Блшектеу- жинау мен слесарлы монтажды жабдытар
№11 дрiс Таырып: «Блшектеу- жинау мен слесарлы монтажды жабдытар»
11.1. Жалпы млiметтер жне классификация
Бзу-растыру жне слесарлы - жинатау жмыстары автокліктік ксіпорын шарттарындаы автоклiктерге техникалы жндеу жмыстарын жргізу кезіндегі негiзгi трi болып табылады. Бзу-растыру жмыстарды иындыы автомобильдi жндеу бойынша жмысты ебектi кп ажетсiнуiндегi тбегейлi еншiсiн райды. растыру ндiрiстiк процесстi анытайтын кезе болып табыланын жне оан жндеу жмыстарды орындалуы сапаа едуiр млшерде туелдi болатынын атап ту керек. растыру барлы алдыы технологиялы дерiстермен жне атарылатын жмыстарды сапасына растыруды сапаны ыпалы зара байланыстыран автоклiктердi техникалы дегейдi суiмен бiр уаытта седi.
Бзу-растыру жмыстарды сапаларын тбегейлi жоарылатуа механикаландыру жне автоматтандыру лкен роль атарады. бл масат шiн олданылатын жабдытарды келесi топтара блшектеуге болады:
- брандалы осылыстарды бзу жне растыруды операцияларыны механикаландыруы шiн жабды жне аспап;
- керiлiспен бзу жне осу растыруы шiн жабды жне аспап;
- бзу-растыру стендтер;
- растырушы рал-саймандар;
- (верстактер, тумбочка, стеллаждар) йымдастыру жабдыы.
Брандалы осылыстарды бзу жне растыру шiн арналан аспап келесi топтара блшектеуге болады:
- ол мбебап аспабы;
- оса тiркелетiн моменттi млшерлеуiнi рылымдалан кілттер;
- механикаланан аспап
Машина жасауда ке таратылан трі салыстырмалы керiлiспен осулары (10... 17% осуларды жалпы сандарынан). Олар тйiндестiрiлетiн беттерге алыпты кернеулердi алуы дiстер бойынша діріл-импульсты серді олдана отырып бойлай - сыу, кесе клдене – сыуа шартты трде блінеді.амтылатын блшегi бойлай - сыу осуында бiлiктi кшiнi серiмен амтитын керiлiсiмен тыындайды, нтижеде блшектердi салыстырмалы имылсызды амтамасыз ететiн йкелiс кштерi пайда болады.
Тартпа біріктірмелерді растыруы шiн бзулар жне пресстер жне шыарушыларда олданады. Тйiндестiрiлетiн беттердi иаштанулары жне (берiктiктi тмендетуi, жиналатын блшектердi кесiк байланысуды жоты) сапасыз растыру ммкiн демеу шiн ныыздап кiргiзудi дрыс ою себепшi болатын р трлi орналастыратын жне бадарлайтын рылымдарды олдануымен сонымен бiрге деформациялар жне тйiндестiрiлетiн блшектердi иаштануларын жоюлара ткiзедi.
Шашып - растыру жне слесарлы - монтажды жабдытар учаскелік жне постты жмыстарда да олданыла береді. орындау шiн олданыла алады. Таайындаулар жне габариттi лшемдерге байланысты траты, жылжымалы, тасымал, мбебап жне мамандандырылан жабдытар ажыратылады. Жабдыты орналастыруыны орындарына байланысты жерде тратын жне стола оятын бола алады.
Бл жабдытар тобына ойылатын негізгі талаптар: сыйымдылы, тмен салма, арзан н жне энергия сыйымдылы, жмыс сенiмдiлiгі жне ауiпсiздiк, эргономика, басару жне ызмет крсетудегi оайлытар.
11.2. Брандалы осылыстарды бзу жне растыру шiн арналан аспаптар.
олды мбебап аспап. Бл аспап тріне ашы жне жабы гайкалы кілттер, комбинирленген кілттер, ішкі жне сырты алтыбрыштыпен жабдыталан кілттер, т.б. жатады. Гайкалы кілттер 40Х-ден тмен болмайтын маркалы болаттан жасалады. Е соы термиялы деуден ткен кілттін аттылыы 45 Н1С шамасында болуы тиіс. Кілттер хромдалан, фосфатталан, цинкті немесе оксидті аптамалы болуы тиіс. Кілттін стаышыны зындыы 1 — (15 ... 20)’!, мндаы 1- гайка брамасыны номиналды диаметрі. Кілт губкасымен гайканы аралыындаы саылау 0,1 ... 0,2 мм болады.
Брандалы осылыстарды растыруды нiмдiлiк растырушы аспаптарды трiнен туелдi болады. Кдiмгi кiлттi бекiткiштермен орауды уаыты трещоткалы кiлттерiнi олдануында 2-3 есе жне коловоротты торецті кілттерді олдананда 3-5 есе азайтады. кiлттердi кесiк коловороточныхтарыны олдануында. Трещоткалы кiлттерiнi конструкциясына кiрiстiрiлген корпуста храп тетiгi кiредi, соны есебінен гайкаа саптан момент бір баытта берiледi. Бл жмыс уаытында кiлттi орын ауыстыруы ажеттiлiгін жояды.
Шектік жне динамометрлік кілттер. Брандалы осылыстарды моментті баылай отырып, шектік жне динамомертрлік кілттер олданылады. Шектік кілтттер конструкциясында муфта орнатылан, ол з кезегіне белгіленген ажетті моментті беруге арналан. Шектік кілттерді шектік муфталара байланысты ажыратылатын кптеген конструкциялы трлері белгілі:
кесетiн штифтпен, шариктi муфтамен, жлдызшамен, фрикциялы муфтамен, шытына аламмен, клбеу тісті, жне т.б.
шарикті муфтасы бар шектік кілт (11.1.а-сурет) сабы (ручка) 9 жне дискысы 3 йылан трыдан 8 трады, оны паздарына ш шарик 4 орнатылан. Диск корпуса 8 гайкамен 10 тарта бекітілген жне штиф 2 кмегімен стерженьге 7 жаласан, ол з кезегінде кілттін ауыспалы басына 1 айналымды жеткізіп отырады. Тартпаны ажет моментіне жеткен кезде пайда болан кш есебінен шариктер 4 паздан дискке 3 арай сыыла ктеріледі, соны нтижесінде серіппе 5 жиналады, диск 3 корпустан блінеді де, кілт бос жмыс жасайды.
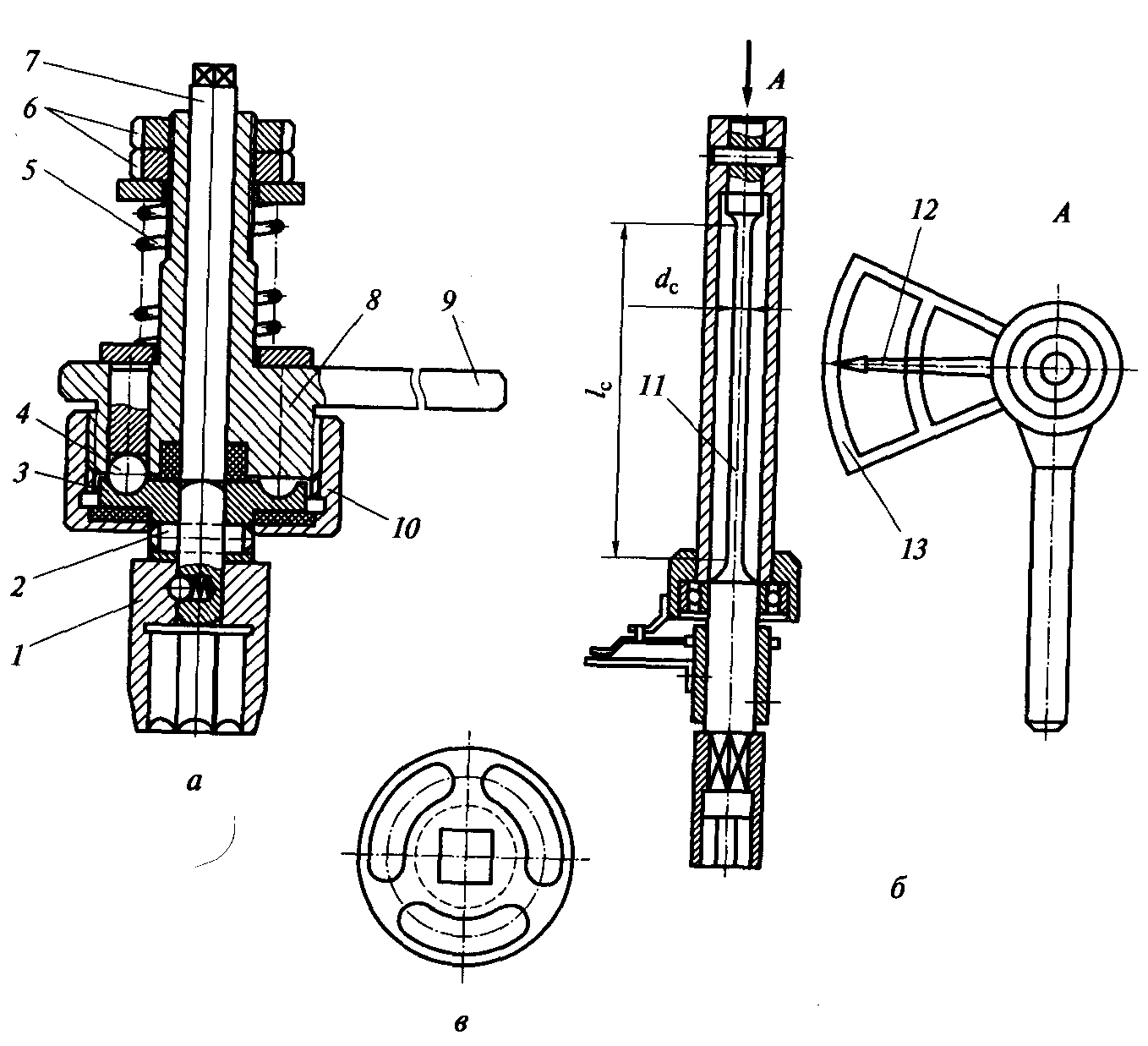
11.1.-сурет. ажетті моментті дозалаушы ондырысы бар кілттерді конструкциясы. Конструкции ключей с устройствами дозирования прилагаемого момента:
а — шектік; б — динамометрлік; в — диск; 1— ауыспалы басы; 2— штифт; З — диск; 4 — шарик; 5 — серіппе; б — реттеуші брама; 7— стержень; 8— тры; 9— саптама; 10— брама; 11 — серіппелі стержень; 12— баыттауыш; 13 — шкала; — серіппелі стерженні есептік блігіні зындыы; — серіппелі стержень диаметрі.
, Н м момент беруге арналан, серіппені шарикті муфтаа ысу кшін , Н, келесі формула бойынша анытаймыз:
(11.1)
Мндаы — шариктерді орналасуыны орташа диаметрі, м; — диск пазаларымен шариктерді тйісу брышы, ...°; - йкеліс брышы (р =2... 5°).
Динамометрлік кілттер зіні конструкциясында арнайы деформацияны серпімділік энергиясын баса бір кілттін элементіне трлендіргіштеріні болуымен ерекшеленеді.
Динамометриялы кiлттердi серпiмдi стерженді, торсионды стерженді, спираль серiппелi, гидравликалы трлендiргiшпен жне таы баса конструкциялы трлері бар.
Кілт саптамасындаы айналу моментін , Н м, жне стерженні айналу брышы , . . келесі туелділікке байланысты:
, 11.2
Мнда — серіппелі стерженні есептік блігіні зындыы, м; — стержень материалыны жылжу модулі, Н/м2 (= 8 1010 Н/м2); . — стержень имасыны полярлы инерция моменті, м4:
где — серіппелі стержень диаметрі, м.
Механикаландырылан аспап.
Механикаландырулар жне брандалы осылыстарды растыруды автоматтандыру ралдар ретiнде ол жабдыы, механикаланан ондырыларлар, жартылай автоматтар жне автоматтарды олданады. растыруды тиiстi ралдар жиналатын бйымдарды сапасы, оларды массасы жне лшемдер, таы баса факторларды жндеудi бадарламаа байланысты тадайды. олды брамды ораыш жабдытарын ке олданады: сомын брауыштар, винт брауыштар, шпилькалы брауыштар , таы басалар. бл жабдыты артышылытары болып, ызмет крсетудi оайлы, сенiмдiлiк, жеткiлiктi тарту длдiк, мобилдiлiктер болып табылады. Жетек ретiнде брама ораыш жабдытарда пневматикалы жне электр двигателдердi олданады.
Жмыс жеілдігі шін олды сомын браыштарды серіппелі блоктара іледі. лкен диаметрлі жне жоары айналу моментін беретін брамалы біріктірмелер арбашалара немесе арнайы стационарлы баыттауыштара орнатылады. Жк таситын автоклiктердi рессорлы стремянкаларыны сомынын брауа жне айта шыаруша арналан сомын браманы слбасы 11.2-шi сурет крсетілген.
Сомын браманы куштік механизмі реверсивті электрозалтыштан 8, белдікті берілстен 2 жне тегершекті редуктордан трады. Редукторды шыушы білігі айналу моментін конусты тісті беріліс 5 пен сатандырыш ждырышалы муфта 3 арылы торецті головкаа 4 береді. Муфта арылы беріліп отыратын момент шамасы оны серіппесіні созылуын згерте отырып реттелінеді. Барлы конструкция арбашаа 6 орнатылады. Сомын браманы механизмін орнын ауыстыру шін арбаша 1 ттасын олмен брау арылы жзеге асырылады.
Гайкавертті есептеу электромеханикалы жетекті есептеуге сайды жне келесі ретте орындалады:
- торецті басындаы уатты анытайды , Вт:
, (11.3)
Мндаы — сомынды брау моменті, Н м; . — торецті басты айналу моменті, мин-1 ( = 40... 70 мин-1);
- электроозалтышты ажетті уатын анытаймыз: , Вт:
(11.4)
мнда — барлы жетекті ПК-і, тегершекті редукторды, белдікті берілісті, конусты берілісті, ждырышалы муфтаны жне мойынтірек жетектеріні ПК-теріні осындысына те;
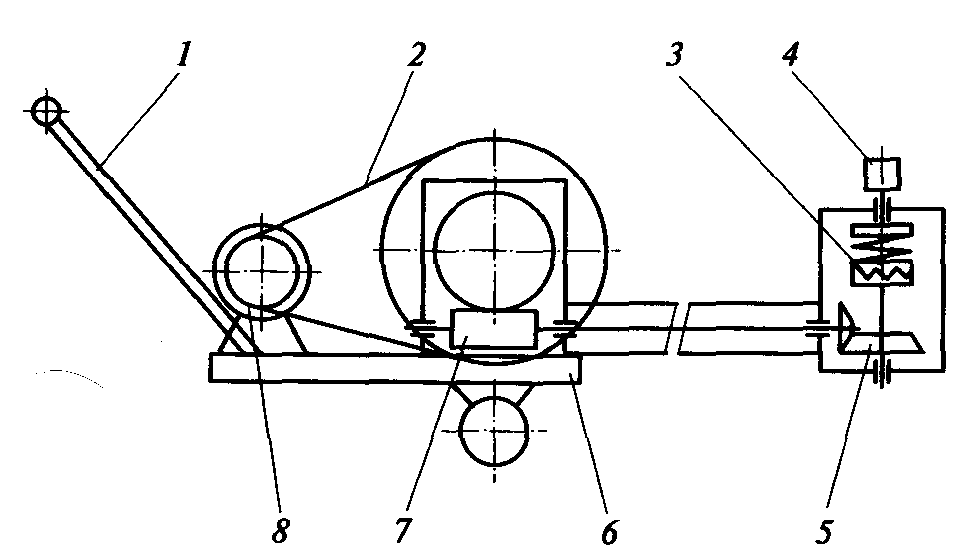
11.2.-сурет. Жк таситын автоклiктердi рессорлы стремянкаларыны сомынын брауа жне айта шыаруша арналан сомын браманы слбасы: 1- стаыш, 2-белдікті беріліс, 3-ждырышалы муфта, 4- торецті головка, 5 – конусты тісті беріліс, 6-арбаша, 7- тегершекті редуктор, 8-электроозалтыш.
- Сомына берілетін брау моментіні белгілі шамасына арай жне білікті айналу жиілігін бере отырып =40... 70 мин-1 тегершекті редукторды трін тадайды
- редукторды беріліс атынасына арай электрозалтыш тадалынады;
- белдікті берілісті беріліс атынасын анытайды :
(11.5)
мнда — электроозалтыш білігіні айналу жиілігі, мин-1; — тегершекті редукторды берілісі;
- белдікті берілісті санайды;
- ждырышалы муфтаны тадаймыз.
Брамды біріктірмелерді екпінді-айналдырушы импульс кмегімен жинау кезінде екпінді сомын брамалар олданылады. Айналмалы озалыс жасаушы сомын брамалардан айырмашылыы озалтыштан келетін момент траты емес, яни екпінді-аналдырушы импульс сериясы турінде. Бл тменгі уатты жетекші озалтышты пайдалануа жне сйкесінше жеіл жне портативті сомын брамалар шыаруа ммкіндік береді.
Трысында реактивті моментті болмауыны есебінен екпінді сомын брамаларды лкен лшемдегі біріктірмелерді растыруа болады. Сонымен атар екпінді сомын брамалар жмыс затыы тмен, жмыс кезінде шу мен діріл дегейі жоары болып табылады.
Туындайтын импульс жиілігіне арай екпінді, сирек екпінді (1 секундта 3 соыа дейін) жне жиі соылы (1-40 соы секундына) болып ажыратылады.
Сирек соылы сомын брамалар баса турлерімен салыстыранда жоары энергосыйымдылыа (10 есе жне одан жоары), тменгі салмаа (20-40 %-а), жоары ПК-ке (2-5 есе) ие.
Жктік автомобильдерді доала сомындарын шыарып, брауа арналан екпінді-импульсты сомын браманы слбасын 11.3-суретте келтірілген. Сомын брама вертикальды озалыс жасай алатын арбаша 1 аралыына 5 орнатылан механизм болып табылады. Механизмні білігіне 7 айналу жетегі жарты муфтадан 4 жне 8 жне белдікті беріліс арылы 9 электроозалтыштан келеді. Муфтаны іске осу жылжымалы жартылай муфтаны 4 білік 7 шлицтеріні бойымен жылжыту арылы жзеге асады.
Алдымен ждырышалы муфта шіп тран кезде, маховикті 6 электроозалтыш кменгімен айналдырып алады.Содан кейін ана жылжымалы жартылай муфтаны 4 білік шлифтеріні бойымен жылжыта отырып, ждырышалы муфтаны іске осады. Бл кезде маховиктегі жинаталан кинетикалы энергия екпінді импульспен білікке 7 беріледі. Муфтаны іске осу вилкасын олмен немесе электромагниттік рылымен жзеге асыруа болады.
Екпінді-импульсты сомын-браманы есептеу келесідей іске асады:
- брамды біріктірулерді атайту немесе босату моменттеріні белгілі мндеріне сомын брама білігіні диаметрін жне іліністі ждырыша муфтасыны параметрлерін анытайды;
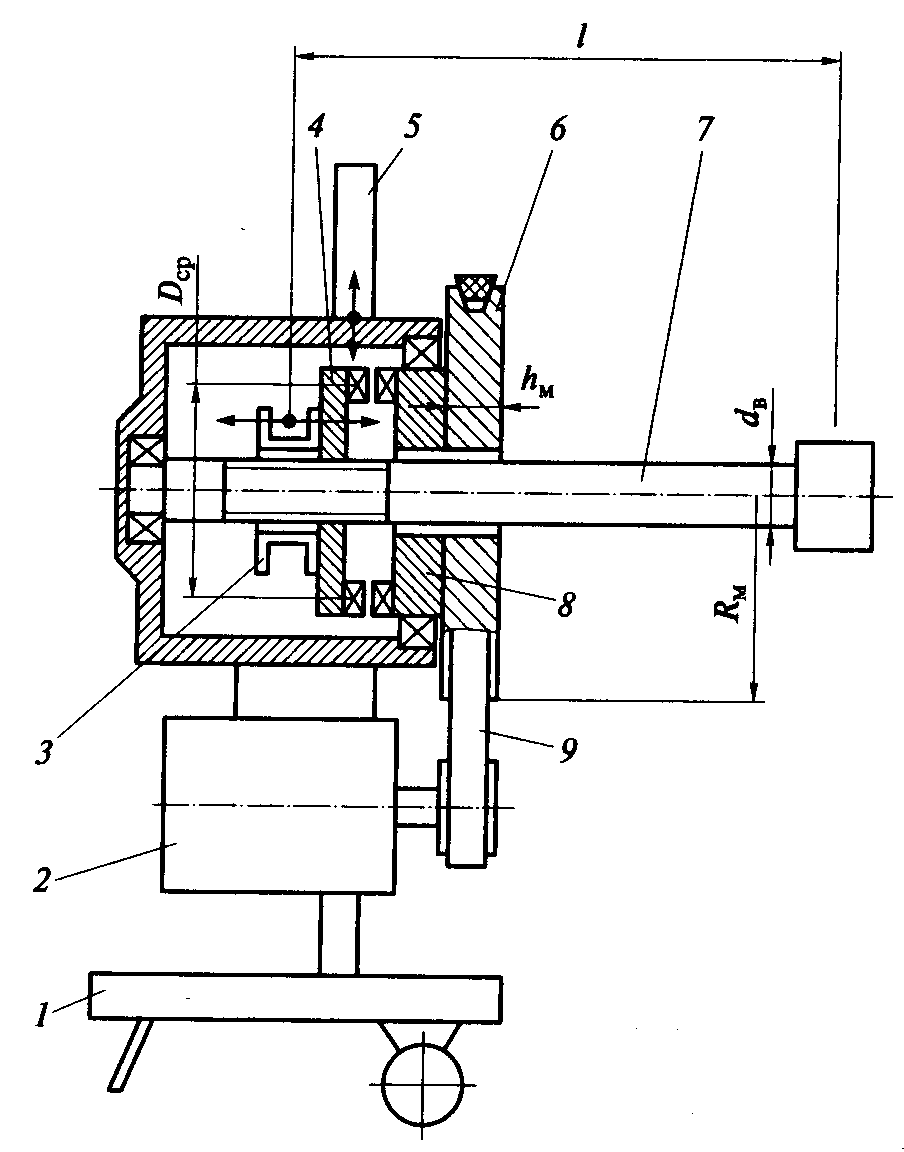
11.3.-сурет. Екпінді импульсты сомын браманы слбасы: 1-арбаша, 2-электроозалтыш, 3- ждырышалы муфтаны іске осу вилкасы, 4,8-жартылай муфталар, 5 – аралы (стойка), 6-маховик,7-білік, 9— белдікті беріліс;
— ждырышалы муфтаны орташа; — сомын браманы білігіні зындыы; —маховик алыдыы; — сомын браманы білігіні диаметрі; — маховик радиусы
- сомын брама білігіні зындыын біле отырып, сомынды тарту кезіндегі маховикті брылу брышын, маховикті бседеуін жне оны инерция моментін анытайды. Маховик конфигурациясын негізге ала отырып оны геометриялы лшемдерін есептейді;
- жетекші электроозалтышты уатын анытайды.
Алынан білік диаметріні есептік мнін ГОСТ 6636—69 «зара ауыстырымдылы нормасыны негіздері. алыпты сызыты лшемдер» стандартты атарындаы мндерге жаын болатындай дгелектеу керек: 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 24; 25; 26;28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 52; 55; 60; 63; 65; 70; 75;80; 85; 90; 95; 100 мм.
Муфта беретін момент маны мен білік диаметріне арай ждырыша муфтасын тадайды.
11.3. Тартып бекітілген біріктірмелелерді шашып-жинауа арналан ондырылар.
11.3.1. Шыарушылар
Шыарушылар автомобильдерге Т крсету кезінде тісті дгелектерді, шкифтерді, жлдызшаларды, жартылай муфталарды, шарикті подшипниктерді саиналарын жне т.б. тораптарды шыару шін кеінен пайдаланылады. Шыарушыларды слбесі 11.4-суретте крсетілген. Басты жмыс элементтер болып трыда 1 монтаждалан жктеме 2 мен ысыштар саналады. Типтеріне арай шыарушылар брамдыты, эксцентрикті, рычагты, екпінді, пневматикалы жне гидравликалы болады.
Трлі конструкцияа ие болып табылатын брамдыты шыарушылар ке таралан. Оны негізгі блшектеріне трысына орнатылан кштік брама жне ысыштары жатады.
Демонтаждалатын блшекке ысыштарды бекіту тсіліне арай шыарушылар келесідей негізгі топтара блінеді:
- блшекті фрикционды ысатын, яни блшекті ішкі жне сырты цилиндрлік беттерінен ысатын жне блшекті шыарушы мен шешілетін блшек арасында пайда болатын йкеліс кшіні есебінен ысады ( 11.4, а-сурет);
- блшекті армау немесе оан кш тсіре отырып (11.4, -сурет);
- шешілетін блшек немесе торапты болттарына немесе шпилькаларына бекітілетін (11.4, в-сурет).
Шыарушыларды трысыны конструкциялы орындалуы ысыштарды трымен біріктірілу тсілі мен санына байланысты. Блшекті армау (захват) екі, ш немесе одан да кп алашаларды кмегімен жзеге асады. Кп жадайда ысыштары бірнеше брыштара ыыса алатын шарнирлі конструкциялар олданылады (11.4, а жне б-сурет). Баса конструкцияларда трыны тіктртбрышты немесе ысыштар бойымен еркін озала алатын біртаврлы балка трінде жасайды (11.4, в-сурет).
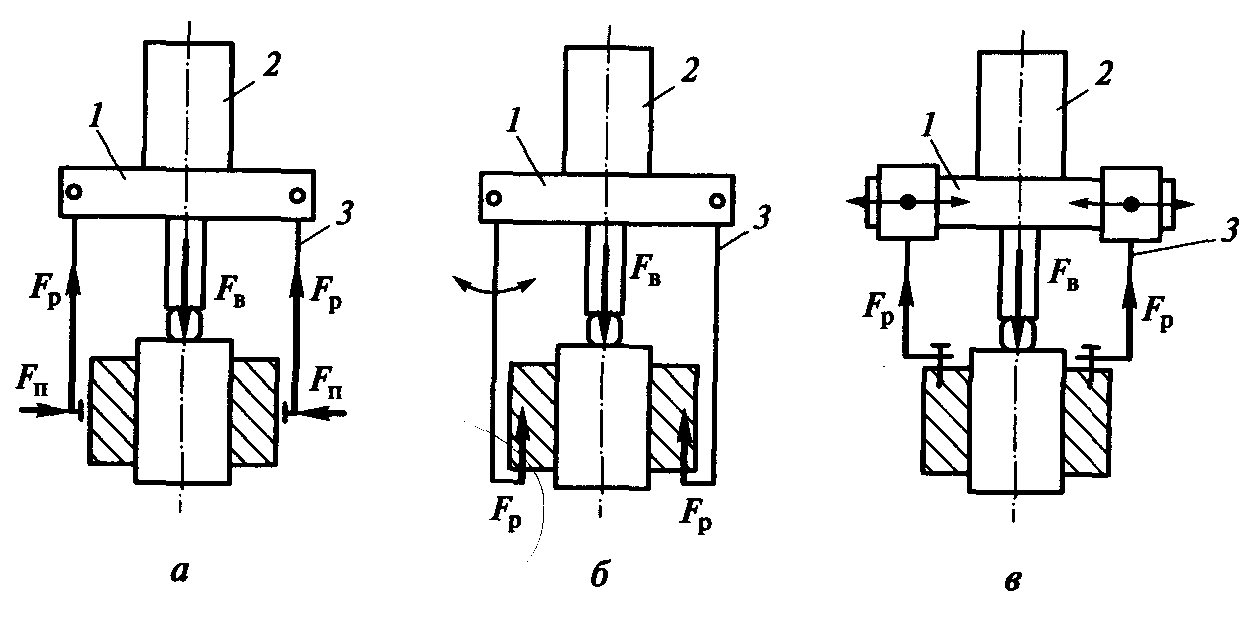
11.4.-сурет. Шыарушыларды слбесі:
1 — тры; 2 — жктеме; 3 — армауыштар немесе ысыштар; —ысыштарды блшекке ысу кші; — ысыштардаы керілу кші; — ыыстыру кші.
11.3.2. Престер (ныыздаушылар)
Автоклік ксіпорындарында пайдаланылатын ныыздауыштарды жетек тріне, констукциясы мен арналуына арай сыныптайды. Жетек тріне арай олды, гидравликалы, пневматикалы жне пневмогидравликалы престер ажыратылады. олмен іске осылатын престер рейкалы, эксцентрикті, брамдыты жне гидравликалы болып блінеді. Конструкциялы ерекшеліктеріне байланысты верстакты, стационарлы жне жылжымалы болады. Ал арналуына арай мбебап жне арнайы трлерге блінеді. По назначению различают прессы универсальные и специальные.
Рейкалы престер жетекші тегершекті рейкаа сер етуінен болуы ммкін,бір немесе бурнеше жп аралы тегершектерден трады
Эксцентрикті престер кішкене тлкелер мен штифтерді итеріп кіргізуге жне шыаруа арналан.
Винттік жне гидравликалы престер бзу жне растыруды сыу процессте жмыс iстеулерiн барлы клемдi ткiзу автомобильдi жндеу амтамасыз ететiн лкен кштердi жетiлдiредi.
Атарушы элемент брандалы пресс табанды немесе трапеция оюы бар кш беретiн бранда жне гайкалар болып табылады. Пресстер конструктивтi жне екi тiреулi орындауларды иемдене алады. Брандалы пресстер 50 кН дейiн кш жетiлдiре алады.
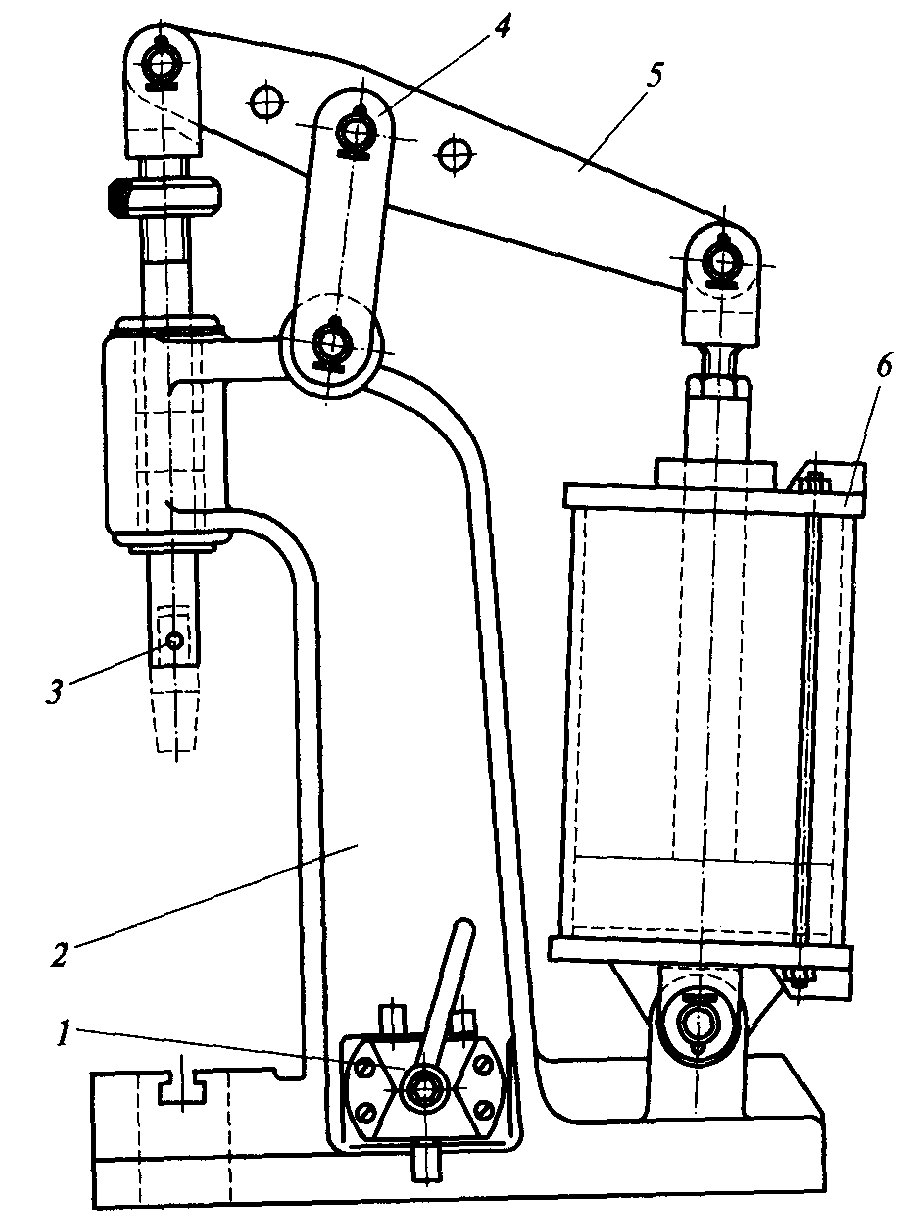
11.5.-сурет. Пневматикалы престі слбасы:
1- лестіргіш кран; 2 — станина; 3 — пуансон; 4 — сыра; 5 — рычагты кшейткіш; 6 — пневмоцилиндр
Пневматикалы престер (11.5-сурет) 50 кН-а жететін кші мен конструкциясыны арапайымдылыыны, жоары німділігіні есебінен ке олданыса ие. Пневматикалы престерді жмысты цилиндрлеріні диаметрлерін 100…300 мм те деп, ал ауаны жмысты ысымы — 0,6 . ..0,8 МПа абылдайды. Куштік торапты конструкциялы безендірілуіне арай пневматикалы престер пуансона штокты пневматикалы цилиндрлерінен престеу кшін тасымалдайтын жне рычагты болып ажыратылады.
дебиет: 1.осн.[205-228]
Баылау сратары:
Шашып-жинау жне слесарлы-монтажды ондырыларды арналуы мен негізгі топтарын санамалап берііз.
Брамалы біріктірмелерді жинау жіне шашуа арналан мбебап олды аспаптарды негізгі трлері.
3. Шектік жне динамометрлік кілттерді арналуы мен сыныпталуы, жмыс принципі, арналуы андай?
4. Жктік автомобильді рессор стремянкаларыны сомындарына арналан сомын брамаларды жмыс принципі мен есептеу тсілін сипаттап берііз?
5. Екпінді-импульсты сомын брамаларды артышылыы мен кемшіліктері, жмыс принциптерін сипаттап берііздер.
6. Жк автомобильдеріні доалатарыны сомындарына арналан екпінді-импульсты сомын брамаларды конструкциясы мен есептік ретін сипаттап берііз.
7. Престік ондырыларды атарушы органдарына ажетті кш мен жылжу жылдамдыын алай анытайды.
8. Шыарушыларды конструкциялы орындалуымен есептеу ретін атап берііз.
9. Престер олданылатын ауматар мен оларды типтерін санамалап берііз.
Блшектеу- жинау мен слесарлы монтажды жабдытар