Проектирование аппаратов технологической установки очистки природного газа от кислых компонентов
Содержание
- Содержание
- Введение
- Основные сведения о предприятии
- Общая характеристика установки
- Описание технологического процесса и технологической схемы установки
- Характеристика технологического и насосного оборудования
7.Характеристика основного технологического оборудования
8.Характеристика насосного оборудования
9.Список литературы.
Введение
Астраханский газоперерабатывающий завод (ГПЗ) предназначен для получения из пластового газа Астраханского газоконденсатного месторождения товарных продуктов: товарного газа, газовой серы, сжиженных газов, дизельного топлива, бензина и котельного топлива [1]. Аналогичные объекты Оренбургский ГПЗ, Мубарекский ГПЗ. Существенным отличием Астраханского месторождение от других месторождений является высокое, до 25%, содержание сероводорода в пластовом газе.
При наличии диоксида углерода, сероводорода и меркаптанов создаются условия для возникновения и коррозии металлов, эти соединения снижают эффективность каталитических процессов. Сероводород, меркаптаны – высокотоксичные вещества. Повышенное содержание в газах диоксида углерода недопустимо, так как уменьшается теплота сгорания газообразного топлива, снижается эффективность использования магистральных газопроводов. Это привело к необходимости проектирования, строительства и вводу в эксплуатацию технологических установок для очистки природного газа от кислых компонентов. Процесс аминовой очистки является одним из старейших и наиболее широко используемых в мировой практике для удаления сероводорода и углекислого газа из газовых и жидких углеводородных потоков. Вплоть до 70-х годов ХХ-го столетия научный интерес к детальному изучению процесса практически отсутствовал, установки проектировались и эксплуатировались на основе простых эмпирических правил, сформулированных из практического опыта, вопросы экономии энергоресурсов и улучшения технико-экономических показателей не поднимались. Такой подход себя вполне оправдывал по причине относительно низкой стоимости строительства установок и чрезвычайно дешевой энергии.
Ситуация круто изменилась в начале 70-х годов, когда мировую экономику потряс энергетический кризис, резкий рост цен на энергоносители и усилившаяся в результате этого инфляция.
Быстро увеличившаяся цена на природный газ и ограниченность запасов малосернистого газа потребовала разработки новых газовых и газоконденсатных месторождений с повышенным содержанием сероводорода, что привело к необходимости строительства большого количества новых установок сероочистки.
Необходимость решения поставленных вопросов инициировала проведение научных исследований, посвященных изучению механизма реакций хемосорбции сероводорода и углекислоты аминами. Одним из наиболее важных результатов явилось опубликование в 1976 году теперь уже классической работы Кента и Эйзенберга, описывающей разработанную ими математическую модель термодинамического равновесия системы Н2S-СО2-амины. Модель Кента-Эйзенберга доказала свою надежность: рассчитанные по ней параметры имели хорошую сходимость с практическими данными.
В настоящее время в нашей стране и во всём мире широкое распространение получил процесс очистки сернистых газов аминами, прежде всего моноэтаноламином (МЭА), диэтаноламином (ДЭА) и метилдиэтаноламином (МДЭА).
На Астраханском газоперерабатывающем заводе для очистки природного газа от сернистых примесей используется абсорбционный процесс с диэтаноламином (ДЭА) в качестве абсорбента. Процесс характеризуется высокой надёжностью, гибкостью, обеспечивает необходимую степень очистки газа, соответствует мировому уровню.
Уровень оснащенности предприятия нефтегазодобычи и переработки установками сероочистки является одним из определяющих экологическое состояние отрасли. За рубежом разработаны, внедрены и эксплуатируются ряд процессов, тем не менее продолжается усовершенствование и поиск новых методов сероочистки, которые могли быть использованы для создания более эффективных установок, удовлетворяющим как экологическим, так и экономическим требованиям. В последние годы усилия отечественных специалистов были направлены на внедрение абсорбентов на установках аминовой очистки и оптимизации этих процессов.
Целью данного дипломного проекта является проектирование аппаратов технологической установки очистки природного газа от кислых компонентов, расчёт аппаратов на прочность, разработка мероприятий по снижению коррозионного износа оборудования, технико-экономическое обоснование проекта и определение требований по охране труда и экологической безопасности.
ОБЩАЯ ХАРАКТЕРИСТИКА УСТАНОВКИ
1.1 ГПЗ предназначен для получения из пластового газа Астраханского газоконденсатного месторождения товарных продуктов: товарного газа, серы технической газовой, сжиженных газов, дизельного топлива, бензина и котельного топлива. Аналогичные объекты: Оренбургский ГПЗ, Мубарекский ГПЗ. Существенным отличием Астраханского месторождения от других является высокое, до 25 %, содержание сероводорода в пластовой газожидкостной смеси.
1.2 Проектная документация, кроме генерального проекта, разработана французской фирмой "ТЕКНИП" г. Париж.
1.3 Привязка установки к межцеховым коммуникациям и общезаводским сетям выполнена Генеральным проектировщиком - институтом ЮЖНИИГИПРОГАЗ г. Донецк.
1.4 В данном технологическом регламенте рассматривается установка очистки газа от кислых компонентов У172 (четыре установки).
1.5 Дата ввода установок в работу 1У172 – 1986 год, 2 - 4У172 – 1987 год.
1.6 Установка предназначена для очистки сырого отсепарированного газа от сероводорода, СО2 и части сероорганических соединений водным раствором диэтаноламина (ДЭА) 33 - 42 %-ной концентрации. 1.7 Сырьем для установки являются: - отсепарированный сырой газ установки У171/271; - компримированный газ установки У141; - газ регенерации цеолитов У174.
1.8 Очищенный газ установки У172 направляется на установку осушки и отбензинивания газа У174/274, кислые газы - на установку получения серы У151/251, экспанзерные - на установку промывки и компримирования газа среднего давления У141/241.
1.9 Мощность каждой из четырёх У172 рассчитана на переработку максимального (115% номинального) объёма газа, равного 1,8х109 нм 3 /год. Минимальная производительность установки, при которой возможен нормальный технологический режим – 43,5 % от максимальной производительности. Номинальная часовая производительность каждой установки составляет 187,5 тыс.нм 3 по отсепарированному газу. ТР У172-2010 5
1.10 Для управления технологическим процессом применен программно- технический комплекс системы I/A SERIES “Invensys Systems Inc.”, США, с функционально выделенной системой противоаварийной автоматической защиты (ПАЗ) на средствах Triconех фирмы “Invensys Systems Inc.”, США. Основными компонентами системы управления (СУ) являются: прикладная рабочая станция, управляющие процессоры с удаленно установленными модулями ввода – вывода , линии связи и средства КИП. Рабочие станции предназначены для использования в качестве автоматизированного рабочего места (АРМ) оператора и выполняют следующие функции: получение данных с контроллеров, отображение значений параметров, сигнализация о нарушениях технологических норм, аварийных ситуациях и сбоях оборудования, визуализация состояния технологического процесса в реальном масштабе времени, запись истории параметров, ручной ввод данных, управление регуляторами, исполнительными механизмами и насосно-компрессорным оборудованием (НКО). Информация выдается на экран дисплея АРМ в виде мнемосхем, графиков, сообщений. СУ обеспечивает функционирование технологического объекта в круглосуточном режиме. Отказы технических средств, отдельных модулей системы не оказывают влияния на работоспособность всей системы в целом. Технологическая схема установки представлена на АРМ оператора следующими фрагментами (мнемосхемами): 1) обзор установки; 2) сепарация газа; 3) абсорбция 1; 4) абсорбция 2; 5) десорбция; 6) ребойлеры; 7) рефлюкс; 8) конденсат СВ; 9) конденсат СС. Кроме того, имеются клавиши вызова видеограмм со списками параметров сигнализации и блокировки. Более детальное руководство по эксплуатации системы I/A SERIES приведено в соответствующей инструкции.
Описание технологической схемы установки У172
Очистка газа от сернистых соединений производится на 4-х идентичных установках 1У, 2У, 3У, 4У172, технологическая схема и аппаратное оформление этих установок одинаковое.
Абсорбция
На блок абсорбции установки У172 поступают следующие газы: а) отсепарированный сырой газ с установки У171 (температура – не менее 30 оС, давление не более 65 кг/см 2 ); б) компримированный, грубо очищенный газ установки У141 (температура – не более 50 оС, давление – не более 65 кг/см 2 ); в) газ регенерации цеолитов установки У174 (температура - не более 58 оС, давление не более 65 кг/см 2 ). Отсепарированный сырой газ установки У171 поступает на У172 по линии 16"Р72.101, данная линия оборудована клапаном-отсекателем 72UV001 с байпасом 2“. Линия 16" подачи сырого газа с установки У171 имеет врезку 3" для набора давления при пуске установки. Рекомпремированный газ поступает по линии 6"Р72.135, оборудованной клапаном-отсекателем 72UV002. Расход газа контролируется по показаниям датчика 72FT001 с регистрацией показаний на АРМ оператора и регулируется клапаном 72FV001. Отсепарированный и рекомпремированный газы содержат наибольшее количество кислых компонентов, оба потока объединяются (смешиваются) и по линии 16"Р72.101 поступают в среднюю часть сепаратора 72В01. Сепаратор 72В01 оснащен центробежным завихрителем для улучшения отделения углеводородного конденсата и капельной влаги. Внутренняя поверхность сепаратора 72В01 защищена антикоррозионным покрытием. Во избежание образования гидратов днище сепаратора оснащено паро-обогревателем. По мере накопления углеводородного конденсата в сепараторе 72В01 он выводится из нижней части аппарата по линии 2"Р72.110 на установку У120. Уровень в сепараторе 72В01 контролируется по показаниям датчика 72LT002 с регистрацией показаний на АРМ оператора и по месту – индикатором уровня 72LI002. Для визуального контроля уровня по месту на аппарате 72В01 установлен уровнемер "Krohne" поз.72LG003. В целях защиты от повышенного и пониженного уровня сепаратор оборудован контакторами высокого уровня 72LSH001 и низкого уровня 72LSL004 с выдачей сигнала на АРМ оператора. Давление в сепараторе 72В01 контролируется по манометру 72РI092 и на АРМ оператора 72Р001. Рабочий уровень в аппарате поддерживается регулирующим клапаном 72LV002, установленным на линии 2"Р72.110. Отсепарированный от углеводородного конденсата и влаги газ выходит с верхней части 72В01 и по линии 16"72.102 поступает ТР У172-2010 13 под первую тарелку абсорбера 72С01. Газ регенерации цеолитов с установки У174 поступает на установку У172 по линии 6"Р72.120 и подается в абсорбер 72С01 под 24-ю тарелку. Данная линия оснащена клапаном-отсекателем 72UV003 и ручным регулирующим клапаном 72HCV102. Расход газа регенерации цеолитов контролируется датчиком 72FT004 с регистрацией показаний на АРМ оператора. Обессеренный газ выходит из верней части абсорбера 72С01 и направляется на установку У174 по линии 12"Р72.123. На границе установки данная линия оснащена клапаном-отсекателем 72UV004 с байпасом 2“. Расход обессеренного газа контролируется датчиком 72FT030 с регистрацией показаний на АРМ оператора. Регулирование расхода обессеренного газа осуществляется регулирующим клапаном 72FV002. Контроль качества обессеренного газа обеспечивает газоанализатор 72АТ002. Отбор обессеренного газа на анализатор производится с линии 12"Р72.123 и сбрасывается в линию 6"Р72.125 газа расширения из емкости 72В02. В случае превышения содержания сероводорода в обессеренном газе выше 12 мг/м 3 (8 ppm), срабатывает блокировка 72ААН002 и происходит автоматическое закрытие клапанов-отсекателей 72UV004, 72UV022. Клапан-отсекатель 72UV022 расположен на линии отбора обессеренного газа в анализатор 72АТ002, срабатывающий при низком давлении в абсорбере72PSL074 и электро-неполадках. Дополнительный контроль качества процесса аминовой очистки газа от кислых компонентов ведется по контрольным температурным точкам поз.72TI064 (23-я тарелка абсорбера 72С01) и поз.72TI012 (температура регенерированного амина), температурный перепад (t), между которыми допускается не более 12 °С. Для обеспечения аналитического контроля качества обессеренного газа, на линии 12"Р72.123 смонтирована пробо-отборная точка поз.72SC002.
Абсорбер 72С01
Абсорбер 72С01 оснащен 33-мя тарелками. Верхняя 33-я центробежная тарелка служит "каплеотбойником" для предотвращения уноса жидкости с обессеренным газом. Тарелки № 1 - 32 — ситчатые, с переливами, предназначены для осуществления массообменного процесса абсорбции кислых компонентов сырого отсепарированного газа раствором ДЭА. Тарелки с 1-й по 23-ю состоят из 4-х секций, с 24-й по 32-ю из 2-х секций. ТР У172-2010 14 Под тарелку № 24 подается газ регенерации цеолитов с У174. Ввод сырого отсепарированного газа осуществляется под тарелку № 1, через два распределителя газового потока. Далее газовый поток, проходя с 1-й по 32-ю тарелки, контактируя с рабочим раствором ДЭА, очищается от кислых компонентов и направляется на установку У174. Рабочий раствор ДЭА поступает в абсорбер 72С01 двумя потоками. Первый поток (регенерированный ДЭА) поступает на тарелку № 32 с температурой 45-50оС в количестве до 443 м 3 /ч. Расход амина регулируется регулятором 72FRC005, клапан которого 72FV005 установлен на линии нагнетания насоса 72Р01А/В. Второй поток (полурегенерированный ДЭА) поступает двумя вводами 12" на 22-ю тарелку с помощью насосов 72Р02А/В через клапан регулятор 72FV003, с температурой 60-65оС в количестве до 1042 м 3 /ч, установленный на линии нагнетания насоса 72Р02А/В. С тарелки № 23 на тарелку № 13 абсорбера 72С01 смонтированы два перетока 12"Р72.118 и 12"Р72.117. Перетоки предназначены для поддержания в данной зоне температуры 70 оС, способствующей гидролизу COS. Для контроля уровня рабочего раствора в кубе абсорбера 72С01 установлен датчик 72LT009 с регистрацией показаний на АРМ оператора и уровнемеры "Krohne" поз.72LG008А/В для визуального контроля уровня по месту. Регулирование уровня в кубе абсорбера 72С01 осуществляется двумя способами: при работе гидротурбины 72TR01 - регулирующими клапанами 72LV009А и 72LV009В; при отключенной гидротурбине 72TR01 - регулирующим клапаном 72LV009С. В кубовой части абсорбера установлен "антизавихритель" для предотвращения образования вихревых потоков при движении раствора насыщенного амина. Также в кубовой части смонтирован защитный экран для снижения коррозионно-эрозионного износа корпуса абсорбера 72С01. Кубовая часть абсорбера 72С01 оборудована контакторами высокого уровня 72LSH005, низкого уровня 72LSL006 и пониженного уровня 72LSLL007. Срабатывание контакторов 72LSH005, 72LSL006 и 72LSLL007 отображается и регистрируется на АРМ оператора. На выходе раствора насыщенного ДЭА из куба абсорбера 72С01 на линии 16"Р72.103 установлен клапан-отсекатель 72LV007. Автоматическое закрытие клапана- отсекателя происходит в случае нажатия кнопки 72HS100 "аварийный останов установки" или при срабатывании противоаварийной защиты: пониженный уровень ДЭА в абсорбере 72С01, при срабатывании схемы ПАЗ по двум параметрам из трех 72LSL006, 72LSLL007, 72LALL009, поступает сигнал на закрытие отсекателя 72LV007 (на линии 16"Р72.103 выхода насыщенного амина с куба абсорбера 72С01), 72LSH010 (повышенный уровень ДЭА в аппарате 72В02); - 72ES119, 72ES120 (Отсутствие напряжения на секциях «А» и «В» щитов T2.1 660В и T0.1 6кВ 6 кВ); При поступлении сигнала на закрытие 72LV007 происходит: 1) –автоматическое закрытие отсекателей: - 72UV001 - на линии 16"Р72.101 сырого отсепарированного газа с У171; - 72UV002 - на линии 6"Р72.135 рекомпремированного газа с У141; - 72UV003 - на линии 6"Р72.120 газа регенерации цеолитов с У174; - 72UV004 -на линии 12"Р72.123 обессеренного газа на У174; - обесточиваются электро- пневматические клапана на станциях управления регулирующих клапанов 72 LV009A/B/C, что приводит к их закрытию; 2) автоматический останов насосов и переход в ручной режим управления насосов: - 72Р02А/В; - 72Р05А/В; - 72Р01А/В; - 72Р03А/В; - останов гидротурбины 72TR01. В целях защиты от повышенного давления абсорбер 72С01 оборудован датчиком 72РТ012 и предохранительными пружинными клапанами поз.72PSV001А/В (один ППК включен в работу, второй - в резерве). В случае срабатывания датчика 72РТ012 (при давлении свыше 65,0 кгс/см 2 ) происходит автоматическое открытие клапана-отсекателя 72UV016 и далее - регулирование давления посредством регулирующего клапана 72PV012 со сбросом обессеренного газа в факельный коллектор высокого давления "HF". При восстановлении рабочего давления в абсорбере 72C01 регулирующий клапан 72PV012 автоматически закрывается, клапан-отсекатель 72UV016 закрывается с АРМ оператора. Установочное давление ППК поз.72PSV001А/В составляет 73,0 кгс/см 2 , в случае превышения данного значения происходит автоматическое открытие ППК и сброс избыточного давления обессеренного газа в факельный коллектор высокого давления "HF". При снижении давления в абсорбере 72С01 менее 55,0 кгс/см 2 , срабатывает контактор 72PSL074, происходит автоматическое закрытие клапанов-отсекателей 72UV001, 72UV002, 72UV003, 72UV004. Визуальный контроль давления в абсорбере 72С01 осуществляется по манометрам, поз.72PI003 и на линии 16"Р72.103 после клапана-отсекателя 72LV007 поз.72PI003А. Абсорбер 72С01 оснащен датчиком перепада давления по высоте колонны поз.72PDT002. При скорости роста перепада давления более 0,02 кгс/см 2 /мин на пульте управления в центральной операторной срабатывает аварийная сигнализация 72PDAH002В, в случае превышения перепада давления более 0,5 кгс/см 2 срабатывает аварийная сигнализация 72PDAH002А. Срабатывание сигнализаций 72PDAH002В и 72PDAH002А отображается и регистрируется на АРМ оператора. В нижнюю часть абсорбера предусмотрена подача пара VU по линии 2" для пропарки аппарата при остановке на ремонт и 3/4GA азот для деаэрации установки. В нормальном рабочем режиме эти линии отглушены реверсивной заглушкой. 3.2.3 Схема насыщенного амина (высокого давления) Предусмотрено два варианта подачи насыщенного ДЭА в емкость 72В02: 1. При выключенной из работы гидротурбине 72TR01 поток насыщенного амина из куба колонны 72С01, проходя через отсекатель 72LV007 и регулирующий клапан 72LV009C, направляется по линии 20"Р72.122 непосредственно в емкость расширения насыщенного амина 72В02. Регулирование уровня в кубе колонны 72С01 в данном случае осуществляется регулирующим клапаном 72LV009C. 2. При работе гидротурбины 72TR01 раствор насыщенного амина из куба колонны 72С01, проходя через отсекатель 72LV007 и задвижку 16" № 7 (на входе в турбину 72TR01), разделяется на два потока. Первый поток по линии 16"Р72.103, проходя через клапан 72LV009A, поступает непосредственно в гидротурбину 72TR01. Второй поток проходит по линии 8" Р72.103 через регулирующий клапан 72LV009B. Затем оба потока соединяются и по линии 20"Р72.104, 105 через задвижку 16" № 8 (выход) и через отсекатель 72HV106 направляются в емкость расширения насыщенного амина 72В02. Открытие и закрытие отсекателя 72HV106 осуществляется по месту кнопкой 72HS106. Регулирование уровня в кубе колонны 72С01 и скорости вращения гидротурбины 72TR01 осуществляется регулирующими клапанами 72LV009A и 72LV009B. ТР У172-2010 17 Автоматическая система управления позволяет произвести плавный переход с регулирующего клапана 72LV009А/В на клапан 72LV009С, тем самым сократить до минимума колебание уровня в абсорбере С01. Гидротурбина 72TR01 предназначена для снижения потребления электроэнергии электродвигателем насоса 72Р02А. Снижение потребления электроэнергии осуществляется путем передачи вращения ротора гидротурбины 72TR01 через обгонную муфту на ротор насоса 72Р02А. При работе 72TR01 экономия электроэнергии, потребляемой электродвигателем 72РМ02А, составляет около 40 %. Гидротурбина оборудована системой защиты от аварийно-высокой скорости вращения (более 3150 об/мин) 72SAHH501 и сигнализации минимальной скорости вращения (менее 2750 об/мин) 72SAL501. Срабатывание предупредительно - аварийной сигнализации 72SAL501 и блокировки 72SAHH501 при превышении скорости вращения гидротурбины более 3150 об/мин отображается и регистрируется на АРМ оператора. В систему ПАЗ У72, при срабатывании блокировки 72SAHH501 поступает сигнал на автоматическое закрытие регулирующих клапанов 72LV009А и 72LV009В. Регулирование уровня в абсорбере 72С01 переходит на регулирующий клапан 72LV009C. 3.2.4
Емкость расширения 72В02
Емкость расширения 72В02 предназначена для отделения газов дегазации из раствора ДЭА (экспанзерный газ) в результате снижения рабочего давления до 17,0 кгс/см 2 . Поток насыщенного ДЭА по линии 20"72.105 (при работе гидротурбины 72TR01) или по линии 20"Р72.122 (при остановленной гидротурбине72TR01) поступает сверху в емкость 72В02. Непосредственно под входным штуцером установлено защитное устройство в виде емкости овальной формы с перфорированными бортами. В нижней части аппарата 72В02 расположены две вертикальные перегородки с отверстиями, предназначенные для предотвращения "раскачивания" уровня рабочего раствора. На штуцере выхода насыщенного ДЭА из емкости 72В02 установлен антизавихритель потока, на штуцере выхода газа расширения установлен "каплеуловитель" в виде сетчатого эле- мента. Газы расширения раствора насыщенного ДЭА выводятся из верхней части емкости 72В02 и по линии 6"Р72.125 направляются на установку У141. Контроль рабочего давления в емкости 72В02 осуществляется с помощью датчика 72РТ019 с регистрацией показаний на АРМ оператора. Для поддержания рабочего давления на линии выхода газов расширения 6"Р72.125 установлен регулирующий клапан 72PV019А. Для визуального контроля рабочего давления на штуцере аппарата 72В02 установлен манометр поз.72PI018. Расход экспанзерного газа контролируется диафрагмой 72FT031 с регистрацией показаний на АРМ оператора. По линии 2"Р72.124 в аппарат 72В02 поступает технологическая вода с установки У174. На данной линии установлен клапан-отсекатель 72HV107. Уровень раствора насыщенного ДЭА в аппарате 72В02 контролируется по показаниям датчика 72LT013 с регистрацией показаний на АРМ оператора. Регулирование уровня осуществляется регулирующим клапаном 72LV013, установленным на линии 20"Р72.106, подачи насыщенного ДЭА из аппарата 72В02 в аппарат 72В03. Для визуального контроля уровня на аппарате 72В02 установлен уровнемер "Krohne" поз.72LG012. Также на аппарате 72В02 установлены контакторы высокого уровня 72LSH010 и низкого уровня 72LSL011. Срабатывание предупредительно - аварийной сигнализации 72LSL011 отображается и регистрируется на АРМ оператора. При срабатывании блокировки 72LSH010 в систему ПАЗ У172 поступает сигнал на закрытие клапана - отсекателя 72LV007 (на линии 16"Р72.103 выхода насыщенного ДЭА с куба абсорбера 72С01) при этом происходит: 1) автоматическое закрытие отсекателей: - 72UV001 - на линии 16"Р72.101 сырого отсепарированного газа с У171; - 72UV002 - на линии 6"Р72.135 рекомпремированного газа с У141; - 72UV003 - на линии 6"Р72.120 газа регенерации цеолитов с У174; - 72UV004 -на линии 12"Р72.123 обессеренного газа на У174; - обесточиваются электро- пневматические клапана на станциях управления регулирующих клапанов 72 LV009A/B/C, что приводит к их закрытию; 2) автоматический останов насосов и переход в ручной режим управления насосов: - 72Р02А/В; - 72Р05А/В; - 72Р01А/В; - 72Р03А/В; - останов гидротурбины 72TR01, с отображением и регистрацией на АРМ оператора. С целью защиты аппарата 72В02 от превышения давления с линии 6"Р72.125 предусмотрен сброс избыточного давления в линию 8"HF72.104 факельного коллектора высокого давления "НF". На линии сброса избыточного давления установлен клапан-отсекатель 72UV015 и регулирующий клапан 72PV019В. При повышении давления свыше 17,0 кгс/см2 автоматически открывается клапан-отсекатель 72UV015 и регулирование давления в емкости 72В02 осуществляется регулирующим клапаном 72PV019В со сбросом экспанзерного газа в факельный коллектор высокого давления "HF". При восстановлении рабочего давления в аппарате 72В02 регулирующий клапан 72PV019В закрывается. Клапан-отсекатель 72UV015 закрывается с АРМ оператора. Также аппарат 72В02 оборудован предохранительными пружинными клапанами поз.72PSV002А/В (один ППК включен в работу, второй - в резерве) и разрывной мембраной поз.72PSE001.
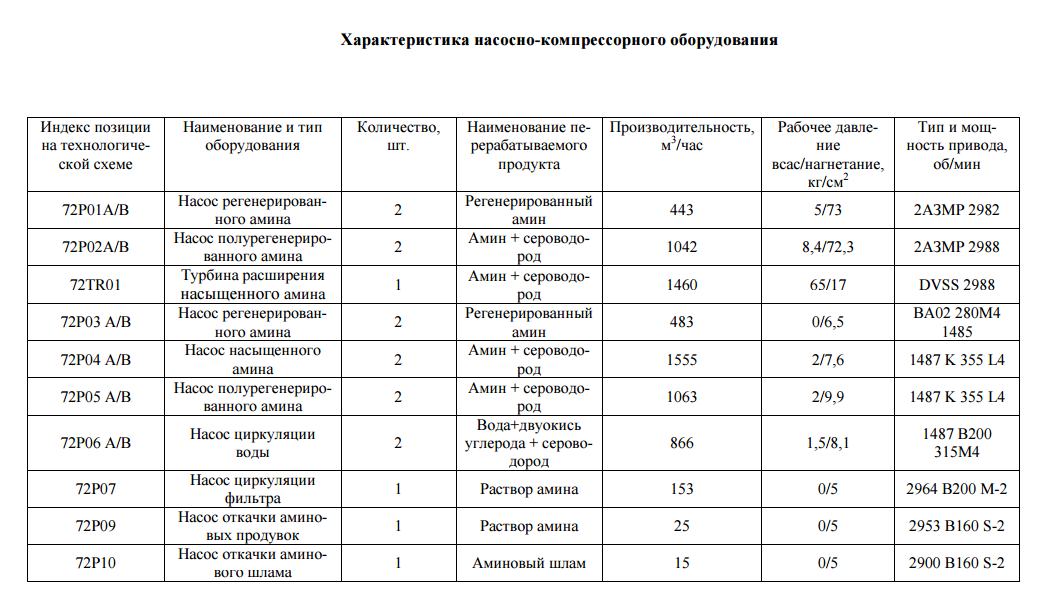
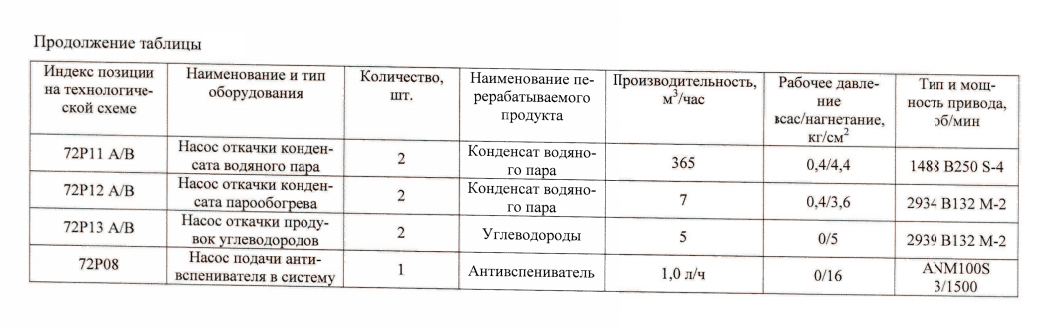
Характеристика насосно-компрессорного оборудования
Список использованной литературы