Точность формы деталей. Шероховатость и волнистость поверхностей
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ПРИБОРОСТРОЕНИЯ И ИНФОРМАТИКИ
Кафедра ПР-2 «Метрология, сертификация и диагностика»
УТВЕРЖДАЮ
Заведующий кафедрой ПР-2
________________В.В. Клюев
«___»____________2007г.
Для студентов курса факультета ПР
Специальностей 2005. 01, 2005. 03
Кандидат технических наук, доцент Пухальский В. А.
ЛЕКЦИЯ № 3
по дисциплине 2204 «Метрология, стандартизация, сертификация и взаимозаменяемость»
ТЕМА «Точность формы деталей. Шероховатость и волнистость поверхностей»
Обсуждена на заседании кафедры
(предметно-методической секции)
«___»_______________2007 г.
Протокол №___
МГУПИ – 2007г.
Точность формы деталей. Шероховатость поверхности.
§ 9.1. Общие сведения
Любую деталь можно представить как совокупность
геометрических, идеально точных объемов имеющих цилиндрические, плоские, конические, эвольвентные и другие поверхности. В процессе изготовления деталей и эксплуатации машин возникают погрешности не только размеров, но также формы и расположения номинальных поверхностей. Кроме того, режущие элементы любого инструмента оставляют на обработанных поверхностях следы в виде чередующихся выступов и впадин. Эти неровности создают шероховатость и волнистость поверхностей. Таким образом, в чертежах форму деталей задают идеально точными номинальными поверхностями, плоскостями, профилями. Изготовленные детали имеют реальные поверхности которые отличаются от номинальных отклонениями формы и расположения, а также шероховатостью и волнистостью.
§ 9.2, Отклонения формы и расположения поверхностей
Отклонением формы поверхности или профиля называют отклонение формы реальной поверхности (реального профиля) от формы номинальной поверхности (номинального профиля). В общем случае в отклонение формы входит волнистость поверхности (профиля) и не входит шероховатость. Отклонения формы поверхностей (профилей) отсчитывают от точек реальной поверхности (профиля) до прилегающих поверхности, прямой, профиля по нормали к ним.
Прилегающая плоскость (рис. 9.1, а) — плоскость, соприкасающаяся с реальной поверхностью и расположенная так, чтобы отклонение от нее до наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Прилегающая прямая, (рис. 9.1, б) — прямая, соприкасающаяся с реальным профилем и расположенная так, чтобы отклонение от нее до наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение
(((Нормируемым участком называют, часть поверхности или профиля, на которых определяют отклонения .формы или расположения поверхностей, например, часть профиля длиной L (рис. 9.1, б))))
Прилегающая окружность — окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис. 9.2, а, б).
Прилегающий цилиндр — цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности (рис. 9.2, в), или максимального диаметра, вписанный в реальную внутреннюю поверхность.
Прилегающие прямые, плоскости и поверхности используют для отсчета отклонений формы и расположения, так как их положение по отношению к реальным поверхностям соответствует положению контрольных линеек, плит и пробок, и они дают наименьшие отклонения в наиболее удаленных точках реальных поверхностей и профилей
Поле допуска формы представляет собой область в пространстве (рис. 9.1, а) или на плоскости (рис. 9.1,б), внутри которой должны находиться все точки реальной поверхности или реального профиля.
Отклонения расположения поверхностей (осей, профилей). Номинальное расположение поверхности, оси или профиля определяется номинальными линейными или угловыми размерами между рассматриваемой поверхностью (прямой, профилем) и базой.
Базой называют элемент детали (поверхность, ось, точку), по отношению к которому заданы допуски расположения. Напримёр, положение паза в детали, показанной на рис. 9.3, ж, определяется отклонением относительно плоскости симметрии. Если база не задана, то номинальное положение рассматриваемых поверхностей (прямых, профилей) определяется номинальными размерами между ними, а реальное расположение тех же рассматриваемых элементов определяется действительными линейными или угловыми размерами.
Полем допуска расположения называют область, внутри которой должны находиться прилегающие плоскость или поверхность, ось, центр или плоскость симметрии рассматриваемого элемента в пределах нормируемого участка.
Отклонением расположения (рис. 9.3) называют отклонение реального расположения поверхности, оси или профиля от номинального расположения без учета отклонения формы рассматриваемых и базовых поверхностей, прямых, профилей. При этом реальные поверхности, прямые, профили заменяют прилегающими , а в качестве осей, плоскостей симметрии и центров реальных поверхностей и профилей принимают оси, плоскости симметрии и центры прилегающих поверхностей и профилей.
Суммарное отклонение (допуск) формы и расположения отклонении (допуск), которое одновременно учитывает (ограничивает) отклонения формы и расположения рассматриваемой реальной поверхности (профиля) относительно заданных баз.
Зависимый и независимый допуски расположения (формы). Зависимым называют переменный допуск расположения, который указывается на чертежах своим минимальным значением и может быть превышен на величину предельных отклонений, вала или отверстия. Эти допуски назначают, если зазоры или натяги между деталями, сопрягаемыми по нескольким поверхностям, должны находиться в заданных пределах.
Независимым называют допуск расположения (формы), постоянный для всех одноименных деталей и не зависящий от действительных размеров рассматриваемых поверхностей. Например, допуск на межосевое расстояние а, коробки передач (см. рис. 3.1) не зависит от точности отверстий в корпусе для подшипников качения.
|
Группа допусков
|
Вид допуска
|
Знак
|
|
Допуск формы
|
Допуск прямолинейности
|
|
|
|
Допуск плоскостности
|
|
|
|
Допуск круглости
|
|
|
|
Допуск цилиндричности
|

|
|
|
Допуск профиля продольного сечения
|

|
|
Допуск расположения
|
Допуск параллельности
|

|
|
|
Допуск перпендикулярности
|

|
|
|
Допуск наклона
|

|
|
|
Допуск соосности
|
|
|
|
Допуск симметричности
|
|
|
|
Позиционный допуск
|

|
|
|
Допуск пересечения, осей
|

|
|
Суммарные допуски формы и расположения
|
Допуск радиального биения
Допуск торцового биения
Допуск биения в заданном направлении
|

|
|
|
Допуск полного радиального биения
Допуск полного торцового биения
|
|
|
|
Допуск формы заданного профиля
|
|
|
|
Допуск формы заданной поверхности
|
|
Допуски формы и расположения поверхностей за некоторым исключением не должны превышать допуски размеров Т
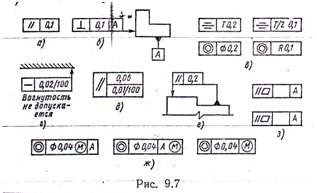
Правила обозначения на чертежах допусков формы и расположения поверхностей деталей Для каждого вида допуска формы и расположения установлен определенный знак (табл. 9.2). Условное обозначение допуска содержит знак, числовое значение, а при необходимости и буквенное обозначение базы измерения (А, В и т.д.) Примеры приведены на рисунке 9.7
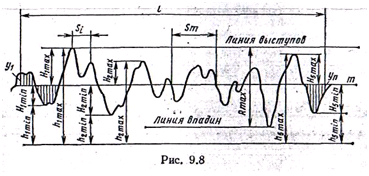
Шероховатость поверхностей — совокупность неровностей с относительно малыми шагами на базовой длине (рис 9.8)
Базовой линией для определения параметров шероховатости служит средняя линия m. Она совпадает с номинальной поверхностью и расположена так, что пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально, Шероховатость можно оценивать на любом участке одинаково обработанной поверхности, имеющем ширину не менее базовой длины. Базовая длина l — длина базовой линии, на которой определяются числовые значения параметров шероховатости поверхности. Выступ и впадина профиля части профиля, ограниченные контуром реальной поверхности и средней линией. Выступ расположен выше средней линии, а впадина ниже ее и направлена в тело. Неровности профиля образованы выступами и впадинами профиля.
Шаг неровностей профиля Smi— длина отрезка средней линии, пересекающего профиль в трех соседних точках.
Шаг неровностей профиля по вершинам Si — длина отрезка средней линии между проекциями на нее двух наивысших точек соседних выступов.
Средний шаг неровностей Sm по вершинам профиля S — среднее арифметическое значение шага неровностей соответственно по средней линии и по вершинам неровностей в пределах базовой линии
Cреднее арифметическое отклонение профиля Ra – среднее арифметическое абсолютных значений отклонений профиля от средней линии yi в пределах базовой длины. Приближенно:
(9.1)
Высота неровностей профиля по 10-ти точкам Rz – сумма средних абсолютных отклонений точек пяти наибольших минимумов hi min и пяти наибольших максимумов himax профиля в пределах базовой длины. Для средней линии, имеющей форму отрезка прямой,
(9.2)
где hi max и hi min — расстояния до указанных точек профиля от прямой, параллельной средней линии и не пересекающей профиль.
Наибольшая высота неровностей профиля. Rmax — расстояние между линиями выступов и впадин профиля в пределах базовой длины.
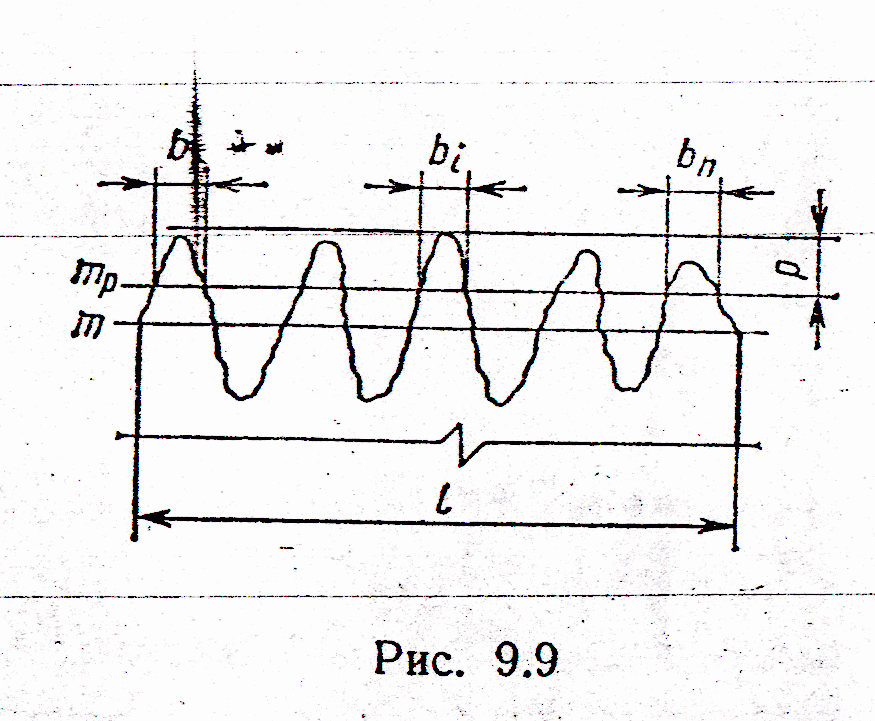
Опорная длина профиля p— суммарная толщина выступов b1,…,bi,…,bn (рис. 9.9), полученная в результате пересечения выступов профиля линией mр, эквидистантой средней линии, т.е. Относительная опорная длина профиля ip = p/l *100 = (10…90)% Уровень сечения профиля р— расстояние между линией выступов профиля и линией, пересекающей профиль. Уровень сечения профиля выражают в процентах от Rmax р= (5 – 90) Rmax, %.
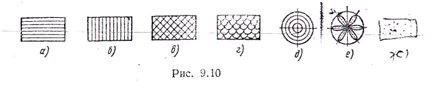
Направление неровностей представляет условный рисунок, образованный на поверхности режущими элементами инструмента в процессе обработки. Для основных типов направления неровностей установлены наименования, условные обозначения на чертежах (приводятся рядом с наименованиями в скобках) и схематические изображения (рис. 9.10): а — параллельное (=); б — перпендикулярное (); в — перекрещивающееся (х); в — произвольное (М); д — кругообразное (С); е — радиальное (R).
|
Уровень относительной геометрической точности Тф/Т
|
Ra/T
|
Rz/T
|
|
|
Не более
|
|
A (60%)
|
0,05
|
0,2
|
|
B (40%)
|
0,025
|
0,1
|
|
C (25%)
|
0, 012
|
0,05
|
|
Точнее С (менее 25%)
|
0,015
|
0,6
|
|
Примечание Если отклонение формы ограничится полным допуском формы, то значение параметров шероховатости назначают в соответствии с принятым методом обработки
|
Шероховатость поверхностей оценивают одним или несколькими из перечисленных параметров Ra, Rz, Rmax, Sm, S, tp, Например, параметр Ra изменяется от 100 до 0,008 мкм, Rz и Rmax — от 1600 до 0,025 мкм, Sm и S – от 12,5 до 0,002
Параметры шероховатости выбирают с учетом условии работы детали. Как показывает опыт эксплуатации изделий, следует применять следующие комплексы параметров шероховатости:
для поверхностей, работающих в условиях трения скольжения и качения и подверженных износу, — Ra или Rz, tp и направление неровностей;
для поверхностей, испытывающих контактные напряжения, — Ra или Rz и tp;
при необходимости обеспечить относительную неподвижность соединенных деталей (прессовые соединения) — Ra или Rz;
для поверхностей деталей, испытывающих переменные нагрузки, — Rmax, Sm или_ S и направление— неровностей;
для поверхностей, образующих герметичные соединения,—Ra или Rz и tp
Для уменьшения трения скольжения и износа трущихся поверхностей лучше принимать произвольное направление неровностей. Для деталей, подверженных усталостному разрушению, наименее благоприятным является расположение неровностей перпендикулярно оси изгиба или кручения. При выборе параметров Ra и Rz предпочтение следует отдавать Ra, так как этот параметр дает более полную оценку шероховатости.
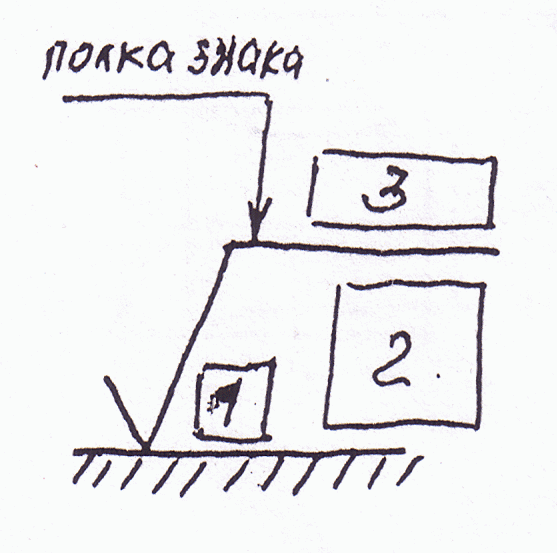
Условные обозначения шероховатости поверхности
В зависимости от способа обработки поверхностей деталей применяют один из знаков, показанных на рис. 9.12: а — для поверхностей, на которые не устанавливается вид обработки; б — для поверхностей, образованных удалением слоя материала резанием, шлифованием и т. д.; в— для поверхностей, не обрабатываемых по данному чертежу и полученных без удаления материалов (литьем, ковкой, прокатом и т. д.).
|
Рис 9.11
|
- Условное обозначения направления шероховатости.
- Базовая длинна по ГОСТ 2789-73 / Параметр шероховатости
- Способ обработки поверхности и(или) другие дополнительные указания
|
Требования к шероховатости указывают условным обозначением и номинальным или наибольшим значением (или диапазоном значений) принятого параметра. Предельные отклонения, назначаемые в процентах от номинального значения (10, 20 или 40 %), могут быть односторонними и симметричными (ГОСТ 2789—73). Например на рис. 9.13, а средняя арифметическая высота неровностей Ra задана предельным значением т. е. Ra 0,1 мкм; средний шаг неровностей Sm задан номинальным значением 0,63 мкм с отклонением в сторону уменьшения шага, равным 20% Sm; базовая длина также задана предельным значением, т. е. l 0,8 мм; направление неровностей — произвольное; для окончательной обработки поверхности намечено шлифование.
По рис. 9.13б шероховатость поверхности оценивается только средней высотой неровностей профиля Rz, которая должна находиться в диапазоне от 1,25 до 0,8 мкм; способ обработки поверхности, направление неровностей и базовая длина конструктором не установлены.
Волнистость поверхности — совокупность периодически повторяющихся неровностей, шаг которых превышает базовую длину. Волнистость занимает промежуточное положение между шероховатостью и отклонением формы поверхностей. Волнистость характеризуется наибольшей высотой Wmax, шагом S, и длиной измерения Lw 5S волнистости. Базой отсчета служит средняя линия.
Точность формы деталей. Шероховатость и волнистость поверхностей