/ BaldaufT.K. |
Реферативный журнал ВИНИТИ, 1980 № 2 |
Освоено применение обработки дробью для повышения усталостной прочности деталей машин. Проводятся некоторые практические рекомендации по обработке дробью. |
| Деформационное упрочнение металлов/ Калачев М.Н. |
«Наука и техника», М., 1980, 256 с. |
В книге рассмотрены актуальные вопросы пластической деформации, ее влияние на механические свойства металла. Проведен анализ изменения сопротивления деформации и интенсивности деформационного упрочнения металлов и сплавов в зависимости от основных факторов. Представлены новые результаты теоретических и экспериментальных исследований влияния механической схемы деформации на течение металла при различных условиях деформирования. |
| Упрочняюще-отделочная обработка рабочих поверхностей деталей машин ППД/ Лурье Г.Б., Штейнберг Я.И. |
НИИМАШМ., 1971, 156 с. |
В обзоре обобщен опыт отечественной и зарубежной промышленности по упрочняюще-отделочной обработке ППД цилиндрических, конических, сферических и других поверхностей деталей. Приводятся рекомендации по применению упрочняюще-отделочной обработки в различных отраслях машиностроения. |
| Поверхностное упрочнение деталей машин и инструментов/ Сб. научных трудов. |
КПИ им.Куйбышева, Куйбышев, 1976, 148 с. |
В сборник включены научные статьи, освещающие результаты наиболее актуальных исследований в области упрочняющей технологии, а также внедренные в производство конструкторские и технологические разработки. |
| Руководство к лабораторным работам по курсу «технология упрочнения деталей ППД»/ Петросов В.В., |
ТПИ, Тольятти, 1975, 76 с. |
В руководстве описывается сущность методов ППД, содержит методические указания к проведению лабораторных работ. |
| Технология упрочнения т.2./ Поляк М.С., |
«Машиностроение», Москва, 1995, 688 с. |
В книге описаны проблемы упрочнения деталей машин, даны реальные конкретные технологические рекомендации промышленности по методике внедрения процессов упрочнения. |
| Гидродробеструйное упрочнение деталей и инструмента/ Петросов В.В., |
«Машиностроение», Москва, 1977, 170 с. |
В книге описаны экспериментальные исследования и практика внедрения нового, гидродробеструйного метода упрочнения (ГДУ) поверхностным пластическим деформированием на гидродробеструйных эжекторных установках (ГДЭУ), разработанных автором; раскрыта физическая сущность процесса; приведено сопоставление этого метода упрочнения с другими; показано, что ГДУ деталей машин, работающих в условиях циклических нагрузок, обеспечивает значительное повышение прочностных чвойств, надежности при сохранении низкой шероховатости, а ГДУ режущего инструмента – повышение стойкости. Ил.!03, библ. 45. |
| Гидродробеструйное упрочнение модульного инструмента/ Петросов В.В., Шельвинский Г.И., Михайлов А.В. |
КПИ им.Куйбышева, Куйбышев, 1975. |
Описан метод гидродробеструйного упрочнения режущих инструментов. Приведены схемы обработки дробью и установок ГДЭУ. |
Выбор конкретного технического решения
Изучив и проанализировав сущность отобранной документации по сведениям, содержащимся в графе 3 таблицы 2.8.1 , выясняем, что для увеличения износостойкости деталей матриц штампов наиболее близким и благоприятным для выше описанной ситуации, а так же наиболее соответствующим идее обобщенного технического решения, является применение метода гидродробеструйной обработки.
Формирование научных целей и задач
Целью данных исследований является изучение факторов, влияющих на износ вставки нижней матрицы штампа и выбор решения, позволяющего повысить стойкость детали.
Задачей исследований является разработка способа повышения износостойкости вставки нижней.
Формирование исходной научной гипотезы
Предполагаем, что повысить износостойкость вставки нижней матрицы штампа из быстрорежущей стали можно путем применения поверхностного пластического деформирования материала детали за счет гидродробеструйной обработки.
Выбор вида исследований
Ввиду отсутствия материальной базы и достаточного объема теоретических и практических знаний в данной области в качестве вида исследований выбираем литературные.
Подготовка исследований
В качестве источников информации используем научно-техническую литературу, посвященную гидродробеструйному упрочнению деталей [ПЕТРОСОВ 1,2].
Данные о проведении исследований
Сущность способа ГДУ заключается в обработке деталей шариками, эжектируемыми смазывающе-охлаждающей жидкостью. Для осуществления этого способа разработана гидродробеструйная эжекторная установка ГДЭУ.
Принципиальная схема ГДЭУ

Рис. 2.8.1
На общей раме установки ГДЭУ смонтированы насосная станция 8, в качестве которой применен электронасос РЗ-30И, и масляная ванна 12 с установленными на ней нижней 4 и верхней 15 камерами. В нижней камере 4 смонтирован блок из трех сопел-эжекторов 13, окруженный разделительной сеткой 5, в которую засыпаны шарики от шарикоподшипников. Размер ячейки исключает возможность выпадания целых шариков в ванну 12. В верхней камере 15 смонтирован поворотный привод 2 вращения обрабатываемых деталей. Приводом служит мотор-редуктор исполнительного механизма ПР-1М. Для удаления паров рабочей жидкости и трансформаторного масла из камеры 15 служит вентиляционное устройство 3, которое соединяется с вентиляционной системой или с маслоотделителем. Масло при работающем насосе 8 засасывается из ванны 12 через фильтр 10 и при открытых дросселях 9 и 6 подается в коллектор сопл-эжекторов, откуда рабочая жидкость через форсунки проходит через эжекционные камеры и, захватывая шарики с жидкостью, проходящие через эжекционные окна (уровень засыпки шариков выше эжекционных окон на 15-20 мм), в виде рабочей суспензии выбрасывается через сопла в направлении обрабатываемой поверхности.
После отражения от обрабатываемой поверхности шарики возвращаются на сетку 5, а масло, проходя через нее, попадает в ванну. Для поддержания постоянной температуры масла (30-40°С) служит маслоохладитель 11. В качестве охлаждающей жидкости используется проточная вода.
Гидродробеструйный способ упрочнения – процесс отличающийся от остальных видов ППД следующими основными преимуществами.
В поверхностном слое детали:
а) остаточные напряжения только сжимающие и, как правило, не имеют практически подслойного максимума;
б) шероховатость поверхности понижается;
в)микрогеометрия улучшается, так как радиусы закругления впадин (лунок от шаров) и выступов, определяющих опорную поверхность. Увеличиваются;
г)исключен процесс газонасыщения в связи со снижением температуры в зоне контакта и наличием изоляции поверхностного слоя материала от атмосферы непрерывной жидкостной пленкой.
Таким образом, повышение и стабилизация качества при ГДУ создают предпосылки для широкого применения этого метода обработки в промышленности как более качественного и надежного
Обработка результатов
В качестве повышения износостойкости вставки нижней из вольфрамомолибденовой быстрорежущей стали предлагаем применить упрочнение детали гидродробеструйной обработкой; данные по проведению экспериментов: зависимость микротвердости и высотты микронеровности поверхности от режимов обработки (давление жидкости и время упрочнения), влияние ГДУ на твердость материала детали и зависимость времени упрочнения от скорости ударов дробью представлены на листе 05.М15.277.82.000.
3 Безопасность и экологичность проекта
Задача раздела: описание основных опасных и вредных производственных факторов, присутствующих на производственном участке по изготовлению штампов для холодной объемной штамповки,
разработка мероприятий по обеспечению безопасной работы трудящихся с максимальной эффективностью и производительностью.
Описание рабочего места, оборудования и выполняемых технологических операций
Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки.
Таблица 3.1.1
Описание технологического процесса и оборудование производственного участка
N
оп
|
Наименование операции |
Наименование оборудования |
Работы, выполняемые на этом оборудовании |
| 05 |
Заготовительная |
Отрезной станок
КМ-502
|
Отрезка заготовки |
| 10 |
Токарная
с ЧПУ
|
Токарный с ЧПУ
SD-610
|
Сверление Черновое точение |
| 15 |
Токарная
с ЧПУ
|
Токарный с ЧПУ
Quick-Turn-10N
|
Чистовое точение |
| 20 |
Термическая обработка |
Индукционная печь |
Закалка и отпуск |
| 25 |
Очистная |
Очистная установка ОУ6-В |
Очистка
поверхности заготовки
|
| 30 |
Контрольная |
Контрольный стол |
Контроль балла аустенитного зерна |
| 35 |
Шлифовальная |
Плоскошлифовальный станок ОШ2А26 |
Плоское шлифование |
| 40 |
Шлифовальная |
Универсально-шлифовальный станок 1000U |
Круглое шлифование |
| 45 |
Шлифовальная |
Универсально-шлифовальный станок 1000U |
Внутреннее шлифование |
| 50 |
Токарная |
Токарно-винторезный станок SUI-50 |
Тонкое точение |
| 55 |
Токарная |
Токарно-винторезный станок SUI-50 |
Тонкое точение |
| 60 |
Термическая обработка |
Индукционная печь |
Отпуск |
| 65 |
Слесарная |
Верстак |
Размагничивание |
| 70 |
Контрольная |
Контрольный стол |
Контроль всех размеров |
Все оборудование подсоединено к электрической сети 380 В и имеет подвод сжатого воздуха. К токарным и шлифовальным станкам осуществляется подвод эмульсии для охлаждения и смазки.
Транспортировка заготовок и готовых деталей осуществляется электрокаром. Загрузка заготовок на станки осуществляется вручную. Передача заготовок между станками вручную.
Расположение станков на участке осуществляется согласно технологическому процессу. Расположение станков, расстояние между станками соответствуют санитарным нормам. Для подъезда электрокара имеется проезд шириной 3.0 м. Предусмотрены места для складирования заготовок и готовых деталей.
В технологическом процессе изготовления вставки нижней используется СОЖ: 5 % - ная эмульсия и сульфофрезол.
Идентификация опасных и вредных производственных факторов разрабатываемого производственного объекта
Таблица 3.2.1
Основные ОВПФ, присутствующие на производственном участке
| № п/п |
Наименование опасного или вредного производственного фактора |
Виды работ, оборудование, технологические операции при которых встречается данный производственый фактор |
| 1 |
а) шум от станков, вибрация
б) движущиеся части станков;
в) зажимные приспособления, работающие на сжатом воздухе,
г) смазочно-охлаждающая жидкость,
д) выделяющаяся при обработке металлическая пыль, стружка
е) пожары, которые могут возникнуть в местах скопления ветоши, легковоспламеняющихся материалов
ж) электрические части на оборудовании
|
Операции 10 и 15 токарные с ЧПУ; 50,55 токарная.
виды работ – сверление; точение черновое, чистовое, тонкое, полировка;
оборудование- токарные с ЧПУ SD-610, Quick-Turn-10N, токарно-винторезный SUI-50;
приспособления - патроны трехкулачковые с пневмоприводами
|
| 2 |
а) шум от станков, вибрация
б) движущиеся части станков;
в) зажимные приспособления, работающие на сжатом воздухе,
г) смазочно-охлаждающая жидкость,
д) выделяющаяся при обработке металлическая и абразивная пыль.
е) пожары, которые могут возникнуть в местах скопления ветоши, легковоспламеняющихся материалов
ж) электрические части на оборудовании
|
Операции 35,40,45 шлифовальные;
виды работ - шлифование торцев, круглое и внутреннее шлифование;
приспособление специальное;
патрон трехкулачковый с пневмоприводом.
|
В проектном варианте вместо операции 55 токарной вводится гидродробеструйная обработка вследствие этого вместо ОВПФ, присущим полированию металла (металлическая пыль, электрические части на оборудовании, пожары, которые могут возникнуть в местах скопления ветоши, легковоспламеняющихся материалов, движущиеся части станков), образуются ОВПФ при обработке шариками (дробью).
Такие, как:
- возможность поражения электрическим током от установки;
- влияние СОЖ, используемой при обработке;
- опасность выхода процесса из-под контроля, вследствие чего возникает опасность разлета дроби.
Воздействие производственного фактора на организм работающего
Таблица 3.3.1
Основные ОВПФ и действие их на человека
| № п/п |
Наименование опасного и вредного производственного фактора |
Действие на человека |
| 1 |
а) шум от станков, вибрация
б) движущиеся части станков;
в) зажимные приспособления, работающие на сжатом воздухе,
г) смазочно-охлаждающая жидкость,
д) выделяющаяся при обработке металлическая стружка
е) пожары, которые могут возникнуть в местах скопления ветоши, легковоспламеняющихся материалов
ж) электрические части на оборудовании
|
а) заболевания органов слуха, виброболезнь
б) возможность травматизма
в) при непредвиденном исчезновении воздуха в магистрали может произойти раскрепление детали в процессе обработки, что может привести к травматизму
г) при ее нагревании в процессе обработки выделяющиеся пары раздражают сетчатку глаз, носоглотку; болезнетворные микроорганизмы и бактерии, проявляющиеся при работе с СОЖ.
д) пыль, оседая в легких человека, вызывает раздражение дыхательных путей, стружка может послужить причиной травм, связанных с тем, что она разлетается ;
е) термические поражения, поражения дыхательных путей продуктами
|
| 2 |
а) шум от станков, вибрация
б) движущиеся части станков;
в) зажимные приспособления, работающие на сжатом воздухе,
г) смазочно-охлаждающая жидкость,
д) выделяющаяся при обработке металлическая пыль;
е) пожары, которые могут возникнуть в местах скопления ветоши, легковоспламеняющихся материалов
ж) электрические части на оборудовании
|
а) заболевания органов слуха, виброболезнь
б) возможность травматизма
в) при непредвиденном исчезновении воздуха в магистрали может произойти раскрепление детали в процессе обработки, что может привести к травматизму
г) при ее нагревании в процессе обработки выделяющиеся пары раздражают сетчатку глаз, носоглотку; болезнетворные микроорганизмы и бактерии, проявляющиеся при работе с СОЖ.
д) оседая в легких человека, вызывает раздражение дыхательных путей;
е) термические поражения, поражения дыхательных путей продуктами горения
ж) поражение электрическим током
|
| 3 |
а) шум от установки, вибрация
б) движение дроби;
в) смазочно-охлаждающая жидкость,
г) пожары, которые могут возникнуть в местах скопления ветоши, легковоспламеняющихся материалов
д) электрические части на оборудовании
|
а) заболевания органов слуха, виброболезнь
б) возможность травматизма
в) при ее нагревании в процессе обработки выделяющиеся пары раздражают сетчатку глаз, носоглотку; болезнетворные микроорганизмы и бактерии, проявляющиеся при работе с СОЖ.
г) термические поражения, поражения дыхательных путей продуктами горения
д) поражение электрическим током
|
Мероприятия по разработке безопасных условий труда на производственном участке
Организационные мероприятия
1) Все рабочие участка должны пройти обучение по охране труда;
2) должен производится постоянный контроль за состоянием охраны труда;
3) должна быть разработана нормативно-техническая документация по охране труда;
4) определены категории тяжести труда, режима труда и отдыха.
Планировочные мероприятия
Станки расположены в одну линию. Ширина проходов между станками (от 1 до 2 метров) обеспечивает быстрый выход рабочих с участка. Проходы и проезды между цехами (3 м) обеспечивают быстрый выход рабочих из корпуса. Для выхода из корпусов на вставках на ВАЗе имеется несколько дверей, ведущих на улицу. Между вставками имеются убежища и подвалы. Все защитные сооружения завода отвечают всем нормам и стандартам.
Технические мероприятия
1) На станках должны быть установлены защитные экраны, предотвращающие попадание посторонних предметов в рабочую зону станка во время обработки, кроме того, предотвращающий попадание паров СОЖ в воздух;
2) станки, имеющие приспособления для охлаждения режущего инструмента свободно падающей струей или распыленной жидкостью, выделяющие в процессе резания вредные аэрозоли, должны быть оборудованы газоприемниками, присоединенными к индивидуальной или групповой вентиляционной установке для удаления этих аэрозолей непосредственно с места их образования. Для уменьшения нагрева смазочно-охлаждающей жидкости в зоне резания (а значит и уменьшения испарений) проводится охлаждение ее во время очистки.
3) оборудование на участке надежно прикреплено к полу, его устойчивость хорошо обеспечена, так как правильность закрепления станков на фундаменте имеет большое значение.
Уменьшение воздействия шума и вибрации на рабочего можно вести в следующих направлениях:
1) Конструктивные и технологические мероприятия;
2) Снижение шума средствами звукоизоляции;
3) Средствами индивидуальной защиты.
К первым относят: использование материалов способных поглощать колебания, увеличение жесткости оборудования для уменьшения резонансных колебаний, установка станка на индивидуальном фундаменте (а не на общей плите).
Важную роль играют правильный режим работы и эксплуатации, хороший уход и своевременные ремонт оборудования.
Правильно спроектированная и выполненная система освещения обеспечивает сохранность зрения человека, безопасность выполнения работы, повышение производительности труда и качества выпускаемой продукции.
При освещении производственных площадей используют естественное, искусственное и совмещенное освещение (в светлое время суток недостаточное по нормам естественное освещение дополняется искусственным).
Для обеспечения нормальной производственной деятельности на участке применяется искусственное общее равномерное освещение.
Осветительная система должна отвечать следующим требованиям :
1) Освещенность на рабочем месте должна соответствовать характеру зрительной работы;
2) необходимо обеспечить достаточно равномерное распределение яркости на рабочей поверхности ;
3) величина освещенности должна быть постоянной во времени;
4) направленность светового потока должна быть оптимальной;
5) все элементы осветительных приборов должны быть электробезопасными;
6) осветительные приборы должны быть удобными и простыми в эксплуатации.
7) своевременно нужно заменять перегоревшие лампы.
Обеспечение электробезопасности на производственном участке, рабочем месте
По степени опасности поражения током механические цеха относят к помещениям с особой опасностью (токопроводящие металлические полы, токопроводящая пыль, возможность одновременного прикосновения человека к имеющим соединение с землей металлоконструкциям зданий с одной стороны и к металлическим корпусам электрооборудования – с другой). Для защиты от поражения током обязательно предусматривают: защитное заземление, изоляция и ограждение токоведущих частей, защитное отключение оборудования.
Все металлические части станков, а также отдельно стоящие электрические устройства, которые могут оказаться под напряжением вследствие нарушения изоляции и замыкания на корпус, должны быть заземлены.
Назначение защитного заземления - устранение опасности поражения людей электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при ''замыкании на корпус''
Принцип действия защитного заземления - снижение до безопасного значения напряжений прикосновения и шага, обусловленных ''замыканием на корпус''. Это достигается уменьшением потенциала заземленного оборудования, а также выравниванием потенциала за счет подъема потенциала основания, на котором стоит человек, до потенциала, близкого по величине к потенциалу заземленного оборудования.
Область применения защитного заземления - трехфазные сети напряжением до 1000 В с изолированной нейтралью и выше 1000 В с любым режимом нейтрали.
Обеспечение пожарной безопасности на производственном участке, рабочем месте
По пожарной опасности участок по механической обработки корпуса относится к категории В – пожароопасные, так как на участке применяются смазочно-охлаждающая жидкость с температурой вспышки выше 61°С и твердые вещества (химикаты, тара, ветошь и т.д.), способные гореть, но не взрываться при контакте с воздухом, водой и друг с другом.
Причины пожаров на участке:
1) загорание мусора из-за большого скопления и несоблюдения режима курения;
2) загорание масла в поддоне из-за разрыва шланга;
3) образование искр при обработке абразивным материалом;
4) самовозгорание промасляной обтирочной ветоши или спецодежды при соприкосновении с горячими частями оборудования.
На участке используются следующие средства пожаротушения:
1) Огнетушители ОХП-10,ОВП-100,ОЦ-2,5,8;
2) пожарные краны;
3) пожарные щиты.
Разработаны следующие мероприятия.
Мероприятия режимного характера:
1) контроль за производством огневых и покрасочных работ;
2) контроль за режимом курения.
Эксплуатационные мероприятия:
1) своевременные профилактические осмотры, ремонты и испытания технологического оборудования;
Организационные мероприятия:
1) Контроль за средствами пожаротушения (проверка и замена огнетушителей);
2) контроль за уборкой масла и мусора;
3) контроль завоза химикатов, ветоши по нормам;
4) контроль за расстановкой тары в соответствии с планировкой;
5) проведение противопожарного инструктажа.
Расчет защитного заземления
Цель расчета – определение количества и размеров заземлителей и составление плана размещения заземлителей и заземляющих проводников.
Исходные данные:
-напряжение заземляемой установки (токарного станка QuickTurnQT10-N) 380 В;
-удельное сопротивление грунта, учитывая что он состоит из чернозема и глины, 45 Ом×м.
Произведем расчет заземления методом коэффициента использования электродов (учитывает однородную структуру грунта и используется для расчета простых заземлителей).
1) Определение допустимого сопротивления заземляющего устройства.
Допустимое сопротивление заземляющего устройства RД
определим по [21].
RД
= 4 Ом.
Требуемое сопротивление искусственных заземлителей RИ
не должно превышать допустимое сопротивление заземляющего устройства RД
:
RИ
<RД
2)Определение конфигурации заземлителя с учетом размещения его на отведенной территории.
4)Определение сопротивления растеканию тока с одного заземлителя.
 (3.7.1) (3.7.1)
где r - удельное сопротивление грунта, r =45 Ом×м;
l – длина вертикального электрода, l = 2,5 м;
d – диаметр электрода, в = 0,05 м;
t – расстояние от поверхности грунта до центра электрода, t = 2м.

5)Определение необходимого количества параллельно соединенных заземлителей.
 (3.7.2.) (3.7.2.)
 шт. шт.
6)Определение связи вертикальных электродов.
Для связи вертикальных электродов применяются горизонтальные электроды – стальная полоса или пруток. Длина горизонтального электрода:
 , (3.7.3.) , (3.7.3.)
где m – расстояние между заземлителями, м;
N – количество заземлителей, шт.

7)Определение сопротивления растеканию тока горизонтального электрода:
 , (3.7.4.) , (3.7.4.)
где l – длина горизонтального электрода, l = 8,4 м;
d – диаметр электрода, в = 0,05 м;
t – расстояние от поверхности грунта до центра электрода, t =2м.

8)Определение сопротивления растеканию тока искусственных заземлителей.
 , (3.7.5) , (3.7.5)
где nг
– коэффициент использования горизонтального электрода с учетом вертикальных электродов, nг
= 0,77;
hв - коэффициент использования вертикальных электродов, учитьвающий их взаимное экранирование с учетом вертикальных электродов, hв = 0,45.

Полученное сопротивление не превышает допустимое RД
= 4 Ом.
Экологическая экспертиза разрабатываемого объекта
Выявление вида характера и масштаба негативного воздействия объекта на окружающую среду
Цеха механической обработки и термоцеха являются одними из наиболее экологически неблагоприятных в машиностроении.
Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, регламентированных санитарными нормами. При механическом снятии 1т стружки выделяется:
- 10..30 кг - пыли;
- 200..300 кг - оксида углерода;
- 1..2 кг - оксида азота и серы;
- 0.5..1.5 г - фенола, формальдегида, цианидов и др.;
- 3 м3
- загрязненных сточных вод может поступить в водный бассейн.
Соблюдение требований к защите атмосферы от вредных выбросов, проектирование способа очистки воздуха вентиляционных систем или открытых источников
1) Надежная герметизация оборудования, в котором находятся вредные вещества;
2) замена токсичных веществ нетоксичными;
3) снабжение технологического оборудования устройствами местной вытяжки;
4) применение общеобменной приточно-вытяжной смешанной (естественная и механическая одновременно) вентиляции в помещении цеха.
Соблюдение требований к защите водного бассейна от промышленных сточных вод
1) Для спуска производственных и хозяйственных вод предусматривают канализационные устройства, расположенные в здании, наружной канализационной сети;
2) все сточные воды должны подвергаться комбинированной очистке при помощи решеток-дробилок, отстойников от вредных веществ перед сбросом в водоем.
Способы и методы утилизации отработанных веществ и отходов
В машиностроении твердые отходы содержат амортизационный лом (отходы при модернизации оборудования, остатки инструмента), стружка и опилки металлов, древесины, пластмасс, шлаки, золы осадки и пыли (отходы систем очистки воздуха), твердые и бытовые отходы предприятия.
Основными операциями первичной переработки металлоотходов являются: сортировка, разделка и механическая обработка. Сортировка заключается в разделении лома и отходов по видам металлов. Разделка – в удалении неметаллических включений. Механическая обработка включает рубку, резку, пакетирование и брикетирование на прессах.
Безопасность объекта при аварийных и чрезвычайных ситуациях
Чрезвычайная ситуация (ЧС) – состояние, при котором в результате возникновения источника чрезвычайной ситуации, возникает угроза жизни, здоровью людей, наносится ущерб имуществу населения, народному хозяйству и окружающей природе.
В настоящее время существуют два основных направления минимизации вероятности возникновения и последствия ЧС на промышленных объектах. Первое заключается в разработке технических и организационных мероприятий, уменьшающих вероятность реализации опасного поражающего потенциала современных технических систем. Для этого технические системы снабжают защитными устройствами – средствами взрыво- и пожарозащиты. Второе направление заключается в подготовке объекта, обслуживающего персонала, служб ГО и населения к действиям в условиях ЧС, для создания которых нужны детальные разработки сценариев возможных аварий и катастроф на конкретных объектах.
Данный участок отвечает всем основным требованиям гражданской обороны. Станки расположены в одну линию. Ширина проходов между станками (от 1 до 2 метров) обеспечивает быстрый выход рабочих с участка. Проходы и проезды между цехами (3 м) обеспечивают быстрый выход рабочих из корпуса. Для выхода из корпусов на вставках на ВАЗе имеется несколько дверей, ведущих на улицу. Между вставками имеются убежища и подвалы. Все защитные сооружения завода отвечают всем нормам и стандартам.
При возникновении пожара или стихийного бедствия необходимо провести следующие виды работы:
1. Спасательные работы:
а) поиск пострадавших;
б) извлечение людей из-под завалов;
в) оказание медицинской помощи;
г) эвакуация людей;
д) доставка продовольствия и медикаментов.
2.При пожарах:
а) ликвидация очагов пожара;
б) ликвидация массовых пожаров;
в) устройство противопожарных барьеров, насыпей.
3. Аварийные и спасательные работы:
а) локализация аварий на комунально-энергетических сетях и
сооружениях;
б) восстановление сетей электропередач;
в) оборудование неустойчивых конструкций;
г) расчистка дорог от завалов;
4. Работы на зараженной территории:
а) ликвидация утечки вредных и ядовитых веществ;
б) нейтрализация ядовитых веществ;
в) обеззараживание территории и техники;
В результате разработанных мероприятий производство удовлетворяет требованиям безопасности в аварийных и чрезвычайных ситуациях.
Выводы
В результате выполнения данного раздела проведено описание основных опасных и вредных производственных факторов, присутствующих на производственном участке по изготовлению штампов для холодной объемной штамповки.
После устранения всех возможных ОВПФ на участке будет обеспечена безопасная работа трудящихся с максимальной эффективностью и производительностью.
4 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Задача раздела – рассчитать и обосновать экономическую эффективность проекта. Расчет будем вести по [22].
Таблица 4.1.
| Базовый |
Проектируемый |
| На токарном станке SUI-50 производится полирование внутреннего профиля вставки нижней алмазной шкуркой. Тип производства – серийный. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
На гидродробеструйной установке ГДЭУ-M(1-1) производится упрочнение внутреннего профиля вставки нижней дробью. В результате долговечность изделия возрастает в 2 раза. Тип производства – серийный. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
Таблица 4.2.
Исходные данные для экономического обоснования сравниваемых вариантов
№
|
Показатели |
Условное обозначение, единица измерения |
Значение показателей |
Источник информации |
| Базовый |
Проект |
| 1 |
Годовая программа выпуска |
Пг, шт. |
1000 |
1000 |
Задание |
| 2 |
Норма штучного времени, в т.ч. машинное время |
Тшт, мин
Тмаш, мин
|
4,08
2,34
|
4,69
3,0
|
Задание |
| 3 |
Часовая тарифная ставка
Рабочего-оператора
|
Сч, руб
|
26,42 |
26,42 |
Данные каф. ЭОиУП |
| 4 |
Годовой, эффективный фонд времени рабочего |
Фэр, час |
1731 |
1731 |
| 5 |
Коэффициент доплаты до часового, дневного и месячного фондов |
Кд |
1,08 |
1,08 |
Данные каф. ЭОиУП |
| 6 |
Коэффициент доплат за профмастерство |
Кпф |
1,16 |
1,16 |
Данные каф. ЭОиУП |
| 7 |
Коэффициент доплат за условия труда (если они вредные или тяжелые) |
Ку |
1,16 |
1,16 |
Данные каф. ЭОиУП |
| 8 |
Коэффициент доплат за вечерние и ночные часы |
Кн |
1,2 |
1,2 |
Данные каф. ЭОиУП |
| 9 |
Коэффициент премирования |
Кпр |
1,2 |
1,2 |
Данные каф. ЭОиУП |
| 10 |
Коэффициент выполнения норм |
Квн |
1 |
1 |
Данные каф. ЭОиУП |
| 11 |
Коэффициент отчисления на социальные нужды |
Кс |
1,356 |
1,356 |
Данные каф. ЭОиУП |
| 12 |
Цена единицы оборудования |
Цоб, тыс. руб |
186 |
164 |
| 13 |
Коэффициент расходов на доставку и монтаж оборудования (0,1…0,25) |
Кмонт |
0,15 |
0,15 |
| 14 |
Годовая норма амортизацион-ных отчислений (3,5…7,4) |
На, % |
5,5 |
5,5 |
| 15 |
Годовой, эффективный фонд времени работы оборудования. |
Фэ, час |
4015 |
4015 |
| 16 |
Коэффициент затрат на текущий ремонт оборудования |
Кр |
0,3 |
0,3 |
| 17 |
Установленная мощность электродвигателя станка |
Му, кВт |
7,5 |
2,8 |
| 18 |
Коэффициент одновременности работы электродвигателей (0,8…1,0) |
Код |
0,9 |
0,9 |
| 19 |
Коэффициент загрузки электродвигателей по мощности (0,7…0,8) |
Км |
0,75 |
0,75 |
| 20 |
Коэффициент загрузки электродвигателя станка по времени (0,5…0,85) |
Кв |
0,675 |
0,675 |
| 21 |
Коэффициент потерь электроэнергии в сети завода (1,04..1,08) |
Кп |
1,06 |
1,06 |
| 22 |
Тариф платы за электроэнергию |
Цэ, руб/кВт |
1,1 |
1,1 |
Данные каф. ЭОиУП |
| 23 |
Коэффициент полезного действия оборудования. (0,7…0,95) |
КПД |
0,85 |
0,85 |
| 24 |
Затраты на эксплуатацию инструмента на одну единицу оборудования в год. |
Зэкс.инст., руб. |
370 |
328 |
| 25 |
Цена единицы приспособления |
Цпр, руб |
3480 |
1200 |
| 26 |
Коэффициент, учитывающий затраты на ремонт приспособления (1,5…1,6) |
Кр.пр |
1,5 |
1,5 |
Данные каф. ЭОиУП |
| 27 |
Выручка от реализации изношенного приспособления (20% от цены) |
Вр.пр, руб |
696 |
240 |
| 28 |
Физический срок службы приспособления (3…5 лет) |
Тпр, лет |
5 |
5 |
| 29 |
Расход на смазочно-охлаждающие жидкости (200…300 руб.) |
Нсм |
200 |
300 |
| 30 |
Удельный расход воды для охлаждения на один час работы оборудования |
Ув, м3
/час |
0,6 |
0,6 |
Данные каф. ЭОиУП |
| 31 |
Тариф платы за 1м3
воды |
Цв, руб |
1,2 |
1,2 |
| 32 |
Удельный расход воздуха за 1 час работы установки, приспо-собления (0,1…0,15 м3
/час) |
Усж, м3
/час |
0,15 |
0,15 |
| 33 |
Тариф платы за м3
сжатого воздуха |
Цсж, руб |
0,12 |
0,12 |
Прилож. 2 |
| 34 |
Площадь, занимаемая одной единицей оборудования |
Руд, м2
|
11,25 |
7,5 |
Задание |
| 35 |
Коэффициент, учитывающий дополнительную площадь |
Кд.пл |
3,5 |
4,0 |
Прилож. 3 |
| 36 |
Стоимость эксплуатации 1м2
площади здания в год |
Цпл, руб/м2
|
4500 |
4500 |
Прилож. 2 |
| 37 |
Норма обслуживания станков одним наладчиком (10…20 станков на одного наладчика) |
Нобсл., ед. |
15 |
15 |
| 38 |
Масса заготовки |
Мз, кг. |
3,5 |
3,5 |
| 39 |
Вес отходов в стружку |
Мотх, кг |
0,01 |
- |
| 40 |
Цена 1кг материала |
Цмат, руб |
123,88 |
123,88 |
Данные каф. ЭОиУП |
| 41 |
Цена 1 кг отходов |
Цотх, руб |
1,13 |
1,13 |
Данные каф. ЭОиУП |
| 42 |
Коэффициент транспортно-заготовительных расходов (1,05…1,06 – для черных металлов; 1,01…1,02 – для цветных металлов). |
Кт.з. |
1,05 |
1,05 |
| 43 |
Трудоемкость проектирования в часах технологии (85…120) |
Труд.проект, час. |
110 |
110 |
| 44 |
Часовая заработная плата конструктора, технолога |
Зчас.костр., руб./час. |
36,07 |
36,07 |
| 45 |
Коэффициент повышения долговечности изделия |
Кдол.изд. |
- |
2,0 |
Акты внедрения метода |
Таблица 4.3.
Расчет необходимого количества оборудования и коэффициентов его загрузки
| № |
Наименование показателей |
Расчетные формулы и расчеты. |
Значения показателей |
| Вариант 1 |
Вариант 2 |
| 1 |
Расчетное количество основного технологического оборудования. |



|
0,017 |
0,019 |
| 2 |
Принятое количество оборудования. |
Расчетное количество оборудования округляется до ближайшего, большего, целого числа.
|
1 |
1 |
| 3 |
Коэффициент загрузки оборудования. |

|
0,017 |
0,019 |
Таблица 4.4.
Расчет капитальных вложений (инвестиций) по сравниваемым вариантам
| № |
Наименование, единица измерения |
Расчетные формулы и расчет |
Значения показателей |
| Вариант 1 |
Вариант 2 |
| 1. |
Прямые капитальные вложения в основное технологическое оборудование,
тыс. руб.
|



|
3,162 |
3,116 |
| 2. |
Сопутствующие капитальные вложения: |
| 2.1 |
Затраты на проектирование, тыс. руб. |


|
3,968 |
3,968 |
| 2.2 |
Затраты на доставку и монтаж оборудования, тыс. руб. |

|
0,474 |
0,467 |
| 2.3 |
Затраты на транспортные средства,
тыс. руб.
|


|
7,905 |
6,97 |
| 2.4 |
Затраты в производственную площадь,
тыс. руб.
|


|
3,012 |
2,565 |
| 2.5 |
Затраты на приспособления, тыс. руб. |
|
0,059 |
0,023 |
| 2.6 |
Затраты на инструмент,
тыс. руб.
|


|
0,006 |
0,006 |
| 2.7 |
Итого сопутствующие капитальные вложения,
тыс. руб.
|


|
15,424 |
13,999 |
| 3. |
Общие капитальные вложения,
тыс. руб.
|


|
18,586 |
17,115 |
| 4. |
Удельные капитальные вложения, руб. |

|
18,586 |
17,115 |
Таблица 4.5.
Расчет технологической себестоимости изменяющихся по вариантам операций
| № |
Наименование показателей |
Расчетные формулы и расчет |
Значения
показателей
|
| Вариант 1 |
Вариант 2 |
| 1 |
Основные материалы за вычетом отходов, руб. |


|
45,52 |
45,53 |
| 2 |
Основная заработная плата рабочих операторов,
руб.
|


|
3,919 |
4,503 |
| 3 |
Начисление на заработную плату, руб. |



|
1,395 |
1,603 |
| 4 |
Затраты по содержанию и эксплуатации оборудования |
| 4.1 |
Затраты на текущий ремонт оборудования,
руб.
|
|
0,054 |
0,071 |
| 4.2 |
Затраты на амортизацию технологического оборудования,
руб.
|

|
0,173 |
0,176 |
| 4.3 |
Расходы на технологическую энергию,
руб.
|

|
0,183 |
0,088 |
| 4.4 |
Расходы на инструмент,
руб.
|


|
0,006 |
0,006 |
| 4.5 |
Затраты на содержание и эксплуатацию приспособлений, руб. |

|
0,015 |
0,006 |
| 4.6 |
Расходы на смазочные, обтирочные материалы и охлаждающие жидкости,
руб.
|
|
0,003 |
0,006 |
| 4.7 |
Расходы на воду технологическую, руб. |
|
0,049 |
0,055 |
| 4.8 |
Расходы на сжатый воздух,
руб.
|
|
0,001 |
0,001 |
| 4.9 |
Расходы на содержание производственной площади,
руб.
|

|
3,012 |
2,565 |
Итого расходы по содержанию и эксплуатации оборудования,
руб.
|
   |
3,496 |
2,974 |
Таблица 4.6.
Калькуляция себестоимости обработки детали по вариантам технологического процесса, руб
| № |
Статьи затрат |
Затраты, руб. |
Изменения, +/- |
| Вариант 1 |
Вариант 2 |
| 1 |
Материалы за вычетом отходов |
45,52 |
45,53 |
+0,01 |
| 2 |
Основная заработная плата рабочих операторов |
3,919 |
4,503 |
+0,584 |
| 3 |
Начисления на заработную плату |
1,395 |
1,603 |
+0,208 |
| 4 |
Расходы на содержание и эксплуатацию оборудования |
3,496 |
2,974 |
-0,522 |
Итого технологическая себестоимость,

|
54,33 |
54,61 |
+0,28 |
| 5 |
Общецеховые накладные расходы

|
8,423 |
9,681 |
+1,258 |
Итого цеховая себестоимость

|
62,753 |
64,291 |
+1,538 |
| 6 |
Заводские накладные расходы

|
9,798 |
11,258 |
+1,46 |
Итого заводская себестоимость

|
72,551 |
75,549 |
+2,998 |
| 7 |
Внепроизводственные расходы

|
3,628 |
3,777 |
+0,149 |
Всего полная себестоимость

|
76,179 |
79,326 |
+3,147 |
Таблица 4.7.
Расчет приведенных затрат и выбор оптимального варианта
| № |
Наименование показателей, единица измерения |
Расчетные формулы и расчет |
Значение показателей |
| Вариант 1 |
Вариант 2 |
| 1 |
Приведенные затраты на единицу детали,
руб.
|

где 

|
80,222 |
83,369 |
| 2 |
Годовые приведенные затраты,
руб.
|

|
80222 |
83369 |
Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
Ожидаемая прибыль (условно-годовая экономия) от снижения себестоимости при проектировании новых технологических процессов, повышающих долговечность деталей:
 , ,

Налог на прибыль:

где  - коэффициент налогообложения прибыли. - коэффициент налогообложения прибыли.

Чистая ожидаемая прибыль:


Срок окупаемости капитальных вложений:
 , ,
где Квв.пр. – капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования.


Индекс доходности: 
Таблица 4.8.
Технико-экономические показатели эффективности проекта
| № |
Наименование показателей |
Условное обозначение, единица измерения |
Значение показателей |
| Вариант 1 |
Вариант 2 |
| Технические параметры |
| 1 |
Количество оборудования |
 |
1 |
1 |
| 2 |
Коэффициент загрузки оборудования |
 |
0,017 |
0,019 |
| 3 |
Общее количество рабочих |
 |
1 |
1 |
| Экономические показатели |
| 1 |
Годовая программа выпуска |
 |
1000 |
| 2 |
Себестоимость единицы изделия |
 |
76,179 |
79,326 |
| 3 |
Капитальные вложения |
 |
3,162 |
3,116 |
| 4 |
Приведенные затраты на единицу изделия |
 |
80,222 |
83,369 |
| 5 |
Чистая ожидаемая прибыль |
 |
55504,32 |
| 6 |
Налог на прибыль |
 |
17527,68 |
| 7 |
Срок окупаемости инвестиций |
 |
0,07 |
| 8 |
Индекс доходности |
 |
3603,9 |
ЗАКЛЮЧЕНИЕ
В дипломном проекте были разработаны два процесса: технологический процесс сборки матрицы штампа и техпроцесс изготовления вставки нижней.
Цель дипломного проекта - снижение себестоимости штампа холодной объемной штамповки и повышение долговечности матрицы была выполнена за счет решения поставленных задач при анализе исходных данных.
|