ОРГАНИЗАЦИЯ РЕМОНТА КОЛЕСНЫХ ПАР В ВАГОННО-РЕМОНТНОМ ДЕПО СТ. МОСКОВКА
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение
высшего профессионального образования
Омский государственный университет путей сообщения (ОмГУПС)
Кафедра «Вагоны и вагонное хозяйство»
К защите допустить
Заведующий кафедрой
«Вагоны и вагонное хозяйство»
В. П. Клюка
«____» ______________ 2009 г.
ОРГАНИЗАЦИЯ РЕМОНТА КОЛЕСНЫХ ПАР В ВАГОННО-РЕМОНТНОМ ДЕПО СТ. МОСКОВКА
Пояснительная записка к дипломному проекту
ИНМВ.124194.000 ПЗ
СОГЛАСОВАНО
Консультант по экономике – Студентка гр. 14Б
доцент кафедры ЭЖТ и УК механического факультета
Г. И. Акользина Ю. В. Устюжанина «____» ____________ 2009 г. «____» _____________ 2009 г.
Консультант по безопасности Руководитель –
жизнедеятельности – доцент кафедры
старший преподаватель «Вагоны и вагонное хозяйство»
кафедры БЖ и Э
Л. Я. Уфимцева Г. И. Давыдов «____» ____________ 2009 г. «____» ______________ 2009 г.
Нормоконтроль –
доцент кафедры «Вагоны и
вагонное хозяйство»
В. Е. Загребельный
«____»_____________ 2009 г.
Омск 2009
ОМСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ
Механический факультет Кафедра «Вагоны и вагонное хозяйство»
Специальность 190302 «Вагоны»
УТВЕРЖДАЮ
Заведующий кафедрой
В. П. Клюка
«____» ________ 2009 г.
ЗАДАНИЕ
на дипломный проект студентки
Устюжаниной Юлии Валерьевны
1.Тема проекта: «Организация ремонта колесных пар в вагонно-ремонтном депо ст. Московка»
утверждена приказом по университету от 01.04.2009 г. № 194/С.
2. Срок сдачи законченного проекта 10.06.2009 г.
3. Исходные данные к проекту:
- технологический процесс работы вагонного ремонтного депо Московка;
- статьи из журнала «Железнодорожный транспорт».
4. Содержание расчётно-пояснительной записки (перечень подлежащих разработке вопросов):
– состояние ОАО «РЖД» в настоящее время;
– организация и структура работы вагонного ремонтного депо Московка;
– организация производства вагонного ремонтного депо Московка;
– организация ремонта колесных пар;
– неисправности колесных пар;
– анализ дефектов колесных пар при поступлении в ремонт;
– неразрушающий контроль;
– исследование условий труда на участке по ремонту колесных пар;
- экономический анализ производственно-финансовой деятельности за 2007-2008 года.
5. Перечень графического материала:
Лист 1. Схема участка по ремонту колесных пар.
Лист 2. Неисправности колесных пар.
Лист 3. Анализ дефектов за 2008 год.
Лист 4. Станки колесотокарные.
Лист 5. Колесо с повышенной твердостью обода и криволинейным диском.
6. Консультанты по проекту (с указанием относящихся к ним разделов проекта):
|
Раздел
|
Консультант
|
Подпись, дата
|
|
|
|
Задание выдал
|
Задание принял
|
|
Специальная часть
|
Г. И. Давыдов
|
|
|
|
Экономическая часть
|
Г. И. Акользина
|
|
|
|
Охрана труда
|
Л. Я. Уфимцева
|
|
|
7. Дата выдачи задания «___»__________2009 г.
8. Календарный план
|
Наименование разделов дипломного проекта
|
Срок исполнения
|
Примечание
|
|
Общая часть проекта
|
25.03.2009 г.
|
|
|
Специальная часть проекта
|
10.05.2009 г.
|
|
|
Экономическая часть проекта
|
24.05.2009 г.
|
|
|
Охрана труда
|
02.06.2009 г.
|
|
|
Оформление и утверждение
|
10.06.2009 г.
|
|
Студентка-дипломница ____________________ Ю.В. Устюжанина
Руководитель проекта______________________ Г. И. Давыдов
Реферат
УДК 629.44
Дипломный проект содержит 96 страниц, 41 рисунок, 10 таблиц, 9 источников, 3 приложения, 5 листов графического материала.
Грузовое вагонное депо, участок по ремонту колесных пар, колесные пары, роликовые буксы, ремонт, оборудование, безопасность движения, стратегия ремонта, техническое обслуживание.
Объектом исследования дипломного проекта является организация работы участка по ремонту колесных пар вагонного ремонтного депо.
Цель выполнения дипломного проекта – улучшить качество ремонта для надежной и долговечной работы колесных пар.
В ходе выполнения дипломного проекта были изучены технологические процессы работы участка по ремонту колесных пар, участка деповского ремонта вагонов вагонного ремонтного депо Московка, проанализировано состояние оборудования депо, рассмотрена организация технического обслуживания оборудования с анализом его работы, стратегии ремонта и качества ремонта.
Расследование показало, что действующая система ремонта и обслуживания колесных пар неэффективна. На практике до настоящего времени не реализовано ни одного технического решения, которое позволило бы обеспечить надежный контроль колеса в эксплуатации. На сегодня основными инструментами, которыми вооружен осмотрщик вагонов, были и остаются молоток и зрение.
В результате были установлено, что на самый главный вопрос как продлить жизнь колеса, повысить его надежность четкого ответа пока не получено. Выявлены некоторые направления по улучшению качества ремонта колесных пар. Эффективность данных методов организации работы участка по ремонту колесных пар определяется повышением качества изготовления элементов колесных пар, а также повышением качества контроля за выполнением технологического процесса.
Дипломный проект выполнен в текстовом редакторе Microsoft Word 2003 и представлен на диске в конверте на обороте обложки.
Содержание
Введение ………………………………………………………………………………. 7
1. Состояние ОАО «РЖД» в настоящее время …..……………………………….… 8
1.1 Общие положения …………………………………………………………….. 8
1.2 Итоги реформирования …………………………………………………….... 11
1.3 Производственно-экономические результаты ……………………………... 12
1.4 Финансовые показатели компании …………………………………………. 13
1.5 Инвестиционная программа ………………………………………………… 14
1.6 Инновационные технологии ………………………………………………… 15
1.7 Социальная политика компании ……………………………………………. 15
1.8 Задачи на 2009 год …………………………………………………………… 17
2. Организация и структура работы вагонного ремонтного депо Московка …..... 19
2.1 Организация работы ………………………………………………………..... 19
2.2 Структура работы …………………………………………………………..... 20
2.2.1 Участок деповского ремонта вагонов ……………………………..… 20
2.2.2 Участок по ремонту колесных пар …………………………………... 21
2.2.3 Участок по ремонту и изготовлению запчастей и деталей ……….... 22
2.2.4 Автоконтрольный пункт ……………………………………………... 24
2.3 Генеральный план ………………………………………………………….... 25
3 Организация производства вагонного ремонтного депо Московка …………… 27
3.1 Основные принципы организации производства ………………………….. 27
3.2 Режим работы ……………………………………………………………...… 27
3.3 Ремонт вагонов ………………………………………………………………. 27
4 Организация ремонта колесных пар ………………………………………...…… 30
4.1 Назначение, состав и техническая характеристика участка по ремонту колесных пар …………………………………………………………………………… 30
4.2 Организация труда на участке по ремонту колесных пар ………………… 30
4.3 Ремонт колесных пар ………………………………………………………... 31
4.4 Размещение оборудования на участке по ремонту колесных пар ……….. 34
4.5 Расчет оборудования участка по ремонту колесных пар ………………..... 35
4.6 Пути увеличения надежности и долговечности колесных пар …………… 35
5 Неисправности колесных пар ……………………………………………………... 37
5.1 Неисправности осей колесных пар ………………………………………… 37
5.2 Неисправности колес ………………………………………………………... 40
5.3 Буксы с роликовыми подшипниками и их неисправности ………………... 48
5.4 Технические новинки разработанные в России …………………………... 51
6 Анализ дефектов колесных пар при поступлении в ремонт ………………….... 55
7 Неразрушающий контроль ……………………………………………………….. 59
8. Исследование условий труда на участке по ремонту колесных пар ………….. 63
8.1 Обеспечение безопасности труда в производственном процессе ……….. 63
8.2 Обеспечение безопасности труда в конструкции производственного оборудования ………………………………………………………………………………. 64
8.3 Анализ санитарно-гигиенической обстановки …………………………….. 65
8.4 Организационно-технические мероприятия по нормализации условий труда ……………………………………………………………………………………... 67
9. Экономический анализ производственно-финансовой деятельности за 2007-2008 года ……………………………………………………………………………... 70
9.1 Объемные и качественные показатели работы …………………………..... 70
9.2 Показатели по труду и заработной плате …………………………………... 77
9.3 Эксплуатационные расходы ………………………………………………… 80
9.4 Себестоимость ……………………………………………………………….. 85
Заключение …………………………………………………………………………... 89
Библиографический список ………………………………………………………… 90
Приложение А Схема генерального плана ВЧД-3 ………………………………... 91
Приложение Б Детали колесных пар, подлежащие неразрушающему контролю 92
Приложение В Перечень оборудования на участке по ремонту колесных пар … 94
Приложение Г Уменьшенные копии документов ..……………………………..… 97
В конверте после приложений:
диск CD-RW 700 MB. Дипломный проект.
Файл в формате Microsoft Word 2003.
Демонстрационные листы:
Схема участка по ремонту колесных пар ..………………………………… лист 1
Неисправности колесных пар …..…………………………………………... лист 2
Анализ дефектов за 2008 год ………………….……………………………. лист 3
Станки колесотокарные …………..………………………………………… лист 4
Колесо с повышенной твердостью обода и криволинейным диском …..... лист 5
Введение
В настоящее время по сети дорог уменьшен такой эксплуатационный показатель работы вагонного хозяйства, как число случаев брака (12 % по сравнению с 2007 г.). Улучшилось качество ремонта вагонов и снижено количество отцепок вагонов в текущий отцепочный ремонт (6 %). Это позволяет обеспечить растущие объемы грузовых перевозок и безопасность движения.
С 2006 г. на российские железные дороги начали поступать колеса повышенного качества и твердости. Это позволило снизить количество обточек колесных пар в межремонтный период эксплуатации грузовых вагонов.
У тележек, имеющих нагрузку на ось колесной пары 25 тс и более, диски упрочненных колес изготавливаются S-образного профиля. Благодаря этому воздействие вагонов на путь не увеличивается.
Срок службы колес можно продлить за счет уменьшения числа обточек и толщины снимаемого слоя металла при каждой обточке.
1 Состояние ОАО «РЖД» в настоящее время
В Москве 23-24 декабря состоялось расширенное заседание Правления ОАО «РЖД», на котором были подведены итоги работы компании в 2008 г. и определены приоритетные задачи на 2009 г. В докладах и выступлениях участников заседания отмечалось что, несмотря на мировой финансовый кризис и спад перевозок 2008 г. стал для компании в целом неплохим, многого удалось добиться. Достигнут весомый прирост грузооборота, успешно работал пассажирский комплекс, обеспечен заметный рост производительности труда, ускорено выполнение инвестиционных программ, есть немало достижений в инновационном развитии железных дорог. Улучшены такие важные качественные показатели, как оборот вагона, вес поезда, производительность локомотива. Плодотворно развивается взаимодействие ОАО «РЖД» с федеральными и региональными органами власти, международное сотрудничество. Целенаправленно реализуется социальная политика компании, в том числе молодежная программа. Президентом, правительством страны, а также бизнес-сообществом, международными экспертами высоко оценены результаты, достигнутые в ходе реформы отрасли, и процесс преобразований продолжается. Прошедший год войдет в историю и как год утверждения Стратегии развития железнодорожного транспорта в Российской Федерации до 2030 года. В условиях экономического спада 2009 г. станет непростым испытанием для компании, но есть уверенность, что намеченные Правлением меры и поддержка государства позволят ОАО «РЖД» достойно преодолеть трудности и обеспечить надежное транспортное обслуживание экономики и населения страны.
1.1 Общие положения
Работа ОАО «РЖД» в 2008 г. была направлена на достижение устойчивого и эффективного развития компании в целях обеспечения транспортного обслуживания экономики и населения страны, развития реформы отрасли и создания долгосрочных инфраструктурных условий для инновационного развития России. Все это, безусловно, соответствует задачам, поставленным руководством государства перед экономикой страны и компанией.
В уходящем году заложены основы стратегического развития Российских железных дорог на долгосрочную перспективу. Знаковым событием стало утверждение правительством страны Стратегии развитие железнодорожного транспорта в Российской Федерации до 2030 г. - первой в стране программы такого горизонта и масштаба, с принятием которой появилась возможность выстраивать работу ориентируясь на десятилетие вперед. Стоит особо подчеркнуть, что проект Стратегии готовился публично, рассматривался на Железнодорожном съезде и получил высокую оценку руководителей государства, регионов и бизнес-сообщества.
Правительством, утверждена также федеральная целевая программа «Развитие транспортной системы России (2010-2015 годы)», подпрограмме «Железнодорожный транспорт» которой является важнейшим инструментом реализации первого этапа Стратегии.
Приоритетными направлениями деятельности компании в 2008 г. были повышение инновационности, конкурентоспособности и социальной ответственности бизнеса, включая и такое важнейшее направление, как повышение экологичности в деятельности компании.
При этом во все, что делается, происходит учет 170-летних традиций российских железных дорог, осознавая ответственность перед государством и обществом, используя мировой опыт с учетом особенностей нашей страны и, конечно же, опираясь на высокопрофессиональную, добросовестную работу железнодорожников.
Несмотря на вызванный мировым кризисом спад перевозок в IV квартале, компания выполнила в целом по году рекордные объемы грузооборота (2,4 трлн. ткм) и пассажирооборота (свыше 175 млрд. пассажиро-км), открыла десятки новых маршрутов как пассажирских, так и грузовых поездов, вышла на зарубежные рынки.
Компания обеспечила значимое повышение производительности труда и качества использования подвижного состава. Существенно увеличены темпы обновления производственной базы. Осуществлен целый ряд прорывных шагов в сфере технических и технологических инноваций. Повышена реальная заработная плата и уровень социальной защищенности железнодорожников.
К сожалению, объемы перевозок и, как следствие, финансовые показатели компании в IV квартале оказались под негативным воздействием мирового кризиса. Уже во второй половине октября началось резкое сокращение производства и погрузки металлургической продукции, сырья для ее производства, затем - удобрений, промышленного сырья и других грузов. В декабре спад погрузки достиг около 26%, а по черным металлам и железной руде - примерно 40%.
Следует отметить, что компания при первых же признаках спада стала реализовывать меры, направленные на стабилизацию ситуации, создание грузовладельцам наилучших условий для сбыта своей продукции, представила информацию в профильные министерства, а также в Министерство экономического развития для принятия соответствующих решений. В числе этих мер - ускорение процедуры оформления заявок на перевозки и формирование более удобных для грузоотправителей условий их оплаты, реализация конкретных шагов по освоению новых рынков сбыта.
Приоритетной задачей остается поддержание высокой готовности инфраструктуры и подвижного состава. В настоящий момент пропускные и провозные мощности Российских железных дорог готовы к восстановлению объемов перевозок. Именно этого требуют интересы экономики, общества, государства.
В условиях возникшего избытка вагонного парка компания активизировала взаимодействие с грузовладельцами и собственниками подвижного состава для того, чтобы обеспечить эффективное использование вагонов всех видов собственности. Вместе с такими крупнейшими компаниями страны, как «Кузбассразрезуголь», «Базовый элемент», «Мечел», «СУЭК», «ММК» и «ЕвразХолдинг», компания приходит к единому мнению о необходимости осуществления перевозчиком единого планирования и диспетчеризации работы всего парка подвижного состава независимо от его принадлежности. Это позволит предложить рынку комплексную услугу по перевозке и минимизировать риски, связанные с завозом сырья и вывозом готовой продукции.
Экономическим условием такой организации управления вагонным парком является, по мнению Правления компании, создание равных тарифных условий работы вагонов ОАО «РЖД» и других собственников.
Спад перевозок создает условия для того, чтобы провести санацию парка, освободившись от фактически непригодных к эксплуатации вагонов. Конечно, такое решение должно приниматься на основе технической инвентаризации. Недопустимо формально, по сроку службы, списывать реально годные к эксплуатации вагоны. Уже сейчас ОАО «РЖД» готовиться к выходу из кризиса и исключить риски необеспечения перевозок вагонами в ходе восстановления нормального ритма экономики страны.
Существует 2 черты любого кризиса. С одной стороны, это, конечно, риски, опасности, потери. Но с другой - это новые возможности. Поэтому компания должна использовать кризисную ситуацию для формирования нового качества и повышения эффективности работы, новых корпоративных ценностей.
На основе управления качеством транспортного обслуживания должна максимально диверсифицироваться деятельность компании в сфере грузовых перевозок. Прежде всего, необходимо создать низкозатратные технологии ритмичного обслуживания основных клиентов - крупных отправителей массовых грузов, а это маршрутные поезда, удлиненные плечи обслуживания, максимально возможная загрузка вагонов в порожнем направлении. Необходимо увеличить долю грузовых перевозок сельскохозяйственных грузов, продукции пищевой промышленности, обладающих высоким текущим спросом, на деле организовать эффективное транспортное обслуживание мелких и средних клиентов.
И, наконец, важнейшая задача - обеспечение прорывного повышения качества контейнерных перевозок на основе активной реализации логистических проектов и системы графикового обращения контейнерных поездов. Анализ рынка показывает, что это даст существенное увеличение объемов перевозок.
Таким образом, в условиях кризиса нужно переосмыслить работу на рынке, на деле перейти от освоения предъявляемых объемов перевозок к привлечению всех потенциальных объемов. Надо не просто удовлетворять спрос, а формировать его на основе адресной работы с клиентами и реализации инновационных проектов.
Новая создаваемая система управления, должна опираться на новые методы, базирующиеся на системе управления качеством. В 2008 г. сделаны важные шаги по внедрению корпоративной системы менеджмента качества. На основе лучшей мировой практики, экспериментов на дорогах разрабатываются внутрикорпоративные стандарты и требования, которые должны стать единой моделью качества для всех бизнес-подразделений ОАО «РЖД». В сегодняшних сложных экономических условиях система менеджмента качества должна стать реальным инструментом по превращению ОАО «РЖД» в высокоэффективную и клиентоориентированную компанию.
Важнейшая составляющая этой работы - принципиально новый подход к системе обеспечения безопасности движения. Нужно перейти от системы фиксирования браков с последующим выявлением причин нарушений к системе предупреждения аварий, основанной на постоянном контроле технологии и техническом аудите.
Одна из ключевых целей разработки и внедрения системы управления качеством — оптимизация издержек компании, прежде всего за счет ликвидации избыточных затрат ресурсов на реализацию технологических процессов.
1.2 Итоги реформирования
В текущем году исполнилось десять лет с начала реформирования железнодорожного транспорта России. Результаты, достигнутые в ходе реформы, высоко оценены и президентом, и правительством страны, а также международными экспертами.
Прежде всего, произошли существенные изменения в корпоративной культуре, принципах работы. ОАО «РЖД» становится рыночноориентированной компанией, нацеленной на качественное удовлетворение потребностей клиентов, рост эффективности и повышение глобальной конкурентоспособности.
Большая работа проведена в сфере хозяйственного обособления видов бизнеса и построения холдинга. В процессе структурного реформирования компании создано 57 дочерних обществ (ДЗО), в том числе в текущем году Советом директоров приняты решения о создании еще десяти ДЗО.
Существенные изменения произошли в системе управления ОАО «РЖД». Созданы и успешно работают Центральные дирекции по ремонту грузовых вагонов, ремонту пути, Федеральная пассажирская дирекция, Дирекция железнодорожных вокзалов.
Утверждена Концепция новой системы управления.
Компания начала получать реальный финансовый эффект от проводимых реформ.
Правлением ОАО «РЖД» одобрены Концепция эффективного использования и развития железнодорожных вокзалов, Программа развития пригородного пассажирского комплекса до 2015 г., Советом директоров утверждены концепции реформирования пассажирского комплекса дальнего следования, комплекса санаторно-курортных и оздоровительных учреждений.
Межведомственная комиссия по вопросам структурной реформы одобрила Концепцию создания Федеральной пассажирской компании в качестве дочернего общества ОАО «РЖД». Основой для дальнейшего повышения эффективности пассажирского комплекса должна стать совместная с государственными структурами разработка модели заказа на социально значимые перевозки пассажиров по регулируемым тарифам.
В 2009 г. необходимо сделать следующие важнейшие шаги в области реформирования и корпоративного строительства. Прежде всего надо завершить разработку и утвердить Стратегию развития и целевых параметров холдинга «РЖД» на период до 2015 г. и основных перспектив его развития на период до 2030 г. Следует обеспечить привлечение инвестиций за счет продажи акций дочерних и зависимых обществ на сумму не менее 17 млрд. руб.
Задачей ОАО «РЖД» является построение эффективной системы управления холдингом путем более четкого выделения корпоративного центра, формирования дирекций по видам деятельности и реализации пилотных проектов на Красноярском и Октябрьской железных дорогах как опытных полигонах реформирования.
Обеспечение реализации третьего этапа реформирования отрасли. Для этого необходимо на высоком уровне провести работу по созданию дочерних обществ в рамках принятых решений. Кроме того, надо завершить выработку модели реформирования в путевом комплексе, социальной сфере, пригородных перевозках, а также обеспечить развитие перспективных видов бизнеса и диверсификацию деятельности компании с целью минимизации рисков в условиях снижения доходов от перевозок.
Весьма важно завершить работу по совершенствованию нормативно-правовой базы, предусмотрев дерегулирование конкурентных секторов рынка, создание условий для инвестиционного развития и эффективного управления имуществом железнодорожного транспорта. Естественно, это можно делать только при поддержке и в соответствии с решениями, принимаемыми государственными органами власти. В этой работе необходимо углублять сотрудничество с законодательными органами власти, ключевыми министерствами и ведомствами, с правоохранительными органами.
1.3 Производственно-экономические результаты
Останавливаясь на производственно-экономических результатах деятельности компании, следует отметить, что кризис не позволил достичь тех рубежей, на которые были ориентиры. Погрузка снижена на 3%. Рост грузооборота, хотя и составил 5,2%, существенно ниже, чем планировался (на 6,4%).
В то же время удалось улучшить важнейшие качественные показатели использования подвижного состава: ускорен оборот грузового вагона на 1 ч, повышен вес поезда на 29 т, возросла производительность локомотива. 20 декабря впервые в истории мирового железнодорожного транспорта единичной тягой на полигоне Московской дороги. Проведен поезд весом 10 тыс. т проведен газотурбовозом, которой сделан в России. Это уникальный локомотив и уникальный результат.
В условиях кризиса нужны не просто улучшения производственных результатов, а переход на качественно новый уровень управления перевозочным процессом и транспортным обслуживанием. Для этого требуется, в хорошем рыночном смысле, повысить агрессивность маркетинга и гибкость в обслуживании потребителей транспортных услуг. В зависимости от набора качественных характеристик транспортного продукте должна варьироваться его цена.
Компания ставит целью повысить надежность доставки грузов за счет улучшения технологии перевозок, повышения уровня маршрутизации и сокращения простоев, эффективного нормирования работы подвижного состава и усиления экономических стимулов для работы по новым требованиям. Необходимо за счет формирования новой модели рынка грузовых перевозок на взаимовыгодных условиях обеспечить эффективное управление парком универсальных вагонов всех видов собственности..
В системе текущего планирования, во многом ориентированном в настоящее время на погрузку грузов как основной показатель, необходимо уделить приоритетное внимание доходности перевозок, в том числе в международном сообщении.
1.4 Финансовые показатели компании
При обеспечении безопасности и надежности перевозочного процесса главными являются финансовые показатели компании. Они напрямую зависят от объема перевозок и рационального использования всех видов ресурсов. Доходы компании от грузовых перевозок в 2008 г. возросли по сравнению с прошлым годом на 85 млрд. руб., но оказались на 53 млрд. ниже планируемых. Это последствия финансового кризиса.
На рынке пассажирских перевозок за счет гибкого реагирования на спрос удалось заработать 2 млрд. руб. сверх плана. Но очевидно, что эта прибавка несоизмерима с масштабами потерь. Поэтому главным инструментом обеспечения сбалансированности финансов компании стала оптимизация расходов по всем видам деятельности. Их удалось сократить к плану почти на 44 млрд. руб. за счет снижения цен на закупаемые ресурсы, уменьшения затрат на капитальный ремонт, оптимизации контингента и затрат на все виды ресурсов. Себестоимость перевозок снижена по сравнению с планом на 4%.
С учетом оптимизации финансовой деятельности это позволило сохранить рентабельную работу компании. Однако чистая прибыль по итогам 2008 г. составит менее 2 млрд. руб., т.е. в 6 раз меньше, чем планировалось.
Кризис заставил Правление компании пересмотреть планы на 2009 г. В условиях заявляемого грузовладельцами снижения объемов предъявления грузов к перевозке на 19% ОАО «РЖД» вынуждено было сократить плановую расчетную величину доходов компании более чем на 220 млрд. руб. Для того чтобы в этих условиях сбалансировать свою деятельность, компания должна будет сократить расходы более чем на 173 млрд. руб. от расчетной величины и получить государственную поддержку.
Для решения этой сложной задачи необходимо задействовать во всех филиалах и структурных подразделениях компании, дочерних обществах жесткие программы ресурсосбережения по всем видам ресурсов: трудовым, материальным, энергетическим и перевозочным.
Необходимо ограничить объемы капитального и текущих ремонтов на уровне, необходимом для безусловного обеспечения безопасности и надежности перевозочного процесса, а также удовлетворения спроса на перевозки, полностью исключить расходы, которые не являются приоритетными, такие как ремонт зданий, сооружении, неосновного оборудования (кроме аварийного). При этом нужно максимально сохранить объемы ремонта путей на самых грузонапряженных линиях, используя период снижения интенсивности перевозок для организации ремонтных «окон».
В 2009 г. надо реализовать снижение закупочных цен по поставкам ресурсов в среднем не менее чем на 30% и привести их к уровню не выше, чем на 31 декабря 2007г. Требуется провести конкурсные процедуры и юридические действия по снижению стоимости ремонтно-строительных работ и аутсорсинговых услуг соответственно на 30 и 10%, а также привести режим работы персонала и штатные расписания подразделений в соответствии с фактическими объемами перевозочной работы.
Необходимо обеспечить переход на долгосрочные договоры с крупнейшими поставщиками с учетом обеспечения требуемого качества, предусмотрев ритмичный график поставок и гибкий механизм ценообразования. Кроме того, требуется обеспечить в 2009 г. продажу неликвидных запасов на сумму не менее 500 млн. руб.
1.5 Инвестиционная программа
Важнейший вопрос, который приобрел характер общегосударственной задачи, – это инвестиционная деятельность компании и ее инвестиционная программа. В 2008 г. реализация инвестиционной программы осуществлялась высокими темпами. За счет всех источников проинвестировано 388 млрд. руб., что в 1,5 раза больше, чем в предшествующем году. Ввод основных фондов составил 343 млрд. руб., с ростом почти в 2 раза. Введено более 1,5 тыс. объектов, в том числе 111 км вторых и 162 км станционных путей, 193 км линий электрифицированы. Завершена реализация таких важных проектов как «Кузбасс – Северо-Запад», «Кузбасс – Дальневосточный транспортный узел», «Кузбасс – Азово-Черноморский транспортный узел», «Перевозка нефти на Китай (1 этап)», «Электрификация участка Сызрань – Сенная», «Организация скоростного пригородного сообщения Москва – Болшево», «Организация тактового движения Москва-Савеловская – аэропорт Шереметьево», «Организация пригородного сообщения Свердловск-Пассажирский – аэропорт Кольцово».
Компания значительно увеличила объемы обновления подвижного состава. На железные дороги поставлено: 461 локомотив (в 2007 г. - 313), 1042 пассажирских вагона (950), 817 вагонов электропоездов (762). С учетом дочерних компаний в 2008 г. холдинг закупил свыше 22 тыс. грузовых вагонов (в 2007 г. - 16 тыс.).
В 2009 г. планируется инвестиционная программа, состоящая из двух фаз. Первая – это программа, которую можно осуществить без государственной поддержки, - 262 млрд. руб. Вторая (государственная поддержка) будет определена в январе. При этом придется отказаться от начала реализации новых проектов, сконцентрировать ресурсы на завершении уже начатых. А стоимость инвестиционных проектов с учетом удешевления материалов и пересмотра состава работ должна быть снижена в среднем на 30% к уровню 2008 г.
В 2008 г. получили государственную поддержку проекты развития железнодорожной инфраструктуры за счет Инвестиционного фонда Российской Федерации, в частности проект тоннеля на участке Комсомольск-на-Амуре – Советская Гавань.
В условиях ограниченности финансовых ресурсов кардинально растет персональная ответственность за качество планирования и реализацию инвестиционных проектов. В 2009 г. необходимо обеспечить подготовку к реализации федеральной целевой программы «Развитие транспортной системы России (2010–2015 гг.)», активизировать работу по привлечению средств внешних инвесторов в развитие железнодорожной инфраструктуры, а также завершить проектные работы по транспортной инфраструктуре Олимпиады в г. Сочи.
1.6 Инновационные технологии
В 2008 г. многое сделано в сфере инновационного развития. Впервые в истории Российских железных дорог компания подошла к конкретной реализации высокоскоростного движения. Завершены испытания магистрального тепловоза с асинхронными тяговыми двигателями 2ТЭ25А «Витязь», стоимость жизненного цикла которого на 15 % ниже, чем у эксплуатируемых сейчас тепловозов. Создан и проходит испытания отечественный газотурбовоз. На предприятиях ЗАО «Трансмашхолдинг» идет разработка двухсистемного пассажирского электровоза ЭП20 – базовой модели унифицированной платформы электровозов нового поколения. Проходит испытания первый в России полувагон для перевозки угля с осевой нагрузкой 27 т и грузоподъемностью 83 т, что позволит снизить себестоимость перевозок на 10% и повысить провозную способность сети.
Компания уделяет большое внимание развитию современных технологий управления на базе отечественной навигационной спутниковой системы ГЛОНАСС и систем цифровой связи. В 2008 г. разработана технология спутникового мониторинга работы тяжелой ремонтной техники в «окна», позволяющая осуществлять в реальном режиме времени контроль и управление этим важнейшим и высокозатратным видом работ. Ведутся работы по созданию полностью автоматизированной системы управления движением поездов на скоростном полигоне Москва–Санкт-Петербург.
В 2008 г. с участием ОАО «РЖД» разработаны и получили общественную поддержку проекты трех базовых технических регламентов.
Инновационное развитие, основанное на единой технической политике в холдинге «РЖД», должно стать важнейшим инструментом преодоления негативных последствий кризиса и достижения долгосрочных стратегических результатов.
В 2009 г. инженерный корпус компании должен обеспечить сокращение производственных издержек не менее чем на 37 млрд. руб.
1.7 Социальная политика компании
Говоря об итогах развития и работы компании, нельзя не остановиться на вопросах социальной поддержки, социальной политики. Компания предпринимает комплексные меры по обеспечению достойного уровня благосостояния, защищенности работников, и в этом сотрудничает с профсоюзами.
В 2008 г. на обеспечение социальных гарантий, закрепленных в Коллективном договоре, направлено более 70 млрд. руб. Средний годовой объем социального пакета работников железных дорог составил 31,5 тыс. руб., для неработающих пенсионеров — 6,6 тыс. руб.
Динамично реализуется Молодежная программа. В 2006 г. проведено три региональных слета и общесетевой слет молодежи, конкурс молодежных инновационных проектов.
Для привлечении и закрепления молодых специалистов компания учредила 185 именных стипендий Мельникова и Штиглица для аспирантов и студентов вузов и техникумов, а также 500 грантов на разработку дипломных проектов по заданиям железных дорог.
Безусловно, приоритетом для компании является и забота о ветеранах железнодорожниках. Корпоративную пенсию получают более 180 тыс. пенсионеров, а ее средний размер превысил 2,7 тыс. руб. Более 530 тыс. пенсионеров железнодорожного транспорта получают выплаты через благотворительный фонд «Почет». В 2008 г. социальные выплаты для неработающих пенсионеров увеличены.
В числе задач по повышению эффективности социальной политики развитие объектов оздоровления на принципах предоставления услуг высокого качества, повышения экономической эффективности их деятельности и конкурентоспособности на рынке оздоровительных услуг, усиление адресности социальной поддержки.
Безусловно, важным направлением является развитие трудовых ресурсов, кадрового потенциала. Профессиональные, ответственные и мотивированные к труду работники – это самый ценный капитал акционерного общества, первооснова для эффективности корпоративной системы.
В 2008 г., несмотря на ухудшение динамики перевозок, компания сохранила высокие темпы прироста производительности труда - 7,6%.
За счет целенаправленных мер удалось повысить заработную плату в реальном исчислении на 13%, в декабре она превысила 24 тыс. руб. Благодаря этому впервые за последние годы стабилизирован уровень конкурентоспособности заработной платы железнодорожников на рынке труда.
Реализованы масштабные меры по развитию кадрового потенциала компании. Проведена переподготовка и повышение квалификации более 75 тыс. руководителей и специалистов, 1100 руководителей, состоящих в резерве кадров, прошли подготовку по специальным программам. На стажировки за рубежом направлено 628 человек. Начата подготовка резерва кадров из числа молодых, перспективных руководителей по программам MBА. Подготовлено около 63 тыс. рабочих, более 153 тыс. человек повысили квалификацию.
В 2008 г. укреплено руководство департаментов и филиалов, назначено более 1000 руководителей. При этом сохранена тенденция омоложения руководящих кадров. Среди руководителей и специалистов доля молодых работников в возрасте до 30 лет возросла до 23%.
Ситуация, вызванная мировым кризисом, требует проведения более глубоких мер, основанных на технических и технологических решениях. Это необходимо для сохранения достигнутого уровня заработной платы, решения задач по повышению производительности труда и сокращению издержек. Основными мерами выхода из кризиса компания считает: реализацию прогрессивных малолюдных технологии; повышение уровня механизации трудоемких производственных процессов; расширение масштаба применения аутсорсинга; применение гибких форм организации труда, таких как совмещение профессий; снижение потребности в локомотивных бригадах за счет увеличения длины и массы поездов, а также разработки нормативов для новых локомотивов для ведения поездов «в одно лицо».
1.8 Задачи на 2009 год
Главной задачей компании в 2009 г. является сохранение дееспособности, эффективности, безопасности и надежности перевозок, обеспечение потребности российской экономики и российского общества в грузовых и пассажирских перевозках. Компания должна быть клиентоориентированной, прозрачной, использовать новейшие передовые методы и технологии управления, выступать единой командой, единым комплексом как управленческим, так и производственным. Кроме того, необходимо:
1) обеспечить устойчивость и финансовую сбалансированность работы компании, реализацию мер по сокращению издержек, максимальному привлечению доходной базы и эффективном у использованию финансовых ресурсов;
2) обеспечить рациональное использование трудовых ресурсов в условиях снижения объемов перевозок за счет развития логистики и внедрения новых технологии, повышения качества производственных процессов и приведения численности персонала в соответствие с объёмами перевозок;
3) повысить качество обслуживания грузовладельцев и пассажиров за счет развития логистики, внедрения инновационных технологии транспортного обслуживания, повышения квалификации и ответственности исполнителей;
4) максимально диверсифицировать деятельность ОАО «РЖД» в сфере грузовых перевозок на основе активизации маркетинговой политики, вывода на рынок комплексных транспортных продуктов и расширения сегмента контейнерных перевозок;
5) сконцентрировать инвестиционные ресурсы на реализации пусковых объектов, проектов с участием государства и внешних инвесторов;
6) реализовать мероприятия третьего этапа структурной реформы, обеспечить создание «Федеральной пассажирской компании» и других дочерних и зависимых обществ;
7) минимизировать перекрестное субсидирование за счет формирования субъектами Российской Федерации заказа на пассажирские перевозки в пригородном сообщении, разработать нормативно-правовую базу, обеспечивающую равные условия участия холдинга «РЖД» на рынке предоставления вагонов для грузовых перевозок;
8) перейти на управление эксплуатационной работой, основанное на экономических критериях и принципах постоянного улучшения, обеспечив достижение максимальной эффективности перевозочного процесса;
9) обеспечить эффективное взаимодействие с поставщиками материальных ресурсов для ОАО «РЖД», способствующее как устойчивости объемов их производства, так и снижению цен на продукцию.
10) совершенствовать систему социальных гарантий железнодорожников на основе принципа соответствия реальному вкладу работника в корпоративный результат.
11) реализовать прорывные технологические решения, создав инновационную основу для будущего роста на новом качественном уровне [1].
2 Организация и структура работы вагонного ремонтного депо Московка
2.1 Организация работы
Вагонное депо является основным линейным предприятием вагонного хозяйства и предназначено для деповского ремонта грузовых вагонов, ремонта и комплектации узлов и деталей.
Важнейшим условием работы вагонного депо является ритмичный выпуск вагонов из ремонта при максимальном использовании производственных мощностей, высоком качестве ремонтных работ и минимальных затратах труда и материальных средств.
Первый этап проектирования вагонных депо заключается в тщательном изучении достижений науки и техники и практического опыта передовых вагоноремонтных предприятий по вопросам технического прогресса в организации и технологии ремонта вагонов.
При разработке организации технологии ремонта вагонов должны предусматриваться следующие основные принципы и условия:
1. строгое соблюдение действующих правил ремонта вагонов и технических указаний на ремонт и изготовление вагонных деталей;
2. ремонт вагонов путем замены неисправных деталей и узлов заранее отремонтированными с простоем вагонов в ремонте не более установленных норм при ритмичной работе;
3. автоматизация и комплексная механизация всех трудоемких работ путем применения автоматических конвейерных линий и механизированных комплексов, обеспечивающих повышение производительности и улучшение условий труда при высоком качестве ремонтных работ;
4. создание неснижаемого технологического запаса основных вагонных деталей и материалов;
5. организация ремонта вагонов на основе графика планирования и управления технологическим процессом;
6. своевременное составление описи работ, подлежащих выполнению;
7. полное обеспечение ремонтных бригад инструментом;
8. рациональная организация рабочего места и труда ремонтных бригад, обеспечивающая высокую производительность при строгом соблюдении правил техники безопасности и промышленной санитарии;
9. расширение специализации кооперирования, применение поточно-конвейерного метода ремонта;
10. контроль качества ремонта путем осуществления поузловой приемки работ от ремонтных бригад и внедрение методов бездефектной сдачи выполненной работы с первого предъявления.
Все эти принципы и условия тесно связаны между собой и взаимно обуславливают друг друга.
Для ремонта вагонов методом замены неисправных деталей и узлов исправные должны комплектоваться в ремонтно-заготовительных отделениях депо и подаваться в готовом виде для поставки на вагон. В вагоносборочный участок подаются следующие узлы и детали: тележки с деталями тормозной рычажной передачи, корпуса автосцепок с механизмами, поглощающие аппараты, двери полувагонов и крытых вагонов, крышки люков полувагонов, приборы автотормоза с арматурой.
Ремонт тележек грузовых вагонов в проектируемом депо должен предусматриваться в тележечном отделении, что позволяет более рационально использовать площадь вагоносборочного участка.
Вагонное депо должно быть оборудовано устройствами противопожарной защиты, пожарной и охранной сигнализацией согласно действующим нормам. Производственные участки вагонного депо, связанные с передвижением вагонов, оборудуют звуковой сигнализацией, предупреждающей персонал о предстоящих маневрах [2].
2.2 Структура работы
Для обеспечения качественного ремонта вагонов, их узлов и деталей вагонное депо располагает участками:
– участок деповского ремонта вагонов;
– участок ремонта колесных пар;
– участок ремонта и изготовления запчастей и деталей вагонов;
– автоконтрольный пункт;
– контрольный пункт автосцепок;
– участок ремонта оборудования;
– участок ремонта электрооборудования;
– экспериментальный участок;
– участок текущего отцепочного ремонта вагонов.
Для выполнения технологических процессов ремонтные и эксплуатационные участки депо оснащены необходимым оборудованием.
2.2.1 Участок деповского ремонта вагонов
Участок деповского ремонта вагонов предназначен для деповского ремонта четырехосных цистерн и полувагонов. Площадь помещений участка составляет 1557,6 м2. Длина 67 м, ширина 24,6 м. Участок включает в себя: 3 ремонтных пути, 9 ремонтных позиций (стойл), по 3 на каждом ремонтном пути. 8 стойл оснащены качающимися ставлюгами, одно стойло оборудовано электродомкратами для подъемки вагонов с увеличенной тарой.
Ремонт вагонов выполняется стационарным методом. Для подъемки вагонов на ставлюги используется мостовой кран грузоподъемностью 10 тонн, в качестве резервного, а также для транспортировки тележек имеется 5 тонный мостовой кран.
При ремонте вагонов выполняются работы по ремонту котлов цистерн и кузовов полувагонов, рамы вагона, несъемного тормозного оборудования, а также замена приборов и арматуры на отремонтированные в АКП; cнятию и постановке на вагоны ударно-тягового устройств. Для выполнения работ, необходимых при ремонте, используется оборудование:
– лебедки для передвижения тележек по транспортным ниткам;
– установки для смены поглощающих аппаратов;
– установки для смены пятников вагонов;
– сварочные выпрямители для выполнения сварочных работ на цистернах;
– установки для испытания тормозов вагонов;
– установки для испытания котлов цистерн на плотность;
– средства диагностики котлов цистерн.
Работа и расстановка оборудования на участке организованы так, что обеспечивается поточное производство ремонта грузовых вагонов с применением механизации трудоемких процессов, минимум перемещения работников при выполнении операций технологического процесса, рациональное размещение на рабочих местах материалов и инструмента.
2.2.2 Участок по ремонту колесных пар
Производственный участок по ремонту колесных пар вагонного депо Московка расположен в основном здании депо, рядом с участком деповского ремонта цистерн и предназначен для участкового ремонта колесных пар без смены элементов и ревизии букс с роликовыми подшипниками.
Общая площадь участка 1820,5м2, в том числе участок ремонта колесных пар 1152 м2, демонтаж, ремонт, монтаж буксовых узлов 554 м2, ремонт подшипников -114,8 м2.
Технологический процесс ремонта колесных пар на участке организован по поточному методу и выполняется на специализированных ремонтных позициях, оснащенных оборудованием в соответствии с требованиями нормативно-технической документации на ремонт колесных пар.
Участок по ремонту колесных пар состоит из следующих отделений:
– колесный парк;
– отделение для осмотра и обмывки колесных пар;
– отделение дефектоскопирования колесных пар;
– отделение для производства обыкновенного освидетельствования колесных пар и промежуточной ревизии буксовых узлов;
– колесотокарное отделение;
– сварочное отделение;
– производственный участок роликовых подшипников.
Участок ремонта колесных пар работает по 2-х сменному скользящему графику, производственный участок роликовых подшипников – по 4-х сменному скользящему графику.
Все отделения участка оснащены исправным технологическим оборудованием, измерительным инструментом, необходимым для ремонта колесных пар и по производительности соответствуют выполняемому объему работ. Все приборы неразрушающего контроля, мерительный инструмент и шаблоны имеют инструкции, паспорта, эталоны, калибры, контршаблоны. Приборы находятся в исправном состоянии, поверены.
Работа и расстановка оборудования на участке организованы так, что обеспечивается поточное производство ремонта колесных пар и буксовых узлов с применением механизации трудоемких процессов, минимум перемещения работников при выполнении операций технологического процесса, рациональное размещение на рабочих местах материалов и инструмента.
2.2.3 Участок по ремонту и изготовлению запчастей и деталей
Производственный участок по ремонту запчастей и деталей вагонного депо Московка предназначен для ремонта узлов и деталей, снимаемых с цистерн, поступивших в деповской ремонт, а также для обеспечения технологических участков депо материалами, металлоизделиями, отремонтированными или новыми запчастями. Кроме того, цех выполняет работы по разделке в металлолом вагонов, исключённых из инвентаря. Снятые с вагонов и отреставрированные запасные части и детали вагонов повторно используются при ремонте вагонов.
Отделения участка по ремонту и изготовлению запчастей и деталей расположены в основном помещении депо и примыкают к участку деповского ремонта цистерн.
Общая площадь участка 990,8 м2, в том числе: отделение по ремонту автосцепок 171 м2, отделение по ремонту тележек 399 м2.
Участок по ремонту и изготовлению запчастей и деталей включает следующие отделения:
– контрольный пункт автосцепок (КПА);
– отделение по ремонту тележек;
– отделение по ремонту предохранительно-впускных клапанов, сливных приборов;
– кузнечное отделение;
– механическое отделение.
Контрольный пункт автосцепки расположен в отдельном помещении, примыкающем к вагоносборочному участку. Общая площадь участка 256 м2.
В состав КПА входят участки:
– очистки, разборки и неразрушающего контроля;
– электросварочных работ;
– механической обработки;
– сборки автосцепок;
– правильных работ;
– ремонта поглощающих аппаратов, тяговых хомутов;
– ремонта упорных плит, болтов поглощающих аппаратов; центрирующих балочек, деталей расцепного привода, дефектоскопирования и обмера маятниковых подвесок.
Ремонт корпусов автосцепок и деталей механизма производится на поточно-конвейерной линии, элементами которой являются рельсовая колея 1520 мм и кассеты с установленными в них автосцепками.
Ремонт поглощающих аппаратов в комплекте с тяговыми хомутами производится на специальном стенде ремонта и комплектовки.
Отделение по ремонту автосцепного устройства укомплектовано оборудованием для производства электросварочных работ и механической обработки деталей после наплавки.
Сварочно-наплавочные работы на корпусах автосцепок выполняются на сварочном полуавтомате типа ПДО-517, при ремонте остальных деталей используется ручная дуговая сварка.
Для механической обработки корпусов автосцепок отделение оснащено строгальным станком марки 7М36 и фрезерным станком марки 6Р12 , частично механическая обработка производится шлифовальной машиной. Замки автосцепок после наплавки обрабатываются на вертикально фрезерном станке типа 6Р12.
Дефектоскопирование корпусов автосцепок, тяговых хомутов производится с помощью магнитопорошковых дефектоскопов МД-12ПС, феррозондовых дефектоскопов Ф205.30А. Клин тягового хомута испытывается с применением дефектоскопа МД-12ПШ, маятниковые подвески – дефектоскопом МД-12ПС.
Для контроля параметров автосцепного устройства имеется три комплекта проверочных шаблонов и один контрольный.
С целью повышения качества ремонта, выполнения повышенного задания деповского ремонта цистерн в 2000 год произведена реконструкция автосцепного отделения с кардинальным изменением расположения ремонтных позиций.
Отделение участка оснащено исправным технологическим оборудованием, измерительным инструментом, необходимым для ремонта ударно-тягового устройства и по производительности соответствуют выполняемому объему работ. Все приборы неразрушающего контроля, мерительный инструмент и шаблоны имеют инструкции, паспорта, эталоны, калибры, контршаблоны. Приборы находятся в исправном состоянии, поверены. Оснащенность участка оборудованием указана в перечне производственных участков.
Конвейер ремонта тележек, включающий 4 позиции ремонта, позицию неразрушающего контроля феррозондовой установкой ДФ-103, дефектоскопами Ф 205.30 А, ВД-12 НФ , два конвейера транспортировки пружин со стендами испытания пружин на статическую и динамическую нагрузку, транспортные средства (кран-укосина, монорельс, транспортные тележки). Обмывка тележек производится в моечной машине.
Для ремонта литых деталей тележек по ресурсосберегающей технологии организовано отделение ремонта боковых рам, надрессорных балок. Отделение укомплектовано оборудованием для производства сварочно-наплавочных работ и механической обработки деталей, в том числе: двумя полуавтоматическими установками для наплавки надрессорных балок, фрезерным станком РТ-306, фрезерным станком 6Р13 для обработки надрессорных балок, наплавка изношенных челюстей буксового проема боковых рам производится на полуавтомате типа ПДО-507. Транспортировка деталей тележек производится двумя кран-балками, монорельсом, оснащено местной вытяжной вентиляцией фирмы «СовПлим». Отделение ремонта деталей тележек максимально приближено к тележечному отделению вагоносборочного участка.
Все отделения участка оснащены исправным технологическим оборудованием, измерительным инструментом, соответствуют выполняемому объему работ. Все приборы неразрушающего контроля, мерительный инструмент и шаблоны имеют инструкции, паспорта, эталоны, калибры, контршаблоны. Приборы находятся в исправном состоянии, поверены. Оснащенность участков оборудованием указана в перечне производственных участков.
2.2.4 Автоконтрольный пункт
Автоконтрольный пункт (АКП) расположен на территории депо и занимает два отдельных помещения – участок ремонта и испытания тормозных приборов площадью 176 м2 расположен на первом этаже санитарно-бытового корпуса, отделение по ремонту тормозной арматуры общей площадью 206,4 м2 - в здании, смежном с участком деповского ремонта цистерн.
Технологический процесс ремонта тормозных приборов организован по поточно-конвейерному методу для обеспечения минимума перемещения работников при выполнении операций технологического процесса.
В АКП и арматурном отделении проводятся следующие работы:
– наружная очистка и обмывка тормозного оборудования, поступившего в ремонт;
– разборка тормозных приборов – воздухораспределителей, авторежимов;
– очистка деталей и узлов тормозных приборов;
– осмотр и дефектация деталей, узлов тормозных приборов, сборка приборов;
– испытание тормозных приборов на стендах.
Главная и магистральная часть воздухораспределителей после обмывки в моечной машине разбираются и ремонтируются на ремонтных столах, изготовленных по конструкции НПП “Тормо”. Испытание отремонтированных приборов производится на стендах УКВР-2.
Автоматические регуляторы режима торможения, усл. № 265А-1 ремонтируются на ремонтном столе, соответствующем конструкции НПП “Тормо”, но не оснащенном установкой УКАР для проверки авторежимов в процессе ремонта. Испытание отремонтированных авторежимов производится на установке УКАР.
Транспортировка тормозных приборов в АКП и сборочный цех осуществляется на электрокаре с истекшим моторессурсом.
Авторегуляторы ремонтируются в арматурном отделении, после обмывки поступают на ремонтный стол для разборки, дефектации, ремонта, сборки. Испытание авторегуляторов производится на установке УКРПТ.
Концевые и разобщительные краны ремонтируются и проверяются после ремонта на ремонтном столе, оснащенном необходимыми приспособлениями.
Соединительные рукава осматриваются и проходят дефектацию на специализированном столе, оснащенном необходимой оснасткой. Комплектование рукавов выполняется на стенде комплектовки, пневматическое и гидравлическое испытание рукавов выполняется на вновь изготовленном стенде.
Поршни тормозных цилиндров, после обмывки в моечной машине проходят ремонт и испытание на специальном стенде физически изношенном.
Запасные, двухкамерные резервуары снимаются с вагонов и поступают в ремонт в случае не соответствия требованиям инструкции № ЦВ-ЦЛ-945.
Триангели после снятия их с тележек вагонов транспортируются на конвейер, расположенный параллельно тележечному конвейеру, где производится их дефектация, ремонт и испытание на прочность на пневматическом стенде. Конвейер оборудован гайковертами, сварочным оборудованием, мерительным инструментом, стендом для испытания, возвратно-поступательными механизмами перемещения триангелей. Наплавка изношенных цапф триангелей производится ручной сваркой, механическая обработка на специальном приспособлении малой производительности.
Валики и подвески тормозных башмаков проходят неразрушающий контроль, дефектацию, ремонт на специализированном рабочем месте. Опрессовка подвесок после наплавки изношенных мест выполняется в кузнечном отделении [3].
2.3 Генеральный план
Генеральный план депо является одним из важных разделов технического проекта, представляющих собой рациональное, комплексно технологическое и строительно-архитектурное решение вагонного депо, определяющее взаимное размещение зданий, сооружений, рельсовых и безрельсовых дорог, наземных и подземных инженерных коммуникаций, зеленых насаждений и ограждений в увязке со схемой производства и местными условиями.
Разработка генерального плана депо производится в соответствии с действующими главами СНиПа и других нормативных документов.
Размещение зданий, сооружений и устройств на территории депо должно обеспечивать наиболее благоприятные и безопасные условия для труда и производственного процесса, рациональное использование земельного участка, дающее наибольшую эффективность капитальных вложений.
При разработке генерального плана вагонного депо, кроме общих требований, в проектировании должны быть учтены:
а) двухстороннее примыкание проектируемого депо к железнодорожной станции без пересечения главных путей и создание угловых потоков при поступлении вагонов в ремонт и выдачи их после ремонта;
б) кратчайшие пути перемещения ремонтируемых вагонов.
Площадь территории депо, размеры вспомогательных зданий и сооружений, количество тракционных путей определяются с учетом специализации депо и местных условий (кооперация производственно-ремонтных работ, паро- и водоснабжения, канализации, энерго- и воздухоснабжения, стирки, ремонта спецодежды, обуви и др.).
Кроме основного здания на территории располагаются:
– котельная;
– трансформаторная подстанция и компрессорная (если отсутствует питание воздухом и электроэнергией от других предприятий);
– склад колесных пар и запаса тележек;
– очистные сооружения;
– инженерно-технические сооружения ГО;
– специальные площадки в соответствии со СНиП - 89-80.
Склад (парк) колесных пар оборудуется сдвоенной рельсовой колеей, козловым или мостовым краном грузоподъемностью 5 т. Площадь склада определяется в зависимости от производственной программы по ремонту вагонов и колесных пар. На складе должны размещаться колесные пары (не менее пятисуточной программы ремонта).
Расчетная длина пути, приходящаяся на одну колесную пару при размещении ее на сдвоенной рельсовой колее, составляет 0,66 м, расчетная ширина с учетом проходов между рядами колесных пар - 2,4 м. Длина двуосной тележки - 2,9 м, ширина с учетом прохода между рядами тележек - 3,5 м.
Территория депо по ремонту грузовых вагонов должна иметь ограждения и охранное освещение в соответствии с СН 441-72 “Указания по проектированию ограждений площадок и участков предприятий, зданий и сооружений”.
Производственные здания депо должны иметь санитарно-защитную зону не менее 100 м.
Санитарно-защитная зона не может рассматриваться как резервная территория депо. Она должна быть оборудована и озеленена по проекту благоустройства, разрабатываемому одновременно с проектом строительства депо.
Путевое развитие депо предусматривает укладку следующих железнодорожных путей:
– для размещения вагонов, ожидающих постановки в ремонт и отправки вагонов после ремонта;
– при необходимости для наружной обмывки и предварительной очистки вагонов;
– для ввода и вывода вагонов из ремонтного здания;
– для склада колесных пар и тележек;
– для подачи вагонов к складам запчастей, жидкого и твердого топлива к котельным;
– для обгона подвижного состава.
Суммарная длина путей для размещения вагонов, ожидающих постановки в ремонт, рассчитывается на размещение не менее двухсуточной программы ремонта депо, а для размещения вагонов, ожидающих отправки после ремонта, - не менее суточной программы.
Минимальная плотность застройки в границах территории депо должна быть не менее 40 %.
При разработке генерального плана депо необходимо предусмотреть возможность дальнейшего расширения зданий депо с наименьшими затратами, двухстороннее примыкание путей депо к станционным путям и рациональное архитектурное решение проекта.
Схема генерального плана вагонного ремонтного депо Московка (ВЧД-3) представлена в приложении А.
3 Организация производства вагонного ремонтного депо Московка
3.1 Основные принципы организации производства
В вагонных депо при ремонте полувагонов применяются два метода ремонта вагонов:
– поточный метод;
– стационарный метод.
Организация производства при поточном методе:
а) ремонт вагонов производить на ремонтных позициях поточно-конвейерных линиях вагоноремонтного участка;
б) за каждой ремонтной позицией закреплять выполнение определенного объема работ (специализация позиций);
в) ремонтные позиции обеспечивать неснижаемым запасом исправных деталей сборочных единиц;
г) ремонтные позиции оборудовать средствами технологического оснащения, обеспечивающими выполнение работ в ритме работы вагоноремонтного участка;
д) ремонт тележек вагонов, колесных пар и других сборочных единиц и деталей производить в специализированных участках и отделениях;
е) тележки возвращать под свой вагон.
При стационарном методе объекты ремонта стоят неподвижно на одном месте. Рабочие различных профессий перемещаются от объекта к объекту и выполняют в определенной последовательности необходимые технологические операции по смене деталей и узлов на кузове. По кузову вагона производят сварочные работы. При выполнении этих работ должна соблюдаться определенная технология. Порядок движения рабочих различных квалификаций по объектам ремонта разрабатывается и устанавливается организаторами производства. Он должен быть таким, чтобы операции на вагоне выполнялись в определенной последовательности за минимально возможное время. Порядок выполнения операций диктуется технологическим процессом и требованиями охраны труда [2].
3.2 Режим работы
Годовая норма рабочего времени при пятидневной рабочей неделе с двумя выходными днями (40 часов) на вагонном ремонтном депо Московка составляет 1987 часов. Количество календарных дней в году составляет 365, количество рабочих дней в году – 249, количество выходных и праздничных дней - 116.
Среднемесячное количество рабочих часов составляет 165,58 часа.
3.3 Ремонт вагонов
До подъемки вагонов производят разъединение тормозных тяг и вертикальных рычагов тележек. В начале два слесаря-автоматчика по одному разъединяют тормозные тяги, затем мостовым краном грузоподъемностью 5 т через полиспаст слесарь по ремонту подвижного состава, имеющий право на выполнение стропальных работ, производит подъемку вагонов и их установку на ставлюги в присутствии сменного мастера.
Подъемка вагонов осуществляется захватом за головку автосцепки. При этом автосцепка не должна иметь дефектов, которые могут привести к ее излому. Вагоны, имеющие более 27 тс, поднимают переносным электродомкратом грузоподъемностью 40 тс с захватом опорной поверхности массы тары домкрата в окно ударной розетки. На опорной поверхности электродомкрата выкладывают деревянную прокладку толщиной 15-20 мм. Подключение и отключение переносного электродомкрата производит дежурный слесарь-электрик. При не-обходимости правки торцевых стоек крытого вагона сменный мастер до постановки вагонов в цех делает разметку “не разъединять”. После постановки вагонов в цех производится правка торцевых стоек вагонов пневмодомкратом. После нагрева торцевой стойки в месте прогиба пневмодомкрат, удерживаемый мостовым краном, располагают между двумя рядом стоящими вагонами и постепенно подают сжатый воздух. При этом пневмодомкрат основанием упирается в исправную стойку крытого вагона, а штоком с насадкой ставят на погнутую торцевую стойку ремонтируемого вагона. Затем, по окончании правки стоек, вагон продвигают на ремонтную позицию посредством цепного транспортера. Подъемка вагонов производится поочередно с одного и другого конца вагона. Перед подъемкой одного конца вагона обе колесные пары тележки противоположного конца вагона с двух сторон закрепляют тормозными башмаками. Под поднятый конец вагона подводят поворотные опоры стационарных ставлюг под углом 900 к кузову вагона, при этом вагон опирается на ставлюги шкворневыми балками, и фиксируют в таком положении фиксаторами. Вагон опускают равномерно без перекосов, с захватом конца опоры не менее 60 мм.
После подъемки вагонов и установки их на ставлюги, тележки из-под вагонов подают в тележечное отделение посредством цепного транспортера. Тележки из под вагонов первого пути подаются транспортером до моечной машины, затем толкателем через моечную машину в тележечный цех. Тележки из-под вагонов второго пути подают также цепным транспортером на транспортный путь тележечного отделения. Одновременно цепным транспортером подают не более двух тележек. Слесарь отсоединяет цепочку автосцепки, отворачивает болты клина тягового хомута. Стропальщик с помощью мостового крана и захватного приспособления снимает автосцепку с вагонов и укладывает ее на технологическую тележку для транспортировки в отделение по ремонту автосцепок, где они ремонтируются в соответствии с технологическим процессом ремонта автосцепного оборудования.
Два слесаря приступают к замене фрикционных аппаратов. Для этого подводят подъемник, отворачивают болты и снимают поддерживающую плиту, снимают поглощающий аппарат и подают его в ремонт. Далее слесаря осматривают состояние упорных угольников хребтовой балки, отремонтированный поглощающий аппарат, поддерживающую планку, крепят ее болтами. Стропальщик ставит головку автосцепки. Слесарь закручивает болты цепочки автосцепки и шплинтует их. Эти операции повторяют с другим поглощающим аппаратом. Одновременно другие слесари этой группы выправляют все элементы рамы и кузова, заменяют негодные детали, подгоняют усиливающие накладки по месту.
Отремонтированные тележки слесари подкатывают под вагон, производят крепление клина тягового хомута, опускают вагон. При необходимости слесари производят выправку нагрузочных люков, дверного рельса, зонта двери, поручней, подножек и других деталей. Ремонт вагонов осуществляется согласно технологических карт по ремонту вагонов.
Малярные работы, нанесение знаков и надписей производится в вагоносборочном цехе. Окраску вагонов, нанесение знаков и надписей производит маляр, совмещающий профессию трафаретчика. Сушка вагонов после окраски производится в естественных условиях.
Узлы вагона, поступающие на сборку, должны быть отремонтированы в соответствии с требованиями “Руководства по деповскому ремонту грузовых вагонов” ЦВ-587. Установка отремонтированных или новых узлов и деталей автосцепного устройства должна соответствовать требованиям “Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава” ЦВ-ВНИИЖТ-494. Установка отремонтированных узлов и приемка собранного тормозного оборудования должна производиться в соответствии с требованиями “Инструкции по ремонту тормозного оборудования вагонов” ЦВ-ЦЛ-292. Под вагоны подкатывают отремонтированные тележки одного типа и одной базы. Трущиеся узлы тележек, подпятники, пятники, скользуны смазывают солидолом. Узлы вагона, оборудование и приборы, подвергающиеся испытанию, проверкам, принимают в процессе ремонта мастера и бригадиры соответствующих цехов и отделений и контролируют приемщики вагонов.
Отремонтированные вагоны сдают приемщику вагонов, заместителю начальника депо по ремонту вагонов, старшему мастеру сборочного цеха или сменному мастеру при отсутствии старшего. На каждый отремонтированный вагон составляется акт формы ВУ-36М, который подписывает заместитель начальника депо по ремонту вагонов и приемщик.
Затем вагоны маневровым локомотивом передаются на пути накопления и дальше на станцию под погрузку.
4 Организация ремонта колесных пар
4.1 Назначение, состав и техническая характеристика участка по ремонту колесных пар
Производственный участок по ремонту колесных пар вагонного депо Московка расположен в основном здании депо, рядом с участком деповского ремонта цистерн и предназначен для участкового ремонта колесных пар без смены элементов и ревизии букс с роликовыми подшипниками.
Технологический процесс ремонта колесных пар на участке организован по поточному методу и выполняется на специализированных ремонтных позициях, оснащенных оборудованием в соответствии с требованиями нормативно-технической документации на ремонт колесных пар.
Участок по ремонту колесных пар состоит из следующих отделений: колесный парк, отделение для осмотра и обмывки колесных пар, отделение дефектоскопирования колесных пар, отделение для производства обыкновенного освидетельствования колесных пар и промежуточной ревизии буксовых узлов, колесотокарное отделение, сварочное отделение, производственный участок роликовых подшипников.
Очистка средней части оси и дисков колес производится в специальной установке, обмывка колесных пар, корпусов и деталей букс, подшипников производится в моечных машинах. Для перемещения колесных пар, корпусов букс на участке по ремонту колесных пар имеются кран-балки. Выявление трещин и скрытых дефектов колесной пары осуществляется методом неразрушающего контроля. Ультразвуковому методу контроля при помощи дефектоскопов УД2-12, УД2-102 или УСК-4 подвергаются следующие элементы колесных пар: гребень, диск, обод, средняя часть оси, шейка и предподступичная часть оси, подступичная часть оси.
4.2 Организация труда на участке по ремонту колесных пар
Участок по ремонту колесных пар находится в оперативном и административном подчинении у начальника вагонного депо и его заместителя по ремонту вагонов. Руководство участком осуществляет мастер.
Основные виды работ, выполняемых на участке:
1) в отделении по ремонту колесных пар:
а) обмывка колесных пар;
б) осмотр, инструментальный обмер колесных пар, определение объема ремонта;
в)дефектация колесных пар;
г) наплавка, обточка колесных пар.
2) в отделении ремонта буксовых узлов:
а) демонтаж букс;
б) промывка подшипников, корпусов букс и деталей буксового узла;
в) осмотр, ремонт и комплектовка подшипников;
г) монтаж букс;
д) производство промежуточной ревизии букс.
Работа участка по ремонту колесных пар организована в две смены по 11 часов. В каждой смене по 2 бригады, из них одна занята ремонтом колесных пар, другая – ремонтом букс с роликовыми подшипниками. Неразрушающий контроль элементов колесных пар и деталей буксового узла производят дефектоскописты цеха неразрушающего контроля [3].
4.3 Ремонт колесных пар
Для обеспечения безопасности движения на сети дорог в соответствии с ПТЭ принята система проверки технического состояния и своевременного изъятия из эксплуатации колесных пар, состоящая из ряда мероприятий: осмотров колесных пар под вагонами, обыкновенного и полного освидетельствований.
Колесные пары под вагонами осматривают на технических станциях на ходу в момент прибытия, после остановки и перед отправлением поезда.
Обыкновенное освидетельствование производится при каждой подкатке колесных пар под вагон, если они при этом не подвергались полному освидетельствованию.
Полное освидетельствование колесных пар производится при: формировании и ремонте колесных пар со сменой элементов; опробовании ступиц на сдвиг; неясности клейм и знаков последнего полного освидетельствования; после крушений и аварий; полной ревизии роликовых букс; капитальном ремонте вагонов [4].
При обыкновенном освидетельствовании колесных пар осуществляют:
а) предварительный осмотр колесных пар до очистки с целью лучшего выявления ослабления или сдвига ступиц колес на оси и трещин в элементах;
б) очистку от грязи и смазки;
в) проверку неразрушающим контролем деталей колесной пары в соответствии с приложением Б;
г) осмотр, а также проверку соответствия размеров и износов всех элементов установленным нормам;
д) промежуточную ревизию букс колесных пар.
После обыкновенного освидетельствования знаки маркирования и клеймения на колесные пары не наносятся.
Полное освидетельствование производится:
а) при неясности клейм и знаков последнего полного освидетельствования на торце шейки оси;
б) при отсутствии бирки на буксе или неясности клейм на ней, обнаруженных при ремонте или подкатке колесных пар;
в) выкатываемым и подкатываемым колесным парам, проходившим последнее полное освидетельствование четыре и более лет, а также колесным парам срок службы которых 15 лет и более, кроме колесных пар, ранее проходившим последнее освидетельствование не более 3-х месяцев;
Примечание. Разрешается производить обыкновенное освидетельствование колесным парам, срок службы которых 15 лет и старше, при условии дефектоскопирования осей.
г) после крушений и аварий поездов всем колесным парам поврежденных вагонов;
д) после схода вагона с рельсов (колесным парам сошедшей тележки);
е) через две обточки по предельному прокату или другим неисправностям ободьев цельнокатаных колес;
ж) после выполнения допускаемых вырубок волосовин, неметаллических включений и других пороков на оси в пределах установленных норм;
з) при наличии на поверхности катания неравномерного проката 2 мм и более ползуна и навара 1 мм и более разности диаметров колес на одной оси 3 мм и более;
Примечание. Проверка неравномерного проката производится измерением его в сечении с максимальным износом и с каждой стороны от этого сечения на расстоянии до 500мм;
и) при полной ревизии букс;
к) при недопустимом грении буксы или повреждении буксового узла, требующего демонтажа букс;
л) при производстве сварочных работ на кузове вагона или тележке без соблюдения требований п. 1.7 «Инструктивных указаний по эксплуатации и ремонте вагонных букс с роликовыми подшипниками» 3-ЦВРК;
м) при капитальном ремонте вагонов;
н) при формировании и ремонте колесных пар со сменой элементов;
При полном освидетельствовании производят:
а) предварительный осмотр до очистки с целью лучшего выявления ослабления или сдвига ступицы колеса на оси и трещин в элементах;
б) контроль вихретоком, ультразвуком и магнитная дефектоскопия производится в соответствии с РД 32.174, РД 32.150, РД 32.149, РД 32.159;
в) демонтаж букс без снятия внутренних и лабиринтных колец при условии проверки осей специальным щупом ультразвукового дефектоскопа.
Внутренние и лабиринтные кольца у букс с двумя цилиндрическими подшипниками на горячей посадке снимают при их неисправности, а также при отсутствии специального щупа ультразвукового дефектоскопа.
г) очистку от грязи, смазки и краски;
д) проверку магнитным дефектоскопом шеек и предподступичных частей осей колесных пар после снятия внутренних и лабиринтных колец в соответствии с приложением Б;
е) проверку магнитным дефектоскопом внутренних колец подшипников без снятия их с шейки оси в соответствии с приложением Б.
ж) проверку дефектоскопом средней, части оси в соответствии с приложением Б;
з) проверку подступичных частей осей ультразвуковым дефектоскопом в соответствии с приложением Б;
и) осмотр всех элементов колесной пары, а также проверку соответствия их размеров и износов согласно 3-ЦВРК и ЦВ/3429.
После полного освидетельствования на торцах шеек осей колесных пар, признанных годными, выбивают установленные инструкцией ЦВ/3429 клейма и знаки [3].
На участке по ремонту колесных пар вагонного депо Московка производится ремонт колесных пар без смены элементов. Основной задачей этого ремонта является восстановление геометрии поверхности катания и гребня колеса. Основным методом восстановления геометрии является обточка на колесотокарных станках. Применяются станки Краматорского станкозавода модели 1836 М 10 (КЗТС).
При восстановлении профиля поверхности катания обточкой необходимо обеспечить обработку с минимально необходимой глубиной резания. Но это вызывает большие трудности, так как проточка будет проходить по твердому наклепанному слою металла поверхности катания колеса. Чтобы исключить эту трудность, искусственно увеличивают глубину резания, и обточка идет по ненак-лепанному металлу, но это уменьшает число последующих переточек, а значит и срок службы колес.
Для ликвидации этого недостатка разработаны конструкции установок для предварительного отжига поверхности катания колеса. Наиболее эффективными установками отжига являются установки с индукционным нагревом токами высокой частоты, обладающие способностью быстро прогревать верхние слои металла до высоких температур, тем самым снижая наклеп. Применение такой технологии позволяет обтачивать колесные пары со снятием стружки минимальной толщины, удлиняет срок службы колес примерно в два раза, дает экономию на режущем инструменте.
В последние годы резко интенсифицировался износ гребней, а восстановление геометрии поверхности катания и гребня обточкой на станке при самых передовых технологиях приводит к снижению срока службы колесных пар. Поэтому встал вопрос восстановления гребней наплавкой.
Колеса изготавливаются из среднеуглеродистой стали, которая является трудносвариваемой, при сварке и наплавке которой во избежание образования горячих (кристаллизационных) трещин в наплавленном металле и холодных трещин в околошовной зоне требуется выполнение целого ряда условий.
Для этого была разработана специальная технология наплавочных работ на базе шеечно-накатного станка ХАД-112, которая предусматривает предварительный нагрев колес в зоне гребня до t = 250 °С, наплавку в специальных кабинах с целью исключения образования сквозняков в зоне сварочного поста и последующее замедленное остывание колес после наплавки в специальных термостатах. При этом запрещено устанавливать наплавленные колесные пары на рельсы.
После наплавочных работ производится обточка колес по кругу катания, как это описано выше.
Далее колесная пара подвергается магнитно-порошковой дефектоскопии средней части оси, ультразвуковой дефектоскопии подступичных частей и шеек, если не производился съем внутренних колец роликовых подшипников на горячей посадке, и вихретоковая дефектоскопия дисков колес в соответствии с инструкцией.
После измерения параметров колесной пары в соответствии с инструкцией колесная пара в случае соответствия всем требованиям подвергается клеймению и окраске [4].
4.4 Размещение оборудования на участке по ремонту колесных пар
Производительность колесных участков в значительной степени зависят от рациональной компановки отделений, оптимального размещения производственного, подъемно-транспортного оборудования на площади участка. Планировка должна обеспечить максимальную прямо точность производственного процесса, непрерывность в движении и наименьший грузооборот колесных пар и их элементов в процессе ремонта, а также рациональное использование площади и объема здания колесного участка.
Кроме того, в процессе планировки оборудования учитывают необходимость обеспечения экономии трудовых движений рабочих и их наименьшую утомляемость. Рациональная планировка оборудования требует соблюдения и ряда других условий, таких, например, как удобство разборки оборудования при ремонте, выделение площадок для размещения оснастки, межоперационных заделов, удобство подачи инструментов, вспомогательных материалов, применение многостаночного обслуживания, соблюдение правил техники безопасности.
Вместе с тем схема планировки оборудования должна предусматривать возможность внесения в нее изменений в процессе совершенствования технологического процесса ремонта колесных пар. При компоновке отделений участка и размещения станков в линии необходимо предусматривать кратчайшие пути движения колесных пар при их ремонте, и не допускать обратных, кольцевых и петлеобразных движений, создающих встречные потоки и затрудняющих транспортирование колесных пар.
При расстановке оборудования руководствуются регламенитированными размерами промежутков (разрывов) между оборудованием в предельном и поперечном направлениях и размерами расстояний от стен и колонн. Колесные участки вагонных депо имеют различную компоновку отделений, на которую оказывают влияние такие факторы, как размеры цеха (длина и ширина пролетов), виды подъемно-транспортных средств, применяемых на участке, расположение колесного участка относительно тележного отделения и колесного парка. От компоновки отделений зависит направление потока колесных пар и их элементов в процессе освидетельствования и ремонта. По маршрутной линии движения судят о прямоточности и грузообороте колесных пар при их ремонте. Месторасположение колесного парка депо, как правило, определяется особенностями генерального плана депо, а также станции, где депо расположено.
Перечень оборудования на участке по ремонту колесных пар представлен в приложении В.
4.5 Расчет оборудования участка по ремонту колесных пар
Для обеспечения работы участка по ремонту колесных пар необходимо иметь достаточное количество колесотокарных станков.
Расчет необходимого количества колесно-токарных станков ведем по формуле (4.1):
, (4.1)
где N – годовая программа работ по обработке колесных пар, N =12000 кп,
C – затраты станко-часов на обработку колесной пары, C=0,84,
Фдст – действительный годовой фонд времени станка с учетом сменности, Фдст=4015,
Kисп – коэффициент использования станка во времени, Kисп=0,8–0,9.
Расчет был произведен для колесотокарного станка модели UBB-112, используемого в данный момент на участке по ремонту колесных пар. В настоящее время используется 2 станка для обточки колесных пар модели UBB-112:
– выпущенный в 1984 г., подвергавшийся капитальному ремонту в 2007 г.
– выпущенный в 1989 г., подвергавшийся капитальному ремонту в 2006 г.
Для выполнения заданной программы ремонта необходимо увеличение количества станков или замены их на более современные и мощные. Но так как увеличение станков невозможно, так как недостаточно места на участке по ремонту колесных пар для их расположения, поэтому заменим старую модель станка на более новую модель РТ905Ф1. Произведем расчет необходимого количества станков модели РТ905Ф1 по формуле 4.1.
4.6 Пути увеличения надежности и долговечности колесных пар
Срок службы колесных пар зависит от большого количества факторов: от условий эксплуатации, от конструктивного оформления колесных пар, качества стали и технологии изготовления.
Срок службы колес можно продлить за счет уменьшения числа обточек и толщины снимаемого слоя металла при каждой обточке. Поэтому необходимо строго следить, чтобы при обработке колес по кругу катания снимался минимальный слой металла.
Число переточек можно уменьшить за счет организационных и технологических мероприятий по повышению прочности и надежности колесных пар, которые можно реализовать по следующим направлениям: снижение напряженности осей в эксплуатации, технологические пути повышения надежности. Снижение напряженности осей в эксплуатации можно добиться путем ликвидации дополнительных силовых факторов, возникающих в эксплуатации из-за образования ранее рассмотренных износов и повреждений поверхностей катания колес, перегрузки и неравномерности распределения нагрузки внутри вагона, неисправностей систем рессорно-пружинного подвешивания, неисправностей и неровностей пути.
Несвоевременно устраненные дефекты поверхностей катания колес занимают ведущее место по своему вредному влиянию на прочность оси.
Снижению напряженности элементов колесных пар служит такое мероприятие, как балансировка колесных пар, которая обязательна для колесных пар вагонов, эксплуатируемых со скоростями движения выше 140 км/ч.
Технологические пути повышения надежности колесных пар имеют несколько направлений – это описанные методы накатки осей по всей длине, отжиг колес перед обточкой, восстановление шеек металлизацией, восстановление резьбы методами автоматической наплавки.
В настоящее время прорабатываются вопросы повышения качества стали за счет перехода на выплавку стали в электропечах с последующим вакуумированием и продувкой инертными газами (аргоном) с целью очистки от неметаллических включений.
Повышение качества стали для колес достигается за счет специализации химического состава стали для колес, эксплуатирующихся под грузовыми или пассажирскими вагонами. Эта специализация идет по пути выбора оптимального содержания углерода, марганца, ванадия и других присадок.
Проводятся работы по совершенствованию технологии изготовления колес и осей. В частности, целесообразен переход от изготовления осей методами ковки и штамповки к изготовлению методом поперечно-винтовой прокатки. Этот метод позволяет полностью автоматизировать процесс, снизить металлоемкость изделия на 70 кг и повысить качество и усталостную прочность оси.
Совершенствование технологии изготовления колес идет по пути совершенствования штамповой оснастки с целью уменьшения припусков на обработку, совершенствование методов термической обработки.
В настоящее время ВНИИЖТом разработана и внедряется технология обточки колес по ремонтному профилю на толщину гребня 27 и 30 мм, что позволяет увеличить число переточек колесных пар, а значит и их долговечность.
5 Неисправности колесных пар
Колесные пары являются одним из основных элементов ходовых частей, от технического состояния которых существенно зависит надежность работы вагона в целом. При движении колесной пары по рельсовой колее на нее действует комплекс статических и динамических вертикальных и горизонтальных сил. Кроме того, ось колесной пары испытывает дополнительные напряжения сжатия в зонах напрессовки ступиц колес на оси и ряд других эксплуатационных факторов. Сочетание комплекса этих факторов способствует возникновению в элементах колесных пар ряда неисправностей.
5.1 Неисправности осей колесных пар
Неисправности осей колесных пар подразделяют в общем виде на износы, трещины, изломы.
В средней части оси в условиях эксплуатации образуется ряд неисправностей, расположение которых представлено на рисунке 5.1.
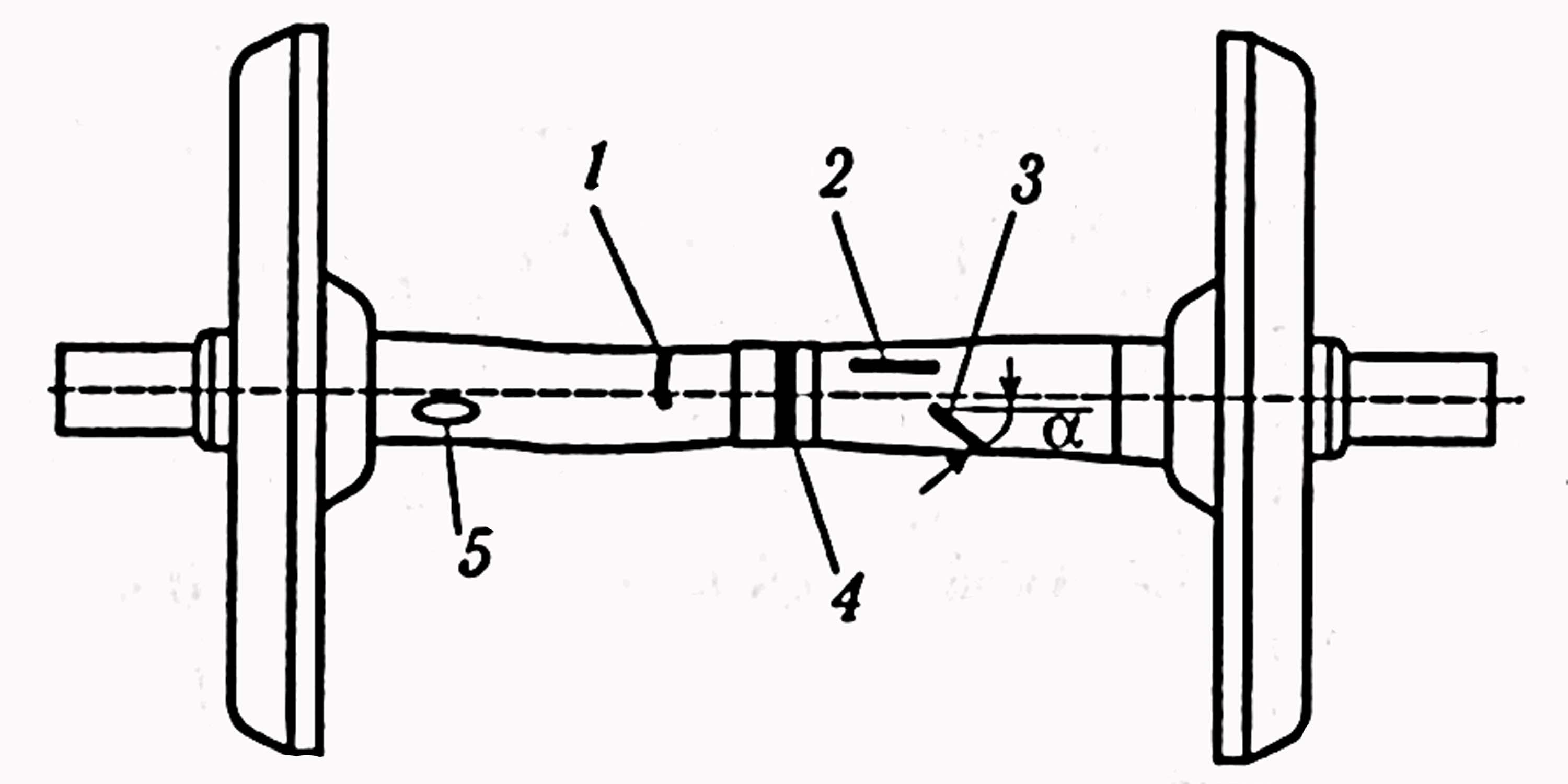
Рисунок 5.1 – Неисправности средней части оси
Наиболее опасными дефектами являются поперечные трещины 1 (рисунок 5.2). Выполненный анализ большого количества осей с изломами в средней части показал, что подавляющее большинство трещин имеет усталостный характер и вызван многократным повторением циклических нагрузок, усиленных дополнительным влиянием загрузки вагонов сверх установленных норм, неравномерным распределением груза по кузову, усталостью металла, наличием концентраторов напряжений, а также дефектами поверхностей катания колес (ползун, выщербина и т.д.), вызывающими дополнительные динамические нагрузки. При обнаружении поперечных трещин в оси независимо от других параметров колесная пара подлежит расформированию.
Рисунок 5.2 – Трещина средней части оси
Продольные трещины 2 образуются вследствие наличия в поверхностных слоях металла дефектов технологического происхождения в виде неметаллических включений, закатов, плен, забоин. Оси колесных пар с продольной трещиной длиной более 25 мм заменяются исправными. Браковка наклонных трещин 3 зависит от угла наклона а к образующей оси. При угле наклона 30° и менее, трещина относится к продольным, а при угле а более 30° — к поперечным.
Трещины можно обнаружить с помощью ультразвуковой или магнитной дефектоскопии, либо визуально (в условиях ПТО) по ряду внешних признаков. Практикой установлено, что пленка краски в зоне расположения трещины плотно не прилегает к оси, а в некоторых случаях вздувается в виде пузыря или отслаивается. Более глубокие трещины могут быть обнаружены летом по скоплению пыли, а зимой по наличию инея. Объясняется это тем, что в трещине концентрируется влага, к которой летом прилипает пыль, а зимой влага превращается в иней.
Кольцевые выработки на средней части оси 4 возникают от трения вертикальных рычагов и горизонтальных тяг, неправильно собранной или неправильно отрегулированной рычажной передачи тормоза или их падения на ось. Значительная глубина истирания может привести к излому оси, поэтому колесные пары с протертостью оси глубиной более 2,5 мм бракуются.
Забоины и вмятины 5 — механические повреждения, которые характеризуются образованием местного углубления, возникающего в результате пластической деформации от удара каким-либо предметом (чаще всего в процессе погрузки или выгрузки колесных пар). Оси колесных пар бракуются по этим дефектам, если диаметр оси в месте его расположения меньше допускаемого.
Изогнутость оси колесной пары — механическое повреждение с образованием изгиба оси в результате деформации ее от ударов при авариях и крушениях. Изогнутость определяется измерением расстояния между внутренними гранями колес в четырех точках по окружности или как биение при вращении оси в центрах. Колесные пары с изогнутостью оси к эксплуатации не допускаются.
Дефекты в подступичной части оси в основном связаны с дополнительным влиянием запрессовки ступицы колеса на ось. Наиболее опасный дефект трещина — нарушение сплошности металла в зоне контакта оси и ступицы у ее торца. Сразу же от поверхности трещины распространяются под углом 70...75° внутрь подступичной части оси, а затем на глубине 2...4 мм меняет свое направление на перпендикулярное к поверхности. Наклон трещины от поверхности оси связан с давлением, оказываемым концами ступицы колеса, в сечениях которых давление возрастает в 1,5... 1,8 раза от нормального давления ступицы колеса после посадки на ось.
Причиной резкого снижения выносливости оси в этой зоне является также повреждение поверхности оси вследствие коррозии трения, которая развивается на поверхностях сопряженных деталей в процессе циклического нагружения. Кроме того, при контактном трении происходят процессы микроизнашивания, химического окисления поверхности, а также развиваются электроэрозионные явления за счет возникающего при трении двух металлов термоэлектрического тока.
Трещины в шейках осей (рисунок 5.3) образуются чаще всего вблизи галтелей. Основной причиной их образования в шейках осей с роликовыми подшипниками является местная концентрация напряжения в зоне торца внутреннего кольца, особенно вблизи задней галтели. Характер этих трещин аналогичен характеру трещин в подступичной части, т.е. является следствием концентрации напряжений по сечению торца внутреннего кольца роликового подшипника. С целью снижения концентрации напряжений в этой зоне необходимо выполнять разгружающие канавки вблизи задней галтели глубиной 0,04 мм.

Рисунок 5.3 – Трещина шейки оси
Задиры и риски на шейках и предподступичных частях — круговой неравномерный по поперечному профилю износ. На шейках и предподступичных частях с подшипниками качения поперечные задиры и риски образуются из-за проворачивания внутренних колец подшипников и лабиринтных колец при грении букс или недостаточном натяге колец при монтаже.
5.2 Неисправности колес
Техническое состояние поверхности катания и гребня оказывает огромное влияние на плавность хода вагона и взаимодействие с путями, особенно при прохождении стрелочных переводов. Различают следующие группы неисправностей: естественные износы, термомеханические повреждения, нарушения сплошности металла.
К группе естественного износа относятся такие износы как различные виды проката поверхности катания колеса, износы гребня, ползуны и другие.
Равномерный круговой износ — прокат поверхности катания колеса в плоскости круга катания происходит от взаимодействия колеса с рельсом и тормозной колодкой. Образование проката от взаимодействия с рельсом происходит вследствие одновременного действия двух процессов: смятие волокон металла на площадке контакта колеса с рельсом и истирания металла под действием сил трения, возникающих при торможении от проскальзывания колеса по рельсу и колодки по ободу. Нарастание проката связано также с пластической деформацией.
По данным ВНИИЖТа среднегодовой прокат колес грузовых вагонов составляет 2,8 мм. Однако эта скорость образования проката существенно различается для колес с разной толщиной обода. Так у нового колеса грузового вагона 1 мм проката образуется за 37 тыс. км пробега, а при ободе толщиной 30...32 мм — за 22 тыс. км. Это объясняется неравномерным распределением твердости металла нового обода колеса по толщине. Так у поверхности катания нового колеса твердость около НВ 300, а на глубине до 60 мм около НВ 270.
Неравномерный прокат – неодинаковый прокат, измеренный в 3-х различных сечениях. Это своего рода эллипс колеса, при котором ударов колес по рельсу не будет (рисунок 5.4). Неравномерный прокат возникает вследствие неравномерного износа поверхности катания из-за развития поверхностных дефектов и неоднородности свойств материала. Характерными признаками неравномерного проката являются:
– раздавливание – местный (по длине) наплыв металла на наружную грань обода в зоне фаски;
– местное сужение или смятие фаски;
– неравномерный круговой наплыв на фаску;
– местное уширение дорожки качения;
– наличие закатывающихся ползунов (рисунок 5.5) и наваров, трещин и выщербин в сочетании с местным уширением дорожки качения или раздавливанием обода.
1 – местное уширение обода, сужение или смятие фаски, 2 – неравномерный круговой наплыв на фаску; 3 – местное уширение дорожки качения; 4, 5 –закатавшийся ползун, 6 – закатавшийся навар
Рисунок 5.4 – Неравномерный прокат

Рисунок 5.5 - Закатавшийся ползун с выщербиной
Неравномерный по профилю круговой износ — ступенчатый прокат, при котором на поверхности катания образуется ярко выраженная ступень, возникает при смещении зоны контакта колеса с рельсом в основном из-за несимметричной посадки колес на ось, большой разницы диаметров колес на одной оси по кругу катания, неправильной установке колесной пары в тележке (рисунок 5.6). Ступенчатый прокат, как правило, наблюдается у одного колеса колесной пары, а на другом колесе имеется либо повышенный износ, либо вертикальный подрез гребня колеса. Наибольшая глубина ступенчатого проката находится на расстоянии 25...30 мм от круга катания в сторону фаски. Колесные пары со ступенчатым прокатом исключаются из эксплуатации по нормам предельного равномерного проката, но чаще по подрезу гребня на другом колесе.
Износы гребня цельнокатаного колеса образуются вследствие интенсивного взаимодействия гребня колеса с головкой рельса. Этот процесс интенсифицируется при ненормальной работе колесной пары, вызываемой неправильной установкой колесной пары в тележке, значительной разницей диаметров кругов катания колес одной колесной пары, несимметричной посадкой колес на ось, а также из-за сужения рельсовой колеи. Во всех случаях колесная пара перекашивается в рельсовой колее и увеличивается частота набегания гребня на боковую грань головки рельса.

Рисунок 5.6 - Ступенчатый прокат
Различают три вида износов гребней: равномерный износ, вертикальный подрез и остроконечный накат.
Вертикальный подрез гребня – это износ гребня, при котором угол наклона профиля боковой поверхности гребня приближается к 90°. Вертикальный подрез в эксплуатации не допускается более 18 мм по высоте.
Остроконечный накат – это механическое повреждение, при котором по круговому периметру гребня в месте перехода его изношенной боковой поверхности к вершине образуется выступ. Этот дефект возникает в результате пластической деформации поверхностных слоев металла гребня в сторону его вершины из-за высокого контактного давления и интенсивного трения в зоне взаимодействия с головкой рельса. Эксплуатация колесных пар с остроконечным накатом запрещается, так как возможен сход вагонов с рельсов при взрезании противошерстной стрелки.
Круговой наплыв на фаску обода колеса – это повреждение, образующееся у колесных пар с прокатом 5 мм и более, когда дальнейшее увеличение проката происходит за счет пластической деформации смещения металла с поверхности катания в сторону фаски. Прохождение колесных пар с этим дефектом через горочные замедлители приводит к образованию другого дефекта – откола кругового наплыва колеса.
Откол кругового наплыва обода колеса встречается в виде кругового откола на отдельных участках, либо по всему кругу обода.
В эксплуатации встречается также местное разрушение – откол металла у наружной грани в районе фаски, которое, как правило, имеет значительную глубину и протяженность вдоль поверхности катания.
Это разрушение возникает в результате усталостных процессов под действием нормальных и касательных сил путем развития трещин, образующихся на глубине 8... 10 мм при наличии местного концентратора напряжений в виде раковин, неметаллических включений и т.п.
В эксплуатации не допускаются любые отколы глубиной более 10 мм или, если ширина оставшейся части обода колеса в месте откола менее 120 мм, или, если в месте разрушения независимо от размеров имеется трещина, распространяющаяся вглубь металла.
Седлообразный прокат – неравномерный по поперечному профилю обода круговой износ, при котором на поверхности катания образуется вогнутая седловина.
Кольцевые выработки – это износы, при которых на поверхностях катания колес образуются местные кольцевые углубления различной ширины (рисунок 5.7). Эти явления наблюдаются, как правило, у колесных пар, взаимодействовавших с композиционными тормозными колодками. Кольцевые выработки образуются по краям зоны контакта поверхности катания с тормозной колодкой и эта закономерность их появления объясняется неодинаковыми термическими условиями работы поверхностных слоев металла колеса и композиционной колодки по ширине зоны контакта и воздействием абразивных частиц пыли на поверхность трения по краям колодки.

Рисунок 5.7 – Кольцевая выработка
К эксплуатации не допускаются колесные пары с кольцевыми выработками глубиной более 1 мм у основания гребня и более 2 мм вблизи наружной грани обода или шириной более 15 мм.
Ползун – локальный износ колеса, который характеризуется образованием плоской площадки на поверхности катания (рисунок 5.8). Ползун возникает при движении колеса по рельсу юзом вследствие действия в зоне контакта комплекса явлений: разогрева зоны контакта до высоких температур, контактного схватывания металла и интенсивной пластической деформации.

Рисунок 5.8 – Ползун
Основными причинами заклинивания колесных пар тормозными колодками, приводящими к юзу колес, являются неисправности тормозных приборов, неправильная регулировка рычажной передачи, неправильное управление тормозами, изменения взаимного соотношения коэффициента трения тормозной колодки с колесом и сцепления колеса с рельсом (увлажнение поверхностей, попадание смазки).
Ползуны во время движения вагона вызывают удары, которые приводят к ускоренному разрушению деталей подвижного состава и верхнего строения пути. Исследованиями установлено, что при движении колесной пары юзом со статической нагрузкой на ось даже около 20 т интенсивность образования ползуна составляет 1 мм на 1 км пути. К эксплуатации не допускаются колесные пары с ползуном глубиной более 1мм.
Высокая температура зоны ползуна приводит при отпуске тормозов и проворачивании колесной пары к огромной теплоотдаче с нагретой поверхности, особенно при низких температурах окружающего воздуха и образованию закалочных структур металла в зоне ползуна, что вызывает возрастание хрупкости металла и в дальнейшем может стать причиной выкрашивания металла из зоны ползуна и образования выщербин.
Выщербина – местное разрушение обода колеса в виде выкрашивания металла поверхности катания (рисунок 5.9). Причиной их образования являются термомеханические повреждения, явления усталости металла и термические трещины обода. Выщербины в местах термомеханических повреждений и термических трещин образуются под действием касательных и нормальных сил во время торможения. Образованию выщербин способствует мартенситная структура верхних слоев металла колес, которая обладает высокой твердостью и хрупкостью. Большие остаточные напряжения закаленного верхнего слоя металла колес вызывают образование микротрещин, которые, постепенно развиваясь, соединяются между собой и в результате происходит выкрашивание металла. Выщербины в местах термомеханических повреждений и в местах термических трещин характеризуются небольшой глубиной, не превышающей 2...3 мм, причем они имеют, как правило, групповое расположение. Выщербины в местах усталостных трещин отличаются глубиной значительных размеров, достигающей 20 мм, неровной с характерным видом усталостного разрушения поверхностью, покрытой пленкой окислов.

Рисунок 5.9 – Выщербина
В зимний период (декабрь-март) выщербины образуются в 2...3 раза чаще, чем в период апрель-ноябрь, что связано с нестабильностью коэффициента трения от погодных условий, а значит, и с трудностью правильно выбрать режим торможения. Это связано также с увеличением зазоров в стыках рельсов, приводящих к дополнительным ударным воздействиям при прохождении колесных пар.
Навар металла на поверхности катания – термомеханическое повреждение, при котором на поверхности катания образуются участки сдвига металла U-образной формы (рисунок 5.10). Такая форма пластической деформации с максимальным сдвигом в центре полосы контакта и минимальным по краям объясняется эллиптическим законом распределения давлений на контактной площадке. Наибольшие деформации возникают в центре площадки контакта, где создается максимальное давление, которое развивается в направлении скольжения колес.
Навар располагается на поверхности катания в виде одной или нескольких зон, может быть однослойным и многослойным. Навар определяется высотой сдвига металла, измеряемой от неповрежденной поверхности катания до вершин сдвигов. Основной причиной этого дефекта является нарушение режимов торможения, в результате чего происходит проскальзывание колеса по рельсу на 20...30 мм в течение очень коротких промежутков времени. При этом в зоне контакта колеса с рельсом происходит интенсивная пластическая деформация с элементами контактного схватывания и значительным нагревом металла, что, во-первых, приводит к деформациям, а, во-вторых, к закалке этой зоны на мартенсит, обладающей повышенной твердостью. Таким образом, чередование сдвигов навара объясняется небольшим проскальзыванием колеса вследствие скачкообразного изменения силы сцепления колеса с рельсом.

Рисунок 5.10 - Навар
Навар на поверхностях катания вызывает повышенные ударные нагрузки на подвижной состав и верхнее строение пути и поэтому не допускается навар высотой более 0,5 мм у колесных пар пассажирских вагонов и более 1 мм для грузовых вагонов.
Значительную долю дефектов колес составляют механические повреждения, к которым относятся ослабление посадки ступицы колеса на оси, сдвиг ступицы колеса.
Ослабление посадки ступицы колеса возможно при нарушении технологии формирования колесной пары, несоблюдении равенства температуры оси и колеса при измерении диаметров посадочных поверхностей, в результате чего неправильно определяется натяг на посадку. Признаками ослабления посадки является разрыв краски по всему периметру вблизи торца ступицы в месте ее сопряжения с осью и выделение характерной коррозии и масла из-под ступицы колеса с внутренней стороны. Колесные пары с признаками ослабления ступицы подлежат расформированию.
Сдвиг ступицы колеса – это смещение ступицы колеса вдоль оси. Этот дефект также является следствием нарушения технологии формирования колесной пары или ударов при авариях (рисунок 5.11).
Сдвиг ступицы колеса ведет к изменению расстояния между внутренними гранями ободов колес и представляет серьезную угрозу безопасности движения, и поэтому колесные пары исключаются из эксплуатации.
Рисунок 5.11 – Сдвиг ступицы колеса
Термические поперечные трещины в ободе колеса (рисунок 5.12) образуются в виде множества трещин термической усталости на поверхности катания в зонах уклона 1:7, на фаске и в отдельных случаях переходящих на наружную грань обода. Эти трещины термической усталости возникают в результате чередования интенсивного нагрева поверхности катания колеса при торможении и последующего охлаждения. При резком торможении поезда поверхность катания колеса от трения, особенно с композиционными колодками, нагревается до температуры 400 °С, а в отдельных зонах температура может достигать 1000 °С. Повторяющиеся циклы нагрева и охлаждения вызывают последовательно в поверхностном слое обода колеса напряжения сжатия и растяжения, величина которых может превышать предел текучести стали, а это приводит к развитию пластической деформации и, как следствие, к образованию трещин.

Рисунок 5.12 – Трещина обода колеса
Трещины в ступице колеса (рисунок 5.13) и в диске образуются под действием комплекса динамических сил из-за наличия металлургических дефектов металла в этих зонах, неметаллических включений и неровностей от прокатки колеса при изготовлении. Кроме того, трещины в ступице колеса развиваются от растягивающих напряжений после посадки колеса на ось и наличии микротрещин на кромках, образующихся при прошивке отверстия ступицы колеса.

Рисунок 5.13 – Трещина в ступице колеса
5.3 Буксы с роликовыми подшипниками и их неисправности
В процессе эксплуатации буксы с роликовыми подшипниками могут чрезмерно нагреваться по следующи�м причинам:
– излома или разрушения одного из элемен�тов подшипника;
– излишнего или недостаточного количества смазки;
– неправильной подборки и установки подшипни�ков на оси;
– попадания в буксу механических примесей (пе�сок, металлические частицы);
– неисправности тележки.
От исправного состояния буксовых узлов в большой степени за�висит безопасность движения поездов. Являясь необрессоренной частью вагона, буксовый узел испытывает в пути следования значи�тельные статические и динамические нагрузки, которые особенно велики при наличии на колесных парах ползунов, выщербин, «нава�ров», а также при проходе вагона по стыкам и дефектам рельсов. При проходе кривых участков железнодорожного пути, буксы испытыва�ют большие осевые нагрузки. Буксовый узел требует высокой квалификации и точности выполнения работ по ремонту деталей и монтажу. Сложность своевременного выявления неисправностей букс объясняется также их конструктивными особенностями. Буксы герметично зак�рыты, и за короткое время стоянки вагона на ПТО не предоставляется возможным визуально проконтролировать состояние подшипников и деталей крепления.
Основными неисправностями буксовых узлов на подшипниках качения являются:
1) износы и изломы сепараторов;
2) разрушение деталей крепления подшипников;
3) обводнение смазки;
4) ослабление натяга внутренних и лабиринтных колец;
5) изломы и разрывы внутренних и упорных колец подшипников (рисунок 5.14).

Рисунок 5.14 – Разрушение буксы
Износ и разрушение сепараторов, как пра�вило, происходят из-за обводнения или недостаточного количества смазки в подшипниках, а также из-за механических повреждений сепараторов, не выявленных при полной ревизии буксы.
Причинами попадания влаги в смазку являются неправильное ее хранение и нарушение технических требований к монтажу буксы. Не разрешается хранить смазку под открытым небом незащищенной от попадания атмосферных осадков. Во избежание попадания влаги в буксу не разрешается промывка колесных пар, подлежащих проме�жуточной ревизии, без специальной защиты буксового узла. При монтаже следует закладывать смазку в лабиринтное кольцо равно�мерно по всей окружности; необходимо заменять резиновые проклад�ки и кольца на новые и следить за прочностью болтовых креплений крышек.
Основная причина разрушения торцового крепления подшипников на шейке оси – нарушение требований монтажа букс: завышение зазоров между кольцами, неправильный подбор и установка гайки M 110. Следует тщательно контролировать состояние резьбы гаек и шеек осей.
Проворот колец происходит из-за нарушения температурных ре�жимов при монтаже букс, применения несовершенных измеритель�ных приборов и инструментов или неправильной их настройки. До�пускаемая разница температур измеряемых деталей и инструмента — не более 3°С. Работы по хранению, подбору и комплектации подшип�ников должны выполняться в чистых, сухих, светлых и изолирован�ных помещениях с температурой 18±2°С и относительной влажнос�тью не более 60% [4].
Основные неисправности колесных пар представлены на диаграмме (рисунок 5.15), которая свидетельствует о том, наибольший процент неисправностей колесных пар составляет тонкий гребень 58 %, ползун – 11%, навар – 8%, и 23% составляют прочие неисправности.
Рисунок 5.15 – Неисправности колесных пар
Основные браки по подшипникам представлены на диаграмме (рисунок 5.16), которая свидетельствует о том, наибольший процент браков подшипников составляет разрушение сепаратора 32,06 %, торцевого крепления – 27,06 %, некачественная смазка – 12,55%, раковины роликов – 8,73%, проворот кольца – 3,7%, подбор роликов – 2,75%, и 13,24% составляют прочие неисправности.
Рисунок 5.16 – Браки по подшипникам
5.4 Технические новинки разработанные в России
Важной составляющей безопасности движения является качество ремонта колесных пар.
Расследование, проведенное МПС, показало, что действующая система ремонта и обслуживания колесных пар неэффективна. На практике до настоящего времени не реализовано ни одного технического решения, которое позволило бы обеспечить надежный контроль колеса в эксплуатации. На сегодня основными инструментами, которыми вооружен осмотрщик вагонов, были и остаются молоток и зрение.
Крайнюю озабоченность вызывает и само состояние колес, средний срок службы которых сократился с 15 лет в 1973 г. до шести лет (по самым оптимистическим подсчетам) в 2002 г. За этот период произошли существенные изменения в интенсивности образования и характере дефектов. Если до начала 80-х годов самым массовым видом брака был неравномерный прокат, то к 1995 г. отбраковка в основном проводилась уже по остроконечному накату и «тонкому» гребню. При этом, начиная с 1989 г., наблюдается интенсивный рост числа браков по выщербинам. К 1995 г. их число выросло в 17 раз, а к 2002 г. они стали одним из преобладающих видов брака.
По данным ВНИИЖТа среди выщербин сегодня преобладают усталостные. Как показали исследования, проведенные Российской академией наук, образование выщербин связано с водородным износом колесных пар и рельсов, а графитовая смазка, применяемая сегодня, во многом усиливает этот износ.
В настоящее время колеса российских вагонов приобретают новые качества. Существенно растет их грузоподъемность и срок службы. Впервые в России освоено производство железнодорожных колес с повышенной твердостью обода и криволинейным (S-образным) диском (рисунок 5.17) ОАО «Выксунский металлургический завод» (ВМЗ) во взаимодействии с отраслевой железнодорожной наукой в 2004 году. Срок службы таких колес составляет 12 лет по сравнению с 6-7 годами у обычных колес. Это позволяет значительно снизить эксплуатационные расходы.

Рисунок 5.17 - Колесо с повышенной твердостью обода и криволинейным диском
Колеса с S-образным диском предназначены для грузовых вагонов нового поколения. Если максимальная нагрузка на ось, которую способны выдерживать обычные колеса (с плоскоконическим диском), составляет 23-25 тс, то новые выдержат 30 тс, а номинальная нагрузка, на которую они рассчитаны, равна 25 тс. Это означает, что четырехосный грузовой вагон сможет поднимать не привычные 65-68, а 80-85 тонн, и ОАО «РЖД» окажется в состоянии увеличить объемы перевозок без увеличения вагонного парка. В колесе с S-образным диском при вращении совершенно иначе, чем в колесе с плоскоконическим диском, распределяются напряжения от нагрузки: если в этом случае применимо такое слово, то можно сказать, что колесо «пружинит». И тем самым обеспечивает себе в полтора раза большую усталостную прочность в эксплуатации. Пробег колеса с криволинейным диском увеличивается на 15%.
Во ВНИИЖТ успешно прошли испытания опытной партии. По их результатам РС ФЖТ выдал заводу сертификат соответствия на производство первых 2 тысяч штук. И в конце 2006 года установочные партии были отправлены ФГУП «ПО «Уралвагонзавод», ОАО «Алтайский вагоностроительный завод» и ОАО «Рузаевский вагоностроительный завод» для оснащения новых грузовых вагонов. Колеса эти хорошо показали себя в работе и позволили снизить количество обточек колесных пар в межремонтный период эксплуатации грузовых вагонов. Теперь начинается выпуск новой, более крупной установочной серии [5].
Так же введена в эксплуатацию установка дробеметного упрочнения железнодорожных колес. Новое оборудование наряду с использованием установки внепечной обработки стали (ВПО), введенной в эксплуатацию 9 июля 2008 г., позволяет заводу значительно улучшить качество колес и увеличить срок их службы. Установка дробеметного упрочнения значительно улучшает прочностные характеристики железнодорожных колес, благодаря проковке колесных дисков дробью в дробеметной камере и удалению окалины. Срок службы упрочненных дробеметом колес, произведенных из вакуумированной стали, увеличится в 1,5-2 раза по сравнению с обычными [6].
Сравним колеса с плоскоконическим (рисунок 5.18, а) и криволинейным (рисунок 5.18, б) дисками. В первую очередь обращает на себя внимание различный характер деформирования колес при действии вертикальной нагрузки и при температурном нагружении. На рисунке 5.18 контурной линией показано первоначальное положение колес до приложения нагрузок, в полноцветное изображение показывает положение после приложения нагрузок. Как можно видеть из рисунка колесо с плоскоконическим диском деформируется так, что при приложении вертикальной нагрузки оно перемещается гребнем на рельс, а колесо с S-образным диском наоборот – гребнем от рельса. Отсюда следует, что если колесо с плоскоконическим диском при своем движении катится прижатым к рельсу и имеется переменная вертикальная сила, а она практически всегда имеется за счет вертикальной динамики, то происходит повышенный износ пары колесо-рельс из-за постоянных дополнительных силовых импульсов. При разгрузке колес до некоторой величины создается ситуация, чреватая вкатыванием колеса на рельс. Колесо с S-образным диском таким недостатком не обладает. При динамическом нагружении колесо с плоскоконическим диском передает силовой импульс на ось вагона, а колесо с S-образным диском гасит динамические напряжения в S-образном изгибе. Это подтверждает практика. Разрушения колес в эксплуатации в большинстве случаев происходит при наличии на колесе источника динамической нагрузки (ползуна, выщербины и т.д.) [7].
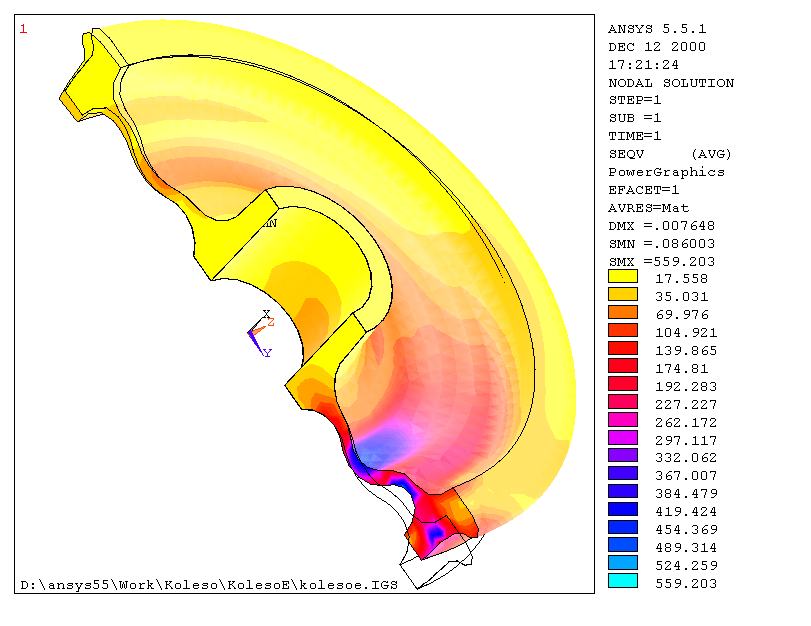
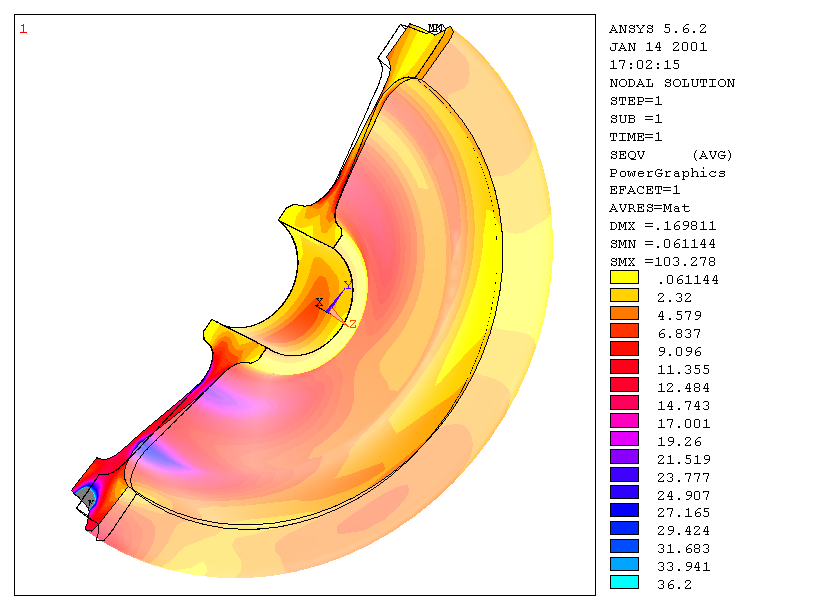
а) б)
Рисунок 5.18 - Характер деформирования колес
6 Анализ дефектов колесных пар при поступлении в ремонт
Анализ за 2 года по неисправностям колёсных пар и основным причинам обточек колёс свидетельствует о том, что при сокращении повреждений из-за дефектов гребня, возросло число колёсных пар с выщербинами. Произошел рост таких дефектов, как (выщербины) которые приводят к появлению дополнительных динамических нагрузок на колёсо и на путь. К основной причине резкого увеличения колёс с дефектами контактно-усталостного происхождения следует отнести снижения качества изготовления колёс на металлургических комбинатах:
а) недостаточная чистота металла, связанная с технологией выплавки и характеризуемая наличием в металле силикатных включений, подкорковых газовых пузырей, формирующихся в нижней части слитка, а также неметаллических включений в поверхностном слое слитка;
б) нарушения технологии непрерывного литья.
Появление колёс с ползунами и наварами связано с недостатками в ремонте и содержании тормозного оборудования, неправильное включение грузовых режимов воздухораспределителя или его неисправности, неисправность авторежима или его привода и т. д. Возникший на одном из колёс ползун может стать причиной образования в этом месте выщербины. Несмотря на различия в причинах появления на поверхности катания колёс коротких геометрических неровностей в виде ползунов, выщербин, неравномерного проката, необходимо провести ряд работ, направленных на их существенное сокращение и недопущение дефектов с ненормируемыми размерами, которые вызывают чрезмерные динамические удары на вагон и на путь.
ОАО «РЖД» разработала и реализует программу по повышению надёжности и увеличению ресурса цельнокатаных колёс. Она включает в себя новую технологию литья металла, термообработку и организацию производства колеса новой конструкции. Кроме того, были разработаны и внедрены ресурсосберегающие технологии, продлевающие срок службы колёс на 20-30%. К ним относятся: наплавка изношенных гребней износостойкими материалами; обточка по ремонтному профилю на толщину гребня 27 и 30 мм. В основу конструкции ремонтного профиля колеса по кругу катания положены результаты многолетних обмеров изношенных колёс, в результате чего был разработан профиль так называемого одноточечного контакта, нашедший широкое внедрение во всех странах мира. Восстановление изношенных поверхностей позволяет стабилизировать кинематику извилистого движения колёсной пары по рельсовой колее, что благоприятно отражается на работе буксового узла и исключает односторонний износ гребня одного из колёс колёсной пары. Продолжаются работы по внедрению в буксовых узлах смазок на литиевой основе, обеспечивающих безремонтный срок службы 8 лет (1млн. км). Как показывает зарубежный опыт, многие из неисправностей, присущих цилиндрическим роликовым подшипникам, могут быть устранены при переходе на двухрядные конические подшипники кассетного типа. Данный тип подшипника особенно приемлем в России для вагонов нового поколения с повышенными нагрузками 25 т. и 30 т. на ось. Отсутствие корпуса буксы уменьшит не обрессоренную массу буксового узла, что благоприятно скажется на работе ходовых частей вагона и воздействии колёсной пары на путь. Опытные кассетные подшипники, изготовленные на российских и зарубежных заводах (ГПЗ - 15, г. Волжск; ГПЗ - 9 г. Самара; компания “ БРЕНКО”, США), в настоящее время проходят необходимый цикл стендовых и эксплуатационных стандартных испытаний. Применение кассетных подшипников позволит обеспечить основное требование ко всем деталям и узлам вагонов нового поколения - безремонтный срок службы 8 лет, ликвидировать роликовые отделения на ремонтных предприятиях железнодорожного транспорта и перейти на обслуживание кассетных подшипников силами заводов-производителей.
Анализ дефектов по классификации неисправностей колёсных пар при ремонте за 2007 г. представлены в таблице 6.1,а также на диаграмме представленной на рисунке 6.1.
Таблица 6.1 - Анализ дефектов по классификации неисправностей колёсных пар при ремонте за 2007 г.
|
Количество кол пар из ВСУ и ТОР шт.
|
Классификация
дефектов
|
Зима
|
Весна
|
Лето
|
Осень
|
Итого
|
|
16943
|
равномерный прокат
|
126
|
173
|
108
|
142
|
549
|
|
-/-
|
неравномерный прокат
|
247
|
183
|
153
|
291
|
874
|
|
-/-
|
круговой наплыв
|
109
|
97
|
101
|
88
|
395
|
|
-/-
|
кольцевые выработки
|
194
|
155
|
144
|
162
|
655
|
|
-/-
|
тонкий гребень
|
978
|
984
|
842
|
987
|
3791
|
|
-/-
|
вертикальный подрез гребня
|
299
|
389
|
410
|
390
|
1488
|
|
-/-
|
остроконечный накат
|
399
|
411
|
380
|
407
|
1597
|
|
-/-
|
тонкий обод
|
689
|
605
|
655
|
627
|
2576
|
|
-/-
|
ширина обода менее допускаемой величины
|
11
|
3
|
-
|
4
|
18
|
|
16943
|
ползун
|
377
|
388
|
383
|
359
|
1507
|
|
-/-
|
навар
|
212
|
221
|
197
|
289
|
919
|
|
-/-
|
выщербины
|
1066
|
1059
|
1019
|
1037
|
4181
|
|
-/-
|
местное уширение
|
189
|
210
|
170
|
190
|
759
|
|
-/-
|
поверхностный откол
|
9
|
1
|
3
|
-
|
13
|
Рисунок 6.1 – Анализ дефектов за 2007 год
Анализ дефектов по классификации неисправностей колёсных пар при ремонте за 2007 г. показал что наибольший процент составляют выщербины 21%, чуть меньший процент – тонкий гребень 20%, тонкий обод составляет 13%, остроконечный накат, вертикальный подрез гребня, ползун составляют 8%, навар и неравномерный прокат – 5%, местное уширение 4%, равномерный прокат и кольцевые выработки 3%, и наименьший процент у кругового наплыва – 2%, прочие неисправности отсутствовали.
Анализ дефектов по классификации неисправностей колёсных пар при ремонте за 2007 г. представлены в таблице 6.2,а также на диаграмме представленной на рисунке 6.2.
Анализ дефектов по классификации неисправностей колёсных пар при ремонте за 2008 г. показал что наибольший процент составляют выщербины 27%, тонкий гребень – 21%, тонкий обод составляет 19%, остроконечный накат –7%, ползун – 5%, вертикальный подрез гребня – 4%, навар, неравномерный прокат, местное уширение, равномерный прокат и кольцевые выработки составляют 3%, и наименьший процент у кругового наплыва – 2%, прочие неисправности отсутствовали.
Таблица 6.2 – Анализ дефектов по классификации неисправностей колёсных пар при ремонте за 2008г.
|
Количество кол пар из ВСУ и ТОР шт.
|
Классификация
дефектов
|
Зима
|
Весна
|
Лето
|
Осень
|
Итого
|
|
4184
|
равномерный прокат
|
192
|
176
|
126
|
110
|
604
|
|
-/-
|
неравномерный прокат
|
161
|
139
|
113
|
100
|
513
|
|
-/-
|
круговой наплыв
|
90
|
70
|
80
|
60
|
300
|
|
-/-
|
кольцевые выработки
|
197
|
117
|
112
|
122
|
548
|
|
-/-
|
тонкий гребень
|
914
|
916
|
976
|
929
|
3735
|
|
-/-
|
вертикальный подрез гребня
|
250
|
199
|
150
|
155
|
754
|
|
-/-
|
остроконечный накат
|
340
|
310
|
290
|
311
|
1251
|
|
-/-
|
тонкий обод
|
710
|
899
|
921
|
850
|
3380
|
|
-/-
|
ширина обода менее допускаемой величины
|
-
|
1
|
-
|
1
|
2
|
|
14184
|
ползун
|
213
|
220
|
225
|
211
|
869
|
|
-/-
|
навар
|
159
|
177
|
146
|
130
|
612
|
|
-/-
|
выщербины
|
1102
|
1117
|
1126
|
1140
|
4485
|
|
-/-
|
местное уширение
|
170
|
143
|
110
|
97
|
520
|
|
-/-
|
поверхностный откол
|
7
|
-
|
3
|
-
|
10
|
Рисунок 6.2- - Анализ дефектов за 2008 год
7 Неразрушающий контроль
Неразрушающий контроль – эффективное средство предотвращения крушений и аварий на железнодорожном транспорте, из-за повреждений рельсов, деталей и узлов подвижного состава. Достоверность результатов обеспечивается комплексным подходом к организации и управлению системами неразрушающего контроля на стадиях проектирования, изготовления, эксплуатации и ремонта технических средств.
Система неразрушающего контроля представляет совокупность физических методов, персонала, занятого оценкой качества объекта, процедур и условий его проведения. С учетом специфики объектов железнодорожного транспорта, подвергаемых неразрушающему контролю при изготовлении, эксплуатации и ремонте. При этом в процессе эксплуатации и ремонта они должны образовывать структуру, обеспечивающую единство управления, научно – методического и метрологического обеспечения, возможность унификации средств, технологий и информационных потоков о результатах контроля. При изготовлении цельнокатаных колёс, осей колёсных пар и литых деталей подвижного состава предусмотрены обязательный приёмочный не-разрушающий контроль готовой продукции. Отбраковка на заводах – изготовителя составляет для колёс 0,2 – 2,0 %, литых деталей вагонов 0,4 – 7,0 %. Тем не менее, действующие системы не обеспечивают контроля по всему объёму деталей и не гарантируют обнаружения ряда опасных металлургических дефектов. В результате 10 – 18 % дефектов, выявляемых при сплошном контроле, должны были бы обнаруживаться на металлургических заводах. Разворачиваются работы по введению в действие РД 32.144 – 2000 «Контроль неразрушающий приёмочный. Колёса цельнокатаные, и оси колёсных пар подвижного состава. Технические требования». Система неразрушающего контроля деталей подвижного состава базируется на магнитопорошковых и ферозондовых, ультрозвуковых, вихретоковых методах контроля.
Предстоящее реформирование железнодорожного транспорта предопределяет необходимость повышения надёжности технических средств при одновременном снижении затрат на контроль и численности дефектоскопистов. Особое внимание должно быть уделено внедрению средств механизированного неразрушающего контроля с повышенной чувствительностью и регистрацией результатов контроля, разработке и внедрению портативных дефектоскопов – индикаторов для проведения в необходимых случаях ручного экспресс – контроля деталей и узлов. Важно ускорить создание автоматизированных систем, комплексных «безразборных» технологий и технической диагностики с применением микропроцессорной и компьютерной техники, обеспечивающих автоматическое документирование, расшифровку и хранение результатов контроля, самодиагностирование работоспособности и поддержание стабильности параметров аппаратуры. Требуется разработка информационных систем передачи, электронного документирования и анализа данных о результатах исследований деталей и узлов подвижного состава для использования их в автоматизированных системах управления. Должны быть хорошо отлажены и стать обязательными метрологическая экспертиза документации, эксплуатационные и приёмочные испытания средств неразрушающего контроля при внесении их в отраслевой реест средств измерений, а также сертификация средств НК. Для обслуживания и ремонта средств неразрушающего контроля на железных дорогах следует организовать сервисные центры. Необходимо обеспечить железнодорожный транспорт квалифицированными специалистами по неразрушающему контролю. Необходимо разработать единые требования к ним, систему подготовки и повышения квалификации кадров, аттестациии и сертификации персонала в области неразрушающего контроля, создать компьютерные учебные программы и пособия.
Решение перечисленных задач потребует создание единой системы в области неразрушающего контроля для сети железных дорог и заводов поставщиков продукции железнодорожного транспорта.
Анализ неразрушающего контроля колесных пар за 2007 год представлен в таблице 7.1 и на диаграмме (рисунок 7.1), а анализ неразрушающего контроля колесных пар за 2008 год представлен в таблице 7.2 и на диаграмме (рисунок 7.2).
Таблица 7.1 - Анализ неразрушающего контроля колесных пар за 2007 год
|
Участок
|
Вид ремонта
|
Наименование детали
|
Зона
контроля
|
Тип дефектоскопа
|
Проверено шт.
|
Забраковано шт.
|
|
Колёсно-роликовый
|
Обыкновенное и полное
|
Колесо
|
Прозвучивание, средняя часть
|
УД 2-12, УД 2-102
|
16930
|
1
|
|
|
|
|
шейка
|
УД 2-12, УД 2-102
|
105
|
-
|
|
|
|
|
обод
|
УД 2-12, УД 2-102,
УСК-4
|
7529
|
11
|
|
|
|
|
диск
|
УД 2-12, УД 2-102,
УСК-4
|
16930
|
3
|
|
|
|
|
гребень
|
УД 2-12, УД 2-102
|
7529
|
2
|
|
|
|
|
Гребень
после наплавки
|
УД 2-12, УД 2-102
|
2132
|
7
|
Рисунок 7.1 - Анализ неразрушающего контроля колесных пар за 2007 год
Анализ неразрушающего контроля колесных пар за 2007 год показал, что наибольшее количество колес подвергалось прозвучиванию средней части и диска, что составило 16930 шт., прозвучивание обода и гребня прошли 7529 колес, гребень после наплавки составляет 2132 колеса, шейка оси 105 колес.
Таблица 7.2 - Анализ неразрушающего контроля колесных пар за 2008 год
|
Участок
|
Вид ремонта
|
Наименование детали
|
Зона
контроля
|
Тип дефектоскопа
|
Проверено шт.
|
Забраковано шт.
|
|
Колёсно-роликовый
|
Обыкновенное и полное
|
Колесо
|
Прозвучивание, средняя часть
|
УД 2-12, УД 2-102
|
15184
|
-
|
|
|
|
|
шейка
|
УД 2-12, УД 2-102
|
380
|
-
|
|
|
|
|
обод
|
УД 2-12, УД 2-102,
УСК-4
|
8425
|
13
|
|
|
|
|
диск
|
УД 2-12, УД 2-102,
УСК-4
|
15184
|
9
|
|
|
|
|
гребень
|
УД 2-12, УД 2-102
|
8425
|
3
|
|
|
|
|
Гребень
после наплавки
|
УД 2-12, УД 2-102
|
700
|
2
|
Рисунок 7.2 - Анализ неразрушающего контроля колесных пар за 2008 год
Анализ неразрушающего контроля колесных пар за 2008 год показал, что наибольшее количество колес подвергалось прозвучиванию средней части и диска, что составило 15184 шт., прозвучивание обода и гребня прошли 8425 колес, гребень после наплавки составляет 700 колес, шейка оси 380 колес [2].
8 Исследование условий труда на участке по ремонту колесных пар
Условия труда на производстве определяются:
– степенью механизации и автоматизации производственных процессов, состоянием действующего производственного и вспомогательного оборудования, приспособлений и инструментов;
– совершенством технологии производства, организации трудового процесса, интенсивностью труда;
– санитарно-гигиенической обстановкой и эстетизацией производства.
При определенном стечении обстоятельств условия труда могут неблагоприятно влиять на организм человека вследствие воздействия некоторых производственных факторов, опасных для его жизни или вредных для его здоровья.
Всесторонний анализ условий труда позволяет дать рекомендации по рациональному устройству участков и отделений, технологических процессов, организации труда, которые исключают возможность возникновения травматизма и заболеваемости.
8.1 Обеспечение безопасности труда в производственном процессе
Анализ производственного процесса проводился с учетом требований ГОСТ 12.3.002-75. Участок по ремонту колесных пар предназначен для ремонта колесных пар без смены элементов и для производства промежуточной и полной ревизии букс с роликовыми подшипниками.
Производственному процессу участку по ремонту колесных пар сопутствуют следующие опасные и вредные производственные факторы:
1. незащищенные подвижные элементы производственного оборудования (зубчатые и цепные передачи, вращающиеся и поступательно движущиеся части станков вращающиеся части демонтажного стенда и др.);
2. повышенная температура поверхности электропечей и электрических ванн для нагрева лабиринтных и внутренних колец роликовых подшипников;
3. образование металлической стружки, обладающей высокой температурой (300-500 °С) и высокой кинетической энергией, при обработке колесных пар на станках, которая может вызвать тяжелые ранения глаз и ожоги открытых частей тела;
4. повышенная подвижность воздуха из-за сквозняков в летнее время;
5. повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
6. недостаток естественного света на рабочих местах;
7. недостаточная освещенность рабочей зоны на позициях дефектоскопирования, обмера колесных пар, демонтажа и монтажа роликовых букс;
Кроме указанных, на участке по ремонту колесных пар имеют место такие вредные производственные факторы, как:
– повышенная запыленность и загазованность воздуха рабочей зоны;
– повышенный уровень шума на рабочих местах.
Производственный процесс участка по ремонту колесных пар по пожаровзрывоопасности относится к категории Д, т.к. обрабатываются негорючие вещества в холодном состоянии.
Анализ коллективных средств показал:
а) общеобменной приточно-вытяжной вентиляцией цех не оборудован. Имеющиеся местные отсосы от колесотокарных станков не работают. Другие места выделения вредных веществ (позиция окраски колесных пар, шеечнонакатные станки) вообще не оборудованы местной вытяжной вентиляцией;
б) в теплое время года осуществляется неорганизованная естественная вентиляция цеха через открытые фрамуги окон, а светового фонаря и проемы ворот с использованием теплового и ветрового напора;
в) применения одной естественной вентиляции в цехе явно недостаточно, поэтому в помещении очень высокие концентрации вредных веществ;
г) в целях предупреждения проникновения холодного воздуха в помещение при транспортировке колесных пар на воротах в торцевой стене цеха оборудованы тепловые завесы. Эффективность работы завес недостаточна (особенно в зимнее время).
8.2 Обеспечение безопасности труда в конструкции производственного оборудования
Анализ производственного оборудования проводился в соответствии с требованиями ГОСТ 12.2.003-91.
Изучение состояния производственного оборудования на участке по ремонту колесных пар показало, что в конструкции оборудования недостаточно обеспечена безопасность труда. Выявлены следующие опасные зоны на оборудовании:
– опасной зоной при обмывке колесных пар в моечной машине является зона, находящаяся в непосредственной близости с моечной машиной, где производится перемещение колесных пар;
– опасными зонами колесотокарных и шеечнонакатных станков, не имеющих ограждений, являются зона вращения обрабатываемой детали, зона перемещение задней бабки по направляющим станка, зоны выталкивания колесной пары при помощи механизма выталкивания.
Обработка колесных пар на станках сопровождается образованием металлической стружки. При большой скорости резания стружка, обладая высокой температурой (300-500 °С) и большой кинетической энергией, может вызвать тяжелые ранения глаз и ожоги открытых частей тела. Зоны образования стружки не везде ограждены защитными экранами.
В конструкции станков недостаточно учтены антропометрические требования в расположении органов управления; отдельные рукоятки расположены в труднодосягаемых зонах, что заставляет рабочего работать в неудобной позе.
В оборудовании роликового отделения были выявлены следующие опасные зоны:
1) зона вращения гайковерта. При приближении рабочего к вращающейся части возникает опасность захвата одежды и волос;
2) зона перемещения демонтажного стенда по направляющим в поперечном направлении, т.к. при наладке демонтажного стенда имеется опасность захвата одежды вращающимися частями головки пресса;
3) зона транспортировки букс;
4) зоной повышенной опасности является зона у моечной машины роликовых подшипников, корпусов и деталей букс (разбрызгивание эмульсии во время загрузки, скопления ее на полу, что делает его скользким).
8.3 Анализ санитарно-гигиенической обстановки
Санитарно-гигиеническая производственная обстановка характеризуется:
– метеорологическими условиями;
– чистотой воздушной среды;
– качеством освещения;
– уровнями шума и вибрации;
– наличием лучевых воздействий.
Участок по ремонту колесных пар вагонного ремонтного депо Московка размещается в однопролетном помещении со световым фонарем. Помещение-капитальное, объем цеха 11395 м3, площадь 1820,5 м2 высота 9,74 м, что соответствует санитарным нормам.
Температура на участке по ремонту колесных пар практически соответствует нормируемым величинам: летом +22 °С, зимой +16 °С Относительная влажность воздуха в среднем 55%, что также соответствует допустимым значениям.
Температурный режим на участке по ремонту колесных пар обеспечивается паровым отоплением. Нельзя признать рациональным применение парового отопления и ребристых труб в качестве отопительных приборов, т.к. в связи о этим не обеспечивается равномерность нагрева воздуха в большом объеме участка, и создаются условия для накопления и подгорания пыли на отопительных приборах, а также имеется возможность ожогов рабочих при прикосновении к ребристым трубам. В таких цехах санитарные нормы рекомендуют оборудовать воздушное отопление.
Производство на участке по ремонту колесных пар разборчно-сборочных работ, обмывочных, окрасочных операций и обработки колесных пар на станках определяет источники вредностей на них.
Основным источником вредностей при разборочных работах является обмывка колесных пар, роликовых подшипников, деталей и корпусов букс. Обмывка производится трехпроцентным раствором каустической соды. Аэрозоль каустической соды, попадая на кожу, действует на ткани прижигающим образом. При постоянной работе с раствором каустической соды часты различные хронические поражения кожи, язвы на пальцах рук, потливость, узелковые дерматиты, экземы. Опасно попадание даже малых количеств каустической соды в глаза.
При открывании моечной машины, во время выкатывания колесной пары и закатки новой, во время извлечения вымытых подшипников, деталей и корпусов роликовых букс, концентрация щелочного аэрозоля достигает величины 1-1,2 мг/м3, превышая предельно допустимую концентрацию (0,5 мг/м3) в 2-2,4 раза.
Обточка поверхностей катания и шеек колесных пар на колесно-токарном и шеечнонакатаном станках сопровождается выделением в воздушную среду цеха большого количества дыма и окиси углерода. Окись углерода (СО) образуется при неполном выгорании масла и оставшейся грязи во время обработки колесной пары на станке при сильном нагреве режущего инструмента.
При длительном воздействии окиси углерода умеренных концентраций наблюдается поражения дыхательных путей (катары, тонзиллиты, бронхиты и т.д.); все формы дыхательных, чувствительных и трофических расстройств, сердечно-сосудистые заболевания и др.
Предельно допустимая концентрация СО в воздухе производственных помещений 0,02 мг/м3. Исследованиями было установлено, что при отсутствии местной вытяжной вентиляции от колесно-токарных и шеечнонакатаных станков концентрация окиси углерода в рабочей зоне превышает предельно допустимые концентрации.
Окраска колесных пар на участке по ремонту колесных пар сопровождается испарениями растворителей: бензола, толуола, ксилола и других компонентов, а также выделениями в воздух помещения цеха красочной пыли.
Большая концентрация ароматических углеводородов (бензола, толуола, ксилола) имеет токсические свойства и легко воспламеняется.
Предельно допустимая концентрация бензола 20 мг/м3. Хроническое вдыхание паров бензола даже в небольших концентрациях может привести к тяжелому заболеванию (острые и хронические лейкозы, моноцитоз, изменения в костном мозгу и др.), а также оказывает наркотическое и отчасти судорожное действие.
Предельно допустимая концентрация толуола 50 мг/м3. Поступает в организм при вдыхании паров. В высоких концентрациях пары толуола действуют наркотически. Хроническое воздействие их вызывает раздражение слизистых оболочек» нервные расстройства» боли в области сердца. При воздействии на коку наблюдается сухость коки, трещины, дерматиты.
Предельно допустимая концентрация ксилола в воздухе производственных помещений 50 мг/м3. Ксилол имеет наркотическое действие, при длительном воздействии раздражает кроветворные органы, при хроническом отравлении возможны смертельные исходы.
По данным анализа воздушной среда, на участке по ремонту колесных пар при покраске колесных пар концентрация ксилола превышает ПДК в 2 раза, толуола – в 1,6 раза, бензола – в 3,6 раза.
Выделяющиеся на участке по ремонту колесных пар вредности описанные выше, загрязняют воздух в рабочем помещении и могут быть причиной отравления и заболеваний рабочих.
Естественное освещение участка осуществляется через световой фонарь и окно в боковой и торцевой стенах. Значения коэффициента естественной освещенности находятся в пределах от 1 до 2,4 % (согласно СНиП 11–4–79 должны быть не менее 1,5–2 %). На участке имеется ряд рабочих мест с неудовлетворительным естественным освещением (отделение дефектоскопирования и другие).
Освещенность на полу по всему помещению участка по ремонту колесных пар от общего искусственного освещения лампами накаливания составляет 75-90 лк (согласно Отраслевым нормам освещенности в производственных помещениях железнодорожного транспорта ОСТ 32–9–67 – не менее 100 лк). На обрабатываемой поверхности изделия на колесотокарных станках от одного общего освещения освещенность составляет 100 лк при норме 300 лк. Местное освещение на станках не действует.
Применяемые в участке по ремонту колесных пар мостовой кран, колесотокарные и шеечнонакатные станки, моечные машины, и пневматический и электрический инструмент, гайковерты и другие создают значительный шум. Общий уровень шума в цехе составляет 84-92 дБ, что превышает допустимый по ГОСТ 12.1.003–83 уровень (85 дБ). При соударении колесных пар отмечаются шумы, отчетливо воспринимаемые как следующие друг за другом удары, качественно отличаемые от шумового фона.
Действуя продолжительное время на центральную нервную систему, шум вызывает ее перенапряжение, раздражение и переутомление, что проявляется в замедлении скорости, понижении внимания и работоспособности и является причиной роста травматизма. Воздействуя на слух, шум вызывает понижение чувствительности и заболевание слуховых органов. Вредное воздействие шума на вегетативную нервную систему вызывает изменение ритма дыхания, пульса, кровяного давления, что в конечном итоге приводит к ухудшению состояния здоровья, развитию сердечно-сосудистых заболеваний.
Отрицательное воздействие на организм человека оказывает вибрация. В зависимости от частоты, силы и продолжительности воздействие вибрации может ограничиться в лучшем случае ощущением сотрясения, в худшем – привести к так называемой вибрационной болезни
В результате исследований выяснилось, что применяемый ручной пневматический и электрический инструмент создает вибрацию, превышающую допустимые нормы.
Как показал анализ, санитарно-гигиеническая обстановка на участке по ремонту колесных пар по степени воздействия на человека является неблагоприятной.
8.4 Организационно-технические мероприятия по нормализации условий труда
В результате анализа условий труда на участке по ремонту колесных пар вагонного депо Московка установлены основные отклонения от нормативно-технической документации безопасности труда на рабочих местах.
Техническое совершенствование оборудования и технологического процесса производства работ монет быть обеспечено за счет:
– разработки механизированных поточных линий ремонта колесных пар и роликовых подшипников с максимальной ликвидацией ручного труда;
– механизации транспортировки колесных пар, роликовых подшипников, корпусов и деталей буксового узла.
Улучшение условий труда при очистке и обмывке колесных пар, роликовых букс достигается путем механизации процесса с помощью специальных моечных агрегатов. Управление процессом обмывки с пульта управления, вынесенного из опасной зоны.
В целях улучшения условий труда при окраске колесных пар целесообразно применять окраску в камере, электростатическом поле. Внедрение такого способа окраски изменит характер работы маляра, в обязанности которого станет входить наладка, пуск и наблюдение за работой установки и почти полностью исключает необходимость нахождения рабочего в зоне вредного воздействия паров красителей.
Для защиты рабочих от травмирования стружкой при обработке колесных пар на колесотокарных станках следует применять специальные резцы со стружколомателями, стружкоотводами, встроенный в державку режущего инструмента и защитные экраны. При помощи последних стружка улавливается и отводится от зоны резания. Защитный экран должен быть устроен таким образом, что пуск и работа станка были возможны только при нормальной положении экрана. Снятие экрана приводит к разрыву цепи катушки магнитного пускателя и остановке станка.
Все работы по выпрессовке подшипника из корпусов букс, зачистке от коррозии при промывке корпусов букс и роликовых подшипников, а также транспортировка подшипников в комплектование, а букс и деталей в монтажное отделение должны производиться автоматически с помощью различной конструкции демонтажных стендов, моечных машин, транспортеров.
Для физиологической рационализации рабочей позы, снижения утомленности необходимо разработать технические вопросы, выполнения различных основных операций при демонтаже и монтаже букс на колесную пару на уровне не ниже 750 мм и не выше 1500 мм от уровня пола, для чего рельсовый путь в демонтажном и монтажном отделениях можно возвысить над уровнем пола на 400 мм.
Для оздоровления воздушной среда на участке по ремонту колесных пар все фиксированные места выделения вредностей необходимо оборудовать системой местной вытяжной вентиляции. Кроме того, на участке должна быть эффективная приточно-вытяжная вентиляция.
Неотъемлемой частью системы мероприятий, направленных на оздоровление условий труда, является борьба с шумом и вибрациями на участке по ремонту колесных пар, которая осуществляется по двум направлениям: уменьшение параметров шума и вибрации в источнике их образования путем изменения технологического процесса либо снижение интенсивности шума и вибрации по пути их распространения средствами звуко- и виброизоляции или звуко- и вибропоглощения.
Для устранения шума и вибрации на колеснотокарных станках можно применять специальное приспособление, которое устанавливается на планшайбе, предназначенной для крепления кулачкового поводкового приспособления станка "Рафамет" и состоит из двух металлических стаканов, двух резиновых втулок, пружины и фигурной гайки. Один стакан со встроенными в него пружиной и вторым стаканом помещается в отверстие планшайбы и укрепляется фигурной гайкой. Второй стакан наружным концом и резиновой втулкой припишется к диску колеса. За счет пружины и резиновых втулок гасится вибрация колесотокарных станков.
Снижение шума при работе пневматического инструмента (гайковертов и других) достигается установкой специальных реактивных и активных глушителей для снижения шума вентиляторов их необходимо выносить отдельные помещения и устанавливать на фундамент с применением акустических швов. Вентиляторы на перекрытиях рекомендуете устанавливать на пружинных виброизоляторах [8].
9 Экономический анализ производственно-финансовой деятельности за 2007-2008 года
9.1 Объемные и качественные показатели работы
К объемным показателям работы вагонного ремонтного депо Московка (ВЧД-3) относятся: деповской ремонт вагонов ОАО «РЖД», капитальный ремонт вагонов ОАО «РЖД», деповской ремонт вагонов собственности промышленных предприятий, капитальный ремонт вагонов собственности предприятий, ремонт вагонов приписного парка, капитальный ремонт колесных пар, участковый ремонт колесных пар, приведенная продукция.
Все объемные показатели работы ВЧД-3 за 2007-2008 года представлены в таблице 9.1
Таблица 9.1 – Объемные показатели работы ВЧД-3
|
№
|
Показатель
|
Ед.
изм.
|
2007 г.
отчет
|
2008 г.
|
В
процентах
к 2007 г
|
|
|
|
|
|
план
|
отчет
|
|
|
1
|
Деповской ремонт вагонов ОАО «РЖД» всего
|
ваг.
|
2423
|
2063
|
2078
|
85,8
|
|
|
деповской ремонт вагонов ОАО «РЖД» без продления срока службы
|
ваг.
|
2423
|
1903
|
1993
|
82,3
|
|
|
деповской ремонт вагонов ОАО «РЖД» с продления срока службы (инвестиции)
|
ваг.
|
-
|
160
|
85
|
-
|
|
2
|
Капитальный ремонт вагонов ОАО «РЖД» всего
|
ваг.
|
-
|
-
|
-
|
-
|
|
|
капитальный ремонт вагонов ОАО «РЖД» без продления срока службы
|
ваг.
|
-
|
-
|
-
|
-
|
|
|
капитальный ремонт вагонов ОАО «РЖД» с продления срока службы (инвестиции)
|
ваг.
|
-
|
-
|
-
|
-
|
|
3
|
Деповской ремонт вагонов собственности промышленных предприятий
|
ваг.
|
903
|
1315
|
1219
|
135,0
|
|
4
|
Капитальный ремонт вагонов собственности промышленных предприятий
|
ваг.
|
284
|
398
|
471
|
165,8
|
|
5
|
Ремонт вагонов приписного парка
|
ваг.
|
3
|
10
|
2
|
66,7
|
|
6
|
Капитальный ремонт колесных пар
|
кол. пара
|
-
|
-
|
-
|
-
|
|
7
|
Участковый ремонт колесных пар
|
кол. пара
|
28380
|
30234
|
30234
|
106,5
|
|
8
|
Приведенная продукция
|
тыс. прив. ваг.
|
8,149
|
7,304
|
7,398
|
90,8
|
За 2008 год при плане деповского ремонта вагонов парка ОАО «РЖД» 2063 единицы выполнение по депо составило 2078 вагонов или 100,7% к плану и 85,8 % (-345вагона) к отчету соответствующего периода прошлого года. Из общего объема вагонов было отремонтировано 780 полувагонов или 37,5 % от общего объема, в прошлом году доля полувагонов составляла 34,2 %. В 4 квартале текущего года отремонтировано вагонов парка компании 459 единиц при плане 459 и отчете 4 квартала 2007 года 580 вагонов, снижение к прошлому году на 121 вагон (-20,9 %).
Деповской ремонт вагонов собственности промышленных предприятий в отчетном периоде составил 1219 едениц, при плане 1315 и отчете 2007 года 903 вагона, рост к прошлому году на 316 единиц или 35 %. В 4 квартале отремонтировано 302 вагона при плане 326 и отчете 4 квартала 2007 года 189 вагонов, рост на 159,8 % или +113 вагонов.
Капитальным ремонтом вагоны парка компании в депо не ремонтировались, вагонов собственности промышленных предприятий отремонтировано за 2008 год 471 при плане 398 и отчете прошлого года 284 вагона. В 4 квартале капитальный ремонт проведен 191 вагону при задании 167 и отчете прошлого года 127 вагонов.
Кроме вагонов парка компании и собственности промышленных предприятий за 2008 год в депо было отремонтировано 2 цистерны собственности пожарного поезда НОД-1, при установленном плане 10 вагонов.
За 2008 год участковым ремонтом отремонтировано 30234 колесных пар, что составляет 100 % к плану и 106,5 % или на 1854 единицу больше отчета 2007 года. Рост к прошлому году обусловлен перевыполнением регламента по обеспечению эксплуатационных вагонных депо отремонтированными колесными парами, за год на эксплуатационные участки было отправлено 16089 отремонтированных колесных пар, что выше заданного регламентом на 996 единиц (регламент 15093) и больше факта 2007 года на 1215 колесных пар (+6,5 %).
Из общего количества отремонтированных участковым ремонтом колесных пар полная ревизия проведена 18433 колесным парам, что составляет 61 % от всех отремонтированных. В соответствующем периоде прошлого года полная ревизия была проведена 17561 колесным парам или 61,9 %. Промежуточная ревизия в отчетном году проведена 11801 колесным парам, в 2007 году 10819 колесным парам. Регламент по обеспечению эксплуатационного депо в части ремонта колесных пар перевыполнен, так при плане 15093 единиц отремонтировано 16089 колесных пар, при отчете 2007 года 14874 единиц. В 4 квартале текущего года отремонтировано участковым ремонтом 7730 колесным парам, что составляет 101,3 % к плану и 6,2 % (+451 единиц) к соответствующему периоду 2007 года.
Объем приведенных вагонов по перевозкам за 2008 год составил 7,398 тысяч приведенных единиц, что больше плана на 0,094 тыс. пр. ед. (+1,3%), но ниже уровня отчета 2007 года на 0,751 тысяч приведенных вагонов или на -8,6 %. Снижение допущено из-за снижения к 2007 году программы деповского ремонта вагонов парка компании на 345 физических вагонов. В 4 квартале приведенный объем работ выполнен на 101,9 % к плану, к отчету 4 квартала 2007 года приведенный объем работ выполнен на 88,9 % .
Динамика объемных показателей представлена на рисунках 9.1-9.8.
Рисунок 9.1 – Деповской ремонт вагонов ОАО «РЖД» всего, вагонов
Рисунок 9.2 – Деповской ремонт вагонов ОАО «РЖД» без продления срока службы, вагонов
Рисунок 9.3 – Деповской ремонт вагонов ОАО «РЖД» с продлением срока службы, вагонов
Рисунок 9.4 – Деповской ремонт вагонов собственности промышленных предприятий, вагонов
Рисунок 9.5 – Капитальный ремонт вагонов собственности промышленных предприятий, вагонов
Рисунок 9.6 – Ремонт вагонов приписного парка, вагонов
Рисунок 9.7 – Участковый ремонт колесных пар, колесные пары
Рисунок 9.8 – Приведенная продукция, тысячи приведенных вагонов
Как видно из рисунка 9.1 в 2008 году, согласно отчету, произошло снижение деповского ремонта вагонов ОАО «РЖД» всего по сравнению с 2007 годом, в процентах это составляет 85,8 %.
На рисунке 9.2 в 2008 году, согласно отчету, произошло снижение деповского ремонта вагонов ОАО «РЖД» без продления срока службы по сравнению с 2007 годом, в процентах это составляет 82,3 %.
На рисунке 9.4 в 2008 году, согласно отчету, произошло увеличение деповского ремонта вагонов собственности промышленных предприятий по сравнению с 2007 годом, в процентах это составляет 135,0 %.
На рисунке 9.5 в 2008 году, согласно отчету, произошло увеличение капитального ремонта вагонов собственности промышленных предприятий по сравнению с 2007 годом, в процентах это составляет 165,8 %.
На рисунке 9.6 в 2008 году, согласно отчету, произошло снижение ремонта вагонов приписного парка по сравнению с 2007 годом, в процентах это составляет 66,7 %.
На рисунке 9.7 в 2008 году, согласно отчету, произошло увеличение участкового ремонта колесных пар по сравнению с 2007 годом, в процентах это составляет 106,5 %.
На рисунке 9.8 в 2008 году, согласно отчету, произошло снижение приведенной продукции по сравнению с 2007 годом, в процентах это составляет 90,8 %.
При общем завышении простоя вагонов в деповском ремонте, простой в неисправном состоянии снижен за год на 24 часа(-80 %), непосредственно на ремонтных позициях снижение на 5 часов или на 45,5 % . В 4 квартале простой в неисправном состоянии также снижен на 23 часа, непосредственно в ремонте на 5 часов.
Среднесуточный остаток неисправных вагонов за год снижен к норме на 27 единиц, к прошлому году рост на 5 вагонов, в 4 квартале снижение к норме на 29 вагонов, к прошлому году рост на 15 вагонов.
Качественные показатели работы ВЧД-3 за 2007-2008 года представлены в таблице 9.2.
Таблица 9.2 – Качественные показатели работы ВЧД-3
|
№
|
Показатели
|
Ед.
изм
|
Отчет 2007г
|
2008 год
|
% к плану
|
% к отч.
|
|
|
|
|
|
план
|
отчет
|
|
|
|
|
|
Год
|
|
|
|
1
|
Простой вагонов в деповском ремонте -всего
|
час.
|
165
|
45,6
|
114
|
250
|
69,1
|
|
|
В т.ч. за ДС
|
|
159
|
15,6
|
108
|
692,3
|
67,9
|
|
|
в неисправном состоянии
|
час.
|
6
|
30
|
6
|
20
|
100
|
|
|
Из них в ремонте
|
час.
|
6
|
11
|
6
|
54,5
|
100
|
|
2
|
Среднесуточный остаток неисправных вагонов- всего
|
ваг.
|
68
|
100
|
73
|
73
|
107,4
|
|
|
В деповском ремонте парка ОАО «РЖД»
|
ваг.
|
34
|
|
33
|
|
97,1
|
|
|
В деповском ремонте вагонов пром. предприятий
|
|
26
|
|
28
|
|
107,7
|
|
|
В капитальном ремонте вагонов пром. предприятий
|
|
8
|
|
12
|
|
150
|
Динамика качественных показателей представлена на рисунках 9.9-9.10.
Рисунок 9.9 - Простой вагонов в деповском ремонте всего за год, час
Рисунок 9.10 - Среднесуточный остаток неисправных вагонов всего за год, вагонов
На рисунке 10.9 в 2008 году, согласно отчету, произошло снижение простоя вагонов в деповском ремонте всего за год по сравнению с 2007 годом, в процентах это составляет 69,1 %.
На рисунке 10.10 в 2008 году, согласно отчету, произошло увеличение среднесуточного остатка неисправных вагонов всего за год по сравнению с 2007 годом, в процентах это составляет 107,4 %.
9.2 Показатели по труду и заработной плате
К показателям по труду и заработной плате относятся: среднесписочная численность, среднемесячная заработная плата и производительность труда.
Показатели по труду и заработной плате за 2007-2008 годы представлены в таблице 9.3.
Таблица 9.3 – Показатели по труду и заработной плате
|
№
|
Показатель
|
Ед.
изм.
|
2007 г.
Отчет
|
2008 г.
|
В процентах
к 2007 г.
|
|
|
|
|
|
План
|
отчет
|
|
|
1
|
Среднесписочная численность
|
чел.
|
391
|
394
|
385
|
98,5
|
|
2
|
Среднемесячная заработная плата
|
руб.
|
13671
|
17240
|
17719
|
129,6
|
|
3
|
Производительность труда
|
прив. ваг/чел
|
28,3
|
28,6
|
31,3
|
110,8
|
Динамика показателей по труду и заработной плате представлена на рисунках 9.11-9.13.
Рисунок 9.11 – Среднесписочная численность, человек
Рисунок 9.12 – Среднемесячная заработная плата, рублей
Рисунок 9.13 – Производительность труда, прив. ваг/чел
При плановом фонде заработной платы по основной деятельности за год 81511 тысяч рублей, фактически выплачено 81788,6, в том числе по внереализации при плане 72 тыс. рублей выплаты составили 349,7 тыс. рублей.
По перевозкам при плане 48650 тыс. рублей фактически выплачено 49994,9. По сравнению с соответствующим периодом прошлого года фактические выплаты по фонду в основной деятельности увеличились на 17715 тыс. рублей или 27,6 %, в том числе на перевозках рост на 2410,9 тыс. рублей или 5,1 %.
По подсобно – вспомогательной деятельности за 2008 год при плане 32789 тыс. рублей фактически выплачено 31444 тыс. рублей, что выше соответствующего периода прошлого года на 1345 тыс. рублей или 95,9 %. В 4 квартале при плане по ФОТ 10461 тыс. рублей, фактически выплачено 9116 тыс. рублей.
Среднемесячная заработная плата по основной деятельности составила за 2008 год 17719 рублей при плановой 17255 и фактической 2007 года 13670 рублей, в 4 квартале 20066 рублей при плановой 19001 и отчетной 2007 года 15627 рублей. По перевозкам среднемесячная зарплата сложилась за год в размере 17641 рубль, что выше плановой на 1716 рублей и выросла к уровню 2007 года на 3888 рублей (+28,3%), рост заработной платы обусловлен индексацией заработной платы с 01.01.2008 года по 31.12.2008 года на 26,7 % , недосодержанием штата к плану (-19 чел), что увеличило среднемесячную зарплату на 1,6 %.
Производительность труда по основной деятельности за 2008 год выполнена к плану на 103,6 % , к уровню 2007 года на 109,6 % при заданном росте 108,7 %.
Производительность труда на перевозках за 2008 год выполнена к плану на 109,2 %, к уровню 2007 года на 110,8 % при заданном росте 108,7 %.
Производительность труда по подсобно-вспомогательной деятельности выполнена за 2008 г. К плану на 94,6 % к отчету 2007 года 101,1 % , в 4 квартале выполнение к плану 86,6 % к отчету 2007 г на 92,4 %.
На рисунке 9.11 в 2008 году, согласно отчету, произошло снижение среднесписочной численности по сравнению с 2007 годом, в процентах это составляет 98,5 %.
На рисунке 9.12 в 2008 году, согласно отчету, произошло увеличение среднемесячной заработной платы по сравнению с 2007 годом, в процентах это составляет 129,6 %.
На рисунке 9.13 в 2008 году, согласно отчету, произошло увеличение производительности труда по сравнению с 2007 годом, в процентах это составляет 129,6 %.
9.3 Эксплуатационные расходы
Эксплуатационные расходы – текущие затраты предприятия, необходимые для обеспечения производственного процесса и хозяйственной деятельности предприятия. К эксплуатационным расходам относятся: фонд заработной платы, отчисления на социальное страхование, топливо, электроэнергия, материалы, прочие материальные затраты, прочие расходы.
Эксплуатационные расходы по элементам затрат за 2007-2008 годы представлены в таблице 9.4.
Таблица 9.4 – Эксплуатационные расходы В тысячах рублей
|
№
|
Показатель
|
2007 г.
отчет
|
2008 г.
|
В процентах
к 2007 г.
|
|
|
|
|
план
|
отчет
|
|
|
1
|
Эксплуатационные расходы
|
182040
|
209686
|
219979
|
120,8
|
|
в том числе:
|
|
2
|
затраты на оплату труда
|
50185
|
48640
|
50891
|
101,4
|
|
3
|
отчисления на социальные нужды
|
13890
|
13235
|
14458
|
104,1
|
|
4
|
материалы
|
88518
|
99121
|
106910
|
120,8
|
|
5
|
топливо
|
3535
|
6756
|
6549
|
185,3
|
|
6
|
электроэнергия
|
2939
|
3742
|
3961
|
134,8
|
|
7
|
прочие материальные затраты
|
6862
|
23460
|
20632
|
300,7
|
|
8
|
амортизация основных фондов
|
10173
|
9649
|
10483
|
103,0
|
|
9
|
прочие затраты
|
5938
|
5083
|
6095
|
102,6
|
Динамика показателей по эксплуатационным расходам представлена на рисунке 9.14.
Рисунок 9.14 - Эксплуатационные расходы, тыс. рублей
За 2008 год перерасход эксплуатационных средств к плану составил 10293 тыс. рублей. При плане 209686 тыс. рублей, фактические расходы 219979 тыс. рублей. К прошлому году расходы возросли на 37939 тыс. рублей (+20,8%).
Без учета амортизации перерасход от плана на 9459,3 тыс. рублей, т.е. при плане 200037 тыс. рублей, фактические расходы 209496 тыс. рублей, что больше отчета 2007 года на 37629 тыс. рублей (+21,9 %).
Отклонения средств за 2008 год сложились по следующим элементам затрат:
1. Перерасход по элементу фонд заработной платы на 2251 тыс. рублей к плану (+4,6%) допущен из-за социальных выплат -612 тыс. рублей, так при плане 370 тыс. рублей фактические социальные выплаты составили 1188 тыс. рублей. По НПФ перерасход на 558,8 тыс. рублей, по списочному фонду на 572 тыс. рублей из-за перевыполнения плана ремонта вагонов парка ОАО «РЖД» на 90 вагонов. К прошлому году по фонду оплаты труда расходы выросли на 706 тыс. рублей (+1,4 %).
2. По элементу отчисления на социальные нужды перерасход к плану на 1223 тыс. рублей, при плане 13235 тыс. рублей, фактические расходы составили 14458 тыс. рублей. К факту прошлого года расходы увеличены на 568 тыс. рублей (+ 4,1 %).
3. По элементу материалы перерасход к плану на 7789 тыс. рублей (+7,9%), при плане 99121 тыс. рублей фактически израсходовано 106910 тыс. рублей. Перерасход сложился по деповскому ремонту на 19 млн. рублей за счет перевыполнения плана ремонта вагонов парка компании на 90 единиц – 2,2 млн. рублей, подкатки новых колесных пар в количестве 120 штук на сумму 9,8 млн. рублей, а также росту сменяемости деталей и запасных частей к норме. Кроме того, по обеспечению эксплуатационных депо запасными частями на 2,4 млн. рублей из-за перевыполнения регламента, так только по колесным парам перевыполнение от регламента на 996 единиц. Наряду с перерасходом материалов по вышеуказанным видам работ по капитальному ремонту монтажа буксового узла сложилась экономия на 13,2 млн. рублей, так при плане 34995 тыс. рублей, фактический расход 21792 тыс. рублей. Недоосвоение за счет снижения сменяемости деталей к норме, так фактическая сменяемость по подшипникам составила 2,5 единиц на 1 колесную пару при норме 3. К прошлому году расходы по материалам выросли на 18392 тыс. рублей, в том числе по ремонту деталей для эксплуатационных депо 2366 тыс. рублей, капитальному ремонту колесных пар (монтаж буксового узла) 4400 тыс. рублей из-за роста удельного расхода по деталям, а также за счет роста цен на запасные части и материалы. По деповскому ремонту вагонов рост по материалам 11654,7 тыс. рублей, в том числе за счет подкатки под вагоны 9,8 млн. рублей.
4. По элементу топливо экономия к плану на 207 тыс. рублей (-3,1 %) за счет экономии в натуральном выражении бензина на 30,7 тыс. литров, мазута на 69 тонн. К прошлому году расходы выросли на 3014 тыс. рублей (+85,3 %), в результате роста цен на топочный мазут в 2 раза, в физическом выражении расход мазута вырос к уровню 2007 года на 18 тонн.
5. По электроэнергии перерасход к плану на 219 тыс. рублей (+5,9 %) за счет перерасхода электроэнергии в натуральном выражении к лимиту на 118 тыс. кВт (202 тыс. рублей), кроме того, рост фактической цены за 1 кВтчас выше индекса-дефлятора (фактическая цена 2007 г- 1,73 рублей за 1 кВтчас, план 2008 г- 1,72 рублей за 1 кВт, т.е. рост фактической цены на 0,5 % к запланированной), за счет чего перерасход на 17 тыс. рублей.
К прошлому году расходы увеличены на 1024 тыс. рублей, за счет роста цены на 35 % .
Перерасход электроэнергии в физическом выражении к лимиту (в целом по основной деятельности) на 157 тыс. кВт, рост к отчету 2007 года на 557 тыс. кВт, причины перерасхода к плану и роста к отчету 2008 г. следующие: внедрение нового оборудования, поступившего за период с 01.01.2008 по 01.01.2009 г, а также использование электрокалориферов для прогрева построенной пристройки ВСЦ в 1 квартале 2008 года.
6. По прочим материальным расходам экономия от плана 2828 тыс. рублей, в том числе экономия затрат по капитальному ремонту зданий и сооружений подрядным способом из-за перераспределения суммы 7342 тыс. рублей на ПВД и Внутрихозяйственный оборот. Перерасход сложился по оплате счетов сторонним организациям за выполненные работы и услуги на 4514 тыс. рублей (из них 1845 – аутсорсинг, 781 т. рублей – изготовление окон, 670- ТО станков и т.д.).
Рост к прошлому году на 13770 тыс. рублей, в том числе по капитальному ремонту основных средств подрядным способом 7342 тыс. рублей, аутсорсингу 2209 тыс. рублей, оплате счетов сторонним организациям 4219(в т. ч. ТО станков 670, изготовление окон 781, промбезопасность и ремонт оборудования -2768 тыс. рублей)
7. По прочим расходам перерасход к плану 1012 тыс. рублей (в т.ч. охрана труда 184 тыс. рублей, налог на имущество-612, услуги связи 134), к прошлому году расходы снижены на 442 тыс. рублей.
На рисунке 9.14 в 2008 году, согласно отчету, произошло увеличение эксплуатационных расходов по сравнению с 2007 годом, в процентах это составляет 120,8 %.
Структура эксплуатационных расходов за рассматриваемые годы приведена в таблице 9.5
Таблица 9.5 – Структура эксплуатационных расходов В процентах
|
№
|
Показатель
|
2007 г.
|
2008 г.
|
|
1
|
Эксплуатационные расходы
|
100
|
100
|
|
в том числе:
|
|
2
|
затраты на оплату труда
|
27,6
|
23,1
|
|
3
|
отчисления на социальные нужды
|
7,6
|
6,6
|
|
4
|
материалы
|
48,6
|
48,6
|
|
5
|
топливо
|
1,9
|
3
|
|
6
|
электроэнергия
|
1,6
|
1,8
|
|
7
|
прочие материальные затраты
|
3,8
|
9,4
|
|
8
|
амортизация основных фондов
|
5,6
|
4,7
|
|
9
|
прочие затраты
|
3,3
|
2,8
|
Структура эксплуатационных расходов, приведенная в таблице 9.5, показывает, что элементы затрат, входящие в эксплуатационные расходы, изменились за 2007 и 2008 годы несущественно. Это говорит о стабильности работы ВЧД-3. На рисунках 9.15-9.16 представлена структура эксплуатационных расходов за рассматриваемые года.
Рисунок 9.15 – Структура эксплуатационных расходов за 2007 год
Рисунок 9.16 – Структура эксплуатационных расходов за 2008 год
9.4 Себестоимость
Себестоимость – затраты предприятия по производству и реализации продукции.
Себестоимость за 2007-2008 годы представлена в таблице 9.6.
Таблица 9.6 – Себестоимость В рублях
|
№
|
Показатель
|
2007 г.
отчет
|
2008 г.
|
В процентах
к 2007 г.
|
|
|
|
|
план
|
отчет
|
|
|
1
|
Себестоимость деповского ремонта вагонов парка ОАО «РЖД»
|
48262
|
618086
|
68223
|
141,4
|
|
2
|
Себестоимость деповского ремонта вагонов собственности
|
31704
|
44496
|
44619
|
140,7
|
|
3
|
Себестоимость капитального ремонта вагонов собственности
|
47025
|
64972
|
65701
|
139,7
|
Динамика показателей по эксплуатационным расходам представлена на рисунках 9.17-9.19.
Рисунок 9.17 - Себестоимость деповского ремонта вагонов парка ОАО
«РЖД», рублей
Рисунок 9.18 - Себестоимость деповского ремонта вагонов собственности, рублей
Рисунок 9.19 - Себестоимость капитального ремонта вагонов собственности, рублей
Себестоимость деповского ремонта приватных вагонов составила 44619 рубля, рост себестоимости к прошлому году 40,7 % или 12915 рублей, за 2007 год себестоимость ремонта одного вагона составляла 31704 рублей.
Себестоимость капитального ремонта вагонов за отчетный период текущего года 65701 рубль, рост к прошлому году на 39,7 % или 18676 рублей.
Основная причина высокого роста себестоимости как по деповскому, так и по капитальному ремонту вагонов в росте накладных расходов из-за включения расходов по капитальному ремонту подрядным способом, так в себестоимости деповского подряд составляет 4467 рублей, в капитальном ремонте - 8286 рублей.
Рентабельность по прочей деятельности составляет 53,1 %, при плановой 50,8 % и уровне прошлого года 72,3 % .
Рентабельность по деповскому ремонту вагонов за отчетный период 42,3 %, в прошлом году она составляла 53,8 %. Рентабельность по капитальному ремонту 41,5 %, в 2007 году 114,2 % . Снижение рентабельности к прошлому году обусловлено переходом на новую систему ценообразования, а также ростом расходов за счет перераспределения капитального ремонта подрядным способом.
В сопоставимых условиях, т.е. без расходов по капитальному ремонту подрядным способом рентабельность составила бы 65,1 %, т.е. выше плановой на 14,3 %.
Рентабельность без учета колесных пар, подкаченных с заводского ремонта (за 2008 год подкачено 367 колесных пар на сумму 22381,96 тыс. рублей, в т.ч. ПГК 259 единиц на сумму 15496,8 тыс. рублей) составила бы 27,8%, а без колесных пар и капремонта в составе затрат 37,9 %.
На рисунке 9.17 в 2008 году, согласно отчету, произошло увеличение себестоимости деповского ремонта вагонов парка ОАО «РЖД» по сравнению с 2007 годом, в процентах это составляет 141,4 %.
На рисунке 9.18 в 2008 году, согласно отчету, произошло увеличение себестоимости деповского ремонта вагонов собственности по сравнению с 2007 годом, в процентах это составляет 140,7 %.
На рисунке 9.19 в 2008 году, согласно отчету, произошло увеличение себестоимости капитального ремонта вагонов собственности по сравнению с 2007 годом, в процентах это составляет 139,7 %.
Проведённый экономический анализ производственно-финансовой деятельности вагонного ремонтного депо Московка (ВЧД-3) за 2007-2008 годы показал, что наблюдается положительная тенденция в деятельности депо, заключающаяся в росте показателей по труду и заработной плате (среднемесячной заработной платы и производительности труда) и стабильности работы деповского и капитального ремонтов, участкового ремонта колесных пар. Структура эксплуатационных расходов в процентах является стабильной [2].
Заключение
Колесная пара является наиболее ответственной и изнашиваемой частью вагона, от которой в большой степени зависит безаварийная работа подвижного состава. Испытывая значительные статические и динамические нагрузки, колесная пара постоянно изнашивается в результате своего взаимодействия с рельсами. Кроме того, вследствие нарушения технологии изготовления, неправильной сборки тележки, неисправностей тормозной системы и некоторых других причин, у колесных пар возникают ползуны, выщербины, отколы металла, подрез гребня, ослабление колес на осях и другие дефекты, при наличии которых колесную пару следует выкатывать из-под вагона и направлять в ремонт. Данные неисправности происходят из-за неправильной сборки тележки, длительной работы на участках пути с крутыми кривыми, а также нарушений требований формирования колесных пар. Эти неисправности могут вызывать сход вагона с рельсов при проходе стрелочных переводов. Колесные пары с вертикальным подрезом и остроконечным накатом к эксплуатации не допускаются.
Важной составляющей безопасности движения является качество ремонта и технического обслуживания колесных пар в процессе их эксплуатации. К наиболее распространенным видам дефектов колес можно отнести:
1. тонкий гребень – 58%;
2. выщербины – 28%;
3. ползуны – 11%;
4. навары – 8%.
Крайнюю озабоченность у вагонников вызывает и тот факт, что, средний срок службы колеса сократился с 15 лет (в 1973 г.) до 6 лет (в 2002 г.). Так, например, только в 2002 году на сети железных дорог из-за выщербин было от-правлено в текущий отцепочный ремонт почти 50 тыс. (10,2%) вагонов.
В настоящее время колеса российских вагонов приобретают новые качества. Существенно растет их грузоподъемность и срок службы. Срок службы таких колес составляет 12 лет по сравнению с 6-7 годами у обычных колес. Это позволяет значительно снизить эксплуатационные расходы.
Библиографический список
1 Доклад президента ОАО «РЖД» В.И. Якунина на расширенном итоговом заседании правления ОАО «РЖД»//Железнодорожный транспорт. 2009. №1. С.2-11.
2 Гридюшко В.И., Бугаев В.П., Криворучко Н.З. Вагонное хозяйство: Учеб. пособие для вузов – 2-е изд., перераб. и доп. М.: Транспорт,1988. 295с.
3 Технологический процесс работы вагонного ремонтного депо Московка № 1880250000107.
4 Технология производства и ремонта вагонов: Учебник для вузов ж.-д. трансп./ К.В. Мотовилов, В.С. Лукашук, В.Ф. Криворудченко, А.А. Петров; Под ред. К.В. Мотовилова. М.: Маршрут, 2003. 382 с.
5 http://www.ciriuc.ru
6 http://www.omk.ru
7 http://www.konkort.com
8 Исследование опасных и вредных производственных факторов на предприятиях железнодорожного транспорта и разработке методов и средств защиты работающих от их воздействия: отчет о НИР (промежуточный)/ Омский институт инженеров железнодорожного транспорта (ОмИИТ); рук. С.Г. Шантаренко. № 905; УДК 658.382.2:629.488. Омск, 1994. 16с.
9 СТП ОмГУПС-1.2-2005. Система управления качеством подготовки специалистов. Работы студенческие учебные и выпускные квалификационные. Общие требования и правила оформления текстовых документов.
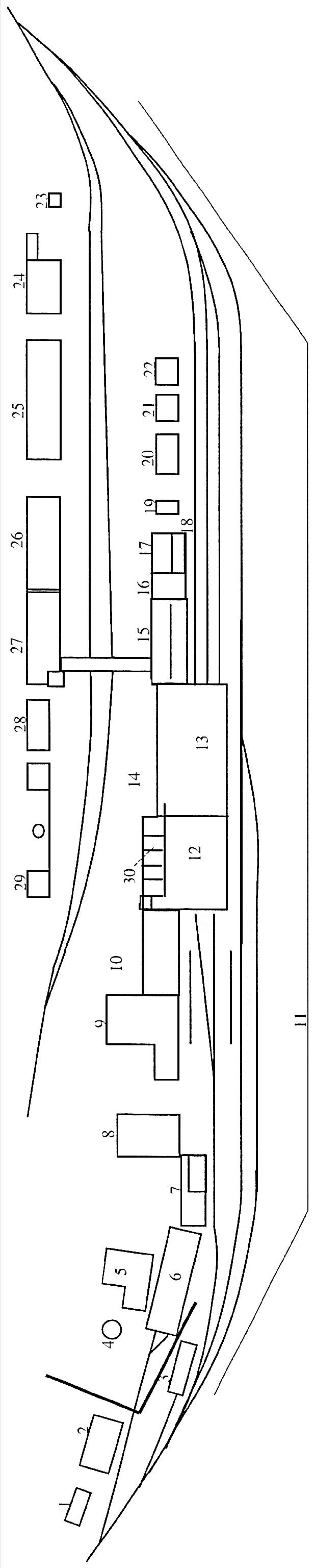
Приложение Б
(справочное)
Детали колесных пар, подлежащие неразрушающему контролю
|
Наименование и эскиз детали, зоны контроля
|
Метод НК
|
Виды работ, при которых проводится НК
|
|
Ось колесной пары в сборе
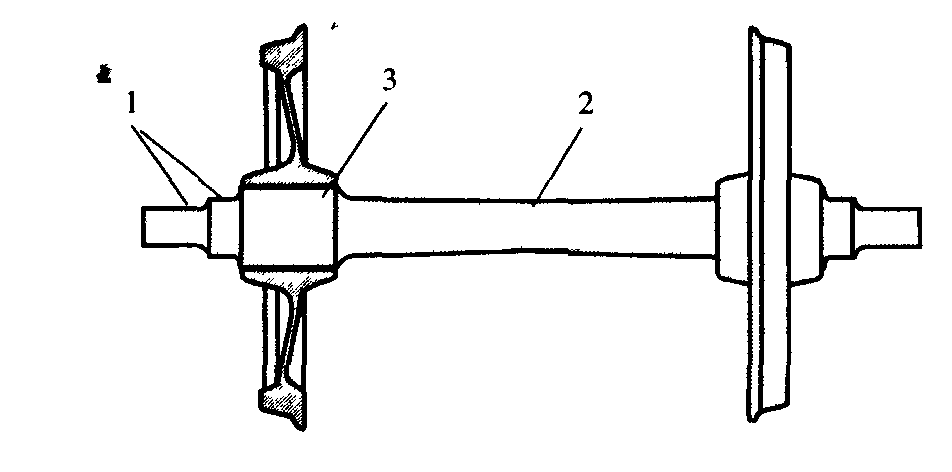
1 – шейка и предподступичная часть; 2 – средняя часть; 3 – подступичная часть
|
МПК
(шейка и предподступичная часть)
|
При полном освидетельствовании колесной пары в случае снятия внутренних и лабиринтных колец
|
|
|
МПК
(средняя часть)
|
При всех видах освидетельствования колесной пары
|
|
|
УЗК (вся ось)
|
При всех видах освидетельствования колесной пары
|
|
Внутренние кольца подшипников, напрессованные на шейки оси
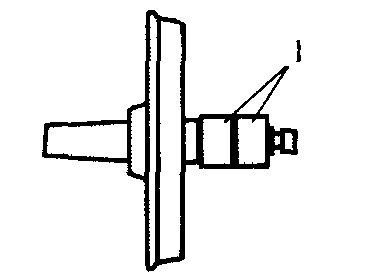
|
МПК
|
При полном освидетельствовании колесной пары без снятия внутренних и лабиринтных колец
|
|
Цельнокатаное колесо
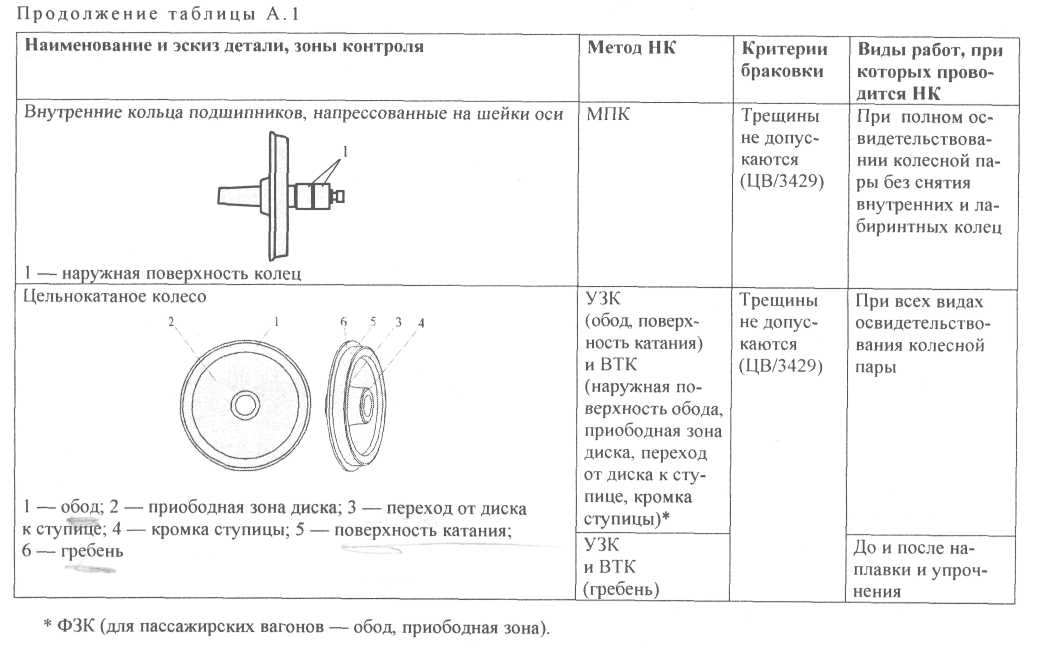
1 - обод, 2 - приободная зона диска, 3 - переход от диска к ступице, 4 - кромка ступицы, 5 - поверхность катания; 6 - гребень
|
УЗК (обод, поверхность катания, приободная зона диска после механической и дробеструйной очистки внутренней поверхности диска, гребень) и ВТК или МПК (обод; приободная зона диска с толщиной обода менее 40 мм с внутренней стороны колеса; переход от диска к ступице с внешней стороны колеса, ступица и кромки ступицы, гребень)
|
При всех видах освидетельствования колесной пары
|
|
|
УЗК и ВТК (гребень) или МПК
|
До и после наплавки и упрочнения
|
|
Внутреннее кольцо подшипника буксового узла свободное
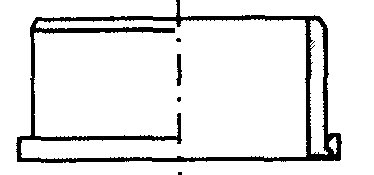
Наружная поверхность
|
МПК
|
При полном освидетельствовании колесной пары со снятием колец с оси
|
|
Наружное кольцо подшипника буксового узла свободное
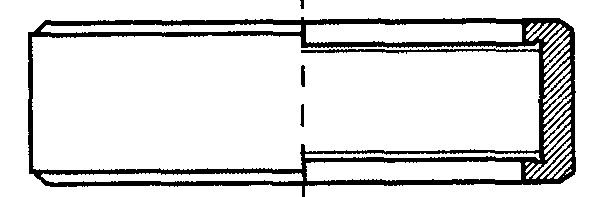
Внутренняя и наружная поверхности
|
МПК
|
При полном освидетельствовании колесной пары
|
|
Упорное кольцо буксового подшипника свободное
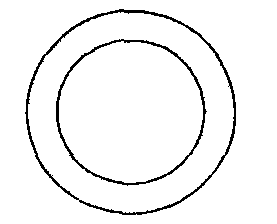
Вся поверхность
|
МПК
|
При полном освидетельствовании колесной пары
|
Продолжение таблицы
|
Наименование и эскиз детали, зоны контроля
|
Метод НК
|
Виды работ, при которых проводится НК
|
|
Ролики подшипника буксового узла
Цилиндрическая поверхность
|
ВТК
|
При полном освидетельствовании колесной пары
|
|
Стопорная планка
Вся поверхность
|
МПК
|
Перед постановкой в буксовый узел
|
Приложение В
(справочное)
Перечень оборудования на участке по ремонту колесных пар
|
№
|
Наименование оборудования
|
Тип, марка
|
кол-во
|
|
Монтажное отделение
|
-
|
Гидравлическая установка холодной посадки внутренних колец на шейку оси
|
УЗПП-1
|
1
|
-
|
Печь для нагрева внутренних колец перед установкой
|
|
1
|
-
|
Эстакада для монтажа роликовых букс
|
|
по планировке
|
-
|
Буксонадеватель
|
Б-46
|
1
|
-
|
Механизированный стенд для демонтажа-монтажа роликовых букс
|
В-65
|
1
|
|
Демонтажное отделение
|
-
|
Эстакада для промежуточной ревизии букс
|
|
по планировке
|
-
|
Анализатор рентгеноспектральный
|
БАРС-3
|
1
|
-
|
Автоматизированная установка анализа акустических шумов букс
или
Автоматизированная установка анализа акустических шумов букс
|
МПП-93-2
УДП-2001C
|
1
1
|
-
|
Стенд для вращения колесной пары
|
УДП-85
|
1
|
-
|
Эстакада для демонтажа роликовых букс
|
|
по планировке
|
-
|
Механизированный стенд для демонтажа-монтажа роликовых букс
|
В-65
|
1
|
-
|
Буксосъемник
|
В-95
|
1
|
-
|
Моечная машина для обмывки колесных пар
|
А 1439
|
1
|
-
|
Установка сухой очистки колесных пар
|
|
1
|
-
|
Комплекс для контроля параметров колесных пар
|
БВ-9272
|
1
|
-
|
Приспособление для проверки посадки колец на шейке оси
|
ПС 219
|
1
|
-
|
Индукционный нагреватель для снятия внутренних колец подшипников и лабиринтных колец с шейки оси КП
|
НВЛК60/170
|
1
|
-
|
Моечная машина буксового узла
|
А 919 ПКБ ЦВ
|
1
|
-
|
Корпусосъемник для букс
|
Б189.00
|
1
|
|
Отделение дефектоскопирования
|
-
|
Стенд для дефектоскопирования колесных пар
|
РУ 8617.00.000
|
1
|
-
|
Дефектоскоп ультразвуковый
Или
Дефектоскоп ультразвуковый и
Дефектоскоп ультразвуковый
|
УД2-102
УД2-12
УДС1-22
|
2
1
1
|
Продолжение таблицы
|
№
|
Наименование оборудования
|
Тип, марка
|
кол-во
|
|
22.
|
Дефектоскоп магнитопорошковый
|
МД-12ПШ
|
1
|
|
23.
|
Вихретоковый дефектоскоп
|
ВД 12-НФ
|
1
|
|
24.
|
Дефектоскоп
|
МД-12 ПС
|
1
|
|
Колесотокарное отделение
|
|
25.
|
Токарно-винторезный станок для восстановления резьбовой части оси
|
1М63-Н1
|
1
|
|
26.
|
Полуавтомат наплавка резьбы оси колесной пары
|
ПШ 107
|
1
|
|
27.
|
Выпрямитель
|
ВС-300
|
1
|
|
28.
|
Установка для предварительного газопламенного подогрева ободьев колес перед наплавкой
|
ВНИИЖТ
|
1
|
|
29.
|
Установка для наплавки колесных пар в том числе:
Выпрямитель ВДУ-506
Сварочные головки от автомата АДФ-1202
Вращатель колесной пары
Механизм установки колесной пары
Устройство крепления сварочных головок
Бункер для флюса
Приспособление для разделки шлака и флюса
|
ВНИИЖТ
|
1
2
2
1
1
1
2
1
|
|
30.
|
Термостат для выдержки температурного режима остывания колесной пары после наплавки
|
ВНИИЖТ
|
1
|
|
31.
|
Печь для прокалки флюса
|
СНО-5.5.5/5-И2
|
1
|
|
32.
|
Колесотокарный станок
|
UBB-112
|
2
|
|
33.
|
Станок для шлифовки шеек и предподступичных частей оси
|
МТ-117
|
1
|
|
34.
|
Заточной станок
|
|
1
|
|
Отделение ремонта корпуса букс
|
|
35.
|
Вертикально-фрезерный станок
|
ВМЗ 2712
|
1
|
|
36.
|
Реостат балластный
|
РБ-302 ГОСТ 18636-78
|
1
|
|
37.
|
Сварочный выпрямитель
|
ВС-632 ТУ 12-47.221-74
|
1
|
|
38.
|
Домкрат гидравлический
в комплекте с гидронасосом ручным
|
ДПО 00220
ТУ 3632-001-35630370-96 код 7704
|
1
|
|
39.
|
Гильотинные ножницы
|
|
1
|
|
40.
|
Вертикально-сверлильный станок
|
|
1
|
|
Роликовое отделение
|
|
41.
|
Моечная машина подшипников
|
ММП-2н
|
1
|
|
42.
|
Автомат для зачистки внешней кромки наружного кольца подшипника
|
|
1
|
|
43.
|
Автомат для зачистки внутренней поверхности наружного кольца подшипника
|
|
1
|
Продолжение таблицы
|
№
|
Наименование оборудования
|
Тип, марка
|
кол-во
|
|
44.
|
Автоматизированная установка для контроля параметров подшипников
|
УКПП.01.1
|
1
|
|
|
Автоматизированная установка для подбора подшипников по диаметру
|
УПП-01
|
1
|
-
|
Автоматизированная установка для подбора роликов
|
УПР-01
|
1
|
-
|
Автоматизированная установка для подбора лабиринтных колец
в комплекте с устройством измерения внутреннего диаметра колец
|
УПЛК-01
УД-2В
|
1
|
-
|
Автоматизированная установка для подбора внутренних колец подшипника на шейку оси колесной пары
в комплекте с устройством измерения внутреннего диаметра колец
|
УПК-01
УД-1В
|
1
|
-
|
Установка для контроля внутреннего диаметра роликовых букс
|
УКБ-01
|
1
|
-
|
Дефектоскоп для проверки роликов
или
Дефектоскоп для проверки роликов
|
ВД-13 НФ
ВД-211.5
|
1
1
|
-
|
Станок для шлифовки роликов подшипников
|
Т295М (и Т264М)
|
1
|
-
|
Установка для дефектоскопирования колец подшипников в свободном состоянии
|
УМДП-01
|
1
|
-
|
Установка для испытания полиамидных сепараторов подшипников
|
КС-221
|
1
|
-
|
Транспортное устройство для передачи подшипников на монтажную позицию(желоб транспортный)
|
Т634М
|
1
|
|
Прессовое отделение
|
-
|
Станок токарно-карусельный
|
1512
|
1
|
-
|
Накатной станок
|
КЖ-1845
|
1
|
-
|
Пресс гидравлический
|
ПА 6738
|
1
|
-
|
Прибор для записи диаграммы запрессовки"Давление-путь"
|
МТС53.3.ЭП или МТ-100 с РП 160
|
1
|
-
|
Поворотный круг для колесной пары
|
|
По планировке
|
-
|
Подъемник колесных пар
|
|
По планировке
|
-
|
Опускатель колесных пар
|
|
По планировке
|
-
|
Толкатель КП
|
Т601М
|
По планировке
|
-
|
Кран мостовой расчетной грузоподъемности
|
|
По планировке
|
-
|
Кран-балка
|
|
По планировке
|
-
|
Электроталь расчетной грузоподъемности
|
|
По планировке
|
ОРГАНИЗАЦИЯ РЕМОНТА КОЛЕСНЫХ ПАР В ВАГОННО-РЕМОНТНОМ ДЕПО СТ. МОСКОВКА