РАЗРАБОТКА МЕТОДИКИ РАСЧЕТА ПАРАМЕТРОВ ЛИНЕЙНОГО ЭГДКОНТАКТА С УЧЕТОМ ТУРБУЛЕНТНОСТИ ВО ВХОДНОЙ ЗОНЕ
PAGE 22
На правах рукописи
Мостовой Геннадий Иванович
РАЗРАБОТКА МЕТОДИКИ РАСЧЕТА ПАРАМЕТРОВ
ЛИНЕЙНОГО ЭГД�КОНТАКТА С УЧЕТОМ
ТУРБУЛЕНТНОСТИ ВО ВХОДНОЙ ЗОНЕ
Специальность: 05.02.04 – Трение и износ в машинах
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Ростов-на-Дону – 2012
Работа выполнена в Федеральном государственном бюджетном образова-тельном учреждении высшего профессионального образования «Ростовский государственный университет путей сообщения» (ФГБОУ ВПО РГУПС)
|
Научный руководитель:
|
доктор технических наук, доцент Елманов Игорь Михайлович.
|
|
Официальные оппоненты:
|
Ахвердиев Камил Самед Оглы
доктор технических наук, профессор,
заведующий кафедрой ФГБОУ ВПО
«Ростовский государственный университет путей сообщения»
Буяновский Илья Александрович
доктор технических наук,
Федеральное государственное бюджетное учреждение науки Институт машиноведения им. А.А. Благонравова Российской академии наук (ИМАШ РАН)
|
|
Ведущая организация:
|
ФГБОУ ВПО Донской государственный технический университет (ДГТУ)
|
Защита состоится « 28 » декабря 2012 г. в 1300 на заседании диссертационного совета Д 218.010.02 при Ростовском государственном университете путей сообщения (ФГБОУ ВПО РГУПС) по адресу: 344038, г. Ростов-на-Дону, пл. им. Ростовского Стрелкового Полка Народного Ополчения, 2, конференц-зал.
С диссертацией можно ознакомиться в библиотеке университета.
Автореферат разослан « 27 » ноября 2012 г.
Ученый секретарь диссертационного
совета Д 218.010.02 д.т.н., доцент И.М. Елманов
Общая характеристика работы
Актуальность темы. Анализ основных потерь на железнодорожном транспорте показал, что до 85 % всех отказов вызваны процессами трения и изнашивания. На преодоление сил трения затрачивается до 30 % расходуемой энергии, а в процессе изнашивания безвозвратно теряется более 10 % металла.
Основным условием нормального функционирования тяжелонагруженных узлов трения является обеспечение режима жидкостного трения, который в условиях непрерывного роста нагрузок и скоростей при одновременном снижении размеров изделий во все большем количестве неконформных сопряжений переходит в режим эластогидродинамической смазки (ЭГД�смазки). В экстремальных условиях этот режим характеризуется сильной неустойчивостью, приводящей к апериодическим разрушениям сплошной смазочной пленки. Для оценки условий смазывания в этом случае используется параметр – относительная продолжительность существования сплошной смазочной пленки (ДСП). С уменьшением ДСП износ сопряжения увеличивается и при достижении критического значения происходит отказ тяжелонагруженных неконформных сопряжений по причине задира.
Учитывая, что выход из строя узла трения может привести к аварийной ситуации, вопрос повышения ресурса неконформных сопряжений, таких как зубчатые передачи, подшипники качения, кулачковые механизмы и фрикционные передачи в условиях ЭГД�смазки является актуальным.
Работа выполнялась в соответствии с планом хоздоговорных научно-исследовательских работ ФГБОУ ВПО РГУПС по темам: «Исследование влияния физико-химических и теплофизических процессов на износ трибосистемы «колесо-рельс»» (договор № 77/41 от 19.07.07, шифр 19.2.016 Н.) и «Исследование трибологических свойств высокотяговых жидких смазочных материалов (ЖСМ) для фрикционных вариаторов» (договор № 443-11126 от 08.08.11).
Цель работы: Повышение ресурса пар трения в условиях ЭГД�контакта путем выбора ЖСМ с требуемыми свойствами.
Основные задачи исследования. Для достижения поставленной цели необходимо решить следующие задачи:
1. Провести анализ условий работы и методик расчета линейного ЭГД�контакта.
2. Получить аналитические зависимости, описывающие особенности течения ЖСМ в сопряжении абсолютно твердых цилиндров (АТЦ) с учетом изменения его вязкости от давления.
3. Разработать инженерную методику для расчета основных параметров линейного ЭГД�контакта.
4. Проверить выводы и рекомендации, полученные в работе, в лабораторных условиях.
Научная новизна:
1. Разработана модель течения ЖСМ в контакте абсолютно твердых цилиндров с учетом изменения ее вязкости, позволяющая без решения уравнения Рейнольдса, используя только один безразмерный параметр вх , аналитически определять несущую способность подобных сопряжений.
2. Установлено, что влияние турбулентности во входной зоне на увеличение вязкости ЖСМ при достаточной смазке незначительно и существенно возрастает (на 30…40%) при обильной смазке, характерной для высокоскоростных роликовых подшипников качения только в случае 1,5.
3. Предложено значение параметра Винклера, позволяющие оценить величину деформации поверхности линейных неконформных сопряжений в задачах ЭГД�смазки.
4. Разработан алгоритм и программа расчета толщины пленки и режима трения линейного ЭГД�контакта.
Практическая ценность работы.
1. Разработана методика определения толщины смазочной пленки в ЭГД�контакте в условиях «чистого» качения, включающая:
- измерительный комплекс для определения относительной продолжительности существования сплошной смазочной пленки;
- способ измерения толщины пленки по величине всплытия каретки;
- конструкции малогабаритных токосъемников.
2. Предложен критерий применимости уравнения Рейнольдса для абсолютно твердых цилиндров.
3. Обосновано предложение о включение в стандарты на ЖСМ дополнительного параметра – пьезокоэффициента вязкости.
4. Установлено существенное влияние боковых утечек на толщину смазочного слоя в линейном ЭГД�контакте при выполнении условия в>4a (a – полуплощадка Герца; в � ширина контакта).
5. Экспериментально идентифицирована базовая основа фрикционной жидкости, обладающей повышенным коэффициентом трения и толщиной пленки (в среднем на 3 %), чем у лучшего зарубежного трактанта «Сантотрак 50» и лучшими смазочными свойствами, что позволит повысить ресурс вариатора не менее чем на 9 %.
Апробация работы. Основные положения работы докладывались и обсуждались на всероссийских научно-практических конференциях: «Транспорт 2008», «Транспорт 2009», «Транспорт 2010» , «Транспорт 2011» «Транспорт 2012», (г. Ростов-на-Дону),; VIII Международной конференции «Трибология и надежность» (г. Санкт-Петербург); международной научной конференция «Механика и трибология транспортных систем» («МехТрибоТранс-2011», (г. Ростов-на-Дону); международной научно-технической конференции «Актуальные проблемы трибологии» (г. Самара); всероссийской молодежной конференции «Проблемы синергетики в трибологии, трибоэлектрохимии, материаловедении и мехатронике» (г. Москва); XII Международной научной конференции «Трибология и надёжность» (г. Санкт-Петербург).
Реализация результатов работы. Методика определения толщины смазочной пленки использована при оценке товарных железнодорожных смазок в хозрасчетном договоре № 41 с ОАО «РЖД», что позволило установить смазочные материалы (СМ), имеющие лучшие эксплуатационные свойства для заданных условий работы. Результаты по определению смазочных свойств жидких фрикционных смазочных материалов (ФСМ) использованы ОАО «Средневолжский научно-исследовательский институт по нефтепереработке» (ОАО «СвНИИНП») при выборе базовой основы ФСМ и оптимального состава присадок. Это позволит уменьшить скорость проскальзывания фрикционных пар, особенно в условиях малых контактных давлений и, соответственно, повысить их ресурс.
Публикации. По теме диссертации опубликовано 23 печатные работы, в том числе 4 работы в изданиях, рекомендованных ВАК РФ.
Структура и объем работы. Работа состоит из введения, трех глав, общих выводов, списка использованных источников из 110 наименований и приложений. Диссертация изложена на 176 страницах машинописного текста, включая 101 рисунок и 22 таблицы.
Содержание работы
Во введении обоснована актуальность рассматриваемой проблемы, изложена цель и дана общая характеристика работы.
В первой главе проведен анализ результатов исследований по повышению долговечности пар трения в условиях ЭГД�смазки.
Установлено, что ресурс смазываемых неконформных сопряжений в условиях ЭГД�контакта в основном определяется толщиной смазочной пленки. Так, повышение ресурса подшипников качения в одних и тех же условиях, согласно Д. Скурке и Т. Таллиану, пропорционально квадрату отношения толщин пленки. Во фрикционных вариаторах, по данным фирмы Monsanto, эта зависимость носит более сложный характер:
, (1)
где Li – средний ресурс; fi � коэффициент трения.
Экспериментально установлено, что повышение пьезокоэффициента вязкости ЖСМ приводит к увеличению долговечности подшипников качения до четырех раз.
Как известно, теория гидродинамической смазки была создана в 1886 г. известным английским гидромехаником О. Рейнольдсом применительно к подшипникам скольжения. В первой половине прошлого века ее основные положения рядом авторов были перенесены на пары качения без достаточной оценки особенностей функционирования неконформных сопряжений. Поэтому первой задачей данной работы является анализ особенностей работы и методик расчета основных параметров ЭГД�контакта: толщины пленки, максимального давления ЖСМ и несущей способности.
Одним из основных недостатков большинства существующих методов расчета является то, что процесс трения качения моделируется скольжением цилиндрической поверхности вдоль плоского основания. В результате эпюра напряжений сдвига ЖСМ существенно искажается.
Второй недостаток заключается в том, что точка, соответствующая началу роста давления ЖСМ (первое граничное условие), выносится из зоны контакта в бесконечность. Профессором Кодниром Д.С. отмечен еще один недостаток: решение уравнения Рейнольдса ведется не от входа ЖСМ в зазор, а от места обрыва пленки.
Профессором Ахвердиевым К.С. установлено, что при возникновении турбулентности во входной зоне сопряжения вязкость ЖСМ существенно повышается:
, (1)
где – значение динамического коэффициента вязкости ЖСМ при атмосферном давлении и соответствующей температуре; j (j>1) – коэффициент, зависящий от числа Рейнольдса.
Для этих условий величину j с погрешностью, не превышающей 6 %, можно найти из выражения
. (2)
В работах Доусона Д. и Джонсона К. приведена схема для расчета параметров контакта абсолютно твердых цилиндров, устраняющая первый недостаток (рис. 1). Однако завершенного аналитического решения этой задачи для контакта абсолютно твердых цилиндров не было получено.
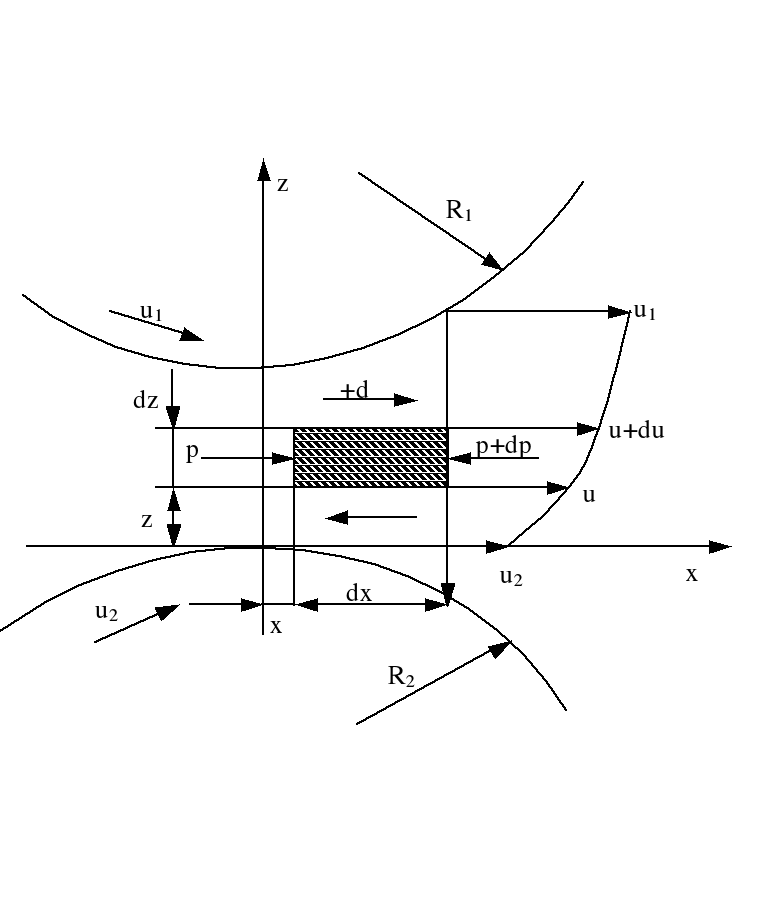
Рис. 1. Схема равновесия элементарно объема ЖСМ в линейном зазоре
Учеными РГУПСа путем введения вязкостно-скоростного коэффициента и координаты начала роста давления ЖСМ xвх , характеризующей условия смазывания контакта, впервые было получено аналитическое решение уравнения Рейнольдса для абсолютно твердых цилиндров без учета изменения вязкости ЖСМ от давления.
Это позволило получить универсальные зависимости для определения основных параметров контакта абсолютно твердых цилиндров, как функцию одного переменного � xвх на основе решения уравнения
, (4)
где � приведенное давление; ; u � суммарная скорость качения цилиндров; � толщина смазочной пленки в месте максимума давления ЖСМ.
Анализ полученных зависимостей показал, что несущая способность подобных контактов значительно ниже линейной нагрузки в реальных сопряжениях.
В ЭГД�контакте давления достигают 103 МПа и более, что сопровождается существенным повышением вязкости ЖСМ и должно привести к увеличению его несущей способности. Это требует проведения дополнительных исследований и является второй задачей работы.
Другим фактором, объясняющим повышения несущей способности ЭГД�контакта, является увеличение его площади вследствие упругой радиальной деформации тел качения .
Величина зазора в этом случае определяется по формуле:
, (5)
где r – приведенный радиус сопряжения.
Определение осуществляется с использованием уравнений теории упругости (задача Буссинеско). Однако программы этих численных расчетов совместно с уравнением Рейнольдса является эксклюзивными. Описания методов расчета этой задачи для ЭГД�смазки нет, поэтому большинство исследователей для определения применяют гипотезу Винклера:
, (6)
где – параметр Винклера; Епр � приведенный модуль упругости;
, (7)
где и - модули упругости сопрягаемых поверхностей.
Ряд авторов без объяснения причин вместо Епр используют величину
, (8)
называя ее эквивалентным модулем упругости.
Это приводит к различным значениям (табл. 1).
Таблица 1
|
Тип
контакта
|
Автор
|
Параметр
|
|
Точечный
|
К.Л. Джонсон
|
0.6 a
|
|
Линейный
|
К.Л. Джонсон
|
0,84 a
|
|
|
Д.С. Коднир
|
2,54 a*
|
|
* При использовании зависимости (6)
|
Учитывая, что расхождение результатов расчетов толщины ЭГД�пленки по сравнению с методами, использующими приближенное определение , незначительны – 3%, то третьей задачей исследования является разработка инженерной методики расчета толщины пленки ЖСМ в линейном ЭГД�контакте.
Приборы для экспериментального определения толщины пленки промышленностью не выпускаются. При выполнении подобных исследований обычно используются оригинальные лабораторные установки, включающие набор стандартного оборудования.
Это потребовало для проверки результатов теоретических исследований разработать методику определения толщины смазочной пленки в условиях «чистого» качения, что позволит решить четвертую задачу исследования.
Исследования ряда авторов показали, что величина зазора в ЭГД�контакте в процессе измерения не является const, поэтому для более точной ее оценки предложено одновременно с измерением толщины смазочной пленки контролировать методом электропроводимости еще один параметр � относительную длительность существования сплошной смазочной пленки (ДСП).
Вторая глава посвящена теоретическому исследованию течения ЖСМ в неконформных сопряжениях в условиях «чистого» качения с учетом повышения его вязкости от давления.
Из уравнения Рейнольдса для линейного изотермического контакта с использованием зависимости Баруса
, (9)
где � пьезокоэффициент вязкости;
получено аналитическое выражение для определения давления ЖСМ с учетом изменения его вязкости в контакте АТЦ
. (10)
Переходя к безразмерному параметру
(11)
и используя известное выражение
, (12)
где С – постоянная интегрирования; � толщина пленки ЖСМ при ; k2 � коэффициент, учитывающий геометрию зазора;
; (13)
путем подстановки (12) в (10) получено аналитическое выражение , которое из-за его сложности здесь не приводится.
Значения постоянных, входящих в (12), найдены аналитически, используя граничные условия и :
; (14)
, (15)
где вх и об – получены из (11) путем подстановки и .
Из (14) и (15) следует важный для гидродинамики вывод, что при общепринятой постановке задачи величины и не зависят от величины пьезокоэффициента вязкости. В то же время значение резко возрастает с увеличением (рис. 2). Поэтому его значение обязательно должно указываться в стандартах ЖСМ, т.к. без этого невозможно выполнение практических расчетов ЭГД�контактов.
Из (10) также следует, что при выполнении условия
(16)
эта зависимость теряет физический смысл � значение функции под знаком логарифма становится меньше нуля. Зависимость (16) раскрывает механизм этого явления, связывая воедино геометрию контакта () с условиями проведения испытаний , и .
Ограничением области применения (10) для абсолютно твердых цилиндров является условие:
, (17)
где – безразмерная величина; ;
. (18)
Для определения величины несущей способности контакта абсолютно твердых цилиндров с учетом повышения вязкости ЖСМ предложена зависимость:
, (19)
где � коэффициент, характеризующий увеличение несущей способности с учетом повышения вязкости в контакте от давления ЖСМ (рис. 3).
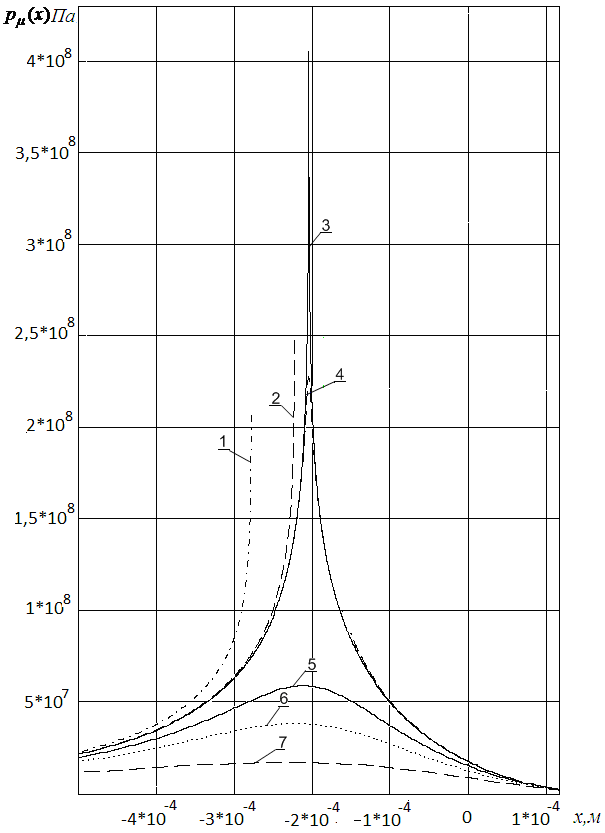
Рис. 2. Характерные эпюры давления ЖСМ в контакте
АТС (r = 0,02 м; = 4 10�8 Па-1; k1 = 10):
1, 2, … 6 – h0 = 4,5; 4,67; 4,6811569; 4,6815; 5; 5,5 мкм
7 – = 0, h0 = 5,5 мкм
Как показали расчеты, повышение несущей способности пленки ЖСМ в контакте абсолютно твердых цилиндров с учетом изменения его вязкости от давления возможно не более чем в три раза (рис. 3), т.е. остается значительно ниже линейной нагрузки в реальных сопряжениях.
Влияние турбулентности во входной зоне на увеличение вязкости ЖСМ в условиях достаточного смазывания незначительно и заметно возрастает (на 30…40 %) при обильной смазке, характерной для высокоскоростных роликовых подшипников качения только в случае 1,5.
Очевидно, что существенное повышение несущей способности ЭГД�контакта может быть связано только с увеличением размеров области высокого давления ЖСМ в результате упругих деформаций контактирующих поверхностей.
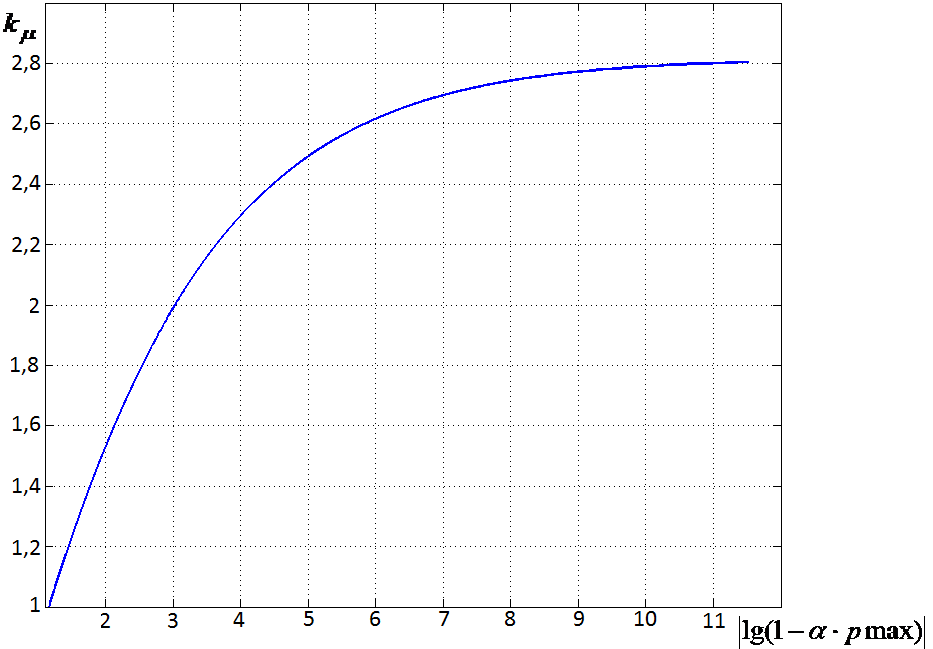
Рис. 3. Зависимость предельного значения от
Анализ методик расчета параметров линейного ЭГД�контакта, использующих гипотезу Винклера, позволил установить существенные расхождения величины деформации контактирующих поверхностей в условиях, когда эпюра давления ЖСМ приближается к зависимости Герца (рис. 4).
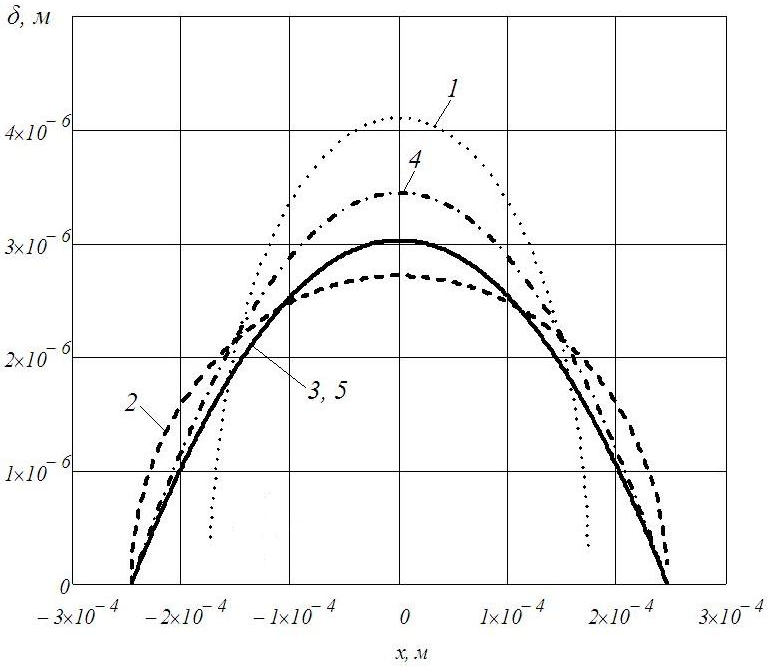
Рис. 4 Изменение деформации по длине зазора (q = 5·105 Н/м,
r = 0,01 м, Епр = 9,8·1010 Па): 1 � по Кодниру; 2 � по Джонсону;
3 – по Герцу; 4 � согласно (18); 5 – при = 1,76
Более близкие значения деформаций к величинам, определенным в условиях, когда распределение давления СМ близко к Герцевскому, можно получить, используя менее известную теоретическую зависимость
, (20)
где
Погрешность расчетов в этом случае, по сравнению Герцевским, не превышает 14 % (рис. 4, кривая 4).
Расчеты показали, что уменьшение коэффициента до величины 1,76 снижает погрешность вычислений до 4 % (см. рис. 4, кривая 5).
Для оценки эффективности использования параметра Винклера разработана программа расчета деформаций сопрягаемых поверхностей в неконформных сопряжениях с использованием уравнения теории упругости (задача Буссинеско).
Характерным отличием решения уравнения Рейнольдса для линейных ЭГД�контактов при использовании гипотезы Винклера является резкий переход эпюры зазора в месте сужения (рис. 5, кривая 2). Изменение деформации поверхности, рассчитанные согласно уравнению теории упругости, носят более плавный характер (рис. 5, кривая 3).
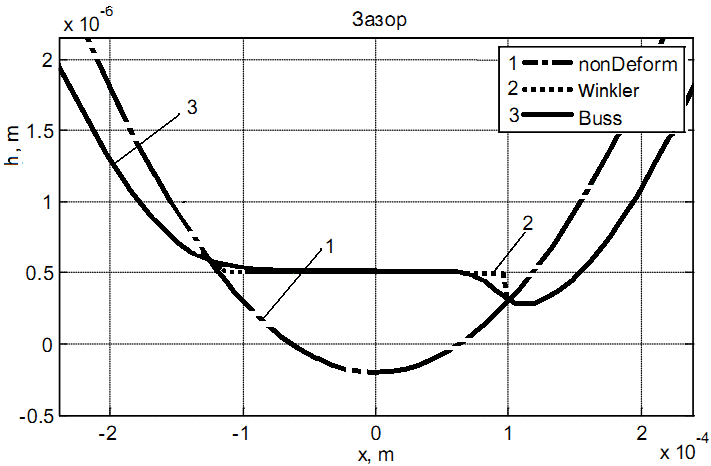
Рис. 5 Эпюра толщины смазочной пленки в линейном ЭГД�контакте:
1 – исходный профиль; 2 – с использованием постоянной Винклера;
3 – согласно уравнению упругости
Учитывая существенные отличия эпюр давления ЖСМ, полученных по разным методикам, в качестве условия для сравнения несущей способности было принято равенство минимальных зазоров, величина которых оказывает непосредственное влияние на средний ресурс сопряжения.
Наиболее удобную для инженерных расчетов методику определения основных параметров ЭГД�контакта предложил профессор Коднир Д.С., используя уравнение Рейнольдса в безразмерных координатах z и k:
, (21)
где ; ;; ; � безразмерная абсцисса в месте обрыва смазочного слоя.
Это позволило на основе решения (21) получить табличные значения безразмерных параметров для некоторых условий ЭГД�контакта.
К сожалению, несмотря на явные преимущества, эта методика не лишена трех основных недостатков теории ЭГД�контакта (глава 1).
Автором разработана новая методика определения основных параметров линейного ЭГД�контакта, учитывающая условия смазывания контакта и основанная на методе аппроксимаций.
Для повышения производительности расчетов и исключения ошибок, связанных с «жесткостью» решения (21), были получены аппроксимирующие зависимости для определения минимальной толщины смазочной пленки:
, (22)
где ; � коэффициенты.
Аналогичные зависимости были получены для и .
Пример определения зависимости от представлен на рис. 6.
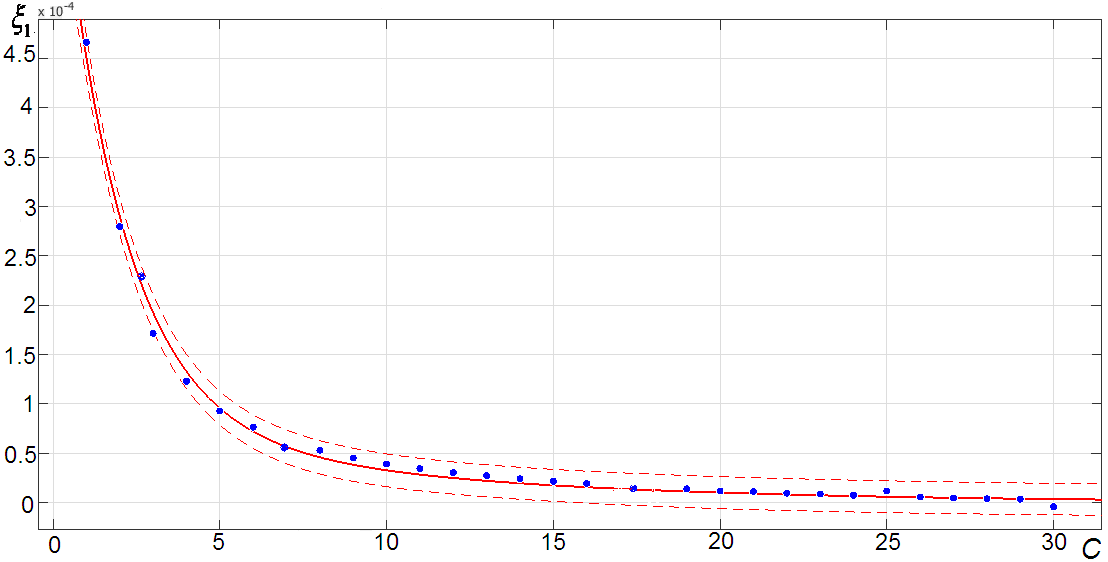
Рис. 6. Аппроксимация и 95 % доверительный интервал
Инженерная методика определения основных параметров ЭГД�контакта включает семь этапов:
1. По исходным данным к расчету определяется требуемое значение минимальной толщины пленки ЖСМ , гарантирующей режим жидкостного трения.
2. Согласно рекомендациям в справочной литературе, предварительно выбирается тип ЖСМ, т.е. и .
3. С учетом размеров входной зоны и скорости качения уточняется
4. Рассчитываются безразмерные параметры: и .
5. По полученным аппроксимирующим зависимостям определяются безразмерные параметры: , и .
6. Вычисляются фактические величины , и
7. Результаты расчетов, приведенных в пункте 6, сравниваются с исходными данными, и принимается решение о возможности применения выбранного ЖСМ.
Использование методики позволит не только существенно сократить трудоемкость численных расчетов подобного типа задач, но и исключит возможность ошибки, связанной с жесткостью решения уравнения Рельнольдса.
В третьей главе разработана методика оценки трибологических свойств ЖСМ по величине смазочной пленки в условиях «чистого» качения на модернизированной машине трения типа «Амслер» (рис. 7) по величине подъема каретки при подаче ЖСМ в зону трения.

Рис.7 Модернизированная машина трения ИИ 5018
Одновременно методом электропроводимости проводился контроль существования режима жидкостного трения с помощью прибора ПКМП.
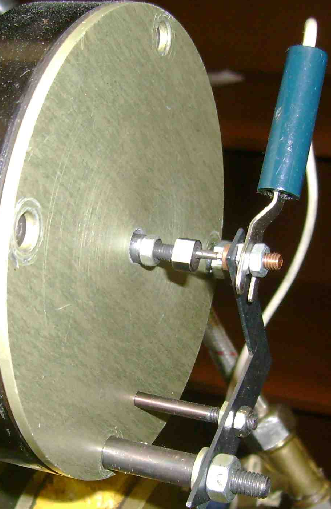
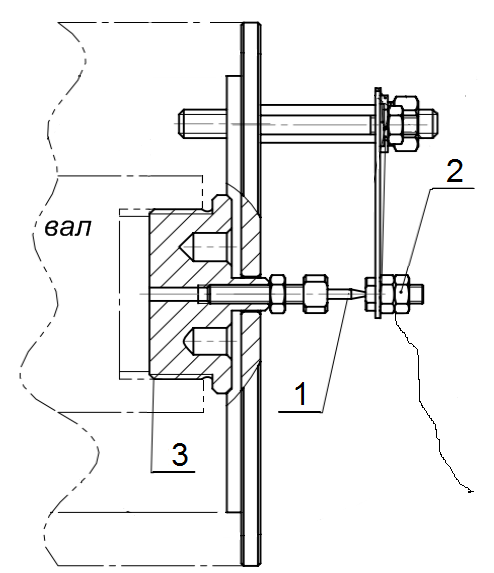
Учитывая невозможность применения на серийных машинах трения ртутных токосъемников, были разработаны токосъемники оригинальной конструкции (рис. 8).
а)
б)
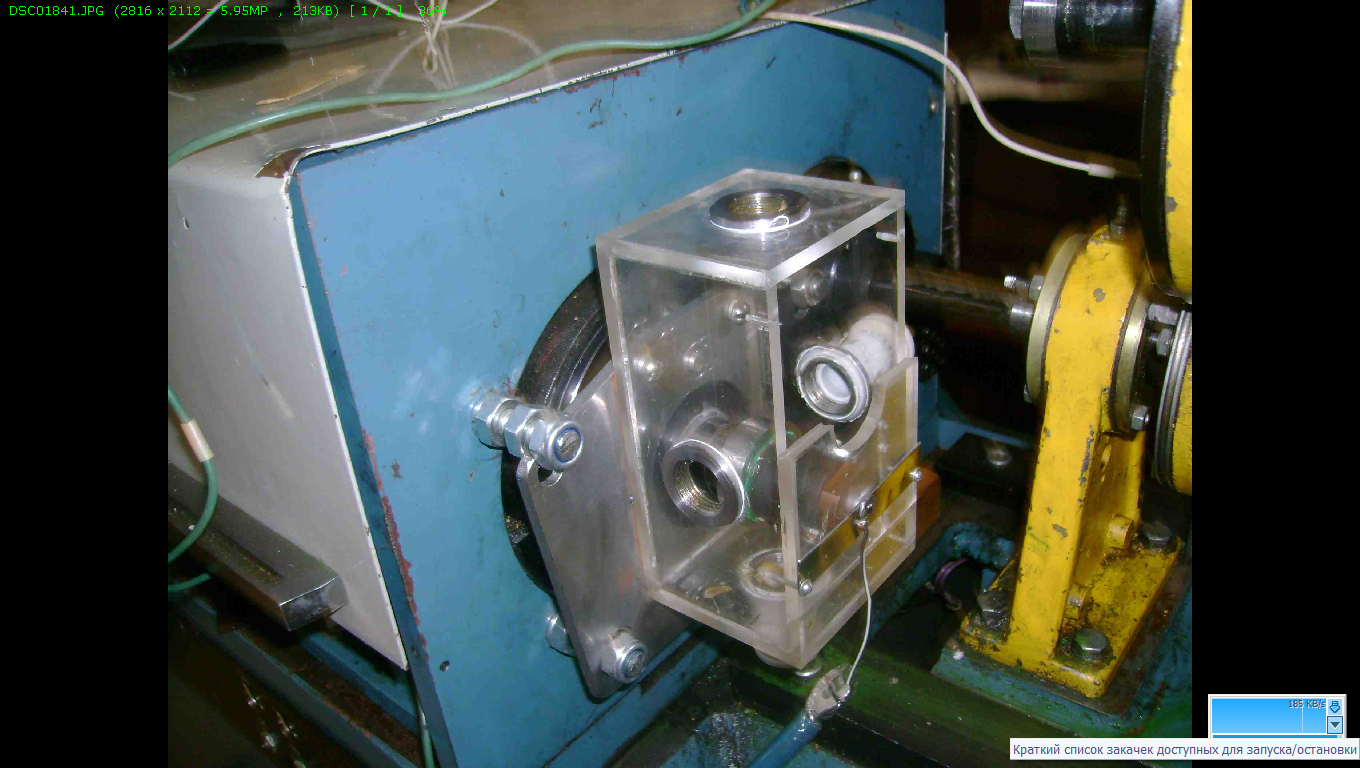
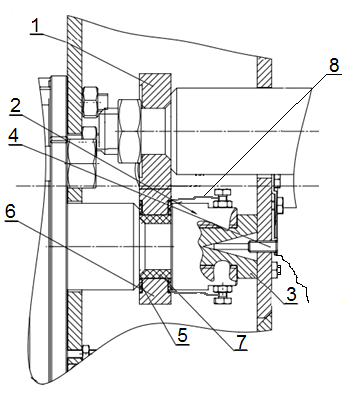
Рис. 8. Токосъемники:
а) - верхнего вала: 1- игла; 2- бронзовая вставка; 3- гайка съемная;
б) - нижнего вала:1- верхний ролик; 2- комбинированная гайка;3- бронзовая вставка; 4 - игла; 5- кольца из полиимида или полиамида; 6- нижний
ролик; 7- втулка из полиимида или полиамида; 8- проводник
Принцип действия токосъемников основан на практически полном отсутствии скольжения в точках контакта при совпадении с вершинами конусов, что исключает их окисление. Это позволяет обеспечить высокую надежность измерений электросопротивлений в контакте роликовых образцов, нижний из которых изолирован от вала.
Оценка режима трения осуществлялась по величине относительной продолжительности существования сплошной смазочной пленки (ДСП). Результаты измерений толщины смазочной пленки считаются достоверными, если значение ДСП в процессе испытания превышает 60 %.
Датчики толщины и относительной продолжительности существования смазочной пленки и термопара были подключены к ЭВМ. Это позволило получить осциллограммы (рис. 9, 10), характеризующие изменение этих параметров.
Анализ осциллограмм показал высокую повторяемость результатов измерений толщины пленки. На рис. 9 отчетливо видно, что даже при случайном попадании ЖСМ в контакт средняя толщина пленки имеет примерно то же значение, что в ранее проведенных испытаниях, расхождения среднего значения толщины пленки, составляет 3,2 %.
При измерении толщины пленки ЖСМ «Сантотрак 50» было установлено, что экспериментально полученная толщина пленки hэксп значительно меньше расчетной hтеор (табл. 2). Одной из причин этого может быть наличие более значительных боковых утечек ЖСМ, чем предполагается в теории ЭГД�контакта.
Таблица 2
|
р, ГПа
|
u, м/с
|
hрасч, мкм
|
hэксп, мкм
|
hэксп, мкм
(с дисками)
|
k4=
|
|
|
0,6
|
2
|
0,592
|
0,327
|
0,52
|
1,590
|
1,1385
|
|
|
4
|
0,962
|
0,523
|
0,73
|
1,396
|
1,3178
|
|
|
6
|
1,278
|
0,69
|
1,16
|
1,681
|
1,1017
|
|
|
8
|
1,563
|
0,84
|
1,39
|
1,655
|
1,1245
|
|
0,8
|
2
|
0,549
|
0,29
|
0,49
|
1,689
|
1,1204
|
|
|
4
|
0,893
|
0,48
|
0,82
|
1,708
|
1,089
|
|
|
6
|
1,19
|
0,64
|
0,99
|
1,547
|
1,202
|
|
|
8
|
1,45
|
0,81
|
1,25
|
1,543
|
1,16
|
|
1,0
|
2
|
0,52
|
0,27
|
0,45
|
1,667
|
1,1556
|
|
|
4
|
0,84
|
0,45
|
0,75
|
1,667
|
1,12
|
|
|
6
|
1,12
|
0,63
|
0,97
|
1,539
|
1,1546
|
|
|
8
|
1,37
|
0,78
|
1,17
|
1,50
|
1,1709
|
Для обеспечения идентичности условий эксперимента и теоретической модели контакта был применен метод профессора Евдокимова Ю.А. с использованием двух дисков, устанавливаемых на торцах одного из тел качения, что существенно снижает величину боковых утечек.
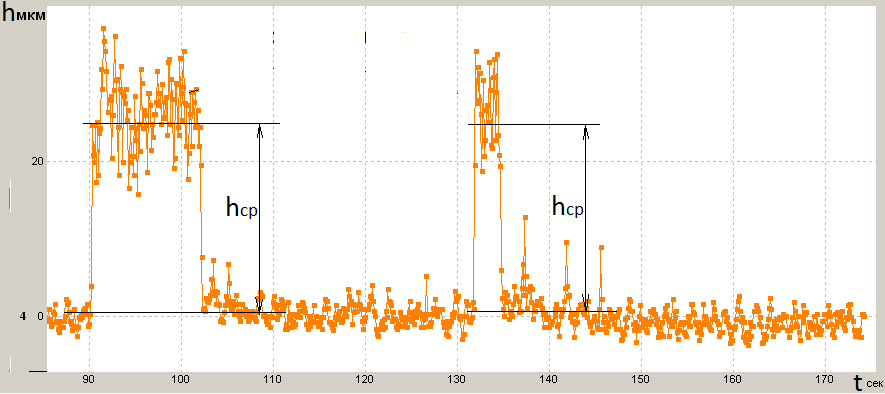
Рис. 9. Изменения толщины пленки h КР�400:
(р мах=200 МПа ; u = 6 м/с)
а) 
б) 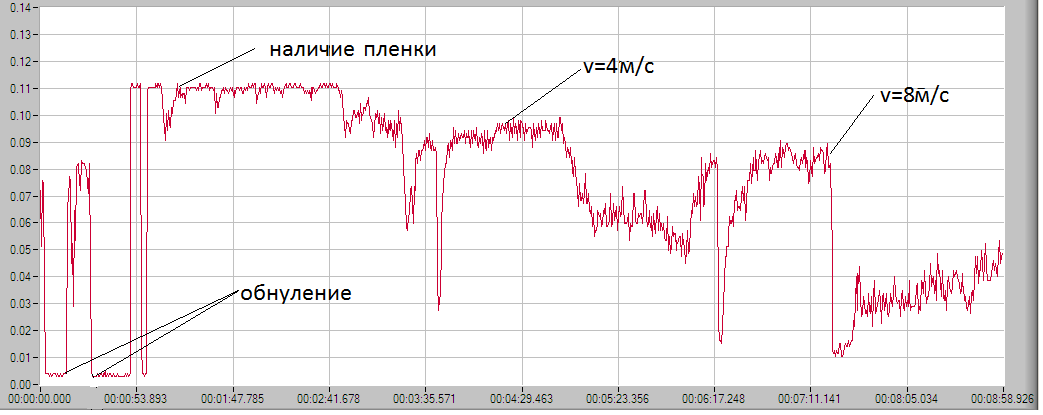
Рис. 10. Осциллограмма LGaph 2: относительная длительность
существования сплошной смазочной пленки «Буксол»
(а – градуировка прибора; б – процесс измерений)
Оригинальность методики заключается в том, что, в отличие от известного технического решения, диски выполнены из металлофторопластого листа, что существенно уменьшает силу трения, и расположены на сопряженных телах качения таким образом, что их установка и снятие не нарушает условий контактирования (рис. 11).
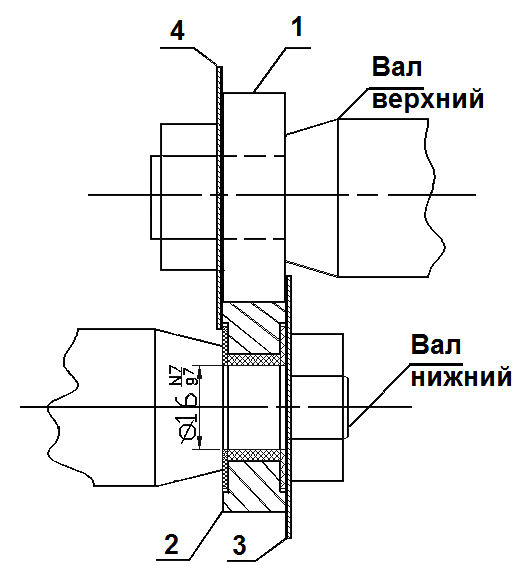
Рис. 11 Схема испытаний:
1 � верхний ролик; 2 � нижний ролик; 3, 4 – диски
Исследования показали, что толщина пленки в условиях ограничения боковых утечек возросла в 1,5…1,7 раза (рис. 12). Расхождения между теоретическими и экспериментальными данными не превышали 31 %.
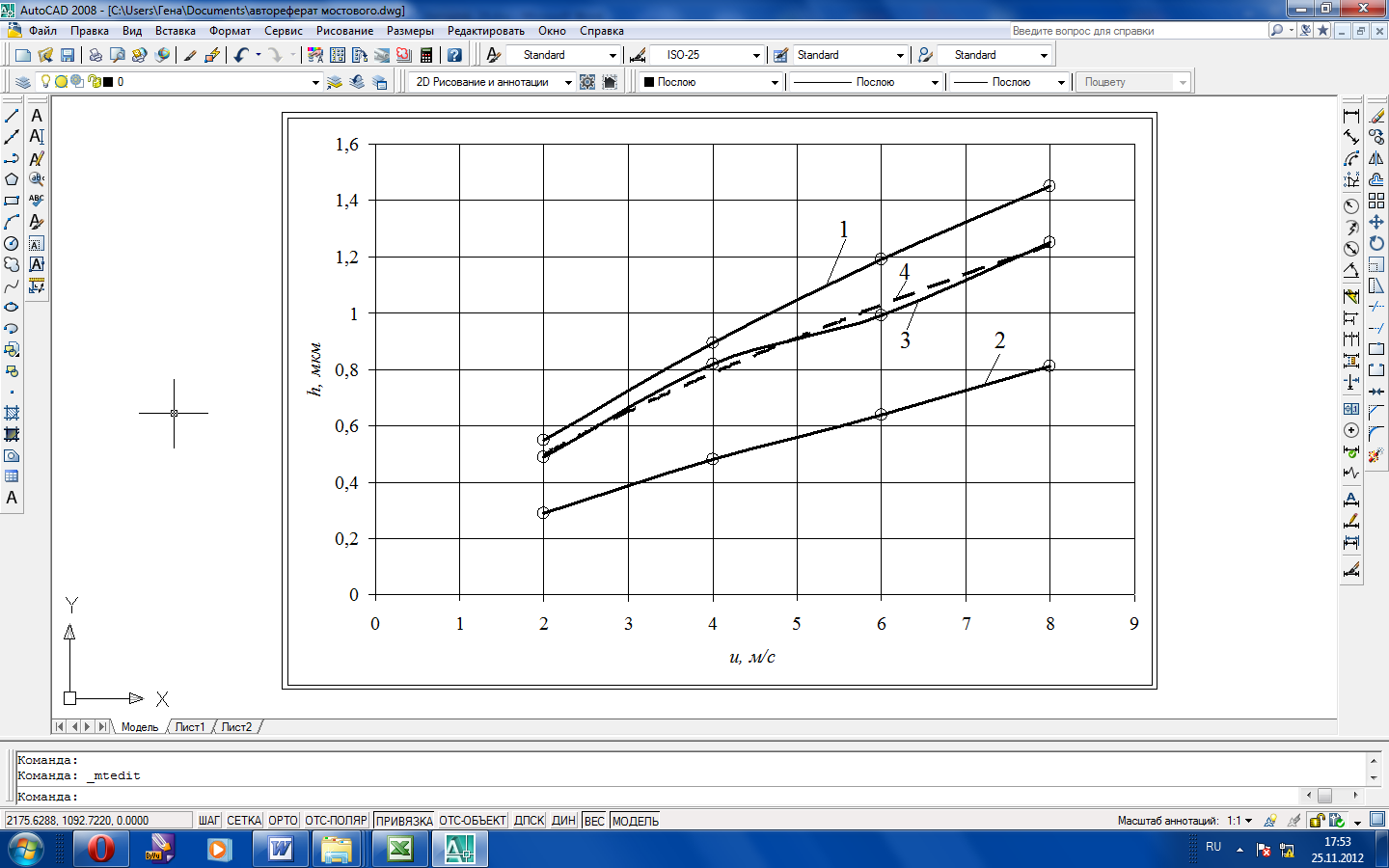
Рис. 12 Зависимость толщины пленки ЖСМ «Сантотрак 50» в ЭГД�контакте
от скорости качения (pмах = 0,8 ГПа):
1 – hрасч; 2 – hэксп; 3 � hэксп (с дисками); 4 – happ = 0.314·u0,66
Очевидно, что для практических расчетов возможно введение поправочных коэффициентов k4 для определения толщины пленки ЖСМ ( табл. 2).
ОСНОВНЫЕ ВЫВОДЫ
1. Получена аналитическая зависимость для расчета эпюры давления в контакте абсолютно твердых цилиндров c учетом изменения вязкости ЖСМ от давления.
2. Установлен критерий применимости модели Рейнольдса для смазываемых абсолютно твердых цилиндров, с использованием которого теоретически показано, что увеличение несущей способности с учетом повышения вязкости ЖСМ от давления возможно не более чем в три раза. Это почти на два порядка меньше линейной нагрузки, действующей в реальных узлах трения.
3. Предложена универсальная зависимость для расчета несущей способности контакта смазываемых абсолютно твердых цилиндров без решения уравнения Рейнольдса.
4. Установлено, что отсутствие в российских и в большинстве международных стандартах значения пьезокоэффициента вязкости ЖСМ не позволяет корректно оценить свойства смазочных материалов в ЭГД�контакте.
5. Уточнено значение параметра Винклера, позволяющее оценить величину деформации поверхности линейных неконформных сопряжений в задачах ЭГД�смазки при эпюре давления близкой к распределению Герца с погрешностью ± 4 %.
6. Разработана инженерная методика расчета основных параметров линейного ЭГД�контакта: толщины пленки, несущей способности и максимального давления ЖСМ – без решения уравнения Рейнольдса, существенно сокращающая трудоемкость расчетов и исключающая возможность ошибки, вызываемой «жесткостью» его решения.
7. Показано, что влияние турбулентности во входной зоне и связанное с ним увеличение вязкости ЖСМ повышает несущую способность абсолютно твердых цилиндров при достаточной смазке незначительно. При обильной смазке высокоскоростных роликовых подшипников качения в случае 1,5 это повышение достигает 30…40 %.
8. Разработана методика измерения толщины смазочной пленки в ЭГД�контакте в условиях «чистого» качения, включающая:
- измерительный комплекс для определения относительной продолжительности существования сплошной смазочной пленки;
- способ измерения толщины пленки по величине всплытия каретки;
- конструкции малогабаритных токосъемников.
9. Установлено существенное влияние боковых утечек на толщину смазочного слоя в линейном ЭГД�контакте при выполнении условия в>4a (a – полуплощадка Герца; в � ширина контакта).
10. Экспериментально идентифицирована базовая основа фрикционной жидкости, обладающей повышенным коэффициентом трения и толщиной пленки (в среднем на 3 %), чем у лучшего зарубежного ЖСМ «Сантотрак 50» и лучшими смазочными свойствами, что позволит повысить ресурс вариатора не менее чем на 9 %.
Основные положения диссертации опубликованы
в следующих работах:
Издания, рекомендованные ВАК:
1. Мостовой Г.И. Результаты измерений толщины пленки железнодорожных смазочных материалов / Елманов И.М., Даровской Г.В., Мостовой Г.И. // Тяжелое машиностроение, 2009. – № 10. – С. 28-30.
2 Мостовой Г.И. Аналитическое решение уравнения Рейнольдса для линейного контакта абсолютно твердых тел / Елманов И.М., Булавин Ю.П., Мостовой Г.И. // Трение и смазка в машинах и механизмах, 2011. – № 6. – С. 3�9.
3 Мостовой Г.И. Сравнение моделей расчета деформаций в линейном контакте цилиндров в условиях гидродинамической смазки / Елманов И.М., Булавин Ю.П., Мостовой Г.И. // Трение и смазка в машинах и механизмах, 2011. – № 10. – С. 8�12.
4 Мостовой Г.И. Несущая способность линейного контакта абсолютно твердых тел / Мостовой Г.И., Буракова М.А. // Известия Самарского научного центра Российской академии наук «Актуальные проблемы трибологии», 2011. –Т. 13. – № 4(3). – С. 1141-1144.
Другие издания:
5 Мостовой Г.И. Совершенствование методики измерения толщины смазочной пленки на машине трения типа «Амслер» / Мостовой Г.И. // Труды Всероссийской научно-практической конференции «Транспорт 2008». Ч. 3. Рост. гос. ун-т путей сообщения. – Ростов н/Д: 2008. – С. 137-139.
6 Мостовой Г.И. Конструкция токосъемника для измерения толщины смазочной пленки / Елманов И.М., Мостовой Г.И. // Труды Всероссийской научно-практической конференции «Транспорт 2008». Ч. 3. Рост. гос. ун-т путей сообщения. – Ростов н/Д: 2008. – С. 125�126.
7 Мостовой Г.И. Методика измерений толщины смазочной пленки на двухроликовой машине трения / Мостовой Г.И. // «Инновации, перспективы развития локомотиво- и вагоностроения России» / Сборник трудов молодых ученых, докторантов и аспирантов. – Ростов н/Д: РГУПС. – 2008. – С. 54-59.
8 Мостовой Г.И. Методика измерений толщины смазочной пленки в условиях чистого качения / Елманов И.М., Даровской Г.В., Мостовой Г.И. // «Трибология и надежность» / Сборник научных трудов VIII Международной конференции. Петербургский гос. ун-т путей сообщ., – Санкт-Петербург: 2008. – С. 233-240.
9 Мостовой Г.И. Новая конструкция устройства для измерения электропроводимости трибоконтактов на машине трения ИИ5018 / Мостовой Г.И. // Труды международной научно-практической конференции «Проблемы и перспективы развития транспортного комплекса: образование, наука, производство». Рост. гос. ун-т путей сообщения. – Ростов н/Д: 2009. – С. 90-91.
10 Мостовой Г.И. Теоретические методы исследования параметров ЖСМ в микрозазорах / Мостовой Г.И. // Труды Всероссийской научно-практической конференции «Транспорт 2009». Ч. 3. Рост. гос. ун-т путей сообщения. – Ростов н/Д: 2009. – С. 183-184.
11 Мостовой Г.И. Исследование условий смазывания зубчатых передач с применением электрофизического метода / Елманов И.М., Буракова М.А., Мостовой Г.И. // Инновации для транспорта «Трансвуз - 2010» / Сборник научных статей с международным участием. Ч. 3. ОмГУПС. – Омск: 2010. – С. 18 22.
12 Мостовой Г.И. Совершенствование методики измерения электропроводимости трибосопряжений на машине трения ИИ 5018 / Мостовой Г.И., Поляков Е.В., Поляков В.Н. // Труды Всероссийской научно-практической конференции «Транспорт 2010». Ч. 3. Рост. гос. ун-т путей сообщения. – Ростов н/Д: 2010. – С. 279.
13 Мостовой Г.И. Особенности статико-динамической градуировки машин трения типа «Амслер» / Даровской Г.В., Мостовой Г.И. // Труды РГУПС, 2010. – № 3 (12). – С. 45-49.
14 Мостовой Г.И. Анализ методов измерения толщины смазочной пленки / Мостовой Г.И. // Труды РГУПС, 2010. – № 3 (12) . – С. 94-97.
15 Мостовой Г.И. Конструкция малогабаритного токосъемника для исследования электрофизических явлений в смазываемых контактах на машине трения ИИ 5018 / Мостовой Г.И., Поляков Е.В., Поляков В.Н. // Труды Всероссийской научно-практической конференции «Транспорт-2011». Ч. 2. Рост. гос. ун-т. путей сообщения. – Ростов н/Д: 2011. – С. 396–398.
16 Мостовой Г.И. Совершенствование методики определения несущей способности линейного контакта АТЦ / Елманов И.М., Булавин Ю.П., Мостовой Г.И. // Труды Всероссийской научно-практической конференции «Транспорт-2011». Ч. 2. Рост. гос. ун-т. путей сообщения. – Ростов н/Д: 2011. – С. 85�88.
17 Мостовой Г.И. Уточненное значение параметра Винклера для задач ЭГД-контакта / Елманов И.М., Кротов В.Н., Мостовой Г.И. // Труды Всероссийской научно-практической конференции «Транспорт-2011». Ч. 2. Рост. гос. ун-т. путей сообщения. – Ростов н/Д: 2011. – С. 393-395.
18 Мостовой Г.И. Использование гипотезы Винклера в задачах ЭГД�смазки / Мостовой Г.И. // Труды международной научной конференции «МехТрибоТранс-2011». Рост. гос. ун-т. путей сообщения – Ростов н/Д, 2011. – С. 364-367.
19 Мостовой Г.И. Несущая способность линейного контакта абсолютно твердых тел // Труды РГУПС, 2011. – № 4 (18). – С. 52-59.
20. Мостовой Г.И. Применения метода аппроксимаций при инженерных расчетах параметров линейного ЭГД-контакта / Булавин Ю.П., Елманов И.М., Мостовой Г.И. // Труды Всероссийской научно-практической конференции «Транспорт-2012». – Ростов н/Д: РГУПС, 2012.� С. 151-153.
21. Мостовой Г.И. Разработка нового метода оценки толщины смазочной пленки в линейном ЭГД�контакте / Буракова М.А., Елманов И.М., Мостовой Г.И. // Труды Всероссийской научно-практической конференции «Транспорт-2012». – Ростов н/Д: РГУПС, 2012.� С. 154-156.
22. Мостовой Г.И. Разработка аппроксимирующих зависимостей для расчета параметров ЭГД-контакта / Мостовой Г.И. // Всероссийская молодежная конференция «Проблемы синергетики в трибологии, трибоэлектрохимии, материаловедении и мехатронике» Институт машиноведения им. А.А. Благонравова РАН – Москва, 2012. – С 37-38
23. Мостовой Г.И. Оценка толщины смазочной пленки в линейном ЭГД�контакте / Буракова М.А., Елманов И.М., Мостовой Г.И. // «Трибология и надежность» / Сборник научных трудов ХII Международной конференции. Балтийский гос. техн. ун-т. – Санкт-Петербург: 2012. – С. 151-158.
Мостовой Геннадий Иванович
РАЗРАБОТКА МЕТОДИКИ РАСЧЕТА ПАРАМЕТРОВ
ЛИНЕЙНОГО ЭГД�КОНТАКТА С УЧЕТОМ
ТУРБУЛЕНТНОСТИ ВО ВХОДНОЙ ЗОНЕ
Специальность: 05.02.04 – Трение и износ в машинах
Автореферат диссертации на соискание
ученой степени кандидата технических наук
Подписано к печати 23.11.2012 г. Формат бумаги 60х84/16.
Бумага офсетная. Ризография. Усл. печ. л. 1,16.
Тираж 100. Заказ №
Ростовский государственный университет путей сообщения
Ризография ФГБОУ ВПО РГУПС.
Адрес университета: 344038, г. Ростов н/Д, пл. им. Ростовского Стрелкового Полка Народного Ополчения, 2.
РАЗРАБОТКА МЕТОДИКИ РАСЧЕТА ПАРАМЕТРОВ ЛИНЕЙНОГО ЭГДКОНТАКТА С УЧЕТОМ ТУРБУЛЕНТНОСТИ ВО ВХОДНОЙ ЗОНЕ