КРИСТАЛЬНОЕ ПРОИЗВОДСТВО
ОТЧЕТ ПО ПРОВЕДЕННЫМ ЭКСКУРСИЯМ
В ходе практики была проведена экскурсия в цехе кристального производства, в ходе которой ознакомились со следующими участками:
Участок чистой химии;
Участок нанесения фоторезиста;
Участок фотокопии;
Участок технохимии;
Участок плазмохимического травления;
Участок диффузии;
Участок ионного легирования;
Участок нанесения диэлектрических пленок;
Участок напыления;
Участок контроля электрофизических параметров;
Участок испытаний.
ВВОДНАЯ ЧАСТЬ
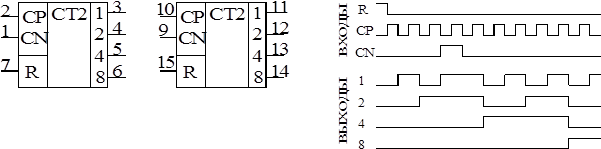
Микросхема 564ИЕ10
Микросхема содержит два отдельных четырехразрядных двоичных счетчика. Триггеры каждого из них устанавливаются в исходное состояние (нулевое) при подаче уровня 1 на вход R. Триггеры счетчиков 564ИЕ10 переключаются в момент спада импульсов положительной полярности на входе СР при уровне 0 на входе CN. Возможна подача импульсов отрицательной полярности на вход CN при уровне 1 на входе СР. Таким образом, входы CP и CN объединены логической функцией И. При соединении микросхем 564ИЕ10 в многоразрядный счетчик с последовательным переносом выводы 8 подключаются к входам СР следующих, а на входы CN подают уровень 0.
На счетчике 564ИЕ10 можно собрать делитель частоты с коэффициентом деления от 2 до 15.
Рис. 1. Графическое изображение МС 564ЕИ10 Рис. 2. Временная диаграмма работы счетчика 564ИЕ10
МАРШРУТ ИЗГОТОВЛЕНИЯ КРИСТАЛЛА 564ИЕ10
1. Формирование партии пластин.
2. Гидромеханическая отмывка пластин.
3. Химическая обработка.
Смесь Каро (H2
SO4
+H2
O2
), перикисьно-амиачная смесь. Оборудование—
линия “Лада 125”.
4. Окисление 1.
Установки СДОМ, АДС. Температура 1000О
С. О2
+пар.
5. Фотолитография.
Формирование области р-кармана.
5.1. Нанесение фоторезиста.
Фоторезист — ФП383.
Установка ХБС.
5.2. Совмещение экспонирования пластин ЭМ — 576А.
5.3. Проявление фоторезиста.
Проявитель — едкий калий.
5.4. Дубление фоторезиста.
Установки “Лада”.
5.5. Травление окисной пленки.
Буферный травитель.
5.6. Контроль.
6. Ионное легирование.
Бор 1. “Карман”. Установка “Лада 30”.
7. Снятие фоторезиста.
7.1. Плазма. Установка “08 ПХО 100Т-001”
7.2. Смесь Каро.
8. Химическая обработка.
9. Разгонка бора. “Карман”.
Температура 1200О
С. О2
+азот.
10. Вторая фотолитография.
Формирование областей сток- исток р-канальных транзисторов и р+
-охраны.
11. Ионное легирование.
Бор 2 . Сток- исток. Установка “Везувий-3М”.
12. Снятие фоторезиста.
Плазма и смесь Каро.
13. Химическая обработка.
14. Разгонка бора. Сток- исток.
Температура 1000О
С, О2
+пар.
15. Третья фотолитография.
Формирование областей сток- истока n-канальных транзисторов и n+
-охраны.
16. Химическая обработка.
17. Загонка фосфора (диффузионный метод).
Температура 900О
С. Диффузант — POCl3
.
18. Снятие фосфорселикатного стекла.
HF : H2
O =1 :10.
19. Разгонка фосфора.
Температура 1000О
С. О2
+пар.
20. 4Я
фотолитография.
Вскрытие областей под затвор и контактные окна.
21. Окисление 2 — подзатворный диэлектрик.
Температура 1000О
С. О2
+HCl.
22. Стабилизация фосфора.
Температура 900О
С. Диффузант — POCl3
.
23. Подлегирование.
24. Отжиг подзатворного диэлектрика.
25. 5Я
фотолитография.
Вскрытие контактных окон.
26. Химическая обработка.
27. Напыление Al+Si.
Установка “Магна 2М”.
28. 6Я
фотолитография.
Формирование алюминиевой разводки.
29. Вжигание алюминия.
Температура 475О
С в азоте.
30. Нанесение защитного окисла.
Температура 400О
С. SiH4
+O2
.
Установка “Аксин”.
31. 7Я
фотолитография.
Вскрытие контактных площадок.
32. 8Я
фотолитография.
Защита пластин фоторезистом.
33. Контроль ВАХ (пробивное напряжение, пороговое напряжение, прямое напряжение и др.).
34. Контроль электрических параметров.
35. Контроль внешнего вида.
ОПЕРАЦИЯ СПЕЦОКИСЛЕНИЕ
Оборудование.
система диффузионная (см табл. 1)
стол монтажный СМ-4 А2МО 238 001 ТУ
реактор кварцевый Æ07-0397
реактор кварцевый Æ07-0541
крючок кварцевый Æ09-1067
лодочка кварцевая Æ09-1216
подставка Æ09-1215
стаканчик СВ24/70 ГОСТ 25 336-82
пинцет ПС 160х3.0 ТУ 64-1-37-78
пинцет Æ09-1114
часы электрические вторичные показывающие ВЧС2-М2ПВ-400-323К ТУ 25-67-1503-82
пластина кремния 7590592 10300 00022
пластина кремния спутник 7590592 10300 00022
водород хлористый сжиженный марки Э ТУ 6-01-4689387-42-90
спирт этиловый ректификованный технический марки “Экстра” ГОСТ 18300-87
кислород СТП ТВО 054 003-89
азот СТП ТВО 054 003-89
напальчники типа II вида Б№4 ТУ 38.106567-88
салфетка из мадаполама (350х253) мм 7590592 10301 00043
салфетка из батиста (150х150) мм 7590592 10301 00045
пленка полиэтиленовая марки На, полотно, 0,040х1400, I сорт ГОСТ 10354-82
Подготовка рабочего места и организация трудового процесса.
1.1 Подготовку рабочего места и организацию трудового процесса проводить в соответствии с требованиями табл. 1.
1.2 Технологическую операцию осуществлять с соблюдением требований
ТВО 045 954 ИОТ, 17.25351.00003 ИОТ, ТВО 045 829 ИОТ, ТВО 045 982 ИОТ.
1.3 Соблюдать требования производственной гигиены по СТП 17-001-90.
1.4 Параметры микроклимата должны соответствовать СТП 17-001-90:
(1000,10000; 22±2; 50±10).
1.5 Время межоперационного хранения пластин должно соответствовать требованиям СТП 17-097-88.
1.6 Проверить наличие вытяжной вентиляции на системе диффузионной, в специальном шкафу для хранения баллона перед началом работы с хлористым водородом. Производить работу с хлористым водородом при выключенной вентиляции запрещается. При отключении вентиляции немедленно закрыть вентиль на баллоне с хлористым водородом.
1.7 Продуть кварцевый реактор, оснастку хлористым водородом с расходом(10-15) л/час не менее 30 минут:
1) вначале первой смены;
2) после смены оснастки, трубы;
3) замены баллона с хлористым водородом;
4) если время между процессами превышает 24 часа, с последующей продувкой азотом не менее 10 минут с расходом согласно таблице 2.
1.7.1 Перед включением хлористого водорода продуть линию подачи магистральным азотом не менее 10 минут с расходом согласно таблице 2.
1.7.1.1 Включить подачу азота, регулируя расход натекателем на ротаметре.
1.7.1.2 Открыть вентиль подачи азота на линию хлористого водорода (вентиль с маркировкой “N2
”).
1.7.1.3 Открыть вентиль с маркировкой, установить расход (10-15) л/час натекателем на ротаметре. Регулировать давление в магистрали при необходимости редуктором низкого давления .
1.7.1.4 Выключить продувку азотом, перекрыть вентиль с маркировкой “N2
”.
1.7.2 Выставить необходимый расход кислорода согласно табл. 2.
1.7.3 Открыть в вытяжном шкафу вентиль на баллоне с хлористым водородом поворотом вентиля против часовой стрелки.
1.7.4 Подать хлористый водород в систему, повернуть вентиль редуктора по часовой стрелке.
1.7.5 Проверить расход по ротаметру для подачи хлористого водорода в реактор.
1.7.6 Перекрыть вентиль на баллоне с хлористым водородом поворотом вентиля по часовой стрелке, если расход хлористого водорода выходит за допустимые пределы и повторить переходы п.п. 7.1-7.1.4.
1.7.7 Если не устанавливается необходимый расход хлористого водорода при повторном включении п.п. 7.3-7.5, закрыть вентиль на баллоне, продуть систему азотом и сообщить об этом технологу, мастеру или начальному участка. Категорически запрещается во время работы с хлористым водородом производить регулировку давления в линии с хлористым водородом.
1.8 Менять кварцевые реакторы при отрицательных результатах по напряжению отсечки, не реже одного раза в квартал.
1.9 Проводить контрольный процесс, выполняя требования технологической инструкции согласно табл. 1, после смены баллона с хлористым водородом, после смены оснастки реактора и перед каждым процессом, если время между процессами превышает 24 часа.
1.10 Проводить процесс без использования экранных пластин.
1.11 Проводить оценку контрольного процесса по напряжению отсечки согласно вольт-емкостных характеристик по ТВО 336 568 ТК, 17.60303.00002.
В случае отклонения от нормы напряжения отсечки, указанный в таблице 2, продуть реактор, оснастку хлористым водородом, провести повторно контрольный процесс, а при отрицательных результатах сменить реактор, оснастку.
1.12 Фильтры для очистки хлористого водорода заменять ежемесячно с отметкой о сроке замены и росписью наладчика в журнале.
Технологический процесс.
2.1 Провести технологический процесс, выполняя переходы технологических инструкций, в соответствии с требованиями таблицы режима соответствующего процесса. Во время процесса следить за расходом хлористого водорода, кислорода.
2.2 По окончании технологического процесса:
1) перекрыть вентиль на баллоне с хлористым водородом поворотом вентиля по часовой стрелке.
2) переключить вентиль на редукторе поворотом против часовой стрелки.
3) продуть систему азотом, выполняя переходы п.п. 6.1.
Табл. 1.
| Наименование оборудования |
Обозначение |
Обозначение документа |
| Система диффузионная многотрубчатая СДОМ 3Л00 |
ДЕМ1 055 009 |
17.25001.00006 |
| Система автоматизированная диффузионная АДС6-100 |
ДЕМ1 055 001 |
17.25001.00042 |
ОПЕРАЦИЯ УДАЛЕНИЕ ФОТОРЕЗИСТА В СМЕСИ КАРО
Оборудование.
установка химической обработки ЩЦМЗ 240 212
нагреватель ультрачистых сред ЩЦМЗ 031 173
кассета Æ07-0518
тара межоперационная ЩИТ - 725
пинцет Æ09-1114
держатель Æ03-0767
стекло 093-2, КЛ.2, штабик 50 ОСТ 11 110735 002-73
нарукавники полиэтиленовые ТУ 95 7037-73
термометр жидкостной стеклянный тип А ГОСТ 28 498-90
пластина со структурами 17.10201.00024
водорода перекись 17.10201.00022
кислота серная 17.10201.00024
вода деионизованная марка А ТВО 029 001 МК-02
спирт этиловый ректификованный технический марка “Экстра” ГОСТ 18300-87
перчатки резиновые А7-10 ГОСТ 3-88
салфетка из мадаполама ТВО 054 115 МК-01
салфетка из батиста ТВО 054 108 МК-02
Настоящая карта устанавливает порядок проведения процесса удаления пленок фоторезиста с кремниевых пластин, не имеющих металлических покрытий, в серной кислоте, а затем в смеси серной кислоты и перекиси водорода (смеси Каро).
Требования безопасности.
1.1 При проведении данного процесса возможны следующие виды опасности:
1) химические ожоги;
2) отравления;
3) электроопасность;
4) термоопасность;
5) порезы.
1.2 Источниками химических ожогов являются серная кислота, перекись водорода и их смеси, а также их пары при попадании на кожу и в организм человека.
1.3 Источником электроопасности является установка химической обработки с незащищенной электропроводкой и заземлением.
1.4 Источником термоопасности является нагретая смесь серной кислоты и перекиси водорода и подогретая деионизованная вода.
1.5 Источником порезов может быть применяемая стеклянная оснастка со сколами и трещинами.
1.6 Во избежание химических ожогов и отравлений выполнять требования изложенные в ТВО 045 039 ТИ.
1.6.1 Работу со смесью перекиси водорода и серной кислоты на установке проводить только при закрытых шторках, в резиновых перчатках одноразового использования, в нарукавниках и фартуке.
1.6.2 На рабочем месте не должно быть предметов не относящихся денной операции, наличие органических веществ и других реактивов, не предусмотренных картой, так как перекись водорода является сильным окислителем.
1.7 Во избежание термоопасности не касаться руками горячих частей оборудования и горячих растворов.
1.8 Во избежание порезов необходимо быть внимательным и осторожным при использовании оснастки из стекла.
В случае боя стеклянной оснастки собрать крупные осколки сухой салфеткой, а мелкие влажной и выбросить в урну.
1.9 При возникновении аварийной ситуации немедленно отключить технологический блок тумблером, расположенным на нижней панели управления, поставив его в положение ОТКЛ, затем вызвать наладчика, сообщить мастеру.
Подготовка рабочего места и организация трудового процесса.
2.1 Убедитесь по записи в журнале, что производственная гигиена рабочего места и участка соответствует 17.25101.00002.
2.2 Убедиться по журналу готовности оборудования, что установка химической обработки пластин и установка контроля проверены и подготовлены к работе наладчиком.
Без подписи наладчика к работе не приступать, сообщить мастеру.
2.3 Надеть перед началом работы вне рабочей зоны полиэтиленовые нарукавники и резиновые перчатки.
Промыть руки в перчатках деионизованной водой и осушить салфеткой.
2.4 Проводить ежедневно в начале смены протирку влажной салфеткой из мадаполама внешних поверхностей установки и решетки вытяжки слива.
На лицевой панели установки должна быть надпись, указывающая назначение операции и наименование используемого раствора.
2.5 Промыть рабочие ванны и находящиеся в них нагреватели, решетки и крышки деионизированной водой из шланга.
2.6 Слить воду из рабочих ванн, открыв вентили слива. Убедиться в том, что вода полностью удалена из ванн.
2.7 Контролировать расход вод деионизированной по ротаметру, он должен составлять (4±1) л/мин на одну установку.
2.8 Приготовить смесь серной кислоты перекиси водорода в двух рабочих ваннах установки.
2.8.1 Налить на дно первой ванны 25-50 мл перекиси водорода, открыв кран на передней панели установки с надписью перекись водорода
на 1-2 с. Закрыть кран.
2.8.2 Налить в первую ванну 6 л серной кислоты, открыв кран на передней панели установки с надписью серная кислота
, до верхней отметки на стенки ванны. Закрыть кран.
2.8.3 Налить во вторую ванну 1.8 л перекиси водорода, открыв кран на передней панели установки с надписью перекись водорода
, до нижней отметки на стенке ванны. Закрыть кран.
2.8.4 Налить во вторую ванну 4.2 л серной кислоты, открыв кран на передней панели установки с надписью серная кислота
, до верхней отметки на стенки ванны. Закрыть кран.
2.8.5 Перемешать приготовленную смесь Каро с помощью стеклянной палочки. Закрыть ванны крышками.
2.8.6 Выставить на реле времени время обработки в первой рабочей ванне (с серной кислотой) 5 минут, во второй рабочей ванне (со смесью Каро) 3 минуты.
2.9 Заполнить промежуточную ванну деионизованной водой, открыв кран.
2.10 Проверить термометром температуру горячей деионизованной воды в промежуточной ванне. Она должна быть (65±5)0
С.
Если горячая вода в ванне не соответствует указанной температуре, работу остановить, сообщить неполадку.
2.11 Получить в кассете пластины, предназначенные для данной операции. Убедиться по сопроводительному листу, что полученные пластины предназначены для данной операции и что проведены предыдущие операции.
2.12 При измерении объемов жидких материалов допустимое отклонение обеспечивается имеющимися средствами измерения.
Технологический процесс.
3.1 Включить нагреватель ванн соответствующими тумблерами автомата НАГРЕВАТЕЛЬ, поставив тумблеры в верхнее положение, при этом должны загореться сигнальные лампочки.
3.2 Нагреть серную кислоту (в первой ванне) и смесь Каро (во второй ванне) до температуры (150±10)0
С.
При достижении технологической температуры загорается сигнальная лампочка регулятора температуры.
3.3 Открыть крышки ванн.
3.4 Убедиться с помощью термометра, что температура нагретой серной кислоты и смеси Каро соответствуют заданной.
В случае несоответствия температур по регулятору и термометру на величину, превышающую 100
С, вызвать наладчика для устранения несоответствия.
Разрешается начинать обработку пластин при температуре 1200
С.
3.5 Опустить кассету с пластинами с помощью ручки в ванну с нагретой серной кислотой.
Погружение кассет с пластинами проводить медленно. При возникновении бурной реакции при растворении фоторезиста поднять кассету. Следить за тем, чтобы пластины в процессе погружения остались в пазах кассеты.
3.6 Включить реле времени первой рабочей ванны.
3.7 Извлечь кассету с пластинами с помощью ручки из первой ванны при загорании красной сигнальной лампочки.
В одной порции серной кислоты обрабатывать не более 1500 пластин.
При обработке пластин в первой рабочей ванне в серной кислоте после обработки каждых 250 пластин доливать серную кислоту 150-200 мл до уровня верхней отметки на стенке ванны.
3.8 Переставить кассету с пластинами во вторую рабочую ванну со смесью Каро.
3.9 Включить реле времени второй рабочей ванны.
3.10 Извлечь кассету с пластинами с помощью ручки из второй ванны при загорании красной сигнальной лампочки.
В одной порции смеси Каро обрабатывать не более 300 пластин.
После обработки 100 пластин осторожно доливать в ванну со смесью Каро (200±50) мл перекиси водорода. Следующую доливку делать после обработки каждых 50 пластин.
3.11 Выдержать пластины в кассете в рабочем объеме в течении 1-2 минут.
3.12 Поместить кассету с пластинами в ванну с горячей деионизованной водой.
3.13 Промыть пластины в ванне с горячей деионизованной водой в течении 1-2 минут.
3.14 Перенести кассету с пластинами из промежуточной ванны в ванну каскадной промывки.
3.15 Проводить отмывку пластин в деионизованной воде в первой и во второй ваннах каскада в течении 2-3 минут в каждой ванне. В третьей ванне каскада выдержать до снижения сопротивления сливной воды 3 Мом·см по прибору контроля сопротивления деионизованной воды.
3.16 Перенести кассету с пластинами на сушку пластин по ТВО 734 618 ТАК КАК по окончании отмывки пластин.
3.17 Передать обработанные пластины в кассете на следующую операцию, заполнив сопроводительный лист.
3.18 Отключить по окончании работы нагреватели ванн, поставив тумблер блока управления НАГРЕВАТЕЛЬ в нижнее положение.
3.19 Слить серную кислоту и смесь Каро из рабочих ванн, открыв кран слива и предварительно охладив их до (80-50) 0
С.
Перед сливом серной кислоты добавить в ванну 200 мл перекиси водорода.
3.20 Промыть рабочие ванны, находящиеся в них решетки и нагреватели, деионизованной водой из шланга.
3.21 Закрыть вентили слива и закрыть рабочие ванны крышками.
3.22 Протереть стол установки, крышки ванн салфеткой из мадаполама.
3.23 Отключить технологический блок. Проводить отмывку оснастки и ванн установки не реже одного раза в неделю. Разрешается одновременно обрабатывать по две кассеты с пластинами.
КОНТРОЛЬ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ КРИСТАЛЛА
Оборудование
система измерительная Н2001 (“Интеграл”);
зонд измерительный ОМ6010;
Алгоритм программы разбраковки
Рис.3.
СБОРОЧНОЕ ПРОИЗВОДСТВО
ВВОДНАЯ ЧАСТЬ
Микросхема К425НК1
Микросхема интегральная К425НК1 предназначена для работы в блоке управления экономайзера автомобиля, изготавливаемого для народного хозяйства.
Рис. 4. Схема расположения выводов
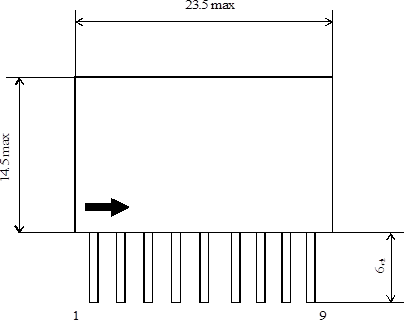
Нумерация выводов показана условно.
Ключ “=>” показывает направление отсчета выводов.
масса не более 3г.
Табл. 5 . Назначение выводов.
| Номер вывода |
Назначение вывода |
| 1 |
Вывод резистора R9 |
| 2 |
Точка соединения резисторов R4 и R5 |
| 3 |
Точка соединения резисторов R5 и R6 |
| 4 |
Точка соединения резисторов R6 и R7 |
| 5 |
Точка соединения резисторов R1 и R2 |
| 6 |
Точка соединения резисторов R4 и R9 |
| 7 |
Точка соединения резисторов R2 и R3 |
| 8 |
Вывод резистора R3 |
| 9 |
Вывод резистора R8 |
Табл. 6. Основные электрические параметры (при температуре 25±100
С).
| Наименование параметра, режим измерения, единица измерения |
Буквенное обозначение |
не менее |
не более |
| Сопротивление, КОм |
R1 |
27.0 |
33.0 |
| Сопротивление, КОм |
R2 |
0.612 |
0.748 |
| Сопротивление, КОм |
R3 |
0.459 |
0.561 |
| Сопротивление, КОм |
R4 |
0.501 |
0.612 |
| Сопротивление, КОм |
R5 |
0.225 |
0.275 |
| Сопротивление, КОм |
R6 |
0.844 |
1.032 |
| Сопротивление, КОм |
R9 |
0.577 |
0.705 |
| Сопротивление, КОм |
R7+R8 |
2.44 |
2.98 |
| Выходное напряжение, В (при входном напряжении форма сигнала синусоида, амплитуда 10В, частота 3390 Гц) |
Uвых.5
|
2.7 |
8.0 |
| Выходное напряжение, В (при входном напряжении форма сигнала синусоида, амплитуда 10В, частота 3390 Гц) |
Uвых.4
|
0.6 |
1.6 |
МАРШРУТ ИЗГОТОВЛЕНИЯ МИКРОСХЕМ К425НК1
Эти схемы изготавливаются по толстопленочной технологии.
1. Промывка чистых плат в деионизованной воде в УЗ поле с порошком.
2. Термообработка при температуре 600 — 700О
С.
3. Нанесение первой стороны проводников с проверкой совмещения под микроскопом. Пасты — ПП3, содержащие серебро, палладий, органику.
4. Вжигание при температуре 625 — 740О
С.
5. Нанесение второй стороны проводников. Пасты — ПП1.
6. Вжигание при той же температуре ( предварительное вжигание ).
7. Нанесение проводников с торцевой стороны на полуавтомате с целью соединения сторон.
8. Окончательное вжигание проводников при температуре 800 — 865О
С.
9. Нанесение резистивного слоя на полуавтомате на маске. Состав пасты — окись Ag, Pd, органика.
10. Вжигание резистивной пасты при температуре 700 — 750О
С.
11. Подгонка лазерным лучом (установки “Темп”)
12. Измерение резисторов, контроль внешнего вида.
13. Пайка в электронагревательном устройстве в воздушной среде.
Эта операция предусматривает пайку навесных элементов с помощью паяльной лампы на автоматической линии пайки. Здесь закладывается качество. От того на сколько качественно проведена пайка зависит качество и надежность схем. Паста наносится трафаретной печатью через трафарет. Нанесенные элементы ставят автоматически путем захвата их из бункера и установки на место. Температура плавления — 200-220О
С. Здесь не допускается смещение кристаллов, неправильная ориентация кристаллов, прокрасы пасты.
14. Промывка в органическом растворителях в УЗ поле.
Операция предназначена для отмывки плат с навесными элементами от флюса. Промывка ведется в трех ваннах с предварительной замочкой в течении 3 минут с последующей обработкой в УЗ поле в течении 2 — 3 минут в каждой из трех ванн. Затем схемы высушиваются под вытяжкой. При выполнении данной операции необходимо строго выполнять требования безопасности. Не допускается соприкосновение ТХЭ с нагретыми металлическими предметами во избежании образования удушающих газов (фосген, дифосген).
15. Промывка в горячей деионизованной воде.
Операция предусматривает дополнительную промывку от остатков флюса и хлора (от ТХЭ) при температура 85О
С (расход Н2
О — 1,2 л/мин) с последующей сушкой при температуре 80 — 120О
С.
16. Стабилизация параметров термотренировкой.
Стабилизация проводится, чтобы не уходили параметры резистора. Проводится при температуре 85
+3
ОС в течении 24 часов
17. Пайка проволочных выводов газовым пламенем на автоматической линии армирования.
Газ — водород. Р=0.6.
10-5
Па. Время пайки — 100 мсек. Для выводов используется медь луженая.
18. Загрузка схем в кассеты.
Проводится для удобства проведения операции герметизации.
19. Нанесение слоя компаунда окунанием.
Данная операция предусматривает технологический процесс герметизации микросхем. Процесс происходит вручную. При этом надо следить, чтобы не нарушались габаритные параметры. Герметик — компаунд на основе эпоксидной смолы с добавлением отвердителя, растворителя и красителя.
20. Сушка конвективная.
Проводится с целью полимеризации компаунда в печи СК при температуре 130 — 150О
С в течении 2 часов.
21. Маркировка.
С помощью специальных приспособлений на каждую схему наносится товарный знак ( название, дата, ключ ).
22. Лакировка.
Схемы покрываются лаком для улучшения товарного вида и дополнительной защиты от влаги.
23. Сушка конвективная.
Проводится при температуре 130 — 150О
С в течении 2 часов.
24. Термотренировка.
Здесь предусматривается стабилизация параметров при температуре 120О
С в течении 24 часов.
25. Испытание на воздействие изменений температуры среды (термоциклирование).
Проводится в двух камерах КТ04 ( камера тепла ) и КТХБ ( камера холода ) при температуре от+125О
С до -65О
С (10 циклов) с целью определения способности микросхем выдерживать попеременное воздействие придельной повышенной и придельной пониженной значений температур и сохранять после воздействия внешний вид и электрические параметры.
26. Электро — термо тренировка (ЭТТ).
Предусматривает испытания микросхем на электрическую нагрузку при повышенной температуре. Схема загружается в контактирующие специальные стенды и испытывается в рабочем режиме при 85О
С в течении времени равном времени наработки ( 1...7 суток ).
27. Разбраковка по электрическим параметрам. Проводится с целью разделения годных схем от брака. Схемы проверяются на испытательном комплексе “Вахта” по всем приемосдаточным параметрам, предусмотренным техническими условиями.
28. Разбраковка по внешнему виду.
29. Сдача в ОТК.
От сданной партии 10% выборки проверяется.
ОПЕРАЦИЯ НАНЕСЕНИЕ СЛОЯ КОМПАУНДА ОКУНАНИЕМ
Настоящая операция предусматривает технологический процесс герметизации микросхем методом нанесения слоя компаунда окунанием.
Подготовка рабочего места.
1.1 Проверить работу вытяжной вентиляции.
1.2 Проверить наличие заземления у всех установок, работающих под напряжением.
1.3 Протереть рабочее место салфеткой из полотна “нетканол”, смоченной в воде.
1.4 Получить у мастера необходимые материалы и элементы.
1.5 Проверить загрузку элементов в кассету, при наличии дефектов возвратить на операцию “загрузка элементов в кассеты”.
1.6 Взять кассету с элементами с транспортера (в случае автоматической загрузки элементов в кассеты) проверить внешний вид загруженных элементов.
Не допускается:
1. отсутствие навесных элементов;
2. отсутствие выводов;
3. нарушение шага загрузки;
4. смещение выводов;
5. пересечение выводов;
6. сколы кристаллов, недопай конденсаторов.
1.7 Передать наладчику кассеты с дефектными элементами.
Примечания. Наладчику, пользуясь устройством ФОЗ-0524, извлечь дефектные элементы из кассет, загрузить годными и передать заливщице для обволакивания.
Организация трудового процесса.
2.1 К выполнению данной технической операции допускаются лица, прошедшие аттестацию на знание данной операции в соответствии с ТВО 046 093 ТИ.
2.2 При работе соблюдать требования электронной гигиены согласно
ТВО 046 341 ТИ.
2.3 Технологическая одежда должна соответствовать требованиям СОТ 11 050 000-80.
2.4 На рабочем месте должна находиться выписка из технологической карты, выполненная в соответствии с ТВО 045 207 ТИ.
Технологический процесс.
3.1 Наполнить ванну для ручного окунания элементов компаундом.
3.2 Перемешать компаунд в ванне для усреднения вязкости и выравнивания поверхности компаунда.
3.3 Подровнять элементы в кассете, опустив их на поверхность стола так, чтобы они находились на одном уровне.
3.4 Окунуть элементы в ванну с компаундом.
3.5 Вынуть медленно элементы из ванны и встряхнуть с них избыток компаунда.
3.6 Перевернуть кассету с покрытыми элементами и стряхнуть компаунд для более равномерного распределения компаунда.
Допускается покрытие компаундом выводов на величину не более начала формовки вывода.
3.7 Просмотреть кассету после окунания, проколоть пузыри с помощью монтажной иглы на корпусе и поставить в подставку для сушки.
3.8 Повторить переходы 3.3-3.7 для всей партии элементов.
3.9 Заполнить сопроводительный лист, указав четко дату, количество годных и бракованных микросхем, фамилию работницы.
3.10 Для герметизации микросхем К224ФН2 использовать компаунд вязкостью 27-32 мм.
3.11 Для микросборок с конденсаторами К53-37 применять компаунд ЭОК вязкостью 39-40 мм.
3.12 Раковины, образовавшиеся на поверхности микросборок в местах расположения конденсаторов К53-37 и транзисторов в пластмассовом корпусе, дозалить компаундом с помощью монтажной иглы.
Требования безопасности.
4.1 К работе на данной операции допускаются лица:
достигшие 18 летнего возраста;
получившие положительное заключение по результатам медицинского осмотра в соответствии с приказом Минздрава СССР № 400;
изучившие правила безопасной работы с эпоксидной смолой, м-фенилендиамином, трикрезилфосфатом и растворителями;
прошедшие инструктаж на рабочем месте по проведению данной операции.
4.2 При работе на данной операции руководствоваться требованиями безопасности согласно ТВО 046 050 ТИ.
4.3 Компаунд на рабочем месте должен находиться в плотно закрывающейся таре с соответствующей подписью под местным вытяжным устройством.
Количество компаунда не должно превышать сменной потребности .
4.4 Производить обволакивание микросхем в ванне на рабочем месте с местным вытяжным устройством с защитным экраном из органического стекла.
4.5 Хранить микросхемы после обволакивания в накопителях с местным вытяжным устройством.
4.6 В случае попадания компаунда на кожу промыть ее горячей водой с мылом и смазать защитной пастой Р.71.528.21.
4.7 Количество ацетона на рабочем месте, предназначенного для промывки микросхем упавших в ванну с компаундом, для промывки посуды, приспособлений и оснастки, не должно превышать сменной потребности.
Ацетон должен храниться в металлической таре с плотно закрывающейся крышкой.
4.8 По окончании работы сдать мастеру оставшиеся микросхемы и материалы, предназначенные для утилизации.
Дополнительные указания.
5.1 Микросхемы упавшие в ванну с компаундом во время окунания партии, взять пинцетом, промыть в чашке с ацетоном, загрузить в кассету и произвести окунание.
5.2 По окончании работы промыть посуду, приспособления и оснастку в ацетоне и протереть салфеткой.
В конце каждой рабочей недели слить компаунд из ванн в бак и выровнять поверхность. Ванну очистить и промыть в ацетоне. Промывку производить в резиновых перчатках.
5.3 Убрать рабочее место.
5.4 Заказать мастеру компаунд на следующую смену по мере необходимости.
5.5 Срок жизни компаунда не более 5 суток.
5.6 Допускается разбавлять загустевший компаунд ЭОК жидким компаундом вязкостью 35-40 мм до получения рабочей вязкости.
5.7 Слить отработанный компаунд в бочек с полиэтиленовым пакетом, вынуть пакет с компаундом и поместить под вытяжку. Выдержать не менее 3 суток, после чего заполимеризованнй компаунд можно выбрасывать как бытовой мусор.
5.8 Допускается для герметизации микросхем использовать компаунд Ф047-1 по ТВО 028 312 TK, ТВО 028 312 МК, ТВО 308 211 TK, ТВО 342 911 TK, ТВО 028 001 ТУ.
5.9 Допускается вместо фурацилиновой защитной пасты использовать крем силиконовый.
|