АВТОМАТИЗРОВАННАЯ УСТАНОВКА МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ОСИ КОЛЕСНОЙ ПАРЫ
Федеральное агентство железнодорожного транспорта
Омский государственный университет путей сообщения
Кафедра «Вагоны и вагонное хозяйство»
К защите допустить
Заведующий кафедрой «Вагоны и вагонное хозяйство»
_________________ В. П. Клюка
«____» ______________ 2011 г.
АВТОМАТИЗРОВАННАЯ УСТАНОВКА МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ОСИ КОЛЕСНОЙ ПАРЫ. (комплексная)
Пояснительная записка к дипломному проекту
ИНМВ.103.256.000 ПЗ.
СОГЛАСОВАНО
Консультант по экономике – Студентка гр. 13 Ж
доцент кафедры «ЭЖТ и УК механического факультета
Г. И. Акользина А.В. Роман
«____» _______________ 2011 г. «____» ____________ 2011 г.
Консультант по безопасности Руководитель –
жизнедеятельности профессор кафедры «Вагоны и
старший преподаватель вагонное хозяйство»
кафедры «Б и Э»
Л. Я. Уфимцева Р. А. Ахмеджанов
«____» _______________ 2011 г. «____» ____________ 2011 г.
Омск 2011
ОМСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ
Механический факультет Кафедра «Вагоны и вагонное хозяйство»
Специальность 200102 «Приборы и методы контроля качества и диагностики»
УТВЕРЖДАЮ
Заведующий кафедрой
____________________ В.П. Клюка
«____» ______________ 2011 г.
З А Д А Н И Е
на дипломный проект студента
___________РОМАН АЛЕСИ ВЛАДИМИРОВНЫ___________
1. Тема проекта: АВТОМАТИЗИРОВАНАЯ СИСТЕМА МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ОСИ КОЛЕСНОЙ ПАРЫ. ПОДСИСТЕМА - КАТКОВАЯ СТАНЦИЯ
утверждена приказом по университету от 21.04.2011 г. № 256/C
- Срок сдачи законченного проекта 15 июня 2011 года
- Исходные данные к проекту
– Объект контроля – ось РУ-1 свободная;
– Метод НК – магнитопорошковый;
– Намагничивающее устройство – МД-12ПС с блоком управления;
– Способ магнитного индикатора – «мокрый» на базе «ДИАГМА 1200».
4. Содержание расчетно-пояснительной записки (перечень подлежащих разработке вопросов)
– Физические основы магнитного неразрушающего контроля;
– Анализ статистических данных затрат времени на магнитопорошковый контроль;
– Выбор намагничивающего устройства. Построение математической модели напряженности магнитного поля МД-12ПС;
– Автоматизированная система магнитопорошкового контроля оси колёсной пары;
– Конструкция катковой станции;
– Технико – экономическое обоснование;
– Разработка мер по обеспечению безопасности труда в технологическом процессе магнитопорошкового контроля оси колесной пары;
– Заключение;
– Библиографические источники.
5. Перечень графического материала
– Результаты статистического анализа – 1 л;
– Результаты математического моделирования – 2 л;
– Структурная схема автоматизированной системы магнитопорошкового контроля оси колесной пары – 1 л;
– Схема устройства катковой станции;
– Конструкция устройства катковой станции.
6. Консультанты по проекту (с указанием относящихся к ним разделов проекта)
|
Раздел
|
Консультант
|
Подпись, дата
|
|
|
|
Задание выдал
|
Задание принял
|
|
Общая часть
|
Ахмеджанов Р.А.
|
|
|
|
Конструкторская часть
|
|
|
|
|
Охрана труда
|
Уфимцева Л.Я.
|
|
|
|
Экономическая часть
|
Акользина Г.И.
|
|
|
7. Дата выдачи задания «15» марта 2011 г.
Руководитель проекта ____________________
Задание принял к исполнению ________________
КАЛЕНДАРНЫЙ ПЛАН
|
№
|
Наименование разделов дипломного проекта
|
Срок исполнения
|
Примечание
|
|
1.
|
Общая часть проекта
|
|
|
|
2.
|
Конструкторская часть проекта
|
|
|
|
3.
|
Раздел экономики
|
|
|
|
4.
|
Раздел безопасности и экологичности
|
|
|
|
5.
|
Оформление пояснительной записки и чертежей
|
|
|
|
6.
|
Утверждение пояснительной записки и чертежей
|
|
|
Студент-дипломник ___________________А.В.Роман
Руководитель проекта __________________Р. А. Ахмеджанов
Реферат
УДК 629.4.027/027:620.179.16(07)
Дипломный проект содержит 100 страниц, 45 рисунков, 12 таблиц, 13 источников, 2 приложений, 6 листов графического материала.
Ось колесной пары, магнитопорошковый вид неразрушающего контроля, седлообразный соленоид, автоматизированная установка магнитопорошкового контроля оси колёсной пары вагона, программируемый логический контроллер.
Объектом проектирования является автоматизированная установка магнитопорошкового контроля оси колесной пары вагона.
Цель работы – уменьшение времени контроля оси колесной пары и улучшение условий труда дефектоскописта.
Дипломный проект выполнен в тестовом редакторе Microsoft Word 2003 и представлен на диске в конверте на обороте обложки.
Содержание
Введение…………………………………………………………………………......8
1 Физические основы магнитного неразрушающего контроля……………….....9
1.1 Физическая сущность магнитной дефектоскопии………………....................9
1.2 Схема и методы магнитного неразрушающего контроля. Классификация. Применение………………………………………………………...........................11
1.3 Магнитопорошковый метод неразрушающего контроля…………………...14
1.4 Технология магнитопорошкового контроля…………....................................16
1.4.1 Подготовка детали к контролю………………………………......................16
1.4.2 Намагничивание……………………………………......................................17
1.4.3 Нанесение магнитного индикатора………………………………...............21
1.4.4 Осмотр деталей…………………………………………………...................22
1.4.5 Расшифровка индикаторных рисунков дефекта …………………….........22
1.4.6 Размагничивание и очистка деталей после проведения контроля……….25
1.5 Средства магнитопорошкового контроля……………………………...........27
1.6 Анализ статистических данных……………………………………...............36
2 Намагничивающее устройство……………………............................................41
2.1 Расчет составляющих напряженности магнитного поля…………...............41
2.1.1 Исходные предпосылки……………………………….................................41
2.1.2 Математическая модель витка седлообразного намагничивающего устройства МД12-ПС……………………………………………………...............43
2.1.3 Расчетные значения напряженности магнитного поля МД12-ПС…….....46
2.1.4 Экспериментальные значения напряженности магнитного поля……......52
2.1.5 Относительная погрешность математической модели…….......................54
2.2 Расчет приставного намагничивающего устройства…….............................54
2.2.1 Исходные предпосылки…….........................................................................54
2.2.2 Расчет магнитной цепи……………………...................................................56
2.3 Выбор намагничивающего устройства……………………………………....57
3 Разработка автоматизированной установки магнитопорошкового контроля осей колёсных пар вагонов………………………..................................................58
3.1 Краткое описание технологии магнитопорошкового контроля…………....58
3.1.1 Подготовительные операции…………….....................................................58
3.1.2 Операции контроля……………….................................................................58
3.1.3 Размагничивание………………….................................................................58
3.2 Цели, задачи и исходные данные для создания установки…………............59
3.2.1 Ознакомление с существующей системой магнитопорошкового контроля осей колёсных пар вагонов……………..................................................................59
3.2.2 Цели и задачи, решаемые при создании автоматизированной установки магнитопорошкового контроля осей колёсных пар вагонов………...................59
3.3 Структура и функционирование разрабатываемой установки…………......59
4 Конструкция катковой станции...........................................................................62
4.1 Принцип работы катковой станции .................................................................62
4.2 Назначение и принцип действия асинхронных машин...................................64
4.3 Регулирование скорости вращения асинхронных двигателей с короткозамкнутым ротором.....................................................................................66
4.3.1 Регулирование скорости изменением первичной частоты .........................66
4.3.2 Частотное регулирование электроприводов.................................67
4.3.3 Регулирование скорости изменением числа пар полюсов p ......................69
4.3.4 Регулирование скорости уменьшением первичного напряжения .............69
4.4 Типы редукторов и мотор – редукторов. Общие сведения............................70
5 Расчет себестоимости автоматизированной системы магнитопорошкового контроля оси колесной пары. Подсистема - катковая станция............................72
5.1 Общие принципы определения себестоимости...............................................72
5.2 Расчет расходов на проведение научно — исследовательских и конструкторских работ............................................................................................72
5.3 Расчет затрат на изготовление установки........................................................74
6. Анализ санитарно-гигиенической производственной обстановки в колесном цехе.............................................................................................................................76
6.1 Общие положения...............................................................................................76
6.2 Факторы, характеризующие санитарно-гигиеническую производственную обстановку.................................................................................................................76
6.2.1 Метеорологические условия...........................................................................76
6.2.2 Вредные вещества............................................................................................77
6.2.3 Шум и вибрации...............................................................................................78
6.2.4 Освещение........................................................................................................79
6.3 Сравнение фактических данных (по санитарно-техническому паспорту) с нормативными. Установление причин отклонения..............................................79
6.4 Обоснование и расчет коллективного средства защиты................................82
Заключение...............................................................................................................85
Библиографичесий список......................................................................................86
Приложение А Статистические данные по затратам времени на технологические операции магнитопорошкового контроля оси колесной пары...........................................................................................................................87
Приложение Б Уменьшенные копии документов.................................................95
Введение
Ось колесной пары является одним из самых ответственных элементов вагона, работающая в условиях знакопеременного нагружения. Поэтому к осям предъявляются особые, повышенные требования Госстандарта, Правил Технической Эксплуатации железных дорог, а также других нормативных - технических документов при проектировании, изготовлении и содержании в эксплуатации.
Одним из наиболее опасных дефектов является нарушение сплошности материала в виде усталостных трещин, которые непосредственно влияют на безопасность движения подвижного состава, сохранность перевозимых грузов и жизнь людей.
Важнейшие задачи неразрушающего контроля (НК) - выявление дефектов, определение их координат, формы, размеров, оценка степени опасности. НК при ресурсных испытаниях является одним из основных элементов технической диагностики, обеспечивающей надежность и безопасность эксплуатации конструкций, сокращения сроков испытаний и уменьшению материальных и временных затрат на ремонт.
С другой стороны объем поставки колесных пар на вагонно - колесные мастерские ВКМ постоянно растет. Это отрицательно сказывается на качестве проведенного контроля. Одним из выходов из сложившейся ситуации является применение новых физических явлений при НК колес, разработка более совершенных методов НК, внедрение автоматизированных установок, которые снижают влияния человеческого фактора, упрощая работу оператора.
При разработке новых методов и технических средств проведения НК перед разработчиком ставится задача не только получения достоверной информации о месте расположения и типе дефекта, но и сокращения времени контроля, улучшения и облегчения работы оператора.
В настоящее время к наиболее распространенному методу НК средней части оси для выявления поверхностных и подповерхностных дефектов относится магнитопорошковый метод контроля (МПК).
Данным методом выявляются наиболее опасные дефекты, склонные к развитию. Он позволяет визуально зафиксировать наличие дефекта, раскрыв которого порядка одного микрометра.
Целью данного дипломного проекта является разработка автоматизированной системы магнитопорошкового контроля оси колесной пары вагон.
Основными требованиями к проектируемой установке является обеспечение автоматизированного контроля оси, минимизация затрачиваемого времени. При соблюдении исходных требований данная установка должна быть экономически целесообразна.
1 Физические основы магнитного неразрушающего контроля
1.1 Физическая сущность магнитной дефектоскопии
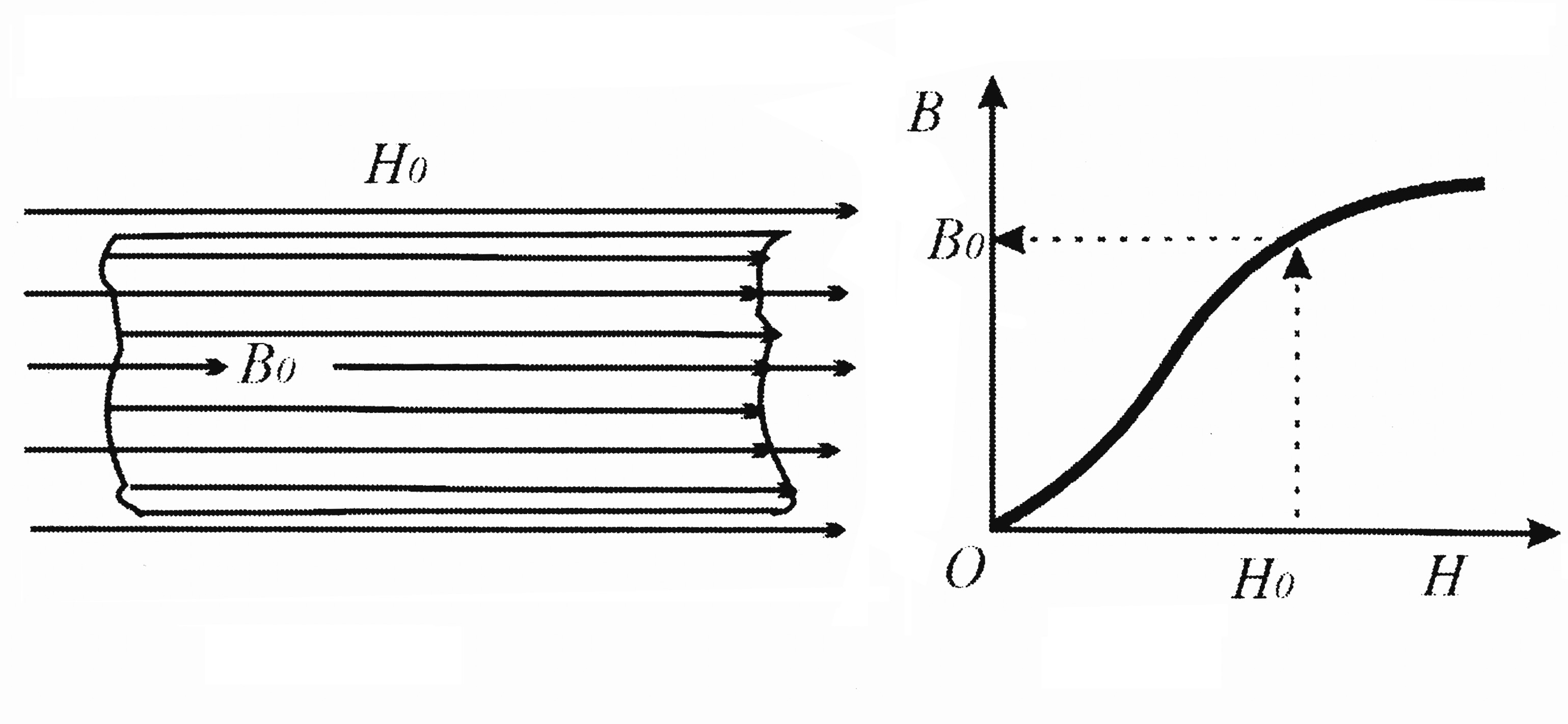
Возьмем бездефектный образец ферромагнетика с однородными магнитными свойствами и магнитной проницаемостью µ1 и поместим его в продольное равномерно распределенное магнитное поле Н0 (рисунок 1.1). Ферромагнетик намагнитится и в соответствии со своей кривой намагничивания приобретет магнитную индукцию В0, линии которой распределяются равномерно внутри образца и не выходят за его поверхность [1]. Это объясняется тем, что внешняя среда (воздух) имеет магнитную проницаемость µ0, значительно меньшую магнитной проницаемости µ1 ферромагнетика, и, следовательно, значительно большее магнитное сопротивление Rm.
а б
Рисунок 1.1 – Ферромагнетик в равномерном магнитном поле:
а – бездефектный образец; б – кривая намагничивания
Если в такое же магнитное поле поместить такой же образец ферромагнетика, но с поверхностной трещиной (например, прямоугольного профиля в поперечном сечении), ориентированной перпендикулярно направлению поля В0, то произойдет перераспределение магнитного потока Ф как в пределах профиля трещины, так и в окружающей ее зоне (рисунок 1.2).
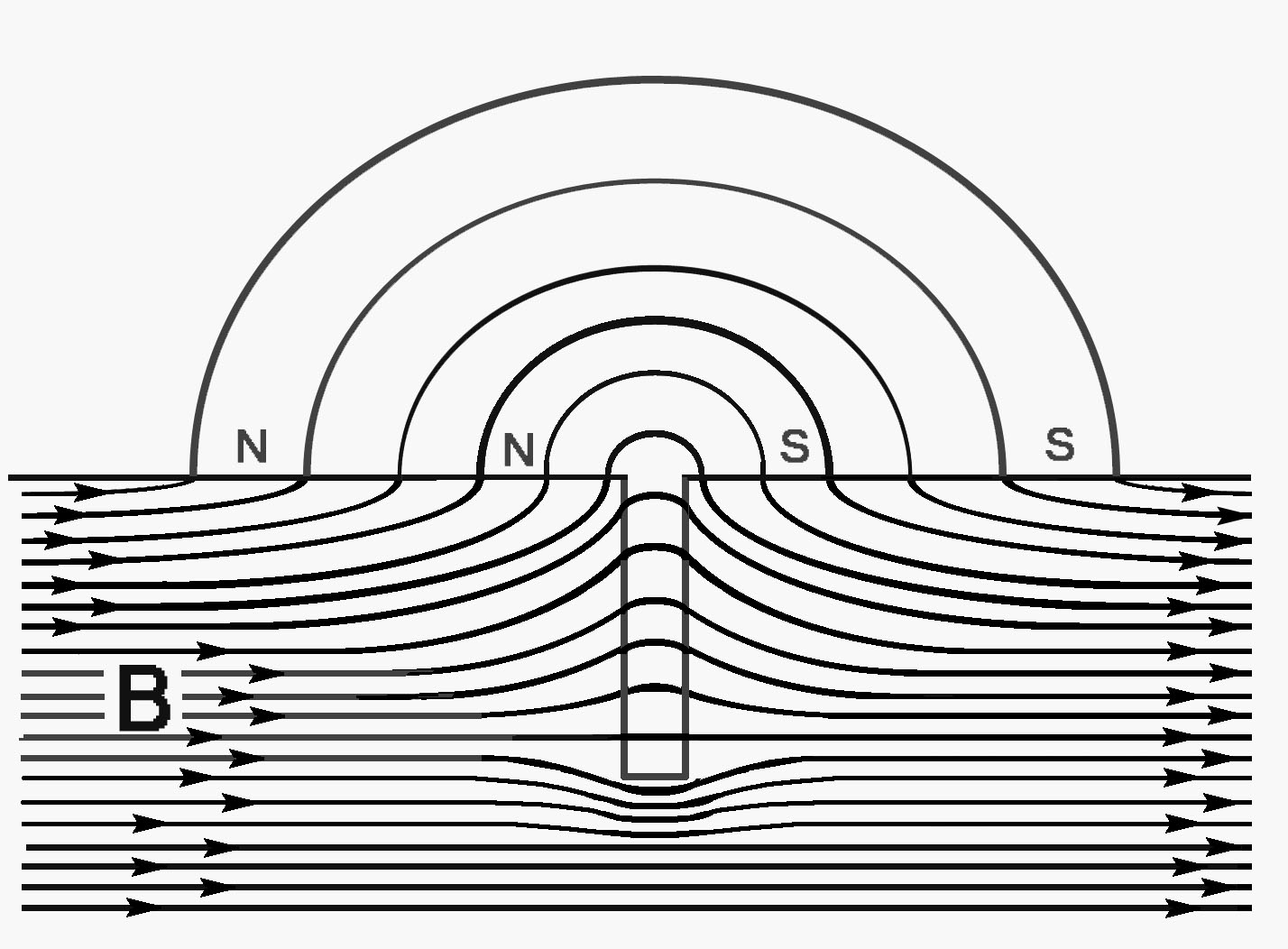
Рисунок 1.2 – Топография магнитного поля вблизи дефекта
В части сечения образца, прерванного трещиной, из-за более высокого магнитного сопротивления в ее воздушной полости плотность линий существенно снизится. Это приведет к тому, что часть линий индукции, расположенных ниже основания трещины, уплотнится, если, конечно, образец не намагничен до насыщения и может еще «поглотить» определенное количество магнитных линий. Значительно меньшая часть линий пойдет через воздушный зазор – полость трещины. Оставшаяся часть магнитных линий неизбежно преодолеет трещину снаружи по воздуху, магнитное поле как бы «вываливается» за поверхность образца. Здесь каждый выход и вход линий поля формирует магнитные полюсы. Это соответствует представлениям магнитостатики, когда каждый конец линии магнитной индукции, где она встречает воздушную среду с проницаемостью µ0 << 1 (рисунок 1.3), можно рассматривать как положительный «магнитный заряд» (северный полюс N), а каждое ее начало – как «отрицательный» (южный полюс S) (рисунок 1.3).
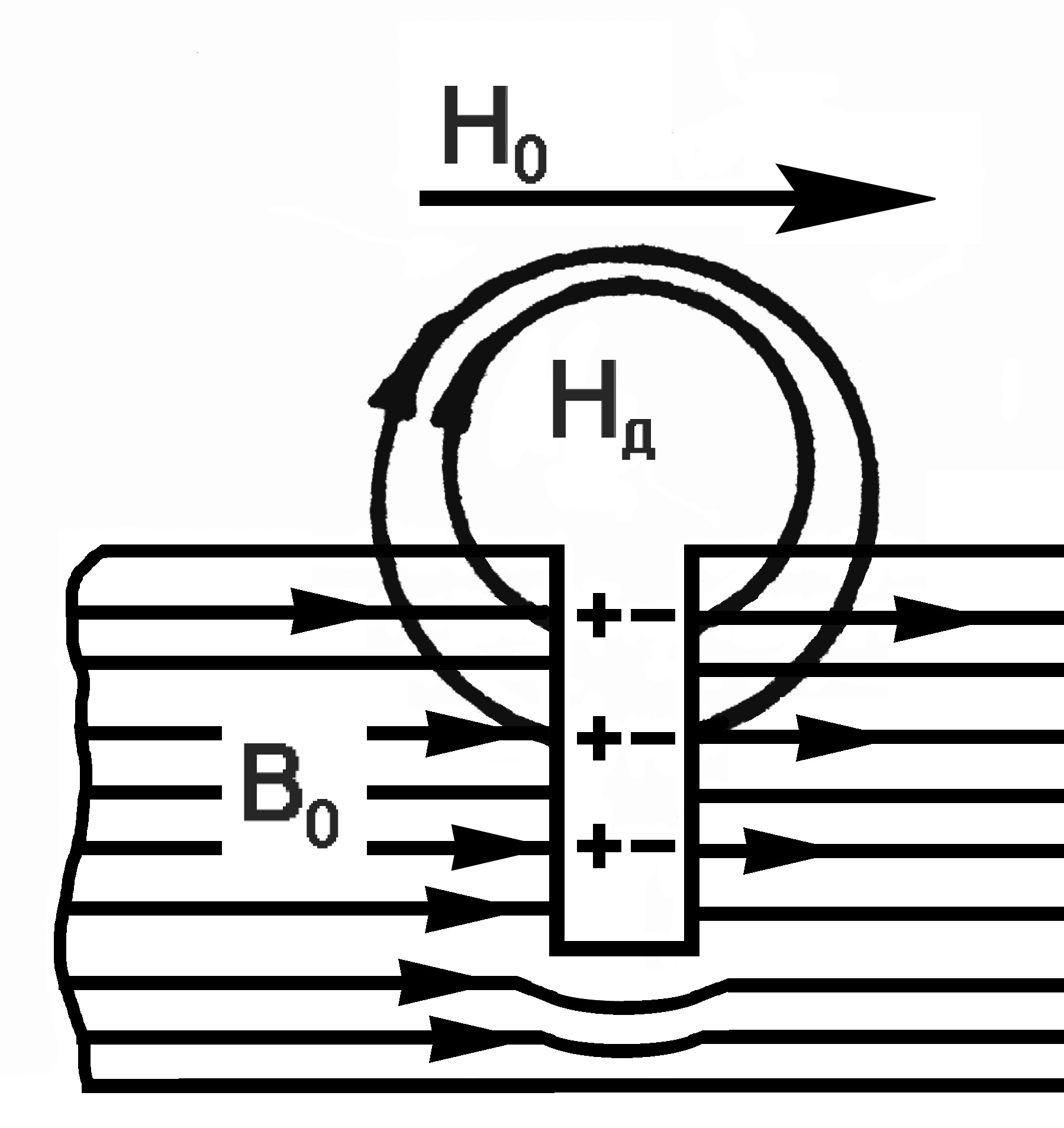
Рисунок 1.3 – Модель магнитного поля рассеяния над поверхностным дефектом
Такое явление в магнитостатике называют магнитной поляризацией стенок дефекта и в примыкающей к ним окружающей зоне его поверхности. Каждый положительный заряд создает магнитное поле, направленное из него как из центра. При этом магнитные линии поля, выходя за пределы образца, снова входят в него, замыкаясь с отрицательными магнитными зарядами. В результате над поверхностью в зоне трещины формируется суммарное поле рассеяния Нд – магнитных зарядов, которое направлено в сторону внешнего намагничивающего поля Н0, обеспечивая его местную концентрацию. В этом случае говорят, что поле становится неоднородным. Суммарное поле Нд называют магнитным полем рассеивания дефекта или полем дефекта. Магнитное поле рассеяния дефекта – это локальное магнитное поле, возникающее в зоне дефекта вследствие поляризации его границ (ГОСТ 24450).
Формированию этого поля способствует также то, что трещины в месте выхода на поверхность часто имеют «рваные» заостренные края, расстояние между которыми может составлять десятки и сотни микрометров, которые играют роль концентраторов поля зарядов магнитной поляризации.
Случай внутреннего расположения дефекта показан на рисунке 1.4. Здесь также имеет место явление магнитной поляризации стенок полости дефекта. Однако степень неоднородности магнитного поля в данном случае уменьшается за счет экранирующего эффекта приповерхностного слоя ферромагнетика над дефектом. Чем толще этот слой, тем сильнее шунтируется поле рассеяния внутреннего дефекта, тем меньшее количество магнитных линий этого поля выходит за поверхность ферромагнетика.
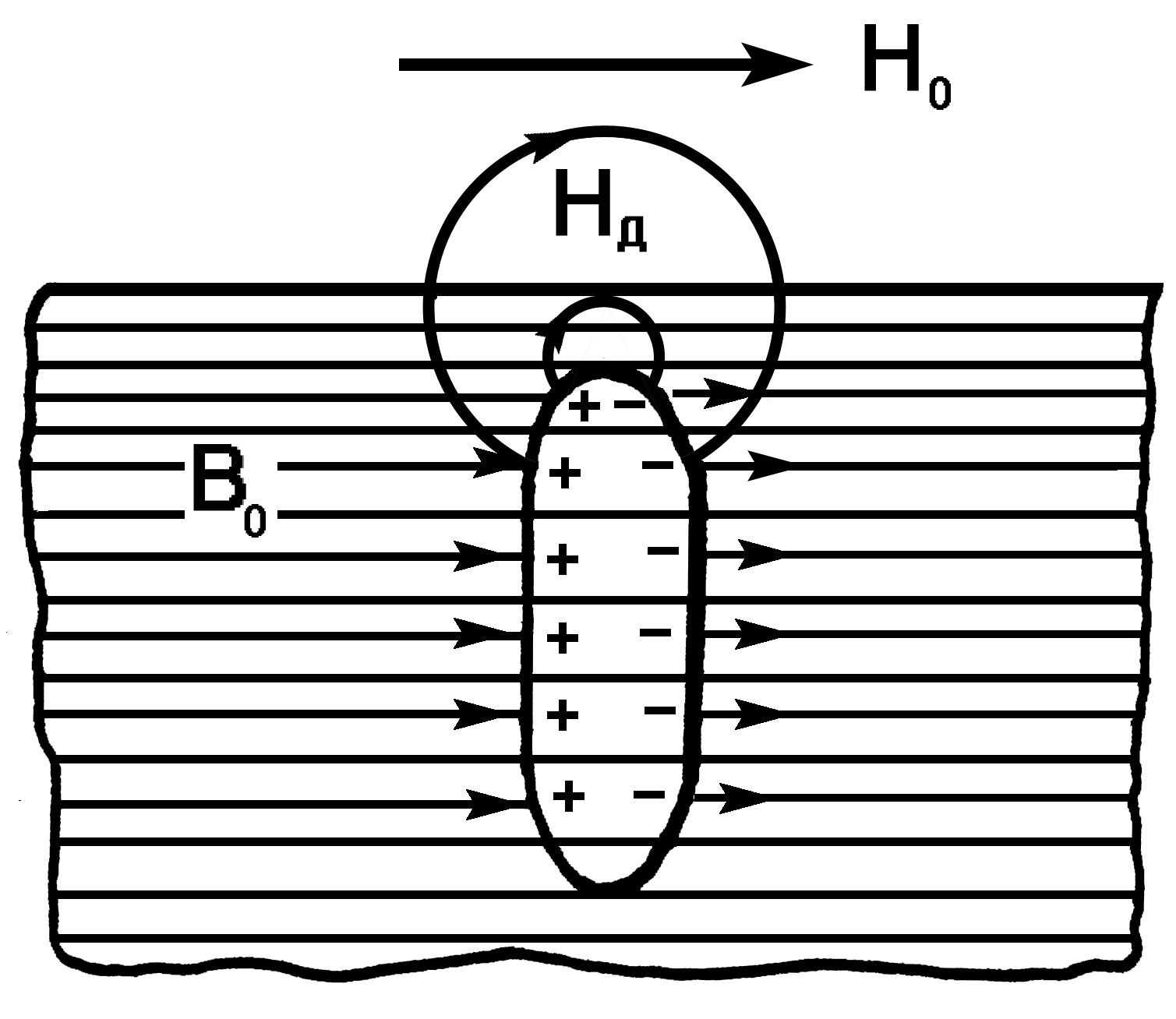
Рисунок 1.4. – Модель магнитного поля рассеяния над внутренним дефектом
Возникновение поля дефекта Нд над поверхностью намагниченной детали свидетельствует о том, что она дефектна. Остается это поле обнаружить каким-либо физическим способом, что предопределяет суть и содержание метода магнитной дефектоскопии.
1.2 Схема и методы магнитного неразрушающего контроля. Классификация. Применение
Обобщенная схема магнитного контроля представлена на рисунке 1.5. Она содержит: 1 – полезадающую систему, которая, реализуя соответствующий способ намагничивания, создает ту или иную топографию магнитного поля в объекте контроля; 2 – объект контроля; 3 – сканер – устройство, обеспечивающее требуемую траекторию перемещения магнитного преобразователя (возможные направления сканирования показаны пунктирными линиями); 4 – первичный магнитный преобразователь; 5 – усилительный тракт, выполняющий усиление входных (входного) сигналов в выходные с преобразованием в вид, удобный для последующего использования или визуализации; 6 – индикатор, предназначенный для визуализации магнитных индикаций или световой и звуковой сигнализации о дефектах.
Результат взаимодействия намагничивающего поля, генерируемого полезадающей системой 1, с объектом контроля 2 воспринимается первичным магнитным преобразователем 4, затем его выходной сигнал усиливается и (или) преобразуется в блоке 5 до уровня, достаточного для принятия решения, например о наличии дефекта, и регистрируется индикатором 6. Первичный преобразователь 4, как правило, связан со сканером 3 в единый блок. Принятие решения осуществляется путем сравнения сигнала с выхода первичного преобразователя 4 с пороговым в блоке 5 (обозначен вертикальной стрелкой). Пороговый уровень сигнала может быть как фиксированным, так и следящим. Достоверность выявления, как дефекта, так и изменений структурного компонента или геометрического параметра в объекте зависит от выполнения всех условий правильной реализации соответствующего метода магнитного контроля.
Рисунок 1.5 – Обобщенная схема магнитного контроля
Метод контроля, как совокупность правил применения определенных принципов и средств в любом виде НК, различают по трем признакам классификации.
По характеру взаимодействия физического поля с объектом контроля. во всех случаях используют одно взаимодействие – намагничивание ОК – и измеряют (индицируют) первичные параметры магнитного происхождения.
По первичному информативному параметру, к которому относятся коэрцитивная сила Нс, намагниченность М, остаточная индукция Вr, магнитная проницаемость (начальная – нач – либо максимальная – max), эффект Баркгаузена.
По способу же получения первичной информации магнитный вид НК подразделяется на семь методов: магнитопорошковый, феррозондовый, индукционный, магнитографический, эффекта Холла, пондеромоторный и магниторезисторный. Все они основаны на регистрации магнитных полей рассеяния над дефектами, но различными способами, а именно: в магнитопорошковом методе в качестве индикатора используется сухой или мокрый порошок, в магнитоиндукционном – величина или фаза индуцируемой в измерительную обмотку электродвижущей силы (ЭДС), в феррозондовом – измеренные напряженность или градиент магнитного поля рассеяния, в методе эффекта Холла – напряжение Холла, в магнитографическом – ферромагнитная пленка, в пондеромоторном – сила отрыва (притяжения) пробного магнита (электромагнита) от ОК и в магниторезисторном – изменение сопротивления магниторезисторов. Методы эффекта Холла и магниторезисторный объединяют в гальваномагнитные.
На железнодорожном транспорте России из названных методов для дефектоскопирования применяются: магнитопорошковый (МПК) – в вагонном и локомотивном хозяйствах.
Магнитопорошковый контроль основан на притяжении магнитных частиц силами неоднородных магнитных полей рассеяния, возникающих над дефектами в намагниченной детали. Он включает в себя намагничивание ОК, нанесение на его поверхность цветных или люминесцентных магнитных индикаторов (порошков), визуальное наблюдение скопления порошка на контролируемой поверхности и обнаружение дефектов. По надежности выявления поверхностных дефектов он не превзойден ни одним другим методом НК: чувствительность магнитопорошкового метода настолько высока, что могут быть обнаружены трещины с шириной раскрытия, составляющей доли микрона и длиной менее миллиметра. Это справедливо для деталей любой формы, если каждый участок их поверхности можно намагнитить до необходимого уровня и осмотреть. Наиболее оптимальными для магнитопорошкового контроля являются условия, когда деталь прошла технологическую обработку и имеет светлую качественную поверхность с шероховатостью Ra не выше 10 мкм.
Сопоставление МПК и обобщенной схемы магнитного контроля (рисунок 1.5) дает следующее. В МПК чувствительный элемент – порошинка, которая непосредственно «ложится на дефект», что отвечает функции блока 3, и при наличии в районе дефекта большой концентрации магнитного порошка происходит быстрое образование индикаторного следа достаточной ширины (усиление – блок 5), который визуально регистрируется (блок 6). Видно, что магнитный порошок одновременно выполняет функции первичного магнитного преобразователя 3, усилителя 5 и индикатора 6. нанесение порошка ручным или механизированным способом и его движение к дефекту отражено блоком 4.
Однако заключение о бездефектности внутренней части детали или подповерхностного слоя должно делаться осторожно – необходимо учитывать ограниченность применения данного метода: подповерхностные дефекты выявляются на глубине, не превышающей 1 – 2 мм.
Простота технологии и оснастки МПК, которую часто относят к достоинству метода, кажущаяся. Все операции, и особенно наблюдение за состоянием поверхности, выполняет оператор. Действительно, дефектоскопист непрерывно в течение нескольких часов должен всматриваться в магнитные индикации. Предельная концентрация внимания, длительная нагрузка на зрение, монотонно выполняемые операции – все это увеличивает вероятность пропуска дефекта. Устранение субъективного фактора – доминирующей роли оператора – возможно при использовании компьютерных программ автоматического поиска дефектов, заключающихся в обработке изображения, основанной на вычислении градиентов контрастности видеосигнала по различным направлениям, построении топологически связанных областей поверхности и фильтрации изображения от априорно известных структурных элементов. Здесь оператор не работает в рутинном утомительном режиме непрерывного контроля. Он занимается изучением только тех немногих участков контролируемой поверхности, на которую программа обратила внимание. Если она не обнаружила дефектов, то установка работает по заданной программе без участия оператора. При этом вероятность пропуска дефекта существенно снижается.
На ремонтных предприятиях подвижного состава применяются магнитопорошковые дефектоскопы на базе соленоидов типа МД-12ПШ, МД-12ПЭ, МД-13ПР, седлообразного типа МД-12ПС и установки типа УМДП-01 и МДУ-1КПВ.
1.3 Магнитопорошковый метод неразрушающего контроля
МПК позволяет обнаруживать поверхностные и подповерхностные дефекты типа нарушения сплошности металла: трещины различного происхождения, флокены, закаты, надрывы, волосовины, расслоения, дефекты сварных соединений в деталях, изготовленных из ферромагнитных материалов.
Необходимым условием применения МПК для выявления дефектов является наличие доступа к объекту контроля для намагничивания, обработки индикаторными материалами и оценки качества.
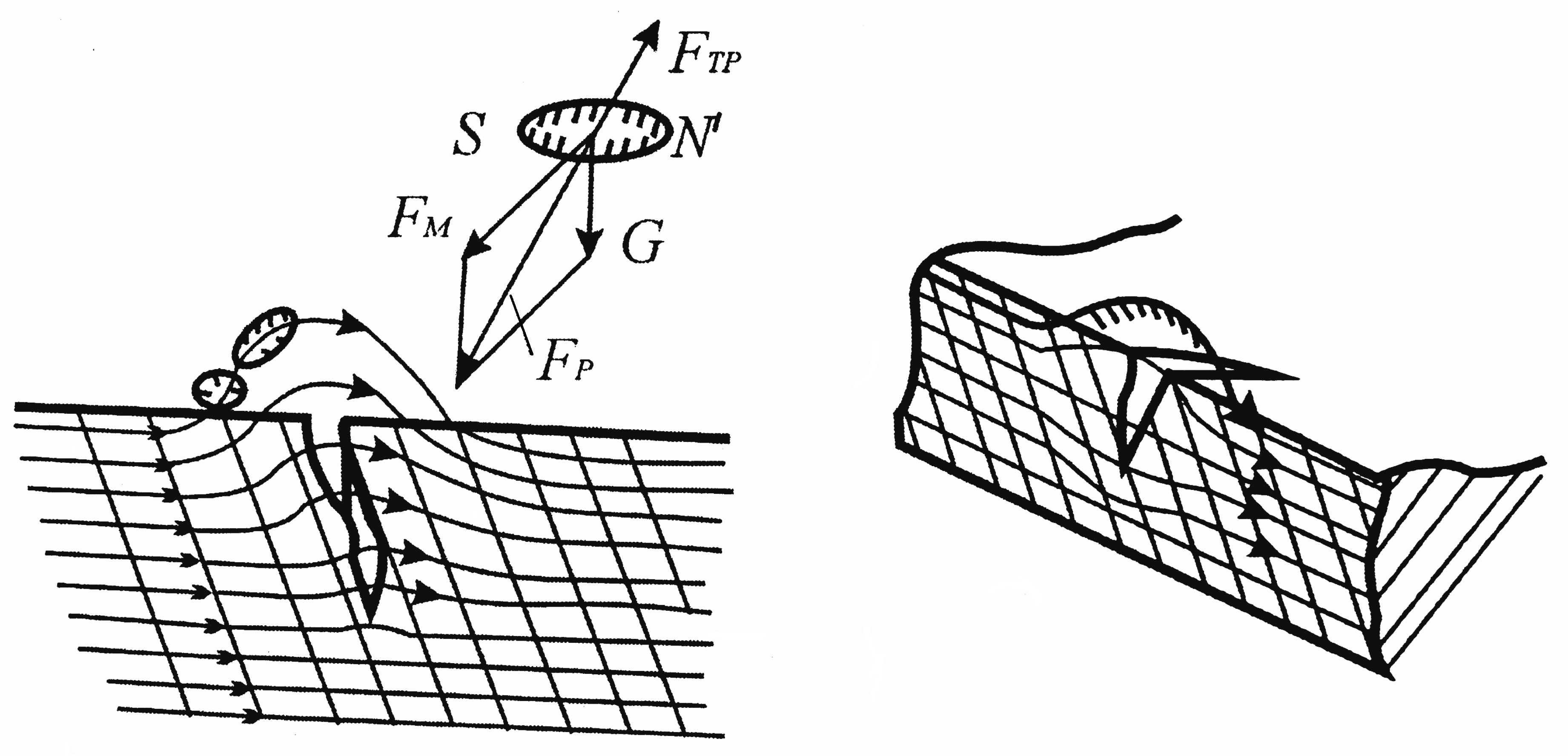
Для обнаружения дефектов данным методом на контролируемые участки намагниченной детали наносят ферромагнитные частицы, имеющие удлиненную форму [2]. в магнитном поле каждая частица намагничивается и становится диполем с четко выраженными магнитными полюсами N и S на концах. Вдали от дефекта магнитное поле однородно. Это означает, что в каждой его точке напряженность Н одинакова по величине и направлению, и взаимодействие полюсов N и S каждой частицы с напряженностью поля дефекта образует пару сил, момент которых разворачивает частицу и устанавливает ее ось по направлению Н.
В зоне дефекта (по обе стороны и над дефектом) поле искажено (рисунок 1.6), оно неоднородно, т. е. напряженность у обращенных к краям дефекта полюсов частицы имеет большее значение, чем у других, поэтому на частицы кроме вращающих моментов действуют пондеромоторные (магнитные) силы Fm, стремящиеся втянуть их в область с более высоким значением напряженности, что перемещает частицы к краям дефекта, где концентрация магнитных линий наибольшая.
(1.1)
где V – объем частицы, м3;
– магнитная восприимчивость частицы;
Нд – напряженность поля над дефектом, А/м;
– градиент этого поля.
Эффективность МПК зависит от магнитных характеристик материала, формы и размеров объекта, шероховатости его поверхности, наличия и уровня поверхностного упрочнения, толщины немагнитных покрытий, местоположения и ориентации дефектов, напряженности магнитного поля и его распределения на поверхности дефектов, угла между направлением намагничивающего поля и плоскости дефектов, свойств магнитного индикатора и способа его нанесения на объект контроля, а также способа и условий регистрации индикаторного рисунка выявляемых дефектов. Основное значение здесь имеют напряженность и градиент поля. Величина зависит от формы и материала частицы, в частности, если она имеет удлиненную форму, то ее значение тем больше, чем больше отношение длины частицы к размеру ее в поперечнике.
а б
Рисунок 1.6 – Магнитопорошковый метод: упрощенная схема сил, действующих на частицу в поле дефекта:
а – частица в магнитном поле дефекта; б – магнитное поле внутри ОК
Совокупное действие магнитной силы Fm (рисунок 1.6) и силы тяжести G частицы образует результирующую силу Fp. Действие этих сил для перемещения частиц порошка является необходимым условием, а достаточным – их подвижность, которая зависит от сил трения Fтр.
Применяют нанесение на контролируемую поверхность ферромагнитного порошка «сухим» способом, «мокрым», или способом магнитной суспензии, и способом магнитогуммированной пасты. В последних двух способах силы трения значительно уменьшены по сравнению с первым.
При «сухом» способе магнитный порошок наносят распылением или способом воздушной взвеси, когда частицы находятся в воздухе и образуют воздушную взвесь. Последний рекомендуется применять при выявлении подповерхностных дефектов, а также дефектов под слоем немагнитного покрытия толщиной от 100 до 200 мкм; его наносят в камерах с отсасывающим вентиляционным устройством, обеспеченным фильтром для улавливаемого отсасываемого порошка.
В магнитной суспензии частицы взвешены в жидкости. Ее наносят поливом, распылением или погружением в ванну. Рекомендуется обеспечивать условия для стекания магнитной суспензии с контролируемой поверхности.
Магнитогуммированную пасту приготавливают и применяют в соответствии с рекомендациями поставщика.
Таким образом, частицы порошка, перемещаясь к дефекту, накапливаются у его краев, формируя изображение дефекта, которое выявляется при осмотре детали. Наиболее контрастное изображение дают усталостные поверхностные трещины. Ширина валика из осевшего порошка значительно превышает ширину (раскрытие) трещины.
МПК отличают высокая чувствительность, наглядность, простота реализации и относительно высокая производительность контроля. Потенциально метод позволяет выявлять трещины с раскрытием 1 мкм, глубиной 10 мкм и более и протяженностью 0,5 мм. Чувствительность МПК характеризуется условными уровнями чувствительности по ГОСТ 21105-87 (таблица 1.1).
Таблица 1.1 – Условные уровни чувствительности МПК
|
Условный уровень
|
Минимальная ширина раскрытия условного дефекта, мкм
|
Максимальная протяженность условного дефекта, мкм
|
Шероховатость контролируемой поверхности Ra, мкм, не более
|
|
А
|
2,0
|
0,5
|
2,5
|
|
Б
|
10,0
|
0,5
|
10,0
|
|
В
|
25,0
|
0,5
|
10,0
|
Условный уровень чувствительности А достигается при Rа 2,5 мкм, уровни Б и В – при Rа 10,0 мкм. При выявлении подповерхностных дефектов, а также при Rа > 10,0 мкм условный уровень чувствительности не нормируется. Практика магнитопорошкового контроля свидетельствует о том, что применение условных уровней чувствительности не оправдывает себя.
Выявляемость дефектов снижается при обследовании следующих объектов: а) плоскости которых составляют угол менее 30 с контролируемой поверхностью или с направлением магнитной индукции; б) подповерхностных; в) на поверхности объекта с параметром шероховатости Rz 10 мкм; г) при наличии на поверхности объекта немагнитных покрытий толщиной более 40 мкм (краски, нагара, продуктов коррозии, шлаков, термообмазок). В данных случаях чувствительность не нормируется.
Магнитопорошковый метод не позволяет определять глубину и ширину поверхностных дефектов, размеры подповерхностных дефектов и глубину их залегания. Недостатками метода следует считать также трудность автоматизации и влияние субъективных качеств оператора-дефектоскописта.
1.4 Технология магнитопорошкового контроля
В ремонтном производстве подвижного состава технология МПК представляется следующей последовательностью операций: подготовка деталей к контролю, намагничивание детали, нанесение магнитного индикатора, осмотр контролируемой поверхности и разбраковка, размагничивание, контроль размагниченности.
1.4.1 Подготовка детали к контролю
Перед осмотром детали должны быть очищены от окалины, грязи, смазки. Однако, в ремонтных депо до настоящего времени повсеместно отсутствуют эффективные средства очистки деталей, что вносит значительные трудности в обеспечение достоверности МПК.
Подготовительные операции при МПК имеют огромное значение, так как они решающим образом влияют на выявляемость дефектов и, в конечном счете, определяют достоверность результатов контроля. Содержание работ при данной операции следующее:
– деталь очищается до металла;
– детали, подвергавшиеся машинной мойке, дополнительно очищают вручную, если на поверхности остались загрязнения;
– при очистке применяют волосяные и металлические щетки, скребки, ветошь и салфетки, не оставляющие ворса на очищенной поверхности. Применение металлических щеток или скребков после намагничивания не допускается, так как это может привести к ложным осаждениям магнитных индикаторов;
– при контроле детали «сухим» способом нанесения магнитного порошка необходимо принять меры к удалению масляных загрязнений и просушке, так как масляная или влажная поверхность затрудняет движение магнитных частиц;
– при контроле деталей с темной поверхностью и при использовании темных магнитных порошков на очищенную поверхность необходимо наносить тонкий слой светлой краски или алюминиевого порошка (контрастный слой не должен превышать 30 мкм);
– при использовании водных магнитных суспензий на основе концентратов магнитной суспензии (КМС) «ДИАГМА» подлежащие контролю поверхности обезжиривают с помощью губки, смоченной этой же суспензией.
1.4.2 Намагничивание
Приведем особенности намагничивания деталей различными намагничивающими устройствами:
- Намагничивание соленоидами:
а) При намагничивании соленоидами длину зоны достаточной намагниченности (ДН) определяют в зависимости от диаметра или максимального размера поперечного сечения детали и уточняют экспериментально путем измерения составляющей Нт вектора напряженности магнитного поля на поверхности детали. Для обеспечения достаточной длины зоны ДН деталь в соленоиде следует размещать так, чтобы ось соленоида совпадала с контролируемой поверхностью детали (рисунок 1.7). Это объясняется тем, что величина магнитного поля соленоида максимальна в его центре.
Рисунок 1.7 – Установка детали в НУ для контроля
б) Намагничивание длинных деталей (L/D > 5) осуществляют непрерывным перемещением соленоида вдоль детали или дискретным перемещением соленоида вдоль детали – по участкам. Скорость непрерывного перемещения соленоида должна быть такой, чтобы он за 10 с перемещался в пределах зоны ДН. Смежные участки должны перекрывать друг друга не менее чем на 20 мм.
в) Для намагничивания участков деталей, прилегающих к торцам, соленоид устанавливают так, чтобы торец детали входил в соленоид не менее чем на 30 мм, и перемещают соленоид от торца детали к центру.
г) При намагничивании деталей с переменным сечением определяют длину зоны ДН для отдельных участков, и каждый участок намагничивают как отдельную деталь, контролируя ее от концов к центру.
д) Детали с односторонней массивной частью намагничивают перемещением соленоида от конца детали с меньшим сечением к ее массивной части.
е) Короткие детали (L/D < 5) при намагничивании сами становятся магнитами, у которых появляются собственные магнитные полюсы (рисунок 1.8).
Рисунок 1.8 – Намагничивание коротких деталей
Направление вектора магнитного поля намагниченной детали противоположно направлению магнитного поля соленоида, в результате деталь оказывается намагниченной на величину результирующего поля Нрез:
Нрез=Нсол – Нсол, (1.2)
т. е. чем короче деталь, тем больше размагничивающий фактор. Для уменьшения действия размагничивающего фактора принимают следующие меры: составляют детали в цепочки, при этом площадь соприкосновения торцевых поверхностей детали должна быть не менее 1/3; удлиняют детали специальными удлинителями, изготовленными из магнитомягкой стали.
2) Намагничивание с помощью СНУ:
а) Седлообразные намагничивающие устройства (СНУ) применяют для намагничивания деталей длиной не менее 600 мм и диаметром не менее 100 мм, в тех случаях когда требуемое значение Н не превышает 25 А/см (средней части оси колесной пары, литых деталей автосцепки).
б) Зона контроля СНУ находится с двух внешних сторон дуг, а между дугами СНУ – неконтролируемая зона, в которой Нn больше Н в три раза.
в) СНУ располагают над контролируемой поверхностью так, чтобы расстояние между верхней дугой и контролируемой поверхностью было 40 – 60 мм.
г) При контроле СНУ намагничивается только верхняя часть детали в пределах 120°, поэтому цилиндрические детали контролируют не менее трех раз, поворачивая на угол не более 120°.
3) Намагничивание магнитами и электромагнитами:
а) Электромагниты и постоянные магниты применяют при контроле участков крупногабаритных деталей или деталей сложной формы, если известны зоны контроля и преимущественное расположение дефектов. Как правило, их применяют для подтверждающего контроля.
б) Постоянные магниты применяют для намагничивания деталей с толщиной стенки не более 25 мм.
в) Постоянные магниты не применяют для намагничивания деталей из магнитожестких материалов.
г) Полюсы магнитов образуют на поверхности детали при намагничивании неконтролируемые зоны (рисунок 1.9) шириной С = 5 – 15 мм, в которых дефекты не выявляются. Конкретная величина зоны С зависит от материала стали, конструкции магнита, размеров детали и определяется экспериментально.
Рисунок 1.9 – Контроль детали с помощью электромагнитов и постоянных магнитов
Факторы, влияющие на чувствительность контроля:
1) Направление намагничивания.
Направление намагничивания детали при магнитопорошковом контроле оказывает существенное влияние на чувствительность контроля.
Картина выявляемости усталостных и шлифовочных трещин, полученная на основе исследований и многолетнего опыта контроля деталей, показала следующие зависимости:
при а = 0 – 10° трещины не выявляются, так как силовые линии поля не прерываются на дефекте и не образуют магнитного поля рассеяния дефекта;
при а = 0 – 30° выявление трещин не гарантируется;
при а = 30 – 80° трещины выявляются гарантированно, однако при а = 60 – 80° индикаторный рисунок выявляется более четко;
при а = 80 – 90° достигается максимальная чувствительность контроля, где а – угол между вектором напряженности магнитного поля и наиболее вероятным направлением возникновения дефекта.
Рисунок 1.10 – Выбор направления намагничивающего поля
Если направление вероятных трещин неизвестно, то деталь последовательно намагничивают в двух направлениях, производя после каждого намагничивания нанесение суспензии и осмотр.
Для выявления зигзагообразной трещины необходимым условием является а 30° направления намагничивающего поля к звеньям такой трещины.
2) Толщина немагнитного покрытия.
При наличии немагнитного покрытия на поверхности проверяемой детали (краски, грязи и т.п.) чувствительность магнитопорошкового контроля снижается.
3) Соотношение нормальной и тангенциальной составляющих поля. Зона достаточной намагниченности.
Вектор напряженности магнитного поля Н в любой точке на поверхности намагниченной детали может быть разложен на две составляющие: Н – тангенциальную (направленную по касательной к поверхности детали) и Нn – нормальную (направленную перпендикулярно к поверхности детали). Магнитное поле над дефектом формируется тангенциальной составляющей поля. Рассмотрим влияние соотношения составляющих поля Н и Нn на выявление дефектов. Представим себе намагниченный с помощью соленоида образец (рисунок 1.11).
Рисунок 1.11 – Формирование магнитного поля над дефектом
Действующее магнитное поле соленоида покажем в виде двух замкнутых силовых линий, расположенных на некотором удалении друг от друга. Естественно, что при удалении от соленоида магнитное поле уменьшается. Проведем касательные к линиям поля соленоида в местах выхода силовых линий на поверхность детали в точках 1 и 2, обозначив направление вектора Н. Разложим вектор Н в точках 1 и 2 на составляющие поля Н и Нn. Выполнив разложение, видим, что в точке 1, которая ближе к соленоиду, величина вектора Н больше, чем Н в точке 2, и, наоборот, по мере удаления от соленоида уменьшается величина вектора Нn. Опытным путем определено, что для выявления дефектов необходимо выполнение условия Нn / Н < 3.
Зоне достаточной намагниченности – зона, которая характеризуется расстоянием от источника магнитного поля и в которой возможно выявление дефектов. Зона ДН определяется несколькими факторами: величиной тангенциальной составляющей Н на поверхности контролируемой детали, соотношением Н и Нn, мощностью источника магнитного поля, взаимным расположением источника магнитного поля и контролируемой детали, формой, размером и материалом контролируемой детали.
1.4.3 Нанесение магнитного индикатора
Магнитные индикаторы – это магнитные порошки (взвесь магнитных частиц в воздухе), магнитные суспензии (взвесь магнитных частиц в дисперсной среде – жидкости), полимеризирующиеся смеси, применяемые для визуализации дефектов. Магнитные индикаторы и способы их нанесения выбирают в зависимости от цели и условий контроля. Магнитные индикаторы наносят на контролируемую поверхность «сухим» или «мокрым» способами. При «сухом» способе применяют более крупные частицы, так как они меньше задерживаются неровностями поверхности. Поэтому применение сухого порошка предпочтительнее для деталей литых или грубообработанных. «Мокрый» способ эффективен для деталей с чисто обработанной поверхностью. «Сухой» способ нанесения магнитного индикатора не применяют при контроле колец подшипников, шеек оси колесной пары, средней части оси с применением СНУ, шеек валов и других деталей круглого сечения менее 60 мм, а также деталей с резьбой.
Магнитный порошок наносится с помощью пульверизатора, резиновой груши и сита тонким слоем зигзагообразно вдоль детали с шагом не более 30 мм. Сам распылитель располагают на расстоянии 30 – 50 мм от поверхности. Скопление порошка вблизи намагничивающего устройства следует сдувать с помощью резиновой груши, а на участки, оказавшиеся без порошка, следует подсыпать порошок повторно.
Магнитную суспензию наносят путем полива слабой струей, не смывающей осевшие над дефектами магнитные частицы, погружения детали в емкость с суспензией, распыления из пульверизатора. При этом необходимо обеспечить небольшой наклон контролируемой поверхности для равномерного стекания суспензии. Перед нанесением суспензии ее тщательно перемешивают лопаткой из немагнитного материала так, чтобы она равномерно распределилась по всему объему дисперсионной сремиды.
Зависимость от шероховатости и цвета контролируемой поверхности используют магнитные порошки, имеющие естественную окраску (черные, красно-коричневые) либо окрашенные – цветные или люминесцентные.
Кроме концентрата магнитной суспензии «Диагма 1100 и ДИАГМА 1200» могут применяться люминесцентные – «Диагма 1613 и ДИАГМА 2623» соответственно желто-зеленого и серого цвета для контроля деталей с темной поверхностью с концентрацией (20 + 5) г на 1 л водопроводной воды.
1.4.4 Осмотр деталей
При осмотре детали обнаруживают и анализируют осаждение магнитного индикатора с целью определения характера дефекта и принятия решения о пригодности детали к дальнейшей эксплуатации. Индикаторный рисунок из осевшего порошка на дефектах различного происхождения неодинаков. Его размеры и форма зависят от характера, величины и глубины залегания дефектов, что иногда дает возможность по форме индикаторного рисунка установить происхождение дефекта. Для облегчения расшифровки индикаторных рисунков на рабочих местах изготавливают и вывешивают дефектограммы характерных дефектов, в том числе и мнимых, выявленных при контроле конкретных деталей.
Основные требования к операции осмотра деталей:
– осмотр детали проводят при комбинированном освещении: общем и местном, при этом освещенность контролируемой поверхности должна быть не менее 1000 лк, для местного освещения применяют переносные светильники с непрозрачным отражателем, обеспечивающим рассеяние света и защиту глаз дефектоскописта от слепящего воздействия источника света;
– не допускается попадания прямых солнечных лучей света в глаза;
– при осмотре деталей необходимо применять лупы пяти- – семикратного увеличения;
– при контроле магнитной суспензией осмотр необходимо начинать через 20 – 30 с после нанесения индикатора для обеспечения формирования валика порошка.
1.4.5 Расшифровка индикаторных рисунков дефекта
рассмотрим особенности дефектов, которые необходимо учитывать при расшифровке магнитных индикаций
- Трещины усталости возникают в процессе эксплуатации и обнаруживаются, как правило, в деталях, испытывающих в работе многократные знакопеременные нагрузки. Причинами их появления могут быть конструктивные недостатки, например наличие концентраторов напряжений – резких переходов в сечениях, несоблюдение требований чертежа при производстве или ремонте (надрезы или глубокие риски), наличие на детали дефектов металлургического происхождения (волосовин, шлаковых включений, флокенов), возникновение дефектов при обработке детали (шлифовочных, ковочных, закалочных).
Трещины усталости являются чрезвычайно опасными, так как, возникнув, они постепенно развиваются и углубляются внутрь детали по ее сечению, пока ослабление последнего не приведет к завершающему хрупкому разрушению детали.
Трещины усталости независимо от их происхождения выявляются по резко очерченному, плотному, четкому валику порошка, формирующегося по всей длине трещины.
- Дефекты, возникающие при шлифовании, из-за повышенного местного нагрева шлифуемой поверхности детали. Наиболее склонны к образованию этого вида трещин цементированные, азотированные и закаленные детали из легированных и малоуглеродистых сталей. При неправильно подобранных режимах шлифования на поверхности хромированных деталей, как правило, возникают шлифовочные трещины.
При магнитном контроле шлифовочные трещины легко отличить от других трещин: они тонки, неглубоки (от 0,0001 до 0,01 мм) и, как правило, располагаются на поверхности группами в виде сетки или тонких линий поперек направления шлифовки.
Шлифовочные трещины резко понижают усталостную прочность деталей, их ни в коем случае нельзя допускать к эксплуатации в местах концентраторов напряжений.
- Закалочные трещины возникают главным образом при охлаждении деталей в процессе закалки в результате действия внутренних напряжений. Они могут возникать и на деталях, длительное время не подвергавшихся отпуску, уменьшающему внутренние напряжения.
Отличительным признаком закалочных трещин является неопределенность их направления на поверхности детали. При магнитном контроле они легко выявляются даже при слабом намагничивании, так как материал закаленных деталей имеет достаточно высокие значения остаточной индукции и коэрцитивной силы, а трещины – большие и почти всегда выходят на поверхность. Закалочные трещины имеют достаточную длину и выходят на поверхность в виде ломаных, извилистых линий, идущих в различных направлениях. Четкие и рельефные рисунки осажденного порошка, получающиеся над закалочными трещинами, позволяют отличить их от других дефектов.
- ковочные и штамповочные трещины возникают из-за наличия в исходном материале литейных изъянов (усадочных раковин, рыхлот) или из-за несоблюдения температурных режимов ковки или штамповки. Магнитопорошковым методом данные дефекты выявляются достаточно хорошо, как и закалочные трещины, – в виде четких рельефных линий, имеющих разнообразные направления на поверхности детали.
- Флокены представляют собой мелкие трещины длиной 20 – 30 мм разнообразного направления, залегающие преимущественно во внутренних, более глубоких зонах стальных поковок (глубже 60 мм). О происхождении флокенов существует несколько гипотез. Одна из них объясняет их происхождение двумя причинами: действием высокого давления водорода, выделяющегося из стали при ее охлаждении и действием значительных внутренних напряжений, обусловленных неравномерностью фазовых превращений в различных объемах стали в связи с дендритной неоднородностью.
Флокены являются опасными дефектами. Их присутствие в стали значительно ухудшает ее механические свойства, особенно если направление действия сил не совпадает с плоскостью залегания флокенов. Магнитопорошковым методом они могут быть обнаружены только в том случае, если они выходят на поверхность или залегают неглубоко под ней. Выявляются в виде отдельных прямолинейных или искривленных черточек длиной от одного до 25 – 30 мм, расположенных в большинстве случаев группами и имеющих разнообразное направление.
- Неметаллические (шлаковые) включения представляют собой:
– выделившиеся продукты реакций окисления, протекающих в ванне или ковше, при выплавке и разливе стали;
– шлаки, растворенные при высоких значениях температуры и выделяющиеся в виде включений;
– продукты, образовавшиеся от случайно попавших в сталь механических включений.
Неметаллические включения могут располагаться на поверхности деталей и под ней. Опасными являются включения, расположенные цепочками или сеткой по границе зерен, так как они понижают пластические свойства материала и приводят к появлению трещин вдоль таких включений (цепочек) при обжиме слитков стали.
- Волосовины. Тонкие нити неметаллических включений или газовых пузырей, вытянутых вдоль волокон металла при его ковке, прокате или протяжке. Типичным признаком волосовин является их прямолинейность. При магнитном контроле волосовины выявляются в виде прямых параллельных линий различной длины, расположенных в одиночку или группами. Если волокна изогнуты, то волосовины следуют за направлением волокна. Крупные волосовины, выходящие на поверхность, являются опасными дефектами, понижающими предел усталости. Детали с такими дефектами не должны допускаться в эксплуатацию.
- Расслоения образуются при прокатке слитков, внутри которых имеются такие дефекты, как крупные усадочные раковины, большие участки неметаллических включений или плены, т. е. окисленные слои металла. При прокатке включения, раковины, плены раскатываются и образуют расслоения. Выявляются в виде осаждений порошка по границам расслоения.
- Мнимые дефекты, или ложные осаждения магнитных индикаторов, представляют собой магнитные индикации, по внешнему виду схожие с индикациями магнитных полей рассеяния дефектов, но вызваны они иными факторами. Умение отличить ложную индикацию от индикации дефекта позволит во многих случаях избежать необоснованной перебраковки деталей. Рассмотрим основные случаи возникновения ложных индикаций дефектов:
– в месте соприкосновения с намагниченной поверхностью ферромагнитного изделия. Происходит четкое отложение магнитного порошка, аналогичное осаждению над трещиной, причем, чем сильнее намагничена деталь, тем интенсивнее осаждение. Для расшифровки деталь необходимо размагнитить и намагнитить повторно;
– при контроле, особенно в приложенном поле, могут возникнуть ложные осаждения по рискам на поверхности детали. Чтобы исключить из дальнейшего анализа данный мнимый дефект, необходимо зашлифовать риску мелкой наждачной шкуркой и повторно проконтролировать деталь. Чтобы устранить влияние осаждения порошка по риске, имеющей в кратере трещину, на результат анализа, необходимо сразу же после полива суспензией наблюдать за осаждением порошка. Если риска в кратере имеет трещину, то образование валика происходит по всей длине одновременно, если нет, то магнитный индикатор накапливается постепенно, «цепляясь» по краям риски;
– осаждение порошка в местах поверхностного наклепа и забоин. в этих местах образуется слабое магнитное поле и происходит осаждение порошка. рекомендуется зачистить поверхность для удаления наклепа и повторить контроль;
– осаждение порошка по границам зон термического влияния сварки проявляется в околошовной зоне, повторяя форму границ сварного шва в виде неплотных размытых полосок;
– осаждение порошка по границам незачищенного сварного шва. Рекомендуется зачистить шов заподлицо и повторно провести контроль;
– осаждение порошка в виде цепочек, ориентированных по магнитным силовым линиям поля, возникает при контроле в приложенном поле и свидетельствует о чрезмерной концентрации суспензии или неправильно выбранной вязкости дисперсионной среды;
– осаждение порошка по местам грубой обработки поверхности. в этом случае порошок заполняет все углубления поверхности, «ложное осаждение» распознается визуально;
– осаждение по границам накатанных и ненакатанных участков вызывается изменением твердости поверхностного слоя.
1.4.6 Размагничивание и очистка деталей после проведения контроля
Факторы, определяющие необходимость размагничивания.
Кроме намагничивания при магнитном контроле детали могут намагничиваться при электродуговой сварке, при случайном контакте с постоянными магнитами или электромагнитами, при близком нахождении объекта от места грозового разряда. Детали, подвергающиеся вибрации и знакопеременным нагрузкам, могут достаточно сильно намагничиваться даже в слабом магнитном поле Земли. При вибрации ослабляются «силы трения» доменов и облегчается их ориентация в направлении внешнего магнитного поля, т. е. ослабляется намагничивание деталей.
Магнитные поля неразмагниченных деталей могут создать известные ситуации, ведущие к отказу технических средств, поэтому детали размагничивают и проверяют качество их размагничивания.
Поскольку все детали находятся в магнитном поле Земли, то полного размагничивания достичь не удается. Детали размагничивают до уровня, при котором остаточная намагниченность уже не нарушает нормальной работы механизмов или технических средств.
Способы размагничивания деталей.
Применяют следующие способы размагничивания деталей:
– нагреванием детали до точки Кюри;
– однократным приложением встречным магнитным полем такой напряженности, после уменьшения которой до нуля, деталь оказывается практически размагниченной;
– воздействием на деталь полем уменьшающейся амплитуды от максимального значения до нуля при одновременном периодическом уменьшении его полярности.
Первые два способа размагничивания, как правило, не применяются. В основу большинства схем размагничивания положен третий, сущность которого состоит в следующем.
При периодическом перемагничивании детали полем с убывающей напряженностью Н ее магнитное состояние, характеризуемое магнитной индукцией В, изменяется по уменьшающимся симметричным частным петлям гистерезиса. При достижении напряженности размагничивающего поля «нулевого» значения процесс размагничивания заканчивается и деталь оказывается размагниченной. При этом магнитная структура детали приходит в такое состояние, при котором магнитные поля доменов направлены хаотично и компенсируют друг друга.
Требования к размагничиванию деталей подвижного состава:
1) Размагничиванию после проведения МПК подвергаются детали, имеющие трущиеся при эксплуатации поверхности, а также детали, находящиеся с ними в контакте после сборки (кольца роликовых подшипников, шейки оси колесной пары, шейки валов, валики, ролики).
2) Размагничивание деталей осуществляют воздействием на контролируемую деталь магнитным полем с напряженностью, изменяющейся по направлению и убывающей по величине от начального значения до нуля. При этом начальное значение напряженности размагничивающего поля должно быть не меньше, чем значение намагничивающего поля.
3) Для размагничивания деталей применяют те же намагничивающие устройства, что и для намагничивания (МД12-ПС, МД12-ПШ, МД12-ПЭ, МД12-ПР).
4) Детали при размагничивании устанавливают относительно намагничивающего устройства так, чтобы направление магнитного поля при их размагничивании совпадало с магнитным полем при намагничивании.
5) При размагничивании деталей дефектоскопами, в которых не предусмотрен режим автоматического размагничивания, детали помещают в соленоид, включают его и плавно (в течение 5 с и более) перемещают относительно детали (или деталь относительно соленоида) до удаления их друг от друга на расстояние не менее 0,5 м, после чего соленоид выключают.
6) Детали, намагниченные постоянными магнитами или электромагнитами постоянного тока, труднее поддаются размагничиванию, чем намагниченные переменным или импульсным током. Для повышения эффективности процесс размагничивания повторяют многократно или увеличивают его продолжительность.
7) Нормы остаточной размагниченности деталей подвижного состава: для колец подшипников – не более 3 а/см, для всех остальных деталей – 5 а/см.
1.5 Средства магнитопорошкового контроля
При магнитопорошковом контроле деталей применяют переносные, передвижные и стационарные дефектоскопы и (или) намагничивающие устройства. В зависимости от принципа действия и функционального назначения в состав дефектоскопа входят блок питания или управления, НУ (соленоиды, электромагниты, постоянные магниты, гибкие токопроводящие кабели и т. п.), вспомогательные устройства и приспособления.
Типы дефектоскопов и НУ выбирают с учетом формы и размеров контролируемой детали, а также необходимой для выявления дефектов напряженности магнитного поля. Рассмотрим применяемые на железнодорожном транспорте основные типы магнитопорошковых дефектоскопов.
Дефектоскоп магнитопорошковый МД-12П. Выпускается в трех модификациях: МД-12ПШ (шеечный), МД-12ПЭ (эксцентричный), МД-12ПС (седлообразный). Содержит блок управления и намагничивающее устройство соответствующего типа (рисунок 1.12).
Намагничивающие устройства дефектоскопа МД-12П всех модификаций имеют помещенную в пластмассовый корпус катушку (намагничивающее устройство), по которой пропускается переменный электрический ток соответственно 45, 36 и 46 А. На корпусе катушки имеется тумблер для включения и выключения намагничивающего тока.
Блок управления предназначен для питания НУ и переносного светильника током с напряжением в сети соответственно 36 и 12 В. На лицевой панели блока управления расположены разъем и розетка для подключения соответственно НУ и переносного светильника, выключатели сети и переносного светильника, а также стрелочные индикаторы напряжения сети и намагничивающего тока.
Рисунок 1.12 – Силовые линии магнитного поля, создаваемого на поверхности детали НУ дефектоскопов:
а – МД-12ПЭ; б – МД-12ПШ; в – МД-12ПС
Дефектоскоп МД-12ПШ предназначен для контроля шеек осей колесных пар и других деталей, контролируемая часть которых имеет диаметр или поперечный размер не более 150 мм. НУ дефектоскопа выполнено в виде круглого соленоида, диаметр рабочего отверстия которого равен 200 мм. Магнитное поле соленоида с напряженностью в его центре 180 А/см по мере удаления от обеих торцевых поверхностей корпуса симметрично убывает (рисунок 1.12 а). Помещенные внутрь соленоида протяженные детали, имеющие одинаковое сечение по всей длине, намагничиваются также симметрично относительно торцевых поверхностей корпуса соленоида.
Дефектоскоп МД-12ПЭ содержит круглый соленоид и плоский кольцевой магнитопровод, находящийся у одного из торцов соленоида. Рабочее отверстие соленоида и магнитопровода равно 235 мм. Создаваемое им магнитное поле с напряженностью в центре 120 А/см несимметрично (рисунок 1.12 б) и со стороны магнитопровода намного слабее, чем со стороны катушки без магнитопровода, поэтому контролируемый участок детали всегда должен находиться с противоположной от магнитопровода стороны. На корпусе соленоида со стороны магнитопровода имеется тумблер для включения намагничивающего тока.
Дефектоскоп МД-12IIC имеет седлообразное НУ, которое представляет собой прямоугольный соленоид, изогнутый в виде «седла». Последний предназначен для локального намагничивания крупногабаритных деталей сложной формы, протяженных деталей длиной более 600 мм, имеющих диаметр или поперечный размер не менее 100 мм, а также для намагничивания отдельных участков изделий в сборе в тех случаях, когда намагничивание с помощью неразъемных соленоидов невозможно (например, при контроле средней части оси колесной пары в сборе). Напряженность создаваемого им магнитного поля под дугой составляет не менее 150 А/см.
При работе с седлообразным НУ необходимо учитывать характер распределения магнитного поля вокруг его проводников, обусловленный особенностями его конструкции. В центре намагничивающего устройства в пространстве между проводниками катушки магнитное поле имеет большую нормальную составляющую, а необходимая для выявления дефектов тангенциальная составляющая практически отсутствует (рисунок 1.12 в). С двух меньших по отношению к проводникам катушки сторон магнитное поле содержит незначительную нормальную составляющую и достаточную для выявления дефектов тангенциальную составляющую. Учитывая сказанное выше, необходимо контролировать участки детали с внешних сторон от проводников катушки седлообразного НУ. Участок детали, находящийся под центральной частью между проводниками катушки седлообразного устройства, является неконтролируемой зоной (на этом участке дефекты могут не выявляться).
Дефектоскоп МД-13ПР предназначен для контроля средней части оси КП в сборе и при контроле бандажа «сухим» способом нанесения порошка ПЖВ5-160 и состоит из блоков управления и контроля, соединенных кабелем (рисунок 1.13). БУ выполнен в виде навесной конструкции и предназначен для подключения дефектоскопа к сети 220 В (50 Гц).
Рисунок 1.13 – Основные блоки дефектоскопа МД-13ПР:
1 – разъемный соленоид; 2 – блок управления; 3 – блок контроля.
На его лицевой панели имеются стрелочные приборы для контроля за напряжением сети и намагничивающим током, выключатели сети и ручного светильника на 12 В. БК расположен на тележке, перемещаемой по направляющим, и предназначен для преобразования напряжения сети в напряжение питания разъемного соленоида 3,5 В. Соленоид размещен на той же тележке. Подъемным устройством с рычажной подачей можно устанавливать его на нужную высоту при контроле средней части оси колесной пары. Максимальное значение намагничивающего тока составляет 1320 А, а напряженность магнитного поля в центре соленоида – 160 А/см. Диаметр рабочего отверстия соленоида – 240 мм. Дефектоскоп МД-13ПР может быть использован при контроле средней части оси «мокрым» способом, если блок контроля и проводники соленоида защищены от попадания на них суспензии.
Дефектоскоп МД-14ПКМ состоит из переносного блока управления и комплекта ручных намагничивающих устройств, включающего в себя два неразъемных соленоида с диаметром рабочих отверстий 200 и 270 мм и два разъемных (200 и 280 мм), электромагнит и гибкий силовой кабель, которые поставляются по требованию заказчика.
БУ обеспечивает питание неразъемных соленоидов и электромагнита переменным током с напряжением 42 В, питание разъемных соленоидов и гибкого кабеля переменным и импульсным током напряжением 4 В. На лицевой панели блока управления имеются потенциометр и стрелочный прибор, с помощью которых осуществляются соответственно регулирование и измерение намагничивающего тока. БУ обеспечивает автоматическое размагничивание.
Неразъемные соленоиды предназначены для контроля шеек осей колесных пар и других деталей, контролируемая часть которых имеет диаметр или поперечный размер соответственно не более 150 и 220 мм. Разъемные соленоиды предназначены для контроля средней части оси сформированной колесной пары.
Ручной электромагнит переменного тока имеет съемные полюсы шарнирного типа, что позволяет изменить расстояние между полюсами и контролировать детали сложных форм. Максимальное расстояние между полюсами – 200 мм.
Гибкий ручной кабель предназначен для циркулярного или полюсного намагничивания различных по форме деталей. Циркулярное намагничивание осуществляется пропусканием тока по кабелю, помещенному в центральное отверстие или полость в детали. Для полюсного намагничивания кабель складывается в витки, охватывающие контролируемую деталь. С помощью гибкого кабеля можно создать контур намагничивания, соответствующий по форме и размерам контролируемой детали.
Рисунок 1.14 – Устройство намагничивающее УНМ-300/2000:
а – блок питания; б – двухсекционный соленоид; в – электромагнит;
г – ручные электроконтакты с кабелями; д – гибкий кабель.
Переносной дефектоскоп УНМ 300/2000 позволяет работать в режиме автоматического размагничивания импульсным или переменным током с использованием кабелей, электроконтактов или соленоида, а также в режиме намагничивания одиночными импульсами тока при контроле способом остаточной намагниченности (СОН), непрерывно следующими импульсами тока с частотой 2 Гц при контроле способом приложенного поля (СПП) (рисунок 1.14).
Регулирование тока от нуля до максимального значения плавное. Система измерения тока с цифровым индикатором обеспечивает измерение с погрешностью не более 10 %.
Средняя потребляемая мощность в режиме импульсного намагничивания – не более 1 кВ·А. Потребляемая мощность в режиме намагничивания полем переменного тока – не более 2,2 кВ·А. Максимальный импульсный ток через электроконтакты – 1500 А. Частота следования импульсов – 2 Гц. Длительность процесса автоматического размагничивания – 45 с. Внешний вид дефектоскопа и НУ приведен на рисунке 1.14.
Механизированная установка типа Р 8617 для магнитопорошковой дефектоскопии вагонных колесных пар в сборе. Установки серии Р 8617 предназначены для контроля средней части оси и внутренних колец роликоподшипников, напрессованных на шейки оси, и выпускаются в нескольких модификациях, отличающихся комплектностью. Общий вид базовой модели установки серии Р 8617 приведен на рисунке 1.15.
В состав базовой модели установки Р 8617 входят электропривод для перемещения разъемного соленоида, пневмопривод для прижима контактных головок, устройство для вращения колесной пары с пневматическим сбрасывателем, устройство для циркуляции магнитной суспензии.
Действие установки основано на выявлении магнитных полей рассеяния, возникающих над трещинами в средней части оси и шейках в приложенном переменном магнитном поле, а в кольцах – после их импульсного комбинированного намагничивания по технологии СОН. Среднюю часть оси контролируют сухим порошком типа ПЖВ5-160 в магнитном поле, создаваемом дефектоскопами типа МД-13ПР. Некоторые депо контролируют среднюю часть оси КП дефектоскопом МД-12ПС, подвешенным на поворотной балке-укосине. Свободные шейки оси контролируют дефектоскопом МД-12ПШ в СПП магнитной суспензией. Напрессованные на шейки внутренние кольца подшипников намагничивают комбинированным способом импульсами тока разряда конденсаторной батареи одновременно через ось и соленоиды, охватывающие шейки оси, и дефектоскопируют по технологии СОН. Размагничивание шеек оси и напрессованных на них колец производится соленоидами с помощью катушек, используемых для создания продольного поля при импульсном намагничивании.
Рисунок 1.15 – Общий вид базовой модели установки серии Р 8617:
1 – пульт управления; 2 – шкаф с электроаппаратурой; 3 – разъемный соленоид с тележкой для намагничивания средней части оси; 4 – шеечный соленоид для намагничивания и размагничивания шейки оси (при снятых внутренних кольцах); 5 – соленоиды для продольного намагничивания и размагничивания внутренних колец; 6 – контактные головки с пневматическим приводом для циркулярного намагничивания внутренних колец подшипников, напрессованных на шейки оси, пропусканием импульсного тока по оси;
7 – гибкий кабель.
Дефектоскопная установка содержит основание с приводом, роликовой опорой и механизмами сбрасывания и отсечки, размагничивающий трансформатор, контактные головки, намагничивающе-размагничивающие устройства (НРУ), разъемный соленоид для средней части оси и пульт управления (рисунок 1.15).
Основание дефектоскопной установки представляет собой сварную конструкцию, на которой закреплены рельсы для перемещения колесной пары. На нем также смонтированы роликовая опора с приводом, обеспечивающая вращение КП. Механизм сбрасывания выполнен в виде пневматического цилиндра, связанного с рычагом с помощью зубчатой рейки и шестерни.
Механизм отсечки КП играет роль запирающего устройства для предотвращения самопроизвольного их накатывания на дефектоскопическую установку. Он смонтирован на раме и установлен на некотором расстоянии от роликовой опоры.
Размагничивающий трансформатор расположен ниже уровня пола в металлическом ящике, там же расположен рубильник для поочередного включения вторичной обмотки на соленоиды НРУ.
Пульт управления смонтирован рядом с роликовой опорой в месте, удобном для обслуживания. На верхней панели пульта расположены сигнальная лампа индикации напряжения сети, вольтметр для контроля заряда и разряда конденсаторной батареи, кнопка намагничивания и амперметр для контроля тока в первичной обмотке трансформатора, питающего МД-13ПР или МД-12ПС.
Контактные головки обеспечивают прохождение импульса тока по оси КП при намагничивании. При этом создается циркулярная составляющая магнитного поля.
Соленоиды НРУ представляют собой трехвитковые катушки из медной шины, изолированные полимерным компаундом. Каждый соленоид имеет две текстолитовые ручки, в одну из которых встроена кнопка, включающая магнитный пускатель, соединяющий катушку этого соленоида с вторичной обмоткой размагничивающего трансформатора. Намагничивание осуществляется импульсным током, а размагничивание – переменным током после соответствующего переключения обмоток.
Особенности работы на установке следующие. Перед дефектоскопированием контролируемые поверхности КП очищают от грязи, смазки, краски, пыли и т. д. Среднюю часть оси, кроме того, просушивают для лучшего движения магнитного порошка при контроле. Особое внимание при этом уделяют очистке галтелей до блеска напрессованных на шейки оси внутренних колец подшипников.
Среднюю часть оси дефектоскопируют по обычной технологии СПП. Зона контроля – не более 200 мм от края катушки соленоида.
Напрессованные внутренние кольца подшипников контролируют после импульсного намагничивания. Для этого на обе шейки надевают катушки НРУ1 и НРУ2, а к торцам шеек прикрепляют контактные головки КГ1 и КГ2. Затем нажатием кнопки К1 на пульте управления заряжают конденсаторную батарею БК до напряжения 280 В. После заряда батареи кнопку К1 отпускают, при этом тиристор Т открывается и импульс намагничивающего тока проходит через катушки НРУ и ось, намагничивая кольца подшипников. Разряд конденсаторной батареи контролируют по вольтметру: при полном разряде стрелка вольтметра показывает нуль.
Поиск и обнаружение трещин осуществляют после снятия с шеек оси катушек НРУ и контактных головок. Для этого приводят во вращение колесную пару (частота вращения – 6 об/мин), обильно поливают кольца подшипников и осматривают их. Особо тщательно выполняют осмотр бортов и галтелей внутренних колец.
Размагничивание шеек оси и напрессованных на них внутренних колец производится катушками НРУ, каждую из которых надевают на шейку, нажимают кнопку на ручке и после удаления катушки от торца шейки на расстояние 0,6 м ее отпускают.
Работоспособность установки проверяют по контрольному образцу КП, имеющей естественные или искусственные дефекты в средней части оси и во внутренних кольцах, напрессованных на одну из шеек оси.
Установки ТПС 9706 и УМДП-01. ТПС 9706 предназначена для контроля свободных внутренних и наружных колец диаметром от 100 до 400 мм и высотой до 132 мм буксовых подшипников колесных пар локомотивов и мотор-вагонного подвижного состава (МВПС).
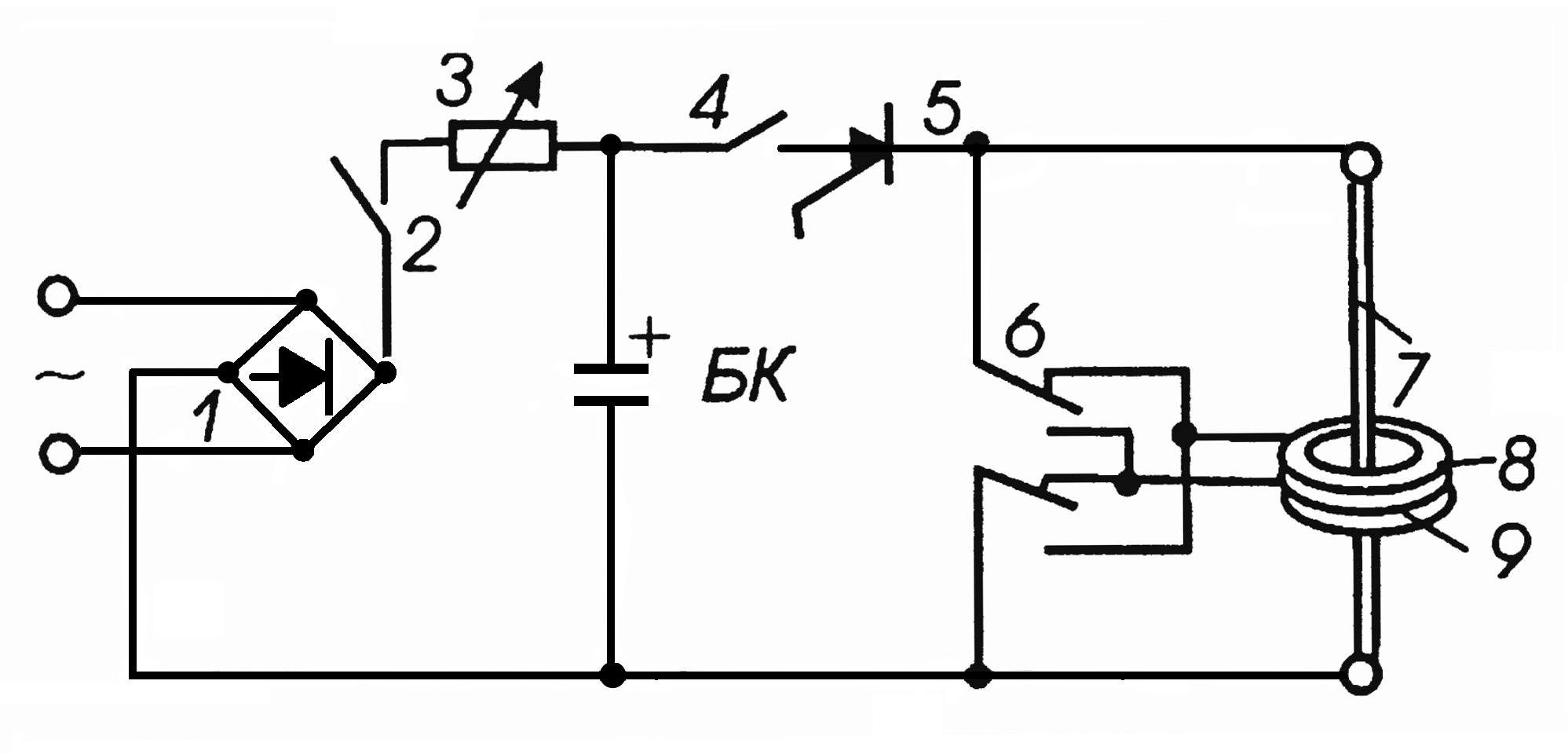
Рисунок 1.16 –Электрическая схема установки УМДП-01
УМДП-01 предназначена для контроля внутренних и наружных колец диаметром от 160 до 240 мм буксовых подшипников колесных пар вагонов. В установках используется комбинированное намагничивание импульсным током, одновременно протекающим по обмотке соленоида, охватывающего кольцо (полюсное продольное), и шинке, пропущенной по центру кольца (бесполюсное – циркулярное). Источник импульсов тока (амплитудой не менее 5 кА) – быстрый разряд батареи конденсаторов (рисунок 1.16). Способ дефектоскопирования – в остаточном магнитном поле. После намагничивания кольца обливают магнитной суспензией и осматривают, размагничивают их с помощью демагнитизатора с напряженностью магнитного поля не менее 18000 А/м путем воздействия на намагниченную деталь переменного магнитного поля с уменьшением амплитуды после каждого полупериода. Уменьшение поля обеспечивают вручную с помощью автотрансформатора. Установки оборудованы гидросистемами для полива детали суспензией. При необходимости с их помощью в депо проводят контроль упорных колец.
Устройство для контроля зубчатых колес и шестерен УМДЗ предназначено для намагничивания импульсным током венцов зубчатых колес и шестерен тяговых редукторов. В состав устройства входят блок питания и индукторы (рисунок 1.17).
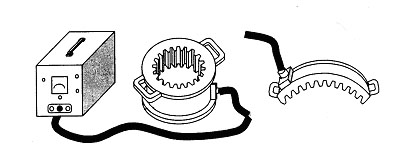
Рисунок 1.17 – Устройство для контроля зубчатых колес и шестерен УМДЗ:
а – блок питания; б – индуктор для шестерен; в – индуктор для зубчатого колеса
Индуктор для венца зубчатого колеса обеспечивает одновременное намагничивание не менее 10 зубьев и межзубных впадин. Для намагничивания всех зубьев и впадин между ними индуктор следует перемещать по окружности зубчатого колеса не менее пяти раз, отмечая мелом впадины, в которые вставлялся крайний зуб индуктора. Индуктор шестерни охватывает все его зубья, что позволяет намагничивать всю шестерню одновременно.
Стенд СМК-11 для магнитопорошкового контроля деталей (рисунок 1.18) предназначен для контроля деталей длиной до 1200 мм и диаметром или максимальным размером поперечного сечения до 250 мм.
Конструкция стенда позволяет размещать на нем один или два одинаковых соленоида диаметром рабочего отверстия от 200 до 300 мм (например, дефектоскопы типа МД-12ПШ, МД-12ПЭ).
В состав стенда входит механизированное устройство, обеспечивающее перемешивание, подачу (циркуляцию), нанесение на контролируемые детали и сбор магнитной суспензии.
К вспомогательным средствам контроля относятся устройства для нанесения магнитных индикаторов на контролируемую поверхность деталей, устройства для осмотра контролируемой поверхности деталей, приборы и устройства для проверки режима намагничивания и степени размагничивания деталей, приборы и устройства для проверки выявляющей способности магнитных индикаторов.
Устройства для нанесения магнитных индикаторов должны обеспечивать равномерное распределение магнитных частиц на контролируемой поверхности деталей. Они изготовлены из немагнитных материалов (алюминий, медь, латунь, пластмасса и т. п.). Для нанесения магнитного порошка применяют распылители – емкости диаметром 40 – 50 мм, покрытые проволочной сеткой с ячейками размером от 0,5 до 1,0 мм. При нанесении магнитной суспензии вручную применяют фляжки, кружки, лейки, распылители, ванночки, поддоны для ее сбора. В состав дефектоскопов стационарного типа входят механизированные устройства, обеспечивающие перемешивание, подачу и сбор (циркуляцию) суспензии.
При осмотре деталей применяют переносные светильники, ультрафиолетовые облучатели (УФ-облучатели), изготовленные по ГОСТ 28369, а также различные оптические устройства (лупы, эндоскопы и др.).
Для проверки режимов намагничивания и степени размагничивания деталей применяют приборы для измерения напряженности магнитного поля МФ-107А, МФ-109, МФ-23И, ТП-2У.
Работоспособность (порог чувствительности) средств контроля проверяют с помощью СОП с искусственными дефектами. Допускается проверку работоспособности средств контроля проводить с помощью СОП с естественными дефектами (трещинами) при обеспечении выявляющей способности магнитных индикаторов и режима намагничивания деталей.
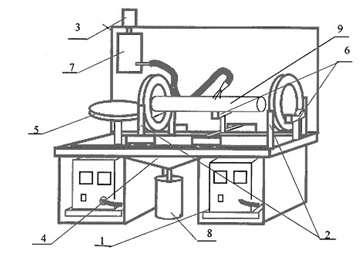
Рисунок 1.18 – Стенд СМК-11 с размещенными на нем двумя дефектоскопами МД-12ПШ:
1 – подставка для размещения блока питания дефектоскопов;
2 – стойки для установки соленоидов; 3 – устройство для перемешивания и подачи суспензии; 4 – рабочий стол с поддоном для сбора суспензии;
5 – поворотный стол для намагничивания деталей; 6 – опоры для установки контролируемых деталей; 7 – емкость для нанесения суспензии;
8 – емкость для сбора суспензии; 9 – контролируемая деталь
1.6 Анализ статистических данных
Во время преддипломной практики в вагоно – ремонтном депо ВЧД-21 города Ленинск – Кузнецкого, мною были собранны статистические данные по затратам времени на МПК оси колесной пары в течение трех недель четырьмя рабочими бригадами, которые вели работу посменно. МПК оси колесной пары проводился согласно РД. 32.159-2000. Контроль был разбит на следующие операции:
- КП на позицию контроля подать;
- Контролируемую поверхность очистить и осмотреть, переместить соленоид к ступице одного из колес;
- Ось разметить на пять равных частей мелом по окружности (72);
- Магнитный индикатор нанести, включить соленоид и переместить к противоположной ступице, осмотр;
- Поворот на 72;
- Магнитный индикатор нанести, включить соленоид и переместить к противоположной ступице, осмотр;
- Поворот на 72
- Магнитный индикатор нанести, включить соленоид и переместить к противоположной ступице, осмотр;
- Поворот на 72
- Магнитный индикатор нанести, включить соленоид и переместить к противоположной ступице, осмотр;
- Поворот на 72
- Магнитный индикатор нанести, включить соленоид и переместить к противоположной ступице, осмотр;
- Соленоид переместить к оси и выключить;
- Суммарное время.
Затраты времени на каждую контролируемую среднюю часть оси «ручным» способом были сведены и представлены в таблице
По гистограммам затрат времени на контроль средней части оси колесной пары с учетом всех вспомогательных операций и без них наблюдаем значительную разницу по времени. Это зависит от следующих факторов:
1) От плановых и неплановых проверок. При проверке работники производят контроль в полном объеме, т.е. выполняются все операции технологического процесса, что приводит к значительному увеличению затрат времени и уменьшению объема проконтролированных деталей.
2) От качества очистки колесной пары. Детали, подвергавшиеся машинной мойке, дополнительно очищают вручную, если на подлежащей контролю поверхности остаются загрязнения. Выявленные дефекты при осмотре устраняют зачисткой вручную, что влияет на продолжительность контроля и приводит к дополнительным затратам времени.
3) От количества объектов контроля. При деповском ремонте дефектоскопирование колесных пар производится поточным методом. По плану, выдаваемому каждой смене, необходимо проконтролировать определенное количество колесных пар. Это количество (35 шт. в смену) несопоставимо с нормами времени (11,24 мин.) выделяемого на каждую операцию контроля, в результате чего происходит нарушение технологического процесса. Тем самым сокращаются затраты времени.
4) От личных и профессиональных факторов дефектоскопистов.
Сюда входят: уровень квалификации работников, профессиональная подготовка, ответственность за выполнение работы, добросовестное выполнение обязанностей или не качественное выполнение операции, от морального состояния человека.
5) От количества дефектоскопистов в смене. При наибольшем количестве работающих специалистов затраты времени сокращаются и увеличивается объем выполняемой работы.
6) От состояния здоровья и возраста рабочих. Необходимо учитывать особенности зрительных ощущений, восприятия, стаж работы. Молодые специалисты затрачивают больше времени на контроль, но при этом обладают большей бдительностью. В то же время человек, имеющий больший опыт работы, затрачивает меньше времени на идентичную операцию, но менее внимателен.
7) От состояния объекта контроля. При поступлении колесной пары на позицию контроля оценивается её техническое состояние. Следует сфокусировать внимание на то, какое количество времени колесная пара подвергалась эксплуатации. И в зависимости от выявленного состояния оценить объем работы. Примерные варианты оценки состояния объекта контроля и время, затрачиваемое на выявление дефектов:
а) колесная пара, прошедшая эксплуатационный срок в течение 1 года, время, затраченное на контроль, уменьшается;
б) колесная пара, прошедшая эксплуатационный срок в течение 7 лет, время, затраченное на контроль, возрастает;
в) колесная пара, прошедшая эксплуатационный срок в течение 12 лет, время, затраченное на контроль, намного больше, чем в пункте а и б.
8) От времени суток выполнения работы (дневная, ночная смена). Это зависит от физиологии человека. В дневное время человек бодрствует, а в ночное испытывает сонливость, притупляется восприятие происходящей ситуации.
9) От работоспособности в течение дня. Фазы рабочего времени делятся на следующие периоды:
а) период врабатывания;
б) период наивысшей производительности;
в) период приема пищи и отдыха;
г) период врабатывания (после обеда);
д) период наивысшей производительности;
е) утомление.
10) От магнитного индикатора. К этому фактору следует отнести: цвет индикатора для обеспечения контрастности порошка и контролируемой поверхности (серый, красный, черный, желтый, синий, зеленый, с люминесцентными частицами), от размеров частиц. Выбор цвета и размера частиц магнитного индикатора зависит от цвета и шероховатости объекта контроля, что позволяет получить более точный индикаторный рисунок. Чем больше шероховатость объекта, тем крупнее должны быть частицы магнитного индикатора и наоборот.
11) От освещенности помещения, в котором проводится контроль. От условий освещенности зависит восприятие глаз работника. Это влияет на остроту зрения, скорость различения, на контрастную чувствительность, аккомодацию глаза. При недостаточной освещенности работник может плохо различать не четкие индикаторные рисунки, тем самым на выявление дефекта затрачивается большее количество времени. При достаточном же освещении некоторые дефекты работник может выявить без особых усилий, что сократит затраты времени при контроле.
Проведена аппроксимация плотности распределения по представленным гистограммам в виде нормального закона распределения. Аппроксимация была сделана с помощью программы STATISTIKA 7
Вывод: проанализировав выше перечисленные факторы можно прийти к следующему выводу, что при неавтоматизированной системе контроля наблюдаются большие перепады по времени затрачиваемого на контроль. Разработка и внедрение в производственный процесс автоматизированной системы позволит свести к нулю влияние человеческого фактора. Данная автоматизированная система позволит наиболее тщательно с меньшими затратами времени контролировать детали и узлы подвижного состава.
.
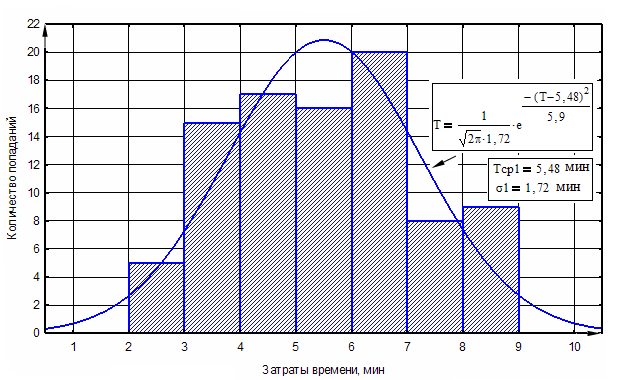
Рисунок 1.19 – Гистограммы затрат времени на магнитопорошковый контроль средней части оси колесной пары
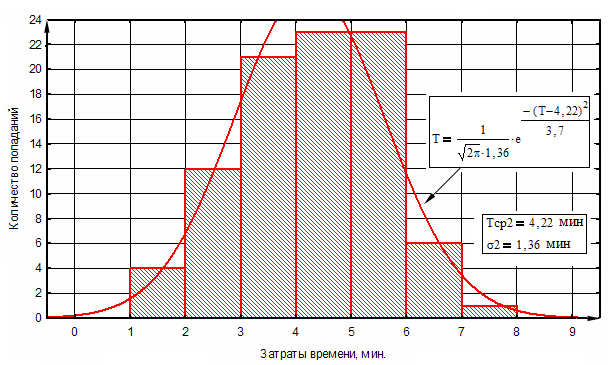
Рисунок 1.20 – Гистограммы затрат времени на магнитопорошковый контроль средней части оси колесной пары (основные операции)
Сравнивая затраты времени по гистограммам на весь цикл МПК средней части оси колесной пары (включая все вспомогательные операции) и «собственно» МПК (основные операции), можно прийти к выводу о целесообразности автоматизации МПК, если принять данные по второй гистограмме (рисунок 1.21 а) за исходные, а по первой как результат автоматизации (рисунок 1.21 б).
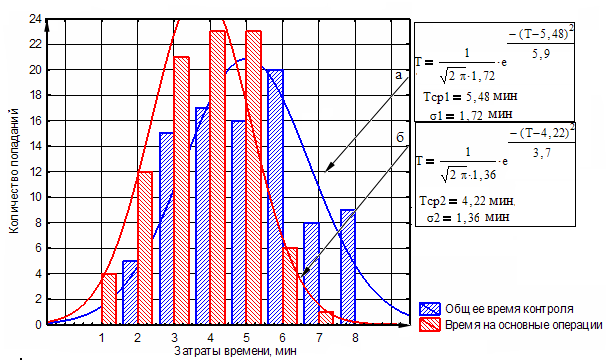
Рисунок 1.21 – Гистограммы затрат времени на магнитопорошковый контроль средней части оси колесной пары:
а – основные и вспомогательные операции; б – основные операции
2 Намагничивающее устройство
С технической точки зрения возможны два варианта исполнения намагничивающего устройства:
1) Седлообразный соленоид МД-12ПС. Для определения конфигурации магнитного поля седлообразного намагничивающего устройства и обоснования возможности его использования при магнитопорошковом контроле оси колёсной пары в свободном состоянии была создана математическая модель этого поля.
2) Приставное намагничивающее устройство.Произведен расчет приставного намагничивающего устройства.
2.1 Расчет составляющих напряженности магнитного поля седлообразного намагничивающего устройства
2.1.1 Исходные предпосылки
В основу расчета положен Закон Био-Савара-Лапласа [3]:
, (2.1)
где r - радиус-вектор анализируемой точки, м (рисунок 2.1);
dl - элемент проводника;
I - сила постоянного тока, А.
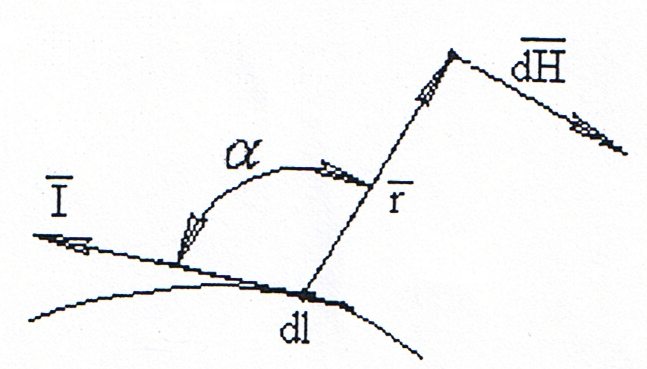
Рисунок 2.1 – К закону Био-Савара-Лапласа
Выражение (2.1) в скалярной форме:
, (2.2)
Для определения напряжённости поля, образованного проводником конечной длины, необходимо произвести суммирование по всей длине проводника. Рассмотрим случай кругового расположения проводника. Для проекций на декартовые оси координат вектора напряжённости (рисунок 2.2) справедливы следующие выражения:
, (2.3)
. (2.4)
Проекция на ось ординат равна нулю из-за симметрии кругового витка.

Рисунок 2.2 – Виток с током
Для нахождения напряжённости поля в точке А необходимо произвести интегрирование по всему витку проводника. Поэтому удобнее заменить переменную интегрирования на угол в плоскости витка, при этом нижний предел интегрирования будет 0, а верхний 2. Исходя из малости угла d справедливо выражение:
, (2.5)
Так как точка А смещена относительно центральной оси на величину с, значения g, r, , являются функциями от угла интегрирования . Для составления подынтегральной функции найдём эти зависимости.
Проекция радиус-вектора на плоскость витка выражается по теореме косинусов:
, (2.6)
где с - координата по оси х, м;
g() находим из условия соотношения сторон в прямоугольном треугольнике:
. (2.7)
Для нахождения угла необходимо построить дополнительную плоскость, которой будут принадлежать отрезки z и ED, при этом ED всегда параллелен вектору тока. Из полученного построения вытекают следующие соотношения:
, (2.8)
, (2.9)
. (2.10)
После подстановки выражений (2.5), (2.7), (2.8), (2.9) в (2.3) и (2.4) и преобразований получаем выражение, описывающее распределение проекций вектора напряженности магнитного поля нитка с током:
, (2.11)
. (2.12)
Взять такие интегралы в аналитической форме сложно. Поэтому, подставив значения величин, характеризующих виток с током, интегрируем эти выражения посредством ЭВМ в заранее заданном интервале координат анализируемых точек поля. Результатом является распределение поля в заранее заданной области.
Стремление напряженности в бесконечность при приближении к витку, не соответствующее реальности, объясняется особенностью закона Био-Савара-Лапласа, где производится деление на квадрат радиус-вектора анализируемой точки. Если в расчетах учитывать отличие электромагнитных характеристик материала проводника и окружающей среды, то при приближении к витку напряженность будет стремиться к пограничному значению напряженности внутри проводника.
2.1.2 Математическая модель витка седлообразного намагничивающего устройства МД-12ПС
Для построения математической модели обмотка МД-12ПС была разбита на 4 участка, представляющих из себя полуокружности (рисунок 2.3).
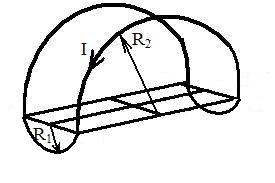
Рисунок 2.3 – Разбиение обмотки МД-12ПС на участки
Расположение координатных осей представлено на рисунке 2.4.
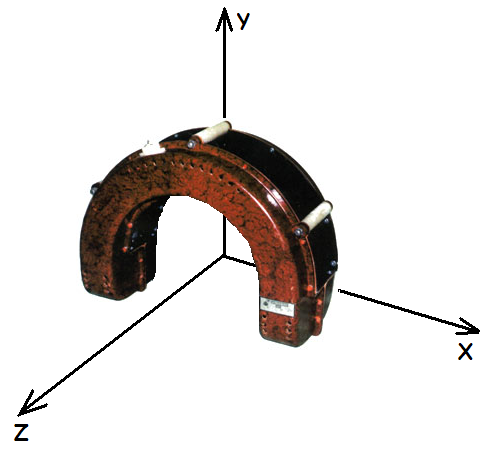
Рисунок 2.4 – Расположение координатных осей при построении математической модели МД-12ПС
Проекция витка седлообразного намагничивающего устройства на ось Z
Проекция на ось Z больших полуокружностей:
(2.13)
(2.14)
(2.15)
Проекция на ось Z малых полуокружностей:
(2.16)
(2.17)
(2.18)
Проекция на ось Z витка седлообразной конфигурации:
(2.19)
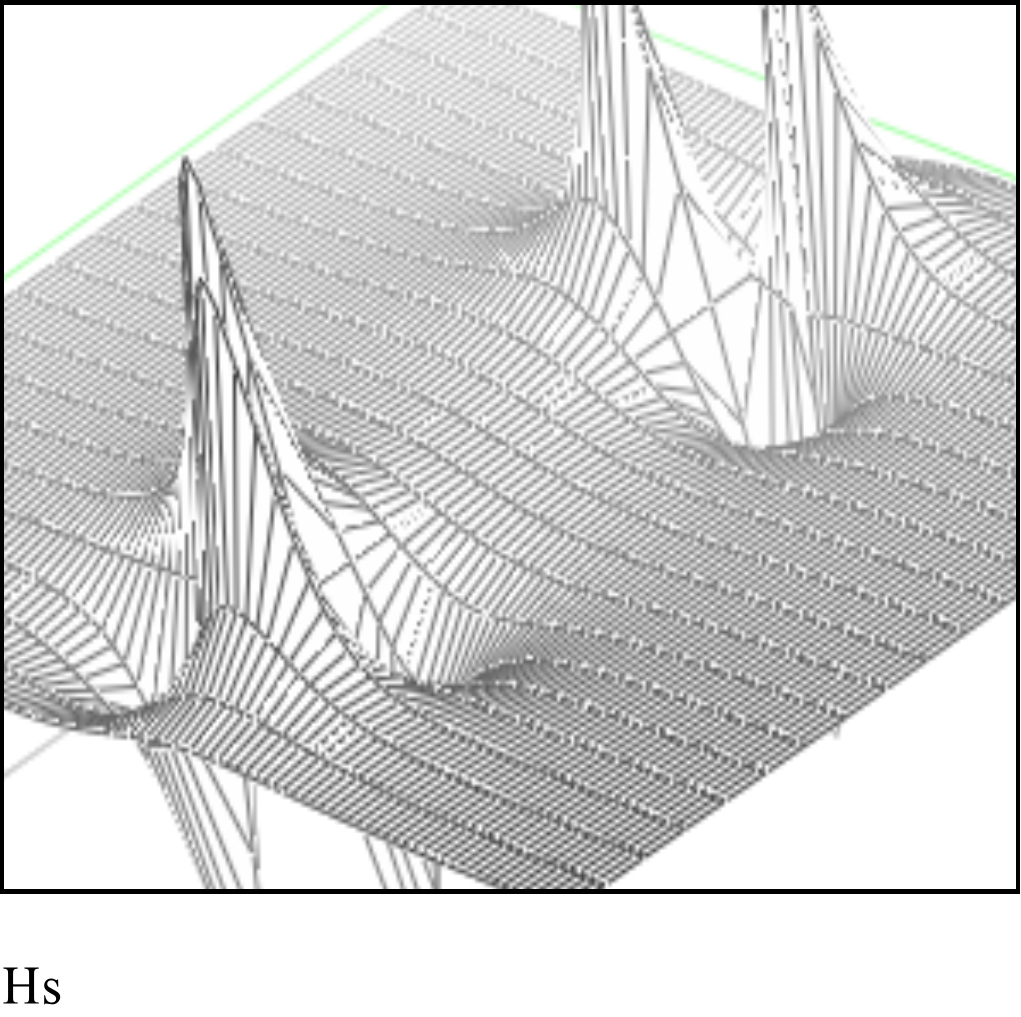
Рисунок 2.5 - Проекция на ось Z витка седлообразной конфигурации
Проекция витка седлообразного намагничивающего устройства на ось Y
Проекция на ось Y больших полуокружностей:
(2.20)
(2.21)
(2.22)
Проекция на ось Y малых полуокружностей:
(2.23)
(2.24)
(2.25)
Проекция на ось Y витка седлообразной конфигурации:
(2.26)
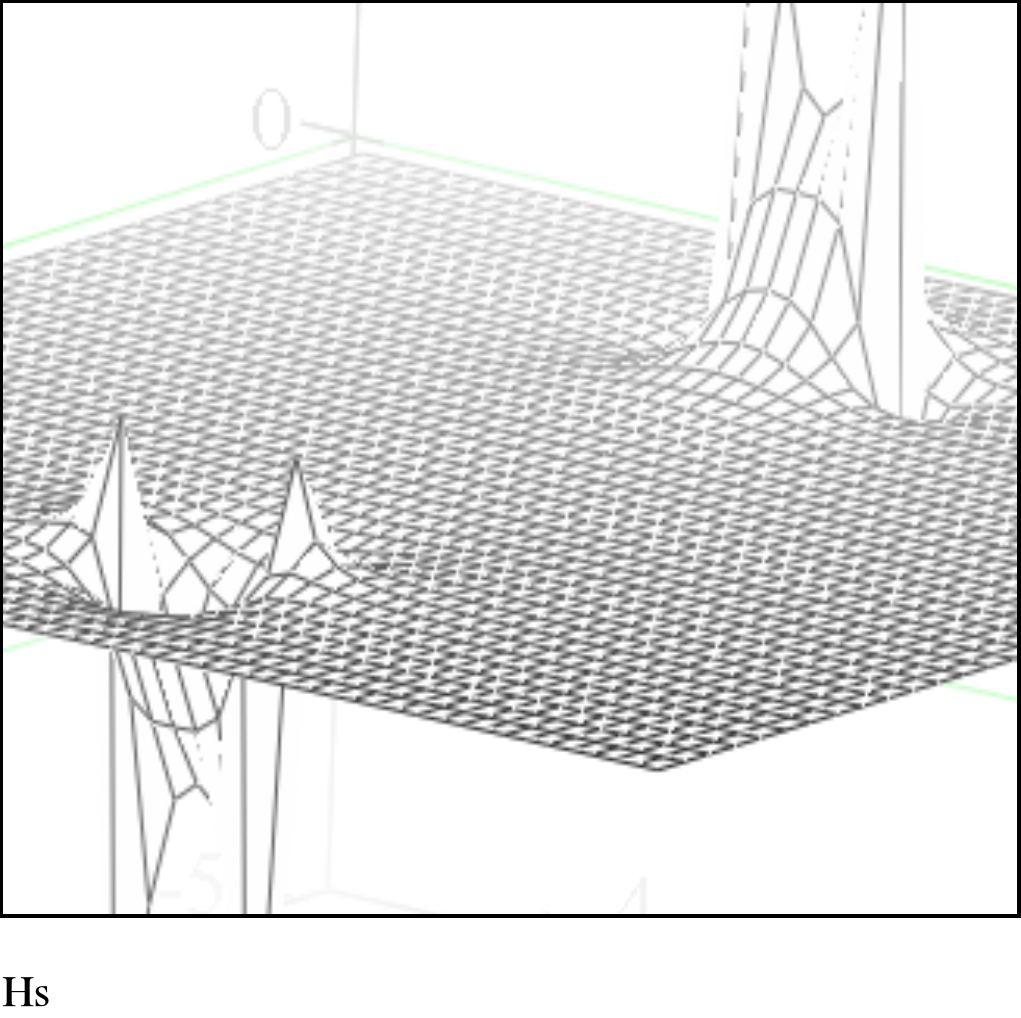
Рисунок 2.6 - Проекция на ось Y витка седлообразной конфигурации
2.1.3 Расчетные значения напряженности магнитного поля МД-12ПС
Обмотка МД-12ПС собрана в жгут квадратного сечения 36x36 мм. Диаметр провода 3,5 мм. Внутренний радиус больших полуокружностей 16,25 см. малых – 6 см. Соленоид содержит 100 витков. Конфигурация обмотки МД-12ПС представлена на рисунке 2.7.
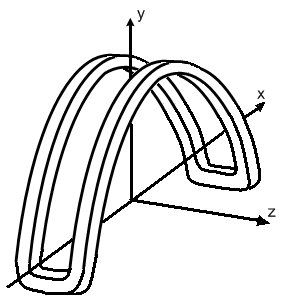
Рисунок 2.7 – МД-12ПС без корпуса
Учитывая пространственное распределение витков седлообразного соленоида, из выражения (2.26) получаем формулу (2.27) для расчёта нормальной составляющей поля МД12-ПС (Hy).
(2.27)
Где R1 и R2 – радиусы больших и малых полуокружностей витка МД-12ПС соответственно:
Распределение нормальной составляющей магнитного поля МД-12ПС представлено в таблице 2.1. По результатам расчета построено распределение нормальной составляющей магнитного поля МД-12ПС (рисунок 2.8).
Таблица 2.1 - Распределение нормальной составляющей
магнитного поля МД-12ПС
|
z, см
|
Hy (Hn), А/м
|
|
|
x, см
|
|
|
0
|
5
|
10
|
15
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
|
20
|
189
|
-8
|
-430
|
-852
|
|
19
|
170
|
-85
|
-465
|
-990
|
|
18
|
145
|
-84
|
-491
|
-1156
|
|
17
|
113
|
-75
|
-502
|
-1356
|
|
16
|
73
|
-55
|
-491
|
-1599
|
|
15
|
25
|
-2
|
-442
|
-1892
|
|
14
|
-3
|
33
|
-339
|
-2242
|
|
13
|
-94
|
106
|
-158
|
-2641
|
|
12
|
-166
|
203
|
127
|
-3034
|
|
11
|
-244
|
324
|
544
|
-3213
|
|
10
|
-327
|
469
|
1108
|
-2430
|
|
9
|
-414
|
635
|
1818
|
481
|
|
8
|
-501
|
816
|
2647
|
5289
|
|
7
|
-586
|
1005
|
3541
|
11033
|
|
6
|
-667
|
1194
|
4429
|
16256
|
|
5
|
-741
|
1373
|
5246
|
18913
|
|
4
|
-804
|
1533
|
5939
|
19472
|
|
3
|
-857
|
1665
|
6481
|
19340
|
|
2
|
-895
|
1765
|
6864
|
19076
|
|
1
|
-919
|
1826
|
7090
|
18874
|
|
0
|
-927
|
1847
|
7164
|
18801
|
|
-1
|
-919
|
1826
|
7090
|
18874
|
|
-2
|
-895
|
1765
|
6864
|
19076
|
|
-3
|
-857
|
1665
|
6481
|
19340
|
|
-4
|
-804
|
1533
|
5939
|
19472
|
|
-5
|
-741
|
1373
|
5246
|
18913
|
|
-6
|
-667
|
1194
|
4429
|
16256
|
|
-7
|
-586
|
1005
|
3541
|
11033
|
|
-8
|
-501
|
816
|
2647
|
5289
|
|
-9
|
-414
|
635
|
1818
|
481
|
|
-10
|
-327
|
469
|
1108
|
-2430
|
|
-11
|
-244
|
324
|
544
|
-3213
|
|
-12
|
-166
|
203
|
127
|
-3034
|
|
-13
|
-94
|
106
|
-158
|
-2641
|
|
|
|
Окончание таблицы 2.1
|
|
1
|
2
|
3
|
4
|
5
|
|
-14
|
-3
|
33
|
-339
|
-2242
|
|
-15
|
25
|
-2
|
-442
|
-1892
|
|
16
|
73
|
-55
|
-491
|
-1599
|
|
-17
|
113
|
-75
|
-502
|
-1356
|
|
-18
|
145
|
-84
|
-491
|
-1156
|
|
-19
|
17
|
-85
|
-465
|
-990
|
|
-20
|
189
|
-8
|
-430
|
-852
|
Рисунок 2.8 – Распределение нормальной составляющей магнитного поля МД-12ПС
Учитывая пространственное распределение витков седлообразного соленоида, из выражения (2.19) получаем формулу (2.28) для расчёта тангенциальной составляющей поля МД-12ПС (Hz).
(2.28)
Где R1 и R2 – радиусы больших и малых полуокружностей витка МД-12ПС соответственно:
Распределение тангенциальной составляющей магнитного поля МД-12ПС представлено в таблице 2.2. По результатам расчета построено распределение тангенциальной составляющей магнитного поля МД-12ПС (рисунок 2.9).
Таблица 2.2 - Распределение тангенциальной
составляющей магнитного поля МД-12ПС
|
z, см
|
Hz (Ht), А/м
|
|
|
x, см
|
|
|
0
|
5
|
10
|
15
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
|
20
|
1301
|
1300
|
1205
|
774
|
|
19
|
1404
|
1420
|
1360
|
889
|
|
18
|
1507
|
1547
|
1539
|
1036
|
|
17
|
1610
|
1678
|
1748
|
1227
|
|
16
|
1710
|
1813
|
1990
|
1481
|
|
15
|
1801
|
1946
|
2268
|
1831
|
|
14
|
1882
|
2073
|
2581
|
2327
|
|
13
|
1946
|
2187
|
2924
|
3054
|
|
12
|
1989
|
2281
|
3282
|
4154
|
|
11
|
2006
|
2347
|
3631
|
5866
|
|
10
|
1992
|
2375
|
3931
|
8430
|
|
9
|
1945
|
2358
|
4137
|
11206
|
|
8
|
1860
|
2289
|
4203
|
12826
|
|
7
|
1736
|
2164
|
4099
|
12814
|
|
|
|
|
|
|
|
|
|
Окончание таблицы 2.2
|
|
1
|
2
|
3
|
4
|
5
|
|
6
|
1575
|
1982
|
3819
|
10889
|
|
5
|
1377
|
1746
|
3380
|
7860
|
|
4
|
1145
|
1461
|
2817
|
5351
|
|
3
|
885
|
1134
|
2168
|
3528
|
|
2
|
603
|
774
|
1467
|
2148
|
|
1
|
305
|
393
|
739
|
1018
|
|
0
|
0
|
0
|
0
|
0
|
|
-1
|
-305
|
-393
|
-739
|
-1018
|
|
-2
|
-603
|
-774
|
-1467
|
-2148
|
|
-3
|
-885
|
-1134
|
-2168
|
-3528
|
|
-4
|
-1145
|
-1461
|
-2817
|
-5351
|
|
-5
|
-1377
|
-1746
|
-3380
|
-7860
|
|
-6
|
-1575
|
-1982
|
-3819
|
-10889
|
|
-7
|
-1736
|
-2164
|
-4099
|
-12814
|
|
-8
|
-1860
|
-2289
|
-4203
|
-12826
|
|
-9
|
-1945
|
-2358
|
-4137
|
-11206
|
|
-10
|
-1992
|
-2375
|
-3931
|
-8430
|
|
-11
|
-2006
|
-2347
|
-3631
|
-5866
|
|
-12
|
-1989
|
-2281
|
-3282
|
-4154
|
|
-13
|
-1946
|
-2187
|
-2924
|
-3054
|
|
-14
|
-1882
|
-2073
|
-2581
|
-2327
|
|
-15
|
-1801
|
-1946
|
-2268
|
-1831
|
|
-16
|
-1710
|
-1813
|
-1990
|
-1481
|
|
-17
|
-1610
|
-1678
|
-1748
|
-1227
|
|
-18
|
-1507
|
-1547
|
-1539
|
-1036
|
|
-19
|
-1404
|
-1420
|
-1360
|
-889
|
|
-20
|
-1301
|
-1300
|
-1205
|
-774
|
Рисунок 2.9 – Распределение тангенциальной составляющей магнитного поля МД-12ПС
2.1.4 Экспериментальные значения напряженности магнитного поля
Для подтверждения достоверности математической модели было проведено измерение нормальной и тангенциальной составляющей поля МД-12ПС феррозондовым дефектоскопом Ф205.38 каждые 10 мм вдоль оси Z. Схема измерения представлена на рисунке 2.10.
Рисунок 2.10 – Схема измерения нормальной и тангенциальной составляющих поля МД-12ПС
Экспериментальные значения нормальной и тангенциальной составляющих поля МД-12ПС представлены на рисунках 2.11 и 2.12 соответственно.
Рисунок 2.11 – Экспериментальные значения нормальной составляющей магнитного поля МД-12ПС
Рисунок 2.12 – Экспериментальные значения тангенциальной составляющей магнитного поля МД-12ПС
2.1.5 Относительная погрешность математической модели
Относительная погрешность математической модели магнитного поля МД12-ПС представлена на рисунке 2.13.
Рисунок 2.13 – Относительная погрешность математической модели
Относительная погрешность нормальной и тангенциальной составляющей поля не превышает 13-15% в зоне контроля по обе стороны от МД-12ПС (100 мм). Отклонение экспериментальных значений от расчетных вызвано тем, что при создании математической модели рассматривалась только обмотка МД-12ПС, но не учитывались металлические вставки внутренних поверхностей корпуса, которые вызывают некоторое искажение магнитного поля. Но в зоне контроля теоретические значения магнитного поля близки к экспериментальным.
2.2 Расчет приставного намагничивающего устройства
2.2.1 Исходные предпосылки
В качестве намагничивающего устройства при магнитопорошковом контроле возможно применение приставного намагничивающего устройства, представляющего собой электромагнит в виде магнитопровода с намотанной на него катушкой. Магнитопровод и ось образуют магнитную цепь (рисунок 2.14).
Рисунок 2.14 – Приставное намагничивающее устройство
Магнитной цепью называют совокупность тел или сред, по которым замыкается магнитный поток.
Для любого участка магнитной цепи можно получить выражение, устанавливающее связь между магнитным потоком, магнитодвижущая сила (МДС), действующей в данной цепи, а также ее геометрическими размерами, пользуясь понятием магнитного потока и законом полного тока.
Пусть имеется цилиндрическая катушка с числом витков W, по которым протекает ток I. Выделив трубку магнитного потока, охватывающую все витки катушки, МДС вдоль ее контура можно определить по формуле (2.29)
(2.29)
В изотропной среде направление векторов B и H совпадает. Поэтому вектор H направлен по касательной к оси трубки и cosa =1.
(2.30)
В тоже время, элементарный магнитный поток, проходящий через сечение перпендикулярное оси трубки, и напряженность магнитного поля равны:
(2.31)
где магнитная проницаемость.
Подставив полученное выражение для напряженности в выражение (2.30) и с учетом того, что элементарный поток dФ вдоль трубки имеет постоянное значение, получим:
(2.32)
Если распространить приведенные рассуждения на весь магнитный поток катушки, то при условии, что размеры сечений магнитных трубок существенно меньше их длины, из выражения (2.32) получаем:
(2.33)
где величина Rm называется магнитным сопротивлением
(2.34)
В этом выражении m - абсолютная магнитная проницаемость среды; l - длина средней линии, т.е. линии проходящей через центр поперечного сечения магнитопровода S. Магнитное сопротивление измеряется в [Гн-1]
Обычно для расчета магнитных цепей применяют закон полного тока. Если разбить магнитную цепь на участки так, чтобы в пределах каждого из них площадь поперечного сечения и магнитная среда были одинаковыми, то можно считать, что магнитный поток проходит по каждому участку вдоль его средней линии. При этом индукция в пределах каждого участка будет постоянной, следовательно, постоянной будет и напряженность магнитного поля. Тогда в левой части выражения (2.30) интеграл вдоль замкнутого контура, проходящего по средним линиям сечений всех участков магнитной цепи, можно представить суммой:
(2.35)
где p - число участков магнитной цепи длиной l, в пределах которых H=const;
n - число обмоток, охватываемых средней линией контура;
W - числом витков;
I - ток.
2.2.2 Расчет магнитной цепи
Расчет магнитной цепи (рисунок 2.14) производится при следующих начальных условиях:
1) разбиваем магнитопровод на 14 участков так, чтобы в пределах каждого из них площадь поперечного сечения и магнитная среда были одинаковыми.
2) напряженность магнитного поля на поверхности оси должна быть не менее 1500А/м. Поэтому принимаем напряженность магнитного поля на участках с максимальным диаметром (f-g и h-i) равной 1500А/м.
3) принимаем магнитопровод прямоугольного сечения 100х130 мм.
4) воздушные зазоры (c-d и k-l) принимаем равными 1 мм.
5) магнитные проницаемости m осевой стали, магнитопровода и воздуха равны соответственно 300, 400 и 1.
Из выражения (2.34) находим магнитные сопротивления всех участков цепи. Значения магнитных сопротивлений приведены в таблице 2.3
Таблица 2.3 - Значения магнитных сопротивлений участков цепи
|
|
Магнитопровод прямоугольного сечения
|
Воздушный зазор
|
|
Участок магнитной цепи
|
a-n
|
a-b
|
b-c
|
i-m
|
m-n
|
c-d
|
k-i
|
|
Длина, м
|
2,318
|
0,3
|
0,05
|
0,05
|
0,3
|
0,001
|
0,001
|
|
Диаметр, м
|
|
|
|
|
|
0,13
|
0,13
|
|
Магнитное сопротивление (Rm), Гн-1
|
371474
|
48077
|
8012,8
|
8012,8
|
48077
|
62785
|
62785
|
|
|
Ось РУ1Ш
|
|
Участок магнитной цепи
|
d-e
|
e-f
|
f-g
|
g-h
|
h-i
|
i-j
|
j-k
|
|
Длина, м
|
0,19
|
0,076
|
0,25
|
1,184
|
0,25
|
0,076
|
0,19
|
|
Диаметр, м
|
0,13
|
0,165
|
0,194
|
0,172
|
0,194
|
0,165
|
0,13
|
|
Магнитное сопротивление (Rm), Гн-1
|
39764
|
9873,4
|
23494
|
141552
|
23494
|
9873,4
|
39764
|
Общее магнитное сопротивление цепи составляет 897037,6 Гн-1
Из выражения (2.31) находим магнитный поток на участке f-g
Из выражения (2.33) находим необходимое число витков при токе 1А
витков.
При токе в 6А необходимое число витков равно
витков.
2.3 Выбор намагничивающего устройства
Приставное намагничивающее устройство позволяет намагничивать всю ось и избавляет от необходимости сканирования. Но применение видеокамеры не позволяет рассматривать всю поверхность оси сразу, поэтому из рассмотренных вариантов намагничивания наиболее целесообразным является применение седлообразного соленоида МД12-ПС.
3 Разработка автоматизированной установки магнитопорошкового контроля осей колёсных пар вагонов
3.1 Краткое описание технологии магнитопорошкового контроля[7]
3.1.1 Подготовительные операции:
1) подготовка дефектоскопа МД12-ПС, стенда для контроля и вспомогательного оборудования к работе;
2) проверка дефектоскопа МД12-ПС на стандартном образце ОСО-М-Г-110;
3) очистка шейки, предподступичной и средней части оси от грязи, ржавчины, смазки и других покрытий;
4) осмотр поверхности детали с целью выявления видимых дефектов;
5) зачистка глубоких рисок, задиров, забоин с обеспечением плавных переходов в соответствии с технологией ремонта.
3.1.2 Операции контроля
1) установка колесной пары на роликовые опоры;
2) установка дефектоскопа МД12-ПС над осью у торца, с сохранением зазора между осью и МД12-ПС не более 40 - 60мм;
3) включение МД12-ПС и нанесение суспензии на участок оси в пределах зоны достаточной намагниченности (зоны ДН) с внешней стороны МД12-ПС;
4) осмотреть поверхность оси в пределах зоны ДН после стекания суспензии в течение 5 - 10с;
5) медленное перемещение МД-12ПС вдоль оси со скоростью 5 – 8 см в секунду, одновременное нанесение суспензии перед МД12-ПС в пределах зоны ДН;
6) осмотр поверхности оси за движущимся МД1-2ПС с одновременным освещением поверхности контроля переносной лампой;
7) довод МД-12ПС до другого торца оси. Начальное и конечное положения СНУ относительно двух торцов оси должно быть симметричными. Прекрашение нанесения суспензии, выключение СНУ;
8) выполнение операций контроля п.п.2 – 7 поочередно еще два раза, при повороте оси (12010).
3.1.3 Размагничивание
1) установка МД1-2ПС над подступичной частью оси, включение намагничивающего тока;
2) плавный перевод соленоида к шейке оси на расстояние не менее 50см;
3) выключение намагничивающего тока;
4) установка СНУ над другой подступичной частью и повтор операции размагничивания по п.п.1 – 3.
3.2 Цели, задачи и исходные данные для создания установки
3.2.1 Ознакомление с существующей системой магнитопорошкового контроля осей колёсных пар вагонов
Долгое время автоматизация процесса магнитопорошкового контроля была затруднена в связи с тем, что распознавание дефектов при этом виде неразрушающего контроля осуществляется визуально. Проведение основных и вспомогательных операций и переключение между ними осуществлялось вручную операторами, так как считалось, что эти операции автоматизировать нецелесообразно.
С развитием вычислительной техники и повышением надежности средств автоматизации стало возможным автоматизировать различные операции магнитопорошкового контроля (МПК) и вынести оператора из рабочего конвейера и зоны действия магнитных полей.
3.2.2 Цели и задачи, решаемые при создании автоматизированной установки магнитопорошкового контроля осей колёсных пар вагонов
В соответствии с заданием на дипломное проектирование необходимо разработать автоматизированную установку магнитопорошкового контроля осей колёсных пар вагонов.
Разработка установки включает следующие этапы:
1) определение исходных данных;
2) проектирование автоматизированной установки;
3) изготовление, монтаж и пусконаладка автоматизированной установки;
В данном дипломном проекте планируется осуществить проектирование и запуск отдельных узлов автоматизированной системы. При этом необходимо решить следующие задачи:
1) выбор программно-технического комплекса для реализации системы автоматизированного управления установкой;
2) разработка катковой станции;
3) разработка сканирующего устройства;
4) разработка системы подачи суспензии;
5) разработка видеосистемы.
3.3 Структура и функционирование разрабатываемой установки
Технические средства автоматизации выбираются таким образом, чтобы в рамках автоматизированной установки соблюдались такие принципы Государственной системы приборов (ГСП), как:
1) агрегатирование с учетом всех видов совместимостей;
2) минимизация номенклатуры;
3) реализация эстетических и эргономических требований с точки зрения рациональности.
Функционально систему автоматизации МПК можно разделить на пять основных систем (рисунок 3.1):
1) система управления установкой;
2) катковая станция;
3) система сканирования;
4) система подачи суспензии;
5) видеосистема.
Рисунок 3.1 – Структурная схема автоматизированной установки МПК оси колесной пары вагона
Схема разработанной автоматизированной установки магнитопорошкового контроля оси колёсной пары вагона представлена на рисунке 3.2.
Отличительными особенностями разработанной установки являются:
- частичная автоматизация технологических процессов;
- вынесение пульта оператора за пределы технологической линии;
- создание комфортных условий труда.
Рисунок 3.2 – Схема автоматизированной установки магнитопорошкового контроля оси колёсной пары вагона:
1 – управляющее устройство; 2 – система подачи суспензии; 3 – блок питания седлообразного соленоида; 4 – привод вращения колесной пары; 5 – привод сканера; 6 - видеокамера; 7 - монитор; 8 – седлообразный соленоид МД12-ПС
Контроль производится мокрым способом. Сбор и подачу суспензии в зону контроля осуществляет система подачи суспензии 2. Намагничивание происходит при помощи седлообразного соленоида МД12-ПС 8, который имеет возможность перемещения вдоль объекта контроля (ОК). Также имеется возможность вращения ОК вокруг своей оси. Оператор, находящийся за пультом управления 1, распознаёт дефекты посредством видеокамеры 6.
Общий вид автоматизированной установки магнитопорошкового контроля оси колёсной пары вагона представлен на рисунке 3.3.
Рисунок 3.3 – Общий вид автоматизированной установки магнитопорошкового контроля оси колёсной пары вагона:
1 – бак для сбора и подачи суспензии; 2 – привод перемещения сканера; 3 – седлообразный соленоид МД12-ПС; 4 – видеокамера; 5 – ось колесной пары вагона; 6 – роликовые опоры; 7 – емкость для сбора суспензии; 8 – привод вращения оси; 9 – рама; 10 – шкаф электрический; 11 – монитор; 12 – пульт оператора.
4 Конструкция катковой станции
4.1 Принцип работы катковой станции
Катковая станция предназначена для поворота оси колесной пары при проведении контроля. Конструкция катковой станции включает в себя следующие основные элементы: мотор – редуктор, цепная передача, один ведущий и три ведомых ролика, на которые укладывается контролируемая ось. Все это закреплено на металлической конструкции. Тип двигателя (мотора) - асинхронный трехфазный с короткозамкнутым ротором. Редуктор выбираем цилиндрический. Ведомые ролики выполнены из полиуретана, ведущий ролик - из стали 45.
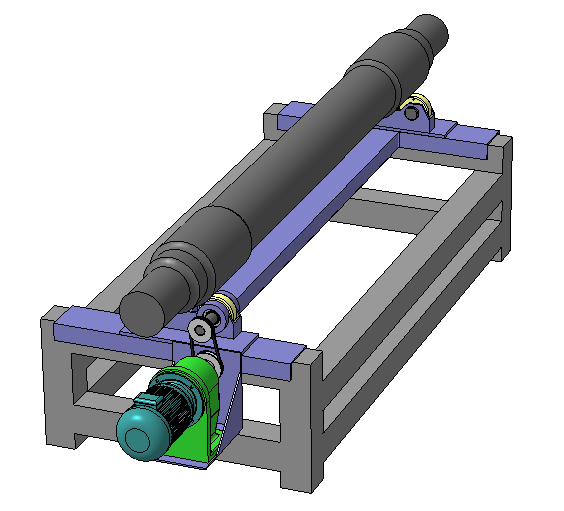
Рисунок 4.1 – Катковая станция
При подаче трехфазного напряжения на приводной двигатель приводится в движение редуктор, на выходном валу которого закреплена звездочка цепной передачи, с помощью которой передается вращение приводной ролик. Последний приводит во вращение контролируемую ось.
По заданию скорость вращения оси должна быть равной 3-6 об/мин.
Двигатель АИР 71В6 РУ УЗ в номинальном режиме обеспечивает скорость вращения 1360 об/мин.
Расчет передаточного числа понижающего редуктора и его выбор
Общее передаточной число составляет:
i=х/1360 (4.1)
где х – скорость вращения объекта контроля, об/мин;
1360 – номинальная скорость вращения асинхронного двигателя, об/мин.
С другой стороны, данное передаточное число формируется следующими звеньями кинематической цепи:
1) цилиндрический редуктор, сопряженный с асинхронным двигателем в единую конструкцию – мотор – редуктор.
i1=nвх.р/nдв (4.2)
где i1 – передаточное число данной ступени;
nвх.р – частота вращения выходного вала редуктора, экспериментально равно 30 об/мин;
nдв – частота вращения двигателя, 1360 об/мин.
2) Цепная передача – отношение зубьев звездочек.
i2=z2/z1 (4.3)
где i2 – передаточное число ступени цепной передачи;
z2 – число зубьев первой звездочки, 15;
z1 – число зубьев второй звездочки, 11.
3) ролик – ось.
i3=dp/do (4.4)
где i3 – передаточное число ступени ролик - ось,
dp– диаметр ролика,100 мм;
do – диметр оси колесной пары, 194 мм.
i= i1 i2 i3, (4.5)
.
Получение необходимого диапазона скоростей вращения оси, равной 3 – 6 об/мин, может быть достигнута за счет уменьшения на привод катковой станции. В этом случае, рассчитываем номинальную скорость вращения асинхронного двигателя.
При скорости вращения оси равной 3 об/мин выражение выглядит следующим образом:
(4.6)
n1=238 об/мин.
При скорости вращения оси равной 6 об/мин выражение имеет вид:
(4.7)
n2=476 об/мин.
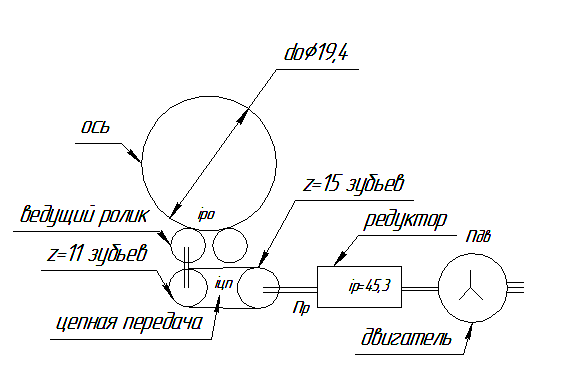
Рисунок 4.2 – кинематическая схема катковой станции
4.2 Назначение и принцип действия асинхронных машин
Асинхронные машины наиболее распространенные электрические машины[4]. В основном они используются как электродвигатели. В настоящее время асинхронные двигатели потребляют около половины всей вырабатываемой в мире электроэнергии и широко применяются в качестве электропривода подавляющего большинства механизмов. Это объясняется простотой конструкции, надежностью и высоким значением КПД этих электрических машин.
В асинхронной машине одну из обмоток размещают на статоре 1 (рисунок3.3 а), а вторую - на роторе 3. Между ротором и статором имеется воздушный зазор, который для улучшения магнитной связи между обмотками делают по возможности малым. Обмотка статора 2 представляет собой трехфазную (или в общем случае многофазную) обмотку, катушки которой размещают равномерно по окружности статора. Фазы обмотки статора АХ, BY и CZ соединяют по схеме Y или и подключают к сети трехфазного тока (рисунок 3.3 б). Обмотку ротора 4 выполняют трехфазной или многофазной и размещают равномерно вдоль окружности ротора. Фазы ее в простейшем случае замыкают накоротко.
При питании обмотки статора трехфазным током создается вращающееся магнитное поле, частота вращения которого (синхронная).
n1=60f1/p. (4.8)
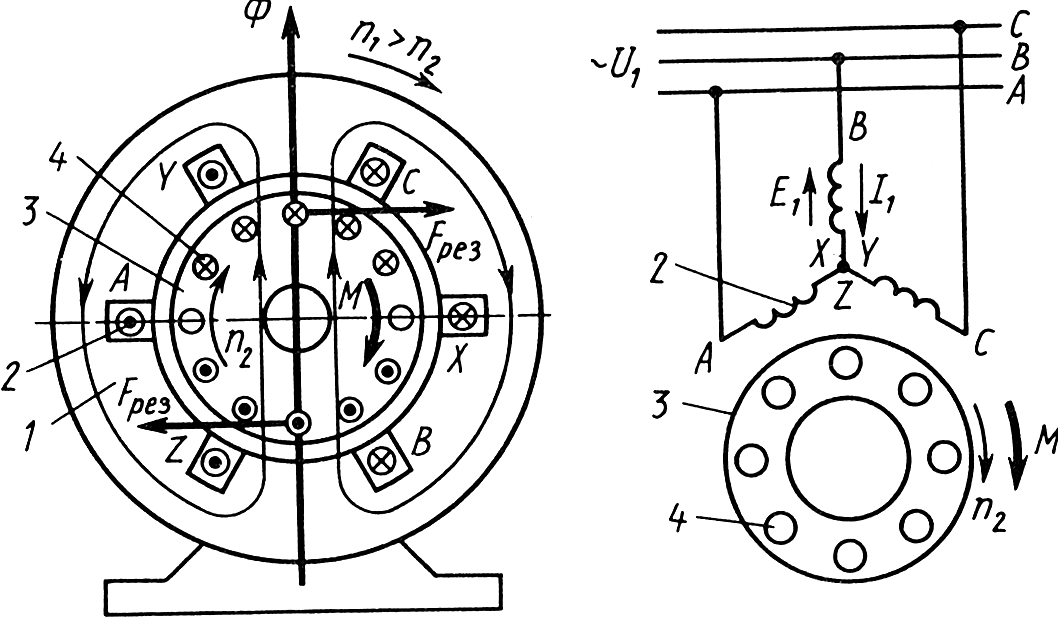
а б
Рисунок 4.3. – Принципиальная схема асинхронной машины:
а -электромагнитная схема асинхронной машины, б - направления токов и электромагнитного момента при ее в двигательном режиме
Если ротор неподвижен или частота его вращения меньше синхронной, то вращающееся магнитное поле пересекает проводники обмотки ротора и индуцирует в них ЭДС. На рисунке 3.3 а показано, согласно правилу правой руки, направление ЭДС, индуцированной в проводниках ротора при вращении магнитного потока Ф по часовой стрелке, при этом проводники ротора перемещаются относительно потока Ф против часовой стрелки. Активная составляющая тока ротора совпадает по фазе с индуцированной ЭДС, поэтому условные обозначения (крестики и точки) показывают одновременно и направление активной составляющей тока.
Относительную разность частот вращения магнитного поля и ротора называют скольжением:
s=(n1-n2)/n1. (4.9)
По конструкции асинхронные двигатели подразделяют на два основных типа: с короткозамкнутым ротором и фазным ротором. Рассматриваемые двигатели имеют одинаковую конструкцию статора и отличаются лишь выполнением обмотки ротора.
Двигатели с короткозамкнутым ротором. На статоре (рисунок 4.4) расположена трехфазная обмотка, которая подключении к сети трехфазного тока создает вращающееся магнитное поле. Обмотка ротора выполнена в виде беличьей клетки, является короткозамкнутой и никаких выводов не имеет.
«Беличья клетка» состоит из медных или алюминиевых стержней, замкнутых накоротко с торцов двумя кольцами (рисунок 4.5 а). Стержни этой обмотки вставляют в пазы сердечника ротора без какой-либо изоляции. В двигателях малой и средней мощности «беличью клетку» обычно получают путем заливки расплавленного алюминиевого сплава в пазы сердечника ротора (рисунок 4.5 6). Вместе со стержнями «беличьей клетки» отливают короткозамыкающие кольца и торцовые лопасти, осуществляющие вентиляцию машины. Для этой цели особенно пригоден алюминий, обладающий малой плотностью, легкоплавкостью и достаточно высокой электропроводностью. В машинах большой мощности пазы короткозамкнутого ротора выполняют полузакрытыми, в машинах малой мощности - закрытыми. Обе формы паза позволяют хорошо укрепить проводники обмотки ротора, хотя и несколько увеличивают потоки рассеяния и индуктивное сопротивление роторной обмотки.
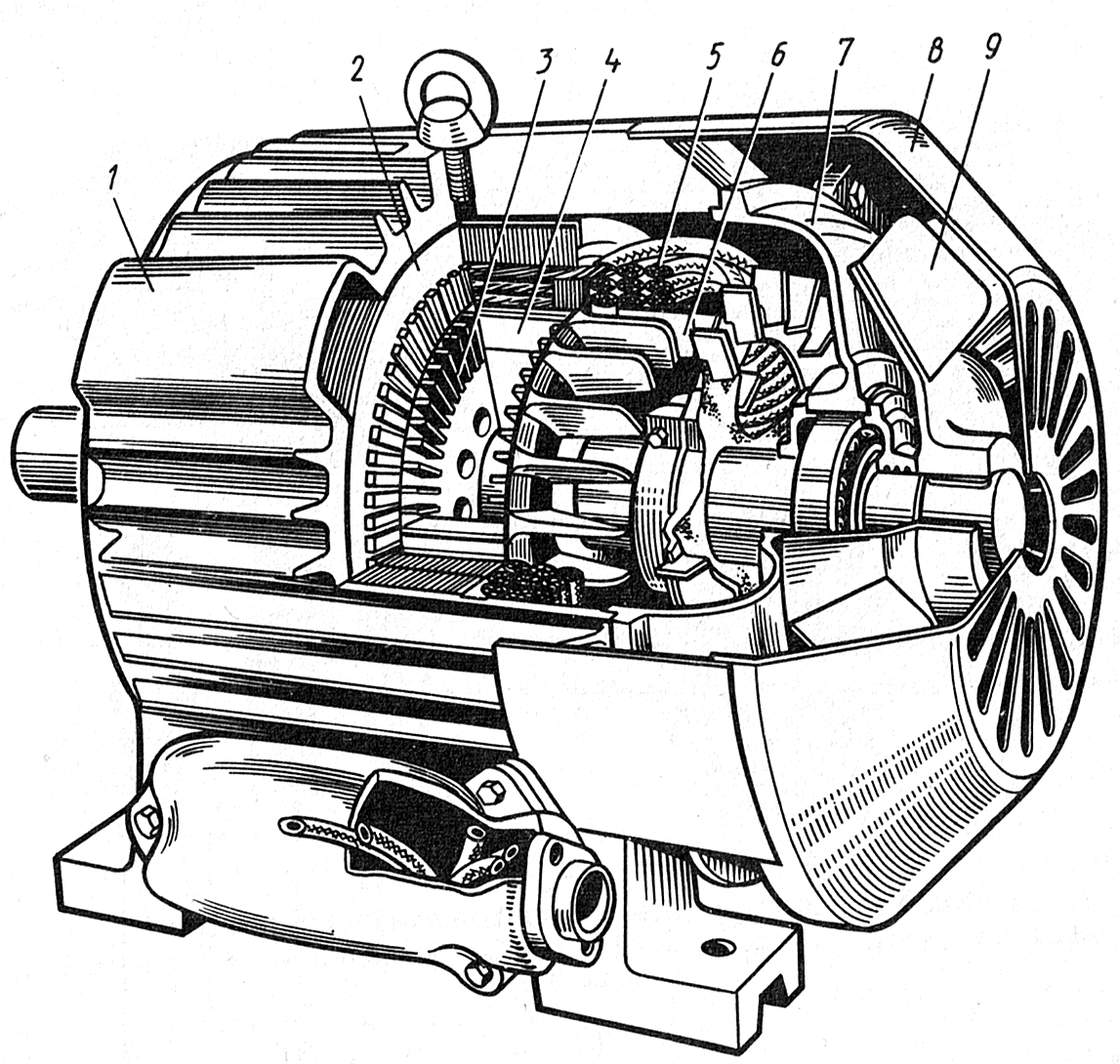
Рисунок 4.4 – Устройство асинхронного двигателя с короткозамкнутым ротором: 1 – корпус; 2 – сердечник статора; 3 – сердечник ротора; 4 – обмотка ротора «беличья клетка»; 5 – обмотка статора; 6 – вентиляционные лопатки ротора, 7 – подшипниковый щит; 8 – кожух вентилятора; 9 – вентилятор
В двигателях большой мощности «беличью клетку» выполняют из медных стержней, концы которых вваривают в короткозамыкающие кольца (рисунок 4.5 в). Различные формы пазов ротора показаны на рисунке 4.5 г.
В электрическом отношении «беличья клетка» представляет собой многофазную обмотку, соединенную по схеме Y и замкнутую накоротко. Число фаз обмотки m2 равно числу пазов ротора z2, причем в каждую фазу входят один стержень и прилегающие к нему участки короткозамыкающих колец.
Часто асинхронные двигатели с фазным и короткозамкнутым ротором имеют скошенные пазы на статоре или роторе. Скос пазов делают для того, чтобы уменьшить высшие гармонические ЭДС, вызванные пульсациями магнитного потока из-за наличия зубцов, снизить шум, вызываемый магнитными причинами, устранить явление прилипания ротора к статору, которое иногда наблюдается в микродвигателях.
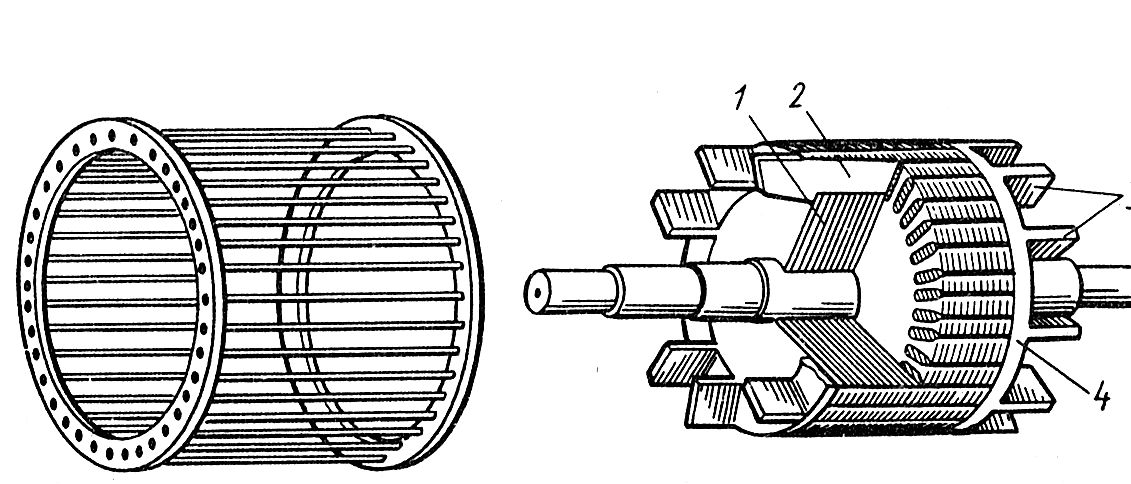
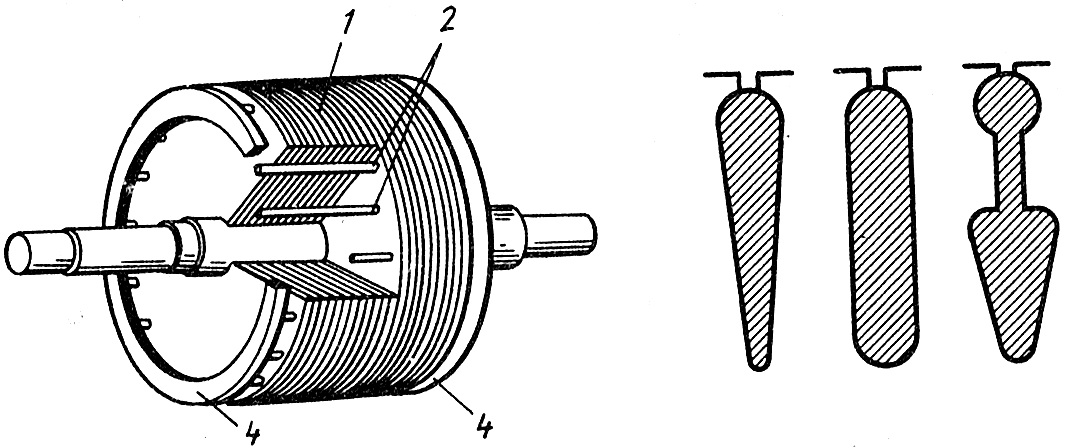
а б в г
Рисунок 4.5 – Конструкция короткозамкнутого ротора:
1 – сердечник ротора; 2 – стержни; З – лопасти вентилятора;
4 – короткозамыкаюшие кольца
4.3 Регулирование скорости вращения асинхронных двигателей с короткозамкнутым ротором[5]
Скорость вращения ротора асинхронного двигателя [3]
n=n1(1-s) (4.10)
Способы регулирования скорости вращения асинхронных двигателей, можно подразделить на два класса:
1) регулирование скорости вращения первичного магнитного поля, что достигается либо регулированием первичной частоты f1, либо изменением числа пар полюсов p двигателя
n1= f1 /p (4.11)
2) регулирование скольжения двигателя s при n1= const.
В первом случае КПД двигателя остается высоким, а во втором случае КПД снижается тем больше, чем больше s, так как при этом мощность скольжения теряется во вторичной цепи двигателя.
Ps=sPэм (4.12)
где Pэм – электромагнитная мощность;
s – скольжение двигателя.
4.3.1 Регулирование скорости изменением первичной частоты (частотное регулирование) требует применения источников питания с регулируемой частотой (синхронные генераторы с переменной скоростью вращения, ионные или полупроводниковые преобразователи частоты и др.). Поэтому данный способ регулирования используется главным образом в случаях, когда для целых групп двигателей необходимо повышать (n > 3000 об/мин.) скорости вращения или одновременно и плавно их регулировать. С развитием полупроводниковых преобразователей все более перспективным становится также индивидуальное частотное регулирование скорости вращения двигателей. Схему короткозамкнутого асинхронного двигателя с частотным управлением при помощи полупроводниковых преобразователей можно получить, если заменить явнополюсный ротор на ротор с обмоткой в виде беличьей клетки и питать эту схему от сети переменного тока через полупроводниковый преобразователь (рисунок 4.6). Управление инвертором при этом производится особым преобразователем частоты вне зависимости от положения ротора двигателя. Напряжение регулируется с помощью выпрямителя.
4.3.2 Частотное регулирование электроприводов
Основным недостатком синхронных и асинхронных с короткозамкнутым ротором электродвигателей является постоянная частота вращения ротора электродвигателя, практически не зависящая от нагрузки. С развитием силовой полупроводниковой и микропроцессорной техники стало возможным создание устройства частотного регулирования электроприводом, которое позволяет точно управлять скоростью и моментом электродвигателя по заданным параметрам в точном соответствии с характером нагрузки. Это в свою очередь, позволяет осуществлять точное регулирование практически любого процесса в наиболее экономичном режиме, без тяжёлых переходных процессов в технологических системах и электрических сетях.
Из питающей сети 1 переменное напряжение промышленной частоты поступает на вход выпрямителя 2. Для сглаживания пульсаций выпрямленного напряжения на выходе выпрямителя устанавливается фильтр 3.
Рисунок 4.6 – Состав элементов частотно-регулируемого электропривода, их работа и назначение
И уже постоянное (сглаженное) напряжение подаётся на вход управляемого импульсного инвертора тока 4.
Электронные ключи инвертора по сигналам системы управления 8 открываются и запираются таким образом, что формируемые при этом различные по длительности импульсы тока складываются в результирующую кривую синусоидальной формы с необходимой частотой.
Для сглаживания пульсаций, на выходе инвертора может устанавливаться дополнительный высокочастотный фильтр 5.
Затем напряжение подаётся на обмотки электродвигателя (М), который является приводом механизма технологической системы 6.
Подлежащий регулированию параметр технологической системы измеряется датчиком 7, управляющий сигнал от которого подаётся в систему управления ЧРП 8. Либо внешняя система управления 9 собирает информацию о многих параметрах, характеризующих работу технологической системы, обрабатывает её и подаёт результирующий сигнал в систему управления приводом.
В зависимости от величины, иногда и скорости изменения этого сигнала микропроцессорная система управления ЧРП формирует и подаёт управляющие импульсы на электронные ключи выпрямителя и инвертора.
Для самоконтроля и защиты система управления собирает и обрабатывает сигналы о наличии или величине ряда параметров, характеризующих работу собственных подсистем. Контролируются токи и напряжения на входе, выходе преобразователя и в магистрали постоянного тока. Измеряется температура элементов и регулируется производительность системы охлаждения преобразователя. Контролируется состояние отдельных элементов вплоть до отдельного ключа. При наличии специального датчика в корпусе электродвигателя измеряется, а при отсутствии датчика рассчитывается по электрическим характеристикам потребляемой двигателем энергии температура двигателя.
Преобразователи частоты (иначе – частотно-регулируемый электропривод или ЧРП) представляет из себя статическое преобразовательное устройство, предназначенное для изменения скорости вращения трехфазных асинхронных электродвигателей. Асинхронные электродвигатели имеют значительное преимущество перед электродвигателями постоянного тока за счет простоты конструкции и удобства обслуживания. Это обуславливает их однозначное преобладание и повсеместное применение практически во всех отраслях промышленности, энергетики и городской инфраструктуре. Известно, что регулирование скорости вращения исполнительного механизма можно осуществлять с помощью различных устройств (способов), среди которых наиболее известны и распространены следующие: механический вариатор, гидравлическая муфта, электромеханический преобразователь частоты (системы Генератор-Двигатель), дополнительно вводимые в статор или фазный ротор сопротивления, статический преобразователь частоты. Регулирование скорости вращения асинхронного электродвигателя в этом случае производится путем изменения частоты и величины напряжения питания двигателя. КПД такого преобразования составляет около 98 %, из сети потребляется практически только активная составляющая тока нагрузки, микропроцессорная система управления обеспечивает высокое качество управления электродвигателем и контролирует множество его параметров, предотвращая возможность развития аварийных ситуаций. На рисунке показан состав силовой части такого преобразователя : входной неуправляемый выпрямитель - звено постоянного тока с LC-фильтром – автономный инвертор напряжения.
Рисунок 4.7 – Принципиальная схема ЧРП
4.3.3 Регулирование скорости изменением числа пар полюсов p используется обычно для двигателей с короткозамкнутым ротором, так как при этом требуется изменять p только для обмотки статора. Изменять p можно двумя способами:
1) применением на статоре нескольких обмоток, которые уложены в общих пазах и имеют разные числа пар полюсов p;
2) применением обмотки специального типа, которая позволяет получить различные значения p путем изменения (переключения) схемы соединений обмотки. Предложено значительное количество различных схем обмоток с переключением числа пар полюсов, однако широкое распространение из них получили только некоторые. Применение нескольких обмоток невыгодно, так как при этом из-за ограниченного места в пазах сечение проводников каждой из обмоток нужно уменьшать, что приводит к снижению мощности двигателя. Использование обмоток с переключением числа пар полюсов вызывает усложнение коммутационной аппаратуры, в особенности, если с помощью одной обмотки желают получить более двух скоростей вращения. Несколько ухудшаются также энергетические показатели двигателей.
Двигатели с изменением числа пар полюсов называются многоскоростным.
4.3.4 Регулирование скорости уменьшением первичного напряжения В связи с пониженным КПД и трудностями регулирования напряжения рассматриваемый метод применяется только для двигателей малой мощности. При этом для регулирования U1 можно использовать регулируемые автотрансформаторы или сопротивления, включенные последовательно в первичную цель. В последние годы для этой цели все чаще применяют реакторы насыщения, регулируемые путем подмагничивания постоянным током. При изменении значения постоянного тока подмагничивания индуктивное сопротивление реактора изменяется, что приводит к изменению напряжения на зажимах двигателя. Путем автоматического регулирования тока подмагничивания можно расширить зону регулирования скорости и получить при этом жесткие механические характеристики.
4.4 Типы редукторов и мотор – редукторов. Общие сведения
Редуктор служит для уменьшения частоты вращения и соответствующего увеличения вращающего момента[6]. В корпусе редуктора размешены одна или несколько передач зацеплением с постоянным передаточным отношением (передаточным числом). Мотор-редуктор - моноблок, состоящий из редукторной части (редуктора) и электродвигателя. Наиболее часто применяют асинхронные электродвигатели с короткозамкнутым ротором.
Редуктор общемашиностроительного применения - редуктор, выполненный в виде самостоятельного агрегата, предназначенный для привода различных машин и механизмов и удовлетворяющий комплексу технических требований, общему для большинства случаев применения без учета каких-либо специфических требований, характерных для отдельных областей применения.
Редукторы общемашиностроительного применения, несмотря на конструктивные различия, близки по основным технико-экономическим характеристикам: невысокие окружные скорости, средние требования к надежности, точности и металлоемкости при повышенных требованиях по трудоемкости изготовления и себестоимости. Это их отличает от специальных редукторов (авиационных, судовых, автомобильных и др.) - редукторов, выполненных с учетом специфических требований, характерных для отдельных отраслей промышленности.
Мотор – редуктор общемашиностроительного применения самостоятельный агрегат, предназначенный для приведения в действие различных машин и механизмов и удовлетворяющий требованиям к комплексу технических свойств, общему для большинства случаев применения без учета специфических требований, характерных для отдельных отраслей промышленности. Мотор-редуктор специального назначения и специальной конструкции – агрегат, выполненный с учетом специфических требований, характерных для отдельных отраслей промышленности.
Чаше всего применяют цилиндрические редукторы, имеющие высокие нагрузочную способность и КПД: одноступенчатые, двухступенчатые развернутой, раздвоенной и соосной схем, трехступенчатые развернутой и раздвоенной схем. Соосный редуктор может иметь, тихоходна ступень с внутренним зацеплением.
При соосном расположении исполнительного органа и двигателя рациональны планетарные и волновые редукторы, которые могут обеспечивать высокие ресурс и передаточное отношение при низком уровне шума
Редукторы, в которых использованы червячные передачи, червячные цилиндрические, глобоидные, червячно-цилиндрические и цилиндрическо-червячные – могут обеспечивать высокое передаточное число при низком уровне шума, но имеют низкие КПД и ресурс.
Оси валов могут занимать разное положение в пространстве. Если, например, нужно обеспечить наименьшую площадь в плане, их располагают в вертикальной плоскости. Для некоторых механизмов нужны редукторы с вертикальным расположением оси выходного вала В этом случае удобны редукторы с коническими и червячными передачами, так как ось двигателя остается горизонтальной.
Мотор – редукторы могут быть выполнены на базе всех приведенных схем, но чаще используют редукторы соосных схем, конструктивно объединяя их с двигателями в виде однокорпусного или блочного исполнения. В первом случае редуктор и статор двигателя встраиваемого исполнения размещают в одном корпусе. Во втором - двигатель с насаженной непосредственно на конец вала шестерней крепят на редукторе с помощью фланца; возможно фланцевое крепление двигателя на редукторе и соединение концов валов муфтой.
Исполнительные электромеханизмы представляют собой самостоятельные конструктивно независимые механизмы, состоящие из электродвигателя и редуктора, в конструкцию которых дополнительно включены элементы путевой автоматики (датчики положения, командоаппараты) и предохранительные муфты. В зависимости от конструкции редукторов выходной вал может иметь вращательное (поворотное) или поступательное движение.
Реальный диапазон передаточных отношений (чисел) редукторов – от 1 до 1000. Значения передаточных отношений должны соответствовать ряду R20 предпочтительных чисел (ГОСТ 8032-84).
5 Расчет себестоимости автоматизированной системы магнитопорошкового контроля оси колесной пары. Подсистема – катковая станция
5.1 Общие принципы определения себестоимости
Под себестоимостью изделия понимаются расходы предприятия по его изготовлению и реализации. Если проектируется новое устройство или модернизируется существующее, то в себестоимость включаются затраты на проведение научных исследований, проектных и конструкторских работ.
Структура затрат и их величина определяются условиями изготовления проектируемого устройства. Образец технического устройства может быть изготовлен: в лаборатории учебного института или в условиях депо.
Следует принимать во внимание и количество изготавливаемых экземпляров технических средств. Для технического воплощения идеи в целях дальнейшей работы над его конструкцией достаточно иметь несколько экземпляров. В этом случае все затраты на проектирование и изготовление опытного образца будут отнесены на конкретное количество образцов.
Типовая номенклатура калькуляционных статей себестоимости установлена в следующем составе: сырьё и материалы; покупные комплектующие изделия и полуфабрикаты; возвратные отходы (вычитаются); энергия, топливо, основная заработная плата производственных рабочих; дополнительная заработная плата производственных рабочих; расходы по содержанию и эксплуатации оборудования, возмещение износа специальных инструментов и оснастки; цеховые расходы; общезаводские расходы; потери от брака; внепроизводственные расходы. При расчете затрат учитываются условия (лабораторные или заводские) и этапы проектирования, наличие предварительных исследовательских работ.
5.2 Расчет расходов на проведение научно — исследовательских и конструкторских работ
Для определения затрат на основную заработную плату рассчитывается трудоёмкость всех видов работ: исследовательских, проектных, конструкторских, связанных с изготовлением и наладкой устройства. В зависимости от масштабов работ трудоёмкость измеряется в человеко-месяцах, человеко-днях, или человеко- часах ( нормо-ч).
Расчёт трудоёмкости производится отдельно для каждого вида работ и по исполнителям с учётом условий производства (таблице 5.1).
Таблица 5.1 – Расчет трудоемкости работ
|
Наименование работ
|
Категории работников
|
Общая трудоемкость, чел-дни
|
|
|
СНС
|
Инженер
|
|
|
Постановка задачи
|
1
|
1
|
2
|
|
Изучение технической литературы
|
1
|
8
|
9
|
|
Разработка математической модели
|
-
|
7
|
7
|
|
Патентный поиск
|
-
|
2
|
2
|
|
Разработка монтажной схемы
|
1
|
11
|
12
|
|
Разработка рабочих чертежей конструкции
|
1
|
10
|
11
|
|
Контроль
|
1
|
-
|
1
|
|
Итого
|
5
|
39
|
44
|
Основная заработная плата на исследовательские работы зависит от величин должностных окладов, премий и доплат из фонда заработной платы (таблице 5.2).
Таблица 5.2 – Расчет фонда заработной платы
|
Категория работника
|
Трудоемкость
|
Должностной оклад, руб.
|
Премии и доплаты
|
Месячный фонд зарплаты
|
Фонд зарплаты на весь объем работ, руб.
|
|
|
чел-
дни
|
чел-
мес.
|
|
премия
|
допл. по рай. коэф
|
|
|
|
СНС
|
5
|
0,24
|
12150
|
1215
|
2004,75
|
15369,75
|
3688,74
|
|
Инженер
|
39
|
1,86
|
6000
|
600
|
990
|
7590
|
14117,4
|
|
Итого
|
|
|
|
|
|
|
17806,14
|
Дополнительная заработная плата составляет 10% от фонда заработной платы на весь объем работ.
ФЗПд=0,1•ФЗПо , (5.1)
ФЗПд=17806,14•0,1=1780,614 руб.
Отчисления на социальные нужды составляют 26,2% от суммы фонда заработной платы на весь объем работ и дополнительной заработной платы.
Ссн= 0,262• (ФЗПо + ФЗПд), (5.2)
Ссн=(17806,14+1780,614) •0,262=5131,73 руб.
Накладные расходы составляют 15% прямых затрат.
Сначис=0,15•( ФЗПо + ФЗПд + Ссн), (5.3)
Сначис=0,15•(17806,14+1780,614+5131,73)=3707,77 руб.
Общие затраты на разработку установки как сумма основной и дополнительной заработной платы, отчислений на социальные нужды и накладных расходов.
Собщ= ФЗПо + ФЗПд + Ссн+ Сначис, (5.4)
Собщ=17806,14+1780,614+5131,73+3707,77=28426,25 руб.
5.3 Расчет затрат на изготовление установки
Затраты на изготовление установки состоят из стоимости материалов и комплектующих, заработной платы рабочих, отчислений на социальные нужды и накладных расходов.
Таблица 5.3 - Затраты на материалы и на комплектующие изделия
|
Наименование материала
|
Единицы измерения
|
Потребное количество
|
Цена, руб.
|
Стоимость материала
|
|
Эл. двигатель
|
шт.
|
1
|
2108,34
|
2108,35
|
|
Редуктор
|
шт.
|
1
|
1200,55
|
1200,55
|
|
Ролики
|
шт.
|
4
|
507,35
|
2029,4
|
|
Рама
|
м
|
|
|
5000
|
|
Итого
|
|
|
|
10338,3
|
Транспортно – заготовительные расходы составляют 10% от затрат на материалы и комплектующие изделия и составляют 1033,83 руб.
Общие затраты на материалы составляют 11372,13 руб.
Затраты по оплате труда (табл. 5.4)
Изготовление установки осуществляется токарем IV разряда, слесарем Vразряда и сварщиком III разряда.
Таблица 5.4 – Расчет тарифной оплаты труда
|
Наименование работ
|
Трудоемкость, чел-час
|
Разряд
|
Часовая тарифная ставка, руб.
|
Тарифная зарплата
|
|
Токарные
|
24
|
4
|
35,23
|
845,52
|
|
Слесарные
|
8
|
5
|
39,32
|
314,56
|
|
Сварочные
|
15
|
3
|
30,68
|
460,2
|
|
Итого
|
|
|
|
1620,28
|
Премия составляет 30% от тарифной заработной платы и рассчитывается по формуле:
П=0,3•ЗПт, (5.5)
П=0,3•1620,28=486,08 руб.
Доплаты по районному коэффициенту составляет 15% от суммы тарифной заработной платы и премии.
Дрк=0,15•( ЗПт+П), (5.6)
Дрк=0,15•( 1620,28+486,08)=315,95 руб.
Общая заработная плата определяется по формуле:
ЗПобщ= Дрк + ЗПт+П, (5.7)
ЗПобщ=315,95+1620,28+486,08=2422,31 руб.
Отчисления на социальные нужды составляет 26,7% от фонда оплаты труда.
Ссн= 0,267• ЗПобщ , (5.8)
Ссн= 0,267•2422,31=646,76 руб.
Накладные расходы принимаются 160% от фонда оплаты труда.
Снакл =1,6• ЗПобщ , (5.9)
Снакл =1,6•2422,31=3875,7 руб.
Общие расходы на изготовление катковой станции определяется по формуле:
Сизг=Змат+ ЗПобщ + Ссн+ Снакл , (5.10)
Сизг=11372,13+2422,31+646,76+3875,7=18316,9 руб.
Таким образом затраты на разработку и изготовление опытного образца катковой станции равны 46743,15 руб.
Таблица 5.5 - Смета расходов на создание автоматизированной системы магнитопорошкового контроля осей колесной пары
|
Наименование подсистемы
|
Затраты
|
|
|
На проектирование
|
На изготовление
|
|
Катковая станция
|
28426,25
|
18316,9
|
|
Подготовки суспензии
|
20258,86
|
23109,50
|
|
Сканеры
|
22004,31
|
108909,32
|
|
Визуалиации
|
15815,77
|
17222,70
|
|
Блок управления
|
11099,08
|
28030,88
|
|
Итого
|
97604,27
|
195589,3
|
Таким образом затраты на разработку и изготовление опытного образца автоматизированной системы магнитопорошкового контроля осей колесной пары равны:
Собщ =97604,27+195589,3=293193,57 руб. (5.11)
6 Анализ санитарно-гигиенической производственной обстановки в колесном цехе
6.1 Общие положения
Охрана труда на производстве является очень важном системой, которая обеспечивает безопасность людей, сохранение жизни и здоровья работников в процессе трудовой деятельности, в том числе и в железнодорожной отрасли, включает в себя:
1) правовые;
2) социально – экономические;
3) организационно – технические;
4) санитарно – гигиенические;
5) лечебно - профилактические;
6) реабилитационные мероприятия.
На сегодняшний день в области охраны труда существует масса обязательных норм и правил, призванных обеспечивать безопасную производственную обстановку. Работа по охране труда проводится в соответствии с “Положением об организации работы по охране труда на железнодорожном транспорте”. Организация работы и ответственность за состояние охраны труда, соблюдение законов о труде, положений, правил, норм и т. п. возлагается на всех руководителей МПС, а сейчас РАО РЖД
Колесный цех является специфичным для транспортного предприятия и предназначен для ремонта колесных пар. В нем организуются участки выпуска и сдачи колесных пар, электросварочный, формирования и обточки для обеспечения производственных операций в цехе имеются колесотокарные, карусельные, расточные и другие станки, кран-балки, сварочные агрегаты.
6.2 Факторы, характеризующие санитарно-гигиеническую производственную обстановку
Санитарно-гигиеническая производственная обстановка на любом производственном участке характеризуется следующими основными факторами:
1) метеорологическими условиями производства: составом воздуха, то есть концентрацией в нем пыли, газов и паров;
2) уровнем шума и вибрации;
3) качеством освещения на рабочих местах;
4) цветовой отделкой оборудования и помещений;
5) наличием излучения.
6.2.1 Метеорологические условия
Воздушная среда, в которой живет и работает человек, представляет собой естественную многогазовую смесь, из которой состоит атмосфера. Работоспособность человека и его самочувствие зависят не только от состава воздуха, но и от микроклимата режима метеорологических элементов внутри помещения, т. е. физического состояния воздушной среды на организм человека.
Показателями, характеризующими микроклимат, являются:
1) температура воздуха;
2) относительная влажность воздуха;
3) скорость движения воздуха;
4) интенсивность теплового излучения.
Оптимальные показатели микроклимата распространяются на всю рабочую зону, допустимые показатели устанавливаются дифференцированно для постоянных и непостоянных рабочих мест.
Общие санитарно-гигиенические требования к температуре, влажности, скорости движения воздуха и содержанию вредных веществ в воздухе рабочей зоны производственных предприятий определены ГОСТ 12. 1. 005–88 «ССБТ Общие санитарно-гигиенические требования к воздуху рабочей зоны»
На состояние воздушной среды на рабочем месте оказывают влияние, с одной стороны, параметры наружного воздуха, с другой производственный процесс.
Тепловой баланс человека в окружающей среде выражается уравнением:
QТО=QЗ+QМ, (6.1)
где QТО - теплообмен организма с окружающей средой за счет конвекции, излучения, теплопередачи, испарения и дыхания;
QЗ - зоны тепла в организме;
QМ - количество тепла, выработанного в организме.
Тепловой баланс достигается в том случае, если количество выработанного в организме тепла равно величине теплоотдачи в окружающую среду.
Величина QМ зависит от характера трудовой деятельности человека, в результате которой организм может вырабатывать то или иное количество тепла.
В соответствии с ГОСТ 12.1.005–88 работа дефектоскописта в колесном цехе отнесена к средней физической работе II категории с энергозатратами от 151 до 200 ккал/ч (175-232 Вт).
6.2.2 Вредные вещества
К вредным веществам относят различные газы, пары и пыль, выделяющиеся при технологическом процессе.
Физиологическое действие вредных веществ (газов, паров, пыли) на организм человека зависит от их токсичности (ядовитости) и концентрации в воздухе производственных помещений, а также от длительности пребывания рабочих в этих помещениях.
По степени воздействия на организм вредные вещества подразделяются на классы:
1) класс вещества чрезвычайно-опасные (практически не встречаются в производственных условиях вагонных депо);
2) класс вещества высоко-опасные (хлор, этиловый эфир);
3) класс умеренно-опасные вещества (сода кальцинированная, сернистый ангидрид);
4) класс малоопасные (уайт-спирит, скипидар, окись углерода, масла минеральные).
В условиях колесного цеха были обнаружены следующие вредные химические вещества (таблица 6.1): марганец, сварочный аэрозоль, окислы железа, окислы углерода, окислы азота, озон, фтористый водород, пары растворителя, пары каустической соды.
6.2.3 Шум и вибрации
Под шумом обычно понимают звуки, мешающие восприятию полезных звуков или нарушающие тишину, а также звуки, оказывающие вредное и раздражающее действие на организм человека.
Повышенный уровень шума на рабочем месте отнесен к группе физически опасных и вредных факторов. Он неблагоприятно действует на организм человека, вызывает головную боль, под его влиянием развивается раздражительность, снижается внимание, замедляются сенсомоторные реакции, повышаются, а при чрезвычайно интенсивном действии понижаются возбудительные процессы в коре головного мозга. Работа в условиях шума может привести к появлению гипертонической или гипотонической болезни, развитию профессиональных заболеваний — тугоухости и глухоты.
В соответствии с ГОСТ 12.1.003–83 «ССБТ. Шум. Общие требования безопасности» производственные шумы под:
1) по характеру спектра: широкополосные и тональные;
2) по временным характеристикам: постоянные и непостоянные;
3) по длительности: прерывистые, импульсные и колеблющиеся во времени.
В рассматриваемом цехе шум возникает в результате работы пневматического гайковерта, мостового крана, токарного и заточного станка. Эти шумы относятся к виду непостоянных, колеблющихся во времени шумов. Фактический и допустимый уровни этих шумов занесены в таблицу 5.2.
Вибрация - это вид механических колебаний в технике (машинах, механизмах, средствах транспорта, конструкциях и др.). Чаще всего под вибрацией подразумевают нежелательные колебания аналогично тому, как под шумом понимают нежелательные звуки.
По характеру воздействия на человека различают общую и локальную вибрацию.
Борьба с вредным воздействием вибрации - весьма сложная проблема. Ее эффективное решение может быть достигнуто при участии многих специалистов. Снижение вредных вибраций является одним из важнейших направлений условий труда, сохранения здоровья работающих.
Вибробезопасные условия труда обеспечивают: внедрением вибробезопасных машин, применением средств виброзащиты, проектировочными решениями технологических процессов и производственных помещений и организационно-техническими мероприятиями.
6.2.4 Освещение
Нормальные условия работы в производственных помещениях могут быть обеспечены лишь при достаточной освещенности рабочих мест, проходов и проездов в любое время суток.
Недостаточное или неправильное освещение вызывает переутомление зрения, снижение работоспособности и может стать причиной несчастного случая.
Напряженная зрительная работа у рабочих ряда профессий, а также нерациональное освещение рабочих мест могут явиться причиной функциональных зрительных нарушений.
Освещение производственных помещений подразделяется на: естественное, искусственное и совмещенное.Естественное освещение подразделяется на следующие типы: боковое, верхнее и комбинированное (верхнее и боковое).Искусственное освещение помещений подразделяется на общее и комбинированное.
Гигиена труда требует в первую очередь максимального использования естественного освещения, так как дневной свет лучше воспринимается органами зрения. Поэтому все производственные и бытовые помещения должны иметь естественное освещение в соответствие с нормами. Большое значение для рациональной освещенности рабочих мест имеет окраска стен, потолка, оборудования. Правильная окраска и рациональное освещение в помещении при одной и той же затрате электроэнергии повышают производительность труда на 15— 17%
В колесном цехе освещение совмещенное (естественное в сочетании с искусственным). Основой искусственного освещения служит общее освещение, но также применяют индивидуальные переносные источники света (ручные фонари с автономными источниками питания).
6.3 Сравнение фактических данных (по санитарно-техническому паспорту) с нормативными. Установление причин отклонения
В результате проведенного анализа санитарно-гигиенической производственной обстановки в условиях колесного цеха были выявлены ряд факторов, характеризующих условия труда дефектоскописта по работе с подвижным составом, и проверены на соответствие их допустимым нормам. Обследование данного объекта показало наличие здесь вредных химических факторов, шума и локальной вибрации.
К обнаруженным вредным химическим факторам относятся сварочный аэрозоль содержанием 6,12 мг/м3 при допустимой предельной концентрации 6,00 мг/м3 и марганец содержанием 0,32 мг/м3 при допустимой концентрации 0,3 мг/м3 по ГОСТ 12.1.005-88. Таким образом, предельно допустимый уровень превышен в первом случае на 2%, а во втором - на 6,7%.
Такие нарушения вызваны недостаточной эффективностью установок по очистке воздуха, а также их ограниченным применением в цехе (особенно в холодный период года). Источниками таких выделений служат сварочные, резочные и наплавочные работы в цехе.
Шум в колесном цехе возникает по различным причинам, в том числе при работе слесаря по ремонту подвижного состава пневматическим гайковертом. В этом случае замеры эквивалентного уровня шума показали величину уровня шума 92,0 дБА, тогда как предельно допустимый уровень составляет 80,0 дБА по ГОСТ 12.1.003–83. Также, шум создает в процессе работы мостовой кран (таблица 6.2).
Таблица 6.1 – Фактическая и допустимая концентрация вредных веществ
|
Вещество
|
Концентрация, мг/м3
|
|
|
Фактическая
|
Допустимая
|
|
Сварочный аэрозоль
|
6,12
|
6,00
|
|
Марганец
|
0,32
|
0,3
|
|
Окислы железа
|
1,00
|
6,00
|
|
Окислы углерода
|
7,00
|
20,00
|
|
Окислы азота
|
1,25
|
5,00
|
|
Озон
|
0,06
|
0,1
|
|
Толуол
|
50
|
50
|
|
Бензол
|
3,8
|
5,00
|
Таблица 6.2 – Фактические и допустимые уровни шума
|
Источник шума
|
Фактический
уровень, дБА
|
Допустимый
уровень, дБА
|
|
Пневматический гайковерт
|
92,0
|
80,0
|
|
Мостовой кран
|
78,0
|
80,0
|
|
Колесотокарные станки
|
95,0
|
80,0
|
У пневматический гайковерт фактическое значение превышает норму на 15 % в первом случае, что свидетельствует, во-первых, о принципиальных недостатках инструмента с пневматическим приводом (обладают повышенной шумностью), а во-вторых, - о неудовлетворительном техническом состоянии. У колесотокарных станков фактическое значение превышает норму на 19 %, что свидетельствует о недостатках станков. Мерами по снижению уровня шума могут служить, например, замена пневмоприводов на электро- и гидроприводы, или постановка на выпускные клапаны пневмоцилиндров глушителей.
При работе с гайковертом слесарь также подвержен действию локальной вибрации, которая распространяется на часть тела, начиная с пальцев рук, и повреждает преимущественно суставы. Также, действуя продолжительное время на центральную нервную систему, вибрация вызывает её перенапряжение, раздражение и утомление, что проявляется в замедлении скорости реакций, понижении внимания и работоспособности и является причиной роста травматизма. При этом эквивалентный корректированный уровень виброскорости фактически равен 101 дБ, а предельно допустимый, в соответствие с ГОСТ 12.1.012–90, равен 112 дБ. То есть локальная фактическая вибрация удовлетворяет требованиям стандарта, так как является ниже предельного уровня (на 9,8%).
Микроклимат в помещении колесного цеха, как и в любом другом производственном помещении, также доложен соответствовать требованиям охраны труда. Проведенные здесь замеры температуры и относительной влажности показали следующее: в теплый период года средняя температура воздуха в цехе находится в пределах плюс 20С, а в холодный период соответствует плюс 17С, притом, что допустимые диапазоны температур, предусмотренные стандартом, составляют для первого случая – 16 - 27С, а для второго – 16 – 18С. Относительная влажность воздуха в помещении цеха в среднем за теплый период составила 44 процентов, за холодный период - 56 процентов, что соответствует норме не более 75 процентов. Таким образом, микроклимат в колесном цехе в общей связи допустим в качестве микроклимата производственного помещения, в котором работают люди (категория работ по средней тяжести II а - энергозатраты от 151 до 200 ккал/ч (175-232 Вт)).
Таблица 6.3 – Фактические и нормированные значения метеорологических параметров
|
Температура
воздуха, С
|
Относительная влажность, %
|
Скорость движения воздуха, м/с
|
|
Факт
|
Норма
|
Факт
|
Норма
|
Факт
|
Норма
|
|
Теплый период
|
|
20
|
18-27
|
44
|
65 (при 26С)
|
0,35
|
0,2-0,4
|
|
Холодный период
|
|
17
|
17-23
|
56
|
не более 75
|
0,20
|
не более 0,3
|
Допустимые параметры микроклимата взяты из ГОСТ 12.1.005–88.
Эти данные показывают значительную зависимость микроклимата в помещении от природных климатических условий. Эффективными мерами по поддержанию данного микроклимата являются: утепление оконных и дверных проемов на холодный период, обогрев помещения, а также оптимальный подбор вытяжной и приточной вентиляции.
Освещенность рабочих мест соответствует норме, так как фактическая освещенность чуть больше допустимой по ОСТ 32.120–98 (таблица 6.4).
Таблица 6.4 – Освещенность цеха
|
Рабочее место
|
Разряд
|
Освещенность, лк
|
|
|
|
Факт
|
Норма
|
|
Слесарь по ремонту п.с.
|
Vб
|
214
|
200
|
|
Электрогазосварщик
|
Vб
|
214
|
200
|
|
Дефектоскопист
|
Vб
|
496
|
500
|
6.4 Обоснование и расчет коллективного средства защиты
Одним из наиболее вредных производственных факторов в колесном цехе является повышенный уровень шума. О том, что интенсивный производственный шум вредно действует на органы слуха, известно давно. Еще в конце ХIХ века исследователи обнаружили, что длительное воздействие шума вызывает у рабочих профессиональную тугоухость, а иногда и глухоту.
В результате широких исследований было установлено, что интенсивный производственный шум сверх допустимых норм, действуя длительное время на человека, оказывает влияние на весь организм. Под воздействием сильного шума возрастает кровяное и внутричерепное давление, изменяется ритм дыхания и сердёчной деятельности, понижается кислотность желудочного сока, замедляется процесс пищеварения, нарушается работоспособность клеток коры головного мозга. Об активном участии центральной нервной системы и реакции организма на шум говорят и субъективные явления: ослабление внимания, бессонница, головокружение, раздражительность, увеличение нервного перенапряжения и снижение работоспособности.
В ряде исследований отмечается, что острота зрения под влиянием сильных звуков ухудшается. Утомление, вызванное шумом, влияет и на цветоощущение, причем восприятие зеленого и голубого цвета обостряется, а красного ослабляется.
Основным источником повышенного шума для слесаря по ремонту подвижного состава в колесном цехе является шум, создаваемый пневматическим гайковертом. Поэтому необходимо принимать меры по снижению его уровня до минимального значения.
Средние уровни шума при работе гайковертов достигают 96 – 115 дБ, что выше нормы на 18 – 35 дБ. Наиболее высокие уровни шума вызываются выхлопами воздуха. Вторым по интенсивности является шум, возникающий при работе механизма гайковерта. Более высокие уровни шума создаются большими гайковертами для гаек М32 – М50. для заглушения шума таких гайковертов разработано два типа глушителей: на переносных гайковертах следует применять малогабаритный глушитель, на стационарных - активный выносной глушитель. Принцип действия этих глушителей основан на поглощении энергии шума звукопоглощающей конструкцией глушителя, который присоединяется непосредственно или при помощи шланга к выхлопному отверстию гайковерта. Конструкция таких глушителей может быть очень разнообразной.
Испытания показали, что глушитель способен понизить уровень шума выхлопа на 24 – 26 дБ. Но такое снижение уровня шума не всегда является достаточным. Поэтому бывает необходимо также уменьшить шум, создаваемый механической частью гайковерта. Для этого также можно использовать глушители, но такие глушители уже одевают непосредственно на сам корпус гайковерта. Это мероприятие позволяет снизить уровень шума на 19 дБ.
Меры по сокращению уровня шума, приведенные выше, являются, очевидно, очень эффективными, но не нужно забывать и о наиболее очевидных и эффективных мерах, таких как: поддержание механизмов в технически исправном состоянии (обязательны периодические ремонты и техобслуживание), а также поиск и внедрение современных передовых разработок в этой области.
Рассчитаем активный кольцевой глушитель выхлопа гайковерта.
Снижение шума посредством глушителя можно приближенно подсчитать по формуле:
, дБ (6.2)
где - коэффициент звукопоглощения облицовки глушителя;
П - периметр поперечного сечения канала, м;
S - площадь поперечного сечения канала, м2;
L - длина глушителя, м.
Принимаем в качестве звукопоглощающего материала глушителя асбестовый войлок толщиной 10 мм, тогда 0,32.
Периметр поперечного сечения канала рассчитаем по формуле:
П=d, м (6.3)
Пусть диаметр внутренней перфорированной трубы равен диаметру выхлопного канала и равен 6 мм, тогда
П=3,140,006=0,019, м.
Площадь сечения глушителя определится
, м (6.4)
, м2 .
Рассчитываемый глушитель должен понизить фактический уровень с 92 дБ до 80 дБ, то есть на 12 дБ. Исходя из этого, рассчитаем необходимую длину глушителя по формуле:
, м (6.5)
, м.
Итак, длину глушителя можно принять равной 0,05 м.
Заключение
Таким образом, в результате дипломного проектирования:
1) выполнен сбор статистических данных по затратам времени на все операции магнитопорошкового контроля колесной пары, в результате их обработки (сведены в таблицы) получены статистические данные по средним затратам времени на магнитопорошковый контроль по операциям и в целом по указанным контролируемым зонам.
2) разработана математическая модель топографии магнитного поля для СНУ, получены зависимости тангенциальной и нормальной составляющей напряженности магнитного поля.
3) произведена экспериментальная оценка составляющих напряженности магнитного поля, формируемого СНУ, которое подтвердила их близость с точностью 80% с теоретическими значениями тангенциальной и нормальной компонент по п.2
4) разработана схема и конструкция автоматизированной системы магнитопорошкового контроля оси колесной пары, которая может быть использована в вагонно-колесных мастерских, например, в ВКМ ст. Иртышская.
5) разработана схема и конструкция катковой станции, которая является подсистемой автоматизированной установки магнитопорошкового контроля.
6) произведена оценка себестоимости разработанной автоматизированной системы магнитопорошкового контроля оси колесной пары, которая составила 293193,57 руб
7) Освещены вопросы охраны труда при эксплуатации автоматизированной системы магнитопорошковой системы контроля оси колесной пары.
Библиографичесий список
1. Ахмеджанов Р.А. Физические основы магнитного неразрушающего контроля: Конспект лекций; Оский гос. ун-т путей сообщения. Омск, 2004. 69 с.
2. Ахмеджанов Р. А. Магнитопорошковый метод неразрушающего контроля: Конспект лекций; Оский гос. ун-т путей сообщения. Омск, 2004. 80 с.
3. Криворудченко В. Ф., Ахмеджанов Р. А. Современные методы технической диагностики и неразрушающего контроля деталей и узлов подвижного состава железнодорожного транспорта: Учебное пособие для вузов ж.-д. транспорта / Под редакцией В. Ф. Криворудченко. – М.: Маршрут, 2005. – 436 с.
4. Вольдек А. И. Электрические машины. Учебник для студентов высш. техн. учебн. заведений. – 3-е изд., перераб. – Л.: Энергия, 1978. – 832 с.
5. Д. Э. Брускин, А. Е. Зорохович, В. С. Хвостков. Электрические машины и микромашины. 3-е издание перераб. И доп. – М.: Высш. шк., 1990. – 528 с.
6. Анурьев В. И. Справочник конструктора – машиностроителя: В 3 т. Т. 3. – 8-е изд., перераб. и доп. Под редакцией И. Н. Жестковой. – М.: Машиностроение, 2001. – 64 с.
7. РД 32.159 – 2000. Магнитопорошковый метод неразрушающего контроля деталей вагонов.
8. Безопасность жизнидеятельности: Учебник для вузов / Под редакцией С. В. Белова. 3-е изд., испр. и доп. М., 2001. 485 с.
9. ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы. Классификация. М., 1982. 4 с.
10. ГОСТ 12.1.005-88 ССБТ. Общие санитарно – гигиенические требования к воздуху рабочей зоны М., 1988. 32 с.
11 ОСТ 32.120-98 ССБТ. Нормы искусственного освещения объектов железнодорожного транспорта. М., 1998. 60 с.
12. Исследование осветительных условий и расчет освещения производственных помещений: Метод. указания / О.И Поздняков, Л. Я. Уфимцева, В. Ф. Харламов, Б. П. Баталов / Омский гос. ун-т путей сообщения. Омск, 1998. 28 с.
13. СТП ОмГУПС – 1.2 – 2005. Работы студенческие учебные и выпускные квалификационные. Общие требования и правила оформления текстовых документов.
Приложение А
(справочное)
Таблица 1.2 – Статистические данные по затратам времени на технологические операции магнитопорошкового контроля оси колесной пары
|
№
|
Операции
|
Средства
контроля и инструмент
|
Время, в сек. Номера осей (условные)
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
1
|
КП на позицию контроля подать
|
Повторное устройство с пневмоприводном
|
4
|
8
|
14
|
8
|
6
|
7
|
9
|
8
|
6
|
5
|
7
|
|
2
|
Контролируемую поверхность очистить и осмотреть, переместить соленоид к ступице одного из колес
|
Металлическая щетка, лупа
|
50
|
36
|
48
|
56
|
53
|
50
|
52
|
59
|
37
|
42
|
55
|
|
3
|
Ось разметить на 5 равных частей мелом по окружности (72 градуса)
|
Мел
|
4
|
3
|
7
|
5
|
8
|
6
|
9
|
4
|
4
|
3
|
7
|
|
4
|
Магнитный индикатор нанести, включить соленоид и переместить к противоположной ступице, осмотр
|
Дефектоскоп МД-13 ПР, распыли- тель, магнитный индикатор, лупа
|
15
|
22
|
24
|
33
|
16
|
27
|
18
|
27
|
19
|
23
|
36
|
|
5
|
Поворот на 72 градуса
|
Повторное устройство с пневмоприводном
|
4
|
2
|
2
|
3
|
8
|
5
|
11
|
6
|
7
|
10
|
3
|
|
6
|
Магнитный индикатор нанести, соленоид переместить к противоположной ступице, осмотр
|
Дефектоскоп МД-13 ПР, распыли- тель, магнитный индикатор, лупа
|
12
|
18
|
27
|
14
|
25
|
24
|
19
|
30
|
29
|
15
|
16
|
|
|
|
Продолжение таблицы 1.2
|
|
№
|
Операции
|
Средства
контроля и инструмент
|
Время, в сек. Номера осей (условные)
|
|
7
|
Поворот на 72 градуса
|
Повторное устройство с пневмоприводном
|
3
|
8
|
5
|
6
|
3
|
4
|
9
|
8
|
3
|
5
|
6
|
|
8
|
Магнитный индикатор нанести, соленоид переместить к противоположной ступице, осмотр
|
Дефектоскоп МД-13 ПР, распыли- тель, магнитный индикатор, лупа
|
28
|
33
|
36
|
24
|
18
|
16
|
27
|
22
|
23
|
24
|
25
|
|
9
|
Поворот на 72 градуса
|
Повторное устройство с пневмоприводном
|
6
|
4
|
3
|
7
|
4
|
5
|
6
|
3
|
9
|
11
|
5
|
|
10
|
Магнитный индикатор нанести, соленоид переместить к противоположной ступице, осмотр
|
Дефектоскоп МД-13 ПР, распыли-тель, магнитный индикатор, лупа
|
17
|
24
|
15
|
21
|
34
|
25
|
19
|
26
|
32
|
27
|
22
|
|
11
|
Поворот на 72 градуса
|
Повторное устройство с пневмоприводном
|
3
|
5
|
7
|
4
|
9
|
3
|
5
|
6
|
4
|
7
|
9
|
|
12
|
Магнитный индикатор нанести, соленоид переместить к противоположной ступице, осмотр
|
Дефектоскоп МД-13 ПР, распыли-тель, магнитный индикатор, лупа
|
16
|
21
|
22
|
26
|
15
|
38
|
19
|
25
|
29
|
32
|
17
|
|
13
|
Соленоид переместить к оси и выключить
|
|
3
|
7
|
12
|
20
|
9
|
7
|
19
|
7
|
6
|
4
|
16
|
|
14
|
Суммарное время
|
|
2,7
|
3,1
|
3,7
|
3,7
|
3,4
|
3,6
|
3,7
|
3,8
|
3,4
|
3,4
|
3,7
|
Продолжение таблицы 1.2
|
№ опера-ции
|
Время, в сек. Номера осей (условные)
|
|
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
23
|
24
|
|
1
|
14
|
4
|
6
|
15
|
13
|
20
|
7
|
5
|
6
|
19
|
5
|
6
|
7
|
|
2
|
50
|
36
|
70
|
46
|
53
|
50
|
67
|
55
|
52
|
38
|
42
|
73
|
62
|
|
3
|
6
|
8
|
3
|
7
|
9
|
11
|
15
|
3
|
4
|
9
|
7
|
6
|
9
|
|
4
|
33
|
28
|
15
|
34
|
12
|
19
|
28
|
40
|
55
|
38
|
27
|
31
|
27
|
|
5
|
9
|
8
|
12
|
5
|
6
|
4
|
25
|
6
|
7
|
9
|
10
|
9
|
9
|
|
6
|
33
|
22
|
28
|
36
|
29
|
19
|
45
|
23
|
39
|
18
|
22
|
31
|
17
|
|
7
|
3
|
9
|
4
|
5
|
6
|
4
|
9
|
7
|
10
|
5
|
6
|
3
|
8
|
|
8
|
28
|
33
|
22
|
24
|
18
|
16
|
50
|
17
|
23
|
34
|
25
|
28
|
33
|
|
9
|
6
|
4
|
3
|
7
|
9
|
5
|
10
|
6
|
13
|
11
|
5
|
5
|
5
|
|
10
|
33
|
14
|
15
|
21
|
34
|
25
|
62
|
26
|
32
|
25
|
22
|
19
|
20
|
|
11
|
6
|
4
|
12
|
5
|
7
|
9
|
25
|
3
|
9
|
5
|
5
|
15
|
8
|
|
12
|
38
|
30
|
22
|
26
|
15
|
38
|
53
|
25
|
28
|
35
|
19
|
40
|
25
|
|
13
|
18
|
6
|
9
|
7
|
10
|
6
|
13
|
8
|
7
|
6
|
8
|
4
|
8
|
|
14
|
4,62
|
3,43
|
3,68
|
3,97
|
3,68
|
3,77
|
6,82
|
3,73
|
4,75
|
4,20
|
3,38
|
4,50
|
3,97
|
Продолжение таблицы 1.2
|
№ опера-ции
|
Время, в сек. Номера осей (условные)
|
|
|
25
|
26
|
27
|
28
|
29
|
30
|
31
|
32
|
33
|
34
|
35
|
36
|
37
|
|
1
|
12
|
9
|
10
|
18
|
9
|
7
|
5
|
11
|
7
|
9
|
6
|
18
|
12
|
|
2
|
49
|
59
|
61
|
45
|
53
|
57
|
54
|
60
|
59
|
73
|
62
|
49
|
58
|
|
3
|
5
|
12
|
6
|
8
|
11
|
4
|
7
|
9
|
7
|
4
|
5
|
3
|
6
|
|
4
|
29
|
32
|
41
|
19
|
28
|
40
|
42
|
38
|
27
|
28
|
31
|
45
|
32
|
|
5
|
5
|
10
|
7
|
8
|
4
|
6
|
7
|
9
|
6
|
9
|
8
|
11
|
6
|
|
6
|
28
|
33
|
29
|
24
|
16
|
28
|
35
|
25
|
23
|
22
|
17
|
31
|
52
|
|
7
|
6
|
7
|
5
|
8
|
10
|
13
|
16
|
4
|
6
|
7
|
9
|
6
|
8
|
|
8
|
27
|
26
|
30
|
19
|
20
|
25
|
23
|
37
|
40
|
33
|
29
|
24
|
46
|
|
9
|
6
|
10
|
7
|
6
|
8
|
8
|
4
|
11
|
12
|
7
|
5
|
9
|
11
|
|
10
|
23
|
24
|
35
|
17
|
41
|
26
|
29
|
28
|
34
|
32
|
25
|
26
|
30
|
|
11
|
9
|
6
|
7
|
6
|
4
|
4
|
10
|
13
|
10
|
9
|
5
|
6
|
18
|
|
12
|
29
|
22
|
31
|
19
|
35
|
46
|
28
|
24
|
36
|
31
|
29
|
27
|
47
|
|
13
|
10
|
6
|
6
|
5
|
3
|
8
|
4
|
7
|
9
|
4
|
5
|
7
|
5
|
|
14
|
3,97
|
4,27
|
4,58
|
3,37
|
4,03
|
4,53
|
4,40
|
4,60
|
4,60
|
4,47
|
3,93
|
4,37
|
5,52
|
Продолжение таблицы 1.2
|
№ опера-ции
|
Время, в сек. Номера осей (условные)
|
|
|
38
|
39
|
40
|
41
|
42
|
43
|
44
|
45
|
46
|
47
|
48
|
49
|
50
|
|
1
|
20
|
22
|
21
|
15
|
16
|
23
|
15
|
14
|
15
|
6
|
7
|
10
|
8
|
|
2
|
68
|
75
|
80
|
49
|
90
|
85
|
60
|
53
|
49
|
57
|
59
|
61
|
59
|
|
3
|
7
|
8
|
6
|
9
|
7
|
9
|
7
|
9
|
10
|
8
|
6
|
7
|
6
|
|
4
|
75
|
58
|
68
|
62
|
75
|
76
|
30
|
29
|
24
|
19
|
22
|
23
|
37
|
|
5
|
7
|
12
|
18
|
16
|
17
|
15
|
13
|
7
|
6
|
10
|
9
|
9
|
7
|
|
6
|
76
|
75
|
68
|
73
|
63
|
69
|
33
|
31
|
20
|
23
|
28
|
37
|
41
|
|
7
|
8
|
11
|
10
|
9
|
7
|
12
|
8
|
11
|
9
|
5
|
7
|
6
|
12
|
|
8
|
66
|
71
|
71
|
62
|
76
|
69
|
31
|
29
|
37
|
20
|
26
|
18
|
37
|
|
9
|
9
|
10
|
7
|
6
|
8
|
8
|
13
|
8
|
6
|
4
|
8
|
11
|
7
|
|
10
|
69
|
72
|
70
|
60
|
64
|
72
|
38
|
34
|
30
|
29
|
24
|
27
|
54
|
|
11
|
14
|
10
|
9
|
12
|
8
|
11
|
6
|
8
|
11
|
7
|
9
|
10
|
13
|
|
12
|
79
|
72
|
67
|
68
|
56
|
61
|
41
|
33
|
35
|
29
|
24
|
38
|
26
|
|
13
|
13
|
12
|
14
|
10
|
9
|
9
|
5
|
6
|
4
|
7
|
8
|
9
|
6
|
|
14
|
8,52
|
8,47
|
8,48
|
7,52
|
8,27
|
8,65
|
5,00
|
4,53
|
4,27
|
3,73
|
3,95
|
4,43
|
5,22
|
Продолжение таблицы 1.2
|
№ опера-ции
|
Время, в сек. Номера осей (условные)
|
|
|
51
|
52
|
53
|
54
|
55
|
56
|
57
|
58
|
59
|
60
|
61
|
62
|
63
|
|
1
|
20
|
21
|
19
|
18
|
21
|
20
|
17
|
16
|
18
|
19
|
19
|
17
|
7
|
|
2
|
91
|
89
|
80
|
79
|
86
|
84
|
89
|
87
|
91
|
55
|
75
|
74
|
83
|
|
3
|
8
|
7
|
8
|
9
|
11
|
8
|
7
|
9
|
10
|
8
|
6
|
11
|
13
|
|
4
|
76
|
77
|
74
|
69
|
74
|
68
|
73
|
70
|
64
|
63
|
72
|
78
|
63
|
|
5
|
7
|
7
|
8
|
11
|
9
|
9
|
10
|
12
|
14
|
15
|
20
|
9
|
12
|
|
6
|
76
|
91
|
85
|
87
|
90
|
85
|
86
|
93
|
80
|
61
|
75
|
64
|
73
|
|
7
|
9
|
11
|
8
|
10
|
8
|
9
|
9
|
10
|
11
|
6
|
8
|
9
|
9
|
|
8
|
91
|
85
|
86
|
91
|
76
|
74
|
69
|
84
|
63
|
78
|
61
|
59
|
66
|
|
9
|
9
|
7
|
9
|
10
|
13
|
15
|
10
|
7
|
11
|
14
|
16
|
9
|
11
|
|
10
|
86
|
87
|
94
|
83
|
79
|
75
|
81
|
87
|
82
|
57
|
62
|
76
|
84
|
|
11
|
6
|
11
|
10
|
11
|
10
|
8
|
8
|
9
|
9
|
7
|
11
|
6
|
7
|
|
12
|
93
|
76
|
84
|
86
|
74
|
73
|
94
|
81
|
65
|
74
|
76
|
69
|
73
|
|
13
|
14
|
13
|
13
|
10
|
12
|
12
|
11
|
10
|
12
|
11
|
10
|
7
|
8
|
|
14
|
9,77
|
9,70
|
9,63
|
9,57
|
9,38
|
9,00
|
9,40
|
9,58
|
8,83
|
7,80
|
8,52
|
8,13
|
8,48
|
Продолжение таблицы 1.2
|
№ опера-ции
|
Время, в сек. Номера осей (условные)
|
|
|
64
|
65
|
66
|
67
|
68
|
69
|
70
|
71
|
72
|
73
|
74
|
75
|
76
|
|
1
|
9
|
13
|
11
|
8
|
10
|
8
|
7
|
12
|
14
|
9
|
22
|
19
|
18
|
|
2
|
73
|
85
|
56
|
50
|
72
|
62
|
59
|
61
|
57
|
64
|
84
|
82
|
80
|
|
3
|
4
|
5
|
7
|
6
|
10
|
8
|
6
|
5
|
11
|
9
|
9
|
7
|
7
|
|
4
|
28
|
35
|
48
|
75
|
61
|
46
|
32
|
28
|
46
|
54
|
69
|
68
|
72
|
|
5
|
9
|
11
|
8
|
6
|
10
|
7
|
6
|
7
|
12
|
7
|
11
|
7
|
10
|
|
6
|
22
|
54
|
34
|
29
|
61
|
57
|
40
|
57
|
38
|
80
|
86
|
85
|
90
|
|
7
|
7
|
7
|
10
|
6
|
6
|
9
|
12
|
8
|
5
|
13
|
8
|
8
|
11
|
|
8
|
33
|
45
|
61
|
42
|
55
|
40
|
37
|
64
|
53
|
34
|
83
|
90
|
87
|
|
9
|
7
|
8
|
15
|
12
|
6
|
9
|
11
|
12
|
10
|
8
|
8
|
9
|
11
|
|
10
|
32
|
57
|
80
|
46
|
71
|
61
|
49
|
54
|
59
|
63
|
91
|
86
|
84
|
|
11
|
9
|
10
|
13
|
11
|
9
|
7
|
8
|
6
|
7
|
10
|
13
|
7
|
6
|
|
12
|
31
|
47
|
51
|
32
|
59
|
83
|
72
|
64
|
66
|
52
|
83
|
85
|
90
|
|
13
|
4
|
7
|
8
|
6
|
5
|
5
|
10
|
9
|
7
|
6
|
9
|
11
|
8
|
|
14
|
4,47
|
6,40
|
6,70
|
5,48
|
7,25
|
6,70
|
5,82
|
6,45
|
6,42
|
6,82
|
9,60
|
9,40
|
9,57
|
Окончание таблицы 1.2
|
№ опера-ции
|
Время, в сек. Номера осей (условные)
|
|
|
77
|
78
|
79
|
80
|
81
|
82
|
83
|
84
|
85
|
86
|
87
|
88
|
89
|
|
1
|
14
|
14
|
10
|
9
|
11
|
13
|
12
|
8
|
14
|
7
|
7
|
24
|
6
|
|
2
|
78
|
61
|
54
|
77
|
55
|
45
|
46
|
68
|
73
|
81
|
65
|
71
|
70
|
|
3
|
8
|
10
|
7
|
7
|
11
|
6
|
9
|
11
|
8
|
8
|
12
|
9
|
7
|
|
4
|
71
|
60
|
54
|
49
|
51
|
68
|
73
|
55
|
58
|
69
|
61
|
91
|
57
|
|
5
|
11
|
10
|
11
|
8
|
8
|
9
|
7
|
13
|
9
|
10
|
7
|
12
|
9
|
|
6
|
49
|
55
|
51
|
73
|
64
|
61
|
76
|
84
|
79
|
67
|
61
|
77
|
42
|
|
7
|
11
|
13
|
9
|
10
|
7
|
7
|
13
|
19
|
8
|
10
|
6
|
14
|
11
|
|
8
|
60
|
58
|
47
|
41
|
61
|
57
|
76
|
77
|
46
|
53
|
58
|
55
|
62
|
|
9
|
9
|
11
|
6
|
16
|
7
|
8
|
9
|
10
|
13
|
12
|
10
|
9
|
7
|
|
10
|
71
|
65
|
63
|
49
|
58
|
72
|
61
|
72
|
53
|
61
|
64
|
71
|
40
|
|
11
|
10
|
8
|
8
|
6
|
13
|
7
|
6
|
8
|
6
|
12
|
11
|
12
|
11
|
|
12
|
71
|
50
|
62
|
59
|
60
|
76
|
89
|
63
|
64
|
68
|
72
|
39
|
70
|
|
13
|
15
|
19
|
14
|
15
|
16
|
17
|
15
|
9
|
10
|
18
|
16
|
6
|
8
|
|
14
|
7,97
|
7,23
|
6,60
|
6,98
|
7,03
|
7,43
|
8,20
|
8,28
|
7,35
|
7,93
|
7,50
|
8,17
|
6,67
|
Приложение Б
(справочное)
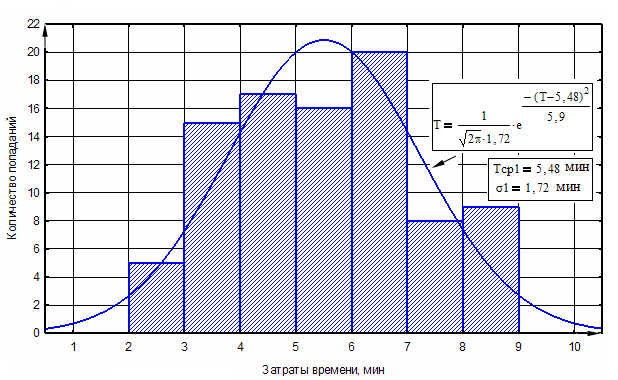
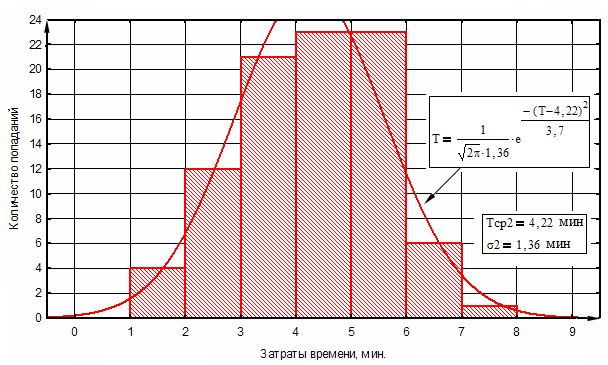
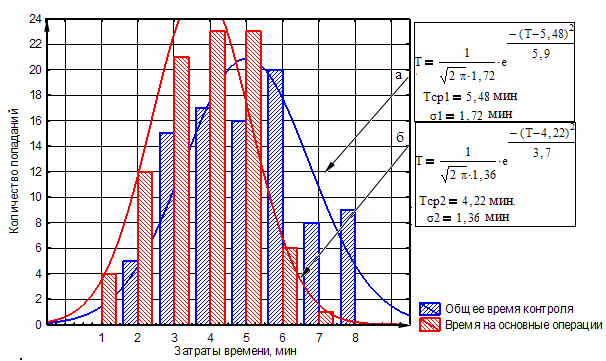
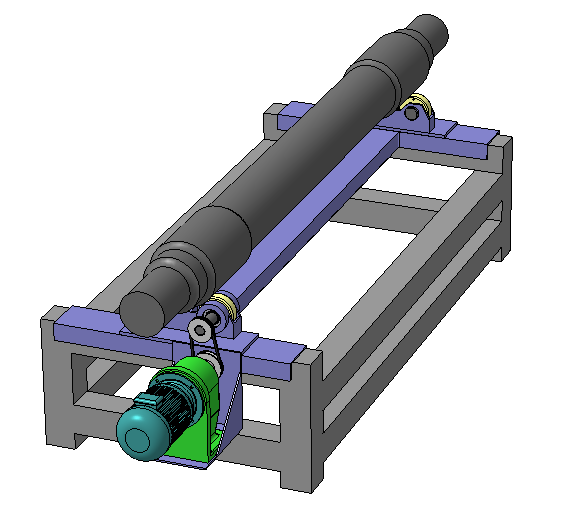
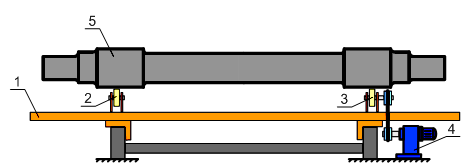
АВТОМАТИЗРОВАННАЯ УСТАНОВКА МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ОСИ КОЛЕСНОЙ ПАРЫ