Взаимозаменяемость, стандартизация и технические измерения
Министерство образования и науки Украины
Харьковский национальный автомобильно-дорожный
университет
Кафедра технологии машиностроения и ремонта машин
КУРСОВАЯ РАБОТА
по дисциплине
«Взаимозаменяемость, стандартизация и технические измерения»
Выполнил ст. группы __________________________________________
(подпись, дата, первая буква имени, фамилия)
Проверил _________________________________________________________
(уч.степень, уч.звание, подпись, дата, первая буква имени, фамилия)
2015
СОДЕРЖАНИЕ
Задача № 1……………………………………………………………………………..4
Задача № 2…………………………………………………………………………….12
Задача № 3…………………………………………………………………………….15
Задача № 4…………………………………………………………………………….21
Задача № 5…………………………………………………………………………….26
Задача № 6…………………………………………………………………………….28
Список литературы…………………………………………………………………...33
Приложение А………………………………………………………………………...34
Задача № 1
Для цилиндрического соединения с номинальным размером посадки D = 4 мм и заданными значениями наибольшего и наименьшего натягов Nmax= 31 мкм, Nmin= 7 мкм подбираем по ДСТУ ISO 286-2002 числовые значения допусков на обработку вала и отверстия.
Определяем вид посадки. Так как заданы предельные значения натягов, то, следовательно, посадка с натягом.
Допуск посадки с натягом
TП = Nmax – Nmin = 31 – 7 = 24 мм.
На первом этапе расчета принимаем допуски отверстия и вала равными, т. е. соответствующими одному квалитету
.
Ближайшие стандартные значения допусков вала и отверстия
12 мкм, квалитет IT7;
12 мкм, квалитет IT7.
Правильность принятых допусков проверяем соблюдением условия
;
=12 + 12 = 24 мкм.
По условию задачи 24 мкм. Так как равенство не соблюдается, принимаем квалитет отверстие на один грубее вала.
Ближайшие стандартные значения соответствуют квалитетам IT7 и IT7 и значениям допусков вала 12 мкм и отверстия 12 мкм. Еще раз проверяем правильность равенства
;
24= 12 + 12.
Определяем числовые значения верхних и нижних отклонений отверстия и вала.
Основное отклонение отверстия в системе отверстия EI=0. Для определения основного отклонения вала строим графическое изображение посадки в такой последовательности (рис. 1.1):
проводим нулевую линию, условно обозначающую номинальный диаметр соединения = 4 мм;
строим поле допуска отверстия Н8 и проставляем его предельные отклонения от нулевой линии ES = - 19 мкм; EI = - 31;
строим поле допуска вала выше поля допуска отверстия, исходя из заданных значений параметров посадки с натягом;
определяем предельные отклонения вала
- 12-7 = - 19 мкм;
= - 31 мкм.
Следовательно, численное значение основного отклонения вала равно -19 мкм.
Для D =4 мм предельные отклонения вала es = -19 мкм и ei = -31 мкм в седьмом квалитете соответствуют полю допуска u7.
Выбранная нами стандартная посадка обеспечивает заданные значения функциональных натягов Nmax= 31 мкм и Nmin= 7 мкм.
Определяем предельные размеры отверстия и вала.
Предельные размеры отверстия
Dmax = D + ES = 4 +(- 0,019) = 3,981 мм;
Dmin = D + EI = 4 +(- 0,031) = 3,969 мм.
Предельные размеры вала
dmax = D + es = 4 + 0 = 4 мм;
dmin = D + ei = 4 +(- 0,012) = 3,988 мм.
Строим схему расположения полей допусков отверстия и вала (рис. 1.1) и наносим на нее основные обозначения и числовые значения всех параметров соединения.
Выполняем схематический чертеж соединения отверстия и вала, отдельно отверстия и вала (рис. 1.2). Указываем на чертеже размеры соединения, отверстия и вала разными способами.
Строим общую схему полей допусков деталей, предельных рабочих и контрольных калибров (рис. 1.3).
Допуски на изготовление скоб Н1, пробок Н и контркалибров Нр, износ проходных скоб у1 и у, смещение середины полей допусков проходных калибров z и z1 находим из таблиц стандартов.
Т.к. D < 180 мм, параметры a и a1 равны 0.
Для вала D = 4 мм квалитета IT 7 параметры скобы: Н1 = 2,5 мкм; z1 = 2 мкм; у1 = 1,5 мкм; a1= 0, а параметр контркалибра Нр = 1 мкм.
Для отверстия D = 4 мм, квалитета IT 7 параметры пробки: Н = 2,5 мкм; z = 2 мкм; у = 2 мкм; a = 0.
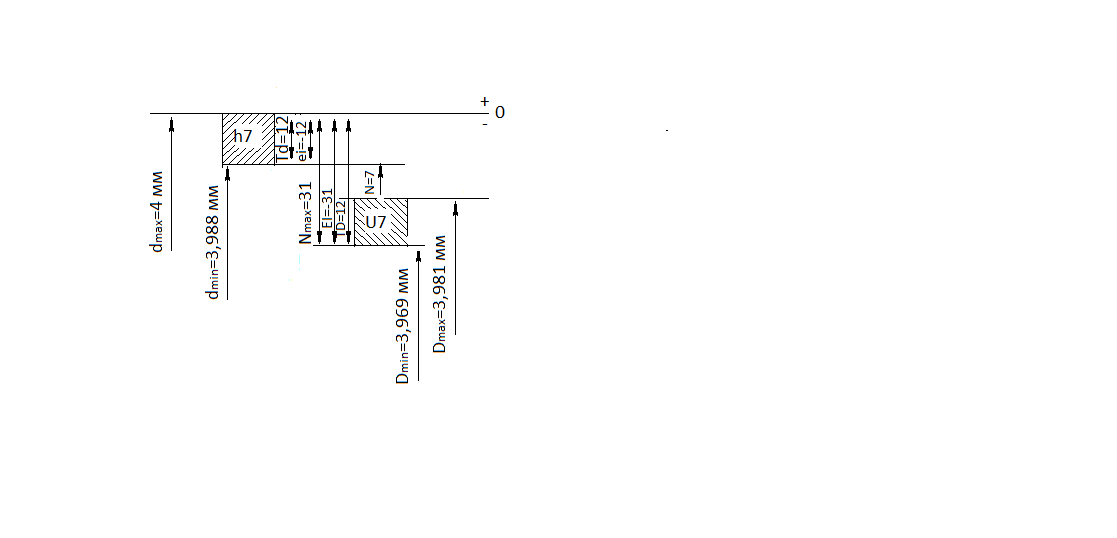
Рисунок 1.1 – Схема расположения полей допусков отверстия и вала
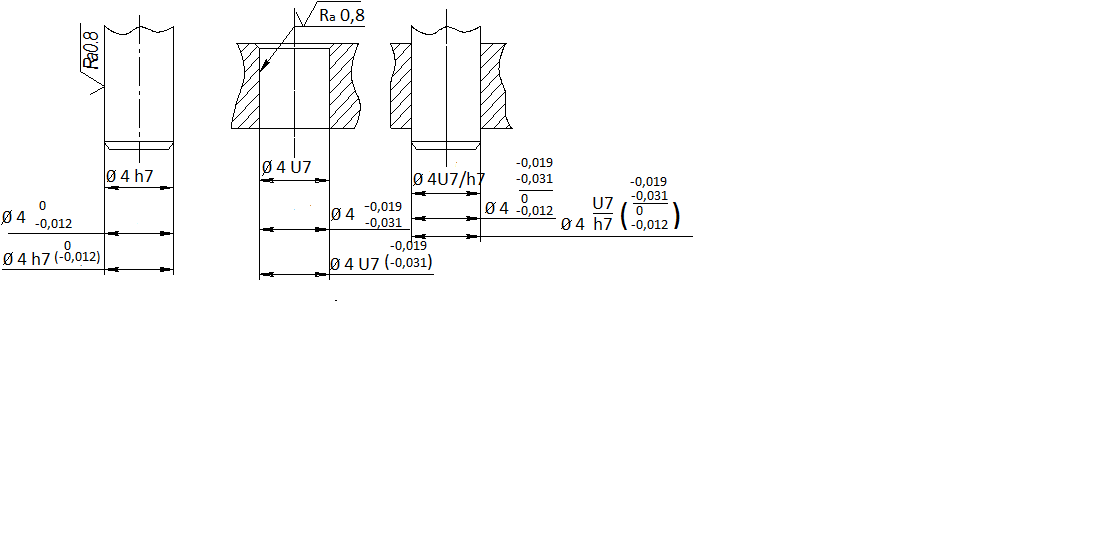
Рисунок 1.2 Обозначение размеров, полей допусков и предельных
отклонений на чертежах

Рисунок 1.3 Схема расположения полей допусков деталей,
калибров и контркалибров для посадки 4 Н7/u7
По построенной схеме рассчитываем предельные и изношенные размеры калибров и контркалибров и заносим результаты в таблицу 1.1.
Предельные размеры калибра-пробки:
ПРmax = Dmin + z + H/2 = 3,969 + 0,002 + 0,00125 = 3,97225 мм;
ПРmin = Dmin + z – H/2 = 3,969 + 0,002 – 0,00125 = 3,96975 мм;
ПРизн = Dmin – y + = 3,969 – 0,0015 = 3,9675 мм;
НЕmax = Dmax – + H/2 = 3,981 + 0,00125 = 3,98225 мм;
НЕmin = Dmax – – H/2 = 3,981 – 0,00125 = 3,97975 мм.
Предельные размеры калибра-скобы:
ПРmax = dmax – z1 + H1/2 = 4 – 0,002 + 0,00125 = 3,99925 мм;
ПРmin = dmax – z1 – H1/2 = 4 – 0,002 – 0,00125 = 3,99675 мм;
ПРизн = dmax + у1 - 1 = 4 + 0,0015 = 4,0015 мм;
НЕmax = dmin +1+ H1/2 = 3,988 + 0,00125 = 3,98925 мм;
НЕmin = dmin +1 – H1/2 = 3,988 – 0,00125 = 3,98675 мм.
Предельные размеры контркалибров:
К-ПРmax = dmax – z1 + Hp/2 = 4 – 0,002 + 0,0005 = 3,9985 мм;
К-ПРmin = dmax – z1 – Hp/2 = 4 – 0,002 – 0,0005 = 3,9975 мм;
К-Иmax = dmax +y1 – 1+ Hp/2 = 4 + 0,0015 + 0,0005 = 4,002 мм;
К-Иmin = dmax +y1 – 1 - Hp/2 = 4 + 0,0015 – 0,0005 = 4,001 мм;
К-HEmax = dmin + 1 + Hp/2 = 3,988 + 0,0005 = 3,9885 мм;
К-HEmin = dmin +1 – Hp/2 = 3,988 – 0,0005 = 3,9875 мм.
Рассчитываем исполнительные размеры калибров. Исполнительным размеров скобы (ПР и НЕ) служит ее наименьший предельный размер с положительным отклонением, пробки (ПР и НЕ) – наибольший предельный размер с отрицательным отклонением. Таким образом, отклонения проставляют «в тело» калибра, что обеспечивает максимум металла на изготовление.
Поэтому, исполнительные размеры калибра-скобы: ПР 3,99675; НЕ 3,98675, а исполнительные размеры калибра-пробки: ПР 3,97225; НЕ 3,98225.
Таблица 1.1 Предельные и изношенные размеры калибров
|
Калибры |
Предельные размеры калибров |
||
|
max |
min |
изношенный |
|
|
Для отверстия |
|||
|
ПР |
3,97225 |
3,96975 |
3,9675 |
|
НЕ |
3,98225 |
3,97975 |
|
|
Для вала |
|||
|
ПР |
3,99925 |
3,99675 |
4,0015 |
|
НЕ |
3,98925 |
3,98675 |
|
|
К-ПР |
3,9985 |
3,9975 |
|
|
К-НЕ |
3,9885 |
3,9875 |
|
|
К-И |
4,002 |
4,001 |
Выполняем эскизный чертеж рабочих калибров-пробок и калибров-скоб с маркировкой и обозначением исполнительных размеров (рис. 1.4).
Принцип маркировки калибров заключается в том, что на калибре наносится информация, касающаяся только контролируемой детали. На скобе указывается условное обозначение размера вала 4u7, а также проходной и непроходной пределы вала (т. е. верхнее отклонение 0 для ПР и нижнее отклонение -0,012 для НЕ). На пробке указывается размер отверстия 60U7, а также верхнее отклонение -0,019 для НЕ и нижнее -0,031 для ПР.
На эскизах рабочих калибров указываем допустимую шероховатость рабочей поверхности калибра, которая не должна превышать 10 % допуска на размер.
Выбираем числовые значения шероховатости в зависимости от квалитета по ГОСТ 2015-84. Таким образом, допустимая шероховатость по составляет не более 0,16 мкм.
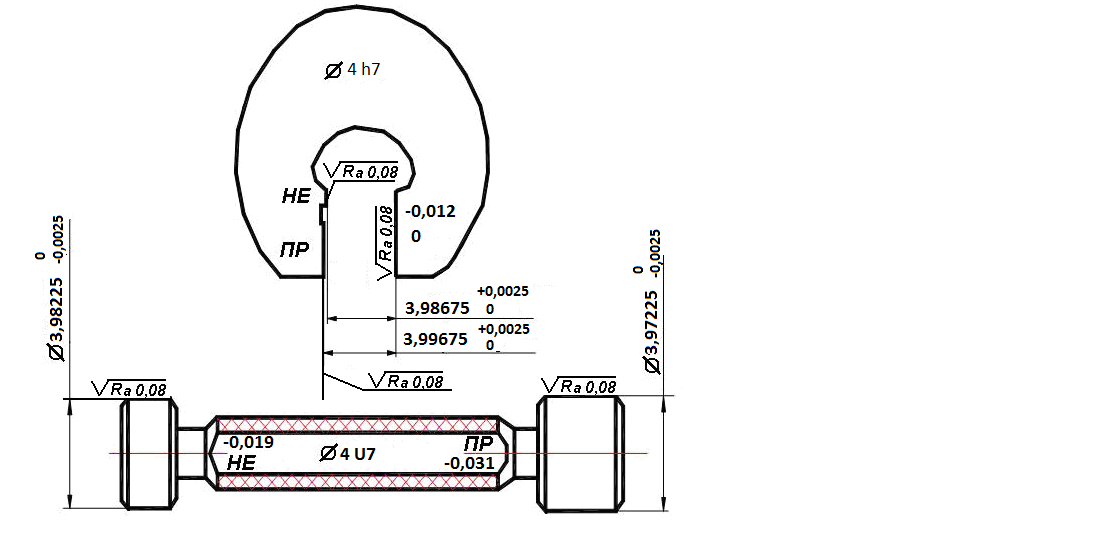
Рисунок 1.4 Исполнительные размеры и маркировка калибров
ЗАДАЧА №2
Для подшипника с номинальными диаметрами Dmp=160 мм; dmp =75 мм и классом точности 4, с интенсивностью радиального нагрузки на посадочной поверхности при циркуляционном нагружении кольца PR = 1100 кН/м, при местно нагруженном наружном кольце с перегрузкой до 150 % выбираем допустимые отклонения внутреннего и наружного диаметров подшипника, а также поля допусков вала и отверстия в корпусе под подшипник.
По ГОСТ 520-2002 выбираем числовые значения предельных отклонений диаметров:
верхнее отклонение диаметра внутреннего кольца dmp = 0;
нижнее отклонение диаметра внутреннего кольца dmp = –7 мкм;
верхнее отклонение диаметра наружного кольца Dmp = 0;
нижнее отклонение диаметра наружного кольца Dmp = –10 мкм.
По справочникам [3, 4] выбираем поля допусков сопрягаемых с подшипником поверхностей вала и корпуса подшипника.
Для вала, образующего посадку с вращающимся (циркуляционно-нагруженным) кольцом диаметром 75 мм, принимаем поле допуска n5 с учетом заданного значения РR = 1100 кН/м и 4 класса точности подшипника.
Для отверстия корпуса подшипника, образующего посадку с местно нагруженным (неподвижным) наружным кольцом, выбираем поле допуска, которое создает посадку с небольшим зазором. Для заданного неразъемного корпуса с диаметром отверстия 160 мм, с учетом перегрузки до 150 % и 4 класса точности, принимаем поле допуска G6.
Строим схему расположения полей допусков колец подшипника, вала и отверстия корпуса (рис. 2.1).
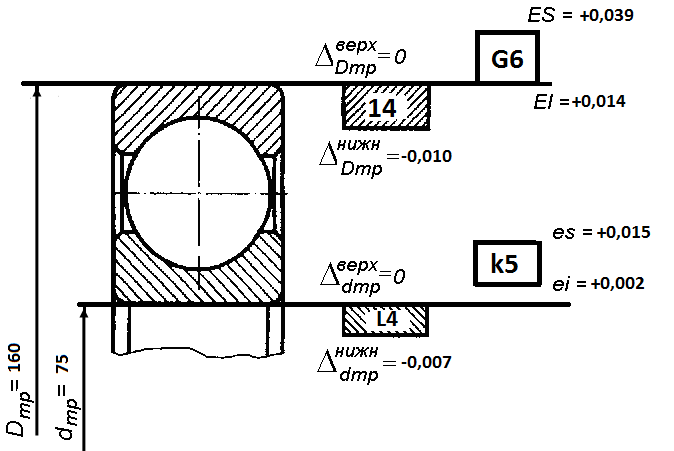
Рисунок 2.1 Схема расположения полей допусков колец подшипника,
вала и отверстия в корпусе
Определяем числовые значения параметров посадок по наружному и внутреннему кольцу.
По наружному кольцу образуется посадка с зазором, в которой Smax = 0,050 мм; Smin = 0 мм.
По внутреннему кольцу – посадка с натягом, в которой Nmax = 0,058 мм; Nmin = 0,027 мм.
На эскизном чертеже соединения подшипника с деталями указываем размеры и посадки подшипника (рис. 2.2).
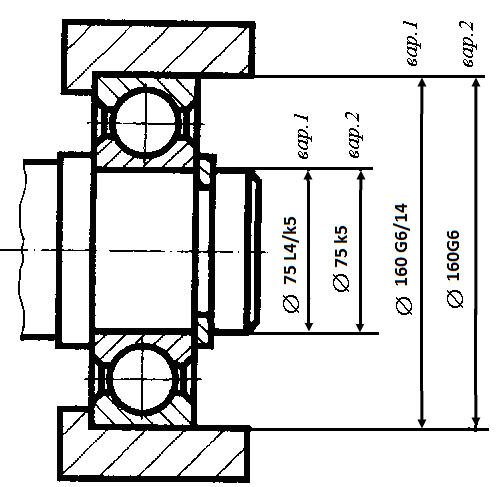
Рисунок 2.2 Эскиз рабочего чертежа соединения подшипника
с валом и отверстием корпуса
Задача №3
Для резьбового соединения М16x1,5-5Н6H/6d определяем основные параметры резьбы.
Расшифруем условное обозначение: М – метрическая резьба треугольного профиля с углом = 60; наружный диаметр резьбы d(D) = 64 мм; поле допуска гайки по среднему D2 и внутреннему D1 диаметрам – 6Н; поле допуска болта по среднему d2 и наружному d диаметрам – 6g (поля допусков по диаметрам D2 и D1 для гайки и d2 и d для болта одинаковы, поэтому второй раз обозначение поля допуска не дублируется); отсутствие особых указаний говорит о том, что длина свинчивания относится к группе N – нормальных длин.
Шаг резьбы не задан, следовательно, резьба с крупным шагом. По [3] определяем шаг резьбы Р = 6 мм.
Рассчитываем размеры среднего и внутреннего диаметров болта и гайки.
Средний диаметр болта и гайки равен
d2 = D2 = d – 1 + 0,026 = 16 – 1 + 0,026 = 15,026 мм;
внутренний диаметр болта и гайки равен
d1 = D1 = d – 2 + 0,376 = 16 – 2 + 0,376 = 14,376 мм.
Определяем по [3] числовые значения предельных отклонений диаметров болта и гайки.
Для болта с заданным полем допуска 6g основные (верхние) отклонения по наружному d, среднему d2 и внутреннему d1 диаметрам равны
es(d) = es(d2) = es(d1) = – 95 мкм.
Нижние предельные отклонения, зависящие от степени точности диаметра резьбы равны:
для среднего диаметра ei(d2) = – 235 мкм.
для наружного диаметра ei(d) = – 331 мкм.
Для внутреннего диаметра болта отклонение ei(d1) и величина допуска Td1 не нормируются.
Для гайки с заданным полем допуска 6Н основные (нижние) отклонения наружного D, среднего D2 и внутреннего D1 диаметров равны
EI(D) = EI(D2) = EI(D1) = 0.
Верхние отклонения, зависящие от степени точности диаметра резьбы равны:
для среднего диаметра ES(D2) = + 150 мкм.
для внутреннего диаметра ES(D1) = + 300 мкм
Верхнее предельное отклонение ES(D) и допуск TD наружного диаметра гайки D не нормируются.
Определяем числовые значения допусков наружного и среднего диаметра болта и внутреннего и среднего диаметра гайки.
Допуск наружного диаметра болта
Td = es(d) – ei(d) = – 95 – (– 331) = 236 мкм.
Допуск внутреннего диаметра гайки
TD1 = ES(D1) – EI(D1) = 300 – 0 = 300 мкм.
Допуск среднего диаметра болта
Td2 = es(d2) – ei(d2) = – 95 – (– 235) = 140 мкм.
Допуск среднего диаметра гайки
TD2 = ES(D2) – EI(D2) = 150 – 0 = 150 мкм.
Строим схему расположения полей допусков резьбового соединения (рис. 3.1).
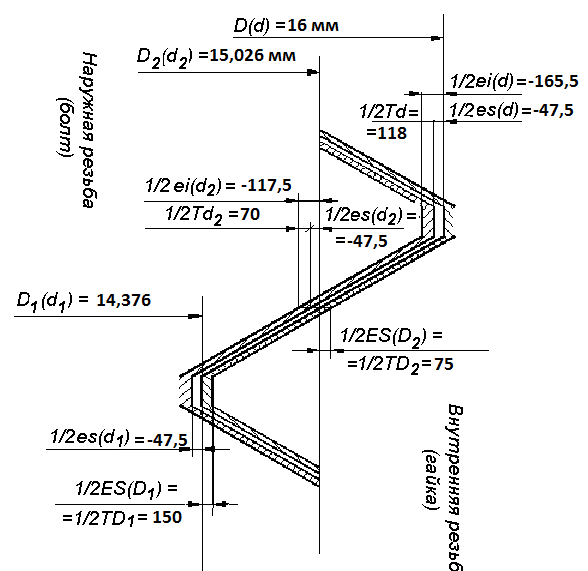
Рисунок 3.1 Схема расположения полей допусков резьбы
Используя схему расположения полей допусков резьбового соединения рассчитываем предельные и исполнительные размеры диаметров болта и гайки.
Для наружного диаметра болта
dmax = d + es(d) = 16 + (– 0,095) = 15,905 мм;
dmin = d + ei(d) = 16 + (– 0,331) = 15,669 мм.
Исполнительный размер d будет равен мм.
Для среднего диаметра болта
d2 max = d2+ es(d2) = 15,026 + (– 0,095) = 14,931 мм;
d2 min = d2 + ei(d2) = 15,026 + (– 0,235) = 14,791 мм.
Исполнительный размер d2 будет равен мм.
Для внутреннего диаметра болта
d1 max = d1+ es(d1) = 14,376 + (– 0,095) = 14,281 мм;
d1 min – не нормируется.
Исполнительный размер d1 будет равен 14,281 мм (не более).
Для наружного диаметра гайки
Dmax – не нормируется;
Dmin = D + EI(D) = 16 + 0 = 16 мм.
Исполнительный размер D будет равен 16 мм (не менее).
Для среднего диаметра гайки
D2 max = D2 + ES(D2) = 15,026 + 0,150 = 15,176 мм;
D2 min = D2 + EI(D2) = 15,026 + 0 = 15,026 мм.
Исполнительный размер D2 будет мм.
Для внутреннего диаметра гайки
D1 max = D1 + ES(D1) = 14,376 + 0,300 = 14,676 мм;
D1 min = D1 + EI(D1) = 14,376 + 0 = 14,376 мм.
Исполнительный размер D1 будет равен мм.
Результаты расчета сводим в таблицу 3.1.
Таблица 3.1 Результаты расчета резьбовой посадки
|
Диаметры |
Значения диаметров резьбы, мм |
Отклонения диаметров резьбы и заготовок, мкм |
Допуски диаметров резьбы и заготовок, мкм |
|||||||||
|
Номинального контура |
Предельных контуров |
|||||||||||
|
Болта |
Гайки |
Болта |
Гайки |
|||||||||
|
Болта |
Гайки |
max |
min |
max |
min |
es |
ei |
ES |
EI |
Болта |
Гайки |
|
|
d |
D |
16 |
15,905 |
15,669 |
- |
16 |
-95 |
-331 |
- |
0 |
236 |
- |
|
d2 |
D2 |
15,026 |
14,931 |
14,791 |
15,176 |
15,026 |
-95 |
-235 |
+150 |
0 |
140 |
150 |
|
d1 |
D1 |
14,376 |
14,281 |
- |
14,676 |
14,376 |
-95 |
- |
+300 |
0 |
- |
300 |
Изображаем профили резьбы винта и гайки и указываем исполнительные размеры (рис. 3.2).
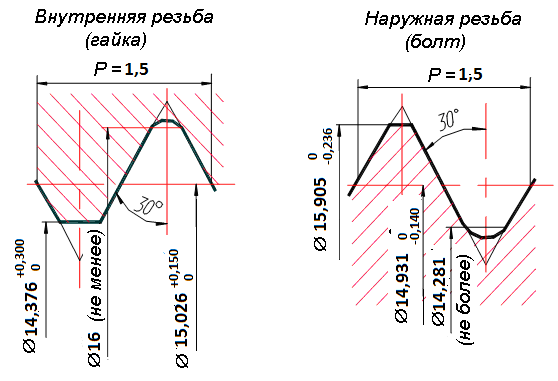
Рисунок 3.2 Исполнительные размеры профилей болта и гайки
ЗАДАЧА №4
Для прямозубого цилиндрического зубчатого колеса с делительным диаметром d = 225 мм, нормальным модулем m = 4,5 мм и заданной точностью изготовления 9-8-8-A выбираем комплексы контролируемых параметров для норм кинематической точности, плавности и контакта зубьев.
Для контроля кинематической точности выбираем, с учетом заданной степени кинематической точности 9, комплекс показателей Frr и Fvwr .
Для контроля плавности работы принимаем по заданной степени точности плавности работы 8 и значению m = 4,5 мм комплекс показателей f pbr и f fr .
Для контроля контакта зубьев в передаче, с учетом степени точности контакта 8, принимаем комплексный показатель «суммарное пятно контакта».
Для выбранных показателей точности определяем числовые значения допусков и отклонений.
Для заданной степени кинематической точности: Fr = 112 мкм и Fvw = не установлено.
Для заданной точности плавности работы: f pb = 26 мкм , f f = 22 мкм.
Для заданной степени точности по нормам контакта относительные размеры суммарного пятна контакта равны: по высоте зуба – не менее 40 % , по длине зуба – не менее 50 % .
В соответствии с заданным видом сопряжения по боковому зазору и степени точности по нормам плавности выбираем числовое значение наименьшего смещения исходного контура. Для вида сопряжения А, с учетом степени точности плавности работы 8 и делительного диаметра d = 225 мм, наименьшее дополнительное смещение E Hs = – 350 мкм.
По заданному виду допуска на боковой зазор и величине допуска на радиальное биение зубчатого венца определяем числовое значение допуска на смещение исходного контура TH . Для заданного вида допуска на боковой зазор – a с учетом допуска на радиальное биение Fr = 112 мкм находим допуск на смещение исходного контура TH = 350 мкм.
Выбираем средства измерения для контроля выбранных параметров зубчатого колеса [4].
Для контроля Frr примем биениемер модели Б-10м, пригодный для контроля колес с модулем от 1 до 10 мм.
Для контроля Fvwr примем нормалемер модели БВ-5045, позволяющий измерять длину общей нормали до W = 120 мм. Выполним расчет длины общей нормали. По [3] для колеса с заданным количеством зубьев (z = 50) определим длину общей нормали W1 для колеса с единичным модулем. Значения W1 и zn , помещенные в среднем столбике, предпочтительны. Для zn = 6 (количество охватываемых зубьев) W1 =16,93697 мм.
Тогда длина общей нормали
W= W1 m = 16,93697 4,5 =76,216365 мм.
Для контроля f pbr примем шагомер модели 21501, пригодный для модулей m = 1,7510 мм.
Контроль ffr можно выполнить с помощью эвольвентомера модели БВ-5032, пригодного для контроля колес с внешним диаметром da = 20400 мм и модулем m = 0,510 мм).
Проверку суммарного пятна контакта можно выполнять на контрольно-обкатном станке.
Величину действительного смещения исходного контура инструмента можно определить зубомером смещения модели 2301, пригодным для контроля колес с m = 210 мм.
Схемы контроля выбранных параметров приведены на рис. 4.1 – 4.6.
Задача № 5
Для шлицевого соединения с числом зубьев z = 20, внутренним диаметром d = 102 мм, наружным диаметром D = 115 мм, шириной зуба b = 8 мм, с центрированием по d выбираем поля допусков и посадки шлицевых вала и втулки для центрируемых параметров: для d выбираем посадку ; для b выбираем посадку .
Для нецентрирующего диаметра D выбираем посадку .
Для заданных размеров шлицевого соединения и выбранных полей допусков условное обозначение будет выглядеть следующим образом:
– для соединения: b – 20 120 115 8;
для шлицевого вала: b – 20 102 115 a11 8 e8;
для шлицевой втулки: b – 20 102 H11 115 H12 8 D9 .
Определяем числовые значения предельных отклонений диаметров отверстия и вала, ширины впадин отверстия и толщины зубьев вала, и вместе с условным обозначением полей допусков проставляем их на эскизах сборочного чертежа, а также чертежа втулки и вала (рис. 5.1).
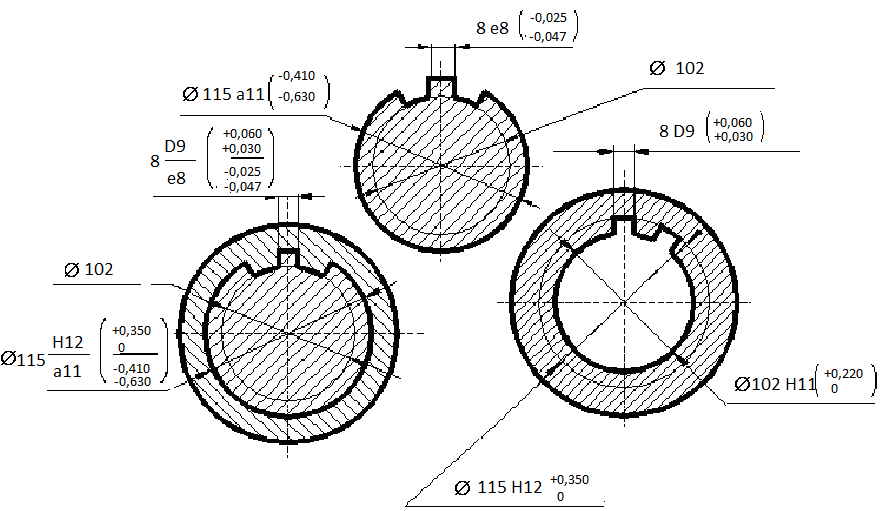
Рисунок 5.1 Эскиз шлицевого соединения и его элементов
Задача № 6
Для узла №1 (рис. 6.1) с номинальными размерами поверхностей деталей: А1 = 100 мм; А2 = 3 мм; А3 = 90 мм; А4 = 6 мм и размером исходного звена А = А0 = строим схему размерной цепи (рис. 6.2).
Рисунок 6.1 – Эскиз сборочного чертежа
Рисунок 6.2 – Схема размерной цепи
Определяем увеличивающие и уменьшающие звенья размерной цепи:
А2 и А1 увеличивающие звенья; А3 , А4 , А5 , А6 уменьшающие звенья.
Проверим правильность построения размерной цепи
А0 = А iув - А jум = А1 – ( А2 +А3 + А4 );
А0 = 100 – ( 3 + 90 + 6 ) = 100 – 99 = 1 мм.
По заданному допуску исходного звена определяем допуски и предельные отклонения составляющих размеров методом решения на максимум и минимум, пользуясь способом одного квалитета.
Допуск замыкающего звена
ТА0 = ЕS - EI = (- 0,100) – (– 0,600) = 0,5 мм = 500 мкм,
и равен
= ТА1 + ТА2 + ТА3 + ТА4 ,
где n количество увеличивающих звеньев;
p количество уменьшающих звеньев.
Допуск любого размера (звена) равен
Т = ,
где а количество единиц допуска;
i единица допуска.
Поэтому
ТА0 = .
Так как задача решается методом одного квалитета, и величина a зависит только от номера квалитета, следовательно
а1 = а2 = а3 = а4 = аm .
Тогда
ТА0 = am ( i1 + i2 + i3 + i4 ).
Откуда находим значение аm для определения номера квалитета
.
Рассчитываем единицы допуска для каждого звена и результаты вычислений сводим в таблицу 6.1.
Таблица 6.1 Единицы допусков для составляющих звеньев
|
А1 = 100мм |
А2 = 3мм |
А3 = 90мм |
А4 = 6мм |
А6 = 5мм |
|
|
i1 = 2,17 мкм |
i2 =1,56 мкм |
i3 = 1,31 мкм |
i4 = 0,73 мкм |
i5 = 2,17 мкм |
i6 = 0,73 мкм |
Рассчитаем количество единиц допуска
.
В соответствии с найденным значением аm принимаем ближайшее стандартное значение a = 100, которое соответствует квалитету IT 11. Назначаем допуски составляющих звеньев размерной цепи по IT 11.
Сумма допусков составляющих звеньев
TАj = 220 + 60 + 84 + 220 + 75 = 575 мкм.
Так как ТА ТAj , принимаем специальное звено А3 , допуск которого будет нестандартным.
Рассчитываем нестандартный допуск специального звена
ТА5 = ТА0 – = 500 – (220+60+75) = 145 мкм.
Для определения предельных отклонений звеньев классифицируем их на охватывающие и охватываемые: А1 условно относим к отверстиям и назначаем допуски как для основных отверстий; А2 , А4 , условно относим к валам и назначаем допуски как для основных валов.
Рассчитываем нижнее предельное отклонение специального звена
ЕIA5 = ESAj ув – ЕS A0 – ЕIAj ум =
=220 + 100 – 200 – ( – 60 – 75 ) = +445 мкм.
Рассчитываем верхнее предельное отклонение специального звена
ЕSA5 = TA5 + EIA5 = 145 + 455 = + 600 мкм.
Результаты расчетов сводим в таблицу 6.2.
Таблица 6.2 – Допуски и предельные отклонения звеньев
|
Номер звена |
Номинальный размер, мм |
Поле допуска |
Допуск, мкм |
Предельные отклонения, мкм |
||
|
Стандартный |
Принятый |
ЕS |
EI |
|||
|
A1 |
100 |
Н10 |
140 |
140 |
+140 |
0 |
|
A2 |
3 |
Н10 |
100 |
100 |
+100 |
0 |
|
A3 |
90 |
h10 |
84 |
84 |
0 |
–84 |
|
A4 |
4 |
h10 |
48 |
48 |
0 |
–48 |
Проверяем правильность расчета, определяя нижнее предельное отклонение замыкающего звена
ЕIA0 = EIAj ув – ЕSAj ум = 0 + 0 – 600 = – 600 мкм.
Задача решена правильно.
СПИСОК ЛИТЕРАТУРЫ
1. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения. Учебник для вузов. - М.: Машиностроение, 1986. - 343 с.
2. Допуски и посадки. Справочник. В 2-х ч./ Под ред. В.Д. Мягкова. - 6-е изд.,перераб. и доп.- Л.: Машиностроение, Ленингр. отд., 1982. Ч. 1.- 436 с.
3. Допуски посадки. Справочник. В 2-х ч./ Под ред. В.Д. Мягкова. - 6-е изд., перераб. и доп.-Л.: Машиностроение, Ленингр. отд., 1983.- Ч. 2.- 448 с.
4. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения. / Под ред. А.И. Якушева. -3-е изд., перераб. и доп.- М.:Машиностроение, 1980.- 527 с.
5. ГОСТ 520-2002 Подшипники качения. Общие технические условия.
6. ГОСТ 1139-80 Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски.
7. ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски.
8. ГОСТ 2015-84. Калибры гладкие нерегулируемые. Технические требования.
9. ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм. Допуски.
10. ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений.
Приложение А
Взаимозаменяемость, стандартизация и технические измерения