Министерство образования и науки Российской Федерации
Московский государственный университет приборостроения и информатики
Факультет «Технологическая информатика»
Кафедра «Информационные технологии обработки давлением»
КУРСОВАЯ РАБОТА
По дисциплине: Ковка и объемная штамповка
Вариант №10
Выполнил:
Грешилов Д.В.
студент 3го курса
Проверил:
Леняшин В.Б.
МОСКВА 2010
1. Выбор способа ковки
Для изготовления детали «Шпиндель» будем производить на гидравлическом прессе.

2. Составление чертежа поковки
Тип поковки – цилиндр.
Соотношение размеров: (L > 1,2D, L < 30D)
L = 1000 мм, в = 480 мм.
576 < 1000 < 14400
Мы выбрали данный тип поковки, т.к. в < 0,5D (200 < 240) и мы не можем выбрать тип «цилиндр с отверстием».
Припуски на механическую обработку и предельные отклонения будем брать из таблицы 2. (ГОСТ 7062-90).
на Æ 480 мм припуск δ1 = 20 мм и предельное отклонение Δ1 = ±7 мм;
на размер 1000 припуск δ2 = 60 мм и предельное отклонение Δ2 = ±21 мм;

3. Определение размеров, формы и массы заготовки
Определим объем и массу поковки
1)Объем поковки:
Vпок =  = =  = 208130513 мм3 = 208130513 мм3

2) Масса поковки:
Gпок = Vпок ∙ ρ+ m1\
m 1= 0.28· 10-6· D3 = 35 кг
Gпок = 1669 кг
Общая масса заготовки:
Gзаг=Gпок + Gуг.;
Массу угара принимаем 3% массы нагреваемого металла за нагрев
Масса годной части заготовки:
На основе полученных данных о массе годной части заготовки выбираем из таблицы [2,67] восьмигранный слиток УЗТМ с приведёнными ниже характеристиками.
| Масса слитка полная |
2100 кг |
| Масса годной части слитка |
1770 кг |
| Масса прибыльной части слитка |
256 кг |
| Масса донной части слитка |
74 кг |
 |
441 мм |
| dmin |
390 мм |
 |
1550 мм |
 |
2110 мм |
Выход годного:
ηпок = Gпок / Gзаг ∙ 100% = 1720/2100 * 100% = 82%
Коэффициент расхода металла
kр= 1/ ηпок = 1,22

4. Определение вида, числа и последовательности кузнечных операций для изготовления поковки
Первичный нагрев;
биллетировка на Æ390 мм;
отрубка донной и прибыльной частей;
осадка с Æ 390 мм на Æ 550 мм;
подогрев;
протяжка с Æ 550 мм на Æ 400 мм;
осадка с Æ 400 мм на Æ 500 мм;
правка.
5. Выбор термического режима нагрева, подогрева и охлаждения поковки
Время нагрева заготовки при температуре печи 1300оС будем определять по формуле Н.Н. Доброхотова.
где Dзаг - диаметр нагреваемой заготовки, м.
Нагрев заготовки будем производить в 2 этапа, т.к. наша заготовка является холодным слитком из высокоуглеродистой стали.
 = 4,4 ч. = 4,4 ч.
 = 1,46 ч. = 1,46 ч.
где τ1 - время нагрева от 0 до 850оС (первый этап)
τ2 - время нагрева от 850 до 1200оС (второй этап)
Между этапами необходимо осуществить выдержку для выравнивания температуры по сечению металла с тем, чтобы фазовые превращения происходили при минимальном температурном градиенте (переход в аустенит). Большие перепады температур между поверхностью и сердцевиной заготовки приводят к термическим напряжениям, которые, в свою очередь, грозят образованием макро- и микротрещин при нагреве.
Конечный температурный коэффициент по сечению не должен превышать 100оС.
| Максимальная температура нагрева стали 40Х перед ковкой |
1250 оС |
Минимальная температура окончания ковки:
интенсивное обжатие
проглаживание
|
800 оС
750 оС
|
| Общая продолжительность нагрева |
5 ч. 50 мин |
6. Выбор номинального усилия (расчёт силы операций)
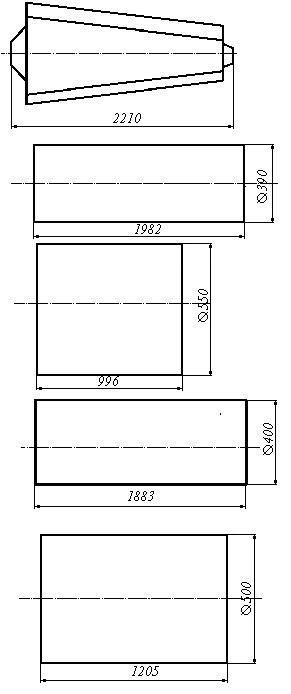
1. Биллетировка на Æ390 мм
Н1=Н0∙(D0/D1)2
Н1=1550∙(441/390)2=1982 мм УБ = 1982/1550= 1,28
2. Осадка с Æ 390 мм на Æ 550 мм .
Н2=Н1∙(D1/D2)2
Н2=1982∙(390/550)2=996 мм
P = ψ∙(1 + 0,17∙Dпок/Hпок) ∙ σТ ∙F
P1 = 0,9 ∙(1 + 0,17∙550/996) ∙ 24 ∙0,12 =2,85 МН
У1 = (F2/F1)=(D2/D1)2
У1 = (550/390)2= 2
3. Протяжка с Æ 550 мм на Æ 400 мм.
Н3=996∙ =1883 мм =1883 мм
P = ν∙ψ∙(1 + 0,17∙l/Hзаг) ∙ σТ ∙bзаг∙l
P2 = 1,25∙0,9∙(1+0,17∙400/996) ∙24∙0,55∙0,4=6,53 МН
У2 = 1883/996= 1,9
4. Осадка с Æ 400 мм на Æ 500 мм .
Н4=1883∙(400/500)2=1205 мм
P4 = 0,9 ∙(1 + 0,17∙500/1205) ∙ 24 ∙0,12 =2,83 МН
У4 = (500/400)2= 1,56
Уобщ =1,28*2*1,9*1,56=7,58
Максимальное усилие используемое за весь технологический цикл объёмной ковки на прессах равно 6,53 МН.
| Параметр |
Норма |
| Номинальное усилие пресса, кН |
8000 |
| Наибольший ход траверсы, мм |
900 |
Ход выдвижного стола, мм
в одну сторону
в другую сторону
|
360
1060
|
| Мощность привода, кВт |
800 |
| Масса, т |
160 |
1.Два вырезных бойка (материал Ст.15ХН)
Для отрубки:
1.Топор односторонний (высота отрубающей части 110мм, длина отрубающей части 800мм; материал 35ХМ).
Приспособления :
1.Клещи охватывающие (для слитка; материал Ст.3);
2.Клещи зажимные для тяжелых поковок (материал Ст.3).
Технологическая карта. Наименование детали: Шпиндель
| Сталь 40Х |
Механические свойства поковки |
Гидравлический пресс усилием 8 МН |
Баланс металла |
Химический состав, %:
0, 37– 0, 45C;
0,17 – 0,37 Si;
0,50 – 0,80 Mn;
не более 0,25 Cr.
|
Группа I;
ГОСТ 1050-74 и ГОСТ 14959-79;
sв³580 МПа;
sт³340 МПа;
KCV≥600 кДж/м2
НВ не более 187
|
Число поковок
Число поковок из слитка
Температура начала ковки, 
Температура конца ковки,
Охлаждение
|
1
1
1250
750
в масле
|
Составляющая |
кг |
% |
Слиток
Поковка
Поддон
Прибыль
|
2100
1770
74
256
|
100
84,3
3,5
12,2
|
| Операция |
Эскизы переходов |
первичный нагрев;
биллетировка на Æ390 мм;
отрубка донной и прибыльной частей;
осадка с Æ 390 мм на Æ 550 мм;
подогрев;
протяжка с Æ 550 мм на Æ 400 мм;
осадка с Æ 400 мм на Æ 500 мм;
правка.
|
 |
Список использованной литературы
1. ГОСТ 7062-90. Поковки, изготовляемые ковкой на прессах
2. Ковка и штамповка. Справочник т. 1 под ред. Е.И.Семенова, 1985г
3. Ковка и объемная штамповка. Учебник для ВУЗов. Е.И.Семенов, 1972г
|