Правила эксплуатации, объем работ при техническом обслуживании и ремонте задвижек
Содержание
ВВЕДЕНИЕ
Глава 1. Краткая характеристика НПС.
- Оборудование и работа насосной станции.
Резервуарный парк.
Глава 2. Правила эксплуатации, объем работ при техническом обслуживании и ремонте задвижек.
- Правила эксплуатации задвижек.
2.2 Объём работ при техническом обслуживании. Периодичность технического обслуживания.
2.3 Объём работ при ремонте задвижек.
- . Разработка технологического процесса среднего ремонта клиновой задвижки .
- Описание технологического процесса .
3. спользуемое оборудование, инструменты, приборы и приспособление.
4. Экологическая часть
Заключение
Список используемой литературы:
ВВЕДЕНИЕ
Арматура — неотъемлемая часть любого трубопровода. Трубопроводная арматура представляет собой устройства, предназначенные для управления потоками жидкостей или газов, транспортируемых по трубопроводам. Как известно, любой магистральный трубопровод состоит из линейной части, перекачивающих (газокомпрессорных или насосных) и распределительных станций, предназначенных для направления транспортируемой среды потребителям.
На магистральных трубопроводах по характеру работы различают арматуру линейной части и обслуживающую перекачивающие и распределительные станции.
Запорная арматура линейной части трубопроводов, устанавливаемая через каждые 25 - 30 км, предназначена в основном для отсекания участка трубопроводов при аварии или ремонтных работах. Практически арматура линейной части срабатывает редко (несколько раз в год). На перекачивающих и распределительных станциях арматура предназначена для оперативных переключений, обеспечивающих основные технологические процессы, а также отключений отдельных участков при ремонте. Кроме того, на технологических трубопроводах химических и нефтехимических производств арматура эксплуатируется весьма интенсивно; в некоторых технологических процессах цикл открытие закрытие совершается несколько раз в минуту.
В некоторых процессах арматура подвергается значительным вибрациям, действию высоких и низких температур. Диапазоны температур, давлений, вязкостей, химической активности и других свойств перекачиваемых сред, на которых работает арматура, непрерывно расширяются. Все это создает известные трудности при конструировании арматуры, а также при подборе готовых конструкций применительно к конкретным рабочим условиям. Разнообразные условия, при которых работает арматура, специфичность требований, предъявляемых к ней» вопросы надежности и долговечности, большое число конструкций затрудняют выбор арматуры для тех или иных конкретных условий работы. Правильный выбор того или иного конструктивного типа арматуры в значительной степени предопределяет безаварийную работу как отдельных технологических производств в целом, так и трубопроводов, в частности.
В настоящее время потребители трубопроводной арматуры и приводов затрачивают значительные средства на организацию входного контроля и ремонта трубопроводной арматуры и приводов. Эти меры позволяют значительно сократить объемы использования непригодной к эксплуатации продукции.
Однако этот выход является не самым «рациональным» поскольку контроль качества происходит после приобретения продукции. Предприятия ТЭК расширяют проведение испытаний арматуры у поставщиков арматуры на предмет их соответствия условиям заводских поставок. Преимущество этого метода контроля заключается в том, что качество продукции определяется до заключения договора. В учебном пособии рассмотрены разработанные классификации трубопроводной арматуры, а также их деталей, уплотнений, приводов. Важными и необходимыми для обучения студентов специальности «Проектирование, сооружение и эксплуатация газонефтепроводов и газонефтехранилищ» являются разделы по монтажу, техническому обслуживанию, ремонту и врезке трубопроводной арматуры. Проведение практических занятий по силовым расчётам трубопроводной арматуры базируется на выдающейся научной школе Д.Ф. Гуревича. В задании на подготовку учебного пособия не ставилась задача по сбору справочного материала по номенклатуре выпускаемое продукции трубопроводной арматуры отечественными и зарубежными производителями. Поэтому в приложениях в достаточном объёме для выполнения студентами курсовых работ
представлены основные технические характеристики кранов, задвижек, клапанов, переключающих устройств и т.д.
Глава 1. Краткая характеристика НПС.
Нефтеперекачивающие станции с резервуарным парком (головные нефтеперекачивающие станции) по назначению разделяются на два вида -головная НПС магистрального нефтепровода и головная НПС технологического участка. Эти станции отличаются не только по назначению, но и местом их расположения в технологической цепочке нефтепроводного транспорта. Им присущ практически один и тот же состав основных технологических объектов, а также почти идентичные технологические схемы.
Головная НПС состоит из основных комплексов сооружений: резервуарный парк, подпорная насосная станция, основная насосная станция. Помимо основных сооружений на головной НПС имеется:
- узел учета нефти;
- узел предохранительных клапанов на линии приема НПС;
- узел предохранительных клапанов на линии между основной насосной и подпорной насосной;
- узел регулирования давления;
- узел подключения НПС к нефтепроводу (узел приема и пуска СОД).
Технологическая схема НПС предусматривает следующие технологические операции:
- прием нефти с нефтяных промыслов в резервуарный парк;
- отбор нефти из резервуарного парка и подачи ее в нефтепровод;
- одновременное ведение приема нефти и подачи ее в нефтепровод.
Режим работы станции может осуществляться по следующим схемам:
- перекачка через резервуарный парк;
- перекачка порезервуарно, т.е. в один резервуар нефть поступает, из другого идет откачка нефти;
- перекачка с подключенной емкостью, что позволяет компенсировать неравномерность поступления нефти и ее откачки.
- Оборудование и работа насосной станции.
Резервуарный парк.
Основное назначение резервуарного парка - выполнение буфера между нефтепромысловыми объектами и объектами магистрального транспорта нефти. Резервуарный парк компенсирует дисбаланс производительности промыслов и магистралей.
Вторая роль, отводимая резервуарному парку, - роль аварийной ёмкости, в которую принимается нефть при аварии на объектах нефтепровода.
Третье назначение парка - подготовка нефти к транспортировке по нефтепроводу (отстаивание от воды и мехпримесей, смешивание и др.).
Суммарный полезный объём резервуарных парков составляет:
- для ГНПС магистрального нефтепровода - 2-3 суточного объёма перекачки для ГНПС эксплуатационного участка - 0,3-0,5 суточного объёма перекачки;
- для ГНПС эксплуатационного участка, где проводятся приёмосдаточные операции,1,5 суточного объёма перекачки.
Резервуары в резервуарном парке размещаются группами. Каждая группа резервуаров должна быть ограждена сплошным земляным валом шириной по верху не менее 0,5м. объём, образуемый между внутренними откосами обвалования должен быть равен ёмкости наибольшего резервуара в группе.
На территории резервуарного парка предусматривается производственно-дождевая канализация для приёма: -подтоварных вод из резервуаров;
- дождевых вод с обвалованной площадки резервуарного парка, где эти воды могут быть загрязнены нефтью;
-воды от охлаждения резервуаров при пожаре.
По границам резервуарных парков и между отдельными группами резервуаров оставляют пожарные проезды шириной не менее 3,5м.
Площадка с предохранительными клапанами.
Предохранительные клапаны (предохранительные устройства прямого действия типа ППК или СППК) устанавливаются на линии приёма НПС и на линии между подпорной и основной насосной. Предохранительные клапаны, установленные на приёмном трубопроводе НПС, предназначены для защиты технологического оборудования резервуарного парка от повышенного давления плюс параллельно к ним устанавливается задвижка, которые при срабатывании клапанов начинают автоматически открываться, и происходит сброс избыточного давления в специально выделенный для этих целей резервуар.
Предохранительные клапаны, установленные на трубопроводе между подпорной и основной насосной обеспечивают защиту подпорную насосную от избыточного давления, повышающуюся при остановке основной насосной
Подпорная насосная.
Подпорная насосная предназначена для отбора нефти из резервуарного парка и подачи её на вход основной насосной с необходимым напором. Подпорные насосы монтируются в заглубленном варианте, что обеспечивает их заполнение нефтью. На приёмном патрубке устанавливается фильтр. Насосы соединяются параллельно, на выходе устанавливаются обратные клапаны. В зависимости от типа насоса подпорная насосная может находиться на открытой площадке или в закрытом помещении.
Узел учета количества перекачиваемой нефти.
Узел учета количества перекачиваемой нефти размещается на НПС с резервуарными парками. На ГНПС магистрального нефтепровода и на конечных пунктах трубопроводов размещаются узлы коммерческого учета, а на ГНПС эксплуатационного участка размещаются узлы оперативного учета.
В качестве датчика расхода используются турбинные расходомеры типа «Турбоквант». За счёт потока нефти вращается турбина, на валу которой имеется зубчатое колесо. При перемещении зуба магнитного поля индукционного датчика, в датчике наводится импульс. Количество импульсов зависит от объёма перекачиваемой нефти. Объём определяется прибором, расположенным в операторной.
Измерительные линии по назначению делятся на:
- рабочие, количество определяется производительностью нефтепровода;
- резервные линии, которые не находятся в работе;
- контрольные, предназначены для проверки показаний рабочих счётчиков.
Площадка фильтров-грязеуловителей
Фильтр-грязеуловитель предназначен для очистки нефти относительно крупных механических включений перед подачей жидкости на вход насосных агрегатов. Состояние фильтров при их эксплуатации контролируются с помощью манометров, установленных до и после фильтра.
Блок гашения ударной волны (БГУВ) типа «Аркрон»
Система сглаживания волн давления предусматривается для промежуточных НПС магистральных трубопроводов диаметром 720 мм и более. БГУВ предназначен для защиты трубопровода от гидравлического удара. Сглаживание происходит за счёт сброса энергии части нефти в безнапорную емкость. Гидравлический удар возникает из-за резкого увеличения гидравлического сопротивления, вызванного остановкой агрегата или НПС. Ударная волна распространяется на встречу движения нефти, при этом стенки трубопровода и оборудование испытывают импульсное воздействие повышения давления, что может привести порыву. При остановке НПС-2 открываются клапаны БГУВ, находящейся на этой же НПС, происходит сброс энергии ударной волны в ёмкость. В результате этого происходит медленный рост давления в трубопроводе, т. е. БГУВ ограничивает скорость нарастания давления в трубопроводе. Время открытия клапанов, а, следовательно, и скорость нарастания давления, определяется настройкой БГУВ.
Ёмкость для сброса энергии ударной волны.
В качестве ёмкости могут использоваться РВС-400, манифольт (ёмкость, сваренная из труб), горизонтальные ёмкости подземной установки объёмом по 100 м3. Общий объём зависит от диаметра нефтепровода:
-для нефтепровода диаметром 1220 мм - не менее 500 м ;
-для нефтепровода диаметром 1020 мм - 400 м3;
-для нефтепровода диаметром 820 мм - 200 м3.
При любом варианте ёмкости сброса оснащаются дыхательной арматурой и средствами КИП, обеспечивающими автоматическое опорожнение ёмкости от нефти. Нефть откачивается насосами откачки на приём НПС.
Насосные агрегаты и площадка агрегатных задвижек.
Насосный агрегат (насос и привод) относятся к основному оборудованию на НПС. На современных НПС агрегаты представлены центробежными насосами типа НМ (нефтяной, магистральный) и электродвигателем типа СТД (синхронный, трехфазный двигатель). Насос подключается к трубопроводу через приемную и выкидную задвижки, между задвижками устанавливается обратный клапан, обеспечивающий проток нефти при закрытых задвижках.
Соединение насосов между собой может быть последовательное и параллельно�последовательное. Параллельное соединение насосов используется для обеспечения необходимой производительности при работе НПС на два параллельных нефтепровода.
При последовательном соединении насосов увеличивается напор и производительность.
При параллельном режиме производительность увеличивается (если включены параллельно два нефтепровода), напор остается без изменения, т.е. параллельный режим работы насосных агрегатов используется при работе НПС на два параллельных нефтепровода.
Камера (площадка) регулирования давления (КРД)
Для регулирования давления монтируются поворотные регулирующие заслонки. С помощью этих заслонок обеспечивается поддерживание давления на приёме ниже заданного исходя из условий кавитации насоса, и на выходе НПС не выше заданного исходя из условий прочности трубопровода.
Вспомогательное оборудование насосной станции.
К вспомогательному оборудованию насосной станции относятся системы, обеспечивающие нормальные условия работы основного оборудования станции. Перечень вспомогательных систем зависит от компоновки основного технологического оборудования. В состав вспомогательных систем входят два механизма, соединённых параллельно.
Механизмы работают в режиме автоматического включения резервного (АВР) механизма, т.е. один механизм (насос, вентилятор) работает как основной и при его отказе в работе автоматически включается резервный. Для предотвращения перетока жидкости через механизм, который находиться в резерве, на выходе каждого механизма устанавливается обратный клапан.
Переход на резервный механизм сопровождается сигнализацией «Неисправность вспомсистемы». При отказе в работе резервного механизма происходит его отключение, которое сопровождается сигнализацией «Авария вспомсистемы».
По значимости вспомогательные системы разделяются на два вида:
- вспомогательные системы (вспомсистемы I);
- вспомогательные сооружения (вспомсистемы II).
К вспомогательным системам (вспомсистемы I) относятся системы, без постоянной работы которых, основное технологическое оборудование работать не сможет. К ним относятся следующие системы:
-маслосистема, предназначена для бесперебойной подачи масла на подшипники насосного агрегата;
-подпорная вентиляция, предназначена для создания избыточного давления воздуха в электрозале;
-вентиляция безпромвальной камеры, предназначена для создания воздушной завесы при проходе вала через разделительную стену;
-вентиляция для продувки электродвигателя (используется при установке насосного
агрегата в общем укрытии), пред назначена для создания избыточного давления воздуха в электродвигателе;
'
-система оборотного водоохлаждения, (используется при установке насосного агрегата в общем укрытии), предназначена для охлаждения электродвигателя.
Глава 2. Правила эксплуатации, объем работ при техническом обслуживании и ремонте задвижек.
- Правила эксплуатации задвижек.
Трубопроводная арматура является неотъемлемой частью любого трубопровода. Под трубопроводной арматурой понимаются устройства, предназначенные для управления потоками рабочей среды, транспортируемой по трубопроводам, т.е. это устройства, которые предназначены для отключения, распределения, регулирования, смешивания или сброса транспортируемых веществ. От надежной работы арматуры в значительной степени зависит надежность работы трубопровода, поэтому выбор арматуры для обслуживания трубопроводов должен производиться тщательно, с учетом ее назначения и условий работы. В процессе эксплуатации должны быть обеспечены своевременное и качественное техническое обслуживание и текущий ремонт арматуры.
К арматуре, устанавливаемой на нефтепроводах, предъявляется ряд требований, основными из которых являются: прочность, долговечность, безотказность, герметичность, транспортабельность, ремонтопригодность, готовность к выполнению цикла срабатывания (открытие, закрытие) после длительного периода нахождения в открытом или закрытом положении. Прочность арматуры обеспечивается изготовлением деталей из соответствующих конструкционных материалов. Наиболее важной является прочность корпусных деталей, поломка которых по своим последствиям особенно опасна. Требуемая прочность диктуется в основном рабочим давлением и температурой. Рабочие давления и температуры практически могут иметь любые значения из довольно широких диапазонов в зависимости от конкретных технологических процессов.
Долговечность арматуры в зависимости от условий ее работы может ограничиваться различными факторами. Ресурс могут определять износ деталей, коррозия материала, эрозия деталей рабочего органа, старение резиновых или пластмассовых деталей.
Безотказность арматуры сохраняется при правильной ее эксплуатации и тщательном техническом обслуживании, если конструкция и материал деталей выбраны правильно и соответствуют условиям работы. Наибольшее число отказов возникает в рабочем органе арматуры в результате коррозии, эрозии, замерзании воды и вибрации.
Арматура считается герметичной при следующих условиях: при закрытом рабочем
органе рабочая среда не проходит из одной части в другую, отделенную арматурой; отсутствуют протечки через сальниковый узел, фланцевые и другие разъемные соединения; металл корпусных деталей имеет плотную структуру, отсутствуют пористые участки, раковины, трещины, через которые могла бы просочиться рабочая среда в окружающую атмосферу.
Герметичность запорного органа арматуры обеспечивается тщательной пригонкой и притиркой уплотнительных колец. Герметичность сальника достигается тщательной обработкой (полировкой) сальникового участка шпинделя, сохранением упругости сальниковой набивки и соответствующей ее затяжкой шпильками или болтами, использованием манжет, резиновых колец круглого сечения. Чтобы фланцевые соединения сохраняли герметичность, необходимо выбрать соответствующие размеры и материал прокладки и создать постоянную и равномерную затяжку фланцев.
Требование к арматуре по готовности к открытию без затруднений после длительного пребывания в закрытом положении (и наоборот - к закрытию) вызывается тем, что во многих случаях запорная и предохранительная арматура должна срабатывать редко и при этом возникают благоприятные условия для «прикипания» уплотнительных поверхностей затвора и седла друг к другу, а для их разделения или перемещения требуется приложить значительное усилие. Для обеспечения безотказной работы изделий необходимо в объем работ по техническому обслуживанию включать периодическое выполнение цикла «открыто - закрыто», чтобы удостовериться в работоспособности арматуры. В ряде случаев применяются, например, краны и задвижки со смазкой уплотнительных поверхностей деталей запорного органа. Наиболее благоприятные условия для работы арматуры создают масла, поскольку их вязкость позволяет снизить требование к герметичности запорного органа, а смазывающие свойства снижают силы трения в запорном органе и сальнике. Коррозионное воздействие масел на металл незначительно.
При выборе арматуры, в состав которой входит электрооборудование, необходимо учитывать возможную взрывоопасность нефти и нефтепродуктов. В особых случаях целесообразно применение арматуры с пневмо- или гидроприводом не содержащей электрических устройств.
Арматура на нефтепроводах и нефтепродуктопроводах работает в условиях, когда через ее полости перемещается жидкая нефть или нефтепродукт, физические и химические свойства которых оказывают влияние на параметры надежности ее работы (долговечность,
безотказность).
Условия эксплуатации арматуры в этих условиях определяются не только параметрами рабочей среды (давление, температура), но также ее текучестью и коррозионной
активностью. Текучесть среды зависит от температуры, т.к. с понижением температуры в нефти возрастает количество кристаллов парафина, которые снижают текучесть и забивают фильтры, трубопроводы и арматуру. Коррозионное воздействие нефти и нефтепродуктов на детали арматуры вызывается содержанием в них кислот, воды и серы. С повышением кислотности перекачиваемого продукта усиливается коррозионное воздействие на металл деталей арматуры и ускоряет ее износ.
Классификация трубопроводной арматуры
Трубопроводная арматура классифицируется по различным признакам:
- по назначению трубопроводную арматуру подразделяют на:
- запорную - для перекрытия потока транспортируемого вещества (задвижки, вентили, краны);
- регулирующую - для регулирования параметров (расхода, давления) транспортируемого вещества (регулирующие вентили, краны и клапаны, регуляторы давления);
- предохранительную - для предохранения технологического оборудования и трубопроводов от недопустимого повышения давления (предохранительные, пропускные клапаны, а также разрывные мембраны);
- контрольную, определяющую уровень рабочей среды;
- обратная арматура - защитная арматура, предназначенная для автоматического предотвращения обратного потока рабочей среды;
- предназначенную для исключения движения среды в обратном направлении;
- прочую, предназначенную для различных конкретных операций (отвод конденсата, выпуск воздуха из трубопровода и впуск воздуха в него, приемо-раздаточные операции, выпуск подтоварной воды из ров и т.п.).
- по принципу действия арматура может быть:
управляемой, рабочий цикл в которой выполняется по соответствующим командам в моменты, определяемые рабочими условиями или приборами, и с привлечением энергии от внешнего источника;
- автономной, рабочий цикл которой совершается рабочей средой без привлечения энергии каких-либо посторонних источников:
По способу управления арматура подразделяется на арматуру с ручным приводом, приводную и под дистанционное управление.
Арматура с ручным приводом управляется вращением маховика или рукоятки, насаженных на шпиндель или ходовую гайку непосредственно или передающих движение
через редуктор.
Приводная арматура снабжена приводом, который установлен непосредственно на ней. Привод может быть электрическим, электромагнитным, пневматическим, гидравлическим и пневмогидравлическим.
Арматура под дистанционное управление имеет управление от привода, который не устанавливается непосредственно на ней.
III - в зависимости от области и условий применения трубопроводную арматуру подразделяют на две группы:
- общетехнического назначения, к которой относят арматуру, устанавливаемую на трубопроводах, по которым транспортируются неагрессивные и малоагрессивные вещества при низких или средних рабочих параметрах транспортируемой среды. Корпусные детали такой арматуры изготавливают из серого и ковкого чугуна, углеродистой или легированной стали;
- специального назначения для особых условий работы, устанавливаемую на трубопроводах с такими свойствами или параметрами, которые требуют применения легированных и высоколегированных сталей, бронзы, чугуна, обладающих высокой коррозионной стойкостью или жаропрочностью, защитных покрытий или неметаллических материалов.
IV- по способу присоединения к трубопроводам арматура подразделяется на:
- приварную, имеющую патрубки под сварку с трубопроводом и применяемую для трубопроводов с повышенными требованиями к плотности соединения. Сварное соединение не требует никакого ухода и подтяжки, что очень важно для магистральных трубопроводов, где желателен минимум обслуживания. Сварное соединение дает большую экономию металла и снижает массу арматуры и трубопровода. Недостатком сварных соединений является сложность демонтажа и замены арматуры, так как для этого ее приходится вырезать из трубопровода;
- фланцевую, имеющую присоединительные патрубки с фланцами и применяемые для любых технологических трубопроводов. Преимущества фланцевого присоединения арматуры - возможность многократного монтажа и демонтажа на трубопроводе, хорошая герметизация стыков и удобство их подтяжки, большая прочность и применимость для очень широкого диапазона давлений и проходов.
- Недостатки фланцевого соединения - возможность ослабления затяжки и потеря герметичности со временем (особенно в условиях вибраций, изменения температур и давлений),
- повышенная трудоемкость сборки и разборки, большие габаритные размеры и масса;
-
- резьбовую, которая подразделяется на муфтовую, имеющую на присоединительных патрубках внутреннюю резьбу и цапковую - наружную. Муфтовое соединение используют обычно в литой арматуре.
- В связи с этим основная область применения муфтовых соединений - арматура низких и средних давлений. Для мелкой арматуры высоких давлений, которую изготовляют из поковок или проката, чаще всего применяют цапковое соединение с наружной резьбой под накидную гайку.
V - по материалу, из которого изготовлены корпусные детали арматуры подразделяются на:
-арматуру из стали, которую используют для любых давлений и температур и изготовляют из углеродистой , легированной и высоколегированной сталей, а также с внутренними покрытиями коррозионно-стойкими материалами;
- арматуру из чугуна, которую не допускается применять для трубопроводов подверженных вибрации, работающих на растяжение, а также эксплуатируемых при резко переменном температурном режиме;
- арматуру из цветных металлов и сплавов и неметаллическую арматуру используют только в тех случаях, когда физико-химические свойства транспортируемого вещества не допускают использования арматуры из чугуна или стали.
Условные обозначение трубопроводной арматуры
В каталогах на арматуру, в номенклатуре арматурных заводов, в ведомостях для заказа арматуры и в прейскурантах применяют отраслевые условные обозначения. Шифр общепромышленной арматуры состоит из цифровых и буквенных знаков, включающих пять элементов, расположенных последовательно, например:30ч 925 бр.
Первое двузначное (30) число обозначает тип арматуры (задвижка, запорный клапан, кран и т. д.)
Первое буквенное обозначение (ч) указывает материал, из которого изготовлены корпусные детали арматуры.
Цифры после букв указывают порядковый номер (25) модели (одна, две или три цифры), если в этих трех цифрах первая больше 2, она означает тип привода (9). Ручной привод, представляющий собой маховик или рукоятку, не отмечается.
Буквы после второй группы цифр означают материал деталей уплотнения (бр) или вид внутреннего покрытия корпуса. Если уплотнительные поверхности выполнены непосредственно в самом корпусе, обозначение их отсутствует или указываются буквы «бк» (без колец).
Иногда после букв, обозначающих материал уплотнения, стоит еще одна цифра,
обозначающая вариант конструктивного исполнения.
Например, шифр 15 с 22 нж 1 обозначает: 15 -Запорный клапан, с- корпус из углеродистой стали, 22 -порядковый номер модели (с ручным приводом маховиком), нж - с уплотнительными кольцами из нержавеющей стали,1- конструктивное исполнение 1.Условное обозначение арматуры для нефтяной, нефтеперерабатывающей и нефтехимической промышленности построены по другой системе. Здесь обычно сначала идет ряд букв, обозначающих сокращенное наименование арматуры, а затем цифры, указывающие условный диаметр и условное давление.
Например, 3KJI 2 - 1000 - 80, задвижка клиновая литая второй модификации ручного привода с условным диаметром 1000 мм и с условным давлением 80 кГс/см2; ЗКЛПЭ - 1000 - 80 - задвижка клиновая литая с электроприводом с условным диаметром 1000 мм и с условным давлением 80 кГс/см2 ;СППК 4 - 150 - 16 - специальный полноподъемный пружинный клапан четвертой модификации с условным проходом 150 мм и с условным давлением 16 кГс/см.
Условные давления и условные проходы трубопроводной арматуры
Условное давление Ру является единственным параметром для изготовляемой арматуры, гарантирующим ее прочность и учитывающим как рабочее давление, так и рабочую температуру. Условное давление соответствует допустимому рабочему для данного вида арматуры при нормальной температуре ( 20°С). При повышении температуры механические свойства конструкционных материалов ухудшаются, поэтому для арматуры с высокой рабочей температурой допустимые рабочие давления ниже, чем условные. Это снижение зависит от материала деталей арматуры и температурной зависимости прочностных свойств этого материала. Чем выше рабочая температура, тем ниже максимальное рабочее давление при одном и том же значении условного давления. До ввода в эксплуатацию арматуру необходимо испытать водой при температуре ниже 100 °С, на прочность и плотность материала - пробным давлением. Это давление нормировано ГОСТом. Для условных давлений до Ру = 200 кГс/см2 пробное давление Рпр =1,5 Ру; при более высоких Ру превышение пробного давления над условным снижается до 25%.
Рабочей температурой считается наивысшая длительная температура перекачиваемой по трубопроводам среды.
Вторым основным параметром арматуры является диаметр условного прохода Ду (или 1>У> номинальное значение внутреннего диаметра трубопровода, для установки на который предназначена данная арматура. Различные типы арматуры при одном и том же условном проходе могут иметь разные проходные сечения (например, полнопроходной
шаровой кран, конический кран с трапециевидным проходом.
Не следует смешивать диаметр условного прохода с диаметром проходного сечения в арматуре, последний часто меньше Ду (арматура с сужением прохода) или больше Ду (затворы с кольцевым проходным сечением). В то же время условный проход арматуры не совпадает и с фактическим проходным диаметром трубопровода. Так, трубопровод из трубы размером 325x16 мм имеет фактический внутренний диаметр (без учета допусков) 293, а номинальный диаметр - 300 мм. По размеру условного прохода различают арматуру малых проходов (Ду < 40 мм), средних проходов (Ду = 50-250 мм) и больших проходов (Ду >250 мм).
Работоспособность и назначенный срок службы арматуры.
Вся вновь устанавливаемая на объектах МН отечественная и импортная арматура должна иметь сертификаты соответствия, удостоверяющие соответствие запорной арматуры требованиям Государственных стандартов и нормативных документов России и разрешения
Госгортехнадзора России на право выпуска и применения данной продукции.
Работоспособное состояние арматуры, при котором все значения параметров, характеризующих способность выполнять заданные функции, соответствует требованиям
НТД.
Неработоспособное состояние арматуры, при котором все значение хотя бы одного параметра, характеризующего способность выполнять заданные функции, не соответствует требованиям НТД.
Назначенный срок службы арматуры DN 50-1200 устанавливается до выработки назначенных показателей (указывается в ЭД: назначенный срок службы в годах, назначенный ресурс в циклах «открыто-закрыто»), но не более 30 лет.
Независимо от сроков эксплуатации, демонтажу с трубопровода подлежит арматура, имеющая неисправности и недостатки (не обеспечивается герметичность затвора арматуры по классу А, В, С; арматура, не прошедшая техническое освидетельствование независимо от сроков эксплуатации и циклов наработки и др.).
При замене запорной арматуры, в обязательном порядке производится замена клиновых задвижек на шиберные.
Клиновые задвижки.
Клиновые задвижки имеют затвор в виде плоского клина. В клиновых задвижках седла и их уплотнительные поверхности параллельны уплотнительным поверхностям затвора и расположены под некоторым углом к направлению перемещения затвора. Преимущества таких задвижек - повышенная герметичность прохода в закрытом положении, а также относительно небольшая величина усилия, необходимого для обеспечения уплотнения.
К недостаткам задвижек этого типа можно отнести необходимость применения
направляющих для перемещения затвора, а также технологические трудности получения герметичности в затворе.
Все клиновые задвижки по конструкции затвора могут быть с цельным, упругим или составным клином.
Задвижки с цельным клином нашли широкое применение, так как их конструкция проста и, следовательно, имеет небольшую стоимость в изготовлении. Цельный клин представляет собой весьма жесткую конструкцию, достаточно надежен в рабочих условиях и может быть применен для перекрытия потоков при довольно больших перепадах давления на затворе.
Примером конструкции задвижки этого типа может служить задвижка с выдвижным или невыдвижным шпинделем.
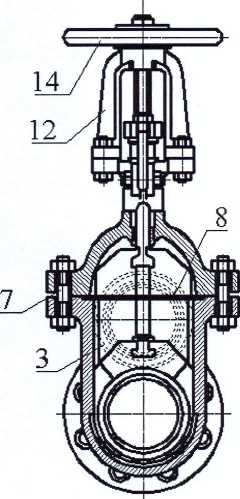
Задвижка на рисунке а состоит из литого корпуса, в который ввинчены уплотнительные седла. Как правило, их изготавливают из легированных, износостойких сталей. Вместе с корпусом отлиты, а затем механически обработаны направляющие для фиксации направления перемещения клина. Клин имеет две кольцевые уплотнительные поверхности и шарнирно через сферическую опору подвешен к шпинделю. Верхняя крышка соединяется с корпусом посредством болтов или шпилек. Для центровки крышки по отношению к корпусу в ней имеется кольцевой выступ, который входит в проточку корпуса. Уплотнение между крышкой и корпусом обеспечивается прокладкой, которая закладывается в проточку корпуса. Для предотвращения перекосов шпинделя в верхнюю часть крышки запрессовывается направляющая втулка. 1 - корпус;
2 - седло;
3 - направляющая движения клина;
4 - клин;
5 - шпиндель;
6 - верхняя крышка;
7 - шпилька;
8 - уплотнительная прокладка;
9 - направляющая втулка,
10 - сальник;
11 - нажимной фланец;
12 - бугель; 13 - ходовая гайка; 14-маховик.
Рисунок 1 - Полнопроходная задвижка с цельным клином
Существует также конструкция задвижки с цельным клином, но с невыдвижным шпинделем, там ходовая гайка закреплена в верхней части затвора. В гайку ввинчен шпиндель, жестко соединенный с маховиком. Система винт - гайка служит для преобразования вращательного движения маховика (при открытии или закрытии задвижки) в поступательное движение затвора.
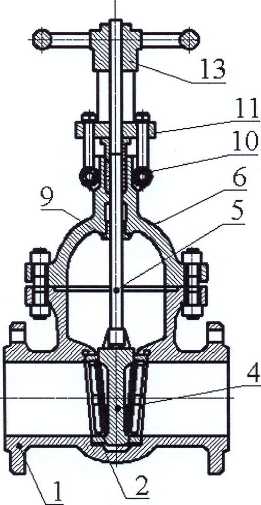
Задвижки с упругим клином. В них затвор представляет собой разрезанный клин, обе части которого связаны между собой упругим (пружинящим) элементом (упругим ребром), который позволяет уплотнительным поверхностям клина поворачиваться относительно друг друга на некоторый угол, что обеспечивает лучшее их прилегание к уплотнительным поверхностям седел. Эта особенность упругого клина исключает необходимость индивидуальной технологической подгонки уплотнения и уменьшает опасность заклинивания. Задвижки этого типа изготавливают как с выдвижным (см. рисунок 12.5.6), так и с не выдвижным шпинделем.
Конструкция затвора задвижек этого типа обеспечивает лучшее уплотнение прохода в закрытом положении без индивидуальной технологической подгонки. Под действием усилия прижатия, которое передается через шпиндель, в закрытом положении упругий элемент может изгибаться в пределах
1 - корпус;
2 - седло;
3 – клин;
4 - шпиндель;
5 – ходовая гайка;
6 - маховик;
7 - упругие элементы;
8 - бугель.
Рисунок - Задвижка с упругим клином и выдвижным шпинделем
Упругих деформаций, обеспечивая плотное прилегание обоих уплотнительных поверхностей клина и седел. В задвижках этого типа повышена надежность при высоких температурах (вследствие уменьшения опасности неравномерного теплового расширения, приводящего к заклиниванию затвора). Однако опасность заклинивания в закрытом положении полностью не устранена. Крупным недостатком задвижек этого типа является повышенный износ уплотнительных поверхностей клина и седел, так как они вступают во взаимный контакт значительно раньше, чем в задвижках с цельным клином.
2.2 Объём работ при техническом обслуживании.
Периодичность технического обслуживания.
При эксплуатации запорная арматура и обратные затворы подвергаются следующим видам обслуживания и ремонта:
- обслуживание ТО 1;
- сезонное обслуживание ТО 2;
- текущий ремонт (ТР);
- диагностическое обследование; средний ремонт (СР);
- капитальный ремонт (КР); техническое освидетельствование.
Средний ремонт (СР) арматуры производится без демонтажа с трубопровода. Капитальный ремонт (КР) производится с демонтажем арматуры в условиях специализированного ремонтного предприятия.
Сроки ТО, обследования и ремонта арматуры
|
Наиме
нование
арматуры
|
Т0 1,
мес.
|
ТО 2, мес.
|
ТР,
мес.
|
Диагностическое обследование, лет
|
СР,
лет
|
КР,
лет
|
Техническое
Освидетельствование,лет
лет
|
|
1
Запорная арматура DN 50-250
|
3
|
6
|
12
|
15
|
15
|
-
|
-
|
|
2
Запорная арматура DN 300-1200
|
1
|
6
|
12
|
15
|
15
|
30
|
30 или по истечении срока установленного предыдущим освидетельствованием
|
Типовой объём работ при техническом обслуживании (ТО 1) запорной арматуры.
В объеме технического обслуживания ТО 1 производятся следующие работы.
Для задвижек:
-визуальная проверка герметичности относительно внешней среды, в том числе: фланцевого соединения (протечки не допускаются);
сальникового уплотнения (протечки не допускаются; в случае обнаружения протечек по сальниковому уплотнению, произвести обслуживание согласно ЭД завода изготовителя); проверка параллельности фланцев корпус-крышка; чистка наружных поверхностей, устранение подтеков;
контроль наличия смазки в редукторе электропривода (в соответствии ЭД электропривода);
-проверка 100% степени открытия или закрытия задвижки по высоте шпинделя относительно базовых деталей корпуса;
-визуальная проверка состояния электропривода и подводящих кабелей; проверка состояния и крепления клемм электродвигателя;
-проверка крепления, герметичности защитного кожуха шпинделя арматуры;
-сброс избыточного давления из корпуса задвижек при температуре окружающей среды свыше 30 °С.
-чистка наружных поверхностей, устранение подтеков.
Контроль герметичности затвора шиберной задвижки производится через дренажный трубопровод или нагнетательный клапан и совмещается с проведением ТО.
Контроль герметичности затвора клиновых задвижек совмещается с проведением ТО Сведение о проведении Т01 заносятся в паспорт (формуляр).
Типовой объем работ при сезонном обслуживании (ТО 2) запорной арматуры
Техническое обслуживание ТО 2 проводится при подготовке к осенне-зимнему и весеннему периодам эксплуатации.
При техническом обслуживании ТО 2 проводятся все операции ТО 1, а также:
Для задвижек:
проверка (опробование) на полное открытие, закрытие затвора арматуры в местном режиме управления;
проверка срабатывания путевых выключателей, их ревизия; проверка настройки муфты ограничения крутящего момента;
проверка плавности перемещения всех подвижных частей арматуры; замена (контроль) смазки в электроприводе (смазка должна соответствовать сезонным температурным параметрам данного региона); проверка защиты электродвигателя от
перегрузок и перекоса фаз;
проверка (опробование) на полное открытие, закрытие затвора арматуры в режиме телеуправления;
проверка резьбы шпинделя на отсутствие повреждений; проверка прямолинейности выдвижной части шпинделя;
удаление воды из подшиберного пространства через дренажный трубопровод шиберной задвижки;
проверка и слив конденсата из защитной стойки шпинделя.
Техническое обслуживание электропривода арматуры проводится согласно «Инструкции по эксплуатации и техническому обслуживанию электропривода».
Сведении о проведенном сезонном обслуживании Т02 заносятся в паспорт (формуляр).
Сезонное обслуживание (ТО 2) проводится при плановых остановках линейной части МН и на отключенных участках технологических нефтепроводов НПС.
2.3 Объём работ при ремонте задвижек.
Типовой объем работ при текущем ремонте запорной арматуры
При текущем ремонте (ТР) запорной арматуры производятся все операции технического обслуживания ТО 1, ТО 2, а также:
-проверка наличия смазки подшипникового узла шпинделя арматуры;
-проверка сальникового уплотнения, нажимной втулки, устранение следов коррозии, задиров штока;
-прогонка шпинделя по гайке на всю рабочую длину;
-нанесение защитной смазки шпинделя арматуры;
-набивка, замена сальникового уплотнения;
-проверка и подтяжка контактных соединений электропривода, восстановление изоляции выходных концов проводов, проверка состояния уплотнителей, взрывозащиты подшипников электродвигателя, правильность посадки крыльчатки вентилятора электродвигателя;
-проверка обтяжки фланцевого соединений разъема корпус-крышка.
Проверка обтяжки фланцевых соединений должна производиться гайковертами с контролем момента затяжки (динамометрические инструменты (ключи-мультипликаторы) одновременно не менее чем на двух взаимно противоположных шпильках с одинаковым усилием, соответствующим ЭД арматуры.
Перед обтяжкой фланцевого соединения (корпус-лрышки) клиновой задвижки необходимо приоткрыть клин во избежание повреждения резьбовой втулки. При текущем ремонте арматуры уплотнение шпинделя сальникового узла на основе асбеста заменяется на уплотнения из терморасширенного графита. При текущем ремонте арматуры DN 50-1200 прокладки фланцевых соединений патрубков арматуры на основе асбеста заменяются на прокладки из терморасширенного графита.
Сведения о проведенном текущем ремонте заносятся в паспорт (формуляр).
Текущий ремонт запорной арматуры и обратных затворов НПС проводится при плановых остановках линейной части МН и на отключенных участках технологических нефтепроводов НПС.
Типовой объем работ при среднем ремонте (СР) запорной арматуры
Перед проведением среднего ремонта производится диагностическое обследование
запорной арматуры и обратных затворов. Объем диагностического обследования арматуры во время среднего ремонта в соответствии с требованиями РД-19.100.00-КТН-036-13.
При несоответствии показателей диагностического обследования арматуры характеристикам установленным в ТУ, ЭД, арматура подлежит вырезке и капитальному ремонту в условиях специализированного ремонтного предприятия.
В объем среднего ремонта запорной арматуры входит:
Все работы выполняемые при ТР, а также :
Ремонт с заменой дефектных деталей
Замена паранитовых прокладок между корпусом и крышкой на прокладки из терморасширенного графита;
Проверка на герметичность затвора и испытания перекачиваемым продуктом давлением Р= 1,1РN раб. в течении не менее 10 мин, для проверки герметичности уплотнений и соединений . При наличии подтеков и негерметичности -их устронить.
Замену электропривода для капитального ремонта на специализированном предприятии (при наступлении срока КР согласно инструкции завода - изготовителя или выявлении дефектов, неустранимых проведением ТО, текущего и среднего ремонта ), проводит ОГЭ.
Кроме того дополнительно для клиновых задвижек :
-демонтаж крышки, разборка, проверка технического состояния всех выемных деталей и, при наличии дефектов, их ремонт или замена;
-зачистка и промывка посадочного паза затвора клиновых задвижек от механических примесей;
-проверка состояния уплотнительных поверхностей корпуса, крышки, клина, их очистка и шлифовка;
проверка состояния направляющей клина;
-замена подшипников бугельного узла;
-замена уплотнительных элементов на прокладки из терморасширенного графита -замена ( при наличии ) системы автоматического сброса давления на отремонтированную и настроенную на сброс давления в корпусе при значении не более 1,1 PN
Капитальный ремонт запорной арматуры
Запорная арматура DN 300 и более подлежит демонтажу и капитальному ремонту, если в процессе эксплуатации или по результатам технического диагностирования обнаружены дефекты оборудования, не устраняемые текущим или средним ремонтом. Капитальный ремонт запорной арматуры и обратных клапанов DN от 50 до 250 не проводится.
Капитальный ремонт арматуры производится в условиях специализированного предприятия, имеющего разрешение на выполнение капитального ремонта арматуры по техническим условиям, согласованным Ростехнадзором и утвержденным ОАО АК Транснефть .
При капитальном ремонте запорной арматуры и обратных затворов в условиях Специализированного предприятия проводится полная разборка и дифектация всех деталей и узлов, восстановление их конструктивных параметров или замен пришедших в негодность в результате коррозии или чрезмерного механического износа деталей, восстановление антикоррозийного покрытия и окраски. Объем капитального ремонта в условиях специализированного предприятия определяется на основании составленной дефектной ведомости .
Клиновые задвижки DN от 500 до 1200 в процессе ремонта должны быть оборудованы системой автоматического сброса давления из корпуса.
Арматура, прошедшая капитальный ремонт, подвергается приемо-сдаточным испытаниям под надзором службы технического контроля предприятия. Испытания проводятся в соответствии с программой приемо-сдаточных испытаний арматуры разработанной заводом-изготовителем или специализированным ремонтным предприятием и утвержденной ОАО АК Транснефть.
Арматура после капитального ремонта и испытаний должны соответствовать классу герметичности затвора, указанному в паспорте завода-изготовителя .
ПОДГОТОВКА ЛИНЕЙНЫХ ЗАДВИЖЕК И ПРОВЕРКА ИХ ГЕРМЕТИЧНОСТИ.
До проведения основных работ по врезке должны быть проведены работы по промывке внутренней полости клиновых задвижек и проверке герметичности их затворов. Промывка производится с целью освобождения посадочного паза клина в корпусе задвижки от возможного скопления посторонних предметов и грязи.
Работы по промывке и проверке герметичности затворов выполняются по заранее разработанному плану мероприятий, являющегося частью Плана производства работ по врезке. В состав плана мероприятий входят:
- составление схемы порядка промывки и проверки герметичности затвора задвижек;
- определение сил и средств для выполнения работ;
- подготовка персонала и технических средств;
- подготовка и обеспечение связи между исполнителем и диспетчером.
Порядок промывки задвижек
Промывка внутренней полости клиновых задвижек производится за счет увеличения скорости потока перекачиваемой нефти при уменьшении площади проходного сечения и создании перепада давления до и после затвора задвижки путем ее прикрытия.
Промывка клиновых задвижек должна проводиться в следующем порядке:
- разработка режима работы нефтепровода, при котором будет осуществляться промывка задвижек;
- оформление наряда-допуска на промывку задвижек;
- согласование с диспетчерской службой РНУ (УМН), ОАО МН порядка проведения работ;
- организация обеспечения устойчивой связи между производителем работ и диспетчером;
-установка манометров (не ниже первого класса точности) до и после проверяемых задвижек по ходу нефти в соответствии с приведенной схемой.
Обеспечение расчетного режима работы нефтепровода, при котором после прикрытия затвора промываемой задвижки на 65-80% скорость нефти будет не менее 1,5 м/с, при этом давление на выкиде предыдущей насосной станции (Pi) после прикрытия затвора должно быть не менее чем на 0,5 МПа ниже максимального допустимого давления в трубопроводе и не менее чем на 0,3 МПа выше минимально допустимого давления на приеме последующей насосной станции (Р2).
Управление задвижкой должно производиться в режиме местного управления в следующем порядке:
-
- прикрыть с помощью электропривода задвижку до 50 % хода затвора;
- по истечении 3 мин после остановки электропривода проверить величину изменения давления по манометрам, установленным до и после задвижки с записью показаний манометров в журнал;
- произвести прикрытие задвижки ступенчато, с 5 %-ной величиной перемещения
клина на закрытие при постоянном контроле и фиксации изменения перепада давления;
- после выполнения прикрытия задвижки на 60 % дальнейшую операцию проводить вручную.
Промывка полости задвижки осуществляется при достижении перепада до и после клина ДР=0,2 МПа в течении не менее 30 мин и скорости потока не менее 1,5 м/с при постоянном контроле показаний манометров. По истечении указанного срока задвижку следует открыть и приступить к промывке другой задвижки.
Промывка полости шиберных задвижек должна проводиться согласно инструкции по их эксплуатации. При этом создание перепада давления не требуется.
Порядок проверки герметичности задвижек
Проверка герметичности задвижек осуществляется путем контроля изменения давления в отключенной части нефтепровода после его остановки.
После остановки нефтепровода и закрытия отсекающих задвижек проводятся мероприятия по снижению статического давления на отсеченном участке.
Снижение давления осуществляется сбросом нефти в подготовленные емкости, откачкой в параллельный нефтепровод или за задвижку, при этом на момент начала контроля в контролируемой точке нефтепровода должно быть избыточное давление не менее 0,4 МПа.
Изменение давления на отсеченном участке контролируется по манометрам не менее 30 мин. При контроле герметичности задвижек могут использоваться акустические приборы для прослушивания возможных протечек. Изменение давления (за 30 мин на 0,2МПа и более), фиксирование шума протечек нефти через затвор, а также продолжающееся поступление нефти, через вантуз, при снижении давления на отсеченном участке свидетельствуют о негерметичности затвора проверяемой задвижки.
Объем протечек через затвор задвижки определяется путем замера поступающей в
емкость нефти через вантуз. При протечке величиной 6 м3 /ч необходимо произвести замену негерметичной задвижки или работы по врезке совместить с заменой задвижки.
- . Разработка технологического процесса среднего ремонта клиновой задвижки .
2.5 Описание технологического процесса .
Частичная разборка задвижки с целью ремонта, замены шпинделя или клина производится без демонтажа задвижки с трубопровода при отсутствии давления рабочей среды .Разборку производить в следующем порядке :
- установите клин в верхнее положение ОТКРЫТО и снимите кожух и указатель ( для электропривода ОАО Тулаэлектропривод);
- установите клин в среднее положение, опустив его на 3/ 4 полного хода, если задвижка находится в положении ОТКРЫТО или подняв его на полного хода, если задвижка находится в положении ЗАКРЫТО ;
- снять электропривод;
- выверните на 2-3 оборота < воздушную> пробку и убедится в отсутствии давления среды в трубопроводе;
- снимите крепеж крышки;
- поднимите узел <крышка, стойка, шпиндель,клин>до выхода из корпуса. Отведите узел <крышка, стойка, шпиндель, клин> в сторону и установите клин в вертикальном положении на подкладках;
- выведите головку шпинделя из сопряжения с верхним пазом клина, после чего узел <крышка , стойка , шпиндель> установите в горизонтальном положении на подкладках . При необходимости снятый узел можно полностью разобрать .
После осмотра и ремонта деталей и узлов соберите задвижку в следующем порядке:
- смажьте и уложите кольцо уплотнительное в проточку на торце корпуса;
- застропите крышку в сборе со шпинделем и стойкой в вертикальном положении, осторожно введите головку шпинделя в соответствующий паз клина и опустите собранный узел в полость корпуса. Узел опускайте медленно, направляя клин по направляющим между патрубками корпуса. Клин необходимо установить в прежней ориентации относительно патрубков корпуса;
- установите крепеж крышки и равномерно его затяните крутящим моментом по диаметрально-перекрестной схеме:
Мкр.=(70±7) кгс. м -для DN 500;
Мкр =(120±12) кгс. м - для DN 600;
Мкр =(140±14) кгс. м - для DN 700,800;
Мкр. =(190±19) кгс. м - для DN 1000,1200;
Дальше монтаж электропривода задвижки и проверка работоспособности задвижки.
Полная разборка задвижки для ремонта узла уплотнения производится только после демонтажа задвижки с трубопровода.
После сборки задвижку необходимо опрессовать давлением Рn =12,0 МПа при открытом затворе в соответствии с правилами, действующими на эксплуатируемом объекте Количество опрессовок пробным давлением - не более 10 за полный назначенный срок службы корпусных деталей.
2.6Износ деталей и методы восстановления
Требующую ремонт арматуру демонтируют, промывают и в собранном виде отправляют на ремонтное предприятие. Здесь ее разбирают и устанавливают дефекты. Наиболее распространенными причинами выхода запорной арматуры из строя является нарушение герметичности вследствии коррозии, забоин, вмятин инородных тел на уплотняющих поверхностях, а также деформации корпуса задвижки под действием внешних нагрузок и температурных деформаций .
Внутренняя полость корпуса осматривается для выявления раковин, трещин и других дефектов. Несквозные дефектные места в корпусе разделывают на всю глубину до чистого металла. Перед разделкой трещин на их концах сверлят отверстия диаметром 8-10 мм. Кромки, прилегающие к местам вырубки, зачищаются напильником и металлической щеткой. После протравливания 10% раствором азотной кислоты трещины завариваются электродуговой сваркой и термически обрабатываются.
При осмотре деталей затвора проверяют плотность запрессовки уплотнительного кольца (седла) в корпусе и чистота его поверхности. На наличие забоин, задиров, царапин и других повреждений проверяются затвор (шибер, диски), шпиндель, втулка, полости сальниковой коробки, грунд букса и крепёжные детали. Поврежденные детали выбраковываются и восстанавливаются.
Различные раковины, каверны, задиры и другие повреждения уплотнительных поверхностей устраняются путём обточки, шлифовки и притирки на станке. На уплотнительный поверхности дефекты глубиной более 0,5 мм устраняются предварительной разделкой дефектного места и наплавкой на него металла с последующей обработкой . Если глубина повреждений менее 0,5 мм , то проводится шлифовка абразивным кругом и притирка.
Не плотности между корпусом и седлом устраняются в зависимости от типа крепления . Если седло закреплено в корпусе запрессовкой , то оно вытачивается из корпуса и заменяется новым, которое приваривается к корпусу с предварительной разделкой места посадки .
Если седло посажено на резьбе, то его вывинчивают с помощью специальных ключей и приспособлений. При наличии нормально сохранившейся резьбы ввертывается новое седло тем же приспособлением, но с большим усилием затяжки.
Если резьба под седло имеет значительный износ, то оно растачивается на больший размер с одновременной расточкой под сварку.
На это место запрессовывается и приваривается новое кольцо. Если кольца вварены в задвижку, то проточка их осуществляется на токарном станке в специальном приспособлении, где за одну установку протачиваются обе поверхности.
После этого корпус задвижки поступает на шлифовку и притирку колец. Обе стороны клина в этом случае наплавляются и протачиваются в приспособлении за одну установку. Подгонка клина осуществляется по корпусу задвижки на горизонтально - заточном и притирочном станках.
Обработка уплотнительных колец клиновых задвижек может проводиться не только на токарном, но и горизонтально - расточном станке.
Перед ремонтом шпиндель очищают от следов старой сальниковой набивки, нагара и грязи, промывают в керосине или бензине. Уплотнительная поверхность шпинделя должна быть зеркально гладкой.
Не глубокие вмятины и задиры, глубиной более 0,08 - 0,15 мм устраняются притиркой пастой ЕОИ или шлифовальными порошками, разведенными в масле.
Внутренняя поверхность деталей, сопрягаемых со шпинделем, так же проверяется на чистоту и отсутствие овальности. Одно из трудоёмких операций при ремонте арматуры является притирка уплотнительных поверхностей. Притирка плоских деталей арматуры (седла, клинья) осуществляется на плите.
Притирка может осуществляться как вручную, так и механическим способом. Конструкция притиров выбирается в зависимости от формы притираемых поверхностей и величины условного прохода.
При механической притирке уплотняющих поверхностей используются притирочные станки или приспособление к сверлильным станкам.
Притирочные станки имеют возвратно - вращательное движении притира с опережающим его вращением в одном направлении. В притирочную пасту вводится электрокорунд или карбид кремния различной зернистости. Притирку проводят до светло - матового цвета уплотнительных поверхностей.
Применяемой на практике способ проверки «на карандаш» заключается в том, что на подготовленных поверхностях плашек, клина или пробки( для кранов) наносят тонкие
поперечные риски. Если после сопряжения притираемых поверхностей и их взаимного перемещения риски везде окажутся стёртыми, то считают, что достигнута хорошая притирка.
После замены прокладки и сальниковой набивки собранная задвижка поступает на испытания готовой продукции.
- 2.7Используемое оборудование, инструменты, приборы и приспособление.
Грузоподъемный механизм. Стропы грузовые текстильные СТП-2,0 Грузоподъемностью 2т L 2м. Универсальный инструмент. Ключ-мультипликатор. Штангенциркуль. Микрометр. Рулетка. Кувалда. Технологические приспособления. Тара.
3. МЕРЫ БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ ПОДГОТОВИТЕЛЬНЫХ И ОСНОВНЫХ РЕМОНТНЫХ РАБОТ.
К выполнению работ по ремонту арматуры должен допускаться только квалифицированный персонал знающий их конструкцию, прошедший обучение и аттестацию в НУЦ по Программе подготовки специалистов и слесарей-ремонтников.
Руководители и специалисты, участвующие в производстве ремонтных работ, должны пройти аттестацию и проверку знаний в области промышленной безопасности и охраны труда в соответствии с Положением о порядке подготовки и аттестации работников организации, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов подконтрольных Ростехнадзору.
Оформление производства работ и движение техники в охранной зоне МН должно проводиться в соответствии с Регламентом Организация производства ремонтных и строительных работ на объектах магистральных нефтепроводов.
При нарушении ремонтным подразделением мероприятий, указанных в разрешении на производство работ, наряде-допуске и требований настоящего регламента, работы должны быть немедленно остановлены.
Персонал, участвующий в подготовке и проведении ремонтных работ, должен пройти инструктаж по охране труда с записью в наряде-допуске.
Нахождение персонала, не занятого непосредственным выполнением операций ремонта ближе 50 м от места производства работ не допускается.
На месте проведения ремонтных работ должна находится нормативная и своевременно заполняться оперативная и исполнительная документация. Работы по ремонту агрегатных задвижек должны проводиться с оформлением наряда-допуска на газоопасные работы. При производстве работ должен быть организован контроль воздушной среды на загазованность.
Наряды-допуски должны быть оформлены в соответствии с «Регламентом организации огневых, газоопасных и других работ повышенной опасности на взрывопожароопасных и
пожароопасных объектах предприятий системы ОАО «АК «Транснефть» и оформления нарядов - допусков на их подготовку и проведение».
Используемый инструмент и приспособления должны эксплуатироваться в соответствие
с Правилами безопасности при работе с инструментом и приспособлениями, заводскими инструкциями по эксплуатации.
При производстве работ все технические средства, не используемые в работе, должны находиться за пределами зоны производства работ, на расстоянии не менее 100 м.
Грузоподъемные работы по монтажу и демонтажу электроприводов, поддержке и удалению деталей выполнять с помощью грузоподъемных механизмов в соответствии с Правилами устройства и безопасной эксплуатации грузоподъемных кранов.
Осветительное, насосное оборудование, газоанализаторы для контроля воздушной среды должны иметь взрывозащищенное исполнение. На электрооборудовании должен быть указан уровень взрывозащиты, при отсутствии знаков взрывозащиты - его использование запрещается.
Все применяемое электрооборудование и электроинструменты должны иметь заземление и подлежат занулению отдельной жилой кабеля с сечением жилы не менее сечения рабочих жил.
Сбор технологических остатков нефти, остатков керосина (солярки) после промывки внутренней полости стойки и крышки ремонтной задвижки производится в специальный металлический поддон с дальнейшей утилизацией. Сбор использованного обтирочного материала, загрязненного маслами и проч., твердые бытовых отходов в ходе работ производится в специальные металлические контейнеры с дальнейшей утилизацией. В зоне проведения работ по выпуску газовоздушной смеси не должны находиться люди и технические средства, не связанные с выполнением данной работы.
При выполнении работ в ночное время необходимо обеспечить освещение рабочего места.
Контроль воздушной среды проводится до и после выполнения всех подготовительных мероприятий, предусмотренных нарядом-допуском.
Первичный контроль воздушной среды должен проводиться в присутствии лиц, ответственных за подготовку и проведение работ, текущие замеры - в присутствии ответственного за проведение работ.
После вскрытия полости задвижки и поднятия крышки, следующая ремонтная операция проводится только после проведения естественного вентилирования в течение 15 минут и повторного замера загазованности.
После демонтажа выемных частей задвижки, следующая ремонтная операция проводится
только после проведения естественного вентилирования в течении 15 минут и повторного замера загазованности, выполняемого не менее чем в двух точках непосредственно над
разъемом на высоте не более 40 см от его плоскости.
Работы по ремонту проводятся, если концентрация углеводородов в воздухе непревышает ПДК (300 мг/м ). Область зоны, работы в которой после вскрытия полости задвижки выполняются персоналом без применения специальных защитных средств ограничивается расстоянием не ближе 40 см к плоскости разъема по всей его площади.
4. Экологическая часть
АК «Транснефть» занимается приемом, хранением и транспортировкой нефти. Основными структурными подразделениями являются:
- линейные части магистральных нефтепроводов;
- резервуарные парки;
- железнодорожные сливо-наливные эстакады;
- установки подогрева нефти;
- очистные сооружения нефтесодержащих стоков;
- нефтеловушки.
Кроме этого, в состав ОАО входят подразделения инженерно-технического обеспечения (ремонтно-механические, ремонтно-строительные, деревообрабатывающие предприятия и участки, очистные сооружения, автотранспортные и теплоэнергетические хозяйства и т.п.), административно- хозяйственные и жилищно-бытовые службы, объекты соцкультбыта.
Исходя из вышеприведенных данных, на объектах ОАО в процессе хозяйственной и иной деятельности образуется достаточно широкая номенклатура отходов производства и потребления, причем значительная часть из них (по номенклатуре) образуется в процессе работы вспомогательных служб и жизнедеятельности обслуживающего персонала.
К отходам основной деятельности ОАО - транспортирование нефти, относятся нефтешламы от очистки трубопроводов и их узлов, насосных перекачивающих станций и резервуаров для хранения нефти, нефтесодержащие осадки различных узлов очистных сооружений, отходы от изоляции трубопроводов, грунты, загрязненные нефтью.
К отходам иных видов деятельности относятся преимущественно отходы производственного потребления: отработанные нефтепродукты (групп МИО, ММО, СНО), аккумуляторные батареи, СОЖ, обтирочные материалы, промасленные фильтры, активированные угли, огарки сварочных электродов, изношенные шины, тормозные накладки, лом абразивных изделий, лом металлов и т.д.
Несколько обособленно можно отметить некоторые специфические отходы, образующиеся при ликвидации аварий на нефтепроводах - отработанные сорбенты и их смеси с грунтом, изоляционные и прокладочные материалы; а также пески и грунты, пропитанные нефтью.
По природе своего происхождения образующиеся отходы условно можно разделить на три группы:
При необходимости выполнения ремонтных операций в зоне, приближенной к открытому разъему задвижки, менее чем 40 см, работы проводятся с применением средств индивидуальной защиты органов дыхания (СИЗОД) - противогазов шланговых.
При необходимости контроля воздушной среды в темное время суток, неблагоприятных погодных условиях, ухудшающих рассеивание паров и газов, а также в условиях недостаточной видимости (туман, снегопад, сильный дождь и др.) лицо, проводящее анализ воздуха, должно иметь при себе взрывобезопасный ручной светильник напряжением, не более 12 В и иметь наблюдающего (дублера).
Работники, занятые на работах по среднему ремонту задвижек должны быть обеспечены спецодеждой, спецобувью и другими средствами защиты, согласно Типовым отраслевым нормам бесплатной выдачи одежды, спецобуви и других средств индивидуальной защиты.
Применяемые спецодежда, спецобувь и другие СИЗ, должны иметь сертификаты соответствия.
Для защиты головы работника от механических повреждений, воды, повреждения электрическим током должны применяться каски. С целью выявления дефектов, каски подлежат ежедневному осмотру в течение всего срока эксплуатации. Каски не подлежат ремонту, отходы, образующиеся преимущественно при строительстве, реконструкции и капремонте объектов магистральных нефтепроводов;
отходы, образующиеся преимущественно при эксплуатации объектов магистральных нефтепроводов;
отходы, образующиеся при авариях и их ликвидации.
Такое группирование отходов целесообразно осуществлять при разработке Проектов нормативов образования и лимитов на размещение отходов для конкретных подразделений
ОАО «АК'Транснефть». Номенклатура отходов при этом уточняется и конкретизируется исходя из условий и объемов их образования, сбора, использования и размещения.
Общее количество наименований учитываемых отходов составляет для первых двух групп 30 и 44 пункта, соответственно.
Номенклатуру отходов, образующихся при авариях и их ликвидации, регламентировать практически невозможно, и она определяется в индивидуальном порядке в каждой
конкретной аварийной ситуации.
Перечень отходов, образующихся на производственных объектах ОАО «АК «Транснефть»
Перечень отходов производства и потребления, образующихся при эксплуатации, строительстве и капитальном ремонте объектов магистральных нефтепроводов ОАО «АК «Транснефть», разработан в соответствии с Федеральным классификационным каталогом отходов (ФКК), утвержденным приказом Госкомэкологии России от 27.11.97 № 527 и зарегистрированным в Минюсте России 29.12.97, регистрационный № 1445.
Перечень отходов производства и потребления, образующихся при строительстве (реконструкции и техперевооружении), капитальном ремонте и эксплуатации объектов магистральных нефтепроводов разработан в соответствии с действующими в ОАО «АК «Транснефть» технологическими регламентами на все производственные процессы, осуществляемые в производственных подразделениях, а также паспортами отходов и инструкциями по обращению с отходами на предприятии. Перечень отходов имеет отраслевую направленность.
Количество видов отходов, образующихся во всех структурных подразделениях ОАО «АК «Транснефть», в перечне представлено отдельно для различных производственных условий, а именно для строительства, эксплуатации и аварийных ситуаций.
Перечень включает виды отходов, специфичные для отрасли, а именно:
- нефтешламы от зачистки резервуаров;
- нефтешламы от нефтеловушек; нефтешламы от очистки нефтепроводов (нефтешламы на камерах пуска-приема скребка);
- нефтешламы (осадок от фильтров-грязеуловителей);
- снятый грунт, загрязненный нефтепродуктами - нефтезагрязненный грунт после аварийных и иных разливов нефти;
- песок замасленный, сорбенты нефтезагрязненный;
- отходы прокладочных и изоляционных материалов, твердые (отработанная изоляционная пленка при ремонте трубопроводов).
Перечень также включает виды отходов, неспецифичные для отрасли, в том числе отходы вспомогательного производства и отходы потребления.
Количество видов отходов, включаемых в перечни отходов производственных объектов ОАО «АК «Транснефть» при разработке Проектов НОЛРО, может не совпадать со сводным перечнем (как в сторону увеличения, так и в сторону уменьшения), в зависимости от следующих причин: типа производственного объекта (нефтеперекачивающая станция,
линейно-производственная диспетчерская станция, нефтепроводное управление, ремонтно-строительное управление, нефтебаза и т. п.), состава структурных подразделений;
особенностей эксплуатации, реконструкции и техперевооружения производственных объектов МН;
совершенствования технологии производства, перехода на малоотходные и безотходные технологии;
требований территориальных органов инвентаризации источников образования отходов.
Заключение
Нефтяные компании являются ключевым элементом энергетической отрасли Российской Федерации. Основными направлениями деятельности компаний является коммерческая деятельность, связанная с надежной, экономически выгодной и безопасной эксплуатации нефтеналивного терминала, любого вида, и его нефтебазы. Обеспечивая конечные результаты своей деятельности, они должны считать своим высшим неизменным приоритетом охрану окружающей среды, и тем самым обеспечивать высокий уровень экологической безопасности производственных объектов.
Для соблюдения этих принципов нефтяные компании должны обеспечивать свою деятельность с учетом:
- Использования технологий, обеспечивающих экономное расходование сырья, материалов и энергоносителей;
- Использования лучших имеющихся экологически безопасных технологий;
- Уменьшения риска возникновения аварийных ситуаций на основе полномасштабной внутритрубной диагностики магистральных трубопроводов;
- Повышение образовательного и профессионального уровня, экологической культуры персонала нефтяных компаний;
- Постоянного улучшения имиджа, основанного на доверии международных экологических организаций, партнеров, клиентов и населения, где осуществляют свою деятельность компаний.
Соблюдение данных положений считается залогом обеспечения экологической безопасности своей деятельности и оптимального экологических интересов с социально- экономическими потребностями общества в целях содействия устойчивому развитию Российской Федерации.
Список используемой литературы:
- Пожароопасных и пожароопасных объектах предприятий системы
ОАО «АК «Транснефть» и оформления нарядов- допусков на их подготовку и проведение.
РД 75.200.00 КТН-037-13. Руководство по техническому обслуживанию и ремонту оборудования и сооружений нефтеперекачивающих станций,ОАО Регламент организации огневых, газоопасных и других работ повышенной опсности на взрывоп «АК «Транснефть», 2013г. С изменением №1 от 25.11.13г.
- РД 10.110.00-КТН-319.09. С изменением №3 от 27.11.13г Правила безопасности при эксплуатации магистральных нефтепроводов, - ОАО «АК «Транснефть»,2009г. С изменением №3 от 27.11.13г
- РД -13.200.00 – КТН – 116-14. Магистральный трубопроводный транспорт нефти и нефтепродуктов. Учебно – информационные плакаты по безопасному производству работ.
- В.И. Захаров, А.Е. Лащинин, В.И. Рябухин, Т.Д. Климович, Л.И.Зуев «Оператор НПС магистрального нефтепровода», Тюмень 2005 г.
- В.Е.Петров «Машинист технологических насосов на нефтеперекачивающих станциях»
- Федеральный закон. О промышленной безопасности опасных производственных объектов. - М., 21 июля 1997г. №116-ФЗ.
- Федеральный закон. Об основах охраны труда в Российской Федерации. - М., 17 июля 1999г. № 181-ФЗ.
- ОР – 13.020.00 – КТН – 011-07 Система экологического менеджмента АК «Транснефть» Регламент СЭМ экологическая политика.
- Собурь С. В. Пожарная безопасность организаций нефтегазохимического комплекса: Часть 1. Издание 2011г.
PAGE \* MERGEFORMAT 38
Изм.
Лист
№ докум.
Подпись
Дата
Лист
44
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
44
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
44
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
ата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
5
ПЭР. СТУ-01-14.33815.00.ПЗ.
Правила эксплуатации, объем работ при техническом обслуживании и ремонте задвижек