Сварные соединения
Лекция 15
Сварные соединения
Введение
Сварная сборочная единица представляет собой неразъемное соединение двух или нескольких деталей, осуществленное с помощью сварки.
Соединение деталей сваркой широко применяется в самых различных отраслях машиностроения, в строительстве и ремонтном производстве. Сварное соединение имеет значительные преимущества перед литьем и соединением заклепками.
Сварное соединение получается в процессе местного нагрева соединяемых деталей. Имеется много видов сварки, различающихся в основном по виду применяемых источников тепла и способу соединения деталей. В зависимости от источника тепла различают газовую, электродуговую, плазменную, контактную, трением, термитную, лазерную, взрывом, электронно-лучевую, индукционную, газопрессовую, ультразвуковую, электрошлаковую, под флюсом и др. виды сварки. Наиболее широко в практике применяют газовую, электродуговую и контактную сварку.
При газовой сварке для концентрированного нагрева применяют горючий газ (ацетилен или другие газы, сжигаемые в кислороде); при дуговой и контактной -тепловую энергию электричества. В машиностроении наиболее широкое применение находят дуговая (особенно) и контактная сварка.
Электродуговая сварка – сварка плавлением, когда для нагрева применяется тепловая энергия электрической дуги.
Контактная сварка (точечная, шовная и др.) - сварка давлением, пластическая с применением внешних сил, сжимающих детали в свариваемых местах; для нагревания до пластического состояния мест сварки применяют электрическую энергию, которая преобразуется в тепловую.
Более подробные сведения о видах сварки, применяемой аппаратуре, оборудовании и технологии сварки можно получить в специальных курсах.
Детали сварной сборочной единицы часто изготовляют из листового материала и из различных профилей. В сварных сборочных единицах применяют литые, штампованные и другие детали.
Места соединения деталей с помощью сварки называют сварными швами. Сварные швы различаются взаимным расположением свариваемых деталей (вид соединения), подготовкой кромок, характером выполненного шва.
В зависимости от толщины материала и требований к прочности и герметичности шва, кромки свариваемых деталей могут быть обработаны или не обработаны, может быть сделан скос кромки (фаски) на одной или на обеих сторонах детали. При сварке внахлестку применяют ещё один вид подготовки деталей - отверстия в одном из свариваемых листов.
Шов может свариваться с одной стороны (односторонний) непрерывной линией или с перерывами. Если двусторонний шов делают прерывистым, то проваренные участки могут располагаться в шахматном порядке (шахматный прерывистый шов) или один рядом с другим (цепной прерывистый шов).
Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки, установлены шифры швов, обозначения способов сварки.
ГОСТом 2.312-72 установлены изображения и обозначения на чертежах различных сварных швов. Рассмотрим особенности построения чертежей сварных сборочных единиц.
1. Чертеж сварной сборочной единицы должен содержать минимальное, но
достаточное количество изображений, по которым можно ясно понять
взаимное расположение всех деталей. Кроме того, чертеж сварной сборочной
единицы может иметь дополнительные изображения в виде сечений, на
которых указывают радиусы изгиба, размеры деталей после гибки, развертки
деталей для уточнения формы неясных элементов, т.е. все данные, пользуясь
которыми можно изготовить из листового материала как плоские, так и детали,
изготовляемые гибкой, не имея для них отдельных чертежей.
Простановку размеров выполняют так же, как и на чертежах деталей.
2. Места соединений деталей - сварные швы - изображаются и обозначаются
условно согласно ГОСТ 2.312-72. По этим обозначениям на чертежах из
соответствующих стандартов можно установить все элементы швов для
проведения сварочных работ.
Общая структура обозначения швов сварных соединений, выполняемых сваркой плавлением, показана на рис. 15.7. Входящие в них буквенно-цифровые обозначения (шифры) расшифровываются далее в тексте. 
Независимо от способа сварки видимый шов сварного соединения изображают сплошной основной линией, невидимый - штриховой линией.
От изображения шва, предпочтительно видимого, проводят линию-выноску. заканчивающуюся односторонней стрелкой, а на полке проставляют обозначение сварного шва соединения (рис. 15.7). Порядок простановки символов в обозначении шва: на изгибе линии-выноски и полки проставляются знаки шва по замкнутой линии и знака сварки при монтаже; ГОСТ на тип шва; Т4 - буквенно-цифровое обозначение шва;  знак и размер катета шва; / - знак прерывистого шва;
знак и размер катета шва; / - знак прерывистого шва;  - знак механической обработки шва;
- знак механической обработки шва;  - знак шва по незамкнутой линии. В случае невидимого шва обозначение сварного шва проставляют под полкой линии - выноски (в том же порядке, что и для видимого шва – рис. 15.13).
- знак шва по незамкнутой линии. В случае невидимого шва обозначение сварного шва проставляют под полкой линии - выноски (в том же порядке, что и для видимого шва – рис. 15.13).
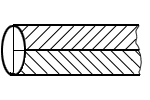
3. При изображении в разрезе отдельной сварной сборочной единицы штриховку её деталей в плоскости разреза выполняют в разных направлениях (встречная или со сдвигом) - Рис.15.1. Сварную сборочную единицу, изображенную в сборе с другими сборочными единицами или деталями, штрихуют как целую (монолитную) деталь, при этом швы не показывают, а линии, разделяющие детали между собой, сохраняют.
В поперечном сечении сварочный шов не изображают. Следует отметить, что у деталей толщиной до 2 мм подготовки кромок обычно не требуется.
15.1 Виды сварных соединений по ГОСТ
Сварка - один из наиболее прогрессивных способов неразъемного соединения составных частей изделия посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого (ГОСТ 2601-84 «Сварка металлов. Основные понятия. Термины и определения»).
Существует много видов сварки и способов их осуществления, например: ручная дуговая (ГОСТ 5264-80), автоматическая и полуавтоматическая сварка под флюсом (ГОСТ 11533-75), дуговая сварка в защитном газе (ГОСТ 14771-76), контактная сварка (ГОСТ 15878-79) и др. Более подробно об этом сообщается в ГОСТ 19521-74. Сварка металлов.
15.2 Типы (виды) сварных швов
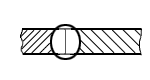
Детали (или их элементы), соединенные с помощью сварки, образуют сварное соединение с помощью, так называемого, шва. Сварные швы в зависимости от взаимного расположения свариваемых деталей разделяют на следующие виды (рис. 15.1):
а) С
б) У
в) Т
г) Н
д) Тр
Рис. 15.1 Типы (виды) сварных швов
а) стыковые (детали соединяются торцами), обозначаются буквой С;
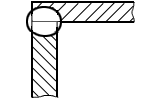
б) угловые (свариваемые детали образуют угол), обозначают буквой У;
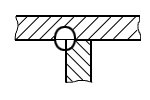
в) тавровые (свариваемые детали образуют форму буквы Т), обозначают буквой Т;
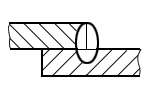
г) внахлестку (кромки свариваемых деталей накладываются одна на другую
внахлестку), обозначают буквой Н;
15.3 Изображение сварных швов
Изображения сварных швов на чертежах стандартизованы в ГОСТ 2.312-72. Шов сварного соединения независимо от способа сварки условно изображают:
видимый - сплошной основной линией (рис. 15.2, 15.10, 15.11, 15.12);
невидимый -штриховой линией (рис. 15.3, 15.13)
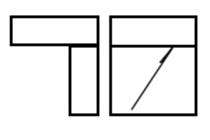
Рис. 15.2 Видимый шов
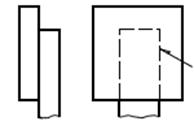
Рис. 15.3 Невидимый шов
15.4 Обозначение сварных швов
В условном обозначении шва могут быть применены следующие знаки (рис. 15.4): а - шов по незамкнутой линии;

а)

б)

в)

г)

д)

е)

ж)

з)
Рис. 15.4 Знаки условного обозначения шва
б - наплывы и неровности шва обработать с плавным переходом к основному металлу;
в - усиление шва снять;
г - шов по замкнутой линии;
д - шов выполнить при монтаже изделия;
е - для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка l и шага t; ( рис. 15.5), например, 30/60 (мм).
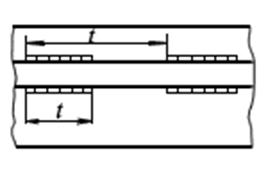
Рис. 15.5 Цепное расположение провариваемых участков
ж - для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров l и t (рис.15.6 ), например, 20Z20 (мм).
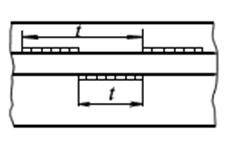
Рис. 15.6 Шахматное расположение провариваемых участков
з - когда требуется указать размер катета поперечного сечения шва ( в нахлесточном, угловом и тавровом соединениях, например,  4).
4).
Знаки выполняют тонкими линиями. Высота знаков должна быть одинаковой с высотой цифр, входящих в обозначение шва.
В условное обозначение шва может быть включено также буквенное обозначение способа сварки, например, сварку автоматическую обозначают буквой А, полуавтоматическую - П (ГОСТ 11533-75), контактную точечную - Кт; шовную - Кш (ГОСТ 15878-79) и др.
На рис. 15.7 приведено полное условное обозначение стандартного шва или одиночной сварной точки по ГОСТ 2.312-72.
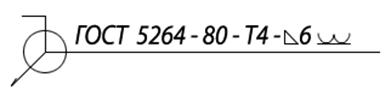
Рис. 15.7 Пример полного условного обозначения стандартного шва (видимого)
Линию-выноску начинают от линии шва односторонней стрелкой (см. рис. 15.2, 15.3, 15.7).
Примеры обозначений (упрощенных - для учебных чертежей) - рис.15.7.
Аналогично обозначают швы сварных соединений деталей из пластмасс (полиэтилена, полипропилена, винипласта и др., см. ГОСТ 16310-80).
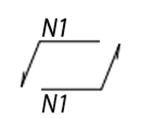
При наличии одинаковых швов обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва (рис.15.8 а, б) или без полок, если все швы одинаковые (рис. 15.8 в).
а)
б)

в)
Рис. 15.8 Обозначение одинаковых швов
Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняют по одному и тому же стандарту, например, по ГОСТ 5264-80, его обозначение на полке не указывают, а дают ссылку в технических требованиях.
Кромки свариваемых деталей могут быть подготовлены: с отбортовкой, без скосов, со скосом одной кромки, со скосом обеих кромок, с двумя симметричными скосами одной кромки и т.п. Шов может быть односторонним и двусторонним (рис.15.9).
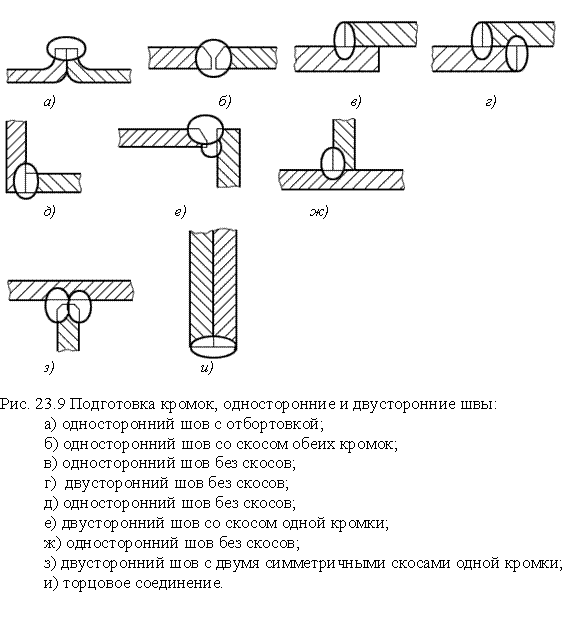
На чертежах к буквенному обозначению добавляют цифровое: С1, С2, СЗ,...;Н1, Н2, НЗ,...; У1, У2, УЗ,...; Т1, Т2, ТЗ..., характеризующее вид подготовки кромок и интервал толщин свариваемых деталей, например, Н1 - нахлесточное соединение без скоса кромок, толщина 2...60 мм, шов односторонний; У7 - угловое соединение со скосом одной кромки, толщина листов 3...60 мм; Т1 - тавровое соединение, шов односторонний, без скоса кромок, толщина листов 2...30 мм (более подробные сведения см. в ГОСТ 5264 - 80).
Над полкой (для лицевых - видимых швов) или под полкой (для оборотных - невидимых швов) линии-выноски наносят условное обозначение шва. Примеры изображения сварных соединений представлены на рис. 15.10…15.12.
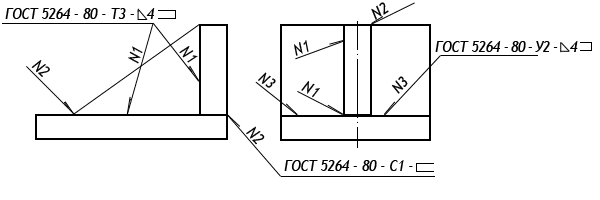
Рис. 15.10
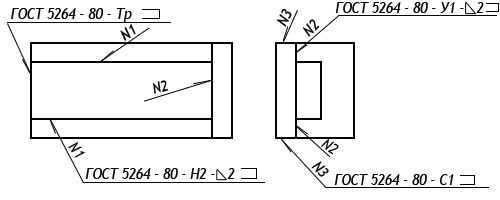
Рис. 15.11

Рис. 15.12
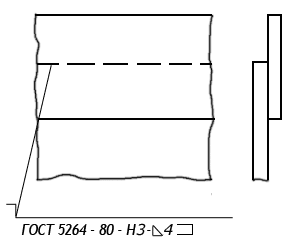
Рис. 15.13
Сварные соединения