Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«Сибирский государственный индустриальный университет»
Кафедра теплофизики и промышленной экологии
Расчетно – пояснительная записка
к курсовому проекту по ОТТР и КПП
Выполнил: ст. гр. МТ–051
Чубейко М. В.
Проверил: профессор
Темлянцев М. В.
Новокузнецк
2008
ВВЕДЕНИЕ
Нагревательная печь является теплотехническим агрегатом, предназначенным для осуществления определенного технологического процесса. Основная теплотехническая задача таких печей – передать тепло нагреваемому металлу или отнять тепло у нагретого металла в соответствии с технологией его нагрева или термической обработки. Таким образом, определяющим процессом для печного агрегата является теплопередача к металлу, подвергаемому тепловой обработке, и именно расчет этой теплопередачи есть основа расчета нагревательной печи.
Теплопередача к металлу в печах происходит излучением и конвекцией, в распространении тепла внутри металла – теплопроводностью.
Основной расчет теплопередачи дает возможность найти необходимые размеры рабочего пространства, а также теплотехнические характеристики средств нагрева.
1 РАСЧЕТ ГОРЕНИЯ ТОПЛИВА
1.1 ОПРЕДЕЛЕНИЕ СОСТАВА СУХОГО ГАЗА
Принимаем по рекомендации [1, с.15, таблица 5] состав природного газа Аманакского месторождения
Таблица 1
| Состав сухого газа, объемных % |
| CH4
|
C2
H6
|
C3
H8
|
C4
H10
|
C5
H12
|
CO2
|
N2
|
H2
|
| 95.95 |
0 |
0 |
0 |
0 |
0,70 |
3,35 |
0 |
1.2 ОПРЕДЕЛЕНИЕ СОСТАВА ВЛАЖНОГО ГАЗА
Т.к. W = 0, пересчет на влажность не нужен.
1.3 ОПРЕДЕЛЕНИЕ ТЕПЛОТЫ СГОРАНИЯ ГАЗА
Низшую теплоту сгорания топлива определяют по формуле [2, с.108]:
 (1) (1)
где СО, Н2
, …– содержание компонента в газе, %.

1.4 ОПРЕДЕЛЕНИЕ ДЕЙСТВИТЕЛЬНОГО КОЛИЧЕСТВА ОКИСЛИТЕЛЯ
Теоретическое количество окислителя необходимое для горения 1м3
газа определяем по формуле [2, c.112]:
 (2) (2)
где H2
, CO и т.д. – содержание соответствующих газов в газовом
топливе, %;
 – содержание кислорода в сухом окислителе, %. – содержание кислорода в сухом окислителе, %.
Принимаем  . .

Теоретическое количество влажного окислителя определяем по формуле [2, c.112]:
 (3) (3)
где  – влагосодержание окислителя, г/м3
. – влагосодержание окислителя, г/м3
.
Принимаем  г/м3
. г/м3
.
 . .
Действительное количество окислителя подаваемого на горение определяем по формуле [2, c.112]:
 (4) (4)
где n – коэффициент избытка окислителя.
Принимаем n=1,05.
 . .
1.5 ОПРЕДЕЛЕНИЕ СОСТАВА ПРОДУКТОВ СГОРАНИЯ
Количество продуктов сгорания определяем по формулам [2, c.112]:
 , ,
 , ,
 , (5) , (5)
 , ,
 . .
где  , ,  – соответственно содержание кислорода и азота в окислителе подаваемом на горение (для воздуха О2
=21%, N2
=79%); – соответственно содержание кислорода и азота в окислителе подаваемом на горение (для воздуха О2
=21%, N2
=79%);
– влагосодержание окислителя, г/м3
.
 , ,
 , ,
 , ,
 , ,
 . .
Суммарный объем дыма определяем по формуле [2, c.112]:
 . (6) . (6)
 . .
Состав продуктов горения в объемных процентах рассчитываем и проверяем по формулам [2, c.112]:
 ; ; . 7) . 7)
 , ,
 , ,
 , ,
 . .
 . .
1.6 РАСЧЕТ КАЛОРИМЕТРИЧЕСКОЙ ТЕМПЕРАТУРЫ
Калориметрическую температуру определяем по формуле:
 , (8) , (8)
где  – энтальпия продуктов сгорания, кДж/м3
, – энтальпия продуктов сгорания, кДж/м3
,
 , ,  – энтальпия продуктов сгорания при температуре – энтальпия продуктов сгорания при температуре  и и  соответственно, кДж/м3
. соответственно, кДж/м3
.
Энтальпию продуктов сгорания определяем по формуле:
 , (9) , (9)
где  , ,  – теплоемкость воздуха и газа соответственно, кДж/(м3
∙К); – теплоемкость воздуха и газа соответственно, кДж/(м3
∙К);
 , ,  – температура воздуха и газа соответственно, °С. – температура воздуха и газа соответственно, °С.
Т.к. природный газ не подогревается, то  . .
Температура подогрева воздуха равна  °С (по условию задания). °С (по условию задания).
По рекомендации [1, c.32, таблица 10] принимаем  кДж/(м3
∙К). кДж/(м3
∙К).
 . .
Энтальпию продуктов сгорания при температурах и определяем по формуле:
 , (10) , (10)
где  – теплоемкость дыма, кДж/(м3
∙К). – теплоемкость дыма, кДж/(м3
∙К).
Принимаем  °С и °С и  °С. °С.
Теплоемкость дыма при  определяем по рекомендации [1, c.32, таблица 10]. определяем по рекомендации [1, c.32, таблица 10].
По формуле (10) определяем энтальпию продуктов сгорания:


По формуле (8) определяем калориметрическую температуру:
 °С. °С.
Запишем реакции горения топлива:
1)  ; ;
2)  ; ;
3)  ; ;
4)  ; ;
5)  ; ;
6)  . .
2 ОПРЕДЕЛЕНИЕ ОСНОВНЫХ РАЗМЕРОВ ПЕЧИ
По рекомендации [3, с.11, таблица 1.1] принимаем температуру нагрева стали под прокатку равной 1250 °С.
По рекомендации [3, с.13, таблица 1.3] принимаем максимальную температуру в начале печи, при которой допустим холодный посад равной 900 °С.
По рекомендации [3, с.14, таблица 1.4] принимаем удельное время нагрева заготовок равным z = 6,0 мин/см. Коэффициент заполнения полезной длины печи – Кз
= 0,98.
Задаемся температурой продуктов сгорания:
- методическая зона – 900 °С;
- сварочная зона – 1300 °С;
- томильная зона – 1250 °С.
Общую продолжительность нагрева определяем по формуле [3, c.15]:
 , (11) , (11)
где S – толщина нагреваемого металла, м.
S=0,30м (по условию задания).
 . .
Садку печи определяем по формуле [3, с.15]:
 , (12) , (12)
где Р – производительность печи, т/ч.
Р=80 т/ч (по условию задания).
 . .
Массу заготовки определяем по формуле:
 , (13) , (13)
где Vз
– объем заготовки, м3
;
ρз
– плотность заготовки кг/м3
.
Плотность заготовки принимаем по рекомендации [3, с.15] равной
ρз
= 7400 кг/м3
.
 . .
Количество заготовок в печи определяем по формуле:
 , (14) , (14)
 . .
Длину печи определяем по формуле:
 ,м (15) ,м (15)
где  – ширина заготовки (сляба), м. – ширина заготовки (сляба), м.
n – количество заготовок ( n = 24/2 = 12 шт )
 (по условию задания). (по условию задания).
 . .
По рекомендации [3, c.44, таблица 3.2] длину пода печи принимаем равной Lп
= 18 м.
Ширину печи определяем по формуле [3, c.15]:
 , (16) , (16)
где n – число рядов заготовок в печи,
l – длина заготовки, м.
n= 1 (выбираем конструктивно),
l= 1,5 м.
 . .
По рекомендации [3, c.18] выбираем профиль и основные размеры рабочего пространства методической печи.

Рисунок 1 – Профиль методической печи
Нсв
= 3 м; Нсн
= 2,6 м; Нт
= 1,2 м; hв
= 0,8 м; hн
= 1,2 м; Lк
= 1,7 м;
l1
= 2 м; l3
= 6 м; l4
= 3 м.
По рекомендации [3, c.19, таблица 2.2] определяем длины зон печи:
- методическая зона (27% длины печи) – 10,7 м;
- сварочная зона (41% длины печи) – 16,2 м;
- томильная зона (32% длины печи) – 12,7 м.
Площадь активного пода определяем по формуле:
 , (17) , (17)
где lз
– длина заготовки, м;
lп
– длина пода печи, м.
 . .
Площадь габаритного пода определяем по формуле:
 , (18) , (18)
где B – ширина печи, м.
 . .
Напряженность активного пода определяем по формуле:
 , (19) , (19)
где Р – производительность печи, кг/ч.
 . .
Напряженность габаритного пода определяем по формуле:
 , (20) , (20)
 . .
3 РАСЧЕТ НАГРЕВА МЕТАЛЛА
3.1 ПЛОЩАДЬ ПОДА
В методической зоне
Площадь пода в методической зоне определим по формуле [4, с.15]:
 , (21) , (21)
где  – длина методической зоны, м. – длина методической зоны, м.
 . .
В сварочной зоне
 , (22) , (22)
где  – длина сварочной зоны , м. – длина сварочной зоны , м.

В томильной зоне
 , (24) , (24)
где  – длина томильной зоны, м. – длина томильной зоны, м.
 . .
3.2 ВНУТРЕННЯЯ ПОВЕРХНОСТЬ СТЕН И СВОДА
В методической зоне
Площадь поверхности стен и свода в методической зоне определим по формуле [4, с.15]:
 , (25) , (25)
где  – средняя высота методической зоны, м; – средняя высота методической зоны, м;
– длина методической зоны, м.
 . .
 . .
В сварочной зоне
 . .
где  – средняя высота сварочной зоны , м. – средняя высота сварочной зоны , м.
 . .
В томильной зоне
 . .
где  – средняя высота томильной зоны, м. – средняя высота томильной зоны, м.
 . .
3.3 СУММАРНАЯ ПОВЕРХНОСТЬ ВСЕХ ЭЛЕМЕНТОВ, ОКРУЖАЮЩИХ ГАЗОВЫЙ ОБЪЕМ
В методической зоне
Суммарную поверхность всех элементов, окружающих газовый объем найдем по формуле [4, c.16]:
 , (26) , (26)
 . .
В сварочной зоне
 , (27) , (27)
 . .
В томильной зоне
 , (30) , (30)
 . .
3.4 ОБЪЕМ ПРОСТРАНСТВА, ЗАПОЛНЕННОГО ГАЗОМ
В методической зоне
 , (31) , (31)
 . .
В сварочной зоне
 , (32 ) , (32 )
 . .
В томильной зоне
 , (34) , (34)
 . .
3.5 УГЛОВОЙ КОЭФФИЦИЕНТ ОТ КЛАДКИ НА МЕТАЛЛ
В методической зоне
 , (35) , (35)
 . .
В сварочной зоне
 , (36) , (36)
 . .
В томильной зоне
 , (38) , (38)
 . .
3.6 СРЕДНЯЯ ЭФФЕКТИВНАЯ ДЛИНА ЛУЧА В КАЖДОЙ ИЗ ЗОН
Среднюю эффективную длину луча определим по формуле [4, c.17]:
 , (39) , (39)
где  – объем зоны, м3
. – объем зоны, м3
.
В методической зоне
 . .
В сварочной зоне
 . .
В томильной зоне
 . .
3.7 НАХОДИМ ПРОИЗВЕДЕНИЕ ПАРЦИАЛЬНЫХ ДАВЛЕНИЙ ИЗЛУЧАЮЩИХ ГАЗОВ НА СРЕДНЮЮ ЭФФЕКТИВНУЮ ДЛИНУ ЛУЧА
По рекомендации [4, c.18]:
 ; ;  . (40) . (40)
 ; ;  . .
В методической зоне
 . .
 . .
В сварочной зоне
 . .
 . .
В томильной зоне
 . .
 . .
3.8 ТЕМПЕРАТУРА В СВАРОЧНОЙ ЗОНЕ
Принимаем по рекомендации [4, c.18] на 100÷150 °С выше конечной температуры поверхности металла
 °С. °С.
3.9 СРЕДНЯЯ ТЕМПЕРАТУРА ГАЗОВ В МЕТОДИЧЕСКОЙ ЗОНЕ
 , (41) , (41)
где  – температура в сварочной зоне, °С; – температура в сварочной зоне, °С;
 – температура уходящих газов, °С. – температура уходящих газов, °С.
 °С. °С.
 °С. °С.
3.10 ОПРЕДЕЛЕНИЕ СТЕПЕНИ ЧЕРНОТЫ ПРОДУКТОВ СГОРАНИЯ
Степень черноты продуктов сгорания определяем по формуле [4, c.18]:
 . (42) . (42)
В методической зоне
 ; ;  ; ;  . .
 . .
В сварочной зоне
Зона 1
 ; ;  ; ;  . .
 . .
В томильной зоне
 °С. °С.
 °С. °С.
 ; ;  ; ;  . .
 . .
3.11 ОПРЕДЕЛЕНИЕ СТЕПЕНИ ЧЕРНОТЫ МЕТАЛЛА
По рекомендации [4, c.23] принимаем степень черноты равной εм
=0,8.
3.12 ОПРЕДЕЛЕНИЕ ПРИВЕДЕННОГО КОЭФФИЦИЕНТА ИЗЛУЧЕНИЯ
Определим приведенный коэффициент излучения по формуле [4, c.15]:
 . (43) . (43)
Приведенную степень черноты по формуле [4, c.15]:
 . (44) . (44)
 . .
В методической зоне
 . .
В сварочной зоне
 . .
В томильной зоне
 . .
Для дальнейших расчетов принимаем среднее значение:
 . .
3.13 РАСЧЕТ НАГРЕВА МЕТАЛЛА
3.13.1 РАСЧЕТ ТОМИЛЬНОЙ ЗОНЫ
Время нагрева металла в томильной зоне найдем по формуле [4, c.24]:
 , (45) , (45)
где  – длина томильной зоны, м; – длина томильной зоны, м;
Принимаем  . .
 – удельный вес стали, – удельный вес стали,  ; ;
 – число рядов посада, – число рядов посада,  ; ;
 – толщина заготовки, – толщина заготовки,  ; ;
 – производительность печи, – производительность печи,  . .
 . .
Чтобы рассчитать температуру металла в томильной зоне надо найти температуру его поверхности в момент перехода из сварочной зоны в томильную. Эта величина зависит от функций Ф1
и Ф2
.
Температуру поверхности металла найдем по формуле [4, c.24]:
 . (46) . (46)
Функции Ф1
и Ф2
находятся из графиков [4, с.25, рисунок 4], для определения которых требуется найти критерии Фурье
 , (47) , (47)
и Био
 . (48) . (48)
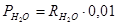
Для дальнейшего расчета и определения критериев нужно построить график зависимости теплопроводности  и и  теплосодержания заданной марки стали от температуры. Данные для построения берутся из справочника [1]. теплосодержания заданной марки стали от температуры. Данные для построения берутся из справочника [1].
 Рисунок 2 – зависимости и от температуры для стали 09Г2 (25ГС). Рисунок 2 – зависимости и от температуры для стали 09Г2 (25ГС).Для нахождения коэффициентов и  потребуется знать среднюю температуру металла в конце нагрева [4, c.25]: потребуется знать среднюю температуру металла в конце нагрева [4, c.25]:
 , (49) , (49)
где  – допустимая разность температур по сечению. – допустимая разность температур по сечению.
При нагреве под прокатку допускается перепад температур 3÷5 °С/см.
 , ,
 , ,
 °С, °С,
Принимаем  °С. °С.
 °С. °С.
 °С. °С.
По графику (рисунок 2) определяем:
 . .
 , (50) , (50)
где  – удельный тепловой поток к металлу в конце нагрева. – удельный тепловой поток к металлу в конце нагрева.
 , (51) , (51)
 . .
Температура томильной зоны tтом
определяется по формуле [4, c.27]:
 . (52) . (52)
 °С. °С.
 . .
Определяем критерий Био по формуле [4, c.24]:
 . .
Определяем критерий Фурье:
,
где  – коэффициент температуропроводности, – коэффициент температуропроводности,  . .
 , (53) , (53)
где  – теплоемкость. – теплоемкость.
 . .
 . .
Принимаем по рисунку 2 при  °С, °С,  . .
 . .
 . .
 . .
Определяем Ф1
и Ф2
по графику [4, c.25, рисунок 4]:
 ; ;  . .
 °С. °С.
Определим температуру центра заготовки при переходе из сварочной зоны в томильную [4, c.29]:
 , (54) , (54)
где  – перепад температур по сечению металла при переходе из сварочной зоны в томильную. – перепад температур по сечению металла при переходе из сварочной зоны в томильную.
 , (55) , (55)
где  – удельный тепловой поток на поверхность металла при переходе из сварочной зоны в томильную. – удельный тепловой поток на поверхность металла при переходе из сварочной зоны в томильную.
Принимаем по рисунку 2 при  °С, °С,  . .
 . (56) . (56)
 . .
 °С ≈ 95 °С. °С ≈ 95 °С.
 °С. °С.
3.13.2 РАСЧЕТ МЕТОДИЧЕСКОЙ ЗОНЫ
Прежде всего определим, какое количество тепла получит 1 кг металла в каждой из зон, в том числе и методической. Это тепло определяется приращением теплосодержания металла  . Общее приращение теплосодержания определяется по формуле [4, c.30]: . Общее приращение теплосодержания определяется по формуле [4, c.30]:
 , (57) , (57)
где  – конечное теплосодержание металла. – конечное теплосодержание металла.
 . .
 – начальное теплосодержание металла. – начальное теплосодержание металла.
 . .
Принимаем начальную температуру металла  °С. °С.
 . .
В методической зоне
 , (58) , (58)
где  и – коэффициенты использования топлива соответственно в сварочной зоне и общий; и – коэффициенты использования топлива соответственно в сварочной зоне и общий;
 – общее количество тепла, излучаемого из сварочной зоны в методическую; – общее количество тепла, излучаемого из сварочной зоны в методическую;
– производительность печи, кг/час.
Определяем по формуле [4, c.31]:
 , (59) , (59)
где  – низшая теплотворная способность топлива. – низшая теплотворная способность топлива.
 . .
 – физическое тепло, внесенное с подогревом воздуха и газа. – физическое тепло, внесенное с подогревом воздуха и газа.
 . (60) . (60)
 – практический объем воздуха, необходимого для горения топлива. Из расчета горения топлива – практический объем воздуха, необходимого для горения топлива. Из расчета горения топлива
 . .
 – теплосодержание воздуха [4, c.32, рисунок 7]. – теплосодержание воздуха [4, c.32, рисунок 7].
 . .
 – теплосодержание подогретого газа. В нашей печи газ не греется, и – теплосодержание подогретого газа. В нашей печи газ не греется, и  . .
 . .
 – количество тепла, уносимого из сварочной зоны. – количество тепла, уносимого из сварочной зоны.
 , (61) , (61)
где  – практический объем дыма, получающегося при горении 1 м3
топлива. Из расчетов горения – практический объем дыма, получающегося при горении 1 м3
топлива. Из расчетов горения
 . .
 – теплосодержание газа в сварочной зоне при tсв
= 1300 °С. – теплосодержание газа в сварочной зоне при tсв
= 1300 °С.
 . .
 . .
Теперь можно определить :
 . .
Находим общий коэффициент использования топлива [4, c.33]:
 , (62) , (62)
 – тепло, уносимое уходящими газами. – тепло, уносимое уходящими газами.
 , (63) , (63)
 – теплосодержание уходящих газов при tух.г
= 900°С. – теплосодержание уходящих газов при tух.г
= 900°С.
 . .
 . .
 . .
Подсчитываем поток излучения .
 , (64) , (64)
где  – удельный тепловой поток излучения, который по практическим данным принимается равным – удельный тепловой поток излучения, который по практическим данным принимается равным
 . .
Принимаем  . .
 – площадь поперечного сечения печи на границе методической и сварочной зон. С учетом нижней половины методической зоны – площадь поперечного сечения печи на границе методической и сварочной зон. С учетом нижней половины методической зоны
 . .
 . .
Теперь подсчитаем  : :
 . .
Теплосодержание металла при переходе из сварочной зоны в томильную при соответствующей температуре  °С, °С,  . Тогда приращение теплосодержания в томильной зоне . Тогда приращение теплосодержания в томильной зоне
 , ,
а в сварочной зоне
 . .
Время нагрева металла в методической зоне определится через приращение теплосодержания [4, c.35]:
 , (65) , (65)
где  – половина толщины металла, м; – половина толщины металла, м;
– удельный вес металла;
 – коэффициент формы, – коэффициент формы,  ; ;
 – средний тепловой поток в методической зоне. – средний тепловой поток в методической зоне.
 , (66) , (66)
где  – удельный тепловой поток в начале методической зоны, – удельный тепловой поток в начале методической зоны,
 , (67) , (67)
 . .
 – удельный тепловой поток в конце методической зоны, – удельный тепловой поток в конце методической зоны,
 , (68) , (68)
 – средняя температура металла в конце методической зоны, соответствующая его теплосодержанию, – средняя температура металла в конце методической зоны, соответствующая его теплосодержанию,
 , ,
 °С. °С.
 . .
Принимаем  . .
 . .
Подставим в уравнение (64).
 . .
Еще раз подставим в уравнение (64) и окончательно получим
 . .
Определим :
 , ,
и время нагрева в методической зоне:
 . .
Температура поверхности металла в конце зоны:
 °С. °С.
Перепад температур по сечению металла в конце зоны:
 °С. °С.
Температура оси металла в конце зоны:
 °С. °С.
3.13.3 РАСЧЕТ СВАРОЧНОЙ ЗОНЫ
Время нагрева металла в сварочной зоне
 , (69) , (69)
где  – средний тепловой поток к поверхности металла в сварочной зоне. – средний тепловой поток к поверхности металла в сварочной зоне.
 , (70) , (70)
 , ,
тогда
 . .
Общее время нагрева металла в печи:
 , (71) , (71)
 . .
Удельная продолжительность нагрева:
 , (72) , (72)
 . .
4 ОСНОВНЫЕ ПАРАМЕТРЫ ПЕЧИ
4.1 ОПРЕДЕЛЕНИЕ ЕМКОСТИ ПЕЧИ
Емкость печи определим по формуле [4, c.39]:
 , (73) , (73)
где  – производительность печи, кг. – производительность печи, кг.
4.2 ВЕС ОДНОЙ ЗАГОТОВКИ
 . (74) . (74)
4.3 КОЛИЧЕСТВО ЗАГОТОВОК, НАХОДЯЩИХСЯ В ПЕЧИ
 . (75) . (75)
4.4 ДЛИНА АКТИВНОГО ПОДА ПРИ ОДНОРЯДНОМ ПОСАДЕ
 . (76) . (76)
4.5 ПОЛНАЯ ДЛИНА ПЕЧИ
Принимаем  . .
 . .
4.6 ДЛИНЫ МЕТОДИЧЕСКОЙ И СВАРОЧНОЙ ЗОН
 . (77) . (77)
 . (78) . (78)
 (конструктивно). (конструктивно).
 . .
 . .
4.7 ПЛОЩАДЬ АКТИВНОГО ПОДА
 . (79) . (79)
4.8 ПОЛЕЗНАЯ ПЛОЩАДЬ ПОДА
 . (80) . (80)
4.9 КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ ПОДА ПЕЧИ
 . (81) . (81)
4.10 НАПРЯЖЕННОСТЬ АКТИВНОГО И ПОЛЕЗНОГО ПОДОВ
 . (82) . (82)
 . (83) . (83)
4.11 ВЫСОТА СВОДОВ ПО ЗОНАМ
 . .
 . .
 . .
4.12 РАЗМЕРЫ И КОЛИЧЕСТВО ОКОН
Принимаем размеры окон
300×465 мм.
Расстояние между осями рабочих окон 1,5 м, между осями смотровых окон 2 м. в методической и сварочной зонах расстояние между осями окон принимаем 2000 мм, в томильной 1100 мм.
Количество окон:
В методической зоне – 6 пар смотровых окон и окно посада.
В сварочной – в сварочной зоне 1: 4 пары окон,
в сварочной зоне 2: 5 пар окон.
В томильной – 5 пар окон и одно окно выдачи.
Ширина окон посада B = 12,8 м; высота H = 0,5 м.
Принимаем размеры торцевых окон посада и выдачи 12,8×0,5 м.
4.13 ПЛОЩАДЬ ОКОН
В методической зоне
 . .
Окно посада
 . .
Итого
 . .
В сварочной зоне
 . .
 . .
Итого
 . .
В томильной зоне
 . .
Окно выдачи
 . .
Итого
 . .
4.14 ВЫБОР КЛАДКИ ПЕЧИ
Для методической зоны на кладку свода идет шамотный кирпич класса А толщиной 300 мм, изоляционная засыпка (150 мм), для стен берут шамот класса А (300 мм), изоляцией служит трепеловый кирпич (250 мм).
Для сварочной зоны на свод идет шамот класса А (300 мм), изоляционная засыпка (150 мм), на стены – шамот класса А (350 мм), трепеловый кирпич (120 мм).
Для томильной зоны на кладку свода берут динас (300 мм), изоляцию (150 мм), на стены – шамот класса А (350 мм), изоляцию (120 мм).
5 ТЕПЛОВОЙ БАЛАНС ПЕЧИ
5.1 ПОТЕРИ ТЕПЛА ТЕПЛОПРОВОДНОСТЬЮ ЧЕРЕЗ КЛАДКУ
Потери тепла через кладку определяются по формуле [4, c.42]:
 , (84) , (84)
где  – температура внутренней поверхности кладки; – температура внутренней поверхности кладки;
 – температура окружающего воздуха, которую принимают равной 20 °С; – температура окружающего воздуха, которую принимают равной 20 °С;
 – сумма тепловых сопротивлений слоев кладки; – сумма тепловых сопротивлений слоев кладки;
 – толщина соответствующего слоя, м; – толщина соответствующего слоя, м;
 – коэффициент теплопроводности слоя; – коэффициент теплопроводности слоя;
 – коэффициент теплоотдачи от наружной поверхности кладки в окружающую среду. По практическим данным – коэффициент теплоотдачи от наружной поверхности кладки в окружающую среду. По практическим данным
 . .
 . .
 – наружная поверхность кладки, м2
. – наружная поверхность кладки, м2
.
Средняя температура огнеупорного слоя
 , (85) , (85)
слоя изоляции
 , (86) , (86)
где  – температура на границе слоев. – температура на границе слоев.
 определяется по формуле: определяется по формуле:
 , (87) , (87)
где  – средняя температура поверхности металла в зоне; – средняя температура поверхности металла в зоне;
 – степень развития кладки; – степень развития кладки;
 – средняя температура газа в зоне; – средняя температура газа в зоне;
 . .
5.1.1 РАСЧЕТ ДЛЯ МЕТОДИЧЕСКОЙ ЗОНЫ
Потери через стены
 . .
 . .
 . .

 . .
 . .
Принимаем среднюю температуру на границе слоев в методической зоне
 . .
Шамотного слоя
 , ,
слоя изоляции
 . .
Теплопроводность при этих температурах шамота
 , ,
изоляции
 . .
 . .
Потери через свод
 . .
 . .
Проверяем правильность принятых температур слоев кладки:
 . .
 . .
Уточняем коэффициенты теплопроводности по найденным температурам
 ; ;
 . .
Уточненное значение потерь
 . .
Действительная температура на границе слоев
 . .
Температура наружной поверхности изоляции
 . .

Рисунок 3 – График изменения температуры кладки стен и свода методической зоны
5.1.2 РАСЧЕТ ДЛЯ СВАРОЧНОЙ ЗОНЫ
Потери через стены
 . .
 . .
 . .
 . .
 . .
 . .

 .Принимаем среднюю температуру на границе слоев в методической зоне .Принимаем среднюю температуру на границе слоев в методической зоне
 . .
Шамотного слоя
 , ,
слоя изоляции
 . .
Теплопроводность при этих температурах шамота
 , ,
изоляции
 . .
 . .
Потери через свод
 . .
 . .
Проверяем правильность принятых температур слоев кладки:
 . .
 . .
Уточняем коэффициенты теплопроводности по найденным температурам
 ; ;
 . .
Уточненное значение потерь
 . .
Действительная температура на границе слоев
 . .
Температура наружной поверхности изоляции
 . .

Рисунок 4 – График изменения температуры кладки стен и свода сварочной зоны
5.1.3 РАСЧЕТ ДЛЯ ТОМИЛЬНОЙ ЗОНЫ
Потери через стены
 . .
 . .
 . .
 . .
 . .
. . .

 .Принимаем среднюю температуру на границе слоев в методической зоне .Принимаем среднюю температуру на границе слоев в методической зоне
 . .
Шамотного слоя
 , ,
слоя изоляции
 . .
Теплопроводность при этих температурах шамота
 , ,
изоляции
 . .
 . .
Потери через свод
 . .
 . .
Проверяем правильность принятых температур слоев кладки:
 . .
 . .
Уточняем коэффициенты теплопроводности по найденным температурам
 ; ;
 . .
Уточненное значение потерь
 . .
Действительная температура на границе слоев
 . .
Температура наружной поверхности изоляции
 . .
Рисунок 5 – График изменения температуры кладки стен и свода томильной зоны
5.1.4 ПОТЕРИ ТЕПЛА ЧЕРЕЗ ЭЛЕМЕНТЫ КЛАДКИ
Таблица 2
| Элемент |
Площадь, м2
|
Потери, Вт/м2
|
| 1 Свод и стены методической зоны |
236 |
258171 |
| 2 Свод и стены сварочной зоны |
351,31 |
390989 |
| 3 Свод и стены томильной зоны |
193 |
199783 |
| Итого |
848943 |
Для покрытия потерь через под и металлическую арматуру печи полученную величину увеличиваем на 25%.
 . .
5.2 ПОТЕРИ ТЕПЛА ИЗЛУЧЕНИЕМ ЧЕРЕЗ ОКНА ПЕЧИ
Потери излучением через открытые окна печи подсчитываются по формуле [4, c.47]:
 ккал/час, (88) ккал/час, (88)
где F – площадь окна, м2
;
Ф – коэффициент диафрагмирования;
Ψ – время открытия окон.
В методической зоне
Для окна посада Ψ = 1;
Для смотровых окон Ψ = 0,2.
Определение коэффициента диафрагмирования:
a = 0,35 м; b = 1,5 м; l = 12 м.
a/b = 0,2.
По рекомендации [4, c.48, рисунок 10]:
l/a = 34,3; a/l = 0,03.
Для окна посада Ф = 0,65;
Для смотровых окон Ф = 0,56.
Средняя температура газа в методической зоне  . .
 . .
В сварочной зоне
Площадь окон Fок
= 2,93 м2
.
Для смотровых окон ψ = 0,2.
Средняя температура газа в сварочной зоне  . .
Коэффициент диафрагмирования Ф = 0,56.
 . .
В томильной зоне
Площадь рабочих окон Fок.р
= 1,63 м2
;
Площадь окна выдачи Fок.выдачи
= 6,4 м2
.
Для рабочих окон ψ = 0,3;
Для окна выдачи ψ = 0,6.
Средняя температура газа в томильной зоне  . .
Для рабочих окон Ф = 0,56;
Для окна выдачи Ф = 0,65.
 . .
Суммарные потери излучением через открытые окна
 . .
Тепловые потери через закрытые окна
Условно примем тепловой поток через закрытые окна
 . .

Общие потери тепла через открытые и закрытые окна
 . .
5.3 ПОТЕРИ ТЕПЛА С ОХЛАЖДАЮЩЕЙ ВОДОЙ
Продольные трубы
10 продольных труб.
Расстояние между продольными трубами 1,2 м.
Диаметр труб 69/89.
Опорные трубы
Lмет
= 12,6 м; Lсв
= 16,4 м.
Lсв и мет
= 29 м.
Расстояние между опорными трубами – Lм.оп.тр
= 1,2 м.
Определение количества опорных труб
nоп.труб
= Lсв и мет
/ Lм.оп.тр
= 29/1,2 = 24 шт.
10 труб в методической зоне;
14 труб в сварочной зоне.
Примем температуру входящей воды t1
= 20°C, а выходящей t2
= 50°C.
Потери тепла рассчитываются по формуле [4, c.51]:
 , (89) , (89)
где K – коэффициент теплопередачи;
F – поверхность труб, м2
;
Δtср
– среднелогарифмический температурный напор.
Коэффициент теплопередачи находится по формуле
 , (90) , (90)
где  – средняя температура газа в печи, – средняя температура газа в печи,
 ; ;
 – средняя температура стенки трубы. Ее принимаем равной 80°С. – средняя температура стенки трубы. Ее принимаем равной 80°С.
 . .
Поверхность глиссажных труб
 . .
Среднелогарифмеческий температурный напор
 . .
Поток охлаждения
 . .
Определим потери тепла в опорных трубах по зонам
В методической зоне
Поверхность опорных труб
 . .
Средний температурный напор
 . .
Коэффициент теплопередачи
 . .
Потери тепла
 . .
В сварочной зоне
Поверхность опорных труб
 . .
Средний температурный напор
 . .
Коэффициент теплопередачи
 . .
Потери тепла
 . .
Итого потери тепла с охлаждающей водой
 . .
Этот результат увеличиваем на 10÷15% ввиду того, что не учитывались потери тепла с охлаждающей водой в отбойниках, водоохлаждаемых крышках и других элементах.
 . .
5.4 РАСХОД ТЕПЛА НА НАГРЕВ МЕТАЛЛА
5.4.1 ОБЩЕЕ КОЛИЧЕСТВО ТЕПЛА, УСВОЕННОЕ МЕТАЛЛОМ
 . .
5.4.2 ТЕПЛО, ВЫДЕЛИВШЕЕСЯ ПРИ ОБРАЗОВАНИИ ОКАЛИНЫ
 , (91) , (91)
где 1350 ккал/кг – тепловой эффект экзотермической реакции окисления 1 кг железа;
δ – угар металла, составляющий от 0,5 до 2%.
Принимаем δ = 2%.
 . .
5.4.3 ПОТЕРИ ТЕПЛА С ОКАЛИНОЙ
 , (92) , (92)
где  – вес окалины, образующейся за час; – вес окалины, образующейся за час;
 – теплосодержание окалины. – теплосодержание окалины.
 , (93) , (93)
где m = 1,38 – вес окалины, образующейся в результате горения 1 кг железа.
 . .
 , (94) , (94)
где С – теплоемкость окалины.
С = 0,3 ккал/кг·°С = 1,253 кДж/кг·°С.
 . .
 . .
5.4.4 ТЕПЛО, УСВОЕННОЕ МЕТАЛЛОМ ОТ ОКИСЛЕНИЯ ЖЕЛЕЗА
 . (95) . (95)
5.4.5 ТЕПЛО, УСВОЕННОЕ МЕТАЛЛОМ ОТ ГОРЕНИЯ ТОПЛИВА
 . (96) . (96)
5.4.6 ОБЩИЙ РАСХОД ТЕПЛА В ПЕЧИ
 (97) (97)
5.5 ТЕПЛОВЫЕ МОЩНОСТИ И РАСХОД ТОПЛИВА
5.5.1 РАБОЧАЯ ТЕПЛОВАЯ МОЩНОСТЬ
 . (98) . (98)
5.5.2 МОЩНОСТЬ ХОЛОСТОГО ХОДА
 .(99) .(99)
5.5.3 ОБЩАЯ ТЕПЛОВАЯ МОЩНОСТЬ
 (100) (100)
5.5.4 ЧАСОВОЙ РАСХОД ТОПЛИВА
 . (101) . (101)
5.5.5 УДЕЛЬНЫЙ РАСХОД ТОПЛИВА
 . (102) . (102)
5.5.6 УДЕЛЬНЫЙ РАСХОД УСЛОВНОГО ТОПЛИВА
 ; (103) ; (103)
или
 . (104) . (104)
5.5.7 КОЭФФИЦИЕНТ ПОЛЕЗНОГО ДЕЙСТВИЯ ПЕЧИ
 . (105) . (105)
5.5.8 ПОТЕРИ ТЕПЛА С УХОДЯЩИМИ ГАЗАМИ
 . (106) . (106)
 при tух.г
= 850°С. при tух.г
= 850°С.
 . .
5.5.9 ТЕПЛО, ВНЕСЕННОЕ С ПОДОГРЕТЫМ ВОЗДУХОМ
 . (107) . (107)
 при tВ
= 410°С. при tВ
= 410°С.
 . .
5.5.10 ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ПОЛЕЗНОГО ТЕПЛОИСПОЛЬЗОВАНИЯ
Коэффициент полезного теплоиспользования определяем по формуле:
 , (108) , (108)
где B – часовой расход топлива, м3
/ч.
 . .
5.5.11 ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ ТОПЛИВА
Коэффициент полезного теплоиспользования определяем по формуле:
 , (109) , (109)
 . .
5.6 ТЕПЛОВОЙ БАЛАНС ПЕЧИ
Таблица 3 – Тепловой баланс печи
| Приход тепла |
Расход тепла |
| Статьи |
Обозначение |
Вт |
% |
Статьи |
Обозначение |
Вт |
% |
| 1. Общая тепловая мощность |
MO
|
134051066 |
80,1 |
1. Тепло, усвоенное металлом от горения топлива |
Мусв
|
71217755 |
42,53 |
| 2. Тепло, внесенное подогретым воздухом |
QГ.В
|
23971680 |
14,3 |
2. Тепло, усвоенное металлом от окисления железа |
Qусв
|
6021745 |
3,6 |
| 3. Тепло, выделившееся при образовании окалины |
Qэкз
|
9436500 |
5,6 |
3. Потери тепла с окалиной |
Qок
|
3414755 |
2,014 |
| Итого |
Σ |
167459246 |
100 |
4. Потери тепла с охлаждающей водой |
ΣQ5охл
|
27948820 |
16,7 |
| 5. Потери тепла теплопроводностью через кладку |
Q5кл
|
1061179 |
0,64 |
| 6. Потери тепла излучением через окна печи |
ΣQ5изл
|
1382954 |
0,83 |
| 7. Потери тепла с уходящими газами |
Qух.г
|
56400893 |
33,68 |
| 8. Прочие потери |
11145 |
0,006 |
| Итого |
Σ |
167459246 |
100 |
6 ВЫБОР ГОРЕЛОК
Сварочная зона (сварочная зона 1 и сварочная зона 2).
В сварочной зоне 30 горелок типа «труба в трубе»: 8 горелок в торце в одном ряду, расположение в 1 ряд.
По бокам – 7 горелок с каждой стороны.

Рисунок 6 – Горелка типа «труба в трубе» большой тепловой мощности
По рекомендации [5, c.144] выбираем конструктивные размеры горелки.
Таблица 4
Обозначение
горелки
|
dг
|
dн.г.
|
D |
D1
|
D2
|
D3
|
D4
|
D5
|
D6
|
| ДВБ 200/200 |
200 |
200 |
295 |
335 |
300 |
400 |
440 |
100 |
180 |
| D7 |
D8 |
D9 |
D10 |
d |
Н |
Н1 |
h |
h1 |
h2 |
| 215 |
340 |
100 |
150 |
18 |
350 |
200 |
26 |
28 |
22 |
| L |
L1 |
L2 |
L3 |
Количество отверстий |
| 555 |
1333 |
1075 |
500 |
n |
n1 |
n2 |
| 8 |
12 |
8 |
Томильная зона.
В томильной зоне 22 горелки типа «труба в трубе»: 8 горелок в торце в одном ряду, расположение в 2 ряда.
По бокам – 3 горелки с каждой стороны.
7 РАСЧЕТ РЕКУПЕРАТОРА
Исходные данные для расчета:
1. Часовой расход топлива – 15086 м3
/час;
2. Расход воздуха на 1 м3
топлива – 8,86 м3
/м3
;
3. Количество продуктов горения от 1 м3
топлива – 10,35 м3
/м3
;
4. Температура подогрева воздуха tВ
"
= 410°C;
5. Температура холодного воздуха tВ
'
= 20°C;
6. Температура уходящих из печи газов tД
'
= 850°C.
Скорость воздуха в трубчатом рекуператоре рекомендуется принимать равной 5-10 м/сек, а дыма – 2-4 м/сек. Выбираем по рекомендации [4, c.59] скорость воздуха WОВ
= 8 м/сек, а дыма – WОД
= 2 м/сек, принимаем систему противотока.
7.1 ПОВЕРХНОСТЬ НАГРЕВА
Поверхность нагрева найдем по формуле [4, c.59]:
 , (110) , (110)
где  – коэффициент теплопередачи; – коэффициент теплопередачи;
 – воспринятое воздухом тепло; – воспринятое воздухом тепло;
 – среднелогарифмический температурный напор. – среднелогарифмический температурный напор.
7.2 ЧАСОВОЙ РАСХОД ВОЗДУХА И ДЫМА
Часовой расход воздуха:
 ; ;
Часовой расход дыма:
 . .
7.3 ЧАСОВОЕ КОЛИЧЕСТВО ДЫМА
Часовое количество дыма, проходящее через рекуператор, с учетом потерь дыма на выбивание и других потерь
 , (111) , (111)
где  – коэффициент, учитывающий выбивание дымовых газов на пути от рабочего пространства печи до рекуператора, m = 0,8÷0,85, принимаем m = 0,8; – коэффициент, учитывающий выбивание дымовых газов на пути от рабочего пространства печи до рекуператора, m = 0,8÷0,85, принимаем m = 0,8;
 – коэффициент, учитывающий подсос воздуха в борове, принимается – коэффициент, учитывающий подсос воздуха в борове, принимается  . .
 . .
7.4 СРЕДНЕЛОГАРИФМИЧЕСКИЙ ТЕМПЕРАТУРНЫЙ НАПОР
Среднелогарифмический температурный напор найдем оп формуле [4, c.60]:
 , (112) , (112)
где  и и  – начальные температуры дыма и воздуха на входе в рекуператор; – начальные температуры дыма и воздуха на входе в рекуператор;
 и и  – конечные температуры дыма и воздуха при выходе из рекуператора. – конечные температуры дыма и воздуха при выходе из рекуператора.
Температура дыма перед рекуператором определяется через теплосодержание его с учетом того, что дым охлаждается подсосанным воздухом
 . (113) . (113)
Температура дыма за рекуператором находится по формуле
 , (114) , (114)
где  и и  – начальное и конечное теплосодержание воздуха. Для температур 20°С и 410°С соответственно – начальное и конечное теплосодержание воздуха. Для температур 20°С и 410°С соответственно
 ; ;
 . .
 – коэффициент, учитывающий потери тепла в рекуператоре. – коэффициент, учитывающий потери тепла в рекуператоре.
 . .
 . .
 . .
7.5 ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ТЕПЛОПЕРЕДАЧИ
Для определения коэффициента теплопередачи воспользуемся формулой [4, c.61]:
 , (115) , (115)
где  и и  – коэффициенты теплоотдачи соответственно на дымовой и воздушной стороне; – коэффициенты теплоотдачи соответственно на дымовой и воздушной стороне;
 – тепловое сопротивление стенки рекуператора. Ввиду его незначительности величиной пренебрегают. – тепловое сопротивление стенки рекуператора. Ввиду его незначительности величиной пренебрегают.
Величина определяется следующим образом:
 . (116) . (116)
 зависит от средней температуры дыма зависит от средней температуры дыма  и эффективной толщины газового слоя Sм. и эффективной толщины газового слоя Sм.
 . .
 , (117) , (117)
где  и и  – шаг труб, принимаем – шаг труб, принимаем  . .
 . .
По рекомендации [4, с.64, рисунок II]:
 . .
 найдется по формуле: найдется по формуле:
 , (118) , (118)
где С – константа.
 . (119) . (119)
 . .
Общий коэффициент теплоотдачи на дымовой стороне
 . .
Коэффициент теплоотдачи на воздушной стороне определяется по формуле [4, с.63]:
 , (120) , (120)
где  – средняя температура воздуха в рекуператоре. – средняя температура воздуха в рекуператоре.
 . .
 . .
 . .
Воспринятое воздухом тепло находим через приращение теплосодержания воздуха:
 . (121) . (121)
 ; ;
 . .
 . .
 . .
7.6 ПОВЕРХНОСТЬ НАГРЕВА РЕКУПЕРАТОРА
 . (122) . (122)
7.7 КОМПОНОВКА РЕКУПЕРАТОРА
7.7.1 ЧИСЛО ТРУБНЫХ
U
-ОБРАЗНЫХ ЭЛЕМЕНТОВ
 . (123) . (123)
7.7.2 СРЕДНЯЯ ПОВЕРХНОСТЬ ОДНОГО ТРУБНОГО ЭЛЕМЕНТА
 . (124) . (124)
7.7.3 СРЕДНЯЯ ДЛИНА ОДНОГО ТРУБНОГО ЭЛЕМЕНТА
 , (125) , (125)
где dср
– средний диаметр трубы.
 ; ;
 . .
7.7.4 ЧИСЛО ТРУБ В РЯДУ, ПЕРПЕНДИКУЛЯРНОМ ДВИЖЕНИЮ ДЫМА
 , (126) , (126)
 , ,  , (127) , (127)
 . .
7.7.5 ЧИСЛО ТРУБ ПО ХОДУ ДЫМА В РЕКУПЕРАТОРЕ
 . (128) . (128)
8 ГИДРАВЛИЧЕСКИЙ РАСЧЕТ ТРАССЫ
8.1 СОСТАВЛЯЕМ РАСЧЕТНУЮ СХЕМУ ТРУБОПРОВОДА

Рисунок 7 – Схема трубопровода
8.1.1 ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ
| L1-2
= 2,5 м |
L5
-6
= 4,5 м |
L8
-9
= 0,8 м |
| L3
-4
= 4 м |
L6
-7
= 4,5 м |
L9
-10
= 5 м |
| L4
-5
= 4 м |
L7
-8
= 0,5 м |
L10
-11
= 2,5 м |
| L1
1
-1
2
= 12 м |
8.2 ОПРЕДЕЛЕНИЕ ВНУТРЕННИХ ДИАМЕТРОВ ТРУБ
Определение внутренних диаметров труб по формуле [6, с.41]:
 , (123) , (123)
где  – объемный расход на соответствующем участке, – объемный расход на соответствующем участке,
 – приведенная скорость на соответствующем участке. – приведенная скорость на соответствующем участке.
Внутренний диаметр труб по ГОСТу определяем по формуле [6, с.41]:
 , (129) , (129)
где  – стандартный диаметр, – стандартный диаметр,
 – толщина стенки труб. – толщина стенки труб.
Пересчет скоростей для выбранных диаметров труб производится по формуле [6, с.41]:
 . (130) . (130)
8.2.1 УЧАСТОК 1 – 2
По рекомендации [6, с.41, таблица 5.1] принимаем для холодного воздуха Wо
=12 м/с.
Объемный расход на участке 1 – 2 определяем по формуле:
 , (131) , (131)
где  – объемный расход воздуха на участке 1 – 2, – объемный расход воздуха на участке 1 – 2,
 – часовой расход воздуха. – часовой расход воздуха.
  , ,
 . .
Принимаем, что воздухопровод изготовлен из стальных электросварных труб. По рекомендации [6, с.42, таблица 5.2] выбираем ближайший стандартный диаметр и толщину стенки выпускаемых труб.
 = 2020 мм; d1–2
= 14 мм. = 2020 мм; d1–2
= 14 мм.
Внутренний диаметр труб определяется по формуле (124):
 . .
Производим пересчет скорости для выбранного внутреннего диаметра стандартных труб по формуле [6, с.41]:
 . .
Согласно рекомендациям [6, с.41, таблица 5.1] расчетная скорость находится в допустимом интервале.
8.2.2 УЧАСТОК 3 – 4
Объемный расход воздуха на участке 3 – 4 изменился, так как воздух нагрелся в рекуператоре. Объемный расход воздуха на участке находим по формуле:
 , (132) , (132)
где  – температура воздуха до рекуператора, К; – температура воздуха до рекуператора, К;
 – температура воздуха после рекуператора, К. – температура воздуха после рекуператора, К.
 . .
По рекомендации [6, с.41, таблица 5.1] принимаем для горячего воздуха Wо
=7 м/с.
 . .
Принимаем, что воздухопровод изготовлен из стальных электросварных труб. По рекомендации [6, с.42, таблица 5.2] выбираем ближайший стандартный диаметр и толщину стенки выпускаемых труб.
 ; ;  . .
Внутренний диаметр труб
 . .
Производим пересчет скорости
 . .
Согласно рекомендациям [6, с.41, таблица 5.1] расчетная скорость находится в допустимом интервале.
8.2.3 УЧАСТОК 4 – 5
Из-за подогрева воздуха в рекуператоре произведем пересчет объемного расхода воздуха
 . .
По рекомендации [6, с.41, таблица 5.1] принимаем для горячего воздуха Wо
=7 м/с.
 . .
Принимаем, что воздухопровод изготовлен из стальных электросварных труб. По рекомендации [6, с.42, таблица 5.2] выбираем ближайший стандартный диаметр и толщину стенки выпускаемых труб.
 ; ;  . .
Внутренний диаметр труб
 . .
Производим пересчет скорости
 . .
Согласно рекомендациям [6, с.41, таблица 5.1] расчетная скорость находится в допустимом интервале.
8.2.4 УЧАСТОК 5 – 6
Из-за подогрева воздуха в рекуператоре произведем пересчет объемного расхода воздуха
 . .
По рекомендации [6, с.41, таблица 5.1] принимаем для горячего воздуха Wо
=7 м/с.
 . .
Принимаем, что воздухопровод изготовлен из стальных электросварных труб. По рекомендации [6, с.42, таблица 5.2] выбираем ближайший стандартный диаметр и толщину стенки выпускаемых труб.
 ; ;  . .
Внутренний диаметр труб
 . .
Производим пересчет скорости
 . .
Согласно рекомендациям [6, с.41, таблица 5.1] расчетная скорость находится в допустимом интервале.
8.2.5 УЧАСТОК 6 – 7
Из-за подогрева воздуха в рекуператоре произведем пересчет объемного расхода воздуха
 . .
По рекомендации [6, с.41, таблица 5.1] принимаем для горячего воздуха Wо
=7 м/с.
 . .
Принимаем, что воздухопровод изготовлен из стальных электросварных труб. По рекомендации [6, с.42, таблица 5.2] выбираем ближайший стандартный диаметр и толщину стенки выпускаемых труб.
 ; ;  . .
Внутренний диаметр труб
 . .
Производим пересчет скорости
 . .
Согласно рекомендациям [6, с.41, таблица 5.1] расчетная скорость находится в допустимом интервале.
8.2.6 УЧАСТОК 7 – 10
Из-за подогрева воздуха в рекуператоре произведем пересчет объемного расхода воздуха
 . .
По рекомендации [6, с.41, таблица 5.1] принимаем для горячего воздуха Wо
=7 м/с.
 . .
Принимаем, что воздухопровод изготовлен из стальных электросварных труб. По рекомендации [6, с.42, таблица 5.2] выбираем ближайший стандартный диаметр и толщину стенки выпускаемых труб.
 ; ;  . .
Внутренний диаметр труб
 . .
Производим пересчет скорости
 . .
Согласно рекомендациям [6, с.41, таблица 5.1] расчетная скорость находится в допустимом интервале.
8.2.7 УЧАСТОК 10 – 12
Из-за подогрева воздуха в рекуператоре произведем пересчет объемного расхода воздуха
 . .
По рекомендации [6, с.41, таблица 5.1] принимаем для горячего воздуха Wо
=7 м/с.
 . .
Принимаем, что воздухопровод изготовлен из стальных электросварных труб. По рекомендации [6, с.42, таблица 5.2] выбираем ближайший стандартный диаметр и толщину стенки выпускаемых труб.
 ; ;  . .
Внутренний диаметр труб
 . .
Производим пересчет скорости
 . .
Согласно рекомендациям [6, с.41, таблица 5.1] расчетная скорость находится в допустимом интервале.
8.3 ОПРЕДЕЛЕНИЕ ГИДРАВЛИЧЕСКИХ СОПРОТИВЛЕНИЙ
8.3.1 РАСЧЕТ СРЕДНИХ ТЕМПЕРАТУР
Принимаем, что трубопровод изготовлен из нефутерованных труб, следовательно, падение температуры на 1 м трубопровода составляет Dt =3°С/м [1, с.45]. Дальнейший расчет представим в виде таблицы 2.
Температура воздуха в конце участка определяется по формуле [1, с.44]:
 , (133) , (133)
где tн
и tк
– температура воздуха в начале и конце участка, °С;
L – длина прямолинейного участка с постоянным поперечным сечением, м;
 t – среднее падение температуры на 1 м трубопровода. t – среднее падение температуры на 1 м трубопровода.
Таблица 5 – Значения температур в точках нахождения местных сопротивлений и средних температур на прямолинейных участках
| № участка и местного сопротивления |
Длина участка, м |
Температура участка, °С |
Местное сопротивление |
| В начале |
В конце |
Обозначение |
Средняя |
Обозначение |
Температура, °С |
| 1 – 2 |
2,5 |
20 |
20 |
t1-2
|
20 |
- |
- |
| 2 |
- |
- |
- |
- |
- |
t2
|
20 |
| 3 |
- |
- |
- |
- |
- |
t3
|
410 |
| 3 – 4 |
4 |
410 |
398 |
t3
-4
|
404 |
- |
- |
| 4 |
- |
- |
- |
- |
- |
t4
|
398 |
| 4 – 5 |
4 |
398 |
386 |
t4-5
|
392 |
- |
- |
| 5 |
- |
- |
- |
- |
- |
t5
|
386 |
| 5 – 6 |
4,5 |
386 |
372,5 |
t5-6
|
379,25 |
- |
- |
| 6 |
- |
- |
- |
- |
- |
t6
|
372,5 |
| 6 – 7 |
4,5 |
372,5 |
359 |
t6-7
|
365,75 |
- |
- |
| 7 |
- |
- |
- |
- |
- |
t7
|
359 |
| 7 – 8 |
0,5 |
359 |
357,5 |
t7-8
|
358,25 |
- |
- |
| 8 |
- |
- |
- |
- |
- |
t8
|
357,5 |
| 8 – 9 |
0,8 |
357,5 |
355,1 |
t8-9
|
356,3 |
- |
- |
| 9 |
- |
- |
- |
- |
- |
t9
|
355,1 |
| 9 – 10 |
5 |
355,1 |
340,1 |
t9-10
|
347,6 |
- |
- |
| 10 |
- |
- |
- |
- |
- |
t10
|
340,1 |
| 10 – 11 |
2,5 |
340,1 |
332,6 |
t10
-11
|
336,35 |
- |
- |
| 11 |
- |
- |
- |
- |
- |
t1
1
|
332,6 |
| 11 – 12 |
12 |
332,6 |
296,6 |
t11
-12
|
314,6 |
- |
- |
| 12 |
- |
- |
- |
- |
- |
t1
2
|
296,6 |
8.3.2 РАСЧЕТ ПОТЕРЬ ДАВЛЕНИЯ
8.3.2.1 ПОТЕРИ ДАВЛЕНИЯ НА ТРЕНИЕ
Примем, что выбранные стальные электросварные трубы умеренно заржавевшие. Тогда среднее значение абсолютной эквивалентной шероховатости поверхности стенок труб и каналов будет равно: Кэ=0,5мм=0,5*10-3
м [6, с.118].
Действительную скорость воздуха определяем по формуле [6, с.93]:
 , (134) , (134)
где tср – средняя температура на участке, °С.
Коэффициент кинематической вязкости определяем по формуле [6, с.114]:
 , (135) , (135)
где x=tср/1000;
A, B, C, D, E – коэффициенты приведенные в таблице П. 4.1 [6, с.115]:
A=13,367453, B=87,690, C=102,00, D=-30,71015, E=5,938994.
Число Рейнольдса определяем по формуле [6, с.22]:
 , (136) , (136)
где W – средняя скорость движения в поперечном сечении, м/с;
D – внутренний диаметр трубопровода, м.
Коэффициент трения рассчитываем по формуле Альтшуля [6, с.25]:
 , (137) , (137)
Потери давления находим по формуле [6, с.26]:
 . (138) . (138)
Таблица 6 – Расчет потерь на трение
| Участок |
Wо,
м/с
|
L,
м
|
tср, ºС |
D, м |
W,
м/с
|
x |
 , ,
м2/с
|
Re |
λ |
ΔPтр,
Па
|
| 1 – 2 |
11,9 |
2,5 |
20 |
1,992 |
12,771 |
0,02 |
1,516 |
1678194 |
0,014373 |
1,768 |
| 3 – 4 |
6,9 |
4 |
404 |
3,988 |
17,110 |
0,404 |
6,358 |
1073272 |
0,012893 |
0,985 |
| 4 – 5 |
6,9 |
4 |
392 |
2,792 |
16,807 |
0,392 |
6,171 |
760445 |
0,014080 |
1,509 |
| 5 – 6 |
6,89 |
4,5 |
379,25 |
1,992 |
16,461 |
0,37925 |
5,974 |
548902 |
0,015306 |
2,530 |
| 6 – 7 |
6,9 |
4,5 |
365,75 |
1,392 |
16,144 |
0,36575 |
5,769 |
389544 |
0,016719 |
3,884 |
| 7 – 8 |
6,9 |
0,5 |
358,25 |
0,998 |
15,954 |
0,35825 |
5,656 |
281520 |
0,018158 |
0,646 |
| 8 – 9 |
6,9 |
0,8 |
356,3 |
0,998 |
15,905 |
0,3563 |
5,627 |
282097 |
0,018155 |
1,030 |
| 9 – 10 |
6,9 |
5 |
347,6 |
0,998 |
15,685 |
0,3476 |
5,497 |
284776 |
0,018141 |
6,345 |
| 10 – 11 |
6,9 |
2,5 |
336,35 |
0,7 |
15,401 |
0,33635 |
5,331 |
202229 |
0,019803 |
4,848 |
| 11 – 12 |
6,9 |
12 |
314,6 |
0,7 |
14,851 |
0,3146 |
5,015 |
207298 |
0,019764 |
22,395 |
Итого  . .
8.3.2.2 ПОТЕРИ ДАВЛЕНИЯ НА МЕСТНЫХ СОПРОТИВЛЕНИЯХ
Потери давления на местных сопротивлениях определяем по формуле [6, с.26]:
 . (139) . (139)
где x – коэффициент местного сопротивления.
8.3.2.2.1 ВНЕЗАПНОЕ РАСШИРЕНИЕ ТРУБОПРОВОДА В ТОЧКЕ 2
Расчет производим согласно рекомендации [6, с.126, п.9].
Коэффициент местного сопротивления рассчитываем по формуле:
 , (140) , (140)
где F1
– площадь поперечного сечения трубы на участке 1 – 2, м2
,
F2
– площадь поперечного сечения рекуператора, м2
.
 , ,
 , ,
 , ,
 . .
8.3.2.2.2 ВНЕЗАПНОЕ СУЖЕНИЕ В ТОЧКЕ 3
Расчет производим согласно рекомендации [6, с.127, п.10].
Коэффициент местного сопротивления рассчитываем по формуле:
 , (141) , (141)
где  ; ;  . .
где F1
– площадь поперечного сечения рекуператора, м2
;
F2
– площадь поперечного сечения трубы, м2
.
 , ,
 , ,
 , ,
 , ,
 , ,
 . .
8.3.2.2.3 СИММЕТРИЧНЫЙ ТРОЙНИК 4 ПРИ РАЗДЕЛЕНИИ ПОТОКА ПОД УГЛОМ 90°
Расчет производим согласно рекомендации [6, с.121, приложение 6, рис.37, п. 37, 24].
H/B=D3-4/D4-5=3,988/2,792=1,428,
B2
/B1
=D4-5
/D3-4
=2,792/3,988=0,7,
 , [6, с.131, таблица П6.7] , [6, с.131, таблица П6.7]
 . .
8.3.2.2.4 СИММЕТРИЧНЫЙ ТРОЙНИК 5 ПРИ РАЗДЕЛЕНИИ ПОТОКА ПОД УГЛОМ 90°
Расчет производим согласно рекомендации [6, с.121, приложение 6, рис.37, п. 37, 24].
H/B=D4-5/D5-6=2,792/1,992=1,4,
B2
/B1
=D5-6
/D4-5
=1,992/2,792=0,71,
 , [6, с.131, таблица П6.7] , [6, с.131, таблица П6.7]
 . .
8.3.2.2.5 СИММЕТРИЧНЫЙ ТРОЙНИК 6 ПРИ РАЗДЕЛЕНИИ ПОТОКА ПОД УГЛОМ 90°
Расчет производим согласно рекомендации [6, с.121, приложение 6, рис.37, п. 37, 24].
H/B=D5-6/D6-7=1,992/1,392=1,43,
B2
/B1
=D6-7
/D5-6
=1,392/1,992=0,698,
 , [6, с.131, таблица П6.7] , [6, с.131, таблица П6.7]
 . .
8.3.2.2.6 СИММЕТРИЧНЫЙ ТРОЙНИК 7 ПРИ РАЗДЕЛЕНИИ ПОТОКА ПОД УГЛОМ 90°
Расчет производим согласно рекомендации [6, с.121, приложение 6, рис.37, п. 37, 24].
H/B=D6-7/D7-8=1,392/0,998=1,39,
B2
/B1
=D7-8
/D6-7
=0,998/1,392=0,716,
 , [6, с.131, таблица П6.7] , [6, с.131, таблица П6.7]
 . .
8.3.2.2.7 ПЛАВНЫЙ ПОВОРОТ 8 НА 90° ТРУБЫ КРУГЛОГО СЕЧЕНИЯ
Согласно рекомендации [6, с.120, приложение 6, рис.16; с.127, п.16] коэффициент местного сопротивления для каналов с шероховатыми стенками рассчитываем по формуле:
 , (142) , (142)
где К1
, К2
, А, В, С – поправочные коэффициенты;
λ – коэффициент трения;
α – угол поворота, α =90º.
Для участка 7-8 l=0,018158.
Принимаем конструктивно r/D=0,4.
По рекомендации [6,с.127,п.16] параметр А для α =90º вычисляется по формуле:
 , (143) , (143)
где x1 = a / 100 = 90/100=0,9.
 . .
По рекомендации [6, с.127, п.16] параметр В для 0,2≤r/D≤0,6 вычисляется по формуле:
 , (144) , (144)
где x2
= r/D=0,4.
 . .
По рекомендации [6, с.127, п.16] параметр С для круглых труб вычисляется по формуле:
 , (145) , (145)
где x3
=1 для круглых труб.

Коэффициенты К1
и К2
определяем по таблице П6.6 [6, c.129] в соответствии с числом Рейнольдса. Для участка 7-8 Re = 281520, следовательно:

 , ,
 . .
8.3.2.2.8 ПЛАВНЫЙ ПОВОРОТ 9 НА 90° ТРУБЫ КРУГЛОГО СЕЧЕНИЯ
Расчет производим согласно рекомендации [6, с.120, приложение 6, рис.16; с.127, п.16].
Для участка 8-9 l=0,018155.
Принимаем конструктивно r/D=0,4.
Коэффициенты  ; ;  ; ;  . .
Коэффициенты К1
и К2
определяем по таблице П6.6 [6, c.129] в соответствии с числом Рейнольдса. Для участка 8-9 Re = 282097, следовательно:

 , ,
 . .
8.3.2.2.9 СИММЕТРИЧНЫЙ ТРОЙНИК 10 ПРИ РАЗДЕЛЕНИИ ПОТОКА ПОД УГЛОМ 90°
Расчет производим согласно рекомендации [6, с.121, приложение 6, рис.37, п. 37, 24].
H/B=D9-10/D10-11=0,998/0,7=1,43,
B2
/B1
=D10-11
/D9-10
=0,7/0,998=0,7,
 , [6, с.131, таблица П6.7] , [6, с.131, таблица П6.7]
 . .
8.3.2.2.10 ПЛАВНЫЙ ПОВОРОТ 11 НА 90° ТРУБЫ КРУГЛОГО СЕЧЕНИЯ
Расчет производим согласно рекомендации [6, с.120, приложение 6, рис.16; с.127, п.16].
Для участка 10-11 l=0,019803.
Принимаем конструктивно r/D=0,4.
Коэффициенты ; ; .
Коэффициенты К1
и К2
определяем по таблице П6.6 [6, c.129] в соответствии с числом Рейнольдса. Для участка 10-11 Re = 202229, следовательно:

 , ,
 . .
8.3.2.3 ПОТЕРИ, ОБУСЛОВЛЕННЫЕ ГЕОМЕТРИЧЕСКИМ ДАВЛЕНИЕМ
По рекомендации [6, c.26] потери геометрического давления определяем по формуле:
 , (146) , (146)
где H – высота вертикального участка;
 – средняя плотность воздуха в канале, кг/м3
; – средняя плотность воздуха в канале, кг/м3
;
 – плотность окружающей среды, кг/м3
. – плотность окружающей среды, кг/м3
.
Плотность окружающей среды и плотность воздуха на участке определяем по формулам:
 , (147) , (147)
 , (148) , (148)
где  – плотность воздуха при нормальных условиях, кг/м3
; – плотность воздуха при нормальных условиях, кг/м3
;
 – температура окружающей среды, – температура окружающей среды,  ; ;
 – средняя температура участка, °С. – средняя температура участка, °С.
 . .
8.3.2.3.1 УЧАСТОК 8 – 9
Воздух движется вниз, следовательно, потери давления учитываются со знаком «+».
 ; ;
 . .
Средняя плотность воздуха
 , ,
Потери геометрического давления
 . .
8.3.2.4 ГИДРАВЛИЧЕСКИЙ РАСЧЕТ РЕКУПЕРАТОРА
По рекомендации [3, с.435, таблица IV.1, п.64]:
 . (149) . (149)
 ; ;  ; ;  ; ;  . .
WОВ
= 8 м/с.
 ; ;  . (150) . (150)
 . .
 . .
8.3.2.4.1 ПОТЕРИ ДАВЛЕНИЯ НА ТРЕНИЕ
Кэ=0,5мм=0,5*10-3
м [6, с.118].
,
,
где x=tср/1000;
A=13,367453, B=87,690, C=102,00, D=-30,71015, E=5,938994.
,
,
.
 ; x = 0,215. ; x = 0,215.
Таблица 7 – Расчет потерь на трение в рекуператоре
| Wо
, |
L, |
tср
, ºС |
D, м |
W |
x |
ν*10^5 |
Re |
λ |
ΔP |
ρ |
| 8 |
5,35 |
215 |
0,053 |
14,3 |
0,215 |
3,664 |
20686 |
0,036942422 |
275,169 |
1,29 |
Итого  . .
8.3.2.4.2 ПОТЕРИ ДАВЛЕНИЯ НА МЕСТНЫХ СОПРОТИВЛЕНИЯХ
 . (151) . (151)
 . .
8.3.2.4.3 ПОТЕРИ, ОБУСЛОВЛЕННЫЕ ГЕОМЕТРИЧЕСКИМ ДАВЛЕНИЕМ

Рисунок 8 – Схема рекуператора
8.3.2.4.3.1 УЧАСТОК 1 – 2
Воздух движется вниз, следовательно, потери давления учитываются со знаком «+».
Средняя плотность воздуха
 , ,
Потери геометрического давления
 . .
8.3.2.4.3.2 УЧАСТОК 3 – 4
Воздух движется вверх, следовательно, потери давления учитываются со знаком «-».
Средняя плотность воздуха
 , ,
Потери геометрического давления
 . .
Суммарные потери геометрического давления
 . .
8.3.2.4.3.3 СУММАРНЫЕ ПОТЕРИ ДАВЛЕНИЯ НА ПУТИ ДВИЖЕНИЯ ВОЗДУХА В РЕКУПЕРАТОРЕ
 . .
8.3.2.5 СУММАРНЫЕ ПОТЕРИ ДАВЛЕНИЯ НА ПУТИ ДВИЖЕНИЯ ВОЗДУХА
Суммарные потери давления рассчитываются по формуле [6, с.38]:
 , (152) , (152)
Здесь  . .

 . .
Принимаем: потери давления в рекуператоре  ; ;
давление на выходе из горелки  . .
В результате
 . .
8.3.3 ВЫБОР ТИПА ВЕНТИЛЯТОРА
Согласно рекомендации [6, с.57] рассчитаем необходимую производительность вентилятора с учетом запаса 10%
 , (153) , (153)
Согласно рекомендации [6, с.57] определим приведенное полное давление развиваемое вентилятором с учетом запаса 20% будет равно
 , (154) , (154)
где tг
– температура газа, ºС;
tx
– температура, для которой дана характеристика машины, ºС;
Б – барометрическое давление в месте установки вентилятора, Па;
ρг
– плотность газа при t0
=0ºС и Б0
=101325 Па;
ρв
– плотность воздуха, равная 1,29 кг/м3
.
tг
=20ºС; tx
=30ºС.
Принимаем Б=98642 Па.
 . .
По графику [6, с.51, рис.6.1] подбираем вентилятор:
 и и  выбираем вентилятор ВДН – 18 – IIу, с числом оборотов рабочего колеса n=980 об/мин. выбираем вентилятор ВДН – 18 – IIу, с числом оборотов рабочего колеса n=980 об/мин.
9 ПРИМЕНЕНИЕ БЕТОНОВ И ВОЛОКНИСТОЙ ИЗОЛЯЦИИ
9.1 ВОЛОКНИСТЫЕ ОГНЕУПОРЫ
Тугоплавкие материалы волокнистого строения являются новым классом высокоэффективных огнеупоров. По фазовому составу их подразделяют на стекловидные, микростекло-кристаллические (ситалловые) и кристалловолокнистые («усы» или «вискерсы»). По длине волокон различают: длинноволокнистые и штапельные с коротким волокном.
Длинноволокнистые материалы получают из диоксида кремния (кварцевое стекловолокно) и материалов на основе следующих бинарных систем: SiO2
—ZrO2
, SiO2
— HfO2
, SiO2
—GeO2
, SiO2
—ThO2
.
Характерным свойством волокнистых материалов является их высокая прочность на растяжение. В некоторых случаях прочность волокон приближается к теоретической прочности материала. Например, прочность на разрыв кварцевых волокон в среде жидкого азота составляет 180 ТПа при теоретической прочности 200 —250 ТПа. Прочность волокон повышается с уменьшением их толщины. Высокая прочность объясняется: уменьшением вероятности наличия опасных дефектов строения (трещин Гриффитса) в образцах малого размера; гомогенностью структуры; ориентацией структуры и микротрещин вдоль оси волокна.
Модуль упругости волокнистых материалов слабо зависит или не зависит от диаметра волокна. Следовательно, предельное значение относительной деформации нитей значительно выше, чем у массивных образцов. Таким образом, деформативность (а значит и термостойкость) волокон выше, чем массивных образцов. Это составляет вторую особенность волокнистых материалов. Плотность самих волокон практически равна плотности массивных образцов, но изделия, состоящие из многих волокон, имеют кажущуюся плотность значительно более низкую при достаточной прочности. Это обстоятельство используют для создания волокнистых теплоизоляционных огнеупоров. Применение таких огнеупоров в технике не только способствует уменьшению потерь тепла, но и решает задачу снижения материалоемкости. Теплоизоляционные свойства волокнистых материалов составляют третью их характерную особенность.
По прочностным свойствам к волокнистым материалам приближаются пластинчатые кристаллические материалы и пустотелые микросферы.
В настоящее время более 100 веществ получены в форме стекловидных и кристаллических нитей. Наибольшее практическое значение для огнеупорной промышленности имеют волокна системы А12
О3
—SiO2
, поликристаллические материалы и нитевидные кристаллы углерода, SiC и др. Большое значение имеют композиционные материалы (композиты), состоящие из волокон и матрицы (массивного вещества). В них сочетается высокая прочность и сравнительно низкая кажущаяся плотность. В перспективе количество таких материалов в общем объеме производства огнеупоров будет возрастать, так как технология композиционных материалов позволяет собрать лучшие свойства разных составляющих и таким путем получить изделия с заранее заданными высокими свойствами.
Волокнистые огнеупоры системы А12
О3
—SiO2
. Известны два способа получения волокон системы А12
О3
—SiO2
: непосредственно из расплава и из предварительно волокнизованного материала.
По первому способу получают каолиновое волокно. Массовые доли, входящих в него веществ находятся в следующих пределах, %: А12
О3
43—54; SiO2
43—54; Fe2
O3
0,6— 1,8; TiO2
0,1—3,5; CaO 0,1—1; B2
O3
0,08—1,2; K2
0+Na2
0 0,2—2. Каолиновое волокно относится к штапельным и представляет собой высокотемпературное стекло. Средний диаметр волокон 2,3—2,8 мкм, длина волокон имеет большой разброс: от нескольких мм до 250 мм.
Выше температуры 1150°С происходит девитрификация стеклофазы и ее кристаллизация с образованием муллита и кристобалита, что сопровождается усадкой и появлением напряжений II рода (следствие направленной кристаллизации). В результате этих явлений падает прочность волокон. Поэтому максимальная температура длительного применения обычного каолинового волокна (приведенного химического состава) не превышает 1150 °С. Кратковременное применение допускается при 1200 °С.
Для повышения термостабильности волокон в расплав вводят различные оксидные добавки. Модифицирование стекла оксидом хрома (~4 %) повышает температуру применения до 1400°С. Оксид хрома повышает вязкость стекловолокна и задерживает кристаллизацию (особенно кристобалита). Основная роль Сг2О3 состоит в предотвращении спекания (слипания) волокон между собой в местах контакта. При 1450 °С каолиновое волокно, модифицированное оксидом хрома, содержит примерно 63 % муллита в игольчатой форме и 37 % кристобалита.
Диоксид циркония тормозит кристаллизацию муллита и способствует увеличению средней длины единичного волокна в 2—3 раза, вероятно, за счет изменения реологических свойств расплава.
Применение некоторых других добавок (TiO2
, MgO, Na2
O, MnO и др.) не оказывает заметного влияния на термостабильность волокон.
Содержание глинозема в каолиновом волокне в пределах 43—54 % не оказывает существенного влияния как на температуру и скорость расстекловывания, так и на свойства волокна.
Из каолиновой ваты производят более 50 видов различных изделий: маты, картон, бумагу, плиты, нити, шнуры,
ткани и т. п.
Важным фактором в технологии волокнистых материалов является вид связующего и способ его введения в волокно. В зависимости от условий применяют следующие способы: диспергирование и распыление растворов, эмульсий, суспензий и порошков связующих веществ в процессе волокнообразования; набрызгивание тонкого слоя связующего на волокно; пропитка волокнистого каркаса; полив волокна связующим в жидком состоянии; механическое смешение. Связующие для получения волокнистых материалов должны удовлетворять следующим условиям: обеспечивать высокую адгезию к волокну; достаточную когезию после затвердевания; способность к легкому диспергированию и покрытию волокна тонкой пленкой; задерживать муллитообразование в волокнах; препятствовать усадке; не увеличивать в значительной степени кажущуюся плотность и теплопроводность волокнистого материала. В качестве связующих используют: поливинилацетатную дисперсию, кремнезоль, жидкое стекло, алюмохромофосфатные связки, огнеупорную глину, бентонит и др.
Формовочные системы (волокно+связка) представляют собой пластично-вязкие пасты или жидкотекучие суспензии. Основные способы формования изделий — вибропрессование, вакуум-прессование (с удалением значительной доли дисперсионной среды), шликерное литье.
Тканые материалы получают по технологии ткачества.
Основное качество каолиновой ваты и изделий на ее основе — высокая термостойкость и низкая теплопроводность. Материалы из каолиновой ваты с кажущейся плотностью D5 кг/м3 в интервале температур 100—700 °С имеют теплопроводность ~0,2 Вт/(м-К) и широко применяются в качестве теплоизоляции. Эффективность теплоизоляции оценивают произведением теплопроводности на кажущуюся плотность λγ. Чем меньше это произведение, тем эффективнее теплоизоляция. Для материалов на основе А12
О3
, ZrO2
и SiO2
произведения λγ соответственно равны 10,5; 3,4; 1,8. Не меньшее значение имеет степень отражательной способ ности тепловых лучей*. Нормы отражательной способности пока не установлены.
По второму способу поликристаллические (микростек-локристаллические) волокна А12
О3
получают из прядильных композиций фильерно-дутьезым или центробежным способом и последующей термообработкой волокон при 1200°С.
Технология получения штапельного полимикрокристаллического волокна А12
О3
типа саффил (Saffil) заключается в приготовлении прядильных композиций на основе солей алюминия (90 %) с волокнообразующими полимерза-густителями (10 %), формовании волокон и их термической обработке. Исходным материалом являются водорастворимые соли алюминия: оксихлорид, основной ацетат, основной нитрат. Волокнообразующими материалами служат поливиниловый спирт, поливинилацетат, оксид полиэтилена, коллоидный SiO2, кремнийорганические полимеры и др.
Процесс термообработки ведут так, чтобы перекристаллизации γ-А2
О3
в α-А12
О3
не происходило. Подбирают такую скорость термообработки, при которой у-фаза при 900 °С переходит в б-фазу, а последняя в В-фазу и при 1150—1200 °С в р-А12
О3
. При такой последовательности превращений (быстрый нагрев) не происходит больших объемных измерений, что имеет решающее значение для получения Микростеклокристаллических волокон.
Волокна, полученные таким путем, содержат 95 % А12
О3
, 5 % SiO2
и 0,2 % примесей, или 85 % А12О3 и 15 % SiO2
, и состоят из микрокристаллов оксида алюминия размером 5—50 нм, равномерно распределенных в аморфной (стеклообразной) матрице. Температура применения волокон 1400—1600°С. Отличительной их особенностью является высокое сопротивление действию кислот и щелочей, устойчивость в восстановительной среде и в вакууме. Волокна имеют высокую прочность на растяжение рв~1000 МПа; теплоизоляционные изделия на основе волокон саффил характеризуются низкой теплопроводностью и низкой теплоемкостью Считают, что применение волокнистых материалов типа саффил в наиболее напряженных и ответственных участках огнеупорной футеровки более эффективно, чем применение изделий на основе каолиновой ваты.
Поликристаллические волокна. Непрерывные поликристаллические нити получают: из тонкоизмельченных дисперсий оксидов на различных связках; из прядильных растворов солей металлов с применением полимерных загустителей; из высоковязких высококонцентрированных коллоидных растворов; пропиткой органических волокон растворами тугоплавких соединений и др.
Нити получают (подобно саффилу) вытягиванием через фильеры, газодутьевым способом, центробежнодутье-вым и т. п. Особенностью получения нитей из растворов является последующий быстрый обжиг.
Нитевидные монокристаллы и композиты. Нитевидные кристаллы или «усы» имеют монокристаллическую структуру. Диаметр усов не превышает 10 мкм, а отношение длины к диаметру составляет 20—100, но может превышать и 1000. Кристаллические волокна получают следующими способами: осаждением из газовой фазы, путем химических реакций (наиболее распространенные способы), при кристаллизации из растворов, выращиванием усов в электрическом поле и др.
При осаждении кристаллов из газовой фазы исходное вещество помещают в градиентную печь, где оно испаряется. Пары вещества переносятся в более холодную зону, в которой при определенном градиенте температур и происходит кристаллизация. Одномерный рост нитевидного, кристалла обусловлен винтовой (осевой) дислокацией, вследствие чего происходит рост ступенек на вершине уса путем присоединения вещества к этой ступеньке как за счет осаждения атомов из газовой фазы, так и путем диффузии вещества по боковой поверхности к вершине кристалла. Это — сравнительно медленный процесс. Осаждением из газовой фазы получают нитевидные кристаллы оксидов MgO, A12
O3
и др.
Образование нитевидных кристаллов при химических реакциях идет значительно быстрее, чем из газовой фазы, но длится тоже от 0,5 до 20 ч в зависимости от длины кристалла.
Образование нитевидных кристаллов MgO описывается реакциями восстановления оксида до металлического Монокристаллические волокна А12Оз, SiC и графита выпускают в промышленном масштабе.
Введение в хрупкие зернистые керамические материалы — матрицы нескольких объемных процентов волокнистых материалов с высоким модулем упругости на несколько порядков увеличивает такие важнейшие свойства образующихся композиционных материалов как предел прочности при растяжении, вязкость разрушения, термостойкость и др. Высокая вязкость разрушения композитов объясняется особенностями распространения напряжений в волокнистом материале. Растущая трещина, встречая на своем пути волокно, должна разорвать его или вытянуть из матрицы. В зависимости от природы и соотношения компонентов, прочности сцепления матрицы с волокном, диаметра и длины волокна и других факторов вклад каждого из этих двух явлений в вязкость разрушения композиционного материала может быть различным. В большинстве случаев энергетические затраты на вытягивание волокон больше работы разрыва. Это создает предпосылки для создания композиционного материала с высокой вязкостью разрушения даже в тех случаях, когда матрица и волокна по своей природе хрупки. Важно, чтобы разрушение композиционного материала сопровождалось вытягиванием волокон.
9.2 ОСНОВЫ ТЕХНОЛОГИИ ОГНЕУПОРНЫХ БЕТОНОВ
Огнеупорными бетонами называют безобжиговые композиционные материалы с огнеупорностью от 1580°С и выше, состоящие из огнеупорного заполнителя, вяжущего материала, добавок и пор, затвердевающие при нормальной или повышенной температуре и обладающие ограниченной усадкой при температуре применения.
Развитие производства огнеупорных бетонов является одной из важнейших народнохозяйственных задач, так как их применение открывает широкие возможности индустриализации строительства и ремонта различных тепловых агрегатов во многих отраслях народного хозяйства. В наиболее развитых капиталистических странах производство огнеупорных бетонов достигает 35—40 % от объема производства штучных огнеупорных изделий. Экономические преимущества огнеупорных бетонов перед мелкоштучными огнеупорными изделиями во многих случаях применения огнеупорных бетонов в футеровке печей неоспоримы. Важно отметить, что огнеупорные бетоны (блоки и монолитные футеровки) имеют и ряд принципиальных технических преимуществ перед обожженными изделиями. Перечислим некоторые из них. Разрушение огнеупорной кладки, как правило, начинается по швам. В монолитной бетонной футеровке швы полностью отсутствуют. Изделия обжигают в окислительной газовой среде и их фазовый состав характеризуется высшими оксидными формами компонентов. Служат же изделия во многих случаях в восстановительной среде. Поэтому в службе происходит изменение первоначального фазового состава, сопровождающееся изменением объема минералов, что приводит к разупрочнению изделий. Затем, в процессе обжига изделий некоторые минералы кристаллизуются из жидкой фазы, в службе же изделий происходит обратный процесс — образование жидкой фазы и растворение в ней минералов. Поскольку объемы жидкого и твердого состояния различны (для оксидных веществ объем расплава на 10—15;% больше твердого состояния), то при фазовых переходах происходит «расшатывание» структуры, обусловливающее повышение свободной энергии огнеупора. Таким образом, структура и фазовый состав обожженных изделий часто не соответствуют условиям службы. В огнеупорных бетонах структура и фазовый состав в значительной степени создаются в службе и поэтому находятся в соответствии (как бы в равновесии) с условиями службы. Следующим преимуществом огнеупорных бетонов является их более высокая термостойкость в сравнении с обожженными изделиями при одинаковой пористости и однотипности огнеупорной основы. При нелинейном падении температуры по толщине кладки на разных ее участках образуются различные градиенты температур и, следовательно, возникают различные термические напряжения. В случае обожженных изделий термические напряжения «встречают» одинаковую структуру, а в случае бетонов на каждом участке создается структура, соответствующая данному градиенту температур. Поэтому огнеупорные бетоны обладают большей способностью релаксировать напряжения. И, наконец, важным преимуществом огнеупорных бетонов является их существенно меньшая теплопроводность. Основными недостатками огнеупорных бетонов являются: низкое сопротивление истиранию, «провал прочности» в определенном интервале температур и др. Поэтому вообще нельзя противопоставлять огнеупорные бетоны огнеупорным изделиям.
В качестве огнеупорных заполнителей применяют материалы, устойчивые в условиях воздействия высоких температур и не образующие с вяжущим легкоплавких эвтектик. В принципе всякий огнеупорный безусадочный материал может быть заполнителем.
Подбор составов плотных огнеупорных бетонов осуществляют, исходя из принципа минимальной пористости и усадки, а также обеспечения заполнения пустот между зернами заполнителя вяжущим с таким расчетом, чтобы достичь необходимую удобоукладываемость смеси.
Для двухфракционных смесей заполнителей максимальная упаковка достигается при содержании 60—70 % крупной и 30—40 % мелкой фракции. Максимальный размер зерна при этом ограничивается 20—30 мм. Для обеспечения плотной упаковки должно выполняться условие, чтобы средний диаметр мелкого заполнителя был в 6—7 раз меньше, чем крупного. В технологии теплоизоляционных огнеупорных бетонов стремятся получить максимальную пористость при достаточной прочности.
Под вяжущим веществом огнеупорных бетонов понимают дисперсионную систему, состоящую из дисперсионной фазы (огнеупорного материала крупностью ниже 0,09 мм — цемента) и дисперсионной среды — химической связки.
По характеру твердения вяжущие классифицируют на следующие группы:
Гидратационные вяжущие представляют собой дисперсные системы, в которых в качестве дисперсной фазы используют высокоглиноземистый, глиноземистый, барий-алюминатный, периклазовый цементы, полуводный гипс, портландцемент и другие гидравлические вяжущие, а в качестве дисперсионной среды — воду.
В полимеризационных (поликонденсационных) и перекристаллизационных вяжущих «химической» связкой являются ортофосфорная кислота и ее соли, растворимое стекло, алкилкремниевые эфиры, элементоорганические соединения, золи и гели некоторых оксидов, высококонцентрированные суспензии оксидов, магнезиальные оксихлоридные и оксисульфидные соединения и др.
Коагуляционные вяжущие — это огнеупорная глина, бентонит, кремнийорганические вещества (до температуры их разложения, выше — кремнийорганические вещества являются полимеризационными вяжущими).
Органические —смоляные, смолопековые, крахмал, декстрин, термореактивные продукты и системы, имеющие в основе своего строения ароматические и конденсированные ароматические структуры с гексаметилентетрамином (отвердитель) и др.
В зависимости от состава вяжущего при твердении бетонов могут протекать процессы полимеризации, поликонденсации, образования водородных связей и др.
Вид вяжущего вещества подбирают исходя из двух основных условий: 1) объемопостоянства неформованных материалов (бетонов) и 2) требуемой прочности во всем температурном интервале от комнатной до температур службы.
Объемопостоянство — основное требование к огнеупорным бетонам. Наиболее опасны для разрушения бетона усадочные явления. При этом бетон работает на разрыв, а значение предела прочности бетона на растяжение, как известно, значительно меньше, чем на сжатие. При лабораторном испытании качества огнеупорных бетонов усадка при температуре применения в течение 5 ч нагревания должна составлять не более 1 % Для плотных бетонов и- 2 % — для теплоизоляционных. Из этого условия определяют температуру применения. Рост бетона при температуре службы допускается до 3 % •
При разработке технологии бетонов необходимо подбирать составы, обеспечивающие достаточную прочность при
различных температурных условиях их эксплуатации.
Прочность огнеупорных бетонов в зависимости от температуры меняется следующим образом:
при твердении, происходящем при относительно низких температурах (примерно до 300 °С), прочность повышается;
в интервале 300—1000°С, связанном, в основном, с дегидратацией вяжущего, с потерей химически связанной воды, разрушением полимерно-конденсационной структуры бетонов, прочность снижается («провал прочности»);
при температуре более 1000°С происходит спекание и прочность повышается.
Если в производстве строительных бетонов стремятся к получению бетонов с максимальной прочностью при комнатной температуре, то в технологии огнеупорных бетонов прочность при комнатной температуре должна быть только достаточной, с точки зрения транспортабельности. Твердение вяжущих обеспечивает обычно такую достаточную прочность (при производстве блоков, например, для их последующей транспортировки и монтажа достаточна прочность 10—30 МПа). Разупрочнение бетонов, в общем, — нежелательное явление, но оно не всегда приводит к трещи-нообразованию и полному разрушению. Прочность огнеупорных бетонов является сложной функцией прочности заполнителя, вяжущего, прочности контактной фазы и, особенно, наличия в системе усадочных, термических и других напряжений. В огнеупорных бетонах компоненты обладают различной прочностью и деформативностью, вследствие чего напряжения в них распределены неравномерно. Последние будут концентрироваться на компонентах с высоким модулем упругости (заполнителях), уменьшаясь на компонентах с низким модулем упругости. Этот фактор обусловливает более высокую прочность бетона с прочными заполнителями.
Количество вяжущего в составе бетона часто определяется компромиссными условиями. С одной стороны, чем больше вяжущего, тем прочнее материал при комнатной температуре, но с другой стороны, в этом случае образуется больше жидкой фазы при высоких температурах. Практически количество вяжущего принимают таким, чтобы при температурах службы изделий количество жидкой фазы не превышало 10—15 %.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Самохвалов Г.В. Учебно–методическое пособие по проектированию металургических печей. Учеб. пособие. /Сиб. Металлург. ин–т. – Новокузнецк, 1991 г. – 109с., ил.
2. Компьютерные методы проектирования: Лабораторный практикум Ч.1/ Сост.: М.В. Темлянцев, Н.В. Тмелянцев: СибГИУ. – Новокузнецк, 2006.
3. Расчет нагревательных и термических печей: Справ. Изд. Под ред. Тымчака В.М. и Гусовского В.Л. Авт.: Василькова С.Б., Генкина М.М., Гусовский В.Л., Лифшиц А.Е, Масалович В.Г., Перимов А.А., Спивак Э.И., Тымчак В.М.М.: Металлургия, 1983. – 480 с.
4. Методические указания к курсовому проектированию металлургических нагревательных печей. О. Я. Логунов. г. Новокузнецк, 1971. – 68 с.
5. Винтовкин А.А., Ладыгичев М.Г., Гусовский В.Л., Усачев А.Б. Современные горелочные устройства (конструкции и технические характеристики): Справочное издание/ А.А. Винтовкин и др. – М.: Машиностроение–1, 2001. – 496 с.
6. Сборник примеров решения задач по механике жидкости и газа: учеб. пособие/Н.И. Трофимов, Г.И. Черныш, Ю.Е. Михайленко, В.М. Павловец/ СибГИУ. – Новокузнецк, 1998. – 144с.
7. Теоретические основы технологии огнеупорных материалов. Стрелов К.К.: Металлургия, 1985. – 480 с.
|