Министерство образования и науки Украины
Запорожская государственная инженерная академия
Факультет М и ООС
Кафедра МЧМ
Курсовая работа
На тему: “Изучение теории и технологии выплавки шарикоподшипниковой стали марки ШХ4”
По курсу: “Технология производства специальных сталей и сплавов”
Выполнил: ст. гр. МЧ-2-98д
Паламаренко А.Ю.
Проверил: канд. тех. наук, доцент
Воденников Сергей Анатолиевич
Оценка: ___________
Запорожье
2002
Реферат
Курсовая работа содержит 35 стр., 3 рис., 1 табл., 12 источников.
Цель работы ― углублённое изучение теории и технологии выплавки специальных сталей и сплавов на основе анализа и обобщения научно-технической литературы и специализированных журналов и изданий.
В данной курсовой работе были рассмотрены следующие вопросы:
1. Современное состояниеи проблемы отечественной и зарубежной металлургической промышленности, а также возможные пути их преодоления и дальнейшего развития отрасли.
2. Назначение, область применения шарикоподшипниковой стали марки ШХ4, а также сталей аналогичных марок, а также требования, предъявляемые к ним.
3. Влияние легирующих элементов, вредных примесей, а также состава и вида неметаллических включений на свойства шарикоподшипниковых сталей.
4. Сделан обзор существующих методов производства шарикоподшипниковых сталей на Украине и за рубежом, а также анализ научно-технической литературы, касающейся данного вопроса.
5. Рассмотрены способы улучшения существующих технологий производства подшипниковых сталей, а также направления и тенденции в создании новых технологических схем и процессов в отечественной и зарубежной подшипниковой промышленности.
6. Рассмотрена аппаратурно-технологическая схема производства подшипниковой стали методом вакуумирования жидкой стали с одновременным рафинированием её в столбе шлака, а также проанализирована экономическая эффективность внедрения данной технологии на отечественных металлургических предприятиях.
ШАРИКОПОДШИПНИКОВАЯ СТАЛЬ, ШХ4, ПРОИЗВОДСТВО, ОБРАБОТКА, СВОЙСТВА, ПРИМЕСИ, ВАКУУМ-ШЛАКОВЫЙ ПЕРЕПЛАВ, ЭКОНОМИЧЕСКИЙ ЭФФЕКТ
Содержание
Введение
1. Общие сведения.
1.1 Назначение, виды и область применения шарикоподшипниковой стали.
1.2 Химический состав шарикоподшипниковых сталей.
1.3 Основные технологические и эксплуатационные свойства, влияние на них внешних параметров.
2. Анализ способов выплавки шарикоподшипниковых сталей на Украине, в СНГ и за рубежом.
2.1 Общая характеристика способов выплавки.
2.2 Выплавка в мартеновских печах.
2.3 Выплавка в электродуговых печах.
2.4 Специальные способы выплавки.
3. Аналитический обзор литературы по вопросу технологии, способов выплавки и разливки
шарикоподшипниковой стали за последние годы.
4. Выбор и рекомендации по использованию новых прогрессивных разработок в технологии выплавки
шарикоподшипниковых сталей.
Выводы.
Перечень ссылок.
4
6
6
8
11
16
16
17
19
20
24
31
34
35
Введение
Эксплуатационные свойства большинства машин и механизмов (станков, автомобилей, авиационных двигателей, прокатных станов, точных приборов и др.) в значительной степени зависят от точности, долговечности и надёжности подшипников качения – одного из важнейших и наиболее распространённых элементов этих устройств.
Качество подшипников качения определяется их конструкцией, технологией изготовления и качеством используемого металла. В данной работе рассматриваются вопросы, связанные с качеством металла – т.е. металлургические (способы выплавки и обработки давлением) и металловедческие аспекты технологии получения и обработки подшипниковых сталей и влияния этих факторов на эксплуатационные свойства подшипников качения.[1]
Необходимо учитывать, что металлургическая отрасль как Украины, так и всего мира в последние годы стоит перед очень серьёзной проблемой – превышением мощностями, производящими сталь, мощностей, которые её могут использовать. Вследствие этого многие металлургические предприятия вынуждены тратить огромные средства на исследование и внедрение новых технологий, которые в свою очередь развиваются по трём основным направлениям: снижение себестоимости уже производимой продукции, разработка технологий, позволяющих при неизменной цене производить продукцию более высокого качества, и разработка абсолютно новых видов продукции, способных вытеснить уже имеющиеся на рынке товары своими уникальными свойствами.
Очень серьёзной проблемой для развивающихся стран и для Украины в частности является то, что цены на однотипные товары (готовую сталь, прокат и т.д.), произведённые в развитых капиталистических странах и в странах третьего мира, рознятся иногда в десятки раз. Вследствие этого развитые страны вынуждены закрывать свои рынки от наплыва дешёвого металла из-за рубежа, что может привести к закрытию многих металлургических предприятий если ситуация не изменится. Заводы Украины же в сложившейся ситуации вынуждены продавать металл довольно высокого качества по цене дешёвого металлолома.
Выходу из сложившейся ситуации во многом бы могло поспособствовать правительство, принимая законы:
- лобирующие интересы крупных промышленных предприятий, как металлургических, так и машиностроительных, так как зачастую последние покупают металл у тех же иностранных предприятий, которые скупают его у отечественных металлургических гигантов. Соответственно необходимо стимулировать на законодательном уровне так называемые сделки “в поддержку отечественного производителя”, заключаемые без посредников непосредственно между украинскими предприятиями;
- защищающие интеллектуальную собственность не только путём административных взысканий, но и уголовных наказаний;
- способствующие увеличению доли бюджета, расходуемой на научные исследования и разработки, а также на поощрения учёным и инженерам их создавшим;
- делающие механизмы патентования новых разработок более доступными и менее растянутыми как во времени, так и по количеству бюрократических инстанций.
Своевременное и правильное внедрение в жизнь этих задач может служить определяющим фактором на пути развития не только металлургической отрасли, но и всей украинской экономики в целом, так как металлургия на сегодняшний день является одной из основных бюджетонаполняющих отраслей промышленности Украины.
1.
Общие сведения.
1.1
Назначение, виды и область применения шарикоподшипниковой стали.
Как видно из названия, шарикоподшипниковую сталь применяют главным образом для изготовления шариков, роликов и колец подшипников.[2] Но номенклатура марок стали данного вида достаточно широка. Это объясняется разнообразием требований к эксплуатационным свойствам подшипников со стороны традиционных, а также новых отраслей промышленности и сельского хозяйства.
Наиболее распространённые подшипниковые высокоуглеродистые стали можно классифицировать следующим образом:
1. Стали для подшипников, работающих в обычных условиях (хромистая, хромистая с добавкой молибдена, хромомарганцевокремнистая, хромомарганцевая с добавкой молибдена).
2. Стали для подшипников, работающих в агрессивных средах и при повышенной температуре (коррозионно-стойкая, теплостойкая).[1]
К первым относятся стали марок ШХ15, ШХ15СГ, ШХ20СГ, ШХ4, ШХ6, ШХ9 и т.д.[3] В результате проведенной в 60 г. унификации две последние марки были заменены сталью ШХ15. Названия аналогичных марок в других странах – 52100, 100C6, SKF-24, SUJ2 и т.д.
Ко вторым относят стали марок 95Х18-Ш (где буква «Ш» указывает на то, что сталь выплавлена методом электрошлакового переплава, а вакуумно-дуговой переплав стали электрошлакового переплава обозначается «ШД»), 11Х18М-ШД, ЭИ760, ЭИ347 (8Х4В9Ф2), 8Х4М4ВФ1-Ш, 8DCV40, M50, Z80WDCV6, 80MoCrV4216 и др.
Кроме перечисленных широко применяют низкоуглеродистые цементируемые стали и ограниченно – сплавы с особыми физическими свойствами.
Выбор стали для конкретного подшипника диктуется его размерами и условиями эксплуатации.
Из хромистой и хромомарганцевокремнистой сталей изготовляют подшипники, работающие в интервале температур 60 – 3000
С. Эксплуатация подшипников при температуре, превышающей 1000
С, требует специальной термической обработки деталей, обеспечивающей стабильность размеров, но сопровождающейся снижением твёрдости, а также сопротивления контактной усталости стали.
Внутри указанного температурного интервала выбор хромистой или хромомарганцевокремнистой стали определяется толщиной стенок колец или диаметром тел качения. Обеспечение сквозной прокаливаемости колец подшипников с толщиной стенки более 10мм и роликов диаметром более 22мм достигается заменой стали ШХ15 сталью ШХ15СГ. Для колец с толщиной стенки более 30мм в отечественной практике используют сталь ШХ20СГ, применяемую для изготовления деталей крупногабаритных подшипников. Граница размеров деталей, выше которой начинается применение стали ШХ20СГ или её аналогов, в разных странах различна. По-видимому, это объясняется различной прокаливаемостью, обусловленной особенностями технологии выплавки стали, а также различными схемами определения толщины стенок колец.[1]
В связи с внедрением прогрессивной технологии термической обработки деталей железнодорожных подшипников качения – поверхностной закалки при глубинном индукционном нагреве – разработана сталь ШХ4 с регламентированной прокаливаемостью. По составу она отличается от стали ШХ15 пониженным содержанием элементов, влияющих на прокаливаемость стали, - марганца, кремния и хрома.[5]
Кроме изготовления деталей подшипников сталь ШХ15, например, также применяется также для производства игл распылителей форсунок, обратных клапанов и подушек впрыскивающих систем, валиков топливных насосов, роликов, осей различных рычагов и других деталей, от которых требуется высокая твёрдость и хорошее сопротивление износу.[4]
1.2
Химический состав шарикоподшипниковых сталей.
По составу и свойствам эту сталь можно отнести к группе инструментальных сталей, но по применению она является конструкционной специального назначения.[2]
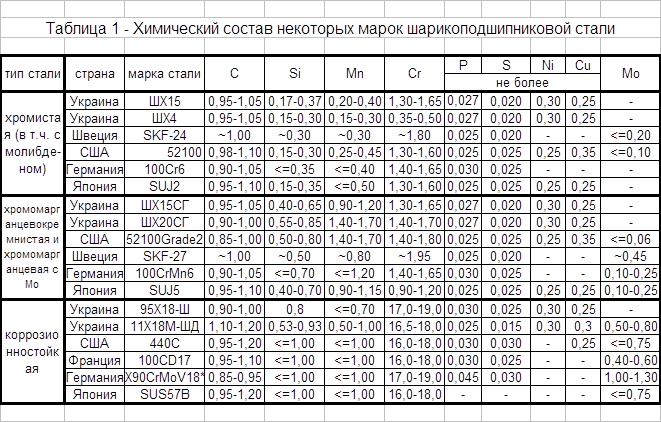
В таблице 1 приводится химический состав некоторых марок шарикоподшипниковой стали: хромистой, хромомарганцевокремнистой и коррозионностойкой; для сравнения также указаны марки некоторых зарубежных производителей.
Проблема недостаточной прокаливаемости и теплостойкости изделий из хромистой и хромомарганцевокремнистой сталей в ряде стран решена путём создания их модификаций, содержащих небольшие добавки молибдена, ванадия (на немецких предприятиях сортамент выплавляемой стали содержит марку X90CrMoV18, содержащую некоторое его количество) и вольфрама.
В некоторых странах с целью экономии импортируемого хрома разработано несколько модификаций подшипниковой стали, в которых его снижение компенсируется небольшими добавками молибдена с повышенным содержанием марганца.[1]
Высокое содержание углерода в шарикоподшипниковых сталях обуславливает их высокую прочность после термической обработки и стойкость против истирания поверхностная твёрдость определяется концентрацией углерода в мартенсите, поэтому она одинакова для всех шарикоподшипниковых сталей.
Твёрдость внутренних слоёв металла зависит от глубины прокаливаемости, которая в свою очередь зависит от содержания хрома. Хром замедляет превращение аустенита в перлит и тем самым увеличивает прокаливаемость стали, поэтому, чем крупнее детали подшипников, тем с большим содержанием хрома (0,4-1,65%) применяется сталь для их изготовления.
Кроме того, высокая твёрдость карбидов хрома повышает износостойкость стали. Хром увеличивает устойчивость мартенсита против отпуска, уменьшает склонность стали к перегреву и придаёт ей мелкозернистую структуру. Но при высоком содержании хрома (>1.65%) трудно получить однородную структуру, поэтому содержание хрома в шарикоподшипниковых сталях обычно не превышает 1.65%.
Марганец, как и хром, увеличивает твёрдость и сопротивляемость стали истиранию. Но одновременно он способствует росту зерна при нагреве, в результате чего при термической обработке может образовываться крупнозернистая структура перегретой стали. Отрицательное влияние на вязкость шарикоподшипниковой стали оказывает кремний. Но марганец и кремний являются раскислителями, и чем выше их содержание, тем полнее раскислена сталь, поэтому присутствие этих элементов в шарикоподшипниковой стали всех марок желательно не более 0,35%Si и 0,4%Mn. Исключение составляют стали для изготовления деталей крупных подшипников типа ШХ15СГ. Повышенное содержание марганца и кремния в этой стали объясняется тем, что эти элементы уменьшают критическую скорость закалки, снижая тем самым склонность стали к короблению и тещинообразованию при закалке.
Вредными примесями для шарикоподшипниковой стали являются фосфор, медь и никель. Фосфор увеличивает склонность стали к образованию крупнозернистой структуры при нагреве, повышает хрупкость и уменьшает прочность на изгиб, что в свою очередь увеличивает чувствительность стали к динамическим нагрузкам и склонность изделий к появлению закалочных трещин. В связи с этим содержание фосфора в металле ограничивают. Медь, хотя и увеличивает твёрдость, предел прочности и прокаливаемость стали, является нежелательной примесью, так как с повышением содержания меди при горячей механической обработке увеличивается образование поверхностных трещин и надрывов. Содержание никеля ограничивают в связи с тем, что его присутствие снижает твёрдость стали.
Сопротивляемость стали выкрошиванию уменьшают примеси таких цветных металлов, как олово, свинец, мышьяк. Отрицательное воздействие на свойства стали оказывают также газы: кислород образует неметаллические включения, водород увеличивает поражённость флокенами, а азот снижает сопротивляемость выкрошиванию.
Влияние серы на свойства шарикоподшипниковой стали не однозначно. Отрицательное влияние сказывается в снижении устойчивости против истирания и усталостном разрушении при выходе на рабочую поверхность сульфидов. Однако образование сульфидной оболочки вокруг сульфидных включений при достаточном содержании серы уменьшает влияние этих включений на концентрацию напряжений и вследствие этого повышает сопротивление усталости. С увеличением отношения концентраций S/O до 3-5 стойкость подшипников возрастает. Этому способствуют и улучшение качества поверхности вследствие того, что сера улучшает обрабатываемость стали.[2]
1.3 Основные технологические и эксплуатационные свойства, влияние на них внешних параметров
.
В большинстве случаев подшипники качения работают при малых динамических нагрузках, что позволяет изготавливать их из сравнительно хрупких высокоуглеродистых сталей после сквозной закалки и низкого отпуска. В некоторых областях применения подшипников от них требуется повышенная динамическая прочность, что заставляет применять высокоотпущенные стали с поверхностной закалкой или цементируемые стали.
Нагрузка, воспринимаемая подшипником качения, передаётся через тела качения – шарики или ролики, разделённые сепаратором. В точках соприкосновения тел качения с кольцами возникают контактные напряжения, вызывающие локальные деформации, в результате которых образуются контактные площадки, в общем случае имеющие форму эллипса, в частных же случаях – это круг или полоска. Давления на контактной площадке, испытываемые деталями подшипника при работе, очень велики и доходят обычно до 200Мпа, а у тяжелонагруженных подшипников – до 4000Мпа. [1]
Очень большое влияние на будущие свойства готовых изделий в подшипниковой промышленности оказывает качество заготовок.
В зависимости от назначения подшипниковая сталь поставляется в виде горячекатаных прутков круглого и квадратного (больших размеров) сечений, в виде горячекатаной полосы, горячекатаных и холоднокатаных труб и крупногабаритных паковок, а также холоднотянутой проволоки в мотках и прутках.
Технические требования к качественным показателям сортового проката из сталей типа ШХ15 и ШХ15СГ (в т. ч. и ШХ4), нормы и методы контроля основных свойств его указаны в ГОСТ 801-68, труб в ГОСТ 800-78, проволоки в ГОСТ 4727-67; к стали ШХ15ШД вакуумно-дугового переплава – в ГОСТ 21022-75.
Кроме того, имеется ещё целый ряд технических условий, содержащих дополнительные требования к качеству полуфабрикатов из стали этих марок, полученных другими методами рафинирующих переплавов или отражающих особенности новых технологических процессов получения заготовок.
Требования, предъявляемые к состоянию поверхности прутков, труб, проволоки подшипниковой стали, предусматривают отсутствие грубых дефектов типа нарушения сплошности или ограничивающие допустимость менее опасных дефектов незначительной глубины. На поверхности прутков не допускаются раскованные и раскатанные загрязнения, пузыри, трещины, корочки, закаты, плены и другие дефекты, возникающие при переделе слитка или промежуточной заготовки.
Несмотря на тщательный контроль на металлургических предприятиях, брак по этим дефектам составляет наибольший процент от общего количества стали, рекламируемой подшипниковыми заводами. Особенно велик этот процент для калиброванной стали.
Не обнаруженные при контроле в прутках и трубах поверхностные дефекты раскрываются в процессе дальнейшей механической обработки, пластической деформации, термической обработки или в процессе эксплуатации подшипников.
К допустимым дефектам на поверхности прутков и труб относятся мелкие отпечатки, рябизна, царапины. Глубина залегания таких дефектов в стандартах дифференцируется в зависимости от диаметра прутков и от состояния поставки.[1]
Повышение суммы легирующих до 5% и выше может быть оправдано только в случаях особых эксплуатационных условий (коррозионная среда, повышенные рабочие температуры и др.), так как оно приводит к увеличению расходов на обрабатываемость и снижению долговечности (рисунок 1) по сравнению с теми же показателями традиционных подшипниковых сталей.

Рисунок 1 – Влияние суммарного содержания легирующих элементов на долговечность подшипниковых сталей.
Изменение содержания составляющих сталь легирующих элементов оказывает различное влияние на свойства подшипников. Добавка молибдена оказывает положительное влияние на долговечность подшипников.
В Японии были испытаны подшипниковые стали типа ШХ15 с содержанием 1-1.5% Si. Долговечность подшипников из этих сталей повышалась, однако они не получили применения из-за плохой обрабатываемости.
Предлагаемая замена стали ШХ15 на сталь с пониженным содержанием хрома (85Cr1Mo) не была осуществлена, несмотря на более короткое время отжига, из-за пониженной (8 мм) прокаливаемости. Эту сталь целесообразно применять там, где требуется улучшенная деформируемость в холодном состоянии.
Многими авторами было доказано благоприятное влияние повышенного содержания серы (до 0,15%) на долговечность и обрабатываемость подшипниковых сталей, хотя стали с таким содержанием серы пока не применяются.
В подшипниковых сталях, полученных по обычной технологии, содержится около 0,005% О2
, 0,01-0,02% N2
, 0,0001-0,0005% Н2
. Кислород находится в виде окислов и его количество зависит от технологии раскисления. При вакуумировании содержание кислорода уменьшается до 0,002%, а при ВДП – до 0,001%.
Водород отрицательно влияет на качество стали ввиду того, что снижение растворимости его при снижении температуры металла вызывает повышенные локальные давления в металле, приводящие к образованию флокенов.
При исследовании подшипниковых сталей отечественных и зарубежных фирм было установлено отрицательное влияние повышенных содержаний азота и суммы азота и кислорода на долговечность подшипников.
Микропористость может приводить к образованию питтинга и снижению долговечности подшипника.
Неметаллические включения в подшипниковых сталях являются концентраторами напряжений и могут в некоторых случаях являться причиной появления микротрещин, образующихся от повышенной концентрации мозаичных напряжений, резкого охлаждения при закалке и др.[6] в общем же случае стараются, чтобы неметаллические включения имели глобулярную форму. Наиболее пагубное воздействие на качество подшипников оказывают включения оксидов и нитридов алюминия.
В настоящее время наиболее полно удовлетворяют требованиям по содержанию вредных включений стали, произведённые методами ЭШП и ВДП. Однако этот металл слишком дорогой и, кроме того, не установлены экономически целесообразные требования по чистоте металла.
2. Анализ способов выплавки шарикоподшипниковых сталей на Украине, в СНГ и за рубежом.
2.1 Общая характеристика способов выплавки.
Наиболее распространёнными способами производства шарикоподшипниковых сталей являются: основной мартеновский, кислый мартеновский и электродуговой. Последний, по данным С.С. Штейнберга, был признан наиболее совершенным. Полагали, что в электропечи может быть выплавлен первосортный металл даже из относительно загрязнённых серой и фосфором материалов. Поэтому на заводах, на которых исходные материалы загрязнены серой и фосфором выше нормы, единственным агрегатом для выплавки первосортной стали была признана электропечь.
Там же, где возможно получение чистых по сере и фосфору чугунов, равноценным агрегатом была признана кислая мартеновская печь.
В настоящее время в странах СНГ почти 90% подшипниковой стали массового назначения выплавляется в электродуговых печах и около 10% в кислых мартеновских печах.
Как в случае выплавки в электропечи, так и в случае мартеновской плавки возможно применение обработки металла в ковше синтетическими известково-глинозёмистыми шлаками.
Другим направлением, по которому совершенствовалось качество отечественной подшипниковой стали, являлась технология рафинирующих переплавов – вакуумно-дугового, электрошлакового, плазменного и электроннолучевого. Рафинирующие переплавы являются очень эффективными: благодаря принципиальному изменению процесса кристаллизации стали увеличилась плотность слитка, снизилось общее содержание газов, примесей, неметаллических включений и уменьшились размеры последних в слитке.
Новым направлением, развиваемым в последние годы в отечественной промышленности при выплавке стали в открытых дуговых электропечах, явилось внепечное вакуумирование в ковше, в установках циркуляционного или порционного вакуумирования, вакуум-шлаковой обработки (УВСШ).
За рубежом совершенствование процесса производства стали для подшипников массового и, частично, специального применения пошло по пути внепечного вакуумирования. Сталь для особо ответственных подшипников выплавляют методами вакуумной индукционной выплавки, вакуумно-дугового переплава, электроннолучевой плавки, плазменного и электрошлакового переплава.
2.2 Выплавка в мартеновских печах.
Весьма ограниченный объём производства кислых мартеновских сталей типа ШХ15 (в т.ч. и ШХ4) в СНГ и за рубежом объясняется особенностями её производства: топливо и шихтовые материалы при кислом процессе должны иметь низкое содержание серы и фосфора, так как эти элементы при выплавке не удаляются из стали.
При отсутствии чистых руд возможен вариант, когда сначала выплавляют специальную заготовку в основных мартеновских печах, а затем переплавляют её в кислых. Несмотря на высокие эксплуатационные свойства получаемой стали, этот процесс является экономически не выгодным.
В кислой печи шарикоподшипниковую сталь можно выплавлять активным или кремневосстановительным процессом. Если по мере расплавления в печь не вводят никаких добавок, то по мере повышения температуры металла шлак насыщается кремнезёмом вследствие окисления кремния, восстанавливающегося из подины. Вязкость шлака увеличивается, а скорость перехода кислорода из атмосферы печи через шлак снижается. На определённой стадии плавки начинает превалировать процесс восстановления кремния, увеличивается его концентрация в металле. Этот процесс называют кремневосстановительным. Таким способом производят подшипниковую сталь на заводах фирмы SKF в Хеллефорсе. Выплавку ведут в кислых мартеновских печах ёмкостью 30-120т. Футеровку этих печей выполняют из чистых силикатных материалов, содержащих около 97% SiO2
. шихту составляют из жидкого чугуна (50%), губчатого железа (30%), и отходов подшипниковой стали (20%). Содержание серы и фосфора в стальной ванне после расплавления низкое, что объясняется, прежде всего, очень высокой чистотой добываемой железной руды, из которой изготавливаются губчатое железо и чугун. Окисление осуществляется кислородом. Ни в печь до выпуска, ни в ковш во время выпуска не добавляются ни силикокальций, ни алюминий.
В СНГ выплавку шарикоподшипниковых сталей в кислых мартеновских электропечах осуществляют активным процессом в печах ёмкостью 90 т.
Активный процесс характеризуется тем, что руду, известь (или известняк) вводят по ходу плавки. Это повышает жидкоподвижность шлака, ограничивает восстановление кремния и увеличивает его окислительную способность. Происходит интенсивное кипение, содержание кремния не превышает 0,10-0,12%. В качестве шихтовых материалов используются чистый по сере и фосфору чугун, специальная шихтовая болванка и до 10% от садки собственные отходы шариковой стали.
Специальная болванка выплавляется в основных мартеновских печах. В материале её содержится до 0,015%S и до 0,017%P.
Окончательное раскисление поводят в печи силикокальцием (1,26кг/т) и кусковым алюминием (0,4 кг/т), присадку раскислителей заканчивают до появления шлака.
В последние годы находит применение также активный процесс с последующей обработкой металла в ковше синтетическим известково-глинозёмистым шлаком следующего состава: 52-55% CaO, 38-42% Al2
O3,
до 3% SiO2
, до 0.5% FeO, до 1.5% TiO2
.
2.3 Выплавка в электродуговых печах
.
Подшипниковую сталь выплавляют по двум технологическим схемам – с обработкой печным шлаком и с обработкой металла в ковше высокоглинозёмистым синтетическим шлаком, получаемым в отдельной печи.
В зависимости от применяемой шихты по обоим технологическим вариантам выплавка может производиться методом переплава или на свежей шихте. При выплавке стали методом переплава с обработкой печным шлаком используются от 70 до 100% отходов подшипниковых сталей. Окончательное раскисление проводят печным кусковым алюминием путём присадки его в печь за 5 минут до выпуска (0,5 кт/т стали). При выплавке на свежей шихте с обработкой печным шлаком используют углеродистый лом (74-77%), чугун (18-21%), и отходы подшипниковой стали (4,5%). Окончательное раскисление металла производят первичным алюминием в количестве 0,5 кг/т в ковш и 0,5 кг/т в ковш.
Высокоглинозёмистым синтетическим шлаком может обрабатываться сталь, выплавленная как на свежей шихте, так и методом переплава. Физико-химические процессы, протекающие в ковше при взаимодействии жидкой стали с жидкими известково-глинозёмистыми синтетическими шлаками, в основном сводятся к тому, что при сливе жидкого металла с достаточно большой высоты в ковш происходит их интенсивное перемешивание и взаимное эмульгирование. Поверхность контакта металла и шлака при их взаимном эмульгировании чрезвычайно увеличена по сравнению с обычным способом рафинирования металла в печи.
В последние годы исследования направлены на снижение основности рафинировочного шлака. Применение шлаков пониженной основности, полукислых и кислых шлаков продиктовано стремлением приблизить состав включений в основной электродуговой стали к составу их в кислой мартеновской или кислой индукционной сталях.
При таких процессах должно снижаться число крупных глобулярных включений, но повышаться число сульфидных и, возможно, силикатных включений. При рафинировании стали кислыми шлаками превалирующим видом кислородных включений становятся тонкие строчки мелких зёрен корунда.
2.4 Специальные способы выплавки.
Выплавка смешением в ковше жидких расплавов.
Особенностью той технологии является одновременное комплексное использование трёх металлургических агрегатов: основной мартеновской печи, в которой выплавляют железоуглеродистый полупродукт; дуговой электропечи для выплавки жидкой лигатуры; шлакоплавильной электропечи для выплавки синтетического шлака.
Получение стали осуществляется путём смешения в сталеразливочном ковше железоуглеродистого полуфабриката и жидкой лигатуры в процессе рафинирования расплавов синтетическим шлаком и продувкой аргоном.
Предпосылки повышения качества и эксплуатационных свойств стали, полученной по технологии смешения с продувкой металла в ковше аргоном по сравнению с обычной электросталью, основаны на следующих теоретических положениях и экспериментально установленных фактах:
а) улучшаются условия раскисления и легирования стали в ковше;
б) в процессе раскисления участвуют не только алюминий и кремний, но и углерод, образующий газообразные продукты реакций и обладающий при выбранной технологии смешения раскислительной способностью на порядок выше кремния;
в) равномерно распределены легирующие элементы в объёме ковша;
г) в качестве объекта раскисления использован железоуглеродистый расплав требуемой и легко регулируемой окисленности.
Вакуумная плавка, переплав и вакуумная дегазация стали.
Применяется несколько разновидностей вакуумной обработки подшипниковой стали.
1) Выплавка в вакуумных индукционных печах на свежей шихте.
2) Выплавка в электродуговых печах с последующей внепечной вакуумной обработкой в ковше или на специальных установках, этот процесс называют вакуумированием или вакуумной дегазацией.
3) Переплав электродов в вакуумных дуговых печах. Электродами являются прокатанные заготовки, предварительно полученные в электродуговых или электрошлаковых печах.
Общие особенности вакуумной обработки заключаются в следующем: жидкий металл предохраняется от окислительного воздействия атмосферного кислорода; вследствие снижения давления в печи уменьшается растворимость азота и водорода, они выделяются из жидкого металла и откачиваются; вследствие повышения раскислительной способности углерода уменьшается содержание кислорода в металле и, как следствие, снижается содержание неметаллических включений в результате восстановления их углеродом и частично в результате термической диссоциации; также снижается содержание примесей некоторых цветных металлов (олово, мышьяк, свинец, висмут и др.), обладающих высокой упругостью пара; повышается химическая однородность стали.
Для внепечного вакуумирования подшипниковой стали всех марок в основном применяют следующие наиболее производительные способы:
- циркуляционный (RH) – производительность одной установки около 400 тыс. т в год;
- порционный (DH) - производительность около 200 тыс. т в год;
- вакуумирование в ковше-печи ASEA-SKF (с дуговым подогревом и электромагнитным перемешиванием) – производительность около 200 тыс. т в год.
Все перечисленные установки могут работать в комплексе с любыми сталеплавильными агрегатами – электродуговой, мартеновской, конверторной печами. Вакуум создаётся высокопроизводительными пароэжекторными насосами.
Разливка стали при всех указанных способах производится в слитки или на установках непрерывной разливки стали.
Электрошлаковый переплав.
Подшипниковая сталь явилась одним из первых объектов, на которых была опробована, а затем успешно внедрена технология ЭШП. При прохождении электрического тока через слой жидкого шлака в нём выделяется тепло, оплавляющее конец электрода, погруженного в шлак. Состав шлака подбирают таким образом, чтобы он обладал высоким рафинирующим действием и высоким электросопротивлением. Расплавленный металл, проходя через шлак, рафинируется, в нём снижается содержание кислородных включений и серы. Попадая в водоохлаждаемый кристаллизатор очищенный металл быстро и направленно кристаллизуется, что предотвращает образование дефектов слитка.
Особенностями слитков электрошлакового переплава являются высокая плотность, отсутствие крупных неметаллических включений, равномерное распределение мелких включений, отсутствие внутренних и поверхностных раскатанных загрязнений, усадочных дефектов, повышенная пластичность при горячей механической обработке.
При ЭШП степень десульфурации составляет 80%. Содержание сульфидных и оксидных включений уменьшается в 1,5-2 раза.[1] Этот процесс является достаточно дорогостоящим, поэтому сталь, выплавленную таким образом целесообразно использовать только в тех случаях, когда производимые подшипники используются в особо ответственных изделиях и агрегатах (самолёты, атомные реакторы и т.п.).
3. Аналитический обзор литературы по вопросу технологии, способов выплавки и разливки
шарикоподшипниковой стали за последние годы.
Подшипниковые стали выплавляют ещё с начала 20-го века (первой была сталь шх15, широко используемая и в настоящее время), и за это время в этой области было произведено множество исследований и экспериментов, направленных как на поиск закономерностей влияния химического состава, содержания и типа неметаллических включений, микро- и макроструктуры, так и на выявление зависимости качества готовых подшипников от способа их производства.
Среди металлургов и работников подшипниковой промышленности нет единого мнения о долевом влиянии технологических, конструктивных и металлургических факторов на долговечность подшипников, поскольку в большинстве исследований вопросы повышения качества подшипниковой стали решались в основном с точки зрения удовлетворения требований существующих стандартов без достаточной проверки связи между этими требованиями и долговечностью подшипников. Расхождение во мнениях объясняется тем, что испытание подшипников – это многофакторный эксперимент и очень трудно выделить влияние одного из действующих факторов. [8]
Разные исследователи по-разному оценивают уровень влияния различных факторов на качество подшипников.
Так, например, в совместной работе Первого государственного подшипникового завода (ПГПЗ) и запорожского машиностроительного института было установлено, что долговечность L90
подшипников типа 76210 шведской фирмы СКФ в 6 раз превосходит аналогичный показатель отечественных, австрийских и итальянских подшипников.
В то же время совместными исследованиями ВНИШ и УкрНИИспецстали по испытанию подшипников, изготовленных из металла шведской фирмы СКФ и отечественного производства по существующей на подшипниковых заводах технологии, установлено, что долговечность (L90
) подшипников типа 76210 из шведской стали выше, чем из отечественной (завода «Днепроспецсталь»), всего на 30-45%.
Исследование подшипников после стендовых испытаний позволило сделать вывод, что качество металла отечественного производства и шведской фирмы СКФ по многим показателям одинаково.
Анализ результатов испытаний подшипников позволил сделать вывод, что влияние конструктивных параметров и технологических факторов (чистота поверхности, точность сборки, гранность тел качения и т.д.) значительно выше, чем влияние металлургического качества металла, в том числе природы и количества неметаллических включений. Высказанное положение может быть также подтверждено результатами испытаний долговечности различных типов подшипников, приведенных В.П. Жевтуновым (ВНИПП) на Всесоюзной конференции по подшипниковым сталям в г. Запорожье (1974г.). [8]
По мнению А. Кравчика (Польша), основным критерием оценки качества материала подшипников является усталостная контактная прочность, которая отражает стойкость материала против возникновения поверхностного выкрошивания “питтинг” на рабочих поверхностях подшипников. Механизм возникновения этих выкрошиваний является предметом противоречивых гипотез. По вопросу же о причинах, вызывающих наступление усталостного износа в случае усталости качения, как и при других видах усталостной прочности, вредное влияние оказывают разного рода неоднородности и несплошности материала, которые, выполняя роль концентраторов напряжений, вызывают их неравномерное распределение в соседних микрообластях, что ведёт к ускоренному разрушению материала. [9] Т.е. более важным он считает качество металла, из которого изготовлен подшипник.
Наряду с технологией выплавки одним из важнейших факторов, влияющих на макроструктуру и степень чистоты стали, является масса слитка. Разливку изложницы производят только сифонным способом. Масса слитка сталей ШХ15 и ШХ4 колеблется от 0,6 до 5,2 т, а сталей типа ШХ15СГ – от0,6 до3,8 т. По данным других источников, во всех странах используют слитки массой 2-5 т. Увеличение массы слитков до 5-6 т, вызванное стремлением интенсифицировать процесс разливки при увеличении ёмкости печей, ухудшает макроструктуру стали, степень её загрязнения. Очень малая масса слитка (0,5-1,0 т) не позволяет полностью устранить дендритную ликвацию и выровнять химическую неоднородность вследствие недостаточного обжатия при получении крупных заготовок.[1]
Очень перспективным направлением в этом плане является внедрение машин непрерывного литья заготовок. В этом случае, особенно при использовании метода «плавка на плавку», т.е. в случае, если сталеплавильные агрегаты имеют большую ёмкость и производительность, на предприятии можно ожидать существенного увеличения производительности, особенно за счёт уменьшения потерь с литниками и уменьшения количества дефектов в заготовках.
Существенного улучшения технико-экономических показателей производства можно добиться путём широкого применения и дальнейшего совершенствования методов и средств неразрушающего контроля качества заготовок и готовых изделий.
Одним из существенных элементов современной прогрессивной технологи производства подшипниковых сталей является широкое применение неразрушающих испытаний, которые придают выходному контролю высокую надёжность и обеспечивают полную и непрерывную информацию о качестве продукции в процессе её изготовления. Благодаря этому появляется возможность своевременно корректировать технологические процессы и поддерживать на заданном уровне показатели качества.
Основная область применения неразрушающих испытаний качества проката подшипниковых сталей – проверка макроструктуры, дефектов поверхности и изменений химического состава в поверхностных слоях.
Проверка качества этими методами носит в настоящее время дополнительный характер. И внедрение неразрушающих методов контроля в качестве основных, а также разработка более эффективных и прогрессивных технологий контроля, является в настоящее время одним из основных путей совершенствования производства подшипниковой стали как за рубежом, так и на Украине. Так в проект новых ГОСТов на подшипниковую сталь уже включены ультразвуковые методы контроля.
В настоящее время проводятся работы по создания критериев оценки качества при автоматизированном 100-%-ном неразрушающем контроле качества поверхности калиброванной стали. [8]
Следует также упомянуть высокие технико-экономические показатели, получаемые предприятиями при внедрении вакуумшлакового рафинирования металла. В стали, обработанной на промышленной УВСШ (установка рафинирования в столбе шлака), содержание кислорода ниже, чем в металле, обработанном синтетическим шлаком, в 2 раза (до 0,002% и менее), серы – в 2 раза (до 0,003% и менее), водорода в 1-1,5 раза (до 2,5-3,0см3
/100г). Количество неметаллических включений после обработки шлаком рационального состава на УВСШ снижается в 3-5 раз по сравнению с металлом, обработанным по другим технологиям.
Эффективность использования способа вакуумирования стали с обработкой в столбе шлака определяется соотношением дополнительных затрат в металлургии, связанных с внедрением способа. И экономического эффекта от замены у потребителей металла обычной выплавки металлом, выплавленным с вакуумшлаковой обработкой.
Непосредственно на металлургическом заводе экономический эффект может быть получен за счёт увеличения производительности печей, доплат за качество металла, а также за счёт сокращения или устранения противофлокенной обработки проката. Народно-хозяйственный эффект же выразится главным образом в увеличении долговечности подшипников.
Сравнивая данные о стоимости внепечной обработки стали при использовании различных способов рафинирования (рисунок 2), можно сделать вывод о том. Что при достижении проектной производительности УВСШ удорожание металла не будет значительно превышать стоимость обработки на установках RH и DH и будет значительно ниже, чем при использовании способа ASEA-SKF (слив металла в ковш, вакуумная дегазация, электромагнитное перемешивание, дополнительный подогрев металла дугой и слив). В то же время способ ВСШ, как ни один из известных способов внепечной обработки, позволяет за короткое время комплексно решать проблему рафинирования стали, осуществляя её десульфурацию, раскисление, дегазацию и очищение от неметаллических включений. При соответствующем конструктивном оформлении установка ВСШ не сложнее в работе, чем установки типа RH и DH, а тепловые потери металла могут быть такими же, как на установках указанного типа.
Использование способа ВСШ для обработки конструкционных сталей других марок также может быть весьма эффективно, так как именно на этих сталях важно провести весь комплекс рафинирования металла от серы, газов и неметаллических включений, позволяющий значительно повысить механические и служебные свойства сталей, уменьшить металлоёмкость деталей машин и конструкций. Реализация процесса обработки стали в вакууме в столбе шлака позволит достигнуть качественно нового уровня свойств металла.


Рисунок 2 – Изменение затрат на вакуумную обработку в зависимости от количества обрабатываемого металла и применяемых способов обработки: 1-6 – способы вакуумирования: 1 – при обычной разливке, 2 – в ковше, 3- RH и DH, 4 – Финкл, 5 – ASEA-SKF, 6 – ВСШ
Следует отметить, что возможности способа вакуумшлакового рафинирования не ограничиваются только стандартным вариантом обработки. Большие преимущества могут быть получены также при совмещении данного способа рафинирования с горизонтальными и радиальными МНЛЗ, с модифицированием металла редкоземельными и щелочноземельными металлами, при работе установки ВСШ в комплексе со сталеплавильными агрегатами (конвертор, САНД), обладающими повышенной производительностью. Снабжение установки приспособлением для подогрева металла в процессе или после обработки позволит вывести вакуумшлаковое рафинирование по эффективности на один уровень с дорогостоящим способом ASEA-SKF при значительно меньших затратах. [10]
Многие исследования, проводимые в настоящее время, направлены уже даже не на совершенствование существующих технологий, а на разработку совершенно новых. Так в Японии находит ограниченное применение труднообрабатываемая жаропрочная быстрорежущая сталь SKH4A (18%W, 4%Cr, 1%Vn, 10%Co). [1] В США в последние годы создан новый жаропрочный материал для подшипников из нитрида кремния, долговечность которого на 300-800% выше долговечности обычных подшипниковых материалов, работающих в условиях высоких температур и в коррозионных средах. Исследования, выполненные в Америке, показали, что нитрид кремния, спрессованный в горячем состоянии, обеспечивает долговечность 5,7 вместо 1,8 млн. циклов в случае быстрорежущей инструментальной стали вакуумного переплава. Подшипник из нитрида кремния успешно работал при 9000
С и скорости вращения вала 30 000 об/мин. [7]
В конечном итоге, в настоящее время очень важным для подшипниковой промышленности является максимальное объединение усилий учёных и технологов различных отраслей: химиков, физиков, металлургов, конструкторов, и в первую очередь экономистов, как нашего государства, так и других стран для обеспечения неуклонного роста производства и дальнейшего развития технологии производства недорогих, и самое главное высококачественных и долговечных подшипников, как металлических, так и на основе композиционных материалов, и, в будущем, создания практически вечных подшипников, срок службы которых будет измеряться не десятками лет, а столетиями.
4. Выбор и рекомендации по использованию новых прогрессивных разработок в технологии выплавки
шарикоподшипниковых сталей.
Постоянно растущие требования к качеству стали могут сыть удовлетворены лишь при производстве металла с низкими содержаниями серы, кислорода, водорода и неметаллических включений. Но это связано со значительными трудностями: лишь способ обработки, получивший название ASEA-SKF (по названию двух разработавших его шведских фирм), позволяет комплексно рафинировать сталь, но это весьма дорогой и трудоемкий процесс.
УкрНИИспецсталью совместно с заводом «Днепроспецсталь» и другими организациями разработаны способ и устройства для вакуумирования стали с одновременной обработкой в столбе синтетического шлака (УВСШ). Способ позволяет вакуумировать сталь в широком диапазоне, сочетая преимущества процессов вакуумирования и обработки металла синтетическим шлаком при сравнительно невысоких затратах.
Сущность способа состоит в следующем: металл, выплавленный в сталеплавильном агрегате, подвергается вакуумированию в струе, а затем рафинируется в шлаке, проходя через столб шлакового расплава высотой свыше 3м. Столб шлака формируется за счёт разности атмосферного и остаточного давления в вакуумной камере. Количество шлака определяется барометрической высотой и поперечным сечением шлакового столба. Схема выплавки металла с вакуумшлаковой обработкой приведена на рисунке 3.
Следуя схеме, металл из сталеплавильного агрегата поступает в передаточный ковш, который устанавливается на вакуум-камеру, после чего начинается донный выпуск с дегазацией металла в струе. Распылённый металл стекает на дно вакуум-камеры и попадает в шлаковый рукав, заполненный шлаком, и, спускаясь сквозь слой шлака вниз, рафинируется. В вакуумную камеру шлак поступает из приёмного ковша шлакоплавильной печи. Под шлаковым рукавом располагается приёмный ковш, из которого металл поступает непосредственно на разливку, которая производится либо в изложницы, либо, что предпочтительнее, в машину непрерывного литья заготовок.

Рисунок 3 – Схема способа вакуумирования с обработкой в столбе шлака: 1- сталеплавильная печь, 2 - передаточный ковш с исходным металлом, 3 - вакуумная камера, 4 – шлаковый рукав, 5 – столб жидкого шлака, 6 – приёмный ковш с синтетическим шлаком, 7- шлакоплавильная печь, 8- изложницы, 9- МНЛЗ.
Как было установлено проведенными исследованиями, способ вакуумирования с одновременной обработкой в столбе шлака имеет ряд кинетических преимуществ перед другими способами обработки. Так, при вакуумировании наряду с дегазацией в струе наблюдается плёночное, капельное, или в виде мелких струй течение металла по стенкам и коническому днищу вакуумной камеры, что повышает эффективность дегазации. При движении металла через столб шлака происходит образование шлакометаллической эмульсии, в которой дисперсная фаза – металл – имеет размеры частиц в пределах 0,05-1,0 см, а максимальная масса капель имеет фракции размером 0,3-0,6 см.
Поверхность контакта металла со шлаком в процессе обработки в столбе шлака составляет более 300 м2
/т стали, что на много превышает аналогичный показатель для обработки синтетическим шлаком в ковше.
Обработку в столбе шлака можно охарактеризовать как взаимодействие фаз при противотоке в случае, когда скорость движения одной из фаз (в данном случае шлака) близка к нулю. Поэтому эффективность удаления растворимых примесей из металла при обработке в столбе шлака выше, чем при традиционном перемешивании фаз в объёме (например, при обработке синтетическим шлаком в ковше). Повышению эффективности рафинирования способствует также тот факт, что металл после обработки не контактирует с загрязнённым шлаком, чем затрудняется обратный переход примесей из шлака в металл.
На установке завода «Днепроспецсталь» обрабатывали подшипниковую сталь. Её выплавляли в 60-т печах переплавом отходов с продувкой кислородом, шлак в период доводки не раскисляли и перед выпуском металла из печи не удаляли. Все проведенные эксперименты и анализы плавок дали положительные результаты. [10]
Экономический и народнохозяйственный эффекты применения данной технологии приведены выше.
Учитывая все преимущества данной технологии перед остальными, можно считать, что в данный момент она является наиболее передовой и перспективной, а значит, следует предпринять все необходимые меры для быстрого и эффективного внедрения данной технологии на крупных промышленных предприятиях Украины, что позволит им успешно конкурировать с зарубежными металлургическими предприятиями, такими, например, как ASEA-SKF.
Выводы.
Проанализировав весь рассмотренный материал можно сделать следующие выводы:
1. Необходимо совершенствование критериев оценки качества металла и готовых изделий, а также повсеместное применение неразрушающих методов контроля.
2. Необходимо разработать и применять единую методику для оценки эксплуатационных свойств подшипниковых сталей, согласованную между представителями металлургической и подшипниковой промышленности.
3. Сортамент существующих подшипниковых сталей целесообразно совершенствовать путём введения в стандарт новых марок с молибденом и ванадием.
4. Наиболее перспективными в плане повышения качества стали в настоящее время являются специальные способы производства (ЭШП, ВДП, ЭЛП, ВСШ и др.).
5. Самой прогрессивной технологией, обладающей наилучшим соотношением цена-качество является способ вакуумирования металла в столбе жидкого шлака.
Перечень ссылок.
1. Структура и свойства подшипниковых сталей / Спектор А.Г., Зельбет Б.П., Киселёва С.А. – М.: «Металлургия», 1980г. – 264с.
2. Электрометаллургия стали и ферросплавов / Поволоцкий Д.Я., Рощин В.Е., Рысс М.А., Строганов А.И., Ярцев М.А. – Учебник для вузов. Изд. 2-е, переработ. И доп. – М.: «Металлургия», 1984г. – 568с.
3. Сборник технологических инструкций по выплавке стали в основных дуговых электропечах: [Сборник] / Министерство металлургии СССР, завод «Днепроспецсталь» - Запорожье, Типография издательства «Коммунар», 1977г. -480с.
4. Машиностроительные стали. Изд. 2-е., переработанное и дополненное / Журавлев В.Н., Николаева О.И., - М.: «Машиностроение», 1968г.-332с.
5. Шепеляковский К.З., Фонштейн Н.М., Девяткин В.П. и др. – МиТОМ, 1976, №5, с. 40-44.
6. Повышение качества и улучшение сортамента подшипниковой стали в странах-членах СЭВ–М.: Ин-т «Черметинформация».1979г., ч.1, с.27-37.
7. Mullins Peter J. – IAMI, 1972, v. 11,№ 11, p.25-29.
8. Повышение качества и улучшение сортамента подшипниковой стали в странах-членах СЭВ–М.: Ин-т «Черметинформация».1979г.,ч.1, с. 3-26.
9. Повышение качества и улучшение сортамента подшипниковой стали в странах-членах СЭВ–М.: Ин-т «Черметинформация».1979г.,ч.1, с. 38-47.
10. Повышение качества и улучшение сортамента подшипниковой стали в странах-членах СЭВ–М.: Ин-т «Черметинформация».1979г.,ч.1,с.92-102.
11. Руководство по оформлению курсовых, дипломных работ и проектов / В.В. Лебедев, В.В Беренда, А.Я. Жук.- Запорожье, ЗГИА, 1999 – 18с.
12. Методические указания к выполнению курсовой работы по курсу «Технология производства специальных сталей и сплавов» / С.А. Воденников.- Запорожье, ЗГИА, 2002 – 8с.
|