| ОАО «Сургутнефтегаз»
Доклад на тему:
Применение воздушно-плазменной резки при утилизации металлоконструкций
Исполнитель:
эл.газосварщик
Кокорин И.Ю.
2010 год
1. Введение
Более 100 лет прошло с того времени, когда был изобретен первый плазмотрон. Одно из самых распространенных применений этого изобретения – разработанные в 60-ые годы прошлого века аппараты воздушно-плазменной резки металлов. Для многих сочетание слов "плазменная резка" до сих пор ассоциируется с научной фантастикой. Но ведь и электродуговая сварка в свое время тоже была в новинку, однако она давно уже прочно вошла в производственные циклы предприятий. Важно отметить, что сразу после появления оборудования для воздушно-плазменной резки металлов, оно получило широкое распространение на предприятиях авиапрома, атомной энергетики и в других областях народного хозяйства. Со временем источники образования плазмы стали меньше, легче, надежнее; плазматроны тоже уменьшились в размерах, стали намного проще и совершеннее. Физической основой воздушно-плазменной резки является выдувание электрической дуги сжатым воздухом, с последующим местным плавлением металла и удалением его из зоны резки разогретым газовым потоком. Дуга, свободно горящая в воздухе, имеет температуру 6000 - 8000 К. Если увеличить внешнее охлаждение дуги, сжав ее потоком газа, то ее температура возрастет до 20000 К и вокруг дуги формируется газовый поток. Такое состояние вещества называют низкотемпературной плазмой. Устройства, в которых электрическая энергия превращается в тепловую энергию потока низкотемпературной плазмы, носят название плазмотроны.
В отличие от воздушно-плазменной резки, газокислородная резка является затратным и устаревшим методом работ, имеющий ряд недостатков, такие как:
® Большой расход горючих газов и кислорода;
® Низкая скорость резки;
® Ограниченное время работы в условиях низких температур;
® Потеря времени для нагрева металла;
® Не производить резку цветных, высокоуглеродистых и высоколегированных металлов и др.;
® Взрывоопасность работ и др.
Цель исследования
Целью доклада является необходимость ускорить процесс утилизации, снижение затрат, повысить безопасность работ.
2. Воздушно-плазменная резка металлов и сплавов
Это эффективный процесс, используемый в различных отраслях промышленности для резки чёрных и цветных металлов и сплавов с высокими производительностью, точностью и качеством реза
2.1 Сущность воздушно-плазменной резки
заключается в высококонцентрированном интенсивном расплавлении металла вдоль линии реза теплом сжатой электрической дуги и удалении жидкого металла высокоскоростным плазменным потоком.
В современной технике резки применяют две схемы плазмообразования (см. рисунок).
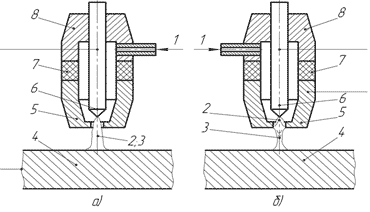
а)- плазменная дуга; б) - плазменная струя; 1 - Подача газа; 2 - Дуга; 3 - Струя плазмы; 4 - Обрабатываемый металл; 5 - Наконечник; 6 - Катод; 7 - Изолятор; 8 - Катодный узел.
Схемы плазмообразования
В первом случае используют дугу прямого действия, возбуждаемую на обрабатываемом металле, являющемся одним из электродов разряда. При этом используется энергия одного из приэлектродных пятен дуги и энергия плазмы столба и вытекающего из него факела. Поэтому резку по такой схеме называют плазменно-дуговой.
Во второй схеме, соответствующей косвенной (независимой) дуге, объект обработки не включают в электрическую цепь. Вторым электродом сжатой дуги служит формирующий наконечник плазматрона. Поток плазмы, вытекая из сопла, образует свободную струю плазмы. Для резки используется только энергия плазменной струи (резка плазменной струей).
Энергетическая оценка обеих схем показывает, что плазменно-дуговую резку характеризует наиболее высокая эффективность, поскольку полезная мощность сжатой дуги реализуется в частях разряда, вынесенных за пределы наконечника. Поэтому для резки металлов, как правило, используют схему плазменно-дуговой резки. Плазменную струю применяют относительно редко, преимущественно для резки неметаллических материалов.
2.2 Цель воздушно-плазменной резки
Цель воздушно-плазменной резки - получение высококачественных заготовок из листового материала, труб, проката; выборка дефектов; создание отверстий в заготовках; поверхностная строжка; уменьшение габаритов изделий при их утилизации; отрезка литниковых прибылей; снятие фасок под сварку и др.
2.3 Эффект от воздушно-плазменной резки достигается за счет максимальной производительности, универсальности процесса и обеспечения высокого качества реза любых металлов и сплавов.
2.4 Оборудование для воздушно-плазменной резки включает в себя источник тока, блок аппаратуры, ручной или механизированный плазмотрон, компрессор (при отсутствии стационарной воздушной магистрали), блок автономного охлаждения для плазмотронов с водяным охлаждением (при отсутствии системы водоснабжения), устройство механизации перемещения плазмотрона (или изделия). Источники тока для плазменной резки имеют крутопадающую внешнюю характеристику, повышенное напряжение холостого хода (более 100 В), естественное охлаждение, возможность ступенчатого или плавного регулирования тока. Плазмотроны в зависимости от мощности имеют воздушное или водяное охлаждение, снабжены кабель - шлангом длиной до 6 м, в отдельных комплектациях и возможности аппарата длина может достигать и 30 м. Ручной плазмотрон состоит из режущей головки и пластмассового (или керамического) корпуса с подходящими к нему воздухотокоподводом и проводами. На рукоятке размещена кнопка включения процесса. Плазмотроны для механизированной резки обычно имеют проточное водяное охлаждение. Механизированный плазмотрон может быть размещен на стационарных установках портального, портально-консольного, шарнирно - пантографического типа с использованием различных систем управления. Основными расходуемыми элементами плазмотрона являются специальный электрод и сопло. В процессе работы зажигание режущей плазменной дуги производится с помощью вспомогательной дуги малой мощности, которая возбуждается искровым разрядом от осциллятора установки.
Виды оборудования:
| "Мультиплаз - 3500" Сварка, резка, пайка
Многофункциональный портативный плазменный аппарат для сварки, пайки и резки металлов и неметаллов.
|
"Мультиплаз - 7500" Резка
Аппарат для воздушно-плазменной резки
|
"Мультиплаз - 15000" Резка
Аппарат для воздушно-плазменной резки.
|
| 
|

|

|
| Краткие технические характеристики
| Напряжение питающей сети (однофазное)
|
В
|
220 ± 10%
|
| Частота питающей сети
|
Гц
|
50 - 60
|
| Потребляемая мощность
|
кВт
|
до 3,5
|
| Габариты блока питания (инвертора)
|
мм
|
380 х 190 х 140 (Д х Ш х В)
|
| Масса блока питания
|
кг
|
8
|
| Толщина свариваемого стального листа
|
мм
|
от 0,3 без ограничений
|
| Толщина разрезаемого стального листа
|
мм
|
до 10
|
| Скорость резки листовой стали толщиной 2 мм
|
мм/с
|
до 7
|
| Скорость резки листовой стали толщиной 10 мм
|
мм/с
|
1
|
|
|
Краткие технические характеристики
| Входное напряжение, трехфазное
|
В
|
380 ± 10%
|
| Частота питающей сети
|
Гц
|
50 - 60
|
| Входная мощность
|
KVA
|
7,5
|
| Диапазон тока
|
A
|
20 - 55
|
| Коэффициент загрузки (ПВ)
|
%
|
100
|
| Давление подаваемого сжатого воздуха
|
атм
|
5.5
|
| Расход сжатого воздуха
|
л/мин
|
250
|
| Габариты источника питания
|
мм
|
560 х 210 х 370 (Д х Ш х В)
|
| Масса источника питания
|
кг
|
21
|
| Толщина разрезаемого стального листа
|
мм
|
до 25
|
| Скорость резки листовой стали толщиной 10 мм
|
мм/с
|
10
|
|
|
Краткие технические характеристики
| Входное напряжение, трехфазное
|
В
|
380 ± 10%
|
| Частота питающей сети
|
Гц
|
50 - 60
|
| Входная мощность
|
KVA
|
15
|
| Диапазон тока
|
A
|
20 - 100
|
| Коэффициент загрузки (ПВ)
|
%
|
100
|
| Давление подаваемого сжатого воздуха
|
атм
|
7
|
| Расход сжатого воздуха
|
л/мин
|
480
|
| Габариты источника питания
|
мм
|
570 х 380 х 370 (Д х Ш х В)
|
| Масса источника питания
|
кг
|
33
|
| Толщина разрезаемого стального листа
|
мм
|
до 50
|
| Скорость резки листовой стали толщиной 10 мм
|
мм/с
|
20
|
|
|
Аппарат воздушно-плазменной резки металлов ПУРМ-140

Аппарат воздушно-плазменной резки ПУРМ-140 предназначен для разделительной резки любых металлов и сплавов толщиной до 40 мм.
Аппарат ПУРМ-140 может эксплуатироваться в полевых условиях (в том числе в районах Крайнего Севера) при температурах от -300
С до +400
С и высокой влажности. Небольшой вес источника питания аппарата ПУРМ-140 (110 кг) позволяет легко перемещать его по площадке. Возможность удлинения кабель - шлангового пакета до 30м существенно увеличивает рабочую зону применения аппарата.
ПВ=100% (продолжительность включения) во всем диапазоне толщин.
| Технические характеристики аппарата плазменной резки "ПУРМ-140"
|
| Характеристика
|
Значение
|
| Параметры питающей сети
|
380В, 3-х фазное, 50Гц
|
| Максимальная потребляемая мощность, кВт
|
20
|
| Напряжение холостого хода, В, не более
|
280
|
| Максимальный рабочий ток, А
|
140
|
| Номинальный рабочий ток, А
|
120
|
| Охлаждение плазмотрона
|
воздушное
|
| Расход воздуха, л/мин
|
300
|
| Давление воздуха, не менее, Атм.
|
4
|
| Режим работы на максимальном рабочем токе, ПВ, %
|
100
|
| Максимальная толщина разрезаемого металла, мм:
|
| ручная резка
|
40
|
| машинная резка "с края"
|
30
|
| машинная резка "на пробой"
|
15
|
| Габаритные размеры ИП*
(ДxШxВ), мм
|
350x550x1035
|
| Масса ИП, кг
|
110
|
| Масса резака в сборе с плазмотроном, кг
|
0,75
|
| Габаритные размеры комплекта в упаковке (ДxШxВ), мм
|
1150x680x580
|
| Масса комплекта в упаковке, кг
|
150
|
*
ИП - источник питания
|
 Плазмотрон П2-140 Плазмотрон П2-140
|
Комплект поставки ПУРМ-140:
| Источник питания;
|
| Пакет кабель - шланговый (10 метров) (может быть длиной до 30м);
|
| Ручка (резак) или втулка-держатель для машинной резки;
|
| Плазмотрон П2-140;
|
| Катод К-01У (10 шт.);
|
| Сопло С1-140 (5 шт.);
|
| Ключ плазмотрона;
|
| Кабель заземления;
|
| Комплект предохранителей;
|
| Эксплуатационная документация.
|
Аппарат ПУРМ-140 также может комплектоваться: - компрессором Aircast СБ4/C-100.LB50; - очистителем сжатого воздуха ВЦ-10.К.
|
2.5 Технологический процесс воздушно-плазменной резки может осуществляться в цеховых, монтажных или полевых условиях, в ручном или автоматическом режимах, при нахождении изделий в любом пространственном положении. Резка ведётся на постоянном токе прямой (для специальных плазмотронов - на обратной) полярности. В качестве плазмообразующего и охлаждающего газов используется сжатый воздух давлением 3,5-6,0 атм., который может быть получен от индивидуального компрессора или из имеющейся цеховой магистрали. Перед подачей на установку плазменной резки воздух дополнительно должен пройти через влагомаслоотделитель. Расстояние между срезом сопла плазмотрона и поверхностью разрезаемой заготовки поддерживается в пределах 10-15 мм. При ручной плазморезке плазмотрон может скользить по разрезаемой детали за счёт использования диэлектрического сопла-насадки. Скорость резки задаётся рекомендуемыми технологическими режимами в зависимости от разрезаемого материала, его толщины и тока дуги из диапазона 0,07-6,0 м/мин.
2.6 Контроль качества воздушно-плазменной резки осуществляется проверкой соответствия заданных размеров вырезаемых деталей или заготовок фактическим размерам вырезанных контуров, проверкой перпендикулярности поверхности реза и её шероховатости, измерением зоны термического влияния. Точность вырезаемых заготовок и их предельные отклонения от прямолинейности должны соответствовать ГОСТ 14792-80.
2.7 Отличительные особенности воздушно-плазменной резки
Воздушно-плазменная резка, как и газокислородная, относятся к одной группе термической резки металлов. Это обуславливается одним и тем же принципом действия: местный нагрев с последующим выдуванием расплавленного металла из зоны резки. Отличие их в том, что при газокислородной резке источниками энергии являются горючее и окислитель, а при использовании воздушно-плазменной резки - энергия электрической дуги. Но по сравнению с газокислородной, воздушно-плазменная резка имеет ряд существенных преимуществ. Так как температура плазмы достигает десятков тысяч градусов, это позволяет резать любые металлы и их сплавы, в том числе углеродистую, нержавеющую и высоколегированную стали, чугун, медь, латунь, бронзу, алюминий, титан, а также биметаллы. Вследствие такой высокой температуры скорость резки в несколько раз выше, чем при газокислородной резке, а сам процесс начинается без предварительного разогрева металла. При этом металл не коробится и не деформируется, а грат, образующийся на краях реза, легко удаляется, после чего остается ровная кромка. Кроме этого потери металла минимальны из-за малой ширины реза.
Для работы аппаратов воздушно-плазменной резки требуются только электроэнергия и сжатый воздух, а при наличии компрессора только электроэнергия. По сравнению со сложностями, возникающими при использовании оборудования для газокислородной резки, такими как: заправка, переаттестация и доставка громоздких баллонов, взрыво-, пожароопасность, использование присадок при необходимости работать с цветными металлами и сплавами, аппараты воздушно-плазменной резки требуют только замены расходных материалов (электродов и сопел). Технология воздушно-плазменной резки более экологична за счет снижения количества вредных выбросов в атмосферу. Расчеты экономической эффективности применения технологии воздушно-плазменной резки металлов показывают снижение затрат на резку металла в 2,5-3 раза по сравнению с газокислородной резкой. Оборудования для воздушно-плазменной резки металлов мобильны, надежны и просты в эксплуатации.
3. Экономический эффект
3.1 Воздушно-плазменная резка
Основными параметрами при переработке изделий на металлический лом аппаратами воздушно-плазменной резки являются:
- скорость резки;
- потребляемая электроэнергия;
- максимальная толщина разрезаемого металла;
- потребление расходных материалов;
- амортизационные отчисления;
- общая затратная часть, включающая аренду площадки, транспорт и заработную плату рабочих.
"Скорость резки"
Параметры, влияющие на скорость резки:
- разрезаемый металл;
- толщина разрезаемого металла;
- напряжение питающей сети;
- опытность резчика.
В экономическом расчете взят за основу воздушно-плазменный аппарат ПУРМ – 140.
Для аппарата ПУРМ-140 зависимость скорости резки от толщины разрезаемого металла представлена на графике 1.1.
График 1.1. Зависимость скорости резки от толщины разрезаемого металла:
На графике приведены минимальные значения скорости резки для углеродистой стали.
Увеличить скорость резки (приблизиться к максимуму) можно за счет следующих параметров:
- автоматизация процесса (равномерная подача плазмотрона, фиксированное расстояние между плазмотроном и металлом);
- обеспечение подачи бесперебойного электропитания напряжением сети не менее 380В;
"Максимальная толщина разрезаемого металла"
Максимальная толщина разрезаемого металла 40 мм говорит о том, что, начиная резать "с края", резчик сможет прорезать насквозь металл этой толщины при минимальной скорости резки (приблизительно 1 мм/сек). Максимальная толщина разрезаемого металла очень чувствительна к напряжению питающей сети (мощности на дуге). Чем ниже напряжение, тем меньшую толщину металла можно прорезать аппаратом.
"Потребление расходных материалов":
Выработка (износ) расходных материалов зависит от:
- опытности резчика;
- чистоты и влажности воздуха;
- толщины разрезаемого металла,
- чистоты разрезаемого металла.
Ниже приведен график 1.2., по которому можно приблизительно оценить длину реза одним катодом (электродом) в зависимости от толщины разрезаемого металла.
График 1.2. Зависимость длины реза одним катодом от толщины разрезаемого металла:

Очевидно, что при работе резчик часто включает-выключает плазмотрон (переходы, технологические остановки), снижая ресурс катода, а погодные условия отличаются от нормальных. Поэтому реальное время непрерывного реза одним катодом составляет примерно 40 минут (т.е. это сумма отрезков времени, когда резчик режет). Из практики: в среднем катод "стоит" 2-2,5 часа реального рабочего времени. Сопло изнашивается примерно в три раза меньше. Поэтому, из практики, в 8-ми часовую смену тратится 3 катода и 1 сопло.
Рассчитаем себестоимость резки на примере автомобиля УРАЛ с емкостью 10м3
, аппаратом ПУРМ-140 . Общая длинна разрезаемых частей составляет 28 метров.
Исходные данные:
1) средняя толщина разрезаемого металла - h=10 мм;
2) напряжение питающей сети - стабильно, 380В;
3) разрезаемый материал - углеродистая сталь;
4) режим работы - односменный (8 часов).
Из графика 1.1.: установим скорость резки V примерно 23 мм/сек.
Из графика 1.2.: длина реза одним катодом при толщине разрезаемого металла 10 мм L примерно равна 90 метров, с учетом того, что на металле чаще всего присутствуют загрязнения длинна реза одним катодом снижается примерно на 15%, следовательно будет равен 76,5 метров.
В результате расходы на один метр разрезаемого металла составляют:

где  - стоимость катода К-01У, - стоимость катода К-01У,
 - стоимость сопла С1-180М, - стоимость сопла С1-180М,
 - амортизация аппарата приведенная к одному метру реза (руб/м), - амортизация аппарата приведенная к одному метру реза (руб/м),
 - амортизация плазмотрона приведенная к одному метру реза (руб/м), - амортизация плазмотрона приведенная к одному метру реза (руб/м),
 - стоимость электроэнергии приведенная к одному метру реза (руб/м), - стоимость электроэнергии приведенная к одному метру реза (руб/м),
L - длина реза одним катодом (76,5 метров).
Амортизация аппарата в час при односменной 8-ми часовой работе будет равна:

где  - цена аппарата плазменной резки ПУРМ-140, - цена аппарата плазменной резки ПУРМ-140,
P - ресурс аппарата в годах,
N - количество рабочих дней в году,
T - количество рабочих часов в день.
 - приведенная длина реза за 1 час при скорости резки v = 23 мм/сек = 82,8 м/час и коэффициенте использования рабочего времени резчиком Q = 30% составляет: - приведенная длина реза за 1 час при скорости резки v = 23 мм/сек = 82,8 м/час и коэффициенте использования рабочего времени резчиком Q = 30% составляет:

Коэффициент использования рабочего времени резчиком взят для расчета, как чистое время резки. Остальные же 70 % рабочего времени отведено под переходы, погрузо-разгрузочные работы и вспомогательные операции.
Следовательно, амортизация аппарата, приведенная к одному метру реза, составляет:

Время гарантированной работы плазмотрона (резака) составляет 360 часов непрерывной работы (время, когда горит дуга), стоимость плазмотрона – 3304 рублей.
Следовательно, амортизация плазмотрона в час составит:

Амортизация плазмотрона приведенная к 1 метру реза составит:

"Потребление электроэнергии"
Максимальная потребляемая мощность аппарата ПУРМ-140 без компрессора - 20 кВт. Регулировка по мощности не предусмотрена, поэтому легко посчитать себестоимость электроэнергии приведенную к одному метру реза:

где  - стоимость электроэнергии в регионе, руб., с учетом местных тарифов стоимость эл. энергии равна 76,2 руб. кВт*ч - стоимость электроэнергии в регионе, руб., с учетом местных тарифов стоимость эл. энергии равна 76,2 руб. кВт*ч
n - КПД использования электроэнергии.
Аппарат работает 30% времени на полной мощности в 20 кВт. Но еще примерно 30-40% времени он работает на холостом ходу, где практически ничего не потребляет. Поэтому добавляем еще 5% к времени работы аппарата на полной мощности и коэффициент использования электроэнергии составит 35%.
Итого себестоимость 1 метра реза:

Затрат на резку автомобиля УРАЛ

Время на резку автомобиля УРАЛ

3.2 Ручная газокислородная резка
Затраты на кислород и горючие газы расходуемые при резке за 1 час.

где  - затраты на режущий и подогревающий кислород, - затраты на режущий и подогревающий кислород,
 - затраты на пропан. - затраты на пропан.
 , ,
где  - стоимость кислорода, - стоимость кислорода,  , ,
 - расход кислорода. - расход кислорода.
 , ,
где  - скорость резки, равная - скорость резки, равная  , ,
 - давление кислорода, - давление кислорода, 
 . .
 , ,
где  - стоимость пропана, - стоимость пропана,  , ,
 - расход пропана в - расход пропана в  , ,
 , ,
где 1,88 – плотность пропана,  , ,
 - расход пропана, - расход пропана, 

где - скорость резки, равная  , ,
- давление кислорода, 
 , ,


Затраты на 1 метр реза при газокислородной резке

Затраты на резку автомобиля УРАЛ

Время на резку автомобиля УРАЛ


 - приведенная длина реза за 1 час при скорости резки v = 400 мм/мин = 24 м/час и коэффициенте использования рабочего времени резчиком Q = 30% - приведенная длина реза за 1 час при скорости резки v = 400 мм/мин = 24 м/час и коэффициенте использования рабочего времени резчиком Q = 30%
Коэффициент использования рабочего времени резчиком взят для расчета, как чистое время резки. Остальные же 70 % рабочего времени отведено под переходы, погрузо-разгрузочные работы и вспомогательные операции.
3.3 Эффект от воздушно-плазменной резки
Э1год.
– экономический эффект с затрат на расходных материалах в год.

где -  - объем работ в год, м - объем работ в год, м

где  - длинна реза на 1 ед.тех. - длинна реза на 1 ед.тех.
 – кол-во автотранспорта. – кол-во автотранспорта.
Э2год.
– экономический эффект по затратам во времени в год.

где  - затраты на рабочего, - затраты на рабочего, 

Годовой экономический эффект составит:

| Наименование
|
Ед. изм.
|
Газокислородная резка
|
Воздушно-плазменная резка
|
| Количество списанной техники
|
шт.
|
114
|
114
|
| Затраты на 1 метр реза
|
Руб./м
|
5,2
|
3,23
|
| Средние затраты на резку 1 ед. тех.
|
Руб.
|
145,6
|
90,44
|
| Затраты времени на резку 1 ед.тех.
|
час
|
3,52
|
1,08
|
| Стоимость оборудования
|
Руб.
|
-
|
123900
|
| Коэф. амортизации
|
%
|
-
|
14%
|
| Экономический эффект от материалов
|
Руб.
|
6289
|
| Экономический эффект от времени
|
Руб.
|
133266
|
| Годовой экономический эффект
|
Руб.
|
139555
|
Вывод
Расчет показал значительное снижение затрат.
Воздушно-плазменная резка, как и газокислородная, относятся к одной группе термической резки металлов. Это обуславливается одним и тем же принципом действия: местный нагрев с последующим выдуванием расплавленного металла из зоны резки. Отличие их в том, что при газокислородной резке источниками энергии являются горючее и окислитель, а при использовании воздушно-плазменной резки - энергия электрической дуги. Но по сравнению с газокислородной, воздушно-плазменная резка имеет ряд существенных преимуществ. Так как температура плазмы достигает десятков тысяч градусов, это позволяет резать любые металлы и их сплавы, в том числе углеродистую, нержавеющую и высоколегированную стали, чугун, медь, латунь, бронзу, алюминий, титан, а также неметаллы.
Вследствие такой высокой температуры скорость резки в несколько раз выше, чем при газокислородной резке, а сам процесс начинается без предварительного разогрева металла. При этом металл не коробится и не деформируется, а грат, образующийся на краях реза, легко удаляется, после чего остается ровная кромка. Кроме этого потери металла минимальны из-за малой ширины реза.
По сравнению со сложностями, возникающими при использовании оборудования для газокислородной резки, такими как: заправка, переаттестация и доставка громоздких баллонов, взрывопожароопасность, использование присадок при необходимости работать с цветными металлами и сплавами, аппараты воздушно-плазменной резки требуют только замены расходных материалов (электродов и сопел).
Технология воздушно-плазменной резки более экологична за счет снижения количества вредных выбросов в атмосферу. Оборудования для воздушно-плазменной резки металлов мобильны, надежны и просты в эксплуатации.
Литература
1. Стеклов И.О. Основы сварочного производства 1986 г.
2. Интернет-портал Все для надежной сварки! http://www.svarkainfo.ru
3. http://www.purm.ru
4. http://www.multiplaz.ru
|