Технологический процесс ремонта кузовов легкового автомобиля
PAGE \* MERGEFORMAT 32
Оглавление
I. Введение …………………………………………………………… 1
II. Основная часть……………………………………………………… 3
2.1. Основные повреждения кузова……………………………………. 3
2.2. Подготовка кузова к ремонту …………………………………….. 3
2.2.1.Приемка кузова в ремонт…………………………………………… 3
2.2.2.Разборка кузова……………………………………………………… 7
2.2.3.Удаление лакокрасочных покрытий и очистка кузовов от продуктов
коррозии……………………………………………………………… 9
2.2.4.Дефектоскопия кузова………………………………………………... 10
2.3. Аварийные повреждения кузова…………………………………... 11
2.4. Повреждения, образующиеся при эксплуатации кузовов……….. 16
2.5. Ремонт кузовов на авторемонтных предприятиях……………….. 18
2.5.1. Методы ремонта кузовов…………………………………………… 18
2.5.2.Поточный метод ремонта и сборки кузовов……………………… 18
2.6. Способы ремонта кузовов…………………………………………… 21
2.6.1.Ремонт заменой поврежденных деталей……………………………. 21
2.6.2.Правка деформированных панелей и проемов механическим
воздействием…………………………………………………………. 22
2.6.3.Правка с применением нагрева………………………………………. 27
2.7. Восстановление неметаллических деталей…………………………. 28
2.8. Ремонт основных механизмов и оборудования кузова…………….. 29
2.9. Сборка кузова…………………………………………………………. 31
III. Техника безопасности и охрана труда ………..…………………….. 33
3.1. Основные положения по безопасности труда……………………….. 33
3.2. Требования к технологическим процессам………………………….. 34
3.3. Требования к рабочим помещениям………………………………….. 35
IV. Заключение……………………………………………………………... 36
V. Список используемой литературы…………………………………….. 37
I.Введение.
Одним из резервов увеличения автомобильного парка стра�ны является организация на должном уровне ремонта автомо�билей. Необходимость и целесообразность ремонта обусловлены прежде всего тем, что при длительной эксплуатации автомобили достигают такого состояния, когда затраты средств и труда, связанные с поддержанием их в работоспособном состоянии, пре�восходят доходы, поступающие от их дальнейшей эксплуатации. Такое техническое состояние автомобилей считается предельным и обусловлено неравнопрочностью их деталей и агрегатов. Из�вестно, что создать равнопрочную машину, все детали которой изнашивались бы равномерно и имели бы одинаковый срок службы, практически невозможно. Следовательно, ремонт авто�мобиля даже только заменой некоторых деталей, имеющих не�большой ресурс, всегда целесообразен и с экономической точки зрения оправдан.
Основным источником экономической эффективности ремон�та автомобилей является использование остаточного ресурса их деталей. Около семидесяти процентов деталей автомобиля, прошедших срок службы до ремонта, имеют остаточный ресурс и могут быть использованы повторно либо без ремонта, либо после небольшого ремонтного воздействия.
Одним из основных агрегатов автомобиля является кузов. Кузова легковых автомобилей и автобусов являются еще и са�мыми сложными в изготовлении агрегатами. Трудоемкость из�готовления кузова, например легковых автомобилей, составляет 60% всей трудоемкости изготовления автомобиля. К кузову от�носят также оперение: облицовку радиатора, капот, крылья, крышку багажника. Жесткость и прочность кузова увеличивают срок службы автомобиля. Выход из строя кузова практически означает выход из строя автомобиля.
Для подвижного состава автомобильного транспорта госу�дарственного сектора задача поддержания его в исправном со�стоянии, а также ремонт узлов и агрегатов успешно реализует�ся четко регламентированной системой контроля и периодиче�ских технических воздействий на предприятиях автомобильного транспорта (АТП) и на авторемонтных заводах (АРЗ). Проводимый в настоящее время курс на сосредоточение ре�монта автомобилей в производственных объединениях автомо�бильной промышленности позволит укрупнить и специализиро�вать предприятия. На крупных специализированных предприя�тиях по ремонту автомобилей создаются условия для широкого применения наиболее совершенных технологических процессов, современного высокопроизводительного оборудования. Это гене�ральное направление в развитии авторемонтного производства приведет к резкому повышению качества ремонта автомобилей и наиболее полной реализации его экономических преимуществ.
В настоящее время резко вырос парк автомобилей, принад�лежащих гражданам. Поддержание этого парка в работоспособ�ном состоянии возможно главным образом на получившей ши�рокое развитие системе автосервиса. По всей стране построена и введена в эксплуатацию целая сеть станций технического об�служивания (СТО), на которых проводится техническое обслу�живание и ремонт личных автомобилей.
II. Основная часть.
2.1 Основные повреждения кузовов
В процессе эксплуатации элементы и узлы (сборочные еди�ницы) кузова испытывают динамические нагрузки напряжением от изгиба в вертикальной плоскости и скручивания, нагрузки от собственной массы, массы груза и пассажиров. На кузов и его узлы воздействуют также значительные напряжения, обра�зующиеся в результате колебаний его при движении по неров�ностям, толчках и ударах при наезде, а также вследствие по�грешностей в балансировке вращающихся узлов, смещения центра тяжести в продольном и поперечном направлениях. Эти напряжения вызывают накопление усталости и приводят к раз�рушениям элементов кузова.
В кузовах автомобилей, поступающих в ремонт, встречаются: повреждения, появившиеся в результате нарастания измене�ний в состоянии кузова; к ним относится естественный износ, возникающий в процессе нормальной технической эксплуатации автомобиля, вследствие постоянного воздействия на кузов та�ких факторов, как коррозия, трение, упругая и пластическая деформация, и др.; повреждения, появление которых связано с действиями че�ловека, конструктивными недоработками, нарушением норм об�служивания кузова и правил технической эксплуатации, а также вызвано транспортными происшествиями (авариями).
2.2 Подготовка кузовов к ремонту
2.2.1 Приемка кузовов в ремонт
Кузова, поступающие в ремонт, должны удовлетворять требованиям технических усло�вий на сдачу и ремонт автомобилей с соответствующей конструкцией кузова. В технических условиях предусмотрены допу�стимые повреждения кузова и определенная его комплектность. Некомплектные кузова или кузова, требующие ремонта, объем, которого превышает максимально допустимый техническими условиями, как правило, в ремонт не принимают. Обычно про�веряют наличие дверей, внутренней обивки сидений, стекол с обоймами и рамками, ветрового, поворотных и задних окон, плафонов, внутренних и наружных ручек, декоративных накла�док, механизмов: замочных, подъема и опускания стекол, оборудования отопления, вентиляции, стеклоочистителей. Наружную мойку кузова производят в специально оборудо�ванном для этой цели помещении обычно до разборки авто�мобиля на агрегаты. После наружной мойки кузов подвергают предварительному контролю, при котором производят тщатель�ный внешний осмотр узлов и деталей, подлежащих обязатель�ному снятию с кузова при его капитальном ремонте (внутрен�няя обивка кузова, стекла, арматура, декоративные накладки и др.), для выяснения их состояния и целесообразности ремонта. Основная цель предварительного контроля - не загромождать производственные помещения негодными (утильными) деталя�ми. Затем снимают с кузова все узлы и детали, закрывающие корпус с внутренней и наружной сторон, а также все агрегаты ходовой части автомобилей с кузова несущей конструкции. Для тщательной (окончательной) очистки днища кузова от грязи его вторично промывают.
Снятые с кузова узлы и детали в зависимости от их состоя�ния направляют в соответствующие отделения для хранения, ремонта или на склад утиля, а агрегаты ходовой части - в агрегатно-ремонтное отделение. С кузова снимают старое лако�красочное покрытие. Разобранный таким образом и очищенный от старого покрытия кузов проходит подробный контроль, при котором выявляют характер повреждений, намечают порядок ремонта и определяют трудоемкость ремонтных работ. Резуль�таты предварительного и окончательного контроля вносят в ведомость осмотра, являющуюся основным документом, опреде�ляющим состояние кузова до ремонта. В контрольно-сортиро�вочной ведомости отмечают три группы деталей: годные, тре�бующие ремонта, требующие замены (негодные). Копия ведо�мости поступает к мастеру соответствующего ремонтного участ�ка, а оригинал - в бухгалтерию ремонтного предприятия для определения стоимости ремонта кузова.
Затем кузов поступает на участок ремонта, где устраняют повреждения.
Схемы технологических процессов ремонта кузовов легковых автомобилей, автобусов и кабин грузовых автомобилей отлича�ются друг от друга наличием на них различного оборудования и механизмов, а также повреждениями, характерными для каждой конструкции кузова и способами их устранения.
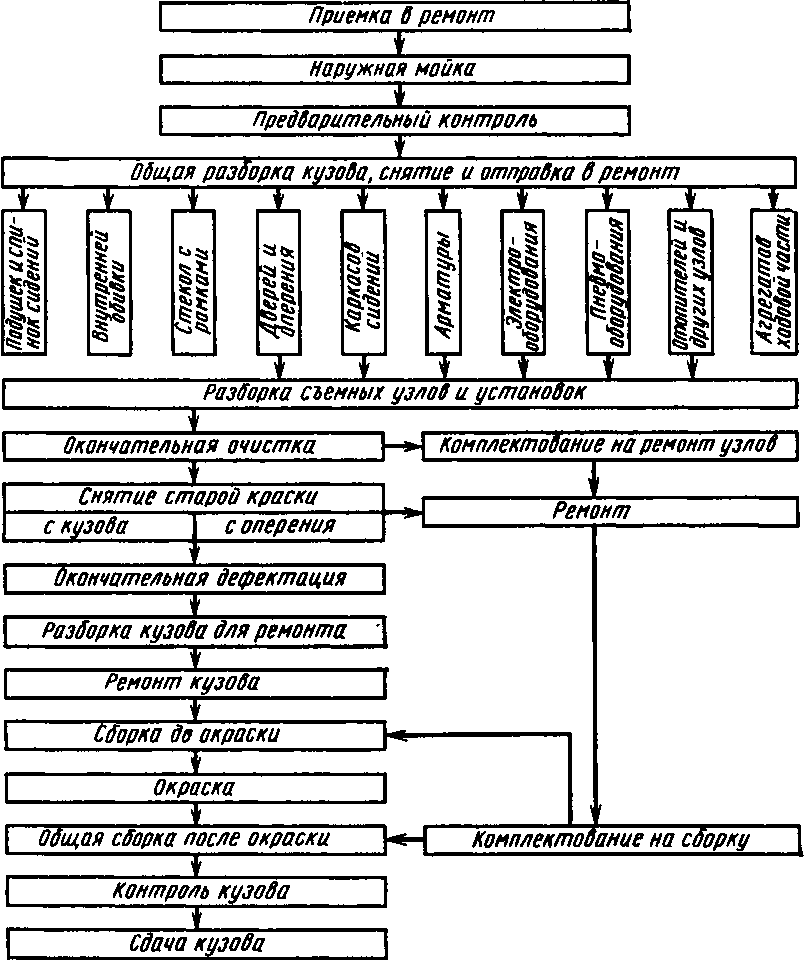
Рисунок 5 Общая схема технологического процесса ремонта кузовов
2.2.2 Разборка кузовов
Разборка кузовов бывает частичная и полная в зависимости от потребного ремонта и состояния ку�зова. Частичную разборку производят, когда кузов в целом находится в хорошем состоянии и требуется ремонт только от�дельных его частей, поврежденных в результате износа, ослаб�ления креплений или аварии. Полную разборку производят, как правило, при капитальном ремонте автомобиля и когда большинство узлов кузова нуждается в ремонте.
Узлы кузова могут быть правильно разобраны только при строгом соблюдении определенной технологической последовательности, исключающей возможность поломки и повреждения деталей. Поэтому порядок разборки устанавливается техноло�гическим процессом, который разрабатывают на каждый тип кузова.
При разборке кузовов и оперения трудоемкой работой является отвертывание заржавевших болтов, гаек и шурупов, удаление заклепок, разъединение панелей, сваренных точечной сваркой. Для удаления крепежных деталей, не поддающихся отвертыванию, можно применить один из следующих способов: нагреть гайку газовым пламенем; этот способ весьма эффекти�вен и действует быстро; после нагрева гайка обычно легко от�вертывается; откусить болт с гайкой кусачками или обрезать ножовкой; отрубить гайку зубилом; просверлить в головке бол�та отверстие диаметром, равным диаметру стержня болта; после сверления головка отпадает, а стержень болта с гайкой вы�бивают бородком. Этот способ успешно применяют для провер�тывающихся болтов с полукруглой головкой, соединяющих де�ревянные детали; срезать головку болта или винта газовым пла�менем и выбить стержень с гайкой из гнезда.
В настоящее время для облегчения отвертывания заржавев�ших болтов и гаек широко применяют специальные химические составы, которые при нанесении на болтовые соединения ча�стично удаляют продукты коррозии на резьбе, а за счет хоро�шей проникающей способности смазывают резьбу между болтом и гайкой и тем самым облегчают демонтаж резьбового соеди�нения. Обычно такие составы выпускают в аэрозольной упаковке и наносят распылением.
В шурупах, не поддающихся вывертыванию вследствие зае�дания или износа прорези головки, следует просверлить головку, а затем, сняв деталь, вывернуть или выдернуть шуруп из дерева. Заржавленные винты петель дверей нагревают газовым пламе�нем, после чего их легко вывернуть. Расшивку клепаных швов производят так, чтобы не повредить разбираемые панели, если они не подлежат замене. Детали, укрепленные точечной сваркой, отрубают острым тонким зубилом или просверливают места сварки через верхний лист панели с нелицевой стороны кузова. Особая осторожность необходима при разборке хрупких и легко поддающихся повреждению деталей. Детали, подлежащие списанию в утиль, могут быть сняты любым способом, ускоряю�щим разборку вплоть до повреждения их, если они не подда�ются снятию, но при условии, что при этом не будут поврежде�ны связанные с ними годные детали.
При полной разборке кузовов объем работ и порядок их вы�полнения в значительной мере зависят от конструкции кузова и от количества и характера повреждений. Последовательность разборки кузова сводится в основном к снятию подушек и спи�нок сидений, внутреннего оборудования, ручек, поручней, дер�жателей, хромированной арматуры и декоративных накладок, отделочных рамок, подлокотников, плафонов, внутренних пе�регородок, внутренней обивки, разных механизмов, стекол кузо�ва, электропроводки, труб отопителя и других деталей и узлов, установленных внутри кузова. Для удобства разборки кузов устанавливают на специальный стенд.
2.2.3 Удаление лакокрасочных покрытий и очистка кузовов от продуктов коррозии
Старое лакокрасочное покрытие может быть удалено механическим способом с помощью пескоструйных (дро�беструйных) аппаратов или механизированным ручным инстру�ментом, химической обработкой специальными смывками и ще�лочными растворами.
При дробеструйной очистке и очистке меха�низированным ручным инструментом одновремен�но с лакокрасочным покрытием удаляются ржавчина и окалина. Наиболее распространенным абразивным материалом для дро�беструйной обработки металлических поверхностей является металлическая дробь, выпускаемая промышленностью с разме�ром зерен 0,2 - 0,3 мм. Для очистки панелей кузова и оперения, изготовленных из листовой стали толщиной 0,8-1 мм, от старо�го покрытия и получения необходимой шероховатости оптималь�ный угол наклона струи дроби к обрабатываемой поверхности должен быть 45°, а давление воздуха - 0,2 - 0,3 МПа. Шерохо�ватость обработанной поверхности не должна быть больше 20 - 30 мкм, что обеспечивает высокое качество вновь нанесенного защитного покрытия.
Для осуществления дробеструйной обработки используют передвижной дробеструйный аппарат с ручным пистолетом. В этом аппарате предусмотрена автоматическая регенерация абразивной дроби и подача ее в дробеструйный пистолет.
Для удаления продуктов коррозии ручным механическим спо�собом применяют различные установки. Из этих установок наи�больший интерес представляет иглофреза. Изготовлена иглофреза из прямых отрезков высокопрочной проволоки с опреде�ленной плотностью набивки. Такой инструмент может срезать слой ржавчины, окалины, металла толщиной 0,01-1 мм. Из руч�ного механизированного инструмента для очистки поверхности и удаления лакокрасочных покрытий используют также шлифо�вальные машинки МШ-1, И-144, шлифовальные аппараты ШР-2, ШР-6. Данный способ очистки применяют для проведения не�больших объемов работ, так как он не обеспечивает необходи�мого качества и производительности работ.
Для удаления покрытий химическим способом применяют раз�личные смывки. Смывки наносят на поверхность рас�пылением или кистью. Через несколько часов покрытие вспучи�вается и его удаляют механическим способом, а затем поверх�ность промывают водой.
2.2.4 Дефектоскопия кузовов
После удаления старого лакокрасоч�ного покрытия кузов подвергают тщательному контролю с целью отбраковки негодных деталей, подбора годных, определения ви�да и объема ремонтных работ. От принятого способа дефекто�скопии и тщательности ее выполнения в значительной степени зависит качество ремонта. Для обнаружения дефектов в корпу�се кузова, а также для контроля вновь изготовленных деталей, сварных швов применяют методы неразрушающего контроля.
Техническое состояние кузова обычно проверяют наружным осмотром поверхности деталей невооруженным глазом или с по�мощью простейших луп многократного увеличения. Этот метод позволяет обнаруживать поверхностные трещины, коррозионные разъедания, деформации и др. Измерение специальными приспо�соблениями, шаблонами позволяет обнаружить отклонения гео�метрических размеров деталей от первоначальных (перекосы, прогибы и др.).
Однако внешним осмотром можно установить только крупные, заметные на глаз повреждения. В некоторых местах несущих эле�ментов кузова появляются волосяные трещины, которые могут быть выявлены специальными способами. Способы, основанные на молекулярных свойствах жидкости, получили название ка�пиллярных методов (методы проникающих жидкостей). Наибо�лее распространены мелокеросиновый и люминесцентные методы. Керосин, обладая хорошей смачиваемостью и малым поверхно�стным натяжением, легко проникает в неплотности. Сущность этого метода состоит в том, что обследуемое место смачивают керосином и насухо протирают или просушивают струей воздуха. Затем это место покрывают водным раствором мела. Вследствие впитывания мелом керосина на меловой поверхности появляется жировой след, повторяющий геометрию обнаруженной трещины. Для этого метода дефектоскопии можно использовать выпускае�мые промышленностью проникающие и проявляющие составы на основе красителей и эмалей. Методом красок можно выявить трещины шириной от 0,005 мм и глубиной до 0,4 мм. Для пра�вильного выбора метода и объема ремонта кузова автомобиля, изготовленного из тонколистовой стали, при дефектоскопии ку�зова следует определять глубину коррозионного разрушения. Для этой цели применяют гамма-толщиномеры, основанные на измерении интенсивности гамма-излучения. Прибор позволяет измерить листы толщиной от 0 до 16 мм, при этом время замера не превышает 30 с.
2.3 Аварийные повреждения кузовов
Наиболее силь�ные повреждения наносятся при фронтальных столкновениях передней частью кузова под углом 40-45° или сбоку между дву�мя транспортными средствами, движущимися навстречу. При та�ких столкновениях автомобиля особенно сильно разрушается передняя часть кузова, при этом действующие большие нагруз�ки в продольном, поперечном и вертикальном направлениях пе�редаются всем смежным деталям каркаса и особенно его сило�вым элементам.
При фронтальном столкновении автомобиля (рисунок 1) перед�ней частью кузова в районе левого переднего крыла, лонжерона и левой фары деформируются панель передка, крылья, капот, брызговики, передние лонжероны, рама ветрового окна и кры�ша. На рисунке это видно по линиям, указанным пунктиром. Вместе с тем невидимая деформация передается на передние, центральные и задние стойки с обеих сторон, переднюю и зад�нюю левые двери, левое заднее крыло и даже на заднюю панель багажника.
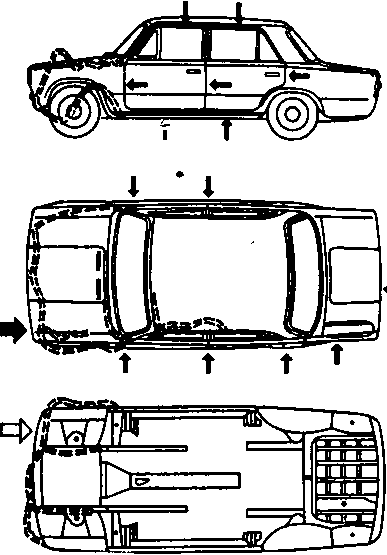
Рисунок 1 Фронтальное столкновение передней частью кузова
Направления распределения нагрузок и возможные при ударе, нанесенном автомобилю в переднюю часть ку�зова под углом 40 - 45° (рисунок 2), повреждаются передние кры�лья, капот, панель передка, брызговик, передние лонжероны.
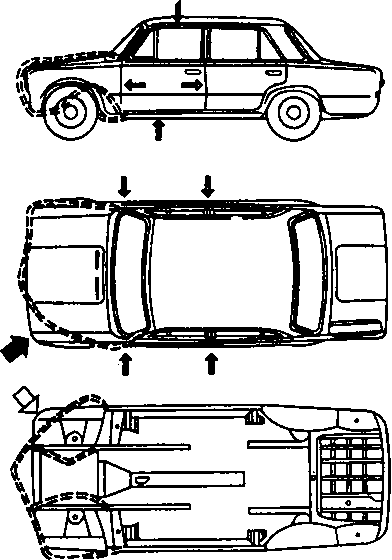
Рисунок 2 Столкновение передней левой частью кузова под углом 40-45°
При ударе сбоку передней частью кузова (рисунок 3) в райо�не сопряжения передней панели с передней частью лонжерона и левого крыла деформируются оба передних крыла, панель передка, брызговики лонжерона, капот. Кроме того, под дейст�вием растягивающих усилий нарушается проем левой передней двери, а под воздействием сжимающих усилий деформируются проем правой двери и боковина левой передней двери. При этом на передние и центральные стойки передаются значительные си�ловые перегрузки, вызывающие их отклонения от первоначаль�ного положения.
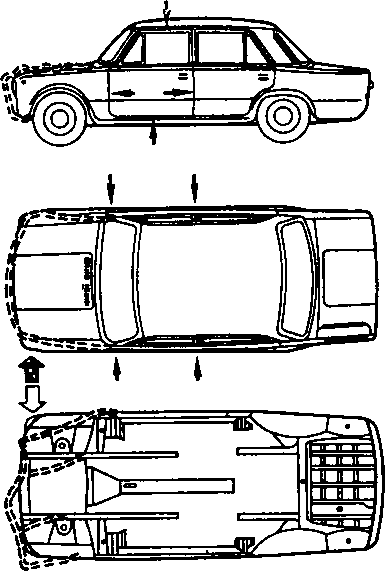

Рисунок 3 Столкновение сбоку пе�редней частью в районе соедине�ния передней панели с ланжероном и левым крылом
При ударе сбоку (рисунок 4) передней стойкой кузова с левой стороны значительно деформируются левая передняя стойка, рама ветрового окна, крыша, пол и лонжероны переднего пола, панель передка, капот, крылья, брызговики, передние лонже�роны. При этом передняя часть кузова уводится влево; порог и верхняя часть правой боковины воспринимают растягивающие, а центральные и задние стойки - сжимающие нагрузки.

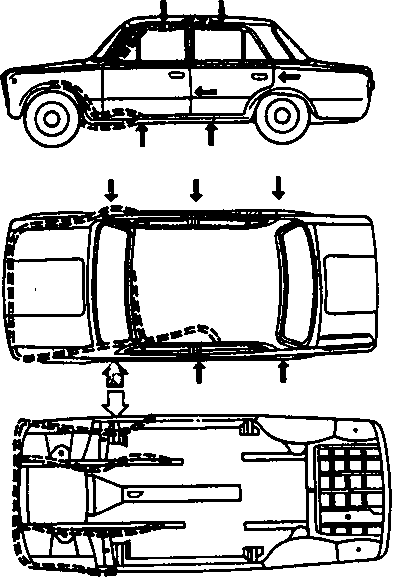
Рисунок 4 Столкновение сбоку ле�вой передней стойкой
Наличие невидимых деформаций в силовых элементах кузо�ва можно установить проведением замеров: по наличию перекосов в лицевых деталях, выступов одной детали относительно другой, недопустимых зазоров в сопряжениях проемов с дверя�ми, капотом, крышкой багажника.
Из приведенных примеров видно, что в результате аварий деформация распространяется по сопряженным элементам ку�зова, вызывая нарушение геометрии его проемов и базовых то�чек пола. Устранить такие повреждения, требующие замены большей части деталей и сложного ремонта, можно только с помощью специального оборудования, используя в ремонтных операциях методы гидравлической и ручной правки с последу�ющим контролем геометрии кузова.
2.4 Повреждения, образующиеся при эксплуатации кузовов
В металлических кузовах встречаются также менее значи�тельные повреждения, ухудшающие их внешний вид.
Вмятины появляются в результате остаточной деформа�ции при ударе, неправильном ремонте, а также вследствие нека�чественной сборки частей кузова. Вмятины могут быть просты�ми, легко поддающимися ремонту, и сложными - с острыми за�гибами и складками, могут располагаться в труднодоступных для ремонта местах.
Трещины относятся к часто встречающимся повреждени�ям. Они могут появиться в любой детали кузова в результате пе�ренапряжения металла (ударов, изгибов), а также вследствие непрочного соединения узлов и деталей и недостаточной прочно�сти конструкции.
Разрывы и пробоины можно подразделить на простые, принимающие после правки металла вид нормальной трещины, и сложные, требующие при ремонте поврежденного места по�становки заплат.
Обрывы в деталях кузова характеризуются величиной оторванной части панели или оперения. Большие обрывы часто устраняют постановкой новых вставок сложного профиля, а ино�гда производят полную замену детали.
Растянутые поверхности металла различают по ме�сту их нахождения: на поверхности панели в виде бугра и в отбортовках деталей (растянуты борта и кромки).
Коррозия по своему внешнему проявлению может встре�чаться в виде равномерной, когда металл разрушается равно�мерно по всей поверхности, и местной, когда металл разрушает�ся на отдельных участках; эта форма коррозии обнаруживает�ся по темным пятнам или глубоким черным точкам на металле и более опасна, так как металл может в короткий срок разру�шиться с образованием сквозных отверстий.
Нарушение сварных соединений встречается в узлах деталей, которые соединены точечной сваркой, и в сплош�ных сварных швах кузова.
Нарушение клепаных швов является результатом ослабления или среза заклепок, а также износа отверстий под болты и заклепки.
Прогибы, перекосы и скручивание обычно появ�ляются в результате аварийной нагрузки. Перекосы бывают межузловые и в плоскости одного узла или детали (перекос в проеме кузова для двери, перекос в самой двери, прогиб в по�рогах пола).
Износы отверстий и стержней возникают в резуль�тате трения качения (оси и отверстия в петлях дверей) или ос�лабления крепления узла заклепками или болтами; износы по�верхностей из-за систематической нагрузки, прилагаемой к по�верхности, например при перевозке сыпучих абразивных гру�зов в кузовах автомобилей самосвалов.
Конструктивные недоработки узлов кузова часто приводят не только к появлению повреждений, но осложняют их ремонт, а иногда и выполнение ремонтных операций вплоть до необходи�мости замены поврежденного узла новым. Конструктивные недо�работки в кузове, осложняющие его ремонт, имеют место глав�ным образом потому, что на автомобильных заводах недоста�точно полно учитывают требования автотранспортных и авторе�монтных предприятий к конструкции кузова.
2.5 Ремонт кузовов на авторемонтных предприятиях
2.5.1 Методы ремонта кузовов
Ремонт и сборку кузовов выполняют двумя методами - ста�ционарным и поточным. При стационарном методе ре�монта кузов устанавливают на стенде на время ремонта. Рабо�чий, закончив работы по кузову на одном стенде, переходит на другой. При поточном методе кузов в процессе ремонта после�довательно передвигают по специализированным рабочим по�стам, на которых выполняют определенный объем работ в ог�раниченное время. Практика показала, что этот метод наиболее эффективный, ускоряет и улучшает ремонт кузовов и имеет ряд преимуществ по сравнению со стационарным.
2.5.2 Поточный метод ремонта и сборки кузовов
Основные преи�мущества поточного метода заключаются в возможности раз�местить инструменты и приспособления в непосредственной бли�зости от ремонтируемых кузовов в последовательности их при�менения, а рабочим - при минимальных движениях и затрате труда быстро выполнять операции, предусмотренные процес�сом; в увеличении повторности операций и специализации рабо�чих на определенных видах работ, что дает возможность до�биться точности и совершенства их выполнения, повысить произ�водительность труда.
Множество ремонтных и сборочных операций, выполняемых на кузове, не позволяет растянуть их в одну линию территори�ально и чередовать во времени последовательно одну за другой. Следовательно, необходим замедленный ритм поточной линии и максимальное совмещение ремонтных и сборочных операций на одном рабочем месте, чтобы длина линии потока не превы�шала длины производственных помещений. При выборе количе�ства рабочих постов на поточной линии необходимо, кроме дли�ны путей сборочного отделения, также принимать во внимание укомплектованность рабочей, силы, мощность подсобных отде�лений и участков, а также необходимость расстановки кузовов с определенными интервалами, позволяющими выполнять не�обходимые работы на каждом посту.
Работа по ремонту и сборке кузовов может производиться на потоке с передвигающимися или неподвижными кузовами. Поточная линия с неподвижными кузовами об�служивается ремонтными бригадами, ритмично передвигающи�мися по фронту работы от стенда к стенду, на каждом из кото�рых они выполняют требуемые операции. На поточной линии с передвигаемыми кузо�вами кузов перемещается по фронту работы, последовательно подвергаясь всем операциям, которые выполняются на опреде�ленном рабочем посту. На каждом посту кузов находится до конца выполнения всех работ, запланированных для данного по�ста, а затем перемещается на следующий пост (стенд). Этот вид потока является наиболее производительным.
Наиболее рационально организован ремонт, при котором максимально возможное количество деталей и узлов кузова (ка�бины), требующих ремонта или замены, заранее ремонтируется в соответствующих отделениях кузовного цеха или заменяется готовыми запасными частями. Это сокращает до минимума число ремонтных операций на поточной линии и, следовательно, продолжительность производственного цикла.
Ремонт и сборка кузовов производятся на двух параллельно расположенных линиях. На первой линии - мойка ку�зова, снятие старого лакокрасочного покрытия, предварительный и окончательный контроль, разборка, ремонт и сборка кузова до окрашивания; на второй - постановка агрегатов, узлов и деталей на кузов и окончательная отделка его после окрашива�ния. Такое построение процесса оправдало себя в практике, по�скольку позволяет наиболее рационально использовать произ�водственные площади. Количество постов разборки, как и по�стов для всех других видов работ (ремонта, сборки), зависит от программы завода.
Для установки и перемещения кузовов и кабин автомобилей в окрасочном отделении применяют различные способы: кузо�ва (кабины) могут оставаться на тележках до выполнения все�го комплекса окрасочных работ; при поступлении в окрасочное отделение кузова (кабины) устанавливают на стационарные стенды (рольганговые конвейеры), размер которых не превы�шает габаритных размеров кузова (кабины); кабины подвеши�вают к тележкам подвесного конвейера или монорельса, смон�тированного над всеми подготовительными постами и проходя�щего через окрасочные и сушильные камеры.
Участки разборки, ремонта и сборки кузовов оснащены тре�буемым для работы оборудованием и вспомогательными устрой�ствами, предназначенными для создания удобств при использо�вании ручного электро- и пневмоинструмента, складирования узлов и деталей, снятых с кузова или подлежащих постановке на него, и т. п.
2.6 Способы ремонта кузовов
2.6.1 Ремонт заменой поврежденных деталей
Рассмотрим процессы замены заднего крыла автомобиля после общей раз�борки кузова, так как данный вид ремонта наиболее часто встречается в практике ремонтных предприятий.
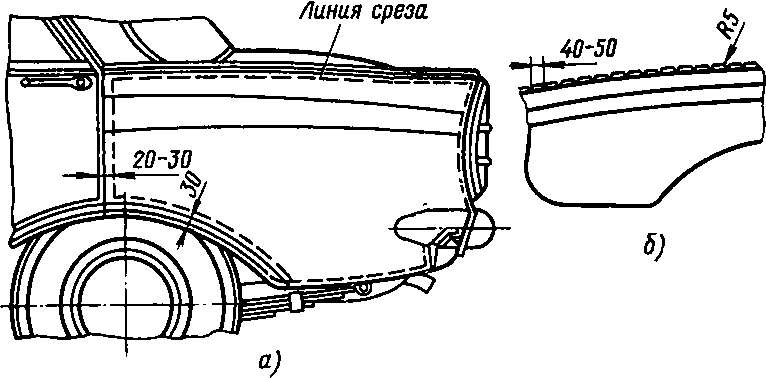
Рисунок 6 Замена заднего крыла легкового автомобиля: а - разметка линии среза крыла, б - вырезы на фланцах
Замену заднего крыла, приваренного к кузову автомобиля осуществляют следующим образом. Намечают карандашом или мелом линию среза по всему пери�метру старого крыла таким образом, чтобы оставить полосы шириной 20 - 30 мм на передней части крыла, по арке проема колеса и верхней части крыла - до его фланца (рисунок 6а). Старое крыло осторожно вырезают по разметке зачистной ма�шинкой с отрезным абразивным кругом или зубилом и ножни�цами для резки листового металла, чтобы не повредить внут�ренние детали корпуса, укрепленные к кузову под крылом в местах выреза. Если после удаления старого крыла оставшиеся на кузове фланцы верхней его части не позволяют тщательно подогнать новое крыло по месту его крепления, эти фланцы уда�ляют. Высверливают точки контактной сварки со стороны прива�ренного фланца на глубину его толщины и отсоединяют фланец от кузова с помощью плоскогубцев или тонкого острого зубила. Для высверливания сварных точек следует использовать свер�ло диаметром 6 мм, заточенное под углом 150 - 160°. После обрезки крыла тщательно подравнивают и зачищают до металлического блеска поверхности фланцев, к которым над�лежит приваривать новое крыло. На последнем делают выре�зы радиусом 5 -7 мм с шагом 40 - 50 мм по всему периметру, подлежащему приварке (рисунок 6б). Устанавливают и подго�няют по месту крепления новое крыло и плотно прижимают его с помощью струбцины. Сварку производят только по кромкам выкусов в такой последователь�ности: приваривают в трех-четырех местах верхнюю переднюю часть, затем нижнюю заднюю часть сверху в районе фонаря, а после этого по арке проема колеса и т.д. до окончательной приварки крыла. В процессе сварки и после ее окончания сварной шов проковывают молотком, используя поддержку, а затем тщательно зачищают шов до ме�таллического блеска.
2.6.2 Правка деформированных панелей и проемов механическим воздействием
Как правило, вмятины в панелях кузовов и опе�рения, где металл после удара не растянут, выравнивают вы�давливанием или вытягиванием вогнутого участка до придания ему правильного радиуса кривизны.
При большом растяжении металла образуются выпучины, которые нельзя исправить рихтовкой. Правку выпучины можно выполнять в холодном или нагретом состоянии. Устранение выпучины в холодном состоянии основано на растяжении металла по концентрическим окружностям или по радиусам от выпучины к неповрежденной части металла (рисунок 7). При этом образуется плавный переход от наиболее высокой части выпучины к окру�жающей ее поверхности панели.
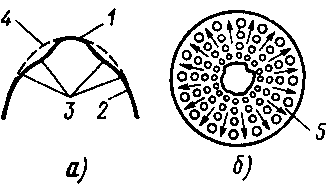
Рисунок 7 Способ правки (б) в панелях кузова выпучин (а) без нагрева:
1 - выпучина, 2 - панель, 3 - участки панели, подлежащие рас�тягиванию ударом молотка, 4 - ра�диус кривизны панели после прав�ки выпучины, 5 - схема направле�ния ударов молотка (указано стрел�ками)
Значительное растяжение металла, имеющее место при уст�ранении выпучины рихтовкой в холодном состоянии, увеличивает истинную поверхность металла на ремонтируемом участке. В результате коррозионная стойкость металла ухудшается. Поэ�тому правку неровных (волнистых, небольших вогнутых поверх�ностей) металлических панелей кузовов и оперения механиче�ским способом рекомендуется выполнять разглаживанием спе�циальными устройствами, выдавливанием или вытягиванием с помощью указанных ниже приспособлений, а выпучины править с применением нагрева.
Для правки труднодоступных мест используют изогнутые поддержки-лопатки (рисунок 8а), конец которых можно ввести между внутренними и наружными панелями кузова через зазоры или монтажные люки (рисунок 8б).
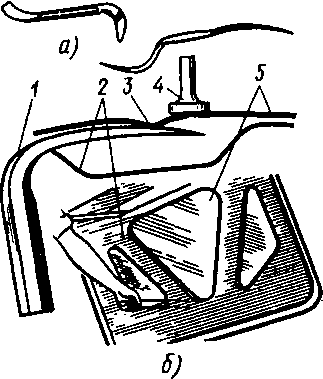
Рисунок 8 Поддержки (а) для правки участков, закрытых внутренними панелями и схема правки с их помощью крышки багажника (б): 1 - поддержка, 2 - внутренняя панель, 3 - вмятина, 4 - рихтовочный молоток, 5 - наружняя панель
Рихтовка незначительных вмятин на панелях крыши, дверей, капота, багажника, крыльев и других лицевых панелей и прие�мы ее выполнения показаны на рисунке 9.

Рисунок 9 Рихтовка незначительных вмятин на панелях (крыши, две�рей, капота и др.)
Для правки труднодоступных мест используют изогнутые поддержки-лопатки (рис. 8а), конец которых можно ввести между внутренними и наружными панелями кузова через зазоры или монтажные люки (рис. 8б).
Рихтовка незначительных вмятин на панелях крыши, дверей, капота, багажника, крыльев и других лицевых панелей и прие�мы ее выполнения показаны на рисунке 9.
Исправление вмятин на кузовах, имеющих закругленную (овальную) лицевую поверхность (рисунке 10), всегда начинают с периферии вмятины и продвигаются к ее центру.
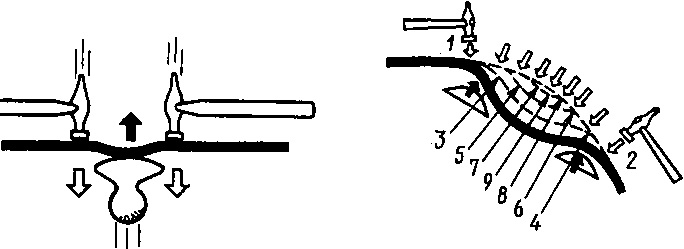
Рисунок 10 Последовательность (1-9) исправления вмятин на деталях кузова, имеющих закругленную (овальную) лицевую поверхность
Устранение небольших деформаций в панелях в некоторых случаях можно осуществить с помощью рычага-прижима. Приемы работы с этим инструментом, а также с молотком и рычагом-прижимом приведены на рисунках 10, 11.
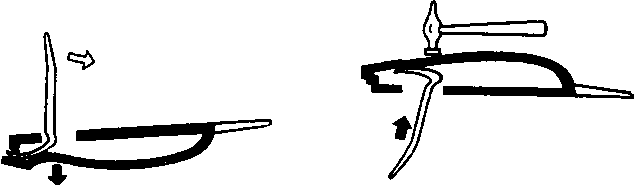
Рисунок 10 Исправление де�формированного участка с помощью рычага-при�жима
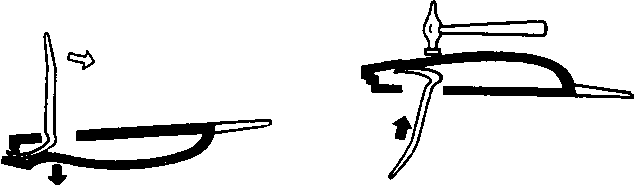
Рисунок 11 Исправление вмятин с помощью мо�лотка и рычага-прижима
При использовании для рихтовки не�больших деформационных участков специального рихтовочного молотка (имеет насечку) и наковальни-поддержки металл «не плывет», его длина восстанавливается до первоначальных форм и размеров.
Для правки перекосов проема ветрового стекла, дверного проема используют гидравлические и винтовые растяжки . Правка прогиба в крыше с помощью растяжки по�казана на рисунке 12а, а перекоса в дверном проеме - на рисунке 12б.
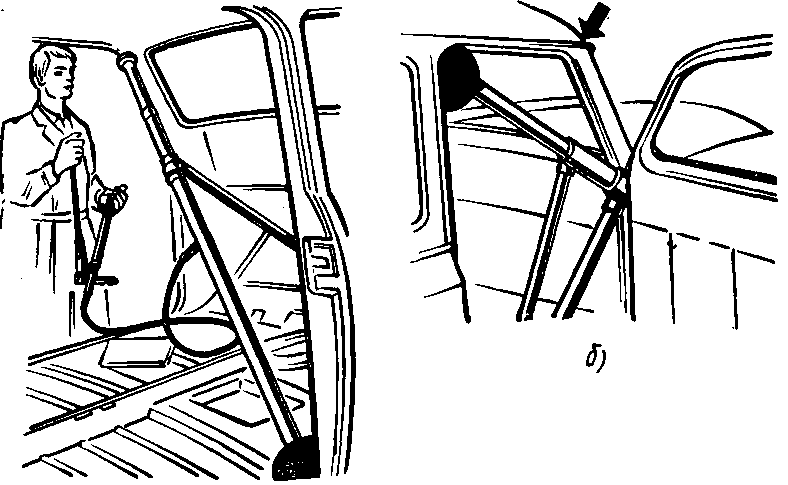
Рисунок 12 Правка прогиба в крыше (а) кузова и устранение перекоса в дверном проеме (б)
2.6.3 Правка с применением нагрева
Сущность термического спо�соба правки заключается в том, что нагреваемый участок па�нели в процессе теплового расширения встречает противодейст�вие со стороны окружающего холодного металла. В процессе остывания происходит уменьшение выпучины за счет того, что нагретые вокруг нее участки, охлаждаясь, производят стягива�ющее действие. Как правило, зону нагрева следует располагать как можно ближе к вершине выпучины. Нагревание осуществляется пятнами или полосами с помощью ацетилено-кислородной горелки до температуры 600 - 650°С. Пятна диаметром до 30 мм ориентируют вдоль длинных сторон выпучины. Нагрев начинают на более жестком участке и перехо�дят к менее жесткому. Расстояние между центрами пятен 70 - 80 мм.
Если форма выпучины приближается к шаровой, то нагрев осуществляется перекрещивающимися полосками или полосой, расположенной по склонам выпучины. Нагрев каж�дой последующей полосы выполняют после полного остывания предыдущей. Если имеется свободный доступ к выпучине с на�ружной и внутренней сторон панели, то для ускорения правки можно совместить нагрев с механическим воздействием. При этом самую растянутую часть нагревают небольшими пятнами и ударами деревянного молотка вокруг нагретого пятна «вгоняют» излишек металла в это пятно (рисунок 13).
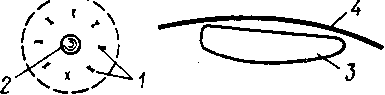
Рисунок 13 Схема правки выпучин в нагретом состоянии: 1 - примерное направление ударов мо�лотка, 2 - нагретое пятно, 3 - под�держка,
4 - панель
2.7 Восстановление неметаллических деталей
К неметаллическим материалам, используемым в кузовах, относят различные пластмассы для декоративной отделки салонов кузовов, а также обивочные материалы.
Поврежденные детали кузовов и кабин, для изготовления которых применяют пластические массы, в процессе ре�монта заменяют новыми, так как технология их изготовления проста и экономична. Детали, ремонт которых целесообразен и экономически оправдан, обычно восстанавливают склеивани�ем. Выбор клея для соединения пластмассовых материалов за�висит от химической природы материала, условий работы кле�евого соединения и технологии его нанесения. Для изготовле�ния деталей из пластических масс используют этрол, полиамид, органическое стекло, капрон и др.
Технология склеивания складывается из обычных операций подготовки поверхности, нанесения клея и выдержки клеевого состава под давлением. Детали, изготовленные из этрола, скле�ивают уксусной кислотой, которой промазывают склеиваемые поверхности, а затем соединяют их под небольшим давлением и выдерживают в течение 0,75- 1 ч.
Для склеивания полиамидов применяют растворы полиами�дов в муравьиной кислоте или муравьиную кислоту. Детали из пластмассы на основе термореактивных смол склеивают клеем ни температура, ни влага и никакие химические растворители. Разрывы обивки, изготовленной из кожзаменителя или из поливинилхлоридной пленки, армированной или не армированной сеткой из синтетических волокон, устраняют подклейкой вставок полиамидным клеем ПЭФ-2/10. Склеивание осуществляют при комнатной температуре с последующей выдержкой под прессом в течение 1-1,5 ч. Для приклейки новой обивки к картону применяют клей 88НП. Материал для пошива новых деталей обивки раскраивают по разметке или шаблонам с по�мощью электроножа. Соединяемые детали обивки сшивают с определенным шагом строчки на заданном расстоянии от кро�мок одинарным или двойным швом с нелицевой стороны обив�ки. Для увеличения прочности соединения верхней обивки по�душки сидений применяют обточные швы с кантом. Сшитая обивка не должна иметь слабой затяжки, перекосов, морщин, складок и повреждений на лицевой стороне. Для сборки поду�шек и спинок сидений применяют пневматический стенд, позво�ляющий сжимать пружины подушек для обеспечения натяже�ния материала.
2.8 Ремонт основных механизмов и оборудования кузовов
К основным механизмам и оборудованию кузовов и кабин относятся замки, стеклоподъемники и механизмы крепления стекол, остовы сидений, петли дверей и капотов, калориферная система отопления и др. Все детали кузовных механизмов срав�нительно просты по своей конструкции и ремонт их сводится к выполнению несложных слесарно-сварочных операций.
Имеющиеся трещины в корпусах заваривают, изношенные рабочие поверхности ремонтируют наплавкой или обработкой под ремонтный размер. Корпусные детали с обломами выбрако�вывают. Поломанные пружины и пружины, потерявшие свою упругость, заменяют новыми. Обломанные винты в резьбовых соединениях удаляют вывертыванием, если есть возможность захватить их за выступающую часть, или высверливанием отвер�стия сверлом меньшего диаметра, чем винт. В это отверстие вставляют квадратный стержень, с помощью которого выверты�вают остаток винта. После удаления винта резьбу в отверстии прогоняют метчиком. Если повреждена резьба в отвер�стии, то отверстие заваривают, зачищают наплывы металла от сварки заподлицо с основным металлом корпуса, просверлива�ют отверстие под резьбу нужного размера и нарезают новую резьбу. Ослабленные заклепки подтягивают, а неподдающиеся подтягиванию срубают и заменяют новыми. Разрушенные ман�жеты, сальники, уплотнительные кольца и прокладки заменя�ют новыми. Незначительные налеты коррозии на поверхности деталей очищают наждачной бумагой или шабером и смазыва�ют керосином. При глубоких следах коррозии поврежденные детали заменяют новыми.
При капитальном ремонте кузовов и кабин замки разбирают полностью. Все детали тщательно промывают в ванне с керо�сином и вытирают насухо. После ремонта деталей или их заме�ны замок собирают и регулируют.
Технология ремонта стеклоподъемников состоит из полной их разборки, мойки, контроля, замены непригодных деталей новыми, сборки и последующей регулировки. Поврежденные стекла дверей заменяют новыми.
К наиболее характерным дефектам остовов сидений относят царапины, отслоения хромового покрытия и коррозию на по�верхности верхней части остова, деформацию верхней части остова, трещины и обрывы в изгибах и местах пайки, погнутость или обрывы лапок креплений остова к полу и поломку кронш�тейнов крепления спинок. Для восстановления декоративного покрытия хромированные детали снимают и наносят новое по�крытие. Нарушенные места пайки очищают от старого припоя и других загрязнений и вновь пропаивают. Детали, имеющие трещины, обрывы и другие повреждения, разъединяют нагревом газовой горелкой и заменяют новыми. Новые части каркаса из�готовляют из бесшовной трубы, наружный диаметр которой ра�вен 25 мм, а толщина стенки 1,5 мм.
Ремонт петель дверей и капотов заключается в устранении погнутостей правкой молотком на плите, трещин и износов, за�варкой с последующей механической обработкой, в восстанов�лении отверстий под ремонтные размеры. Детали петель, имею�щие обломы, заменяют новыми.
2.9 Сборка кузова
Технологический процесс сборки кузовов обычно состоит из сборки до окрашивания и общей сборки после окрашивания. Принципиально процесс общей сборки после окрашивания ку�зова при его ремонте ничем не отличается от сборки нового ку�зова, меняются лишь организационные формы сборки и соотно�шения трудоемкости отдельных видов работ. Сборка кузова пос�ле капитального ремонта должна производиться в той же после�довательности и с той же тщательностью, что и сборка нового кузова.
Характерная особенность сборки состоит в том, что здесь обнаруживаются все основные недостатки предыдущих техноло�гических операций. Если они выполнены с отступлением от технических условий, то производят дополнительную обработку, подгонку и разного рода доделки, влияющие на трудоемкость и качество сборки.
При сборке кузовов серьезное внимание уделяют выбору ин�струментов и приспособлений. Помимо универсальных инструмен�тов и приспособлений, которые могут быть использованы на любой операции, соответствующей их назначению (гаечные ключи, отвертки и др.), широко применяют и специальные инструменты, предназначенные для выполнения одной вполне определенной операции. Применение специальных приспособлений или инстру�ментов упрощает и облегчает процесс сборки.
Сборку любого кузова нельзя осуществлять в произвольной последовательности. Последовательность сборки определяется прежде всего конструкцией собираемого узла, а также требуемым разделением сборочных работ. Сборочные схемы принято для наглядности изображать так, чтобы соответствующие узлы и де�тали были поставлены в порядке их введения в технологический процесс сборки.
В зависимости от качества ремонта, точности изготовления отдельных узлов и деталей кузова и количества пригоночных работ различают три основных вида сборки: по принципу пол�ной взаимозаменяемости, по принципу индивидуальной пригон�ки и по принципу ограниченной взаимозаменяемости. Сборку по принципу полной взаимозаменяемости применяют преиму�щественно в массовом и крупносерийном производстве. В мелко�серийном производстве и тем более в единичном производстве принцип полной взаимозаменяемости экономически не оправдан и потому применяется он лишь в отдельных случаях. Сборка по принципу индивидуальной пригонки, назначение которой при�дать детали точные размеры или ту или иную геометрическую форму, осуществляется пригонкой соединяемых деталей друг к другу. Эта операция обычно очень сложная и трудоемкая, поэтому на передовых авторемонтных заводах сборка по прин�ципу индивидуальной пригонки постепенно вытесняется более со�вершенной сборкой по принципу ограниченной взаимозаменяе�мости.
Наиболее распространенными видами пригоночных работ при сборке кузова являются работы, связанные с постановкой деталей и узлов, снятых с кузова и подвергшихся ремонту или вновь изготовленных; опиливание; сверление и развертывание отверстий по месту; нарезание резьбы; зачистка; гибка. Меха�низация пригоночных работ при сборке осуществляется глав�ным образом за счет применения универсальных и специализи�рованных инструментов с электрическим и пневматическим при�водами.
Сборка кузовов до окрашивания обычно связана со значи�тельным объемом пригоночных работ и производится на участ�ке ремонта кузова. На кузова легковых автомобилей до окра�шивания устанавливают предварительно загрунтованные двери, передние и задние крылья, капот, облицовку радиатора, брыз�говики, крышку багажника и другие детали, подлежащие окра�шиванию вместе с кузовом.
Сборку кузова после окрашивания производят в последова�тельности, обратной разборке кузовов.
III. Техника безопасности и охрана труда
3.1 Основные положения по безопасности труда
Под охраной труда понимают систему законодательных актов и соответствующих им мероприятий, направленных на сохранение здоровья и работоспособность трудящихся.
Систему организационных и технических мероприятий и средств, предотвращающих производственный травматизм, называют техникой безопасности.
Систему организационных, гигиенических и санитарно-технических мероприятий и средств, предотвращающих заболеваемость работающих, называют производственной санитарией.
Основные положения по охране труда изложены в Кодексе законов о труде (КЗоТ).
На авторемонтных предприятиях организация работ по технике безопасности и производственной санитарии возложена на главного инженера.
Одно из основных мероприятий по обеспечению безопасности труда – обязательный инструктаж вновь принимаемых на работу и периодический инструктаж всех работников предприятия. Инструктаж проводит главный инженер. Вновь принимаемых на работу знакомят с основными положениями по охране труда, правилами внутреннего распорядка, противопожарными правилами и особенностями работы предприятия, обязанностями работников по соблюдению правил техники безопасности и производственной санитарии, порядком движения на предприятии, средствами защиты работающих и способами оказания доврачебной помощи пострадавшим.
3.2 Требования к технологическим процессам
При техническом обслуживании и ремонте автомобилей необходимо принимать меры против их самостоятельного перемещения. Запрещается техническое обслуживание и ремонт автомобилей с работающим двигателем (кроме случаев регулировки двигателя).
Подъёмно-транспортное оборудование должно быть в исправном состоянии и использоваться только по своему прямому назначению. К работе с этим оборудованием допускаются лица, прошедшие соответствующую подготовку и инструктаж.
Во время разборки и сборки узлов и агрегатов необходимо применять специальные съёмники и ключи.
Запрещается загромождать деталями и узлами проходы между рабочими местами, а также скапливать большое количество деталей на местах разборки.
Повышенную опасность представляют операции снятия и установки пружин, поскольку в них накоплена значительная энергия. Эти операции необходимо выполнять на стендах или с помощью приспособлений, обеспечивающих безопасную работу.
Гидравлические и пневматические устройства должны быть снабжены предохранительными и перепускными клапанами. Рабочий инструмент должен находиться в исправном состоянии.
3.3 Требования к рабочим помещениям
Помещения, в которых рабочий должен находиться под автомобилем, должны быть оборудованными осмотровыми канавами, эстакадами с направляющими предохранительными ребордами или подъёмниками.
Приточно-вытяжная вентиляция должна обеспечивать удаление выделяемых паров и газов и приток свежего воздуха.
Рабочие места должны быть обеспечены естественным и искусственным освещением, достаточным для безопасности выполнения работ.
На территории предприятия должны быть оборудованы санитарно-бытовые помещения: гардеробные, душевые, умывальники (с обязательным наличием горячей воды при работе с этилированным бензином).
IV. Заключение
В данной курсовой работе рассмотрен технологический процесс ремонта кузовов легкового автомобиля. Подробно рассмотрены неисправности кузовов, а также процесс дефектации деталей и способы устранения дефектов, рассмотрены мероприятия по охране труда и технике безопасности при проведении ремонтных работ.
V. Список литературы
1. «Ремонт автомобилей» С.И. Румянцев М. транспорт 1990-327 с.
2.Справочник технолога машиностроителя том 2 М. машиностроение 1988-240с.
3. Основы технологии автостроения и ремонт автомобилей –М. машиностроение 1991-315 с.
4. Е.С. Кузнецов. Техническая эксплуатация автомобилей. Москва. Транспорт, 1991.
5.Охрана труда на предприятиях автотранспорта Салов Ф.М. М.: 1991
6. Ф.Н. Авдонькин «Текущий ремонт автомобилей» М.: «Транспорт» 1988 г. с. 271
7. Устройство, техническое обслуживание и ремонт легковых автомобилей. : учебник для нач. проф образов.: С.К. Шестопалов.- М.: «Академия» 2006-566с.
8.«Техническое обслуживание и ремонт автомобилей» Л.И. Епифанов. 2004г.
9.«Слесарь по ремонту автомобилей» А.С. Кузнецов 2006г.
10.«Техническое обслуживание и ремонт автомобилей» В.М. Власов 2004г.
Технологический процесс ремонта кузовов легкового автомобиля