| Министерство образования и науки Российской Федерации
Федеральное агентство по образованию ГОУ ВПО
Комсомольский-на-Амуре Государственный Технический Университет
Кафедра: Самолето- и вертолетостроения
Факультет: Авиа- и кораблестроения
Курсовой проект
по дисциплине "Проектирование технологических процессов сборки"
тема: "Технология сборки самолета"
Студент группы 5ТС: Белоусов О.Г.
Преподаватель: Гусева Р.И.
Комсомольск-на-Амуре
2005 г.
Содержание
Введение
1. Составление схемы членения
2. Конструктивно-технологический анализ конструкции
3. Схема сборки
4. Способы базирования
5. Выбор метода взаимозаменяемости
6. Таблица условий поставки деталей на сборку
7. Расчет ожидаемой точности
8. Разработка технологического процесса сборки
9. Цикловой график сборки
10. Технические условия на сборочное приспособление
11. Расчет на жесткость продольной балки сборочного приспособления
12. Заключение
Список используемой литературы
Изготовление планера самолета начинается с изготовления деталей и завершается сборочными работами узлов, агрегатов, проведением стыковочных и монтажных работ на готовом изделии.
В настоящее время один из главных элементов производительного процесса изготовления авиационной техники считается сборочное производство. Основными факторами, определяющими специфику сборочных работ в самолетостроении, являются:
многодетальность планера, а также большое разнообразие применяемых конструкционных материалов. Это приводит к разнообразию технологических процессов и средств их оснащения, усложняет планирование, контроль и учёт сборочных работ;
сложность производственных форм и малая жесткость большинства элементов конструкции планера, из-за которых становится необходимым применение многочисленной и сложной технологической оснастки;
высокие требования к качеству самолета в целом и его отдельным элементам, для обеспечения которых необходимы новейшие методы контроля, включая специальное оснащение;
широкое кооперирование производства существенно усложняет решение вопросов обеспечение точности и взаимозаменяемости элементов конструкции планера;
частая смена объектов производства из-за быстрого морального старения авиационной техники.
Продолжительность и трудоемкость сборочных работ в зависимости от типа самолета составляет от 30-56% всех производственных трудозатрат. Сборочные и монтажные работы охватывают сборку планера, монтаж оборудования и силовых установок, монтаж систем управления полетом и взлетно-посадочных средств, аэродромные работы по подготовке самолета к летным испытаниям и сдача его заказчику. Сборочно-монтажные работы характеризуются сложностью выполняемых работ, сравнительно невысоким уровнем механизации технологических операций сборки и монтажа, что влечет за собой большую трудоемкость изготовления продукции, невысокий уровень производительности труда.
Сборочные работы в зависимости от вида можно подразделить на узловую сборку - сборку узлов (лонжероны, нервюры, шпангоуты, створки люков); агрегатную - сборка отсеков, агрегатов, секций планера; общую сборку самолетов - сборку-стыковку отдельных агрегатов в целое изделие и проведение нивелировочных работ.
Выбор технологического оснащения зависит от технологического процесса сборки, применяемого метода обеспечения взаимозаменяемости и точности сборочной единицы. Проектирование технологического процесса и средства оснащения сборки осуществляется с учетом факторов, оказывающих на них влияние.
Курсовой проект посвящен разработке технологии сборки полуотсека фюзеляжа. Он включает: схему членения полуотсека фюзеляжа; способ базирования для данного агрегата; последовательность сборки; конструктивно-технологический анализ; метод обеспечения взаимозаменяемости; условия поставки деталей на сборку; расчет ожидаемой точности сборки; технологический процесс сборки; цикловой график сборки; расчет на жесткость продольной балки сборочного приспособления.
На схеме членения представлены детали и узлы собираемого агрегата, и их количество.
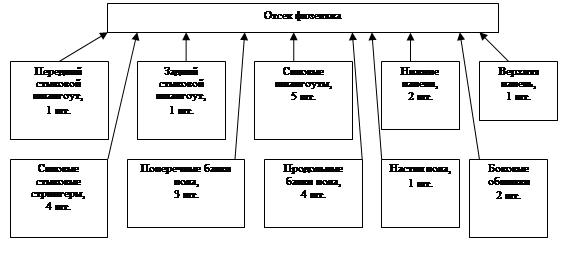
Рисунок 1 - Схема членения
Стыковые шпангоуты состоят из трех секций Т-образного сечения. Поступают после узловой сборки с отверстиями ОСБ и НО. Материал шпангоутов - Д16-Т.
Силовые шпангоуты выполнены из материала АК-6. Поступают после узловой сборки с отверстиями КФО и НО.
Верхняя и нижние панели клепаной конструкции состоят из обшивки, продольного стрингерного набора и поперечного набора в виде полушпангоутов. Поступают на сборку полностью собранными с обрезанными кромками и торцами.
Стыковые стрингеры уголкового сечения.
В зависимости от класса самолета возможна сборка:
Недифференцированная
- т.е. сборка проходит из одних деталей (не узлов, не деталей практически нет).
Сборка идет в одном сложном приспособлении, применяется труд высококвалифицированных рабочих. Этот тип сборки применяется для индивидуального и опытного производства.
Дифференцированная
- сборка агрегата в основном идет из панелей и узлов. Применяются несложные сборочные приспособления, и используется сборщики низкой квалификации (2, 3 разряд).
В самолето- и вертолетостроении рассматриваются две основных схемы агрегатной сборки: последовательная и последовательно-параллельная.
Последовательная
сборка относится к нерасчленённой на секции и панели конструкции самолета. Сборка идёт в одном сложном сборочном приспособлении.
При этой схеме сборки трудоёмкость и цикл сборочных работ самые большие, создаются стеснённые условия труда для сборщика, на сборку поступает большое количество деталей.
Последовательно-параллельная
схема сборки относится к сборке расчленённой на панели и узлы конструкции, но после первого этапа сборочных работ приступают к соединению - стыковке панелей и узлов друг с другом, а затем в полученном изделии проводят монтажные работы.
Цикл и трудоёмкость в таком случае меньше, чем при последовательной сборке, также создаются нормальные условия труда для сборщиков. Таким образом, для данного отсека наиболее приемлема дифференцированная схема сборки (а именно последовательно-параллельная).
| Передний стыковой шпангоут
|
|
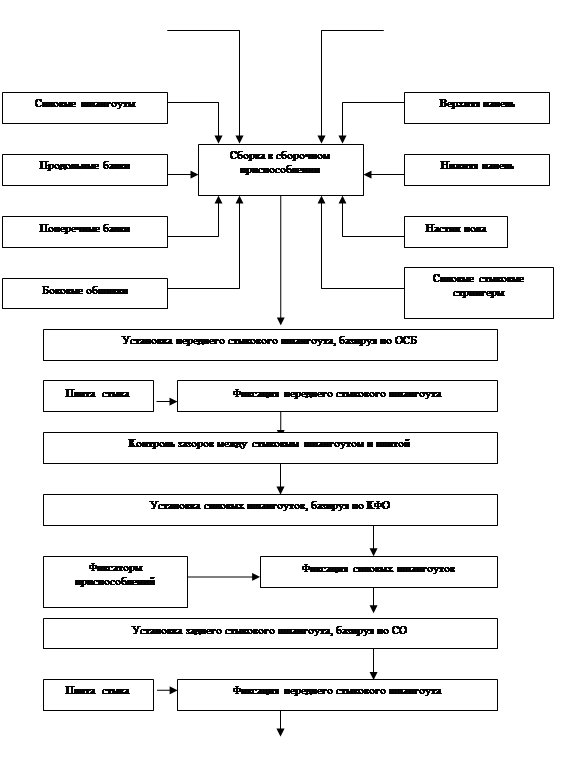
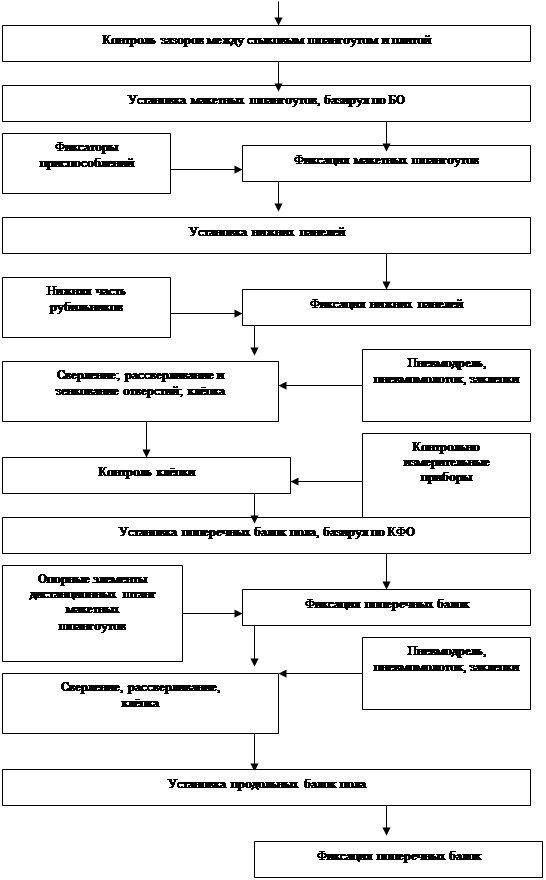
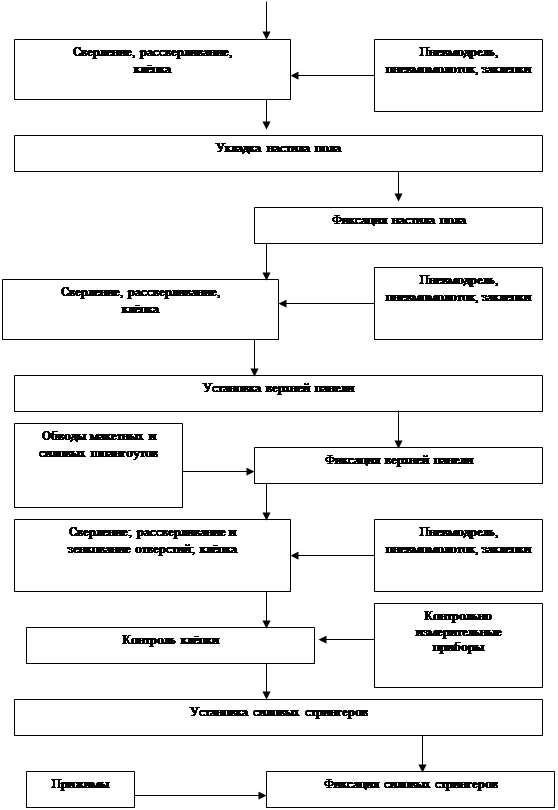

Рисунок 2 - Схема сборки
Базирование определяет ожидаемую точность узла или агрегата. Поэтому необходимо выбрать тот метод базирования, который обеспечивал бы при сборке заданную точность при минимальных затратах на оборудование
Сборка представляет собой совокупность операций по установке деталей в сборочное положение и соединению их в узлы, панели, агрегаты и самолёт в целом.
Совершенствование технологии сборочно-монтажных работ в самолетостроении зависит от выбранного способа базирования элементов конструкции относительно других элементов.
Принятый метод сборки и метод базирования предопределяет структуру всего технологического процесса сборки, состав технологического и контрольного оснащения, уровень ожидаемой точности готового изделия.
Различают следующие способы базирования при узловой и агрегатной сборке:
1) по месту детали в конструктивном контуре изделия (МДКК);
2) по сборочным отверстиям (СО) в элементах изделия и оснастке;
3) по разметке;
4) по координатно-фиксирующим отверстиям (КФО);
5) в сборочном приспособлении по базовым элементам самого сборочного приспособления;
6) базированием по внешней поверхности обшивки (ВПО);
7) по поверхности каркаса;
8) по сборочным отверстиям (СО) и базовым отверстиям (БО) стапеля.
Рассмотрим способы базирования при агрегатной сборке.
Базирование по внешней поверхности обшивки.
Этот метод базирования относится к прямому методу и находит широкое применение в сборочных работах, так как дает самую высокую точность сборки.
Сборочная база в этом случае являются рабочие поверхности рубильников стапеля, которые образуют отраженный вид контура аэродинамических обводов планера.
Этот способ базирования дает самую высокую точность сборки (в пределах 0,4 мм).
Базирование по поверхности каркаса.
Этот способ базирования относится к косвенным методам базирования, при котором теоретический контур внешних обводов агрегата не соприкасается с поверхностями сборочных баз стапеля.
Этот способ более трудоёмок, чем базирование по внешней поверхности обшивки, и менее точен (точность сборки лежит в пределах 2,5 мм).
Базирование по поверхности каркаса в основном применяют при сборке непанелированных отсеков и агрегатов легких самолетов и вертолетов, конструкций с сотовым заполнителем.
Базирование по сборочным и базовым отверстиям стапеля
.
Сборочной базой при этом способе базирования являются поверхности базовых элементов стапеля и в дополнение к ним БО в базируемых элементах изделия и базовых элементах стапеля.
При этом базируемые элементы изделия сопрягаются с базовыми элементами по ограниченным участкам поверхности в зоне расположения БО, поэтому форма базовых элементов очень мало или совсем не зависит от формы элементов изделия.
Точность этого способа сборки лежит в пределах 0,6 - 1,0 мм.
Разрабатываемый отсек фюзеляжа относится к третьей зоне допусков и не требует большой точности сборки. Поэтому при сборке применяем способ базирования по поверхности каркаса с применением универсальных рубильников.
В самолётостроении для обеспечения взаимозаменяемости сборочных контуров применяют связанные (зависимые), несвязанные и независимые методы. Кроме того, при производстве самолётов и вертолетов используется контрольная (эталонная) и технологическая оснастки.
Связанный или зависимый метод взаимозаменяемости
сборочных единиц основывается на использовании контрольной (или эталонной) и технологической оснастки. При этом контрольная и технологическая оснастка для различных агрегатов согласовывается (или увязывается) между собой для компенсации погрешностей размеров сборочных контуров (но не отдельных деталей).
Такой метод используют для сборки деталей, обладающих малой жесткостью, то есть для сборки самолетных контуров.
При несвязанном методе
этапа контрольной оснастки нет, то есть по чертежам изделия сразу изготавливают технологическую оснастку. При этом согласование размеров, как в деталях, так и в сборочных контурах не проводится.
Такой метод используют при сборке жестких деталей и узлов типа цилиндров стойки шасси. В этом случае необходимо изготавливать детали с высокой степенью точности. Для контроля точности размеров используется универсальный инструмент (линейка, штангенциркуль, микрометры).
При независимом методе
обеспечения взаимозаменяемости узлов и агрегатов применяются ЭВМ и станки с числовым программным обеспечением. Для этого метода необходимо иметь большой вычислительный центр, который бы перерабатывал заданную информацию с чертежей в математические зависимости, по которым далее можно составлять программы для станков с числовым программным обеспечением.
В настоящее время наиболее широко используемым методом для сборки узлов и агрегатов самолета является связанный или зависимый
метод обеспечения взаимозаменяемости.
Этот метод реализуется с помощью жестких носителей форм и размеров деталей, узлов и агрегатов, то есть с применением плазов, шаблонов, эталонов, слепков поверхностей, контрэталонов, макетов поверхностей и узлов. Этот метод совершенствуется и в зависимости от применяемых жестких носителей форм и размеров может называться: плазово-шаблонный
(если применены только
плазы и шаблоны), макетно-инструментальный (
если применены еще и макеты), эталонно шаблонный
(если применяют еще и эталоны).
Сущность плазово-шаблонного метода (ПШМ)
состоит в том, что все размеры, снятые с чертежа изделия, переносятся на жесткие носители - плазы и шаблоны. То есть вместо чертежей отдельных деталей, узлов, отсеков, секций и агрегатов мы работаем с плазами и шаблонами. Это позволяет при относительно малой жесткости деталей получить довольно точные размеры сборочных контуров, не уделяя внимание невысокой точности изготовления деталей.
При эталонно-шаблонном методе обеспечения взаимозаменяемости сборочных единиц планера самолета основными жесткими носителями форм и размеров являются эталоны, монтажные эталоны, эталоны поверхности и контрэталоны (которые должны контролировать положение, размеры и форму эталонов). Следует отметить, что вся контрольно-эталонная оснастка должна быть изготовлена с точностью, более высокой, чем точность технологической оснастки.
В последние годы получил широкое применение, так называемый "бесплазовый" метод увязки. В этом случае основным источником информации о теоретических обводах элементов планера самолёта являются теоретические чертежи. Их необходимо переработать в аналитические зависимости и формулы, которые описывают обводообразующие поверхности планера самолета. Затем эту информацию с помощью ЗВМ превращают в программы для электронных координатографов и станков с числовым программным управлением (СЧПУ).
Hа основе конструктивных чертежей с помощью координатографов на конструктивном плазе вычерчиваются теоретические контуры и теоретические оси, вручную вычерчиваются все элементы и контуры, которые трудно задать в аналитическом виде.
Наиболее приемлемым методом для сборки данного агрегата является плазово-шаблонный метод обеспечения взаимозаменяемости.
Составим схему увязки размеров детали и оснастки для шпангоута.
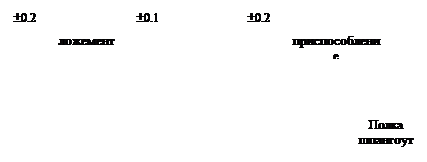
В этой схеме увязки верхняя ветвь содержит все этапы переноса размеров при изготовлении сборочного приспособления для шпангоута, а нижняя этапы переноса размеров при изготовлении секций шпангоутов.
(Примечание - ТП - теоретический плаз; КП - конструктивный плаз; ШП - шаблон приспособления; ПК/ИС - плаз-кондуктор и инструментальный стенд; ОК - отпечаток контрольный; ШК - шаблон контура; ШГ – шаблон гибки).
Условия на поставку деталей на сборку разрабатываются технологами
сборочных цехов. Эти условия должны определять степень законченности деталей до сборки и ее эскиз. Условия поставки разрабатываются на все детали сборочного узла, каждой детали присваивается номер. Условия поставки деталей на сборку оформляются в виде таблицы.
Таблица 1 - Условия поставки деталей на сборку
| Эскиз детали
|
Номер детали
|
Наименование
детали
|
Степень законченности
|
| 
|
01.01.031.001
|
Передний стыковой шпангоут
|
Обработан в окончательные размеры.
ОСБ и НО по чертежу
|
| 
|
01.01.031.002
|
Задний стыковой шпангоут
|
Обработан в окончательные размеры.
КФО и НО по чертежу
|
|
|
01.01.031.003
|
Силовые шпангоуты
|
Обработаны в окончательные размеры.
КФО и НО по чертежу
|
| 
|
01.01.031.004
|
Нижние панели
|
Обработаны в окончательные размеры.
|
| 
|
01.01.031.005
|
Верхняя панель
|
Обработана в окончательные размеры.
|
| 
|
01.01.031.006
|
Силовые стыковые стрингеры
|
Обработаны в окончательные размеры.
|
| 
|
01.01.031.007
|
Поперечные балки пола
|
Обработаны в окончательные размеры.
КФО по чертежу
|
| 
|
01.01.031.008
|
Продольные балки пола
|
Обработаны в окончательные размеры.
|
| 
|
01.01.031.009
|
Настил пола
|
Обработан в
окончательные размеры.
|
| 
|
01.01.031.010
|
Боковые обшивки
|
Обработаны в окончательные размеры
|
Под точностью геометрических параметров (размеров) понимают степень соответствия параметров изготовленного изделия параметрам, заданным в чертежах и технических условиях.
Производственные погрешности, определяющие ожидаемую точность сборки сборочной единицы, можно разделить на три основные группы:
I) Погрешности изготовления рабочего носителя размеров: погрешности базовой детали баз
, погрешности сборочного приспособления пр
, погрешность шаблона шаб
, погрешность калибра к
;
2) Погрешности увязки контуров: базовой и устанавливаемой детали кон (б-у),
приспособления и детали кон (пр-д),
двух сборочных приспособлений кон (пр-пр);
3) Погрешности, не зависящие от применяемого метода сборки: погрешности клёпки кл
, температурные погрешности Т
, погрешности за счет деформации нежестких деталей ж
, погрешности изменения толщины обшивки обш
.
Значения допускаемых производственных погрешностей на отдельных этапах переноса размеров с одного объекта на другой получают на основе экспериментально подтверждённых, статистически обработанных данных.
Определим точность сборки отсека фюзеляжа с базированием по внешней поверхности обшивки. Метод увязки - ПШМ. Допуск на отклонение теоретического контура фюзеляжа равен ТУ
= 2,0 мм.
Сборка идет с специальном сборочном приспособлении. Узлы на сборку поступают уже готовыми, собранные в цехах узловой сборки. Используем для этого случая уравнение точности сборки с базированием по поверхности каркаса:
0,6сб
= пр
+ кон (пр-дет)
+ 2обш
+ 2клея
;
где пр
- погрешность сборочного приспособления;
кон (пр-дет)
- погрешность взаимной увязки приспособления и устанавливаемой детали;
обш
= 0,1мм - погрешность толщины обшивки;
клея
= 0мм - погрешность толщины клеевого или паяного слоя;
Погрешность приспособления равна:
пр
= прпр
Эти величины определяются по формулам:
прАi *
i
+ Аi *
i *
i
);
пр Аi
2
*
i
2
*
ki
2;
где координата середины поля допуска составляющего звена; половина поля допуска составляющего звена; А - передаточное отношение; коэффициент относительной асимметрии распределения составляющего звена; k - коэффициент относительного рассеивания размера составляющего звена. Расчет ведем в табличной форме.
Таблица 2 - Определение погрешности приспособления
| Этап
|
Отклоне-
ние, мм
|
i,
мм
|
А
|
i
, мм
|
i
|
ki
|
Аi *
i
мм
|
Аi *
i *
i
мм
|
Аi
2
*
i
2
*
ki
2
мм
|
| ТП-КП
|
0; - 0,1
|
0,05
|
1
|
-0,05
|
0
|
1,0
|
-0,05
|
0
|
0,0025
|
| КП-ШП
|
0,2
|
0,2
|
1
|
0
|
0,5
|
1,4
|
0
|
0,1
|
0,0784
|
| ШП-ложемент
|
0,2
|
0,2
|
1
|
0
|
0,5
|
1,4
|
0
|
0,1
|
0,0784
|
| Ложмент-
ПК/ИС
|
0,1
|
0,1
|
1
|
0
|
0,5
|
1,4
|
0
|
0,05
|
0,0196
|
| ПК/ИС-
приспособление
|
0,2
|
0,2
|
1
|
0
|
0
|
1,0
|
0
|
0
|
0,04
|
| Сумма
|
|
|
|
|
|
|
-0,05
|
0,25
|
0,2189
|
пр - 0,05+0,25 = 0,2 мм.
пр 0,4678 мм.
пр
= 0,2 0,4678
Для определения погрешности увязки выбираем все несвязанные этапы в структурной схеме увязке оснастки. Все данные заносим в таблицу.
Таблица 3 - Определение погрешности увязки
| Этап
|
Отклоне-
ние, мм
|
i,
мм
|
А
|
i
, мм
|
i
|
ki
|
Аi *
i
мм
|
Аi *
i *
i
мм
|
Аi
2
*
i
2
*
ki
2
мм
|
| КП-ШП
|
0,2
|
0,2
|
1
|
0
|
0,5
|
1,4
|
0
|
0,1
|
0,0784
|
| ШП-ложемент
|
0,2
|
0,2
|
1
|
0
|
0,5
|
1,4
|
0
|
0,1
|
0,0784
|
| Ложмент-
ПК/ИС
|
0,1
|
0,1
|
1
|
0
|
0,5
|
1,4
|
0
|
0,05
|
0,0196
|
| ПК/ИС-
приспособление
|
0,2
|
0,2
|
1
|
0
|
0
|
1,0
|
0
|
0
|
0,04
|
| ОК - ШК
|
0; 0,1
|
0,05
|
1
|
0,05
|
0,5
|
1,4
|
0,05
|
0,025
|
0,0049
|
| ШК - ШГ
|
0,2; 0
|
0,1
|
1
|
0,1
|
0,5
|
1,4
|
0,1
|
0,05
|
0,0196
|
| ШГ -
пуансон
|
0,2
|
0,2
|
1
|
0
|
0,2
|
1,2
|
0
|
0,04
|
0,0576
|
| Пуансон -
Полка
шпангоута
|
0,5; 0
|
0,25
|
1
|
0,25
|
0,2
|
1,2
|
0,25
|
0,05
|
0,09
|
| Сумма
|
|
|
|
|
|
|
0,4
|
0,415
|
0,3885
|


Следовательно, погрешность увязки будет равна:
(пр-дет)
= = (0,815 0,6232) мм.
Определим точность сборки полушпангоута:

Получили, что погрешность сборки шпангоута больше допуска, равного 2,0 мм. Из расчета следует, что выбранный способ базирования не удовлетворяет допустимой точности сборки.
Для того, чтобы обеспечить точность в пределах допуска, необходимо проанализировать выбранную схему увязки либо изменить способ базирования.
При сборке отдельных сборочных единиц и всего планера самолета используют три типа технологических процессов:
директивный -
разрабатывается на стадии эскизного и рабочего проектирования в опытно-конструкторском бюро;
укрупненный
- разрабатывается на серийном заводе в серийном конструкторском бюро.
рабочий -
разрабатывается в технологических цеховых бюро серийного завода и технологических отделах.
Директивный техпроцесс
содержит перечень принципиальных положений о методах сборки изделия, принятом способе базирования, о применяемом оснащении и оборудовании, которые в обязательном порядке должны быть соблюдены и применены в серийном производстве.
Укрупненный техпроцесс
содержит перечень и последовательность выполнения сборочных операций, перечень оборудования, сборочных приспособлений инструментов, применяемых при сборке, в нем также указываются разряды рабочих, условия труда сборщика, трудоемкость выполнения каждой сборочной операции.
Рабочий техпроцесс
содержит детальную проработку отдельных операций сборки (установки элементов в сборочное положение, их фиксацию и соединение элементов между собой, указанным в чертежах способом), а также норму времени на выполнение каждой операции, рекомендуемые разряды рабочих, перечень применяемого инструмента и оборудования.
Так как я разрабатываю технологический процесс сборки отсека фюзеляжа без каких либо технологических документов останавливаюсь на директивном техпроцессе.
Цикловой график представляет собой комплекс ломаных линий, показывающий последовательность операций и трудоемкость каждой операции в зависимости от количества рабочих, занятых на операциях.
Суммируя длительность последовательно выполняемых технологических операций, определяют технологический цикл сборки. Определив количество часов в смену, число смен в сутках, количество одновременно работающих на определенной операции, цикловое время выполнения операций, строят цикловой график.
| № п/п
|
Наименование операций и переходов
|
Трудоёмкость
Т, час
|
Количество рабочих
|
Количество смен
|
| 1
|
2
|
3
|
| Количество часов
|
Количество часов
|
Количество часов
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| 1
|
Подготовка рабочего места
|
1
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2
|
Установка и фиксация переднего стыкового шпангоута
|
1
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3
|
Установка и фиксация силовых шпангоутов
|
5
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 4
|
Установка и фиксация заднего стыкового шпангоута
|
1
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 5
|
Установка силовых стрингеров и соединение их со шпангоутами
|
4
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 6
|
Установка и фиксация нижних панелей, сверление отверстий, зенковка и клепка
|
8
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7
|
Установка и фиксация балок пола, сверление отверстий, клепка
|
6
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| №
п/п
|
Наименование операций и переходов
|
Трудоёмкость
Т, час
|
Количество рабочих
|
Количество смен
|
| 4
|
5
|
6
|
| Количество часов
|
Количество часов
|
Количество часов
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| 7
|
Установка и фиксация балок пола, сверление отверстий, клепка
|
6
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 8
|
Крепление настила пола, сверление отверстий и клепка
|
5
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 9
|
Установка и фисация верхней панели, сверление отверстий, зенковка и клепка
|
5
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10
|
Установка боковых обшивок, сверление отверстий, зенковка и клепка
|
10
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 11
|
Контроль качества
|
8
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| №
п/п
|
Наименование операций и переходов
|
Трудоёмкость
Т, час
|
Количество рабочих
|
Количество смен
|
| 7
|
8
|
9
|
| Количество часов
|
Количество часов
|
Количество часов
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| 11
|
Контроль качества
|
8
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 12
|
Выемка из стапеля
|
1,5
|
2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок 3 - Типовой цикловой график сборки
По цикловому графику определим цикл сборки Ц изделия:
Ц = Т / р*
к
где р
= 2 - количество одновременно проводимых работ на сборке;
к
= 1,1 - коэффициент переработки норм.
Таким образом, цикл сборки равен: Ц
= 55,5/3*
1,1 = 16,81
Технические условия на проектируемое сборочное приспособление составляют и оговаривают заранее, чтобы обеспечить требуемые размеры, форму и жесткость изделия в процессе сборки. Зададим следующие технические условия:
положение собираемой панели в приспособлении - горизонтальное
сборочной базой при образовании наружного обвода является поверхность каркаса
точность сборки должна лежать в пределах 2,0 мм.
Сборочное приспособление для сборки отсека фюзеляжа состоит из каркаса, стыковых плит, балок, рубильников, транспортных тележек и рельсового пути.
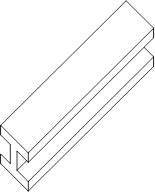
Продольная балка каркаса СП является самым нагруженным элементом, работающим в основном на изгиб. Поэтому определим ее прогиб под действием нагрузки P от агрегата, исходя из классических формул "Сопротивления материалов".
Формула прогиба продольной балки при жесткой заделке выглядит следующим образом:
где P = 5200 (кг) - распределенная нагрузка от агрегата;
l = 700 (см) - длина пролета балки;
E = 2100000 (кг/см2
) - модуль упругости первого рода;
Jx
- момент инерции сечения балки при изгибе.
Примем  (см) (см)
 (см) (см)
0,5Jx
=5529,5 см4
По каталогу прокатных профилей, у которых момент инерции несколько выше расчетного, выбираю швеллер ГОСТ 8240-56 (профиль №30) с
Jx
=5810 см4
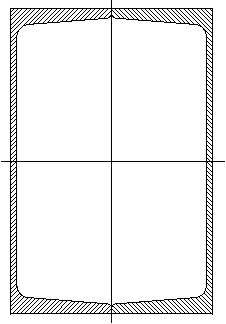
(Рисунок 4 - Типовое сечение балки).
Курсовой проект по технологии сборки самолета состоит из технологической и графической части.
В технологической части проекта мы решили следующие вопросы:
1) разработали схему членения отсека фюзеляжа;
2) на основании известных схем сборок и способов базирования, применяемых при сборке, выбрали схему сборки и способ базирования для предложенного заданием отсека фюзеляжа;
3) выбрали метод обеспечения взаимозаменяемости;
4) составили структурную схему увязки;
5) провели конструктивно-технологический анализ деталей, поступающих на сборку;
6) на основании анализа технологичности деталей разрабатываемого отсека, принятых схем сборок и метода обеспечения взаимозаменяемости составили таблицу условий поставки деталей на сборку;
7) провели анализ технологических погрешностей, составили уравнение погрешностей для выбранного способа базирования и провели расчёт ожидаемой точности сборки;
8) разработали технологический процесс сборки заданной сборочной единицы;
9) составили примерный цикловой график сборки;
10) разработали технические условия на проектирование сборочного приспособления;
11) рассчитали продольную балку стапеля на жесткость.
Графическая часть проекта состоит из сборочного чертежа агрегата и сборочного чертежа спроектированного сборочного приспособления.
1. Ершов В.И. и др. Технология сборки самолетов / В.И. Ершов, В.В. Павлов, М.Ф. Каширин, В.С. Хухорев. - М.: Машиностроение, 1986. - 456 с.
2. Гусева Р.И. Вопросы технологии сборочных работ в самолетостроении. Технологические процессы сборки, монтаж сборочных приспособлений: Учеб. Пособие. - Комсомольск-на-Амуре: Комсомольский-на-Амуре политех. ин-т, 1994. - 101 с.
3. Современные технологические процессы сборки планера самолета / Под ред. Ю.Л. Иванова. - М: Машиностроение, 1999. - 304 с.
4. Технологическое обеспечение аэродинамических обводов современного самолета. - М.: Машиностроение, 2001. - 432с.
5. Гусева Р.И., Вялов А.В. Теоретические основы сборки самолета: Учеб. Пособие. - Комсомольск-на-Амуре: ГОУВПО "КНАГТУ", 2005. - 96с.
|