Содержание.
Введение
1.
Особенности
построения
комплексов
для нанесения
лакокрасочных
покрытий
1.1
Назначение
и виды отделки
1.2 Виды
защитно-декоративных
покрытий
1.3 Подготовка
поверхностей
к отделке
1.4 Методы
нанесения
лакокрасочных
материалов
1.5 Способы
отверждения
покрытий
1.6
Типовые технологические
процессы прозрачной
отделки мебели.
2. Автоматизированные
линии отделки.
Компоновка
РТК
для нанесения
лакокрасочных
материалов
3. Исследование
строения привода
окрасочного
робота
3.1. Общие сведения
3.2 Требования
к рабочей жидкости
гидроприводов
3.3 Насосы
3.4 Исполнительные
механизмы
3.5 Аппаратура
управления
4. Система
управления
РТК для нанесения
лакокрасочных
материалов
4.1 Структура
системы управления
4.2 Алгоритм
системы управления
Заключение
Список
используемой
литературы
- Введение.
Успешное
мебельное
производство
предполагает
предварительный
глубокий анализ
всех его составных
частей, современных
тенденций и
процессов . Не
менее важно
знать, в чем
конкретно
состоит влияние
того или иного
составляющего
на весь комплекс
в целом.
В настоящее
время имеется
большая необходимость
в изучении
зффективных
подходов к
повышению
качества продукции,
и что немало
важно к долговременноиу
использовагию
конечного
изделия потребителем.
Именно поэтому
лакопокраска
является доминирующим
процессом
мебельного
производства.
Целью данной
работы является
изучение построения
робототехнических
и автоматизированных
линий и комплексов
на мебельном
предприятии.
Оснвными
задачами работы
являются:
Дать характеристику
отделки столярных
изделий и
рассмотреть
основные этапы
этого процесса.
Ознакомиться
с составляющими
элементами
производственных
линий и их
особенностями
.
Исследовать
эффективность
описанных
технологических
процессов
лакопокрасочного
участка предприятия.
В работе автор
использовал
многочисленные
издания технической
литературы,
информационные
ресурсы глобальной
сети Internet,
Автор работы
считает важным
уделять должное
внимание к
внедрению в
производство
новых автоматизированных
линий и робототехнических
комплексов,
которые будут
благоиворно
влиять на развитие
конкретного
предприятия
и промышленности
в целом.
1.
Особенности
построения
комплексов
для нанесения
лакокрасочных
покрытий
1.1
Назначение
и виды отделки
Отделка
выполняется
с целью придания
поверхностям
защитных и
декоративных
свойств. Она
может быть
прозрачной,
непрозрачной,
имитационной,
специальной.
Прозрачная
отделка представляет
собой нанесение
на отделываемую
поверхность
лакокрасочных
материалов(ЛКМ),
которые создают
покрытие,
сохраняющее
и еще больше
проявляющее
текстуру древесины.
Такая отделка
применяется
при изготовлении
мебели из массивной
древесины, а
также из плитных
материалов,
облицованных
строганым
шпоном или
пленками,
пропитанными
синтетическими
смолами.
Непрозрачная
отделка заключается
в нанесении
на отделываемую
поверхность
пигментированных
лакокрасочных
материалов
(красок, эмалей),
которые полностью
скрывают текстуру
и цвет древесины
или другого
отделываемого
материала.
Непрозрачная
отделка применяется
при изготовлении
бытовой мебели
(особенно детской,
кухонной и
встроенной),
офисной и другой
мебели для
общественных
помещений, а
также при наружной
отделке домов,
садово-парковой
мебели.
Имитационная
отделка представляет
собой способ
создания
декоративного
покрытия методом
глубокого
крашения, нанесения
рисунка текстуры
древесины на
отделываемую
поверхность,
напрессовывания
на основу пленок
с напечатанной
на них текстурой
древесины,
мрамора или
другого материала.
Имитационная
отделка с
использованием
пленок широко
применяется
при изготовлении
массовой
сравнительно
дешевой мебели.
Специальная
отделка имеет
несколько
разновидностей.
Это может быть
нанесение на
поверхность
отделочного
слоя из расплавленного
или порошкообразного
металла (металлизация),
полимерных
и других материалов.
К ней можно
также отнести
пескоструйную
обработку
поверхности,
тиснение, выжигание,
инкрустацию,
резьбу по дереву.
Широко распространенная
в недалеком
прошлом пескоструйная
обработка
поверхностей,
особенно стекла,
в настоящее
время практически
не применяется.
Инкрустация
и еще в большей
мере резьба,
наоборот, находят
все более широкое
применение,
особенно при
изготовлении
художественной
мебели
.
1.2 Виды защитно-декоративных
покрытий
Эксплуатационные
свойства покрытий
определяются
в основном
свойствами
применяемых
материалов.
В зависимости
от вида материалов
и технологии
отделки различают
покрытия
лакокрасочные,
пленочные и
комбинированные,
т. е. с использованием
пленки и лакокрасочного
материала.
По декоративным
свойствам
различают
покрытия
прозрачные
и непрозрачные,
т. е. скрывающие
цвет и строение
отделываемой
поверхности.
Формируют
покрытия методом
последовательного
нанесения на
поверхность
различных
материалов.
Защитно-декоративные
покрытия (ОСТ
13-27-82) на изделиях
мебели из древесины
и древесных
материалов,
эксплуатируемых
в закрытых
отапливаемых
помещениях
при отсутствии
агрессивных
сред, классифицируют
по различным
признакам .
В зависимости
от рода основного
пленкообразующего
материала
лакокрасочные
покрытия делятся
на семь групп:
полиэфирные
(ПЭ), полиуретановые
(УР), меламинные
(МЛ), полиакриловые
(АК), мочевинные
(МЧ), нитроцеллюлозные
(НЦ), пентафталевые
(ПФ). В зависимости
от показателей
внешнего вида
группы лакокрасочных
покрытий
подразделяются
на две подгруппы:
А - покрытия с
открытыми
порами и Б - покрытия
с закрытыми
порами, в том
числе непрозрачные.
Группа покрытий,
образованная
материалами
на основе пропитанных
бумаг, в зависимости
от применяемого
пропиточного
материала и
покровного
лака делится
на три подгруппы:
А -меламиноформальдегидные
и мелами-нокарбамидоформальдегидные,
карбамидоформальдегидные
и их модификации,
полиэфирные;
Б и В - карбамидоформальдегидные
модифицированные
с лаковым покрытием.
Обозначение
защитно-декоративных
покрытий состоит
из пяти частей.
Первая часть
определяет
группу покрытия.
Для лакокрасочных
материалов
указывается
покровный
материал по
ГОСТ 9825, например
лак НЦ-243, для
синтетических
материалов
- род полимера
(русскими буквами,
например, ТР
- термореактивный,
ТП - термопластичный).
Вторая часть
указывает
подгруппу
(заглавными
буквами) и категорию
покрытия (арабскими
цифрами). Третья
часть определяет
вид лакокрасочного
покрытия в
зависимости
от прозрачности.
Она указывается
только для
лакокрасочных
покрытий и
обозначается
заглавными
русскими буквами.
Четвертая часть
обозначает
вид покрытия
по степени
блеска. Она
обозначается
заглавными
русскими буквами.
Пятая часть
определяет
защитные свойства
покрытия и
обозначается
арабскими
цифрами.
Части обозначений
отделяются
друг от друга
точками. Примеры
обозначений
покрытий:
Эмаль НЦ-25. Б1. Н.
Г. 3 — покрытие
нитроцеллюлозной
группы, подгруппы
Б первой категории,
образованное
эмалью НЦ-25,
непрозрачное,
глянцевое,
ограниченно
водостойкое,
низкотепло-
и низкоморозостойкое;
ТР. А2. ПГ. 9 — покрытие,
образованное
облицовочным
материалом
на основе бумаг,
пропитанных
термореактивными
полимерами
подгруппы
А, второй категории,
полуглянцевое,
водо-, тепло- и
морозостойкое.
1.3 Подготовка
поверхностей
к отделке
Предназначенные
для отделки
поверхности
должны быть
ровными и гладкими.
Для получения
таких поверхностей
необходима
тщательная
предварительная
их подготовка.
Подготовка
поверхностей
к отделке состоит
из двух этапов:
столярной
подготовки
и отделочной
подготовки.
Первый этап
включает устранение
дефектов,
выравнивание
и шлифование
поверхностей,
второй - окончательное
выравнивание
поверхностей
шпатлеванием
и порозаполнением,
получение
желаемого
цвета, тона и
четкости структуры
древесины
под прозрачными
покрытиями
методом отбеливания
и крашения.
Шпатлевание
проводится
лишь при подготовке
к непрозрачной
и имитационной
отделке, порозаполнение,
отбеливание
и крашение -
при подготовке
к прозрачной
отделке. Более
высокие требования
предъявляются
к поверхностям,
на которых
формируются
тонкослойные
открытопористые
покрытия (лаками
нитроцеллюлозными,
полиуретановыми,
кислотного
отверждения).
При отделке
красками,
эмалями, полиэфирными
лаками поверхности
могут быть
менее гладкими,
так как эти
материалы
образуют толстые
пленки, обладающие
способностью
заполнять
мелкие углубления.
Для подготовки
поверхностей
под прозрачные
покрытия
необходимо
удалить с поверхности
ворс, его сначала
поднимают,
увлажнив поверхность
древесины
тампоном, смоченным
в теплом 3 -5 %-ном
растворе глютинового
клея, а затем
высушивают
ее (при температуре
18 - 20 °С сушить не
менее 1,5 ч, при
температуре
50 °С -5-10 мин). Затем
ворс удаляют
шлифовальной
шкуркой № 6. При
использовании
термопроката
удалять ворс
не надо.
При
необходимости
отбеливания
поверхность
обрабатывают
на полировальных
станках или
вручную тампоном.
Для древесины
березы и ясеня
следует брать
20 %-ный раствор
перекиси
водорода и 20
%-ный водный
раствор аммиака
в соотношении
10:1. Затем поверхности
сушат при температуре
23 °С в течение
3 ч и выдерживают
после сушки
48 ч.
Крашение
осуществляют
протравами,
красителями
и пигментами:
вручную (тампоном,
кистью), окунанием,
пневматическим
распылением,
распылением
при повышенном
давлении
(«сухое»), вальцовым
способом.
При подборе
цвета и тона
окраски поверхности
готовят растворы
исходных красителей,
при необходимости
их смешивают
и ведут пробное
крашение образцов.
Для приготовления
красящих растворов
необходимо
использовать
мягкую воду
(с добавлением
в нее 0,1 -0,5 %-ной
кальцинированной
соды) или кипяченую.
Краситель
растворяют
в горячей воде,
фильтруют через
два слоя марли
и охлаждают
до комнатной
температуры.
Растворы
протрав готовят
перемешиванием
солей металлов
в мягкой чистой
воде с последующим
фильтрованием
и разбавлением
водой до необходимой
концентрации.
Растворы протрав
готовят 0,5 - 5 %-ными
в зависимости
от желаемого
тона.
Грунтовочные
составы наносят
вручную кистью
или тампоном,
пневматическим
распылением,
вальцовыми
станками, обливом,
окунанием.
Вручную, т. е.
кистью и тампоном,
составы наносят
при ремонте
мебели и индивидуальном
или мелкосерийном
ее производстве.
Пневмораспыление
используют
при отделке
деталей и изделий
решетчатой
формы, изделий
в собранном
виде и с фасонными
поверхностями.
При отделке
щитовых деталей
грунтовку
наносят лаконаливными
машинами типа
ЛМ-3, ЛМ-140 или вальцовыми
станками типа
МЛН 1.03б ВЩ-9, ВЩ-14
с дозирующими
устройствами
(рис.4) при скорости
подачи до 30 м/мин.
Наиболее
производительный
и экономичный
метод - вальцовый.
После грунтования
поверхности
сушат и шлифуют
для снятия
поднявшегося
ворса. Для шлифования
используют
ленточно-шлифовальные,
вибрационные
и щеточные
станки.
Подготовка
поверхностей
под непрозрачные
покрытия включает
грунтование
и шпатлевание
— сплошное и
местное.
Грунтование
проводят
пигментированными
глифталевыми
(ГФ-032, ГФ-020 и др.),
масляными,
нитроцеллюлозными
и другими
грунтовками.
Их наносят
вручную тампонами,
пневмораспылением,
обливом, вальцами,
в электрическом
поле токов
высокого напряжения,
струйным обливом,
окунанием.
Шпатлевание
различают
местное (густой
шпатлевкой)
и сплошное
(шпатлевкой
жидкой консистенции).
Его можно
осуществлять
вручную шпателем,
пневматическим
распылением
(обычно фасонных
и криволинейных
поверхностей),
обливом и
вальцеванием.
При использовании
вальцеракельных
станков достигаются
высокие качество
шпатлевания
и производительность,
минимальный
расход шпатлевки.
После сушки
зашпатлеванные
поверхности
шлифуют
1.4 Методы
нанесения
лакокрасочных
материалов
1.4.1 Нанесение
пневматическим
распылением
Этот
способ применяют
при отделке
стульев, рамочных
изделий, ящиков,
деталей криволинейного
и сложного
профиля, которые
нельзя отделать
другими способами.
Распылением
наносят лаки,
краски, эмали,
красители,
шпатлевки. Этот
способ универсален,
прост в техническом
отношении, но
дает большие
потери материала
и создает повышенную
загазованность
рабочей среды.
Сущность
пневматического
распыления
состоит в том,
что в результате
дробления
жидкости струей
сжатого воздуха
ЛКМ переходит
в состояние
аэрозоля, аэрозольные
частицы движутся
в направлении
воздушной среды
и на отделываемой
поверхности
сливаются в
сплошной слой.
Распыление
материала
происходит
в форсунке,
которая является
основной частью
распылителей
(рис.1). Скорость
воздушной струи
на выходе из
форсунки должна
составлять
300 - 450 м/с, давление
воздуха в зависимости
от конструкции
лакораспылителя
0,25 - 0,55 МПа. Оптимальное
значение
вязкости ЛКМ
- 25 - 35 с по ВЗ-4, размер
аэрозольных
частиц при этом
составляет
6 - 80 мкм. Различают
форсунки с
воздушным и
материальным
соплом.
Методом распыления
ЛКМ чаще всего
наносят вручную,
используя
краскораспылители
марок КРП-З,
КР-20, КР-20, ЗИЛ, С-765
и др. Процесс
выполняют в
распылительных
кабинах, которые
должны обеспечивать
полную очистку
загрязненного
воздуха от
лакокрасочной
пыли, максимальное
удаление
образующихся
паров и аэрозоля
из зоны окраски,
пожаробезопасность.
Краскораспылитель,
краско- и воздухоподводящие
шланги перед
началом работы
необходимо
тщательно
осмотреть и
проверить их
исправность.
Затем производят
настройку
краскораспылителя,
т. е. устанавливают
форму факела
в зависимости
от площади
окрашиваемой
поверхности,
регулируют
подачу воздуха
и краски.
Во время перерывов
в работе переднюю
часть краскораспылителя
необходимо
держать в
растворителе.
При смене краски
или лака, а также
после окончании
работы краскораспылитель
необходимо
промыть растворителем.
Отделку деталей
методом распыления
выполняют в
распылительных
кабинах. Кабины
служат также
для сбора и
отсоса летучих
элементов,
которые образуются
в виде тумана.
По способу
подачи изделий
распылительные
кабины бывают
тупиковые и
проходные. В
тупиковых
изделия подают
и выгружают
через один и
тот же проем,
а в проходных
- изделия подают
в один проем,
а выгружают
из другого.
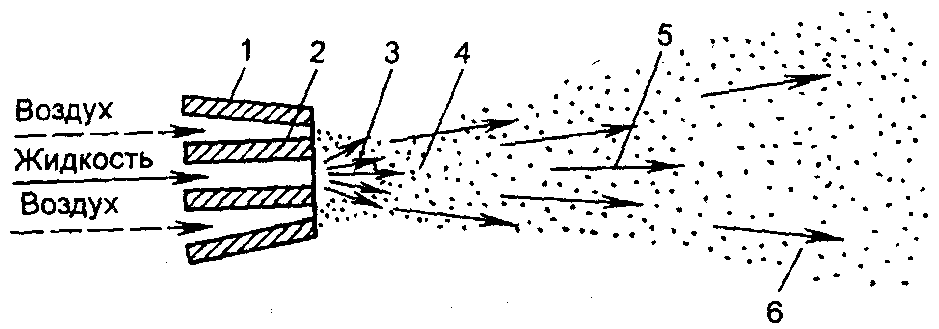

Рис. 1.
Схема
пневматического
распыления
жидкости форсункой
с кольцевым
соплом для
воздуха: 1
- кольцо
для сжатого
воздуха; 2 -материальное
сопло; 3
-зона
разрежения;
4
- зона
избыточного
давления; 5
- зона
распыления;
6
- зона
образования
тумана
На рис. 2 показана
распылительная
камера для
отделки изделий
средних размеров
- тумбочек, стульев
и т. п. Во время
работы воздух
с лакокрасочным
туманом проходит
сначала через
краскоуловительную
решетку, а затем
через камеру
с гидрофильтром
из двух водяных
завес, где очищается
от лакокрасочной
пыли и частично
от растворителей.
Далее воздух
проходит через
сепаратор,
который состоит
из набора
металлических
пластин. Здесь
он освобождается
от избытка
влаги, которая
стекает в ванну,
а затем поступает
в систему вытяжной
вентиляции
и выбрасывается
в атмосферу.
В ванну стекает
и вода, вытекающая
из форсунок
гидрофильтра.
После отстоя
вода вновь
поступает в
гидрофильтр.
Распыление
подогретых
лаков имеет
ряд преимуществ
по сравнению
с распылением
холодных лаков:
улучшается
растекание
лаков с большей
вязкостью,
уменьшается
образование
потеков на
вертикальных
поверхностях,
т. е. лаки можно
наносить более
толстым слоем,
а это дает
возможность
экономить
растворители
и увеличивать
производительность
труда.
Для подогрева
лакокрасочных
материалов
существуют
установки
УГО-2МВ, УГО-4М
и др. Они обеспечивают
температуру
ЛКМ на выходе
из распылителя
70 - 75 °С и температуру
воздуха на
выходе из установки
80 °С.
К недостаткам
отделки методом
распыления
относятся
большие потери
ЛКМ (до 40 %), загрязнение
воздуха, необходимость
использования
специальных
кабин. Избежать
ряда недостатков
данного метода
позволяет
способ безвоздушного
распыления.
Он основан
на распылении
ЛКМ путем применения
высокого давления
в лакоподающей
системе установки.
ЛКМ подается
к краскораспылителю
под высоким
давлением. При
выходе из сопла
развивается
большая скорость
струи лака,
превышающая
критическую
скорость
движения при
данной вязкости,
что и приводит
к распылению
лака. Такой
метод позволяет
наносить ЛКМ
повышенной
вязкости с
получением
более качественных
покрытий.
Существуют
холодный и
горячий способы
безвоздушного
распыления.
При холодном
давление достигает
24 МПа, а при горячем
- 4,5 - 7,0 МПа, но лак
нагревается
в последнем
случае до 70-100°С.
Метод безвоздушного
распыления
пригоден практически
для всех марок
лаков, за исключением
содержащих
ускорители
высыхания и
имеющих небольшую
жизнеспособность.

Рис.2.
Распылительная
камера для
отделки изделий
средних размеров:
1
- каркас;
2
- светильник;
3
- вентилятор;
4 -
сепаратор;
5
- гидрофильтр
6
- ванна;7
-решетка; 8
- поворотный
стоя; 9
- насос
1.4.2
Нанесение
электростатическим
распылением
Электростатическое
распыление
происходит
одновременно
с приданием
аэрозольным
частицам
отрицательного
заряда, вследствие
чего они притягиваются
и осаждаются
на положительно
заряженное
изделие. Этот
метод хорош
для отделки
изделий сложной
формы, решетчатых
конструкций,
например стульев.
Производительность
его высокая,
потери ЛКМ
минимальные.
При использовании
стационарных
установок
процесс почти
полностью
автоматизирован.
Санитарно-гигиенические
условия труда
хорошие.
К недостаткам
данного способа
относится
ограниченный
ассортимент
применяемых
ЛКМ, не всегда
равномерное
их нанесение
на все поверх-ности
отделываемого
изделия, сложность
и высокая стоимость
аппаратуры
и обслуживания.
Распыление
ЛКМ при электроокраске
возможно
пневматическим,
гидравлическим,
центробежным
и электростатическим
способами.
Последний
способ осуществляется
в постоянном
электрическом
поле высокого
напряжения
(50 -140 кВ), а изделие
при этом заземляют.
При электроокраске
происходят
следующие
электрофизические
процессы: зарядка
ЛКМ, его распыление,
образование
факела, движение
капель жидкости
к изделию, осаждение
их на изделии.
Принципиальная
схема электроокрасочной
установки с
высоковольтным
выпрямителем
показана на
рис. 3.
.
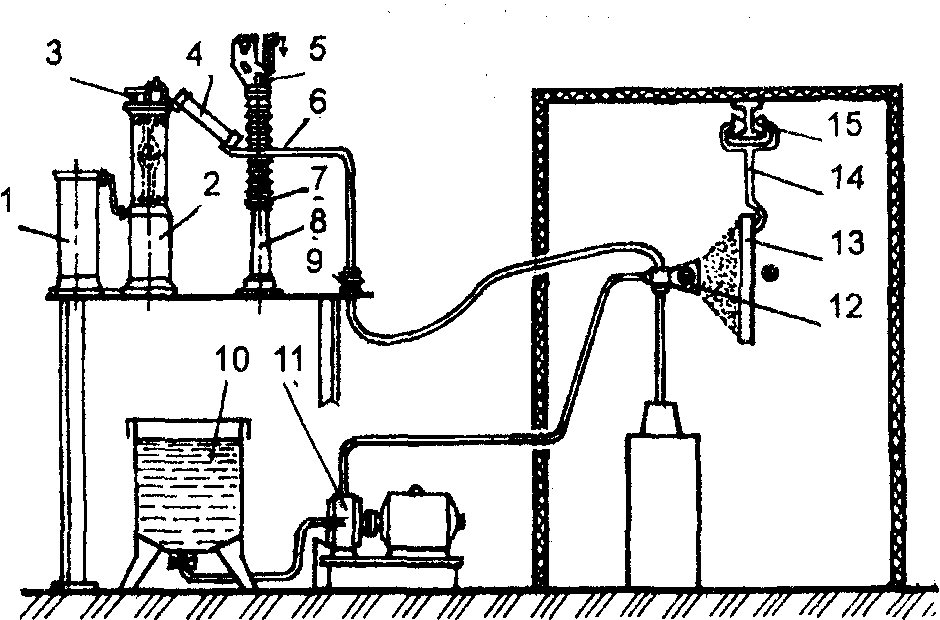
Рис. 3.
Схема
установки с
высоковольтным
выпрямителем
для отделки
изделий в
электростатическом
поле высокого
напряжения;
1
- высоковольтный
трансформатор;
2
-трансформатор
накаливания
кенотрона; 3
- кенотрон;
4
- ограничительное
сопротивление;5
- автоматический
разрядник;
6
— шинопровод;
7, 9 -- изоляторы;
8
-стойка
авторазрядника;
10 - бак
с лакокрасочным
материалом;
11
- доза
тор; 12- распылитель;
13
- изделие,
14
- подвеска;
15
- цепной
конвейер
Метод нанесения
ЛКМ в электрическом
поле позволяет
уменьшить
расход материалов
до 50 % по сравнению
е пневматическим
распылением.
Установки
для отделки
в электрическом
поле могут
эксплуатироваться
в соответствии
с действующими
правилами и
нормами эксплуатации
высоковольтных
электротехнических
установок и
правилами
безопасных
условий труда
и пожарной
безопасности.
Двери и проемы
камеры распыления
должны иметь
автоблокировку,
которая снимает
высокое напряжение
при входе человека
в камеру. Все
металлические
части установки,
находящиеся
под напряжением,
должны быть
заземлены.
Перед подачей
высокого напряжения
и включением
конвейера
должны подаваться
звуковой и
световой сигналы.
Вытяжная вентиляция
должна быть
сблокирована
с высоковольтным
выпрямителем
так, чтобы без
ее включения
нельзя было
подать высокое
напряжение
на распылители.
К обслуживанию
установки
должны допускаться
только лица,
которые прошли
инструктаж
по технике
безопасности,
пожарной безопасности
и охране труда.
1.4.3
Нанесение
лакокрасочных
материалов
вальцами
 Нанесение
выполняют за
один или несколько
проходов в
зависимости
от требуемой
толщины покрытия,
с одной или с
двух сторон.
ЛКМ наносится
на поверхность
с помощью
вращающегося
вальца. Материал
попадает на
наносящий валец
из ванны с помощью
питательного
и дозирующего
вальцов или
из промежутка
между дозирующим
и наносящим
вальцами.
Принципиальная
схема работы
вальцового
станка показана
на рис. 4 и 5.
Нанесение
выполняют за
один или несколько
проходов в
зависимости
от требуемой
толщины покрытия,
с одной или с
двух сторон.
ЛКМ наносится
на поверхность
с помощью
вращающегося
вальца. Материал
попадает на
наносящий валец
из ванны с помощью
питательного
и дозирующего
вальцов или
из промежутка
между дозирующим
и наносящим
вальцами.
Принципиальная
схема работы
вальцового
станка показана
на рис. 4 и 5.
Рис.
4.
Схема
вальцового
лаконаносящего
станка:
1 -
лаконаносящий
валец; 2
-ракель;
3
- дозирующий
валец; 4
- прижимной
ролик; 5
- ленточный
конвейер;
6 -
приводной
валец; 7
- слой
лакокрасочного
материала на
поверхности
отделываемой
детали
По конструкции
станки бывают
разными. Вальцовым
методом можно
наносить красители,
грунтовки,
шпатлевки,
лаки, печатные
рисунки. Для
крашения щитов
применяют
станки марок
КЩ, КЩ-9, для нанесения
грунтовок,
шпатлевок и
лаков — отечественные
станки МЛН1.03,
ВЩ9-1, ОД-58, ШПЩ-9, а
также импортные.
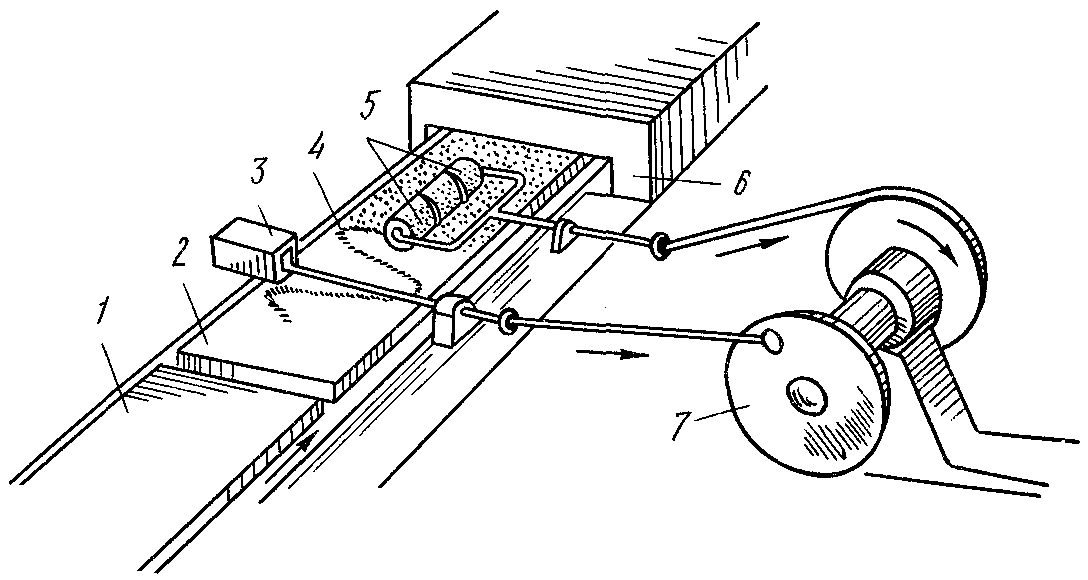
Рис.5.
Принцип работы
машины для
окраски полотен
методом наката:
1-транспортер;2
полотно; 3 — бачок
с краской; 4--струя
краски; 5 — валики;
6
—
конвекционная
сушильная
камера;
7-возвратно-поступательный
механизм
Преимуществами
вальцового
метода являются
высокая производительность,
незначительные
потери материала,
возможность
нанесения
материалов
различной
вязкости, очень
тонких слоев,
а также легкая
встраиваемость
станков в
автоматические
линии.
1.4.4
Нанесение
лакокрасочных
материалов
методом плоского
налива
Плоский
налив получил
широкое распространение,
так как он
обеспечивает
высокую производительность.
За одну операцию
можно нанести
большое количество
материала при
сравнительно
высокой вязкости,
т. е. с малым
расходом
растворителей.
Метод налива
имеет небольшие
потери ЛКМ,
правда, он не
обеспечивает
нанесение малых
расходов лака
за один проход
(менее 90 г/м2),
а при встраивании
лаконаливных
машин в линии
требуется
применение
специальных
систем для
разгона и торможения
деталей, поскольку
скорость в
машине выше,
чем в линии.
Сущность
нанесения ЛКМ
методом налива
состоит в том,
что уложенные
на движущийся
конвейер плоские
детали проходят
через завесу
жидкого материала,
который вытекает
из наливной
головки. Завеса
отделочного
материала может
быть образована
различными
способами, в
зависимости
от схемы головок
лаконаливных
машин (рис. 6).

Рис. 6.
Схема
образования
завес отделочного
материала: а
- вытекание
из донной щели;
б
- переливание
через сливную
плотину; в
— переливание
со сливной
плотины со
стенанием с
экрана; 1
- деталь;
2 - экран; 3
- лакоподающая
труба; 4 - покрытие;
5
- конвейер;
6
- лоток;
1 - корпус головки;
8
- сливная
плотина; 9 - перегородка;
10
-фильтр
Краткая
техническая
характеристика
наливной машины
ЛМН-1М
Вязкость
лакокрасочных
материалов
по ВЗ-4, с.........................
........ 25—130
Расход
лаков, смеси
на 1 м2
лакируемой
поверхности,
г/м2
…………
30—600
Скорость
подачи деталей,
м/мин
...........................................................
10—170
Длина сливной
кромки головки,
мм
.......................................................
1400
Диапазон
регулирования
подъема головок
от уровня стола,
мм
..........................................................................................................
30—270
Расстояние
между головками,
мм
..........................................................
375
Емкость
сливного бака,
л
.......................................................................
50
Суммарная
мощность
электродвигателей,
кВт....................................
3,37
Агент подогрева
лаковой
смеси...................................................
.. Горячая
вода
Габаритные
размеры машины,
мм .............................................
4000x2200x1350
Масса машины,
кг
....................................................................................
1700
Новая
машина обеспечивает
лучшее качество
покрытия, дает
возможность
получать тонкие
покрытия, снабжена
двумя наливочными
головками. Для
отделки
кромок разработана
типовая конструкция
наливной машины
ЛМК-1.
Брусковые
детали можно
отделывать
на наливных
машинах КВ-50-02
и КВ-50-13 (два зеркальных
исполнения
одной модели),
выпускаемых
Рыбинским
ЗДС.
Краткая
техническая
характеристика
наливной машины
КВ-50-02
Размеры отделываемых
деталей, мм
................................(450—3000) х (10—150)х
(10—150)
Скорость подачи
деталей, м/мин
............................................................ 30—120
Длина сливной
кромки головки,
мм............................................................
350
Расстояние
от сливной
кромки головки
до
линии пересечения
образующих
роликов и
поверхностей
подающих лент
транспортеров,
мм ..............................
120—400
Установленная
мощность,
кВт.....................................................................
2,3
Количество
наливных головок
......................................................................
1
Габаритные
размеры машины,
мм ................................................ 6560
(1800) х 1400 х 1400
Масса машины,
мм
(с рольгангом)
...............................................................................................
1425
Способом
налива можно
наносить
однокомпонентные
и двухкомпонентные
лакокрасочные
материалы, а
также и водно-дисперсионные.
Для
отделывания
пластин щитов
применяют
машины типов
ЛМ-3, ЛМ-140-1, ЛМ-80-1, для
отделывания
кромок -ЛМК-1
(двухголовочная)
и др.
1.4.5
Нанесение
лакокрасочных
материалов
методом окунания
Окунание применяют
для отделки
деталей обтекаемой
формы. Детали
или изделия
погружают в
ванну с ЛКМ,
затем извлекают
из нее, выдерживают
до отекания
излишков лака
или краски и
сушат.
На толщину
и равномерность
лакового покрытия
оказывают
влияние различные
факторы. Толщина
покрытия тем
больше, чем
выше вязкость
лака, содержание
нелетучих,
скорость испарения
растворителей
и вытягивание
из ванны и чем
меньше плотность
лака.
Метод окунания
производительный,
ЛКМ используются
экономно, хорошо
поддается
механизации
и автоматизации.
Его недостаток
-неравномерное
по толщине
покрытие по
всей длине
детали, так как
с верхней части
детали стекает
больше лака,
чем с нижней.
С увеличением
скорости вытягивания
увеличивается
неравномерность
покрытия по
длине детали.
В производстве
мебели окунанием
наносят красители,
грунтовки,
шпатлевки,
нитроцеллюлозные
лаки и эмали,
реже - беспарафиновые
полиэфирные
лаки. Таким
способом отделывают
ножки столов,
плоскоклееные
и гнуто-клееные
боковины стульев,
кресел и т. п.
1.4.6 Нанесение
лакокрасочных
методом протягивания
Протягивание
(экструзию)
используют
для нанесения
ЛКМ на детали
постоянного
сечения, например
на палочки
детских кроватей.
Деталь проходит
через закрытую
камеру с ЛКМ
сквозь резиновые
шайбы (фильеры),
которые обжимают
деталь и не
дают лаку вытекать
из камеры (рис.
7). Детали должны
подаваться
торец в торец,
без остановки.
Лаки должны
иметь высокую
вязкость - около
300 — 350 с по ВЗ-4. Так
как лаки с такой
вязкостью не
выпускаются,
на практике
применяют
нитролаки
НЦ-218, НЦ-223, предварительно
выпарив из них
растворитель.
Количество
наносимого
лака регулируют
жесткостью
фильеры и степенью
обжатия деталей.
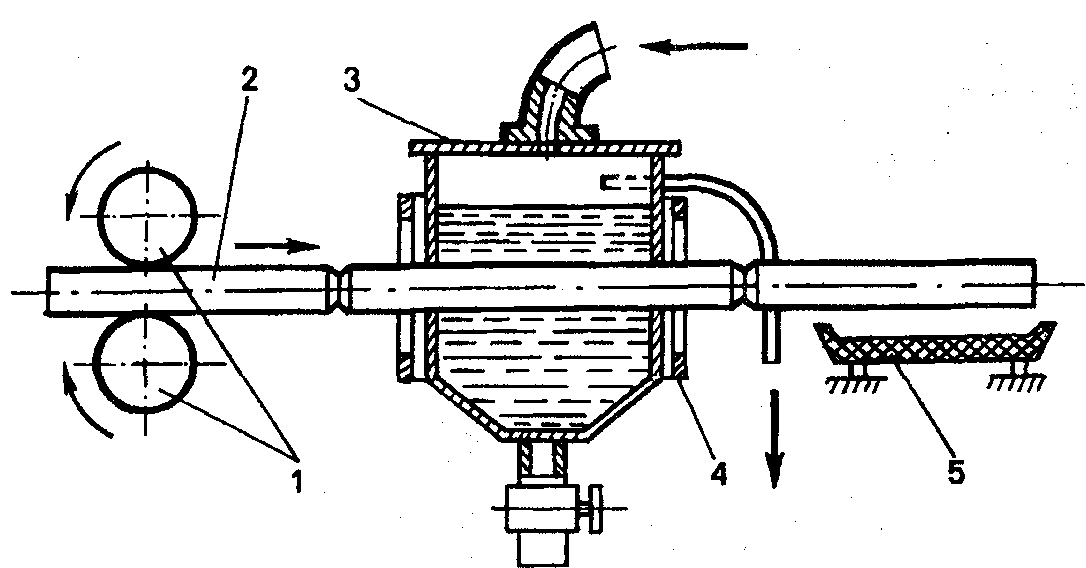
Рис.7.
Схема
установки для
нанесения
лакокрасочных
материалов
методом протягивания:
1
- подающие
вальцы; 2 - деталь;
3
— ванна;
4 - фильера; 5
— ленточный
конвейер сушильной
камеры
Способ
протягивания
прост, производителен,
почти полностью
автоматизирован,
при этом способе
совсем малые
потери лака,
но им можно
отделывать
практически
только круглые
и шестигранные
в сечении детали.
1.4.7 Нанесение
лакокрасочных
материалов
методом струйного
облива с выдержкой
в парах растворителя
Сущность
этого метода
заключается
в окраске вертикально
подвешенных
деталей при
пересечении
ими многоструйной
(ламинарного
типа) завесы
краски с последующей
выдержкой в
паровой зоне,
что создает
благоприятные
условия для
окраски труднодоступных
мест, замедляет
испарение
растворителя
из окрасочного
слоя, улучшая
тем самым разлив
краски и способствуя
достижению
равномерной
толщины покрытия.
Струйный
облив осуществляется
путем подачи
краски через
сопла неподвижного
контура, охватывающего
деталь, или
через систему
сопел на качающейся
трубе (осцикаторе),
расположенной
под конвейером
с деталями
(рис. 8). Необходимая
концентрация
паров в паровом
туннеле создается,
главным образом,
счет испарения
растворителей
с окрашенных
деталей. Продолжительное
пребывание
изделий в паровом
туннеле и
концентрация
растворителя
снижают толщину
окрасочного
слоя, в первую
очередь, на
кромках изделий.
Потери краски
при нанесении
рассматриваемым
методом не
превышает 5 —
10%.
Вологодским
станкостроительным
заводом выпускается
полуавтоматическая
линия окраски
столярно-мебельных
изделий ДЛ38М,
планировка
которой показана
на рис.9. В модификации
ДЛ38М исключена
камера обдува
перед обливом
(детали должны
поступать на
окраску очищенными
от Древесной
пыли и стружки),
спрямлен паровой
туннель. При
окраске блоков
в собранном
виде скорость
конвейера не
должна превышать
0.7 м/мин. Максимальные
размеры окрашиваемых
изделий, мм:
высота до 2000,
ширина до 110, ширина
транспортного
проема 450.
Скорость конвейера
линии ДЛ38М
составляет
0,4 — 1,8 м/мин. При
варьировании
скорости конвейера
продолжительность
облива должна
быть не менее
2 мин, а выдержка
в парах растворителя
10 — 12 мин.
Установка
струйного
облива имеет
неподвижный
контур и осцикатор,
однако, облив
столярных
изделий обеспечивается,
как правило,
только через
осцикатор.

Рис.
8. Схема установки
струйного
облива:
1—изделия;
2 — конвейер; 3
—
привод; 4
—
коллектор; 5,
11 -трубы; 6
—
бак с эмалью;
7,
8 —
вентиль; 9
—
насос;
10
—
бак с растворителем;
12
—
поддон
.
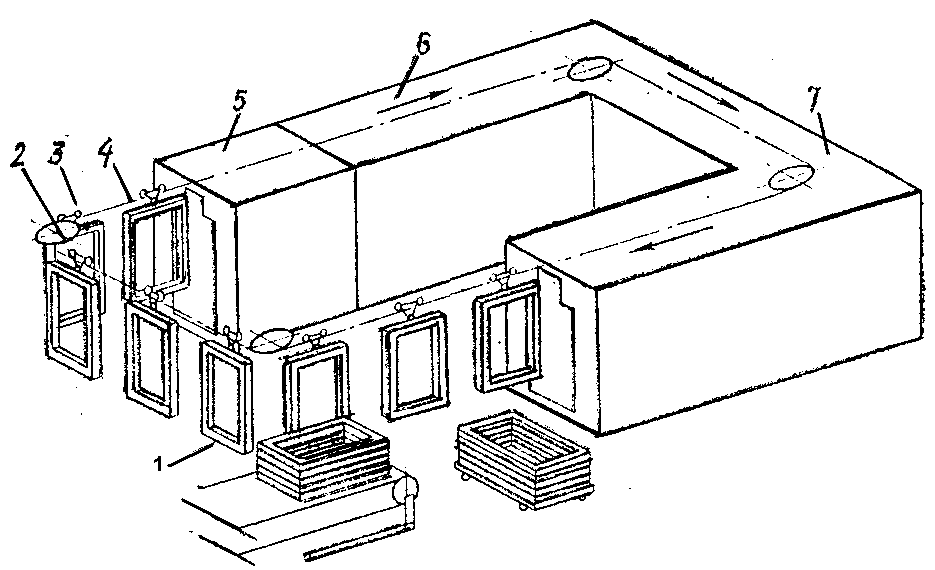
Рис.9.
Схема полуавтоматической
линии ДЛ-38М:
1
— изделие; 2
—
держатели; 3
—
каретка; 4
—
цепь конвейера;
5 — камера облива;
6—камера
выдержки г
в
парах растворителя;
7—сушильная
камера
1.5 Способы
отверждения
покрытий
После
нанесения на
поверхность
жидкий ЛКМ
превращается
в твердую
лакокрасочную
пленку. Отверждение
происходит
в результате
испарения
растворителей
(спиртовые,
нитроцеллюлозные,
акриловые
лаки), либо в
результате
реакции окисления
(масляные лаки),
либо за счет
реакций полимеризации
или конденсации,
либо за счет
испарения
растворителей
с одновременным
химическим
превращением.
Термин «сушка»,
который применяют
на практике
для названия
операции отверждения,
не вполне отражает,
как видим,
физико-химичеcкую
сущность процесса.
Скорость
отверждения
покрытий зависит
от вида ЛКМ,
толщины покрытия,
температуры
и способа сушки
и других факторов,
а степень высыхания
- от
твердости
покрытия и
определяется
тремя стадиями.
Высыхание
до степени 5
соответствует
такому состоянию,
когда к поверхностной
пленке не прилипают
частицы пыли.
При высыхании
до степени 3
пленка имеет
такую твердость,
что ее можно
обрабатывать
дальше (шлифовать,
полировать).
При этом твердость
по маятниковому
прибору М-3 для
нитролаковых
покрытий должна
составлять
0,30 - 0,35, для полиэфирных
- 0,35 - 0,55. Полное высыхание
- это такое состояние
покрытия, при
котором дальнейшая
твердость не
меняется и
процесс усадки
пленки прекращается.
Эта стадия
отверждения
достигается
в процессе
эксплуатации.
В производственных
условиях покрытия
достаточно
сушить до степени
3.
Различают
сушку естественную,
при температуре
воздуха 18 - 23 °С,
и горячую.
Продолжительность
последней по
сравнению с
естественной
уменьшается
в 5 — 6 раз и более.
Интенсификация
отверждения
покрытий имеет
большое значение
для организации
процесса на
автоматических
линиях, при
больших объемах
производства.
При малых объемах
производства
применение
интенсивных
методов отверждения
лакокрасочных
покрытий экономически
не оправдано.
Существуют
следующие виды
горячей сушки:
с конвективным
и терморадиационным
нагревом и с
предварительным
аккумулированием
тепла.
Конвективный
нагрев
осуществляется
теплым воздухом
(40 - 80 °С). Нитролаковые
покрытия сушат
при температуре
40 - 60 °С, беспарафиновые
полиэфирные
- при 60 - 80 °С. При
более высокой
температуре
на поверхности
появляются
пузыри, сморщивание
пленки.
Процесс высыхания
начинается
на поверхности
покрытия.
Образующаяся
сверху твердая
пленка препятствует
свободному
удалению паров
растворителей,
находящихся
в нижележащих
слоях. Это
увеличивает
время сушки
и ухудшает
качество пленки,
так как на ее
поверхности
образуются
пузыри и кратеры.
Поэтому сушка
ведется ступенчато:
в начальный
период, т. е. при
интенсивном
испарении
растворителя,
при пониженной
температуре,
а затем при
повышенной.
На практике
применяют
различные
конвективные
сушильные
камеры периодического
и непрерывного
действия.
Теплоносителем
является пар,
реже - горячая
вода. Камеры
периодического
действия изготовляют
в виде тупиковых
кабин, куда
закатывают
этажерки с
деталями. Камеры
непрерывного
действия более
прогрессивные.
Транспортные
органы в них
выполнены в
виде передвижных
напольных или
подвесных
этажерок.
Терморадиационный
нагрев основан
на способности
лакокрасочного
материала
пропускать
инфракрасные
лучи определенной
длины. В результате
их поглощения
подложка нагревается.
В этом случае
направление
потока тепла
(от древесины
к наружной
поверхности
лакового покрытия)
совпадает с
направлением
движения летучих
веществ ЛКМ,
в результате
чего сокращается
продолжительность
сушки и улучшается
качество покрытий.
Для сушки применяют
инфракрасные
лучи с длиной
волны 0,75 - 8 мкм.
Лучшая проницаемая
способность
их наблюдается
при длине волны
1-4 мкм, т. е. при
температуре
нагревателя
450 °С и выше. В
качестве источника
тепла применяются
чаще трубчатые
электронагреватели,
реже - электролампы
и обогреваемые
панели.
Сушка
методом предварительного
аккумулирования
тепла заключается
в том, что отделываемую
деталь предварительно
нагревают, а
затем на горячую
поверхность
наносят лакокрасочное
покрытие. В
результате
нагрева воздух
из поверхностных
пор частично
удаляется и,
следовательно,
уменьшается
количество
пузырей при
сушке лакового
покрытия. Этому
способствует
и то, что пары
растворителя
беспрепятственно
удаляются через
покрытие.
Предварительный
нагрев поверхностей
деталей можно
производить
любым способом.
Фотохимическое
отверждение
полиэфирных
покрытий
ультрафиолетовыми
лучами (УФ) является
одним из наиболее
эффективных
способов. Для
облучения
покрытий используют
волны длиной
320 - 400 нм (ультрафиолетовые).
Молекулы, поглощающие
энергию УФ-лучей,
скачкообразно
переходят в
электронно-возбужденное
состояние и
становятся
более реакционно-способными.
Скорость
полимеризации
зависит от
интенсивности
УФ-излучения.
Чтобы повысить
чувствительность
полиэфирного
лака к УФ-облучению,
в него вводят
сенсибилизатор,
который в реакции
сополимеризации
не участвует,
но служит для
переноса поглощенной
им энергии на
молекулы реагирующих
компонентов.
Он интенсивнее,
чем ненасыщенные
смолы, поглощает
свет в ультрафиолетовой
области.
Используемый
при отделке
парафинсодержащий
лак вначале
должен медленно
полимеризоваться,
чтобы на поверхности
покрытия образовался
сплошной защитный
слой парафина.
Поэтому покрытия
облучают сначала
лампами низкого
давления
(люминесцентными),
а затем высокого
(ртутно-кварцевыми),
с более высокой
мощностью.
После сушки
поверхности
можно шлифовать
и полировать
сразу, без выдержки.
Полиэфирные
парафинсодержащие
лаки стали
заменяться
беспарафиновыми
(а в последнее
время и они в
Беларуси почти
не применяются).
Поверхности,
отделанные
беспарафиновыми
полиэфирными
материалами,
облучают
ультрафиолетовыми
лампами высокого
давления (ДРТ-12000)
мощностью 1-12
кВт. Такие покрытия
после сушки
не требуют
облагораживания.
С увеличением
мощности Уф-облучения
процесс отверждения
ускоряется,
но есть опасность
перегрева
покрытия. Поэтому
широко используется
импульсное
УФ-облучение,
при котором
энергия подводится
короткими
импульсами
продолжительностью
около 0,001 с (1SТ-метод).
Продолжительность
отверждения
составляет
несколько
десятков секунд.
1.6
Типовые технологические
процессы прозрачной
отделки мебели.
Для установления
единой системы
отделки, рационального
использования
материалов
и повышения
качества продукции
разработаны
технологические
режимы и типовые
процессы отделки
изделий различными
лакокрасочными
материалами.
Технологический
процесс включает
порядок и технику
выполнения
операций; применяемое
оборудование,
инструмент
и приспособления;
материалы,
используемые
на каждой операции,
и их расход на
единицу (м2)
изделия; режим
обработки.
Технологический
процесс отделки
облицованных
деталей нитроцеллюлозными
лаками НЦ-218,
НЦ-221, НЦ-222, НЦ-223 по
нитроцеллюлозной
группе покрытий,
подгруппы А
первой и второй
категории
Шероховатость
поверхности
деталей перед
отделкой 16 мкм.
1.
Крашение пластин
красителями
одним из способов:
«сухим», «полусухим»,
с помощью вальцов,
вручную тампоном,
на линии крашения.
2. Сушка
в конвективной
сушильной
камере при
температуре
65 - 75 °С не менее
1 мин, на стеллажах
- при температуре
18 - 23 °С не менее
3 ч.
3. Выдержка
для остывания
до температуры
цеха на стеллажах
или в камере
остывания.
4.
Грунтование
(для крупнопористых
пород - порозаполнение)
на лакообливной
машине грунтовками
НК или БНК.
5. Сушка
в конвективной
сушильной
камере при
температуре
45 - 50 °С грунтовки
НК 40 - 50 мин, грунтовки
БНК 20-30 мин; на
стеллажах - при
температуре
18 - 23 °С грунтовки
НК-2 ч, грунтовки
БНК - 1 ч.
6.
Шлифование
шкуркой зернистостью
6 и 5 на станке
Шл2В или ШлПС-5М.
7. Первое
лакирование
одним из нитролаков
(НЦ-218, НЦ-221, НЦ-222, НЦ-223)
на лакообливной
машине.
8. Сушка
в конвективной
сушильной
камере лака
НЦ-218 при температуре
45 - 50 °С в течение
15-20 мин.
9. Сухое
шлифование
пластин шкуркой
зернистостью
6 и 5 на виброшлифовальном
станке Шл2В.
10. Второе
лакирование
пластин нитролаком
НЦ-218 на лакообливной
машине.
11. Сушка
в конвективной
сушильной
камере лака
НЦ-218 при температуре
45 - 50 °С в течение
30-35 мин.
12. Третье
лакирование
пластин лаком
НЦ-218 на лакообливной
машине.
13. Сушка
в конвективной
сушильной
камере лака
НЦ-218 при температуре
45 - 50 °С в течение
30 - 35 мин.
14.
Выдержка для
остывания после
искусственной
сушки до температуры
помещения.
15.
Разравнивание
покрытий на
плоскостях
деталей.
Технологический
процесс отделки
щитовых деталей
лаками НЦ-243, НЦ-349
и НЦ-218 с применением
грунтов НЦ-0192,
НЦ 1.9 вальцового
метода нанесения
Шероховатость
поверхности
деталей перед
отделкой 16 мкм.
1. Крашение пластин
водными растворами
красителей
или грунтовкой
НЦ-0140 на вальцовых
станках КЩ-1 и
ВЩ-14.
2. Сушка в конвективной
сушильной
камере при
температуре
80 - 90 °С в течение
2 мин.
3. Выдержка для
остывания до
температуры
цеха на стеллажах
или в камере
охлаждения.
4. Грунтование
на вальцовом
станке МЛН
1.03 или ВЩ-14 грунтами
НЦ-0192 или НЦ 1.9 с
расходом 45 -'55 г/м2
при одноразовом
нанесении или
20-30 г/м2
при двухразовом
нанесении
методом «мокрый
по мокрому»
(за каждое
нанесение).
5. Сушка в конвективной
или терморадиационной
сушильной
камере при
температуре
50 - 60 °С в течение
60 с.
6. Шлифование
шкуркой зернистостью
5 или 4 на станке
Шл2В.
7. Удаление
пыли на щеточном
станке МЩП-3.
8. Лакирование
пластин лаком
НЦ-243, НЦ-218 на
лакообливной
машине с расходом,
г/м2:
лаков НЦ-243, НЦ-349:
ясень,
синтетический
шпон
170-180
красное
дерево
160-170
лака НЦ-218:
ясень
180-190
красное
дерево
170-180
9. Сушка в конвективной
сушильной
камере при
температуре
18 - 40 °С в течение
45 -60 мин.
10.
Выдержка до
сборки изделий
4 — 6 ч.
Технологический
процесс отделки
деталей изделий
мебели мочевиноформальдегидным
лаком МЧ-52 в
электрическом
поле высокого
напряжения
по группе мочевинных
покрытий, подгруппы
А первой категории
1. Крашение водным
раствором
красителя
методом окунания,
распыления
или вручную
тампоном (крашение
может быть
совмещено с
грунтованием,
если применяется
окрашенный
грунт).
2. Сушка в конвективной
сушильной
камере при
температуре
45 - 50 °С не менее
10 мин, при температуре
80 - 85 °С - не менее
5 мин.
3. Грунтование
одним из грунтовочных
составов (ПМ-1,
ПВА, НК, БНК и
др.) методом
пневматического
распыления,
окунания или
вручную тампоном.
4. Сушка в конвективной
сушильной
камере при
температуре
45 - 50 °С грунтовки
НК 40 - 45 мин, грунтовки
БНК - 20 - 30 мин.
5. Шлифование
шкуркой зернистостью
5 или 4 вручную
или на барабанных
станках.
6. Нанесение
токопроводящего
состава (алкамон,
ОС-2) пневматическим
или механическим
распылением,
вручную тампоном
или методом
окунания.
7. Выдержка перед
лакированием
при температуре
18-23 °С не менее
15 мин.
8. Первое лакирование
раствором лака
МЧ-52 на электрической
установке с
чашечными или
дисковыми
распылителями.
9. Сушка в конвективной
сушильной
камере при
температуре
30 °С в течение
12 -15 мин, в
конвективно-терморадиационной-
10-12 мин.
10. Второе лакирование
раствором
лака МЧ-52 на
электростатической
установке.
10.
Сушка в конвективной
сушильной
камере: первая
стадия - при
температуре
30 °С 12-15 мин, вторая
стадия - при
температуре
60 °С 15-20 мин; в
конвективно-терморадиационной
сушильной
камере: первая
стадия -при
температуре
35 °С 12 - 15 мин, вторая
стадия - при
температуре
80 °С 10 - 15 мин.
12. Выдержка —
стабилизация
лаковой пленки
в условиях цеха
при температуре
18 -23 °С не менее
2 ч.
Технологический
процесс отделки
облицованных
деталей полиэфирным
парафинсодержащим
лаком ПЭ-246 по
группе полиэфирных
покрытий подгруппы
Б первой категории
Шероховатость
поверхности
деталей перед
отделкой 32-16 мкм.
1. Крашение пластин
красителем
одним из способов:
«сухим», «полусухим»,
с помощью вальцов,
вручную тампоном,
на линии крашения.
2. Сушка в конвективной
сушильной
камере при
температуре
65 - 75 °С не менее
1 мин; на стеллажах
- при температуре
18 — 23 °С не менее
3 ч.
3. Выдержка для
остывания до
температуры
цеха на стеллажах
или в камере
остывания.
4. Первое
лакирование
полиэфирным
лаком ПЭ-246
на лакообливных
машинах ЛМ140-1,
ЛМ-3, МН-Шидр.
5. Выдержка при
температуре
18 - 30 °С в течение
15-20 мин на стеллажах.
6. Второе
лакирование
полиэфирным
лаком ПЭ-246 на
лакообливной
машине, расход
лака за два
нанесения без
учета потерь
500 г/м2
по ореху и красному
дереву и 560 г/м2
по ясеню, дубу
и буку.
7. Отверждение
лаковой пленки
на пластин при
температуре
18 - 25 °С не менее
24 ч.
8. Шлифование
лакового покрытия
на пластине
шкуркой на
бумажной основе
зернистостью
5, 4, 3 на ленточных
шлифовальных
станках типа
ШлПС.
9. Полирование
пластин
полировочными
пастами № 291 или
брикетными
на барабанных
полировальных
станках.
10. Глянцевание
(удаление следов
пасты и масла)
восковым составом
№ 3 на станке
для глянцевания
или шайбами
на многобарабанных
полировальных
станках.
Для получения
матовой поверхности
после операции
8 проводится
лакирование
матовым лаком
НЦ-243 на лакообливной
машине и сушка
в конвективной
сушильной
камере или на
стеллажах.
2. Автоматизированные
линии отделки.
Компоновка
РТК для нанесения
лакокрасочных
материалов
На
мебельных
предприятиях
для отделочных
работ широко
применяются
конвейерные,
полуавтоматические
и автоматические
линии. Они включают
станки для
нанесения
материалов,
установки для
сушки и стабилизации
покрытий, механизмы
загрузки и
съема деталей,
транспортные
средства.
Для лакирования
плоских щитовых
деталей нитроцеллюлозными
лаками нашла
применение
линия, схема
которой показана
на рис. 10. Отделываемые
детали проходят
лаконаливную
машину, где
покрываются
лаком, и поступают
на приемочный
роликовый
конвейер. Отсюда
детали забираются
вручную и
укладываются
на подвесные
этажерки и
подаются в
сушильную
камеру.
После выхода
из нее они подаются
на роликовый
конвейер и
виброшлифовальный
станок для
промежуточного
шлифования.
Затем детали
снова подаются
в лаконаливную
машину для
повторного
лакирования,
и процесс
повторяется.
Линия проста,
на ней могут
отделываться
также детали
эмалями горячей
сушки.
На рис. 11 показана
схема автоматической
линии отделки
деталей различными
лаками. Грунтовочные
составы наносят
с помощью вальцовых
станков, промежуточное
шлифование
выполняют на
широколенточном
станке, лак
наносят лаконаливной
машиной. Сушку
ЛКМ осуществляют
конвективным
способом. Отделка
деталей меламиноалкидным
лаком МЛ-2111 достаточно
распространена
благодаря
хорошим декоративным
и защитным
свойствам этого
лака и возможности
организовать
процесс отделки
на автоматических
линиях с малым
расходом материалов.
Для получения
меламиновых
покрытий используются
полуавтоматические
линии. Одна из
них показана
на рис. 12. Грунтование
и лакирование
производится
с помощью вальцовых
станков, что
дает сокращение
расхода лака
в 2,5 - 3,0 раза по
сравнению с
нанесением
его методом
налива.
При
отделке деталей
криволинейной
или другой
сложной формы,
стульев, некоторых
брусковых
деталей используют
отделочные
конвейеры.
Лакокрасочный
материал наносится
распылением
в пульверизационных
кабинах проходного
или тупикового
типа. В качестве
транспортных
средств используют
подвесные или
напольные
цепные, ленточные
или другие
конвейеры.
Отделочные
конвейеры имеют
также сушильные
камеры и рабочие
места для шлифования
и разравнивания
покрытий. Однако
обеспечить
большую производительность
отделочные
конвейеры не
могут, так как
в них механизировано
лишь перемещение
отделываемых
изделий в сушильных
камерах, а
непосредственно
отделка выполняется
с применением
ручного труда.

Рис.10.
Схема
полуавтоматической
линии для лакирования
деталей мебели
нитролаками
и эмалями:
1 -
приемный
роликовый
конвейер; 2
- лаконаливная
машина; 3,
5 -роликовый
конвейер; 4
-виброшлифовальный
станок; 6
-туннельная
сушильная
камера

Рис. 11.
Автоматическая
линия отделки
щитовых деталей
нитроцеллю-лозными,
полиуретановыми
лаками и лаками
кислотного
отверждения:
1-разгрузочный
манипулятор;
1 - выравнивающий
конвейер; 3
- камера
охлаждения;
4
- конвективная
камера; 5
- угловая
камера; 6 - обеспыливающая
камера; 1 - лаконаливная
машина; 8
- вальцовый
наносящий
станок; 9 -роликовый
конвейер; 10-
станок
для снятия
пыли; 11
- шлифовальный
станок; 12
- камера
нагрева; 13
- загрузочный
конвейер; 14
- загрузочный
манипулятор
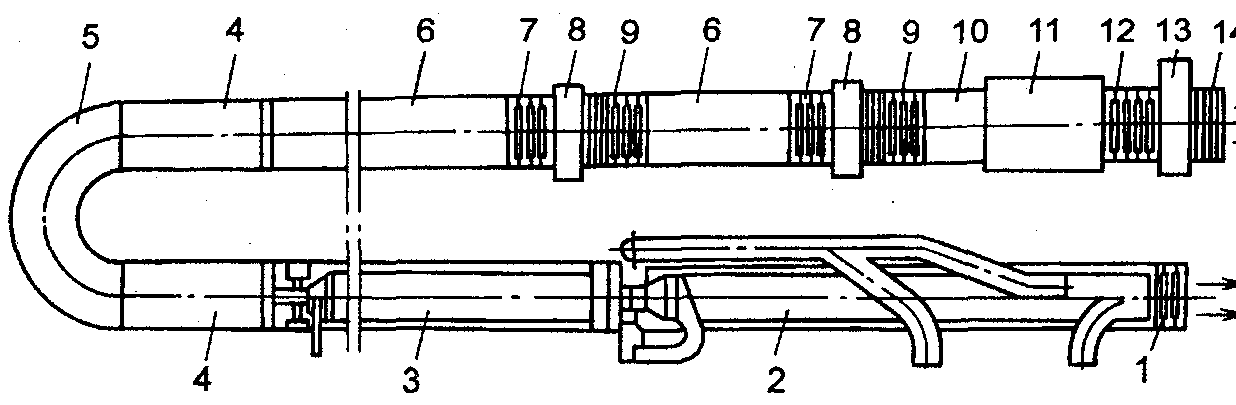
Рис. 12.
Схема
линии отделки
лаком МЛ-2111:
1 -
загрузочный
роликовый
конвейер; 2-6 -
конвективные
сушильные
камеры; 7, 9, 12
-роликовые
конвейеры; 8
- вальцовый
станок для
лакирования;
10
- виброшлифовальный
станок; 11-двенадцатиламповая
камера УФ-облучения;
13
- вальцовый
станок для
шпатлевания;
14
- разгрузочный
роликовый
конвейер
 Довольно
совершенной
является
отечественная
полуавтоматическая
линия ДВ507. Она
скомпонована
на базе унифицированного
оборудования:
камер предварительного
подогрева,
лаконаливочных
машин и камер
нормализации.
Структурно-технологическая
схема линии
(рис.13.) состоит
из трех участков:
грунтования,
шпатлевания
и окончательной
окраски.
Довольно
совершенной
является
отечественная
полуавтоматическая
линия ДВ507. Она
скомпонована
на базе унифицированного
оборудования:
камер предварительного
подогрева,
лаконаливочных
машин и камер
нормализации.
Структурно-технологическая
схема линии
(рис.13.) состоит
из трех участков:
грунтования,
шпатлевания
и окончательной
окраски.
Работа на
линии протекает
следующим
образом. Бруски
дверных коробок
или других
изделий в пакетах
поступают по
напольному
неприводному
роликовому
транспортеру
1 к консольному
приводному
рольгангу 2, на
который рабочий
перекладывает
их из пакета.
Рольганг доставляет
их до упора с
флажком бесконтактного
концевого
выключателя,
дающего команду
на включение
привода подачи
цепного транспортера
терморадиационной
камеры 3 подогрева
брусков. Транспортер
снимает подлежащий
окраске брусок
с консольного
рольганга и
смещает его
в поперечном
направлении
на один шаг в
сторону камеры.
При последующих
циклах транспортера
бруски поочередно
проходят всю
длину камеры
подогрева в
положении,
когда две смежные
грани расположены
под углом 45° к
горизонту.
После нагрева
бруски в таком
же положении
поступают на
У-образный
транспортер
лаконаливочной
машины 4, на
которой окрашиваются
две верхние
смежные грани.
Вышедшие из
машины бруски
перекладывают
в таком же положении
на цепной транспортер
камеры
Рис.13 .
Схема линии
ДВ 507 окраски
брусковых
деталей:
/ — роликовый
транспортер;
2—рольганг;
5, 7, 15, 18, 21 —
терморадиационная
камера подогрева
брусков; 4,
8, 16, 19—лаконаливная
машина; 5, 9,
20, 22 —
камера нормализации;
6 — консольный
рольганг; 10,
14—ленточный
транспортер;
11—стол;
12—поперечные
трехцепные
транспортеры
(участок шпатлевания);
13 —
участок шлифования;
23 —
напольный
неприводной
рольганг
нормализации
5, где интенсивно
отсасываются
летучие элементы.
Бруски имеют
двоякое перемещение:
в камерах
подогрева и
нормализации
поперечное,
в лаконаливочных
машинах и
транспортных
связях продольное.
Вышедшие из
камеры нормализации
бруски с двумя
окрашенными
гранями поступают
на консольный
рольганг 6 с
горизонтально
расположенными
роликами, который
перемещает
их в сторону
расположения
терморадиационной
камеры 7 предварительного
нагрева. Цепной
транспортер
камеры с помощью
таких же У-образных
захватов снимает
бруски с рольганга
и смещает их
в сторону камеры.
При этом происходит
подача их в
положении,
когда оказываются
сверху одна
из окрашенных
граней (в брусках
— противоположная
примыкающим
к стенам помещения)
и смежная с
нею, неокрашенная.
В таком положении
бруски проходят
весь участок
подогрева
камеры 7, лаконаливочную
машину 8 (где
окрашиваются
одна из граней
впервые, а другая
— повторно) и
камеру нормализации
9.
После выхода
брусков из
камеры нормализации
оказываются
загрунтованными
краской или
эмалью три
стороны (кроме
четвертой,
примыкающей
к стене). После
этого бруски
поступают на
ленточный
транспортер
10, перемещающий
их на участок
шпатлевания,
который представляет
собой пять
поперечных
трехцеп-ных
транспортеров
12. Расстояние
между цепями
выбрано таким
образом, чтобы
обеспечить
транспортировку
брусков всех
длин в поперечном
направлении,
причем длинные
лежат на трех,
а короткие на
двух цепях.
Поступившие
на этот участок
бруски вручную
снимают с
транспортера
10 и укладывают
на стол 11, где
их выборочно
шпатлюют.
Зашпатлеванные
бруски укладывают
на медленно
движущийся
трехцепной
транспортер,
который доставляет
их в виде сплошного
ковра на участок
шлифования
13. За время
движения деталей
от участка
шпатлевания
до участка
шлифования
шпатлевка
успевает высохнуть.
Здесь вручную
с помощью
виброшлифовальных
машинок зашпат-леванные
места шлифуют.
После этого
бруски укладывают
пакетами на
ленточный
транспортер
14, который
периодически
доставляет
их на третий
участок для
окончательной
окраски. На
этом участке
грани окрашиваются
в той же последовательности
и на том же
оборудовании,
что и на первом
участке (грунтования).
Бруски проходят:
при окраске
первых двух
граней камеру
нагрева 15,
лаконаливочную
машину 16, две
камеры нормализации
17; при окраске
третьей и одной
окрашенной
грани камеру
нагрева 18,
лаконаливочную
машину 19, камеру
нормализации
20, затем камеры
нагрева 21 и
нормализации
22. Окончательно
окрашенные
бруски укладывают
вручную на
напольный
неприводной
рольганг 23,
откуда с помощью
внутрицехового
транспортера
их доставляют
на участок
сборки коробок
и упаковки
погонажных
деталей.
Техническая
характеристика
линии ДВ507
Размеры окрашиваемых
деталей, мм:
(брусков) :
длина
.................................................................................................
670—2100
ширина
.................................................................................................
74 и 94
толщина
....................................................................................................
47
наличников:
длина
...................................................................................................
750—2100
ширина
.....................................................................................................
54
толщина
....................................................................................................13
раскладок:
длина
....................................................................................................700—2200
ширина
.....................................................................................................
21
толщина
...................................................................................................
13
Годовая производительность
(при среднем
блоке размером
1,67 м2 и двухсменной
работе), м2
......................................................
500000
Ритм работы
линии (проектный),
с .........................................................
3,6
Установленная
мощность, кВт:
на участке
окраски....................................................................................
35,4
» участке шпатлевания
..............................................................................
6,4
ТЭНов..........................................................................................................
315
Широкое
распространение
нашли линии
окраски изделий
в электрическом
поле . Они по
конструкции
и принципу
работы мало
отличаются
друг от друга.
Изготавливаются
предприятиями
применительно
к их специфике
и объемам
производства
и различаются
компоновкой,
обусловливаемой
планировкой
окрасочных
цехов, методом
нанесения
токопроводящих
грунтовок, а
также выполнением
операции шпатлевания
(в линии или
вне ее)..
Схема поточно-механизированной
линии приведена
на рис. 14. Принцип
ее работы заключается
в следующем.
Предварительно
зашпатлеванные
оконные блоки
в разобранном
виде подвешивают
на специальные
подвески,
закрепленные
в катках монорельса
конвейера,
связанных
бесконечной
цепью транспортера
1. Последний
доставляет
блоки в камеру
2 грунтования
их поверхности
токоп-роводящим
составом,
представляющим
собой раствор
алкомона (5 мае.
ч.) в уайт-спирите.
Грунтовка
наносится путем
облива (разбрызгивания)
поверхности
блоков из форсунок
коллекторов,
установленных
вдоль продольных
стенок камеры.
Избыток грунтовки
собирается
в отстойниках,
откуда вновь
насосом подается
в коллекторы
камеры грунтования.
Сушка блоков
после грунтования
токоп-роводящим
составом
осуществляется
в естественных
условиях — при
перемещении
изделий на
позицию 3, где
вручную зачищают
поверхность
(снимают ворс
и т. д.) и дополнительно
шпатлюют отдельные
участки. После
зачистки блоки
транспортером
доставляют
в камеру 4
электростатической
окраски, где
с помощью шести
чашечных
электромеханических
распылителей
ЭРД-1М (по три
с каждой стороны)
наносят лакокрасочный
материал на
поверхность
оконных блоков.
Каждый из трех
распылителей,
окрашивающих
одну из сторон
блока, установлен
да различной
высоте от уровня
пола, чем достигается
равномерная
окраска всей
поверхности
изделия.
Электростатическое
поле создается
за счет подвода
к распылителям
высокого напряжения
(до 120000 В) от
высоко-вольтновыпрямительной
установки
В-140-5-2.

Рис. 14.
Схема поточно-механизированной
линии окраски
оконных блоков
в электростатическом
поле высокого
напряжения:
/—транспортер;
2 —
камера грунтования
токопроводящим
составом; 3
— контрольный
стол; 4
— камера
окраски; 5—сушильная
камера; 6
— участок
загрузки-выгрузки
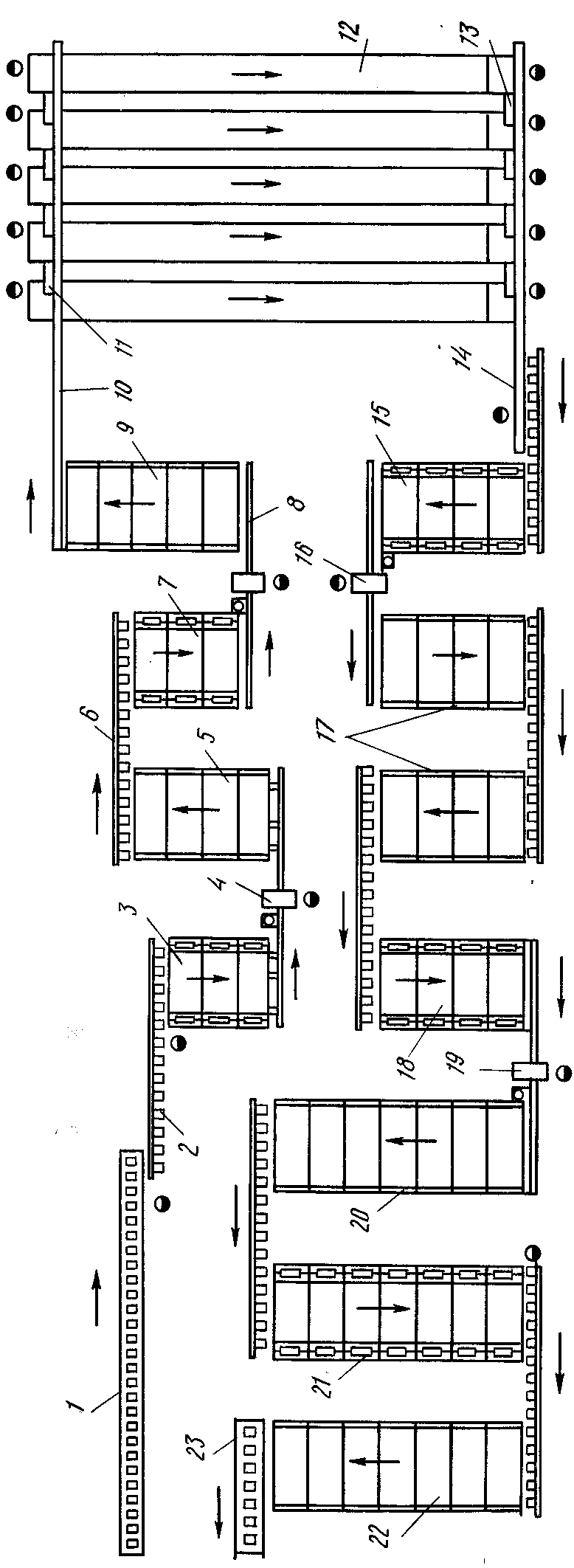
После
нанесения
первого покрытия
(грунтовочного)
оконные блоки
поступают в
многоканальную
конвекционную
сушильную
камеру 5, обогреваемую
циркулирующим
воздухом, имеющим
температуру
55—60° С. В камере
происходит
сушка окрашенных
поверхностей
за 30 мин. После
сушки первого
слоя покрытия
блоки поступают
во вторую камеру
4
электростатической
окраски, где
аналогичным
образом наносится
второе покрытие
отделочного
материала.
Затем окончательно
окрашенные
изделия перемещаются
во вторую
многоканальную
конвекционную
камеру, где
воздух 'нагрет
до 60—65° С, и сушатся
40 мин. После сушки
оконные блоки
поступают на
позицию 6.
Их
снимают с конвейера
и навешивают
новые блоки,
подлежащие
окраске.
На схеме 1
показана схема
линейной компоновки
однопоточной
роботизированной
технологической
линии с непосредственной
связью между
составляющими
линию ячейками.
В этом случае
отсутствует
межоперационная
транспортная
система, а
передача предметов
производства
от одной ячейки
к другой осуществляется
непосредственно
входящими в
них промышленными
роботами. Подобные
комплексы могут
иметь как
централизованное
управление,
так и систему
децентрализованного
управления,
состоящую
из связанных
друг с другом
устройств
управления
отдельных
промышленных
роботов. Бее
ячейки комплекса
работают синхронно
в едином ритме,
обеспечивая
заданную программой
последовательность
рабочих операций
и холостых
ходов. Такие
линии с прямой
жесткой связью
между ячейками
наиболее просты
и имеют наименьшую
стоимость.
Однако они
требуют строго
определенного
взаимного
расположения
основного
технологического
оборудования.
Схема
1. Компоновка
РТК для нанесения
лакокрасочных
материалов.
3. Исследование
строения привода
окрасочного
робота
В настоящее
время гидравлический
привод (гидропривод)
находит все
более широкое
применение
в лакопокрасочных
комплексах
благодаря ряду
преимуществ,
к которым относятся:
безопасная
работа в пожаро-
и взрывоопасных
средах; возможность
реверсирования
и частых переключений
скорости движения;
возможность
дистанционного
управления
работой машины,
регулирование
и автоматизация
рабочего процесса
с помощью
относительно
простых средств;
малый момент
инерции элементов
механизма,
которые вращаются
с большими
ускорениями;
устойчивая
работа при
любых скоростных
режимах; высокая
износоустойчивость
элементов
привода.
3.1. Общие сведения
Гидропривод
- это совокупность
устройств,
предназначенных
для передачи
движения и
энергии от
приводного
двигателя к
выходному
звену исполнительного
механизма
машины с помощью
рабочей жидкости.
Часть гидропривода,
заключенную
между приводным
двигателем
и исполнительным
механизмом,
называют
гидравлической
передачей.
Гидропривод
включает в
себя:
- источник
жидкости необходимого
давления;
- рабочую жидкость;
- аппаратуру
управления
потоками жидкости;
- соединительные
гидролинии;
- исполнительный
механизм.
По характеру
движения выходного
звена исполнительного
механизма
различаются
гидроприводы
поступательного
и вращательного
движения. В
первом случае
исполнительный
механизм -
гидродвигатель
поступательного
движения
(гидроцилиндр),
во втором
-гидродвигатель
вращательного
движения
(гидромотор).
Иногда в особую
группу выделяют
гидроприводы
поворотного
движения, в
которых выходное
звено совершает
возвратно-вращательное
движение с
углом поворота
меньше 360°.
Гидропривод
широко используется
в современных
машинах, благодаря
следующим
достоинствам:
1) возможность
обеспечения
весьма больших
усилий на выходном
звене исполнительного
механизма;
2) компактность
и небольшая
масса по сравнению
с механическими
приводами;
3) возможность
передачи движения
и энергии при
значительном
расстоянии
между входным
(насос) и выходным
(исполнительный
механизм) элементами
привода с высоким
коэффициентом
полезного
действия
4) возможность
бесступенчатого
или дискретного
регулирования
скорости движения
выходного звена
в широких пределах;
5) простота контроля
нагрузки и
надежная защищенность
от перегрузок;
6) простота
автоматического
управления
в функции давления
жидкости или
пути выходного
звена;
7) малая инерционность
привода, благодаря
чему разгон
и торможение
выходного звена
происходят
за короткое
время.
3.2 Требования
к рабочей
жидкосткости
гидроприводов
Рабочая жидкость
должна удовлетворять
следующим
требованиям:
1) безопасность
(нетоксичность,
пожарная
безопасность);
2) совместимость
с материалами,
из которых
изготовлены
детали, контактирующие
с жидкостью;
3) смазывающая
способность
- жидкость должна
образовывать
устойчивые
пленки на
поверхностях
пар трения;
4) вязкость жидкости
не должна сильно
уменьшаться
при повышении
температуры;
5) жидкость должна
обладать антипенными
свойствами,
то есть не
образовывать
пены при перемешивании,
которое всегда
происходит
во время движения
жидкости в баке
при работе
насоса;
6) стабильность
свойств — способность
сохранять
свойства на
уровне, близком
к исходному,
в течение длительного
срока эксплуатации;
7) невысокая
стоимость.
3.3 Насосы
Гидравлический
насос - это
устройство
для преобразования
механической
энергии, поступающей
от двигателя
в потенциальную
и кинетическую
энергию жидкости.
Количество
жидкости,
перекачиваемое
в единицу времени,
называется
подачей насоса.
По принципу
действия различают
две основные
разновидности
насосов: 1) объемные;
2) центробежные
и вихревые.
Объемные насосы
характеризуются
постоянством
теоретической
подачи QT
(м3/с). Объем
жидкости,
подаваемый
таким насосом
за один цикл,
определяется
(если не учитывать
ее сжимаемость
и утечки) только
геометрическими
параметрами
насоса, например,
площадью поршня
и его ходом, и
не зависит
от давления
жидкости в
линии нагнетания.
Поэтому теоретическую
подачу называют
также геометрической.
Действительная
подача Q
объемного
насоса несколько
ниже теоретической,
однако в большинстве
случаев не
более чем на
10 ... 15 %, т.е. объемный
насос обладает
жесткой характеристикой.
В центробежном
насосе жидкость
перемещается
под действием
центробежных
сил, действующих
на частицы
жидкости при
их движении
по криволинейной
траектории.
Движению жидкости
через межлопаточные
каналы центробежного
насоса препятствуют
силы сопротивления,
наибольшая
из которых -
сила давления
жидкости на
выходе насоса.
Поэтому скорость
течения жидкости,
а, следовательно,
и подача центробежного
насоса (как
теоретическая,
так и
действительная)
при постоянной
скорости вращения
рабочего колеса
насоса существенно
снижается с
ростом давления
жидкости вплоть
до полного
прекращения
подачи. Это
относится и
к вихревым
насосам.
Из-за очень
мягкой характеристики
центробежные
насосы целесообразно
использовать
в гидросистемах,
где давление
жидкости изменяется
в узких пределах,
например, в
системах перекачки
жидкости из
бака, расположенного
на уровне пола,
в бак, установленный
в верхней части
пресса, а также
в установках
для приготовления
во-домасляных
эмульсий.
3.3.1 Классификация
объемных насосов
ОБЪЕМНЫЕ
НАСОСЫ
- ПОРШНЕВЫЕ
-- КРИВОШИПНЫЕ
ПЛУНЖЕРНЫЕ
-- ЭКСЦЕНТРИКОВЫЕ
-- АКСИАЛЬНЫЕ
-РОТОРНЫЕ
--РОТОРНО-ПОСТУПАТЕЛЬНЫЕ
---РАДИАЛЬНЫЕ
---АКСИАЛЬНЫЕ
--РОТОРНО-ВРАЩАТЕЛЬНЫЕ
---ШИБЕРНЫЕ
---ШЕСТЕРЁННЫЕ
---ВИНТОВЫЕ
В поршневых
насосах рабочая
камера-полость
цилиндра неподвижна,
а поршень (плунжер)
совершает
возвратно-поступательное
движение.
Роторные
насосы делятся
на роторно-поступательные
и ротор-но-вращательные.
В цилиндрической
рабочей камере
роторно-поступательного
насоса расположен
поршень, совершающий
при вращении
вала насоса
два движения
- переносное
(вращение вместе
с камерой) и
относительное
(возвратно-поступательное
движение внутри
камеры). В
роторно-вращательных
насосах рабочая
камера ограничена
поверхностями
статора и ротора.
Периодическое
изменение
объема камеры
при вращении
вала насоса
обусловлено
геометрией
поверхностей
статора и ротора.
По способу
распределения
жидкости, или,
что то же, по
способу соединения
рабочей камеры
с линиями всасывания
и нагнетания,
различают
клапанные и
бесклапанные
насосы. В последних
распределение
жидкости реализуется
благодаря тому,
что при вращении
ротора рабочая
камера перемещается
из зоны всасывания
в зону нагнетания.
Роторные
насосы обратимы
- они могут работать
как в режиме
гидронасоса,
так и в режиме
гидродвигателя
вращательного
движения
(гидромотора),
преобразующего
энергию
жидкости в
механическую
работу, совершаемую
вращающимся
валом . В мебельном
производстве
именно роторные
насосы в приводах
механизмов
применяются
в подавляющем
большинстве
случаев и поэтому
в данной работе
рассматриваются
именно этот
класс агрегатов.
3.3.2 Роторно-поступательные
насосы.
3.3.2.1 Аксиально-поршневые
насосы
Схема
роторно-поступательного
аксиально-поршневого
регулируемого
бесклапанного
насоса приведена
на рис. 15. В корпусе
насоса 1 установлен
наклонный диск
2. Угол наклона
диска 2 к валу
3 может изменяться
в определенных
пределах, однако
при работе
насоса диск
остается неподвижным.
На валу 3 жестко
закреплен ротор
4, в отверстиях
которого расположены
поршни 5. Под
действием
пружины 6 ползушки
7, шарнирно
соединенные
с поршнями 5,
находятся
в постоянном
контакте с
рабочей плоскостью
диска 2. При вращении
ротора 4 поршни
5 совершают
переносное
движение, вращаясь
вокруг оси вала
3 вместе с ротором,
а также движутся
возвратно-поступательно
относительно
ротора.
 В корпусе 1
неподвижно
закреплен
распределительный
диск 8 с двумя
дуговыми пазами
(рис. 16), один из
которых соединен
с линией всасывания,
а другой - с линией
нагнетания.
При вращении
вала 3 по часовой
стрелке (если
смотреть со
стороны, где
вал выступает
из корпуса) с
линией всасывания
соединен паз
А, а с линией
нагнетания
- паз Б. При движении
поршня по дуге
a-в-с поршневой
объем увеличивается,
происходит
всасывание
жидкости. При
движении поршня
по дуге c-d-a
жидкость
вытесняется
в линию нагнетания
В корпусе 1
неподвижно
закреплен
распределительный
диск 8 с двумя
дуговыми пазами
(рис. 16), один из
которых соединен
с линией всасывания,
а другой - с линией
нагнетания.
При вращении
вала 3 по часовой
стрелке (если
смотреть со
стороны, где
вал выступает
из корпуса) с
линией всасывания
соединен паз
А, а с линией
нагнетания
- паз Б. При движении
поршня по дуге
a-в-с поршневой
объем увеличивается,
происходит
всасывание
жидкости. При
движении поршня
по дуге c-d-a
жидкость
вытесняется
в линию нагнетания
Рис.
15. Схема аксиально-поршневого
регулируемого
насоса
.

Рис. 16.
Распределительный
диск (вид
регулируемого
насоса
со
стороны ротора)
Подачу можно
бесступенчато
регулировать
путем изменения
угла у вручную
или с помощью
гидравлического
механизма,
питаемого
жидкостью от
вспомогательного
шестеренного
насоса (на рис.
10 не показано).
Серийные насосы
этого типа
рассчитаны
на работу при
давлении 20 МПа.
Их подача находится
в пределах от
4,2-10 до 6,7-10" м/с, объемный
КПД г\0 =
0,93 ... 0,95. Частота
вращения вала
1500 мин"1.
3.3.2.2 Радиально-поршневые
насосы
Схема радиально-поршневого
насоса показана
на рис. 12. В корпусе
насоса 1 неподвижно
закреплена
ось 2, на которой
установлен
вращающийся
вокруг нее
ротор 3. В радиальных
отверстиях,
выполненных
в роторе, расположены
поршни 4. Статор
5 установлен
в корпусе 1 таким
образом, что
центр его внутренней
(рабочей) поверхности
не совпадает
с центром оси
2. В оси 2 выполнены
четыре осевых
отверстия, два
из которых
соединены с
линией всасывания,
а два других
- с линией нагнетания.
В случае вращения
ротора по
часовой стрелке,
как показано
на рис. 17, с линией
всасывания
соединены
отверстия,
расположенные
ниже горизонтального
диаметра, а
с линией нагнетания
- расположенные
выше него.
Эксцентриситет
статора е может
бесступенчато
изменяться
от максимальной
величины до
нуля с помощью
регулировочного
устройства.
В реверсивных
насосах центр
статора может
располагаться
по разные стороны
от центра вращения
ротора, благодаря
чему может
изменяться
направление
потока жидкости
(линии всасывания
и нагнетания
меняются ролями).
На рис. 18 показана
конструкция
насоса в продольном
разрезе.

Рис. 17.
Схема радиально-поршневого
насоса
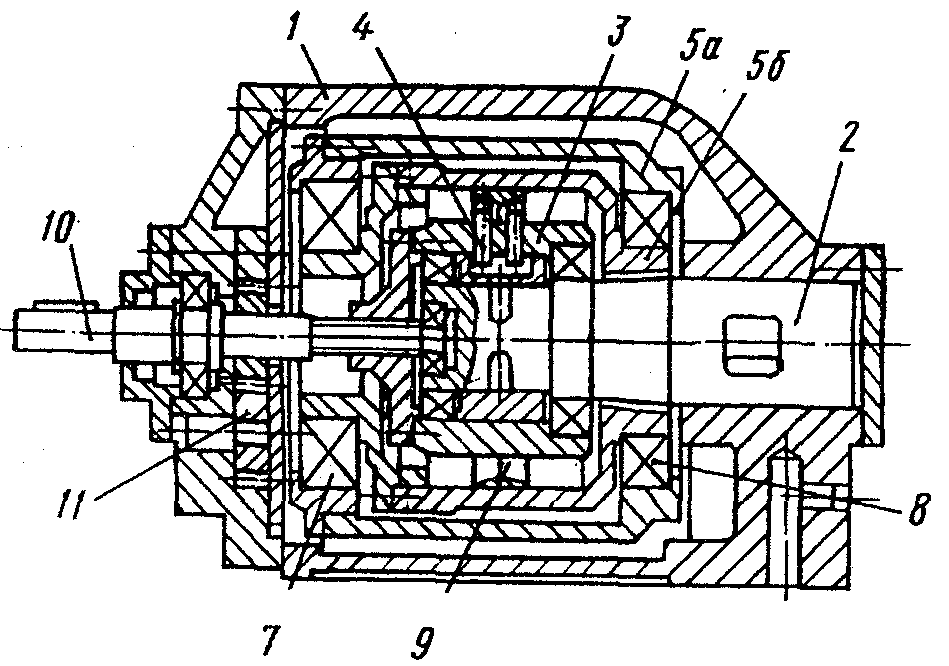
Рис. 18.
Продольный
разрез радияльно-поршневого
насоса
Как видно
из рис. 13, статор
состоит из двух
частей - наружной
5а и внутренней
- 56, которые
связаны через
подшипники
качения 7 и 8. Во
внутреннюю
часть статора
запрессовано
кольцо 9, с
коническими
поверхностями
которого контактируют
сферические
поверхности
поршней. Приводной
вал 10 связан
с ротором 3
жесткой соединительной
муфтой. На валу
10 установлена
ведущая шестерня
11 встроенного
шестеренного
насоса, который
используется
в системе управления
радиально-поршневым
насосом. Выпускаются
ради-ально-поршневые
насосы и без
встроенного
шестеренного
насоса.
При вращении
ротора 3 поршни
4 совершают
два движения:
переносное
- вместе с ротором
и относительное
- возвратно-поступательное.
Когда подпоршневая
полость сообщена
с линией всасывания,
поршень перемещается
от центра ротора
под действием
центробежной
силы до упора
в кольцо 9 статора.
Всасывание
происходит
пока поршень
находится ниже
горизонтального
диаметра ( рис.
17). При перемещении
поршня в зоне,
расположенной
выше горизонтального
диаметра,
подпоршневой
объем уменьшается,
так как в относительном
движении поршень
приближается
к центру ротора,
и жидкость
из-под поршня
вытесняется
в линию нагнетания.
Механизм
радиально-поршневого
насоса кинематически
эквивалентен
кривошипно-ползунному
механизму с
длиной кривошипа
равной е и
длиной шатуна,
равной расстоянию
от центра ротора
до точки контакта
поршня со статором.
Ход поршня 4
относительно
ротора 3 составляет
2е.
Помимо упомянутых
выше переносного
и относительного
движений,
поршень 4 совершает
вращательное
движение вокруг
своей оси под
действием
момента силы
трения при
контакте сферической
головки поршня
с конической
поверхностью
кольца 9. Вращение
поршня способствует
более равномерному
его износу. Под
действием
указанной силы
трения внутренняя
часть
статора 56
(рис.
18) вращается
вокруг центра
статора, что
не влияет на
движение поршня,
но существенно
снижает износ
в контакте
поршня со статором.
Регулирование
подачи реализуется
путем изменения
эксцентриситета
е при перемещении
статора относительно
ротора.
Радиально-поршневые
насосы рассчитаны
на давление
р = 20 МПа, их подача
составляет
от 1,67-10"3 до 6,67-10"3
м3/с (100 ... 400 дм3/мин)
при частоте
вращения п =
1000 мин"1. Объемный
КПД г)0 = 0,85 ... 0,87, полный
КПД ti = 0,77 ... 0,82.
Высота всасывания
Д,с = 0,5 м. Подача
встроенного
шестеренного
насоса составляет
0,20 ... 0,35 от подачи
основного
насоса; давление,
развиваемое
шестеренным
насосом, достигает
1,6 МПа.
По способу
регулирования
подачи различаются
насосы: с ручным
управлением,
с электрогидравлическим
управлением,
со следящей
системой управления
и с автоматическим
управлением
в функции давления.
В насосе с
ручным управлением
перемещение
статора выполняется
при помощи пары
винт-гайка
(рис. 17).
Схема насоса
с электрогидравлическим
управлением
показана на
рис. 19. Эта система
обеспечивает
работу насоса
в трех режимах:
холостой ход,
высокая подача,
низкая подача.
Применительно
к гидроприводу
пресса в первом
режиме насос
работает в
период паузы
в работе пресса,
когда ползун
пресса неподвижен.
В это время
удаляется
из рабочей зоны
пресса отштампованное
изделие и туда
помещается
очередная
заготовка.
Второй режим
насоса - используют
во время хода
приближения
ползуна с
инструментом
к заготовке,
а также при
обратном ходе
ползуна. Эти
движения ползуна
должны происходить
с большой скоростью,
поэтому требуется
высокая подача
насоса. Третий
режим используют
во время рабочего
хода ползуна.
Система содержит
встроенный
вспомогательный
шестеренный
насос 1, напорный
клапан 2, трехпозиционный
золотник 3 и
двухпо-зиционный
золотник 4, к
которому от
основного
насоса подведены
отвод 5 от линии
всасывания
и отвод 6 от
линии нагнетания.
Полость А
постоянно
соединена с
линией нагнетания
шестеренного
насоса. Давление
в линии нагнетания
ограничивается
напорным клапаном
2. Поступлением
жидкости в
полости Б и
В управляет
золотник 3.

Рис. 19. Схема
радиально-поршневого
насоса с
электрогидравлическим
управлением
В режиме
холостого хода
электромагниты
Э1 и Э2 обесточены
и золотник 3
находится в
нейтральным
положении,
полость Б
находится
под давлением,
а полость В
соединена
со сливной
линией (т.е. с
баком). Под действием
давления жидкости
в полости Б
и усилия пружины
поршень 7 занимает
крайнее правое
положение.
Статор при этом
оказывается
в нейтральном
положении либо
близком к нему
(е = 0). Золотник
4 под давлением
жидкости в
правой торцевой
полости перемещен
в крайнее левое
положение,
благодаря чему
линия нагнетания
основного
насоса соединена
с линией всасывания.
Поэтому подача
жидкости в
линию нагнетания
равна нулю даже
в том случае,
когда центры
статора и ротора
не совпадают.
Для перехода
из первого
режима во второй
включают
электромагнит
Э1. Золотник
3 занимает
крайнее левое
положение и
соединяет
полости Б и
В, а также обе
торцевые полости
золотника 4
со сливом. Под
действием
пружины золотник
4 занимает
крайнее правое
положение, и
линии 5 и 6 разъединяются.
Статор под
действием
давления жидкости
в полости А
перемещается
влево на величину
/г'. Эксцентриситет
е в этом положении
будет наибольшим.
Для перехода
из второго
режима в третий
включается
электромагнит
Э2. Команда на
включение Э2
подается,
например, путевым
электрическим
переключателем,
установленным
на прессе и
срабатывающим
от кулачка,
закрепленного
на ползуне.
Золотник 3
устанавливается
в крайнее правое
положение,
полости Б и
В соединяются
с нагнетательной
линией насоса
1. Статор основного
насоса под
давлением
жидкости в
полости В
перемещается
на величину
h" в крайнее
правое положение
до упора в
регулировочный
винт 8, установленный
в крышке полости
А*. Величина
эксцентриситета
во втором режиме
регулируется
с помощью гайки
9, а в третьем
режиме -винта
8.
На рис. 20 показана
схема радиально-поршневого
насоса со следящей
системой управления.
Система содержит
встроенный
шестеренный
насос 7, предохранительный
клапан 2 и золотник
управления
4, корпус 3 которого
жестко связан
со статором
основного
насоса. Полость
А постоянно
соединена с
нагнетательной
линией шестеренного
насоса.
В положении,
показанном
на рис. 20, полость
Б заперта,
статор зафиксирован
в корпусе насоса
с определенным
эксцентриситетом

Рис. 20. Схема
радиально-поршневого
насоса со следящей
системой управления
Так как при
переходе из
второго режима
в третий поток
жидкости
реверсируется,
в системе управления
прессом необходимо
предусмотреть
во относительно
ротора. Для
уменьшения
подачи насоса
золотник 4 вручную
перемещают
вправо на расстояние,
равное необходимому
изменению
эксцентриситета
е. Полость Б
соединяется
с нагнетательной
линией шестеренного
насоса 1, и так
как площадь
сечения полости
Б больше, чем
полости А, статор
перемещается
вправо. Корпус
золотника 3
перемещается
вместе со статором,
а золотник 4
остается
неподвижным,
так как положение
рукоятки 5 фиксирует
его относительно
корпуса насоса.
Перемещение
статора будет
продолжаться
до тех пор, пока
не восстановится
первоначальное
относительное
положение
корпуса 3 и
золотника 4.
Таким образом
перемещение
статора будет
равно перемещению
золотника -
статор "следит"
за положением
золотника
относительно
корпуса, отсюда
название "следящая
система".
Для увеличения
подачи золотник
перемещают
влево, соединяя
полость Б со
сливом, после
чего статор
под действием
давления жидкости
в полости А,
движется влево
до тех пор, пока
не будет перекрыт
выход жидкости
из полости Б.
Перемещение
статора и в
этом случае
равно перемещению
золотника*.
Следящая система
управления
насосом характеризуется
высокой чувствительностью
и малым усилием,
необходимым
для перемещения
управляемого
золотника.
Схема
радиально-поршневого
насоса с автоматическим
управлением
в функции давления
показана на
рис. 21. Полость
А постоянно
соединена с
линией нагнетания.
По мере роста
давления в
линии нагнетания
увеличивается
усилие РА,
действующее
на пружину 1.
Пока оно меньше
усилия затяжки
пружины Р0
статор неподвижен,
и подача насоса
остается постоянной.
При РА >
Ро статор по
мере увеличения
давления в
линии нагнетания
перемещается
вправо, сжимая
пружину зможность
соответствующего
переключения.

Рис. 21. Схема
радиально-поршневого
насоса
с автоматическим
управлением
в функции давления
3.3.4 Роторно-вращательные
насосы
В отличие
от роторно-поступательных
насосов, в которых
перемещение
жидкости из
линии всасывания
в линию нагнетания
происходит
благодаря
поступательному
движению поршня
относительно
ротора, в насосах
роторно-вращательного
типа жидкость
переходит
из зоны всасывания
в зону нагнетания,
двигаясь вместе
с ротором.
Роторно-вращательные
насосы, как и
роторно-поступательные,
бесклапанные.
3.3.4.1Шиберные
насосы
Схемы шиберных
насосов показаны
на рис. 22. Насос
содержит ротор
1, установленный
на валу 2. В пазах
ротора размещены
шиберы 3, охватываемые
статором 4. В
корпусе установлен
распределительный
диск 5, на который
опирается торец
ротора. В насосе
простого действия
(рис. 22, а) рабочая
поверхность
статора - цилиндрическая,
ось ее смещена
относительно
оси вращения
ротора на величину
е - эксцентриситет
насоса. Паз А
диска 5 соединен
с линией всасывания,
а паз Б - с линией
нагнетания.
Полости В также
соединены
с линией нагнетания
с тем, чтобы
обеспечить
постоянный
контакт кромки
шибера с поверхностью
статора.
В насосах
с регулируемой
подачей величина
эксцентриситета
е может бесступенчато
изменяться
от нуля до
максимального
значения.
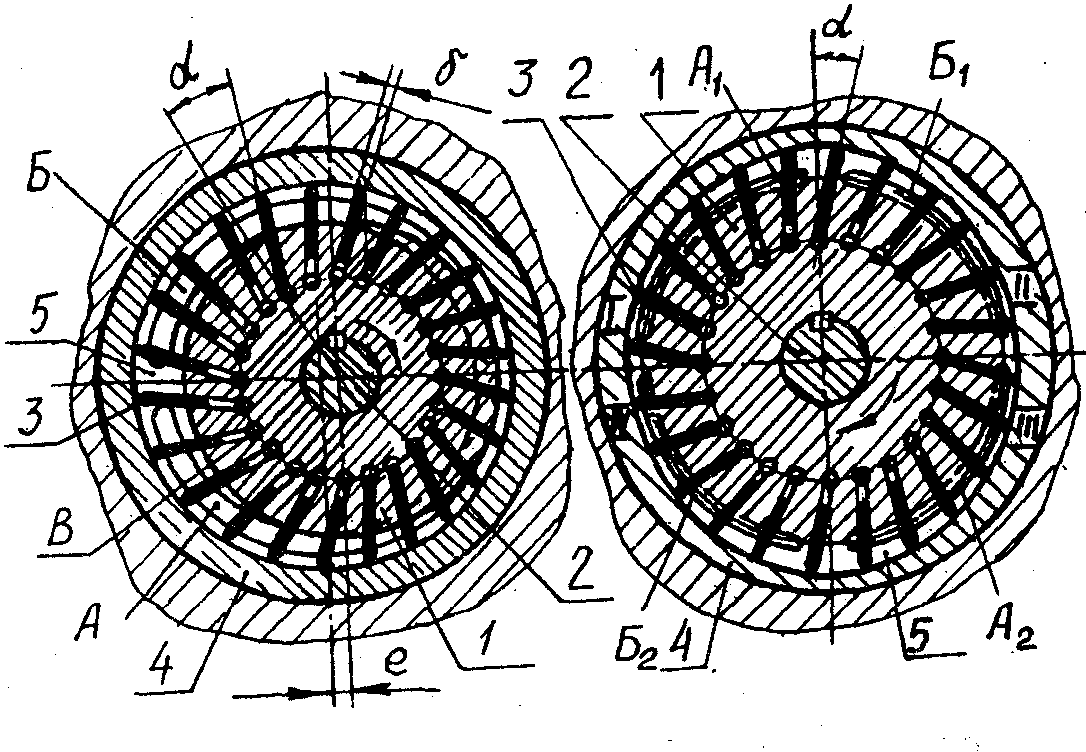
а)
б)
Рис. 22. Схемы
шиберных насосов:
а - простого
действия, б -
двойного действия
При вращении
ротора шиберы
перемещаются
в пазах ротора,
удаляясь от
его центра в
зоне всасывания
(ниже горизонтального
диаметра) и
приближаясь
к нему в зоне
нагнетания
(выше горизонтального
диаметра). В
первом случае
объем, заключенный
между двумя
соседними
шиберами,
увеличивается
и заполняется
жидкостью,
поступающей
из линии всасывания
через паз А
распределительного
диска. Во втором
случае указанный
объем уменьшается,
и жидкость
оттуда вытесняется
через паз Б
в линию нагнетания.
В настоящее
время более
распространены
шиберные насосы
двойного действия
(рис. 22, б). Их
достоинства
по сравнению
с насосами
простого действия
следующие: при
одинаковых
размерах насосов
простого и
двойного действия
последний имеет
вдвое большую
подачу; вал
насоса двойного
действия разгружен
от поперечных
сил и, следовательно,
от изгибающих
моментов. Недостаток
таких насосов
- нерегулируемая
подача.
Роторы обоих
насосов по
конструкции
совершенно
одинаковы.
Статор и ротор
насоса двойного
действия соосны.
Рабочая поверхность
статора - поверхность
прямого некруглого
цилиндра, содержащая
четыре участка
- I, II,
III, IV
(рис. 22, б). При
вращении ротора
шиберы, перемещающиеся
на участках
/ и ///, удаляются
от центра вращения
ротора, а на
участках Пи
IV- приближаются
к нему. Пазы
А\ и Аг
соединены с
линией всасывания,
а пазы Б\ и Б2
- с линией нагнетания.
Таким образом,
за один оборот
ротора все
шиберы дважды
проходят через
линию всасывания
и дважды - через
линию нагнетания,
благодаря этому
подача насоса
двойного действия
при прочих
равных условиях
в два раза больше
подачи насоса
простого действия.
Шиберы обоих
насосов наклонены
в сторону вращения
на некоторый
угол а по отношению
к радиусу. Это
необходимо
для того, чтобы
разгрузить
шиберы от изгибающего
момента, создаваемого
реактивной
силой, нормальной
к поверхности
статора, и силой
трения в контакте
шибер-статор.
Угол а выбирается
так, чтобы
равнодействующая
указанных сил
была направлена
вдоль оси шибера.
Поэтому вал
шиберного
насоса должен
вращаться
только в разрешенном
направлении,
указанном в
паспорте насоса
и обозначенном
стрелкой на
его корпусе.
Вращение в
неразрешенном
направлении
приводит, как
правило, к поломке
шиберов и задирам
поверхности
статора.
3.3.4.2 Шестеренные
насосы
Схема шестеренного
насоса показана
на рис. 23. В корпусе
насоса 1 установлены
шестерни 2 и 3.
В большинстве
конструкций
шестеренных
насосов обе
шестерни имеют
одинаковое
число зубьев.
Зазоры между
поверхностями
выступов шестерен
и охватывающими
их поверхностями
корпуса составляют
сотые доли
миллиметра,
благодаря
чему утечки
жидкости через
указанные
зазоры малы.
Жидкость из
зоны всасывания
(где зубья выходят
из зацепления)
в зону нагнетания
переносится
полостями,
расположенными
между соседними
зубьями. Шестеренный
насос является
реверсивным
- при изменении
направления
вращения шестерен
направление
движения жидкости
меняется на
обратное.
 При вращении
шестерен некоторая
часть жидкости,
находящейся
в зоне нагнетания,
периодически
запирается
в объеме А, откуда
частично попадает
в зону всасывания.
Эта "обратная
подача" снижает
объемный КПД
насоса. Кроме
того, в защемленном
объеме может
создаться
высокое давление,
что нежелательно.
Для разгрузки
защемленного
объема от повышенного
давления он
сообщается
с зоной нагнетания
торцовой канавкой
Б.
При вращении
шестерен некоторая
часть жидкости,
находящейся
в зоне нагнетания,
периодически
запирается
в объеме А, откуда
частично попадает
в зону всасывания.
Эта "обратная
подача" снижает
объемный КПД
насоса. Кроме
того, в защемленном
объеме может
создаться
высокое давление,
что нежелательно.
Для разгрузки
защемленного
объема от повышенного
давления он
сообщается
с зоной нагнетания
торцовой канавкой
Б.
:
Рис. 23.
Схема шестеренного
насоса
3.3.4.3 Винтовые
насосы
Принцип
действия винтового
насоса поясняется
схемой, показанной
на рис. 19. В корпусе
насоса установлен
с возможностью
вращения, но
без возможности
поступательного
перемещения,
винт 1 (обычно
с двухзаходной
левой резьбой).
В том же корпусе
смонтированы
пластины-рейки
2 и 3, зубья которых
входят во впадины
между витками
резьбы винта
1. При вращении
винта 1 против
часовой стрелки
рейки 2 и 3 будут
перемещаться
в направлении,
указанном
стрелками.
Жидкость, находящаяся
в межвитковых
объемах винта,
попадая на
поверхности
реек 2, 3, перемещается
вместе с рейками
в направлении,
параллельном
оси винта 1.
Конечно, конструктивная
реализация
устройства,
показанного
на рис. 24, невозможна,
так как для его
длительной
работы необходимы
рейки 2, 3 бесконечно
большой длины.
Поэтому в реальной
конструкции
вместо реек
устанавливаются
винты, направление
винтовой нарезки
с циклоидальным
профилем которых
противоположно
направлению
нарезки винта
1. Витки нарезки
этих винтов
(их называют
замыкающими)
входят во впадины
между витками
резьбы рабочего
винта.
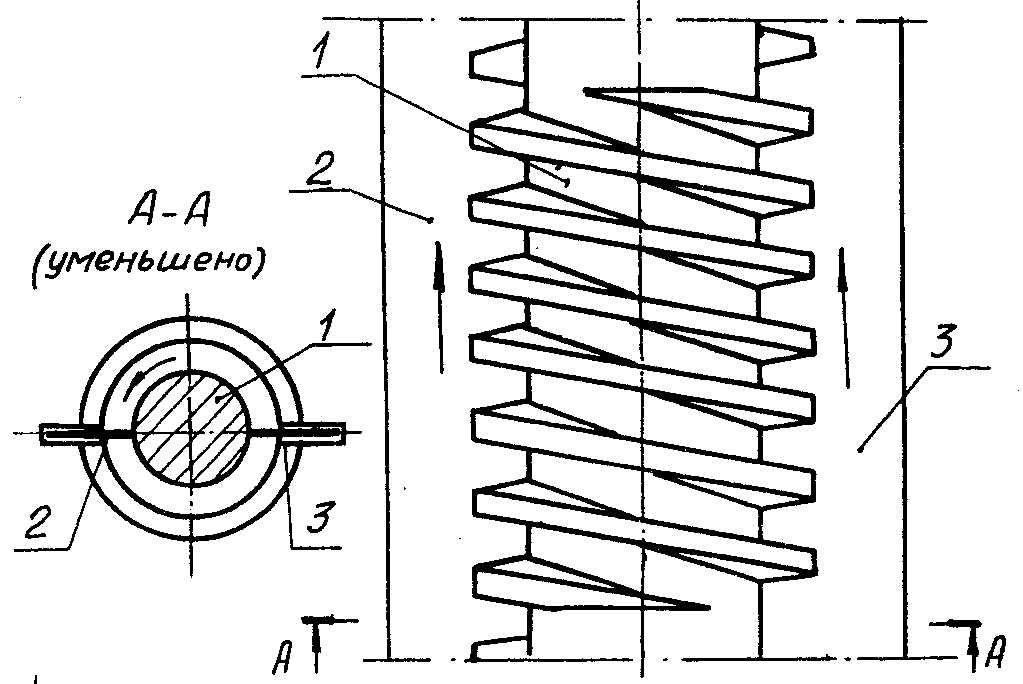
Рис. 24. Схема,
поясняющая
принцип действия
винтового
насоса
Винтовые
насосы обеспечивают
абсолютно
равномерную
подачу жидкости.
Они могут работать
при давлении
до 16 МПа, объемный
КПД г|0 = 0,70 ... 0,95. Насосы
характеризуются
высокой надежностью
и долговечностью,
но по сравнению
с другими типами
роторных насосов
имеют при прочих
равных условиях
существенно
большие размеры
и массу, поэтому
они в настоящее
время практически
не применяются
в гидроприводах
робототехнических
комплексов.
3.4 Исполнительные
механизмы
Исполнительные
механизмы
гидравлических
приводов - это
гидроцилиндры,
иначе называемые
гидродвигателями
поступательного
движения.
В гидравлических
приводах применяются
гидроцилиндры
трех типов:
плунжерные,
поршневые и
дифференциальные
(рис. 25).

Рис. 25.
Типы гидроцилиндров,
применяемых
в гидравлических
приводах:
а - плунжерный;
б - поршневой;
в -
дифференциальный;
/ - цилиндр;
2 - плунжер;
3 - поршень;
4 - шток;
5 - уплотнительное
устройство;
А - поршневая
полость; Б
- штоковая
полость
Плунжерные
гидроцилиндры
(рис. 25, а) являются
силовыми устройствами
одностороннего
действия: они
передают силу
давления
жидкости только
в одном направлении.
Поэтому для
обеспечения
прямого и обратного
ходов ползуна
на прессе необходимо
иметь по крайней
мере три плунжерных
цилиндра - один
рабочий и два
возвратных
(обычно с меньшим
усилием). Усилия
рабочего и
возвратных
цилиндров
противоположно
направлены.
Гидроцилиндр
поршневого
типа (рис. 25, б)
- силовое устройство
двухстороннего
действия, поэтому
прямой и обратный
ход ползуна
можно реализовать
с помощью одного
такого гидроцилиндра.
Диффренциальные
гидроцилиндры,
в отличие от
"толкающих"
плунжерных
- "тянущего"
вида, их используют
при необходимости
выигрыша в
скорости за
счет уменьшения
развиваемого
усилия. Они
позволяют
получить большую
скорость ползуна
пресса при
малой подаче
насоса.
Выбор типа
гидроцилиндра
определяется
видом рабочей
жидкости. Работа
на водомасляной
эмульсии
сопровождается
корродированием
поверхностей
и повышенным
(по сравнению
с работой на
масле) трением.
В этих условиях
сопряжение
поршень-цилиндр
неработоспособно
по причине
заедания и
быстрого износа.
Поэтому при
работе на
водомасляной
эмульсии можно
использовать
только плунжерные
и дифференциальные
цилиндры. При
работе на
минеральном
масле можно
использовать
цилиндр любого
типа.
3.4.1 Краткие
сведения о
конструкции
гидроцилиндров
Признаки,
характеризующие
конструкцию
гидроцилиндра:
1) тип гидроцилиндра
(плунжерный,
поршневой,
дифференциальный);
2) способ базирования
цилиндра на
станине (с опорой
на фланец или
на дно цилиндра);
3) конструкция
донной части
(дно выполнено
за одно целое
с цилиндром
или отъемным);
4) вид уплотнительного
устройства.
На конструкцию
цилиндра оказывает
влияние также
способ его
изготовления
(литье, ковка,
сварка).
На рис. 26 показана
распространенная
конструкция
литого гидроцилиндра
плунжерного
типа с опорой
на фланец, днище
цилиндра выполнено
за одно целое
с цилиндром.
В цилиндре 1
установлен
плунжер 2, для
направления
которого
предусмотрена
втулка 3. Уплотнение
4 предназначено
для герметизации
полости цилиндра.
Оно удерживается
в цилиндре с
помощью нажимной
втулки 5 и кольца
6. Цилиндр
фиксируется
в станине с
помощью кольца
7. Для уменьшения
скорости плунжера
при подходе
его к крайнему
верхнему положению
используется
тормозной
дроссель 8. При
входе его в
отверстие
А, предназначенное
для подвода
и отвода жидкости,
гидравлическое
сопротивление
проходного
сечения существенно
возрастает.
Поэтому давление
жидкости, а
значит и сила
сопротивления,
приложенная
к плунжеру,
увеличивается,
что обеспечивает
быструю его
остановку.
Литые цилиндры
плунжерного
типа выполняют
из стали 35Л или
45Л. Плунжеры,
как правило,
изготавляют
из углеродистых
конструкционных
сталей марок
45 или 60, реже - из
хромоникеле-вых
или хромомолибденовых
сталей. Для
повышения
износостойкости
плунжеры подвергают
поверхностной
закалке. Втулки
3 и 5 выполняются
из бронзы марок
БрАЖМцЮ-3-1,5; БрОЦС5-5-3.
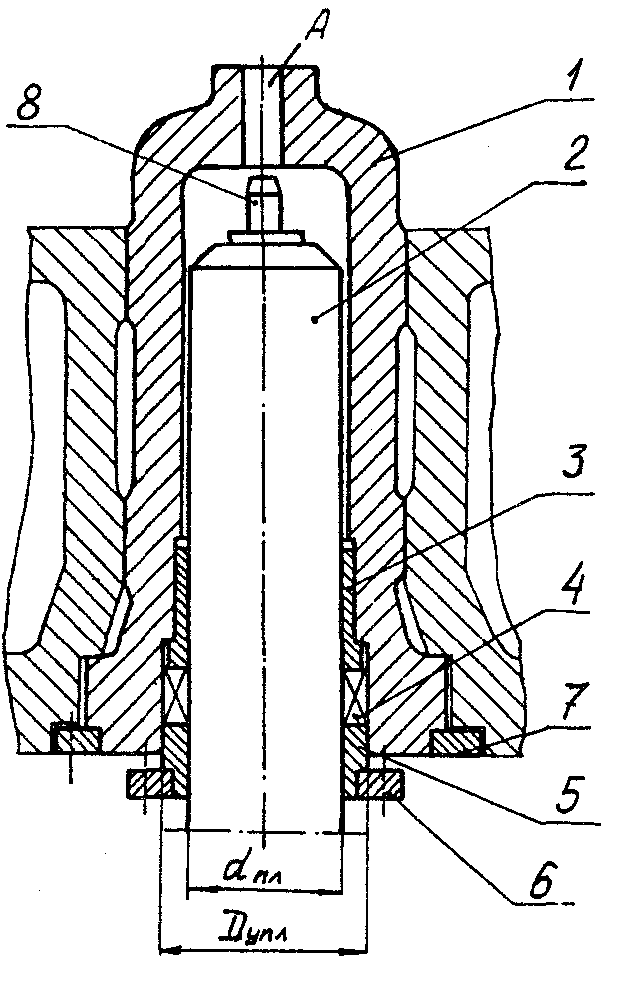
Рис. 26.
Плунжерный
гидроцилиндр
с
опорой на фланец
На рис. 27 показана
конструкция
гидроцилиндра
поршневого
типа с отъемным
дном. В кованом
цилиндре / установлен
поршень 2,
смонтированный
на штоке 3. Отъемное
дно 4 закреплено
в цилиндре
с помощью кольца
5 с наружной
резьбой. Точное
направление
штока обеспечивается
втулкой 6, которая
фиксируется
в цилиндре с
помощью полуколец
7 и крышки 8.
Полукольца
7 удерживаются
в кольцевой
канавке цилиндра
стопорным
кольцом 9. Герметизация
полостей цилиндра
обеспечивается
уплотнениями
10 -14. Манжета 15
выполняет
роль грязесборника.
Цилиндр закрепляется
в станине пресса
при помощи
полуколец 16,
фланца 17 и
гайки 18.
Цилиндр 1, поршень
2 и шток 3 выполняют
из стали 45. Шток
и поршень термически
обрабатывают
до твердости
28 ... 32HRC. Втулка
б выполняется
из бронзы или
из стали, но с
антифрикционным
покрытием
(бронза или
полиамид) поверхности
отверстия.
Антифрикционное
покрытие наносят
и на рабочую
поверхность
поршня. Шероховатость
рабочих поверхностей
втулки 4 и штока
3 должна быть
Ra < 0,16 мкм,
а поверхности
цилиндра -Ra<
0,32 мкм.
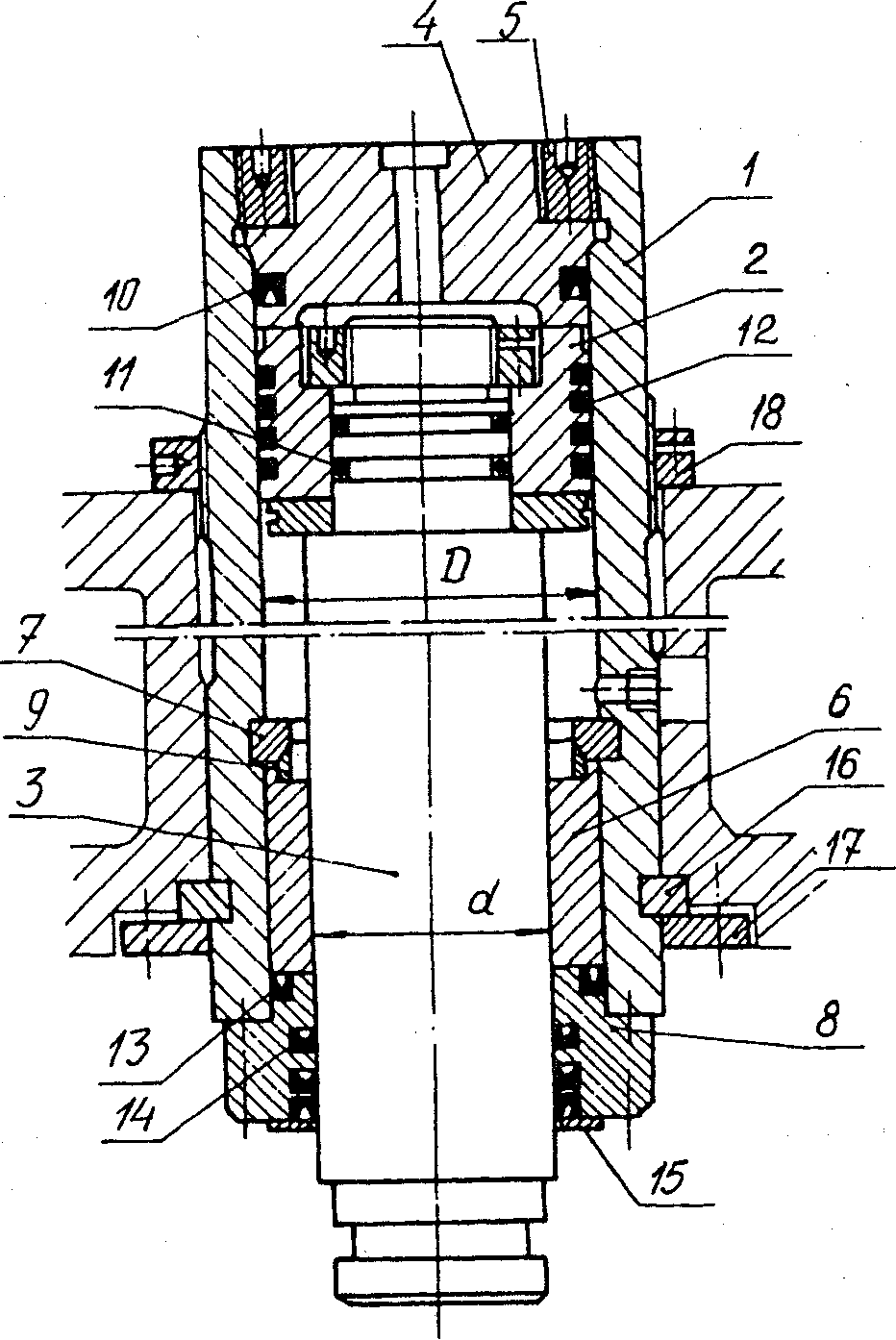
Рис. 27. Конструкция
цилиндра поршневого
типа
Поршневые
гидроцилиндры
рассмотренной
конструкции,
предназначенные
для работы при
давлении масла
р = 32 МПа в диапазоне
усилий 63 ... 2500 кН,
серийно выпускаются
специализированными
заводами как
комплектующие
изделия.
Многообразие
конструкций
гидроцилиндров
не исчерпывается,
разумеется,
рассмотренными
примерами. Так,
например,
гидроцилиндры,
работающие
при очень высоких
давлениях -
свыше 100 МПа,
выполняют в
виде предварительно
напряженной
конструкции
с двухслойной
цилиндрической
стенкой. Наружный
слой соединяют
с внутренним
по посадке с
натягом, благодаря
чему наиболее
напряженная
зона цилиндра
при сборке
нагружается
сжимающими
напряжениями.
Они суммируются
с растягивающими
напряжениями
при нагружении
цилиндра внутренним
давлением.
Применение
предварительно
напряжкнной
конструкции
позволяет
существенно
уменьшить
наружний диаметр
цилиндра. Имеются
примеры конструкций,
в которых наружняя
станина выполнена
путем намотки
высокопрочной
проволки, причем
в процессе
намотки создается
необходимое
натяжение
проволки.
3.5 Аппаратура
управления
Аппаратура
управления
гидропривода
может быть
разделена на
распределительную,
регулирующую
и защитную.
3.5.1. Распределительная
аппаратура
Эта аппаратура
обеспечивает
распределение
потоков рабочей
жидкости в
соответствии
с циклом работы
машины. К ней
относятся
клапанные и
золотниковые
распределители,
а также клапаны,
пропускающие
жидкость только
в одном направлении
- так называемые
обратные клапаны
и некоторые
специальные
устройства
на их базе
(поддерживающие
клапаны и
гидрозамки).
3.5.1.1 Клапанные
распределители
Клапанные
распределители
делятся по
назначению
на впускные
или напорные
и на выпускные
или сливные.
Впускные
обеспечивают
проход жидкости
от источника
давления (насоса)
к потребителю
(гидроцилиндру),
а выпускные
- из гидроцилиндра
на слив. Для
управления
одной полостью
гидроцилиндра
устанавливают
два клапанных
распределителя
- впускной и
выпускной.
Клапанные
распределители
используют
в гидроприводах,
работающих
с водой. В гидроприводах,
работающих
с минеральными
маслами, как
правило, используются
золотниковые
распределители.
С хема
клапанного
распределителя
показана на
рис. 28. Для прохода
жидкости в
направлении,
указанном
стрелками,
клапан 1 приподнимают
с помощью
управляющего
штока 2. При
опущенном
клапане 1 вход
и выход распределителя
- полости А и
Б - разъединены,
так как клапан
1 прижат к седлу
3 силой Рв
давления
жидкости в
полости В,
постоянно
сообщенной
с полостью А. хема
клапанного
распределителя
показана на
рис. 28. Для прохода
жидкости в
направлении,
указанном
стрелками,
клапан 1 приподнимают
с помощью
управляющего
штока 2. При
опущенном
клапане 1 вход
и выход распределителя
- полости А и
Б - разъединены,
так как клапан
1 прижат к седлу
3 силой Рв
давления
жидкости в
полости В,
постоянно
сообщенной
с полостью А.
Пружина
нужна главным
образом для
ускорения
опускания
клапана 1 после
отвода штока
2 вниз. Для удаления
воздуха из
надклапанной
полости предусмотрена
воздухос-пускная
пробка 5.
Рис. 28. Схема
клапанного
распределителя
Размеры клапана
и высоту его
подъема при
открытии назначают
такими, чтобы
скорость жидкости
в полости Б
и в зазоре
м«вдукпа-паном
и седлом не
превышала
допустимой
величины. Для
воды. 20 30 м/с доя
впускных и 10
... 15 м/с для выпускных
клапанов. Допустимая
скорость для
выпускных
клапанов Уменьшена
с тем чтобы
снизить перепад
давлений на
клапане при
обратном ходе
поршня (плунжера).
3.5.1.2 Золотниковые
распределители
Золотниковые
распределители
предназначены
для работы в
гидроприводах,
где в качестве
рабочей жидкости
используется
минеральное
или синтетическое
масло. Принцип
действия
распределителя
поясняется
схемой, приведенной
на рис. 46. В корпусе
1 запрессована
втулка 2, в которой
с возможностью
относительного
осевого перемещения
установлен
золотник 3. Каналы
(ходы) 1 - IV
предназначены
для подвода
и отвода жидкости.
Канал 1 соединяют
с источником
жидкости высокого
давления, канал
II - с линией
слива, каналы
III и IV -
с полостями
поршневого
гидроцилиндра,
управляемого
данным распределителем.
Таким образом,
для управления
двухполостным
гидроцилиндром
достаточно
иметь один
золотниковый
распределитель
вместо четырех
клапанных.
Золотник 3
распределителя
может занимать
три фиксированных
положения - два
крайних и одно
среднее (нейтральное).
На рис. 29 золотник
3 показан в
нейтральном
положении. В
крайнем левом
положении
золотника канал
III будет
соединен со
сливом, а канал
IV с насосом.
В крайнем правом
положении канал
III
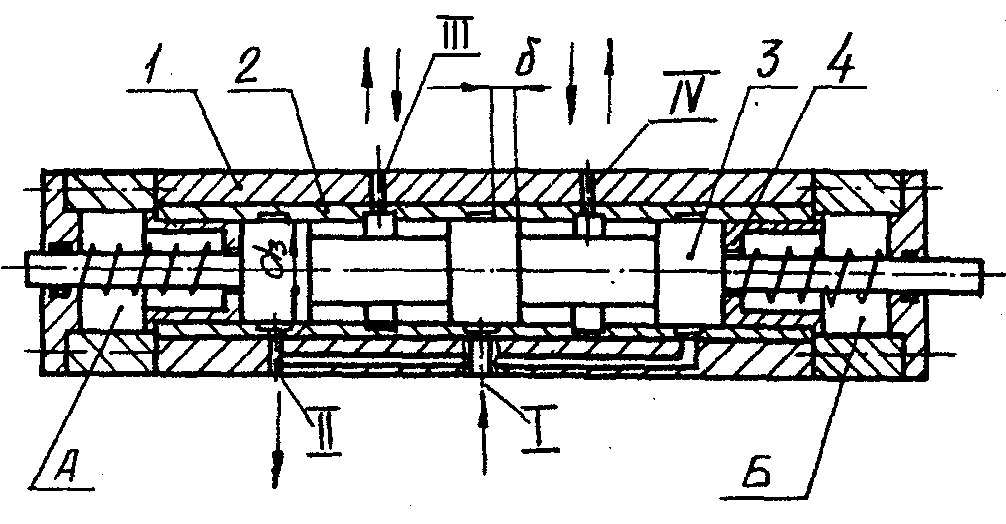
Рис. 29.
Золотниковый
распределитель
будет соединен
с насосом, а
канал IV
со сливом.
Перемещение
золотника
из нейтрального
положения в
крайние осуществляется
при помощи двух
электромагнитов
толкающего
типа, а при больших
размерах золотника
для этого используют
гидравлическое
или электрогидравлическое
управление.
В первом случае
в торцовые
камеры А к Б
подается жидкость
под давлением
из линии управления
через отдельный
вспомогательный
распределитель.
Во втором случае
вспомогательный
трехпозиционный
распределитель
с электромагнитным
управлением
или два двухпозиционных
вспомогательных
распределителя
устанавливаются
на корпусе 1
и являются
неотъемлемой
частью основного
распределителя.
Для возврата
золотника 3
в нейтральное
положение
предусмотрены
пружины и
дистанционные
втулки 4.
Герметизация
сопряжения
золотник-втулка
обеспечивается
благодаря
малой величине
зазора.
Золотниковые
распределители
характеризуются
следующими
признаками:
- числом позиций;
- числом ходов
(каналов);
- допустимым
расходом жидкости
(пропускная
способность);
- допускаемым
давлением
жидкости;
- схемой распределения
потоков жидкости;
- способом
управления;
- способом монтажа.
По числу
позиций различают
трехпозиционные
и двухпозици-онные
распределители.
По числу ходов
различаются
двух-, трех- и
четырехходовые,
или, что то же,
двух-, трех- и
четырехлинейные.
Специализированные
заводы гидроаппаратуры
выпускают
золотниковые
распределители
с допустимым
расходом жидкости
от 1,33 • 10"4 м3/с
до 0,55 м3/с (от 8 до
3000 л/мин), рассчитанные
на давление
20 МПа и 32 МПа, в
специальном
исполнении
- до 50 МПа.
Схемы распределения
потоков жидкости
серийными
золотниковыми
распределителями
показаны на
рис. 30. Трехпозиционные
распределители
(1) - (5) отличаются
друг от друга
состояниями
в нейтральном
положении
золотника. В
распределителе
первого исполнения
напорная линия
насоса соединена
со сливом, полости
гидроцилиндров
заперты. Во
втором исполнении
все линии соединены
между собой.
В третьем исполнении
все линии перекрыты
(конструктивная
схема распределителя
этого исполнения
приведена на
рис. 29).
В четвертом
исполнении
оба гидроцилиндра
соединены с
насосом, а в
пятом - со сливом.
Во всех пяти
исполнениях
при крайнем
левом положении
золотника
цилиндр Ц1
соединяется
с напорной
линией насоса,
а цилиндр Ц2 -
со сливом, в
крайнем правом
Ц1 - со сливом,
а Ц2 - с насосом.

Рис.30 .
Четырехлинейные
распределители:
(/) - (5) - трехпозиционные,
(б) и (7) - двухпозиционные;
Н- подвод жидкости
от насоса, С -
слив,
Ц1,Ц2 - линии
к гидроцилиндрам
Потеря давления
при движении
жидкости через
золотниковый
распределитель
обычно не превышает
0,3 ... 0,4 МПа.
По способу
управления,
как было отмечено
выше, различают
распределители
с электромагнитным,
гидравлическим
и электрогидравлическим
управлением.
Значительно
реже применяются
распределители
с пневматическим
управлением.
По способу
монтажа, т.е.
соединения
распределителя
с другими элементами
гидропривода,
различаются
распределители
со стыковым,
фланцевым и
резьбовым
подсоединением.
В первом случае
все каналы (I,
II, III,
IV, а также
отверстие для
дренажа утечек)
выведены на
одну из плоскостей
корпуса, которая
при помощи
винтов или
шпилек стыкуется
с плитой из
толстолистового
проката. В плите
просверлены
отверстия,
необходимые
для соединения
аппаратов
управления
гидроприводом
в соответствии
с гидросхемой.
Такой способ
монтажа в настоящее
время находит
широкое применение.
При втором
способе монтажа
к каналам
распределителя
присоединяются
трубы с помощью
фланцев, а при
третьем способе
в каналах (ходах)
нарезается
резьба, как
правило коническая,
в которую
ввинчиваются
штуцеры, соединяемые
с трубами.
Золотники
изготовляют
из углеродистых
сталей У8А, У10А,
из конструкционной
стали 20Х с последующей
цементацией,
а также из сталей
аустенитного
класса, например,
стали ШХ15. Золотник
должен быть
закален до
твердости 56
... 62HRC. Поверхности
рабочих поясков
золотника
шлифуются и
полируются,
после чего
золотник
промывается
или подвергается
ультразвуковой
обработке с
целью удаления
продуктов
износа абразивного
инструмента.
Втулка
золотникового
распределителя
выполняется
либо из тех же
сталей, что и
золотник, либо
из твердых
бронз. В ряде
конструкций
распределителей
втулка отсутствует,
и золотник
размещается
непосредственно
в отверстии
корпуса, который
изготовляют
из высококачественного
чугуна путем
литья в кокиль.
3.5.1.3 Обратные
клапаны, поддерживающие
клапаны, гидрозамки
 Обратные
клапаны предназначены
для пропускания
жидкости в
одном направлении.
Они самоуправляемы,
т.е. их состояние
- открытое или
закрытое - зависит
от направления
потока жидкости.
Схема обратного
конического
клапана показана
на рис. 31. При
небольших
расходах жидкости
применяются
также шариковые
обратные клапаны.
Пружина предназначена
для ускорения
посадки клапана
на седло при
"запрещенном"
направлении
потока. Расчет
размеров обратного
клапана выполняется
так же, как для
клапанного
распределителя.
Обратные
клапаны предназначены
для пропускания
жидкости в
одном направлении.
Они самоуправляемы,
т.е. их состояние
- открытое или
закрытое - зависит
от направления
потока жидкости.
Схема обратного
конического
клапана показана
на рис. 31. При
небольших
расходах жидкости
применяются
также шариковые
обратные клапаны.
Пружина предназначена
для ускорения
посадки клапана
на седло при
"запрещенном"
направлении
потока. Расчет
размеров обратного
клапана выполняется
так же, как для
клапанного
распределителя.
Рис.
31. Схема обратного
клапана
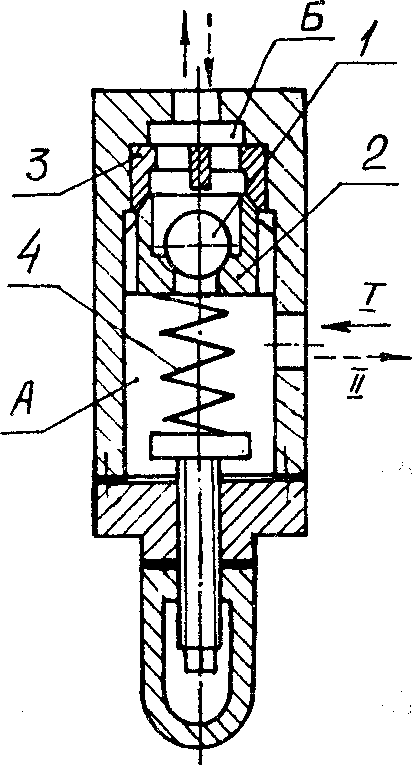
Поддерживающие
клапаны (рис.
32) обеспечивают
свободный
проход жидкости
в одном направлении,
а в противоположном
направлении
жидкость проходит
через клапан
только при
определенном
давлении. При
движении жидкости
в направлении
1 она прохо
Рис. 32. Поддерживающий
клапан
дит из полости
А в полость
Б через обратный
клапан с шариком
7, конический
клапан 2 в это
время прижат
к седлу 3 пружиной
4. При движении
жидкости в
направлении
II она
проходит из
полости Б в
полость А,
отжимая конический
клапан 2, под
давлением,
определяемым
силой затяжки
пружины 4. Серийно
выпускаются
поддерживающие
клапаны, рассчитанные
на давление
до 20 МПа и расход
до 2,67- 10'3м3/с(160л/мин).
Гидрозамок
(рис. 33) представляет
комбинацию
обратного
клапана и клапанного
распределителя
с гидравлическим
управлением.
Когда давление
рл в линии
А превышает
давление рБ
в линии Б, жидкость
проходит из
линии А в линию
Б, отжимая
обратный клапан1.,
линии А и Б
разъединены,
и жидкость в
линии Б и
соединенной
с ней полости
гидроцилиндра
заперта. Для
соединения
А и Б в этом
случае необходимо
отжать клапан
2. Для этого под
поршень 3 подается
жидкость под
достаточным
давлением через
линию управления
В.
Серийно выпускаемые
гидрозамки
рассчитаны
на давление
до 32 МПа и расход
жидкости до
6,67 • 10"3 м3/с (400
л/мин).
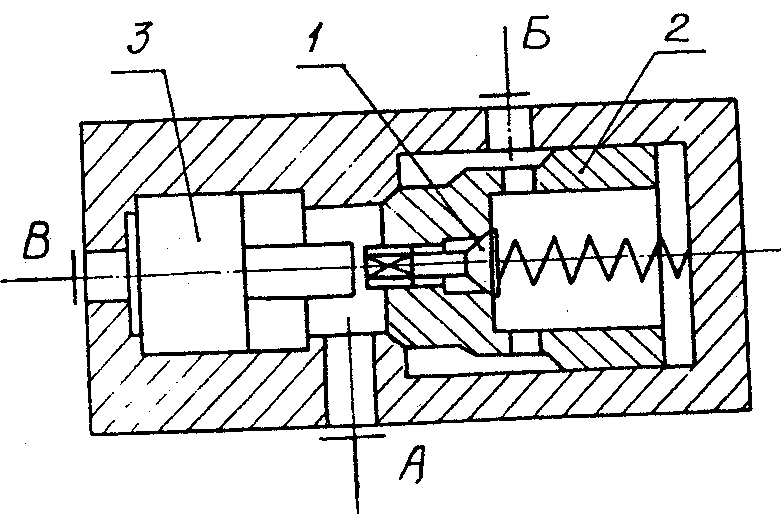
Рис. 33. Схема
гидрозамка
3.5.2 Аппаратура
управления
давлением
жидкости
Для изменения
состояния
гидропривода
при достижении
определенного
давления жидкости
применяют
реле давления
1 (рис. 34). К камере
А подсоединяется
ответвление
управляемой
гидролинии.
Пока сила давления
жидкости меньше
силы затяжки
пружины 1 золотник
2 неподвижен
и находится
в положении,
показанном
на рис. 54. При
достижении
установленного
давления золотник
2 перемещается
вверх и нажимает
на шток микропереключателя
3. Срабатывание
микропереключателя
приводит к
изменению
состояния
электрической
системы управления
гидроприводом.
Таким образом
обеспечивается,
например,
переключение
с рабочего
хода на обратный
ход, или с холостого
хода на рабочий
и т.п. Давление
срабатывания
регулируется
путем изменения
затяжки пружины
/ с помощью
регулировочного
винта 4. Каналы
Б и В предназначены
для дренажа
утечек и соединяются
с линией слива.
Серийно выпускаются
реле давления,
рассчитанные
на 50 МПа, время
срабатывания
составляет
0,05 ... 0,10 с.

Рис. 34.
Конструктивная
схема реле
давления
3.5.3 Аппаратура
управлеия
расходом жидкости
Для регулирования
скорости ползуна
пресса в соответствии
с требованиями
технологии
необходимо
изменять количество
жидкости,
поступающей
в гидроцилиндр.
Это можно осуществить
двумя способами:
изменением
Подачи насоса
(объемное
регулирование)
или делением
потока жидкости,
нагнетаемой
насосом с постоянной
подачей, на два
потока, один
из которых
направляется
в полость цилиндра,
а другой - на
слив. Изменение
соотношения
расходов в двух
потоках достигается
при помощи
дросселя, поэтому
такое регулирование
скорости называют
дроссельным.
Дроссель,
или дроссельный
клапан, представляет
собой местное
гидравлическое
сопротивление,
устанавливаемое
в одной из
гидравлических
линий. Коэффициент
сопротивления
дросселя а
следова тельно,
перепад давлений
и расход жидкости,
проходящей
через дроссель,
могут бесступенчато
регулироваться
в широких пределах
путем изменения
площади проходного
сечения. Дроссельное
регулирование
характеризуется
высокой чувствительностью
 Стоимость
гидропривода
с дроссельным
регулированием
ниже, чем с объемным
благодаря
использованию
менее дорогих
насосов с постоянной
подачей. Недостаток
дроссельного
регулирования
- пониженный
КПД гидропривода
из-за того, что
часть нагнетаемой
насосом жидкости
высокого давления
вытесняетсяв
бак и следовательно,
не совершает
полезной работы.
По конструктивному
исполнению
различают
Дроссели игольчатые,
щелевые и осевые.
На рис. 35 показана
констру игольчатого
дроссельного
клапана. Расход
жидкости регулируется
путем изменения
проходного
сечения между
конусом иглы
1 и коническим
отверствием
в седле 2 за
счет осевого
перемещения
иглы..
Стоимость
гидропривода
с дроссельным
регулированием
ниже, чем с объемным
благодаря
использованию
менее дорогих
насосов с постоянной
подачей. Недостаток
дроссельного
регулирования
- пониженный
КПД гидропривода
из-за того, что
часть нагнетаемой
насосом жидкости
высокого давления
вытесняетсяв
бак и следовательно,
не совершает
полезной работы.
По конструктивному
исполнению
различают
Дроссели игольчатые,
щелевые и осевые.
На рис. 35 показана
констру игольчатого
дроссельного
клапана. Расход
жидкости регулируется
путем изменения
проходного
сечения между
конусом иглы
1 и коническим
отверствием
в седле 2 за
счет осевого
перемещения
иглы..
Конструктивная
схема щелевого
дросселя приведена
на рис. 36. На дросселе
1 выполнена
канавка переменной
глубины, благодаря
чему при повороте
дросселя относительно
корпуса 2 изменяется
площадь проходного
сечения.
 Рис. 35.
Игольчатый
россель
Рис. 35.
Игольчатый
россель

Рис. 36. Дроссель
щелевого типа
Рис. 37.
Дроссельный
клапан осевого
типа
На рис. 37 показан
дроссельный
клапан осевого
типа (стрелки
показывают
направление
движения
жидкости). Дроссель
1 под действием
пружины 2 занимает
положение,
отвечающее
наибольшей
площади проходного
сечения. При
смещении дросселя
1 влево от
указанного
положения
площадь проходного
сечения уменьшается.
Для слива утечек
предусмотрены
осевое и радиальное
отверстия в
дросселе 1. Линия
слива утечек
присоединяется
к отверстию
в крышке 3. Дроссельные
клапаны такой
конструкции
применяют,
например, для
плавного уменьшения
скорости ползуна
гидропресса
перед началом
технологической
операции. В
этом случае
перемещение
дросселя 1
происходит
под действием
плоского кулака,
закрепленного
на ползуне
пресса.
- Система
управления
РТК для нанесения
лакокрасочных
материалов
4.1 Структура
системы управления
Структура
системы управления
РТК определяется
в первую очередь
видом объектов
управления,
характером
происходящих-в
них процессов
и взаимодействиями
между ними.
Такими объектами
в составе РТК
прежде всего
являются
технологическое
оборудование
и промышленные
роботы, объединенные
в ячейки, транспортные
системы и
автоматизированные
склады. Все эти
объекты находятся
в определенной
иерархической
подчиненности
и функционируют
в составе единого
комплекса.
Поэтому и структура
системы управления
комплекса тоже
является
иерархической,
включающей
несколько
уровней управления.
На нижнем (первом)
уровне этой
системы находится
управление
РТЯ, которое
организуется
на основе
специальных
устройств
управления
с увязкой по
времени начала
и конца выполнения
отдельных
операций или
с использованием
дополнительной
информации
о ходе технологического
процесса. В
своей основе
этот уровень
управления
реализуется
в виде программного
управления.
Он включает
в себя также
каналы связи
с оборудованием
и верхними
уровнями управления.
Реализация
этого уровня
в настоящее
время осуществляется
на основе
унифицированных
устройств
управления
ПР и основного
технологического
оборудования.
Второй уровень
управления
— уровень связи
систем управления
отдельных РТЯ
в согласованно
работающий
участок или
линию. Аппаратурно
этот уровень
часто реализуется
с помощью мини-ЭВМ.
В развитом
варианте на
этом уровне
может также
осуществляться
автоматизированный
синтез программ
функционирования
РТЯ. Эффективность
применения
на данном уровне
стандартных
мини-ЭВМ помимо
выполнения
приведенных
выше функций
обусловлена:
1) возможностью
автоматизации
технологической
подготовки
производства,
сокращением
времени разработки
программ и
возможностью
их быстрой
корректировки;
2) повышением
надежности
передачи информации
в результате
ликвидации
промежуточных
программоносителей
(магнитные
ленты, перфоленты)
и устройств
считывания
с них информации
(магнитные
головки,
фотосчитыватели);
3) автоматизацией
учета показателей
технологического
процесса (время
обработки,
точность и т.
д.) и контроля
технологических
режимов;
4) возможностью
автоматизации
контроля качества
продукции и
определения
его зависимости
от изменения
технологических
параметров.
Следующим
по сложности
типом РТК является
цех, и соответственно
система управления
РТК цехом образует
третий уровень
управления,
который осуществляет
координацию
работы РТУ,
автоматизированных
складов и
внутрицеховых
транспортных
систем. Этот
уровень реализуется
также с использованием
ЭВМ.
Четвертый
уровень—уровень
оперативно-календарного
планирования
и контроля. На
этом уровне
осуществляется
составление
плана по объему
и номенклатуре
изделий на
смену, сутки,
педелю и т. д.
Как самостоятельные
подсистемы
в состав четвертого
уровня входят
подсистемы
диагностики
и устранения
неисправностей
РТК.
Таким образом,
в развитом виде
система управления
РТК состоит
из четырех
уровней управления.
Структурная
схема такой
системы приведена
на схеме 2..
Схема
2 . Структурная
схема системы
управления:
1 —банк
данных; 2
— подсистема
управления
РТК; 3
— подсистема
оперативно-календарного
планирования;
4— подсистема
контроля качества;
5 —
подсистема
автоматического
контроля и
устранения
неисправностей;
6,7 —
диспетчер
управления
оборудовалием
(ДУО); 8
— диспетчер
управления
транспортом;
9 :— подсистема
планирования
по объему и
номенклатуре;
10 —
устройство
управления
транспорта
11 —диспетчер
управления
оборудованием
контроля качества;
12, 13 —
подсистема
выбора программ
(ПВП); 14
— подсистема
расчета маршрута;
15 —
подсистема
учета и анализа
простоев
оборудования;
16 —
подсистема
учета брака,
и его статистического
анализа; 17,
18, 19 —устройства
управления
роботов и
технологического
оборудования
(УРТО).
- Алгоритм
системы управления

Список
используемой
литературы
В.В. Кислый.
Справочное
пособие по
деревообработке.—Екатеринбург,
издательство
«Бриз», 1995 г.
Г. Заславская.
Обраюотка
дерева.Традиционная
техника – Москва,
«Издательство
АСТ»-«Гелиос»,
2001 г.
А.А. Барташевич;
В.П. Антонов.
Технология
производства
мебели и резьба
по дереву. –
Минск, «Вышэйшая
школа», 2001г.
Т.В. Грацианская.
Нормативы
расхода материалов
в производстве
мебели и паркета
-- Москва, издательство
«Бриз», 2000г
О.Д.Бобиков.
Изготовление
столярно-мебельных
изделий. – Москва,
2000г
В.Н. Волынский.
Каталог
деревообрабатывающего
оборудования.—Москва,
«АСУ-Импульс»,
2001г.
В.Ф. Крисанов,
Б.М. Рыбин, В.Г.
Санаев. Оборудование
для отделки
из древесины.
– Москва, «Лесная
промышленность»,
1985г
Типовые гибкие
технологические
процессы
производства
оеон и дверей.
Том 1.—Балабаново
: НПО «Научстандартдом»,
1991г.
Типовые гибкие
технологические
процессы
производства
оеон и дверей.
Том 2.—Балабаново
: НПО «Научстандартдом»,
1991г.
В.П. Бухтияров.
Технология
производства
мебели. – Москва,
«Лесная промышленность»,
1987.
Мебельное
обозрение –
ноябрь 2001г.—Москва
Н.И. Прозоровский
Технология
обработки
столярных
изделий. – Москва.,
«Высшая школа»,
1986г.
Т.Л. Лившиц,
Б.И. Тиняковский
. Лакокрасочые
материалы /
Справочное
пособие. – Москва,
«Химия», 1982г.
Н.А. Гончаров,
Башинский
В.Ю., Буглай Б.М.
Технология
изделий из
древесины. –
Москва, «Лесная
промышленность»,
1990г.
Васильченко
В.А. Гидравлическое
оборудование
мобильных
машин. – Москва,
«Машиностроение»,
1983г.
Шурков В.Н.
Основы автоматизации
производства
и промышленные
роботы. – Москва,
«Машиностроение»,
1986г.
Заключение
В данной работе
было рассмотрено
построение
роботизированных
технических
комплексов
для нанесения
лакокрасочных
покрытий на
мебельном
производстве.
Данная тема
всегда будет
актуальна, т.к.
создание таких
мехатронных
устройств ведёт
к неминуемому
повышению
качества производимых
предприятием
изделий. И ещё
не моло важно
то, что технологический
процесс лакопокраски
является вредным
для человека,
а поэтому следует
стремиться
к проектированию
таких комплексов,
чтобы участие
человека в их
работе сводилось
к миниммуму.
Автор изучил
компоновку
робототехнических
комплексов,
их состав, а
также алгоритмы
работы. В массовом
производстве
производительность
РТК играет роль
двигателя всего
предприятия.
В силу своих
особенностей
робототехнические
комплексы
представляют
собой целый
раздел в технической
науке, ведь они
включают в себя
не только механику,
но и обширные
материалы из
других отраслей.
Технология
нанесения
защитных покрытий
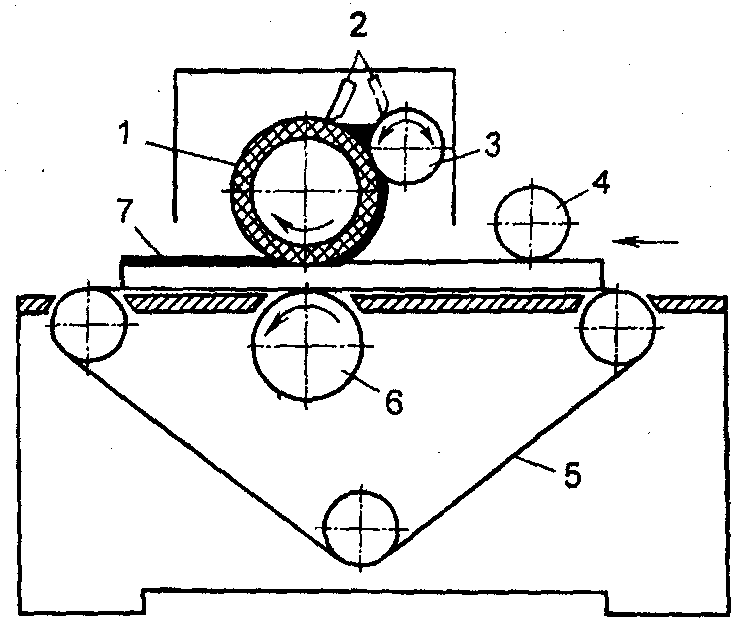 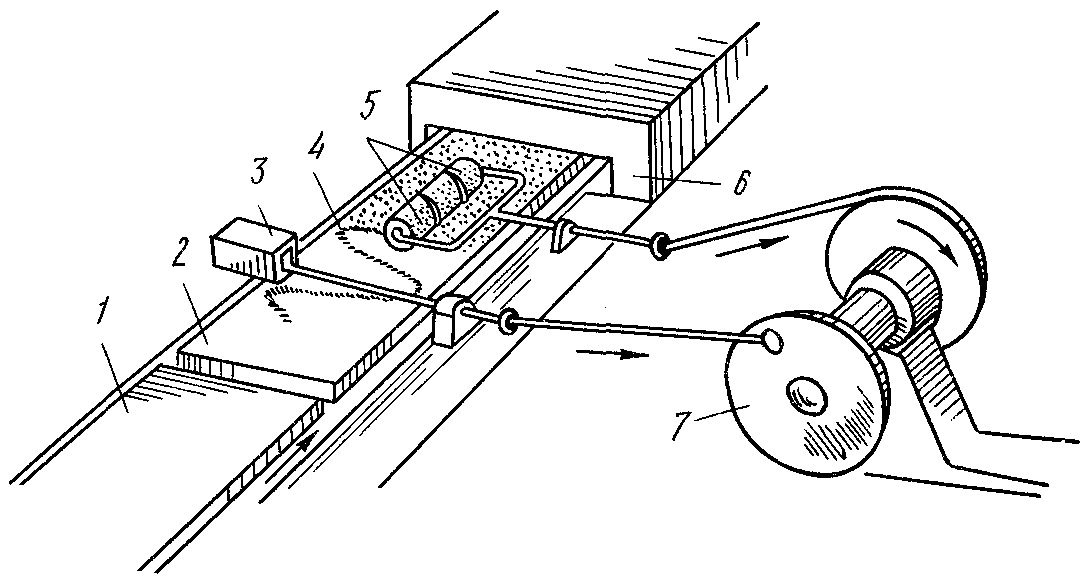
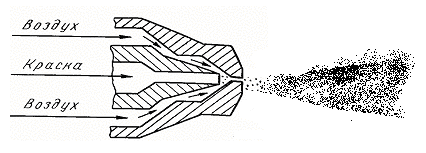
Метод
вальцевания
(наката)
Метод пневматического
рапыления
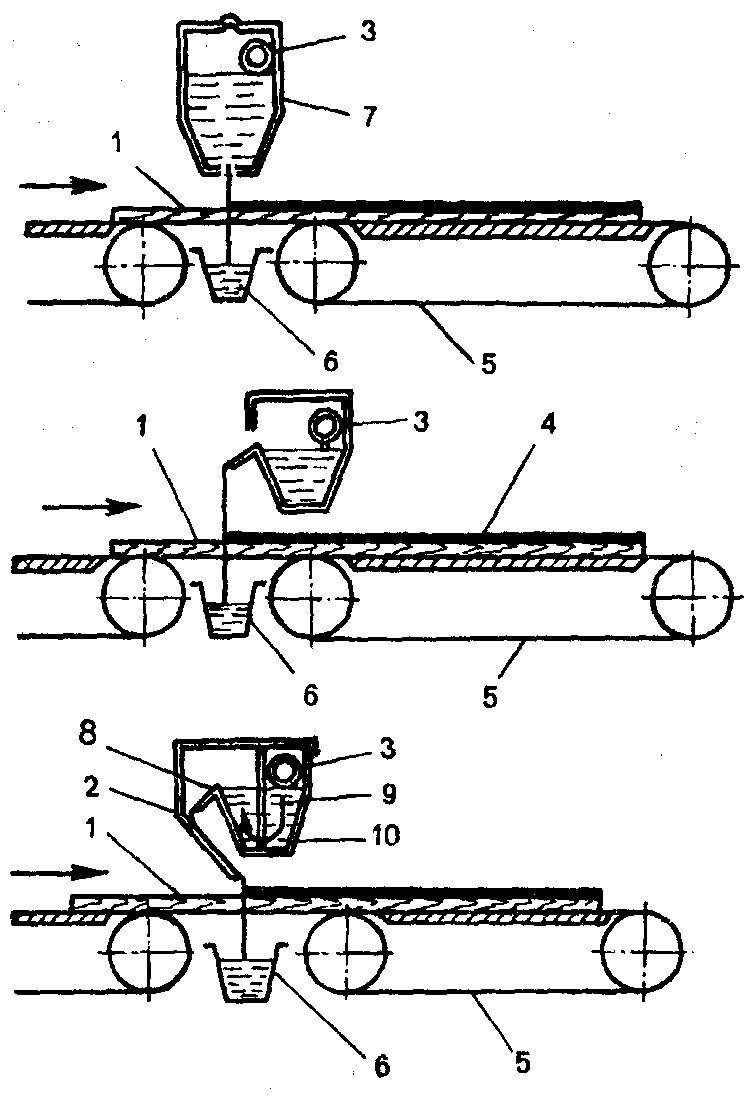
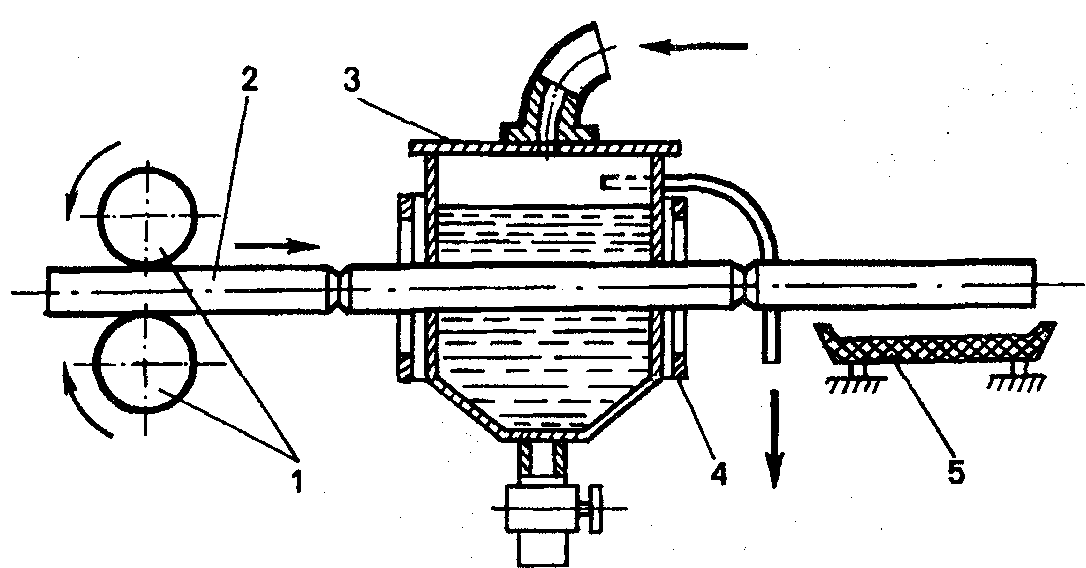
Метод плоского
налива
Метод протягивания
Система
управления
РТК для нанесения
лакокрасочных
покрытий

1 —банк данных;
2 — подсистема
управления
РТК; 3 — подсистема
оперативно-календарного
планирования;
4— подсистема
контроля качества;
5 — подсистема
автоматического
контроля и
устранения
неисправностей;
6,7 — диспетчер
управления
оборудовалием
(ДУО); 8 — диспетчер
управления
транспортом;
9 :— подсистема
планирования
по объему и
номенклатуре;
10 — устройство
управления
транспорта;
11 —диспетчер
управления
оборудованием
контроля качества;
12, 13 — подсистема
выбора программ
(ПВП); 14 — подсистема
расчета маршрута;
15 — подсистема
учета и анализа
простоев
оборудования;
16 — подсистема
учета брака,
и его статистического
анализа; 17, 18, 19
—устройства
управления
роботов и
технологического
оборудования
(УРТО).
Схема компановки
РТК нанесения
лакокрасочных
материалов
1 - грунтовочный
механизм
2 – сушильная
камера
3 – лаконаливная
машина
4 – сушильная
камера
5 – шлифовальный
механизм
МЗ – механизм
загрузки
МВ – механизм
выгрузки
ТУ – транспортное
устройство
ПР – промышленный
робот
Гидравлический
привод РТК
нанесения
лакокрасочных
материалов
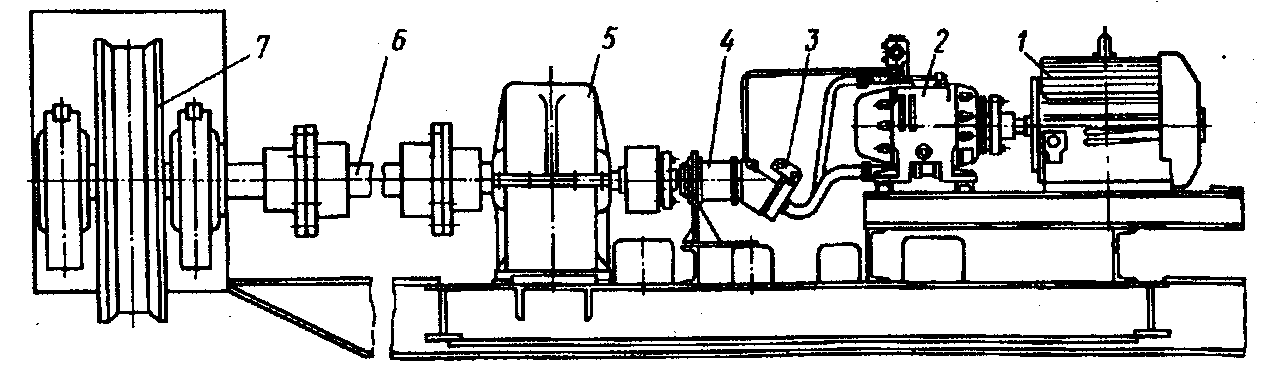
1 – электродвигатель
2 – насос
3 – предохранительный
клапан
4 – гидродвигатель
5 – редуктор
6 – трансмиссионный
вал
7 – ходовое
колесо
Алгоритм
системы управления
РТК
|