| БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ФИЗИЧЕСКИЙ ФАКУЛЬТЕТ
КАФЕДРА ФИЗИКИ ТВЕРДОГО ТЕЛА
Реферат по спецкурсу физика и техника вакуума.
Вакуумные трубопроводы. Сварные герметичные соединения.
Работа студента 5-го курса
Эйзнера А.Б.
Проверил преподаватель
Драко В.М.
Минск 2002 г.
Оглавление.
1. Вакуумные трубопроводы 3
2. Сварные герметичные соединения 6
1. Вакуумные трубопроводы.
Элементы вакуумной системы, размещающиеся в вакуумных машинах и установках, связаны между собой по средствам соединительных соединений – трубопроводов.
Трубопроводы могут быть гибкими или жесткими. Гибкие сложнее жестких и применяются для соединения элементов, не имеющих общей конструкционной базы. Допуск на их установку в этом случае допускает нескольких миллиметров.
Конструктивные формы трубопроводов показаны на рис. 1. Длинна трубопровода обычно выбирается исходя из конструктивных соображений, связанных с удобством размещения элементов в каркасе вакуумной установки. Диаметр трубопровода определяется при проектировочном расчете исходя из требований к его проводимости.

Рис.1
Конструктивные формы трубопроводов: а – жесткий трубопровод; б – изогнутый трубопровод; в – сильфон гидроформованный; г – сильфон мембранный сварной.
Вакуумные трубопроводы должны выдерживать атмосферное давление без разрушения или потери устойчивости.
Номинальный диаметр отверстия в трубе называется условным проходным диаметром и обозначается Dy
.
Толщина S
стенок трубопровода из условий его прочности для тонких стенок S/Dy
< 0,05 определяют по формуле :
где pатм
– атмосферное давление; С
– прибавка на коррозию и технологический допуск; sдоп
– допускаемое напряжение.
Допускаемое напряжение принимается равным наименьшему из трех значений: st
B
/ 2,6 ; st
T
/ 1,5 ; st
ДП
/ 1,5 , где st
B
, st
T
, st
ДП
– соответственно предел прочности, условный предел текучести, условный предел длительной прочности материала труб при их рабочей температуре.
Величина прибавки С
колеблется в пределах (0,05…0,18) S
. Если в результате расчета S по выше приведенной формуле окажется, что S/Dy
≥ 0,05, то расчет следует уточнить по формулам, справедливым для толстостенных цилиндров. Распределение касательных sТ
и нормальных sn
напряжений в толстостенной трубе может быть определено по формулам:
где p1
и p2
– давления на наружной и внутренней стороне цилиндра; r1
и r2
– радиусы наружной и внутренней поверхностей цилиндра; r
– текущее значение радиуса цилиндра.
Если p2
= 0, то наиболее опасным является напряженное состояние внешних волокон трубы. Главные напряжения при r
= r1
:
Исходя из четвертой теории прочности имеем:

Толщину стенки цилиндрических трубопроводов (м), особенно в случаях больших диаметров, следует проверять по условию устойчивости:
где ET
– модуль упругости материала трубопровода; Dy
и l
– диаметр условного прохода и длинна трубопровода; С
– допуск на толщину стенки, м. Зависимость модуля упругости от температуры для типовых конструкционных материалов трубопроводов показана на следующем рисунке 2:
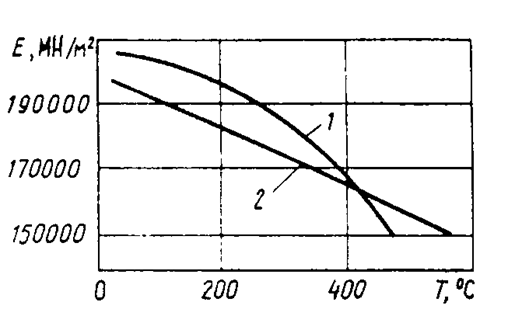
Рис.
2
Зависимость модуля упругости материалов трубопровода от температуры: 1 – углеродистая сталь; 2 – легированные стали аустенитного класса.
2.
Сварные герметичные соединения
Для герметичного соединения деталей в вакуумной технике могут применяться следующие виды сварок:
· газовая ацетиленовая;
· электродуговая;
· газодуговая в защитной среде;
· холодная методом пластической деформации;
· диффузионная в вакууме и сварка трением;
· электронно-лучевая.
Газовая ацетиленовая сварка
применяется для малоуглеродистых сталей с толщиной стенки в месте сварки не более 2 мм. Герметичные соединения получают при сварке с отбортовкой; стыковая сварка деталей сверхвысоковакуумных систем не рекомендуется.
Электродуговая сварка
может применяться для соединения деталей низковакуумных систем с толщиной стенки более 2 мм. Лучшие результаты можно получить при автоматической сварке под слоем флюса. Для сверхвысоковакуумных систем она не рекомендуется из-за недостаточной герметичности.
Газодуговая сварка в защитной среде
с плавящимся и неплавящимся электродом для соединения различных металлов может применяться для всех типов вакуумных систем. Нержавеющая сталь, медь, алюминий при толщинах в месте сварки 0,1 до 2 мм свариваются в среде аргона или гелия вольфрамовым неплавящимся электродом. Лучшие результаты получаются при автоматической сварке в камерах, в которых после откачки воздуха напускается инертный газ.
Холодная сварка методом пластической деформации
применяется для соединения небольших деталей из пластичных материалов (медь, алюминий). Требует сложного прессового оборудования.
Диффузионная сварка в вакууме и сварка трением
применяется для соединения разнородных материалов: меди и керамики и т. д.
Электронно-лучевая сварка
применяется для соединения химически активных и тугоплавких материалов, ответственных узлов из стали, меди и алюминиевых сплавов. Сварка ведется в вакуумных камерах при давлении не более 10 -3
Па.
Ко всем видам вакуумно-герметичной сварки предъявляются специальные требования.
1. Для получения герметичных соединений сварка должна вестись с постоянной скоростью; перерывы и подварки часто служат местом появления микротрещин, создающих течи.
2. Сварку желательно вести со стороны, обращенной в процессе эксплуатации в вакуум, для уменьшения количества щелей, карманов и неровностей тыльной стороны шва.
3. Допускается вогнутый шов в стыковых и угловых соединениях, получающийся при сварке без присадочного материала.
4. После изготовления сварные швы обязательно должны проверяться на герметичность с помощью вакуумных течеискателей.
К конструкции и технологии обработки деталей, которые подготавливаются к сварке, предъявляются дополнительные требования:
· детали перед сваркой тщательно очищаются и обезжириваются;
· сопряжения между свариваемыми деталями должны выполняться по скользящей посадке.
Детали для угловых швов можно подготавливать согласно одному из вариантов, показанных на рис. 3.

Рис.3
Конструкция угловых сварных соединений: а – без отбортовки; б – с отбортовкой; в – соединение деталей разной толщины.
Вариант рис. 3, а рекомендуется для некруглых, а вариант рис. 3, б — для круглых деталей. Соединение тонкостенной трубы с толстой плитой показано на рис. 3, в. Особенностью этой сварки является дополнительное кольцо, выравнивающее толщины свариваемых деталей. Без этого кольца сварка невозможна из-за оплавления тонкостенной детали.
Сварка фланца с обечайкой может быть выполнена различными способами, показанными на рис. 4.

Рис.4
Сварка фланцев с обечайкой: а – с подкладкой; б – без подкладки; в – с проточкой во фланце.
Во всех случаях фланцы не требуют припуска на дополнительную обработку после сварки, так как соединяются одинаковые по толщине тонкостенные элементы, а массивный фланец не успевает даже нагреться за время сварки
Сильфоны из нержавеющей стали, широко применяемые в высоковакуумной технике, могут иметь толщину стенки от 0,05 до 0,25 мм. Соединения сильфонов при сварке с трубами, фланцами и валами показано на рис. 5.
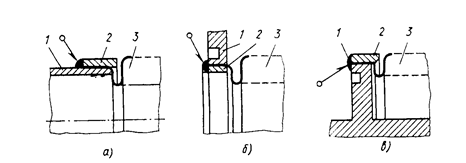
Рис.5
Сварка сильфонов: а – с трубой; 1 – труба; 2 – охранное кольцо; 3 – сильфон; б – с фланцем; 1 – фланец; 2 – охранное кольцо; 3 – сильфон; в – с валом; 1 – вал; 2 – охранное кольцо; 3 – сильфон.
Примеры конструкций плоских, цилиндрических и угловых сварных вакуумных соединений с отбортовкой и без нее показаны на рис. 6.
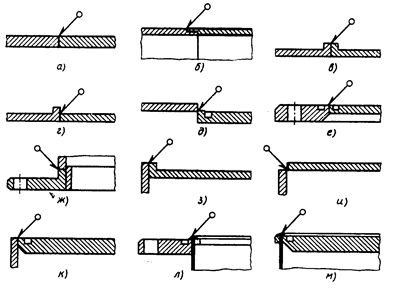
Рис.6
Примеры конструкций вакуумных сварных соединений: а – стыковые без отбортовки для плоских деталей; в-ж – стыковые с отбортовкой для плоских деталей; з,к – угловые с отбортовкой для плоских деталей;л – соединение фланца с тонкостенной оболочкой; м – соединение днища с тонкостенной оболочкой.
|