Курсовая работа: Организация льноткацкого производства
|
Название: Организация льноткацкого производства Раздел: Промышленность, производство Тип: курсовая работа | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
СодержаниеВнимание! Приведенную ниже систему расчетов нельзя воспринимать как образец. Раздел 1. Технологическая цепочка и производительность машин. 3 1.1. Технологическая цепочка.3 1.2. Технологическое оборудование и нормы его производительности.4 Раздел 2. Заправочные данные суровых тканей и нормы расхода пряжи. 5 2.1. Заправочные данные суровой ткани базового артикула 062259: оценка взаимосвязей. 5 2.3. Нормы расхода пряжи на 100 м суровой ткани нового артикула.9 Раздел 3. Сопряженность ткацких паковок.11 3.1. Сопряженная длина основы и масса пряжи в рулоне суровой ткани.11 3.2. Сопряженная длина и масса основы на ткацком навое.11 3.3. Сопряженная длина и масса основы на сновальном валу.13 Раздел 4. Сопряженность технологического оборудования.17 4.1. Расчет отходов по переходам ткацкого производства. 17 4.2. Объем производства суровой ткани в час и выход полуфабрикатов.20 4.3. Сопряженное количество единиц заправленного оборудования.21 Раздел 5. Мощность производства. 23 Раздел 6. Технико-экономические нормативы организации производства. 25 6.1. Трудоемкость изготовления суровой ткани. 25 6.2. Машиноемкость изготовления суровой ткани. 26 6.3. Длительность технологического цикла. 27 Списокиспользованнойлитературы.30
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наименование ткани | Артикул | Ширина ткани, см | Плот-ность на 10 см | Ширина проборки по бедру, см. | Вид основной пряжи | Основа | Уток | Общий расход пряжи без отходов на 100 м, кг | ||||||||||
| По основе | По утку | Фон | Кромка | Количество нитей в основе | Уработка в качестве по нитям основы, % | Отходы, % | Расход пряжи без отходов на 100 м, кг | Отходы, % | Условное обозначение пряжи | Расход пряжи без отходов на 100 м, кг | ||||||||
| Фоновых | Кромочных | Всего | ||||||||||||||||
| Фон | Кромка | |||||||||||||||||
| Ткань сорочечная пестротканая малосминаемая | 062259 | 163 | 220 | 175 | 168,2 | СК 29 х/б | С 29х2 х/б | 3584 | 16 | 3600 | 12,0 | 1,8 | 11,64 | 0,11 | 1,5 | ВК 33,5 ВЛ | 10,06 | 21,81 |
Основные параметры готовой продукции базового артикула 062259
Таблица №2.
| Наименование ткани | Артикул |
Ширина ткани, см | Поверхностная плотность, г/м2 | Плотность (число) нитей по | Техническая притяжка по утку | Весовой лоскут, % | |
| основе | утку | ||||||
| Ткань сорочечная пестротканая малосминаемая | 062259 | 150 | 134 | 240 | 178 | - 1,5 | 0,8 |
Тип ткацкого станка при выработке суровой ткани нового артикула – станок СТБ.
Производственная площадь льноткацкого производства составляет 10200 м2 .
Раздел 1. Технологическая цепочка и производительность машин
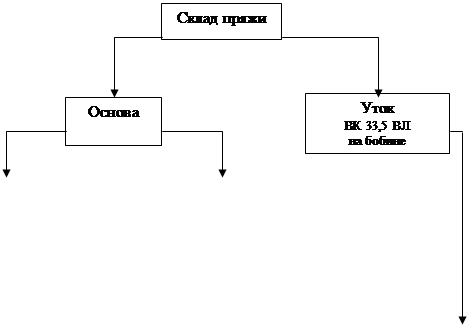
1.1. Технологическая цепочка.
 |
|
|
 |
|||
 |
|||
|
|||
|
|||
|
|||
![]() На выход
На выход
|
|||
![]()
 |
Примечание: После перематывания формируем основу, на льноткацких предприятиях для партионного снования основ из х/б пряжи применяются быстроходные машины типа СП. Исходя из ширины вырабатываемой ткани подходит машина СП-180.
Для повышения выносливости пряжи производим шлихтование на шлихтовальной машине барабанного типа ШБ – 11/180. Кромочные нити основы поступают на выход шлихтовальной машины, т.к. кромка сформирована из крученых нитей, она не шлихтуется, т.к. уже достаточно прочна.
Для выработки ткани выбираем станок СТБ2-175, в соответствии с заданной шириной.
1.2. Технологическое оборудование и нормы его производительности.
Технологическое оборудование и нормы его производительности
Таблица № 3.
| Марка оборудо-вания | Скорость выпускных органов, м/мин |
Теоретическая производительность машины, кг/маш.-ч. | КПВ | Норма производительности машин, кг/маш.-ч. | Примечание |
| М-2 | 500-1000 Vкр =700 Vф =560 |
|
0,88 | 171,49 68,6 |
(1, с.47) Пт =(V*60*T*mб )/106 , где mб =80 |
| МЛМ-2 | 400-800 V=570 |
0,87 | 79,74 | (1, с.49) Пт =(V*60*T*mб )/106 |
|
| СП-180 | 350-800 V=400 |
0,5 | 207,76 |
(1, с. 64, 2, с. 56) Чн =597 число нитей на одном сновальном валу Пт =(V*60*Чн *T)/106 |
|
| ШБ11/180 | 30-150 V=55 |
0,6 | 173,03 | (1, с. 139) Пт =(V*60*T*Но )/106 |
|
| ПСМ-230 | - | - | 165,43 | Пт =[(Тсн –Тб )*Мн ]/(То –tв )*t Мосн=389,48 (разд.3) |
|
| УП2-5 | До 500 V=450 |
0,47 | 1372,92 | (1, с. 180) Пт =(V*60*mо )/Но , где mо - масса пряжи на ткацком навое. |
|
| СТБ2-175 | n = до 230 мин-1 n=230 |
0,85 | 6,74 | Пт =(n*k*60)/(Ру *10), где n- частота вращения главного вала, k- число полотен. Ру =174 |
Примечание: для ПСМ-230 tосн =Нвр *чн /10, где Нвр - время на пробирание основ, мин/100 нит; Нвр =3,5 мин/100 нит; tосн =3,5*3600/100=126 мин, tвсп =7,6 мин (1, с. 187), Тб =Тлн +Тотд =10+16=26 мин. (1, с. 183)
Раздел 2. Заправочные данные суровых тканей и нормы расхода пряжи
2.1. Заправочные данные суровой ткани базового артикула 062259: оценка взаимосвязей
2.1.1. Плотность ткани по основе:
![]()
![]() нит/дм, плотность соответствует заданию.
нит/дм, плотность соответствует заданию.
2.1.2. Плотность по утку:
![]()
![]() нит/дм, что соответствует заданию.
нит/дм, что соответствует заданию.
2.1.3.Ширина кромки:
![]() ,
, ![]() см
см
![]() см, что меньше минимального значения ширины кромки на станках СТБ
см, что меньше минимального значения ширины кромки на станках СТБ
2.1.4. Усадка ткани в отделке по основе:
2.1.5. Плотность по основе, исходя из плотности суровой ткани:

что соответствует исходному значению
2.1.6. Количество зубьев берда:

2.1.7. Номер берда:

2.1.8. Ширина заправочная:
![]()
![]() см, следовательно, ширина проборки нуждается в уточнении
см, следовательно, ширина проборки нуждается в уточнении
2.1.9. Расход нитей фона:
 , где
, где
а0 – уработка основы, %, В – вытяжка на шлихтовальной машине, В=1,5%
 кг/100 м
кг/100 м
2.1.10. Расход нитей кромки:
 , где
, где
Кукр – коэффициент укрутки,
Кукр =0,98

2.1.11. Расход нитей утка:
![]() , где
, где
lк – длина концов зарабатываемых нитей, см
 ,
,
где ау – уработка утка

2.2.Заправочные данные суровой ткани нового артикула 062259 H : организационно-экономическое обоснование значений.
Уменьшим плотность нитей по основе и утку на одну нить, тогда станет: Ро =219, Ру =174нит/дм
2.2.1. Усадка ткани в отделке по основе:

2.2.2. Притяжка ткани по утку:

2.2.3. Ширина суровой ткани:

2.2.4. Заправочная ширина суровой ткани:
2.2.5. Ширину кромки расчетную принимаю равной 3 см.
2.2.6. Ширина фона:
2.2.7. Число нитей фона:
2.2.8. Число нитей кромки:![]()

3,11 больше максимальной ширины кромки, следовательно, принимаю число нитей кромки равным 64, 16 из которых с лин.плотностью 29*2.
Проверка:
2.9. Определим заправочную ширину суровой ткани:
а) Количество зубьев берда:
б) Номер берда:
в) Ширина заправочная:
2.2.10. Определим уработку утка:

2.2.11.Использование ткацкого станка по ширине.
Станок СТБ2-175, максимальная ширина - 175.
2.3. Нормы расхода пряжи на 100 м суровой ткани нового артикула.
2.3.1. Расход нитей фона:
2.3.2. Расход нитей кромки:

2.3.3. Расход нитей утка:

2.3.4. Общий расход:
![]()
Заправочные данные суровых тканей
Таблица № 4.
| Наименование ткани | Артикул | Ширина ткани, см | Плот-ность на 10 см | Ширина проборки по бедру, см. | Вид основной пряжи | Основа | Уток | Общий расход пряжи без отходов на 100 м, кг | ||||||||||
| По основе | По утку | Фон | Кромка | Количество нитей в основе | Уработка в качестве по нитям основы, % | Отходы, % | Расход пряжи без отходов на 100 м, кг | Отходы, % | Условное обозначение пряжи | Расход пряжи без отходов на 100 м, кг | ||||||||
| Фоновых | Кромочных | Всего | ||||||||||||||||
| Фон | Кромка | |||||||||||||||||
| Ткань сорочечная пестротканая малосминаемая | 062259 | 163 | 220 | 175 | 168,2 | СК 29 х/б | С 29х2 х/б | 3584 | 16 | 3600 | 12,0 | 1,8 | 11,64 | 0,11 | 1,5 | ВК 33,5 ВЛ | 10,06 | 21,81 |
| 062259Н | 164,4 | 219 | 174 | 169,8 | 3536 | 64, 48/16 |
3600 | 12,0 | 11,48 | 0,26 | 10,08 | 21,82 | ||||||
Раздел 3. Сопряженность ткацких паковок.
3.1. Сопряженная длина основы и масса пряжи в рулоне суровой ткани.
Исходные данные для расчета рулона ткани
Таблица № 5
| Марка ткацкого станка | Масса 100 п.м. ткани без учета угаров, М, кг |
Условная длина куска, Lк , м | Максимальная масса рулона ткани на товарном валике Мр , кг |
| СТБ2-175 | 21,82 | Мр = 10-25г (2, с. 49) Принимаю Мр = 16 кг |
Примечание: Sк =30 м2 по ГОСТу 357-75.
3.1.1. Длина рулона ткани:
3.1.2. Количество кусков в рулоне ткани:
3.1.3. Длина ткани в рулоне:
3.1.4. Масса ткани в рулоне:

Результаты расчета рулона ткани
Таблица № 6
| Артикул ткани | L к , м | L р , м | n к или nu в рулоне, шт | Мр , кг |
| 062259Н | 18 | 72 | 4 | 15,71 |
3.2. Сопряженная длина и масса основы на ткацком навое.
Исходные данные для расчета ткацкого навоя
Таблица № 7
| Артикул ткани | Диаметр дисков навоя Dд , см | Диаметр ствола навоя d, см |
Расстояние между дисками навоя H, см |
Диаметр намотки пряжи на навой Dн , см |
Линейная плотность нитей основы Tо , текс | Плотность намотки пряжи γ, г/см3 |
Общее число нитей основы mо , шт |
| 062259Н | 70 (1, с. 125) |
15 (1, с. 229) |
167 (1, с.126) |
Dн = Dд -(1..3)=70-3=67 | 29 | 0,7 (1, с.125) |
3600 |
3.2.1. Объем пряжи на ткацком навое:
3.2.2. Масса пряжи на навое:
М
основа
=![]()
3.2.3. Длина основы на навое:
![]()
![]() текс
текс
 м
м
3.2.4. Длина основы в куске ткани:

3.2.5. Возможное число кусков, которое можно получить из одной основы:

3.2.6. Сопряженная длина основы на навое:

где nк – принятое число кусков,
lnp - длина концов основы, идущих в угары при пробирании или привязывании, lnp =2,8м, (1, с.361);
lmk - длина концов основы, идущих в угары в ткачестве, lmk =1,8 м, (1, с. 363).
3.2.7. Масса основы на навое с учетом сопряженной длины:
3.2.8. Коэффициент полезного использования объема ткацкого навоя:
Результаты расчета навоя
Таблица № 8
| Артикул ткани | Т0 , текс | γ, г/см3 | V, см3 | Мон , кг | nк , шт | Lок , м | Lонс , м | Монс , кг |
| 062259Н | 29,13 | 0,7 | 558989,08 | 391,29 | 184 | 20,16 | 3714,04 | 389,48 |
3.3. Сопряженная длина и масса основы на сновальном валу.
Исходные данные для расчета сновального вала
Таблица № 9
| Артикул ткани | Dд , см | d, см | Н, см | Dн , см | γ, г/см3 | То , текс | mр, шт | E, шт | Lонс , м |
| 062259Н | 66 (1, с. 64) |
24 (1, с. 64) |
180 (1, с. 64) |
Dн = Dд -(1…3)=66-2=64 | 0,5 (1, с.88) |
29 | 3584 | 616 (1, с. 67) |
3714,04 |
3.3.1 Объем пряжи на сновальном валу:

3.3.2. Масса пряжи на сновальном валу:

3.3.3. Количество сновальных валов в партии:

mр = =3584 (3536 – нити фона и 48 – нити кромки),
Е – емкость шпулярника
3.3.4. Число нитей на сновальном валу:
 597 нитей на валах 1-5, и 599 нитей на 6 валу
597 нитей на валах 1-5, и 599 нитей на 6 валу
3.3.5. Максимально возможная длина нити на сновальном валу:

3.3.6. Количество ткацких навоев из партии сновальных валов:
Так как дробная часть больше 0,5, то округление не производим. Уточним длину основы на ткацком навое с целью получения из него целого числа кусков ткани:
Тогда количество кусков ткани из такого навоя:

3.3.7. Сопряженная длина на сновальном валу:

где l1 – длина мягких и клееных концов, идущих в отходы при шлихтовании (1, с.360); l2 – средняя длина нитей основы, остающихся на сновальных валах после шлихтования (1, с.360).
3.3.8. Масса пряжи на сновальном валу:

3.3.9. Коэффициент использования сновального вала:
Результаты расчета сновального вала
Таблица № 10
| Артикул ткани | То , текс | V, см3 | γ, г/см3 | E, шт | nв, шт | nн, шт | Lов , м | Lовс , м | Мов , кг | Мовс , кг |
| 062259Н | 29 | 497376 | 0,5 | 616 | 6 | 3,85 | 14316,27 | 14097,17 | 248,69 | 244,88 |
3.4. Сопряженная длина и масса основы на мотальной бобине.
Исходные данные для расчета бобины
Таблица № 11
| Артикул ткани | То , текс | D1 , см | d1 , см | D2 , см | d2 , см | h, см |
γ, см3 |
Lовс , м |
| 062259Н | 29 | 23 | 6,4 | 20 | 3,4 | 15,0 | 0,38-0,5 (1, с.47) | 14097,17 |
3.4.2. Объем пряжи на конической бобине:

3.4.3. Масса пряжи на бобине: γ принимаю равной 0,5
3.4.4. Длина нити на бобине:

3.4.5. Количество сновальных валов из ставки бобин:

3.4.6.Сопряженная длина нити (при расчете мотальной паковки необходимо учитывать возможное отклонение плотности намотки на 3-5 %, поэтому длина нити на бобине должна быть больше сопряженной длины на сновальных валах, получаемых из ставки бобин на 3-5 %):

3.4.7. Сопряженная масса пряжи на бобине:

Необходимо, чтобы сопряженная длина нити на бобине была меньше допустимой, но эта разница должна входить в интервал от 0,05 до 0,2%
 , т.е. емкость бобины используется достаточно хорошо.
, т.е. емкость бобины используется достаточно хорошо.
3.4.8. Коэффициент использования бобины:

Результаты расчета бобины
Таблица № 11
| Артикул ткани | То , текс | V , см3 | γ, г/см3 |
Lб , м |
nв, шт |
Lбс , м |
Мбс , кг |
| 062259Н | 29 | 5160,28 | 0,50 | 88965,51 | 6 | 88811,98 | 2,58 |
Результаты расчетов третьего раздела приведены в таблице:
Сопряженность ткацких паковок
Таблица № 12
| Наименование ткацких паковок | Максимальная длина каждой нити основы на паковке, м | Сопряженная длина каждой нити основы на паковке, м | Максимальная масса всех нитей основы на паковке, кг | Масса всех нитей основы на сопряженной паковке, кг | Коэффициент полезного использования ткацкой паковки |
| Рулон ткани | 73,33 | 72 | 16 | 15,71 | - |
| Ткацкий навой | 3731,28 | 3714,04 | 391,29 | 389,48 | 99,54 |
| Сновальный валик | 14316,27 | 14097,17 | 248,69 | 244,88 | 98,47 |
| Бобина | 88965,51 | 88811,98 | 2,58 | 2,58 | 99,82 |
Раздел 4 . Сопряженность технологического оборудования.
4.1. Расчет отходов по переходам ткацкого производства
4.1.1. Перематывание
а) основа
где а – длина нити, идущей в отходы при связывании концов, м; а=1,2 м (1, с. 360);
в – длина нити, остающейся на входящей паковке при ее смене, м; в=3 м (1, с 360);
с – длина нити, необходимая для оправки паковки при ее смене, м; с=0,8 м (1, с. 360);
Ln – длина нити на перематываемой (входящей) паковке, м;
![]()
где М – масса пряжи на входящей паковке; М – 1,2 кг
![]()
l – длина нити, на которую приходится один обрыв, м
![]()
где L=10000 м одиночной нити, чо - число обрывов на 10000 м одиночной нити
б) уток:
М=160 г; а=1,2 м; в=3 м; с=0,8 м

4.1.2. Снование
![]()
где а1 - длина нити, идущей в отходы при смене входящей паковки, м; а1 =0,9 м (1, с.360);
в1 - остаток нити на бобине, идущей в отходы при перезаправке партии бобин; в1 =18 м (1, с. 360);
а2 - длина нити, идущей в отходы при ликвидации обрыва, м; а2 =2,2 м (1, с. 360);
О’с - число обрывов за время сматывания бобины, приходящихся на длину нити входящей паковки;
![]()
где - длина нити, на которую приходится один обрыв, м;
![]()
где =10000 м одиночной нити; чо - число обрывов на 100000 м одиночной нити; чо =1,2 (6, с. 79);
4.1.3.Шлихтование
l1 - длина клееных концов, идущих в отходы, м (1, с.125); l1 =18 м;
l2 - длина основы между машиной и сновальными валами, отрезаемой при заправке новой партии и идущей в отходы, м;
при 6 сновальных валах l2 =7,7м, (1, с.360);
l3 - средняя длина пряжи, остающаяся на сновальном валике после шлихтования, м;
при 6 сновальных валах l3 =9,0 м, (1, с.360);
l4 - длина нити, идущей в отходы, при ликвидации хомутов, м; l4 =5-6 м, l4 =6м
nв - количество сновальных валов в ставке;
Lовс - сопряженная длина основы на сновальном валике, м;

4.1.4. Пробирание (привязывание)
![]()
ln - длина концов, срезанных при пробирании, м;
ln =0,3-0,6 м;
ln =0,5 м;
Lонс - сопряженная длина основы на ткацком навое, м;
![]()
4.1.5. Ткачество
а) основа
![]()
где l’–длина нити, идущей в отходы при ликвидации обрывов, м; l’ =0,5 м;
l’1 -длина концов нитей основы, остающейся на навое, м; l’1 =1,2 м;
l’2 - длина концов нитей основы на участке скало-ремизы, м; l’2 =0,8-1,5 м;
l’2 = 1,5 м;
l’3 - длина концов нитей основы, идущих в отходы при заправке станка, м; l’3 =2,5 м;
n - число обрывов основы на 1 м одиночной нити; n =1,5 обр/1000 м = 0,0015 обр/м (1, с.268);
![]()
б) уток
![]()
где l1 -длина уточной нити, идущей в отходы при заправке станка, м; l1 =1-3 м;
l1 =2 м;
l2 - длина уточной нити, идущей на связывание концов при обрыве, м; l2 =0,5-1,5 м;
l2 = 1,5 м;
l3 - длина уточной нити, идущей в отходы при разработке пороков ткани на станке, м; l3 =5-10 м;
l3 =9 м;
l4 - длина уточной нити, остающейся на бобине после ее доработки, м; l4 =2-10 м;
l4 =7 м;
Lб - длина пряжи на уточной бобине, м

где γ=0,45-0,5 г/см3 ; γ=0,5г/см3 (1, с.46);
![]()
чоу - число обрывов уточной нити, приходящихся на длину нити на бобине;
![]()
где чоу - число обрывов утка при выработке 1 м ткани; rоу =0,40 (1, с.267);
Шз - ширина заправки по берду, м;
lк - длина выступающих концов уточной нити, м; lк = 3,09 м;
Расчет выхода полуфабрикатов
Таблица № 13
| Переходы | Отходы, % |
| Уточномотальный | 0,1 |
| Основомотальный | 0,012 |
| Сновальный | 0,02 4 |
| Шлихтовальный | 0,2 8 |
| Проборный | 0,0 13 |
| Ткачество уток | 0,04 3 |
| Ткачество основа | 0, 22 |
Итого: основа уток |
0, 549 0,14 3 |
4.2. Объем производства суровой ткани в час и выход полуфабрикатов.
4.2.1. Объем производства ткани в расчете на 100 ткацких станков:
![]()
По – норма производительности ткацкого станка в час,
Кро – коэффициент работающего оборудования
![]()
а – процент простоев,
![]()
4.2.2. Потребность в полуфабрикатах в час:
![]()
где R –расход пряжи с учетом отходов на 100 м суровой ткани, кг/100м;
zi – процент отходов на i-м переходе;

Основа:
а) Перематывание

б) Снование
в) Шлихтование

г) Пробирание (привязывание)

Вычислим, сколько основ (кг) пойдет на проборную машину, а сколько на узловязальную. В ткацком производстве пробирают 10-15% основ, остальные привязывают. Принимаю 10%.

д) Ткачество

Уток
а) Перематывание

б) Ткачество
![]()
4.3. Сопряженное количество единиц заправленного оборудования.
4.3.1. Количество машин в заправке:
![]()
а) Перематывание:
Основа:

Уток:
![]()
б) Снование:

в) Шлихтование:

г) Пробирание:

д) Привязывание:
Сопряженность технологического оборудования
Таблица № 14
| Марка оборудования | Часовая выработка полуфабрикатов, кг | Кро | Сопряженное количество заправленного оборудования по расчету, машин |
М-2, Т= СК 29 х/б |
73,88 | 0,965 | 1,116 |
М-2, Т= С 29х2 х/б |
1,67 | 0,965 | 0,01 |
| МЛМ-2 | 64,61 | 0,965 | 0,840 |
| СП-180 | 73,86 | 0,96 | 0,370 |
| ШБ11/180 | 73,66 | 0,945 | 0,450 |
| ПСМ-230 | 7,37 | 0,97 | 0,046 |
| УП2-5 | 73,65 | 0,97 | 0,050 |
| СТБ2-175 | Основа 73,48 уток 64,58 |
100 |
Раздел 5. Мощность производства
Размеры машин.
Таблица № 15
| Марка оборудования | Габаритные размеры машин, м2 | Примечание |
| М-2 | S=11,7*1,3=15,21 | (1, с.49) |
| МЛМ-2 | S=11,647*1,23=14,33 | (1, с.48) |
| СП-180 | S=1,62*2,84=4,6 | (1, с.64) |
| ШБ11/180 | S=21,905*3,36=73,6 | (1, с.135) |
| ПСМ-230 | S=1,6*3,02=4,83 | (1, с.180) |
| УП2-5 | S=2,5*0,5=1,25 | (1, с.180) |
| СТБ2-175 | S=1,795*3,6=6,46 | (1, с.229) |
Общая производственная площадь, занимаемая 100 ткацкими станками с соответствующим количеством приготовительного оборудования:

Найдем производственную площадь, занимаемую одной машиной с учетом необходимых проходов между ней и другими проходами ткацкого производства. Для этого делим полученную «габаритную» площадь на коэффициент использования производственной площади. Примем его 0,45 для ткацких станков и 0,35 для приготовительных машин (3, с.12)

Количество ткацких станков, которое может быть размещено на заданной производственной площади (10200 м2 ):

Принимаю 628 станка. Округляем до меньшего числа, кратного 4.
Количество приготовительных машин в каждом переходе, которое может быть размещено одновременно с ткацким оборудованием:
![]()
а) Перематывание
Основа:

Уток:
![]()
б) Снование
![]()
в) Шлихтование
![]()
г) Пробирание
![]()
д) Привязывание
![]()
Мощность производства по количеству оборудования
Таблица 16
| Марка оборудования | Сопряженное количество единиц заправленного оборудования при 100 ткацких станках | Габаритные размеры одной машины | Габаритная площадь одной машины, м2 | Габаритная площадь всех заправленных машин и станков | Расчетное и принятое к установке количество единиц технологического оборудования |
| М-2 | 1,126 | 11,7*1,3 11,647*1,23 1,62*2,84 21,905*3,36 1,6*3,02 2,5*0,5 1,795*3,6 |
15,21 | 710,27 |
8+1 |
| МЛМ-2 | 0,840 | 14,33 | 6 | ||
| СП-180 | 0,370 | 4,6 | 3 | ||
| ШБ11/180 | 0,450 | 73,6 | 3 | ||
| ПСМ-230 | 0,046 | 4,83 | 2 | ||
| УП2-5 | 0,050 | 1,25 | 2 | ||
| СТБ2-175 | 100 | 6,46 | 628 |
Раздел 6. Технико-экономические нормативы организации производства
6.1. Трудоемкость изготовления суровой ткани
Трудоемкость продукции по охвату затрат труда основных рабочих:

где Но j - норма обслуживания для одного работника на j-м переходе ткацкого производства;
а) Перематывание
Основа:

Уток:

б) Снование

в) Шлихтование

г) Пробирание

д) Привязывание

е) Ткачество
![]()
Общая трудоемкость:

6.2. Машиноемкость изготовления суровой ткани

а) Перематывание

б) Снование
![]()
в) Шлихтование
![]()
г) Пробирание
![]()
д) Привязывание
![]()
е) Ткачество
![]()
6.3. Длительность технологического цикла
Сопряженность оборудования и длительность технологического цикла
Таблица № 17
| Марка оборудования | Сопряженное количество оборудования | Длительность технологического цикла, ч | |
| При заправке 100 ткацких станков | При заправке 1 шлихтовальной машины | ||
| М-2, Т=СК 29 х/б | 1,116 | 2,480 | 0,70 |
| М-2, Т=С 29х2 х/б | 0,010 | 0,022 | |
| МЛМ-2 | 0,840 | 1,867 | |
| СП-180 | 0,370 | 0,822 | |
| ШБ11/180 | 0,450 | 1 | |
| ПСМ-230 | 0,046 | 0,102 | |
| УП2-5 | 0,050 | 0,111 | |
| СТБ2-220 | 100 | 222,222 | |
Длительность технологического цикла:

где М’з - сопряженное количество оборудования при заправке одной шлихтовальной машины.
а) Перематывание

б) Снование
в) Шлихтование

г) Пробирание

д) Привязывание

е) Ткачество
![]()
Технико-экономические нормативы организации производства
Таблица № 18
| Технико-экономический норматив | Значение | |
| Трудоемкость, ч/1000 м | Перематывание Основа Кромка Уток Снование Шлихтование Пробирание Привязывание Ткачество |
3,74 0,036 2,11 0,56 1,33 0,140 0,150 18,55 |
| Машиноемкость, ч/1000 м | Перематывание Основа Кромка Уток Снование Шлихтование Пробирание Привязывание Ткачество |
1,680 0,015 1,267 0,555 0,667 0,070 0,076 148,368 |
| Длительность технологического цикла | 0,70 ч/1000 м | |
Заключение:
В курсовом проекте выполнены расчеты по проектированию ткацкой фабрики, выпускающей один артикул ткани.
В ходе работы я выбрал технологическую цепочку и рассчитал параметры технологического процесса, а также установил сопряженность длины и массы полуфабрикатов на ткацких паковках.
В пятом разделе рассчитал мощность производства по количеству оборудования.
В последнем разделе рассчитаны некоторые технико-экономические показатели, такие как трудоемкость и машиноемкость изготовления суровой ткани, а также длительность технологического цикла
Список использованной литературы
1. Льноткачество: Справочник./ Под ред. Р.Д. Дружининой.- М.: Легпромбытиздат, 1985
2. Отраслевые нормы расхода и использования сырья в льняной и пенько-джутовой промышленности./ ЦНИИЛВ.-И.: ЦНИИТЭИЛегпром, 1986
3. Белихов Б.А. Организация производства. Курсовой проект: методические указания. - Кострома: КТИ, 1992
4. Методика расчета норм пряжи на выпуск 100 м суровых тканей в ткацком производстве льняной и пенько-джутовой промышленности.- М.:ЦНИИТЭИЛегпром, 1979
5. Нормы технологического проектирования и технико-экономические показатели предприятий текстильной промышленности: льняная промышленность, ткацкое производство./ГПИ – 6 Минлегпрома СССР. –М.:МЛП СССР,1977
6. Брут-Бруляко А.Б., Живетин В.В. Современная техника и технология льноткацкого производства. - М.: Легкая и пищевая промышленность, 1984
7. Алексеева Н.С. и др. Основы проектирования предприятий отрасли: Учебное пособие. – Ярославль: КТИ, 1990
8. Поляк Т.Б., Стерлин Е.А., Летуновская А.А. Организация, планирование и управление ткацким производством. –М.: Легпромбытиздат, 1986
9. Проектирование ткацких фабрик под ред П.В. Власова.- М.: Легкая и пищевая промышленность, 1983
10. Белихов Б.А. Организация производства как система научных знаний и область практической деятельности: Конспект лекции по курсу «Организация производства на предприятиях текстильной промышленности».- Кострома: КГТУ, 2000