Повышение качества катанки из углеродистых марок сталей
red54;;;;Содержание
Введение 6
Глава 1. Технологическая часть5
1.1 Краткая характеристика цеха, описание технологического процесса 7
1.2 Требования к электроприводу
.3 Характеристика механизма клети№6 и его кинематическая схема
2. Расчет мощности и выбор электродвигателя 12
2.1 Расчет статических моментов
.2 Построение упрощённой нагрузочной диаграммы, тахограммы и расчет времени прокатки клети №6
.3 Предварительный выбор двигателя
.4 Проверка двигателя по нагреву, расчет и построение токовой диаграммы 18
3. Выбор и характеристика основного силового электрооборудования
3.1 Выбор тиристорного преобразователя для питания якорной цепи двигателя
.2 Выбор тиристорного возбудителя
.3 Расчет параметров силового трансформатора
.4 Выбор тиристоров
.5 Расчет параметров сглаживающего дросселя
4. Расчет и построение статических характеристик
4.1 Расчёт и построение фазовых и регулировочных характеристик тиристорного преобразователя и возбудителя
.2 Расчет и построение электромеханических характеристик системы ТП-Д
.3 Расчет и построение энергетических характеристик тиристорного преобразователя
.4 Анализ основных энергетических, динамических и статических свойств электропривода
6. Защита электропривода
6.1 Защита от перегрузки и коротких замыканий
.2 Защита автоматическими выключателями
.3 Защита от перенапряжений
.4 Контроль напряжения питающей сети, выпрямленного напряжения и тока
.5 Контроль изоляции
Заключение
Список использованных источников
ВВЕДЕНИЕ
Современный мировой рынок металлопродукции все в большей мере требует катанку качественного сортамента, применяемую для производства машиностроительных деталей, металлокорда, канатов, инструмента и т.д.
Повышенным спросом пользуется катанка, предназначенная для глубокого волочения без промежуточного отжига. Производство качественной бунтовой металлопродукции возможно при соблюдении высоких требований к сырью, прокатному оборудованию, а также при реализации процессом термообработки металла в потоке линии двухстадийного охлаждения.
Систематический рост потребления катанки и повышения требований к ее качеству обуславливает постоянное совершенствование проволочных станов.
Катанка является основным сырьем для метизной промышленности, она используется для производства проволоки.
Развитие метизного производства, повышение требований к качеству готовых метизов, их производства, необходимость улучшения технико –экономических показателей требуют увеличения массы мотков, повышения точности размеров, улучшения механических свойств структуры, снижения количества окалины и величины обезуглероженного слоя, уменьшения диаметра катанки.
Для решения этих задач необходимо создание новой технологии, обеспечивающей, с одной стороны, коренное улучшение качества катанки и, с другой стороны, максимальную производительность с целью повышения эффективности производства катанки.
Практика показала возможность повышения производительности станов, получения продукции высокого качества с минимальным разбросом по длине мотка в партии металла, и в пределах марки требуемых механических свойств и структуры катанки, снижения количества окалины на поверхности металла и величины обезуглероженного слоя, получения качественного внешнего вида бунта катанки, улучшений технико –экономических показателей работы стана.
Получение готовой продукции высокого качества, наряду с экономией металла, позволит значительно снизить затраты материальных и энергетических ресурсов, а также трудоемкости производства.
Повышение качества катанки из углеродистых марок сталей может быть получено при ее сорбитизации путем регулируемого ускоренного охлаждения с прокатного нагрева.
В перспективе будет увеличиваться выпуск сорбитизированной катанки для производства высококачественных канатов, металлокорда, стальной проволоки и других изделий.
Улучшение качества металлопродукции, повышение эффективности ее производства и потребления является одним из генеральных направлений развития промышленности в ближайшие годы.
В связи с этим возникает необходимость решения некоторых небольших вопросов, с помощью которых можно непосредственно повлиять на нынешние условия в прокатном производстве. Поэтому необходимо рассмотреть вопросы, касающиеся повышения качества катанки при ее сорбитизации, увеличение.
1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Краткая характеристика цеха, описание технологического процесса.
Стан предназначен для производства катанки диаметром 5,0 –10,0 мм по ГОСТ 2590 –, поставляемой 0,7 –,2 т бунтах размерами 1250850(7002200) мм из углеродистых, качественных, конструкционных, инструментальных и легированных сталей.
Обжимная группа клетей предназначена для прокатки заготовок сечением 200x200 мм или 150x200 мм, 180x200 мм в подкат сечения 96x96 мм. Общая вытяжка из заготовки сечением 200x200 мм составляет 4,35, из заготовки 180x300 мм - 3,92.
Обжимная группа клетей однониточная, состоит из четырех двухвалковых клетей 630 с чередованием горизонтальной и вертикальной клети и двух горизонтальных двухвалковых клетей 450. Раскат между клетями №5 и №6 кантуется специальными кантующими валками малого диаметра, смонтированными на выводной стороне клети №5. Максимальный момент прокатки в горизонтальных клетях 630 № 1 и №3 равен 450 кН-м; максимальное расстояние между валками 715 мм; диапазоны регулировки уровня верхнего валка 100 мм, нижнего - 60 мм. Привод нажимных винтов верхнего валка от электродвигателя, скорость регулировки 0,64 мм/с, шаг нажимного винта -10 мм. Клеть можно перемещать от оси стана (на -440, +470 мм).
Длина хода устройства для смены валков 3,2 м.Максимальный момент на обоих валках клети 2В - 330 кН-м, клети 4В-280кН-м. Привод нажимных винтов от электродвигателя, скорость регулировки 0,64 мм/с, шаг нажимного винта 10 мм. Диапазон регулировки вертикального перемещения клети 800 мм. Устройство для замены валков перемещается на 5 м. Максимальная грузоподъемность 50 т.
1.2 Краткая характеристика производства катанки на стане «150» ОАО «БМК»
Стан состоит из 23 двухвалковых клетей, с приводом валков каждой клети от индивидуального электродвигателя, в том числе двух вертикальных клетей, двух десятиклетевых блоков. Клети объединены в технологические группы:
- обжимная группа: шесть клетей (№ 1 - № 6);
- черновая: пять клетей (№7 - №11);
- первая промежуточная: шесть клетей (№12 - №17);
- вторая промежуточная: шесть клетей (№18 - №23);
- чистовая: два блока по десять двухвалковых клетей в каждом и приводом валков клетей блока от двух электродвигателей.
Загрузочный шлеппер служит для приема от пратцен –крана партий заготовок и поштучной передачи их на подводящий рольганг. Вместимость шлеппера –заготовок сечением 195195 мм, длиной до 6 м, общим весом до 70 т.
Подводящий рольганг, состоящий из четырех секций, транспортирует заготовки от загрузочного шлеппера к наклонному подъемнику.
Привод –роликовый индивидуальный реверсивный;
скорость вращения роликов –,9 м/с;
диаметр ролика –315 мм;
длина бочки ролика –630 мм.
Сталкиватель бракованных заготовок установлен на подводящем рольганге и состоит из сталкивателя реечного типа и кармана для собирания бракованных заготовок.
Усилие подачи 44 кН;
скорость подачи –,4 м/с.
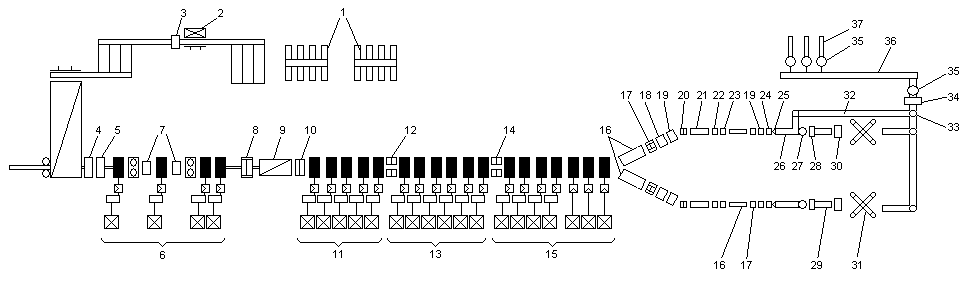
Рисунок 1.1 -Схема расположения основного технологического оборудования стана «150»
1 - зачистные наждачные станки, 2 - карман для бракованных заготовок, 3 и 30 - весы, 4 - вытаскиватель, 6 - обжимная группа клетей 630, 8 - маятниковые летучие ножницы, 9 – подогревательная печь, 10 и 20 - разрывные ножницы,11- черновая группа клетей 450,12 - кривошипно-рычажные 0,4-МН ножницы, 13 - первая промежуточная группа клетей 380, 14 - кривошипные 97,5-кН ножницы, 15 - вторая промежуточная группа клетей 320, 16 - установки водяного охлаждения, 17 - дисковые ножницы, 18 - скрапные ножницы, 19 - кривошипные ножницы,21 - десятиклетевой чистовой блок клетей, 22 - измеритель толщины, 24 - трайб-аппарат, 25 – виткообразователь, 26 - транспортер с воздушным охлаждением, 27 - виткосборник, 28 - делительные ножницы, 29 - транспортер, 31 – пресс с вязальными машинами, 32 - транспортер поддонов, 33 - опрокидыватель, 34 - тележка для съема бунтов, 35 – съёмная серьга, 36 - цепной транспортёр, 37- пластинчатый транспортёр.
Печь с шагающим подом предназначена для нагрева заготовок. Тип печи –толкательная, четырехзонная, двухстадийного нагрева металла. Печь отапливается природным газом. Теплота сгорания топлива 8000 ккал/м . Под печи состоит из трех неподвижных и двух подвижных (с чередованием) балок. Подвижные балки снабжены механизмами подъема и горизонтального перемещения. Габаритная длина печи –26,8 м, ширина –7,65 м, габаритная площадь пода –м
. Под печи состоит из трех неподвижных и двух подвижных (с чередованием) балок. Подвижные балки снабжены механизмами подъема и горизонтального перемещения. Габаритная длина печи –26,8 м, ширина –7,65 м, габаритная площадь пода –м .
.
Воздух для горения подается через металлический петлевой трубчатый рекуператор вентилятором ВМ –. Схема движения газов в рекуператоре перекрестно –прямоточная. Температура подогрева воздуха –до 340 С.
С.
Печь имеет 36 горелок, в том числе 12 боковых горелок типа «труба в трубе» ДВБ 200/35 в подогревательной камере и 24 плоскопламенных горелки ГР 750 –/12 в своде нагревательной камеры.
Выталкиватель заготовок штанговый установлен у бокового окна печи на оси прокатки стана «630». Толкающая штанга движется с помощью подающих вертикальных роликов и входит в специальный желоб, расположенный внутри печи вдоль торцевой стены. Параметры выталкивателя заготовок и ведущих роликов приведены в таблице 1
Выталкиватель роликовый служит для выдачи нагретой заготовки на становый рольганг; установлен непосредственно у окна выдачи печи на оси прокатки. Характеристика роликов вытаскивателя и скорость вытаскивания приведены в таблице 1.1
Предстановый рольганг служит для подачи гоячих заготовок в первую клеть стана «630». Скорость транспортирования –,1 м/с.
Кантователь пневматический с выравнивателем служит для кантовки заготовки сечением 195195 мм. Кантовка осуществляется с помощью 4 –х пневмоцилиндров.
Таблица 1 –Параметры выталкивателя заготовок и ведущих роликов.
|
Параметр |
Единица измерения |
Величина параметра |
|
Усилие выталкивания |
кН |
,6 |
|
Скорость выталкивания |
м/с |
,1 |
|
Цикл подачи заготовок |
с |
|
|
Диаметр ведущих роликов |
мм |
|
|
Длина бочки ролика |
мм |
Таблица 1.1 –Характеристика роликов вытаскивателя и скорость вытаскивания.
Параметр
|
Единица измерения |
Величина параметра |
|
|
Диаметр роликов: - верхнего - нижнего |
мм мм |
|
|
Скорость вытаскивания |
м/с |
,1 |
|
Сила прижатия ролика |
кН |
,6 |
Марки сталей, прокатываемых на стане.
- сталь углеродистая обыкновенного качества ГОСТ 380-94, Ст 0 –Ст 3 сп/пс;
- сталь углеродистая качественная конструкционная ГОСТ 1050-88;
- сталь рессорно –пружинная углеродистая и легированная: ГОСТ 14959 –, 60Г –Г, 60С2А, 70С2А, 51ХВА, 70ХГФА и др.;
- сталь низкоуглеродистая, легированная для сварочной проволоки: ГОСТ 2246 - 76. СВ –А, СВ –Г2С, СВ –ХГС и др.;
- сталь инструментальная нелегированная ГОСТ 1435 - 62. У7(А) –У12(А);
- сталь инструментальная легированная ГОСТ 5950 - 68. 9ХС;
- сталь легированная конструкционная ГОСТ 4543 –. 40Х, 30ХГСА, 20Х и др.;
- сталь подшипниковая ГОСТ 801 - 89. ШХ15;
- сталь конструкционная, высокой обрабатываемости резанием ГОСТ 1414. АС14, АС35Г2;
- стали высоколегированные и сплавы коррозионно –стойкие, жаростойкие и жаропрочные ГОСТ 5632 - 68. 12Х18Н10Т, 17Х18Н9, 12Х18Н9, 08Х18Н1ОТ и др.;
-стали по специальным техническим условиям и стандартам предприятия;
- катанка стальная для металлокорда ТУ 14 ––. 70 корд;
- катанка сорбитизированная из высокочистой стали для металлокорда ТУ 14 ––. 70 К-В;
- катанка стальная, канатная и конструкционная ТУ 14 –––.
Специализация стана.
Катанка диаметром 5,0 –9,0 мм; мелкосортный прокат 10,0 –16,0 мм. Вид готовой продукции: мотки диаметром 1250850 мм, длиной до 2000 мм. Масса мотка 700 –2000 кг. Исходные заготовки: квадратного или прямоугольного сечения 150 - 200170 –200 мм, длиной 5520 –7120 мм. Масса исходной заготовки 1400 –2000 кг.
1.3 Требования к электроприводу
К электроприводу валков непрерывного стана предъявляются следующие требования:
- Обеспечение диапазона регулирования скорости двигателей, составляющего для стана «630» до 30:1.
- Поддержание заданного соотношения скоростей валков во всех режимах работы с точностью порядка 1%, включая ускорение и замедление стана, с целью обеспечения постоянства межклетьевых натяжений.
- Заданное ускорение и замедление за минимальное времяа=14 рад/

- Возможность независимого изменения скорости двигателя любой клети.
- Прекращение ускорения и замедления стана в любой момент разгона и торможения.
- Смягчения механической характеристики двигателей при заправке с возможностью регулирования жесткости механической характеристики вальцовщиком.
- Возможность совместной толчковой работы главных приводов «вперёд» при включённых, а также отключённых приводах намоточных устройств; индивидуальный толчок в обоих направлениях.
- Автоматическая остановка при срабатывании защиты любого привода клети или намоточного устройства с форсированным темпом замедления
 20рад/
20рад/ с сохранением заданного натяжения.
с сохранением заданного натяжения. - Ограничение якорного тока, потока и скорости электропривода на максимально допустимом уровне.
 2,5
2,5 ;
;  16;
16;  = 71,4рад/c
= 71,4рад/c - Регулирование соотношения скоростей двигателей верхнего и нижнего валков.
- Равномерная загрузка по электромагнитному моменту двигателей верхнего и нижнего валков.
Требования к системе автоматического регулирования.
- Динамическая просадка скорости на клетях 4-13не должна превышать (при рабочих нагрузках ): 8 %
- Время восстановления скорости после захвата металла валками должно быть не более 300mc
- Ошибка поддержания заданной скорости должна быть не более (с учётом дрейфа нулей и коэффициентов датчиков) 2.5%
1.4 Характеристика механизма клети и его кинематическая схема
Привод рабочих валков непрерывной подгруппы чистовой группы стана 150 осуществляется электродвигателем через промежуточные передаточные механизмы и устройства, которые составляют рабочую линию клети.
На рис. 2 представлена кинематическая схема обжимной клети №6 стана 150.
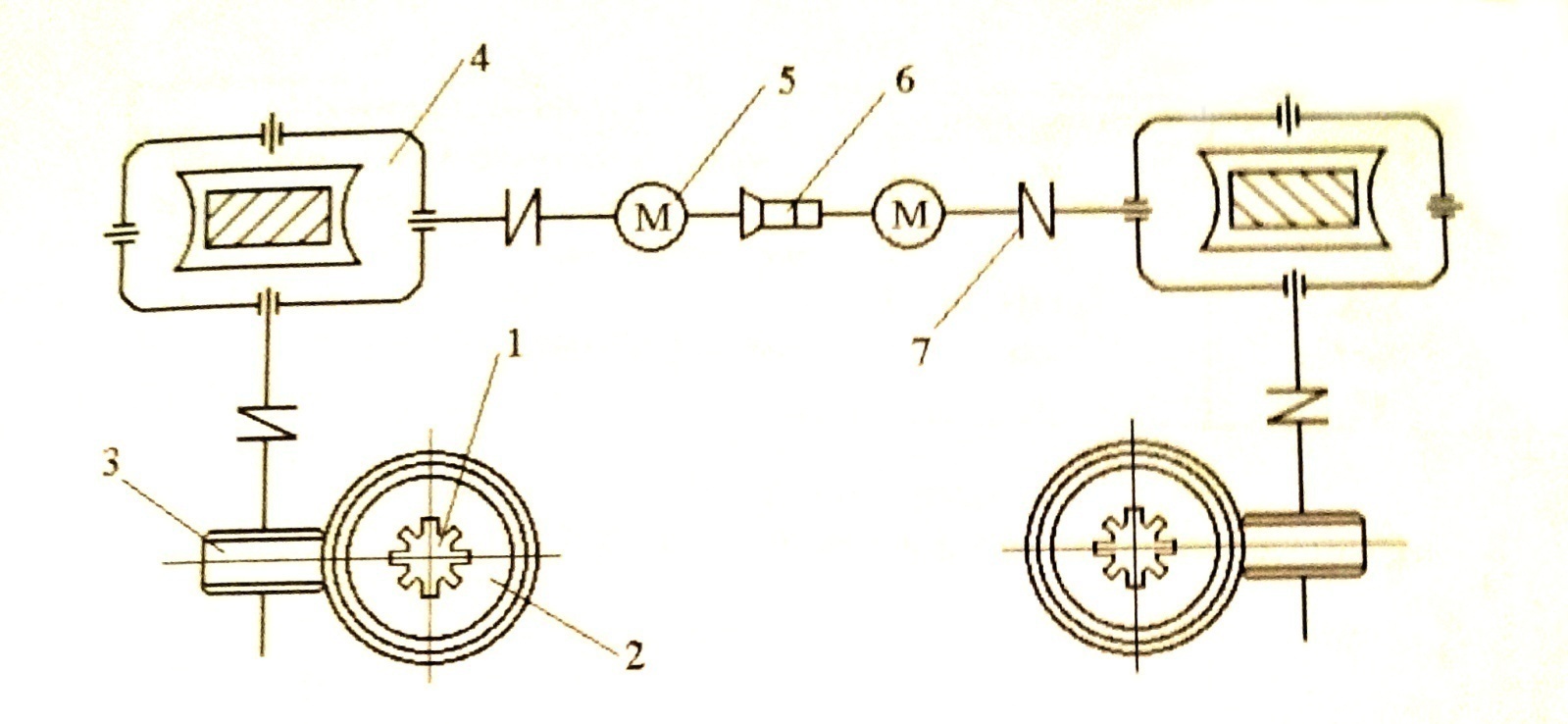
Рисунок 1.2 - Кинематическая схема нажимного устройства клети
1 - нажимной винт; 2 - венец; 3 - глобоидный червяк; 4 - червячный редуктор; 5- электродвигатель; 6 - электромагнитная муфта; 7 - зубчатая муфта
Таблица 1.2 - Характеристики обжимных клетей
|
Группа клетей стана |
Обжимная |
|
№ Клети |
||||||
|
Расположение |
Г |
В |
Г |
В |
Г |
Г |
|
Диам. Начальной окружн. шестерен. Валка. мм |
||||||
|
Межцентр. расст рабочих валков (Max/Min) |
690/570 |
/420 |
||||
|
Диаметр рабочих валков (Max/Min) |
550/500 |
/435 |
||||
|
Длина бочки валка |
1000 |
800 |
||||
|
Число оборотов валков (об/мин)(Max/Min) |
14,3 |
12 |
||||
|
4,5 |
,2 |
,5 |
,1 |
,5 |
,5 |
|
|
Передаточное отношение редуктора |
,4 |
|||||
|
Мощность электродвигателей кВт. |
800 |
|||||
|
Вес рабочих клетей (в сборе т.) |
36,93 - (37,07) |
|||||
|
Допустимое усилие на нажимной винт Max |
250 |
125 |
|
Усилие прокатки тс. Max |
||||||
|
Крутящий момент Mmax |
,5 |
,9 |
,1 |
,3 |
,8 |
,3 |
|
Кол - во калиб. стойкость |
x35000 |
х16000 |
х30000 |
х16000 |
х14000 |
х13000 |
|
Средн. Прокат на валок т. |
2 РАСЧЕТ МОЩНОСТИ И ВЫБОР ЭЛЕКТРОДВИГАТЕЛЯ
2.1 Расчет статических моментов
Для расчета моментов выбирается наиболее тяжелый режим прокатки сляба из низколегированной конструкционной стали
Марка 17Г1С (предел текучести Кf= ;
;
Толщина 
Длина  м;
м;
Толщина подката после черновой группы 0,04 м, до 0,06 мм,

Давление металла на валки.
Чтобы прокатать металл, необходимо к нему через валки приложить внешнюю силу, преодолевающую внутреннее сопротивление деформации. При этом полное давление металла на один валок

где Pср –среднее удельное давление металла на валки,  ,
,
Q –поверхность соприкосновения металла с одним валком, 

Для подсчета среднего удельного сопротивления широко применяется формула А.И.Целикова

где  ;
;
 ;
;
D=0.435 –диаметр рабочего валка;
 -- коэффициент трения при горячей прокатке;
-- коэффициент трения при горячей прокатке;
t –температура металла,  ; n=1 –при горячей прокатке на стальных валках
; n=1 –при горячей прокатке на стальных валках
Соотношение  находим из равенства
находим из равенства

Моменты при прокатке
Статический момент подсчитывается по усилию прокатки т.к. такой способ подсчета дает более точные результаты при прокатке профилей прямоугольного сечения
Общий момент на валу двигателя:
М = Мпp + Мтp + Мхх + Мдин ,
Где Мпp - момент прокатки, требуемый для преодоления сил деформации прокатываемого металла и сил трения между металлом и валками;
Мтp - момент добавочных сил трения сил трения в подшипниках рабочих валков и в передаточных механизмах при прокатке;
Мхх - момент холостого хода двигателя;
Мдин –динамический момент для преодоления сил инерции. В данном случае Мдин=0 т.к. режим прокатки статический.
Момент прокатки, действующий на оба валка

где  -- при горячей прокатке листа;
-- при горячей прокатке листа;
Номинальный момент двигателя  , Нм;
, Нм;

 м -- длина хорды окружности валка при прокатке
м -- длина хорды окружности валка при прокатке
Момент добавочных сил трения

где Р –давление металла на валки;
d=0.25м –диаметр шейки валка;
 -- коэффициент трения в подшипниках;
-- коэффициент трения в подшипниках;
i=2 –передаточное число шестерённой клети;
 -- КПД шестерённой клети.
-- КПД шестерённой клети.
Момент холостого хода  при расчетах берётся равным
при расчетах берётся равным  % от номинального момента прокатного двигателя
% от номинального момента прокатного двигателя

Общий момент на валу двигателя:

2.2 Построение нагрузочной диаграммы, тахограммы, токовой диаграммы.
Расчет времени прокатки клети №6
Длина подката после шестой клети известна и составляет

Время прокатки
где  - скорость прокатки шестой клети.
- скорость прокатки шестой клети.
Время холостого хода шестой клети
Исходя из требований к электроприводу, скорость прокатки при набросе нагрузки (металл входит в клеть) остаётся постоянной.
Значения моментов при прокатке сведены в таблицу 2.1.
Таблица2.1 –Значения моментов при прокатке
|
Момент, Н/м |
КЛЕТЬ 6 |
|
Мпр |
|
|
Мхх |
|
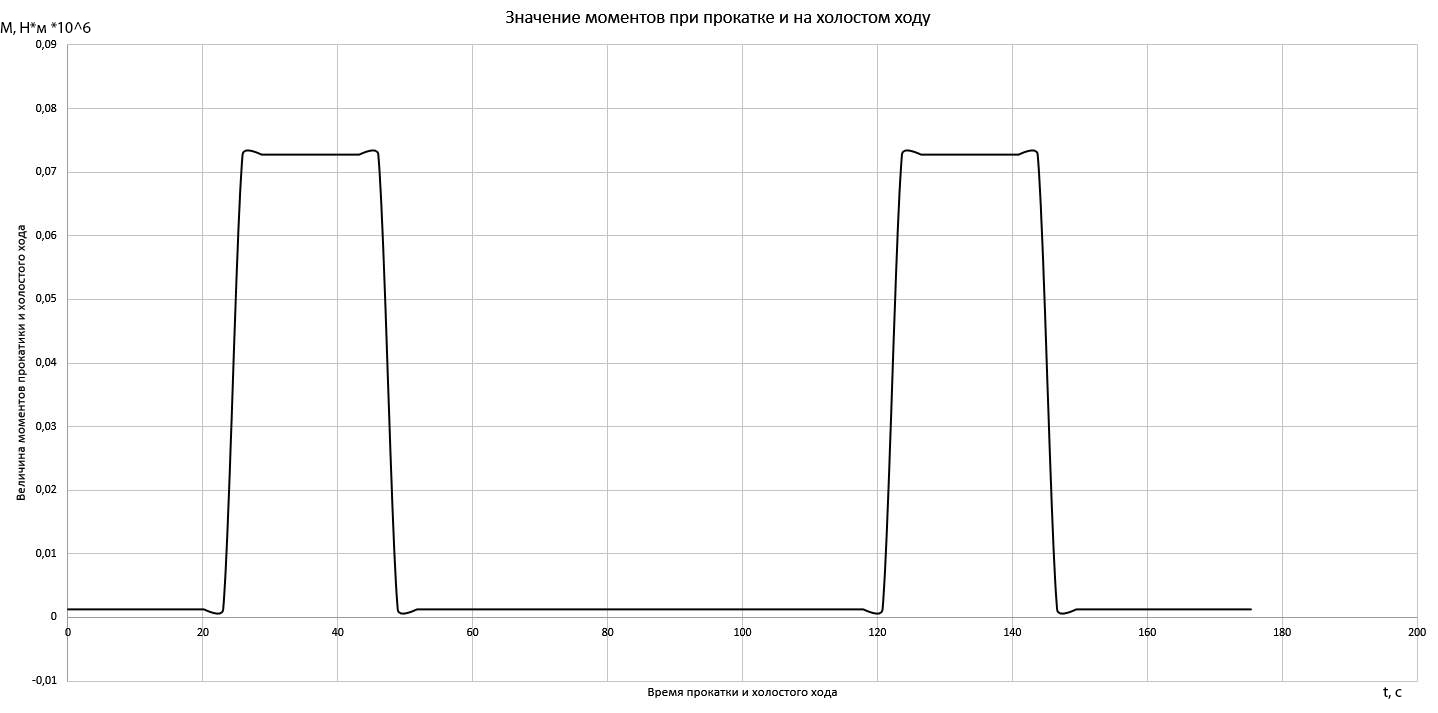
Рисунок 2.1 – Диаграмма значений моментов при прокатке
2.3 Предварительный выбор двигателя
Мощность приводного двигателя клети №6 определяется
Где н –скорость вращения рабочих валков;
Двигатель выбирается по каталогу из серии 4П, руководствуясь данными Рн, nн, nмахвыбирается двигатель независимого возбуждения типа 4П-450-38-800 - У3, условия выбора представлены в табл. 2.2
Таблица 2.2 - Основные показатели двигателя
|
max , 1/с |
100,5 |
|
дв , 1/с |
33,5 |
|
Расчёт Рн ,кВт |
717 |
|
Паспорт Рн ,кВт |
800 |
Таблица 2.3 - Паспортные данные двигателя.
|
№ |
Техническая характеристика |
Един. изм. |
№ Привода |
|
1 |
2 |
3 |
4 |
|
1 |
Тип двигателя |
- |
GMFW 1413-32 |
|
2 |
Номинальная мощность при ПВ=100% |
кВт |
800 |
|
3 |
Номинальная скорость |
Об/мин |
320 |
|
4 |
Максимальная скорость |
Об/мин |
960 |
|
5 |
Номинальное напряжение якоря |
В |
600 |
|
6 |
Ток цепи якоря при ПВ=100% |
А |
1460 |
|
7 |
Максимально допустимый ток |
А |
2300 |
|
8 |
Перегрузка |
- |
1,6 |
|
9 |
Скорость нарастания тока (максимальная) dl/dt |
- |
200Iн |
|
10 |
Напряжение возбуждения |
В |
220 |
|
11 |
Ток возбуждения |
А |
28 |
|
12 |
Класс нагревостойкости |
- |
В |
|
13 |
КПД |
- |
92,5 |
|
14 |
Область регулирования числа оборотов: -изменение якорного напряжения -ослаблением поля |
Об/мин Об/мин |
100-320 320-960 |
|
15 |
Сопротивление якоря -в холодном состоянии -в нагретом состоянии |
mOм mОм |
13 17 |
|
16 |
Номинальная индуктивность якоря |
mH |
0,48 |
|
17 |
Допустимая пульсация тока |
% |
15 |
|
18 |
Масса двигателя (в сборе) |
т |
13,61 |
|
19 |
Диаметр коллектора |
мм |
650 |
|
20 |
Минимально допустимый диаметр коллектора |
мм |
625 |
|
21 |
Количество траверс на двигатель |
Шт. |
8 |
|
21 |
Число щеток на траверсу |
Шт. |
6 |
|
22 |
Размеры щеток |
мм |
(2х12,5)х32х40 |
|
23 |
Предельная остаточная высота щеток |
мм |
14 |
|
24 |
Число двигателей данного типоразмера в линии стана |
Шт. |
6 |
2.4 Проверка двигателя по нагреву, расчет и построение токовой диаграммы
Для проверки двигателя по нагреву воспользуемся методом эквивалентного тока. Для нахождения эквивалентного тока необходимо пересчитать нагрузочную диаграмму.
Пересчёт проводится по уравнению:
 .
.
где Cн –текущее значение постоянной двигателя.
 Вс;
Вс;
где Uн, Iн, н, - соответственно номинальные значения напряжения, тока, скорости двигателя;
Rя –сопротивление якорной цепи двигателя в нагретом состоянии
Rя =0,0017
- угловая скорость прокатки.
Ток двигателя при прокатке определяется как:
 А.
А.
Ток двигателя при работе на холостом ходу определяется как:
 А.
А.
Результаты расчётов сведены в табл. 2.4.
Таблица 2.4 - Расчёт токов двигателя
|
Ток , А |
КЛЕТЬ 6 |
|
Iпр |
1152 |
|
Iхх |
21,2 |
По полученным значениям токов двигателя на рис. 2.3 построена токово-скоростная диаграмма для клети №6.
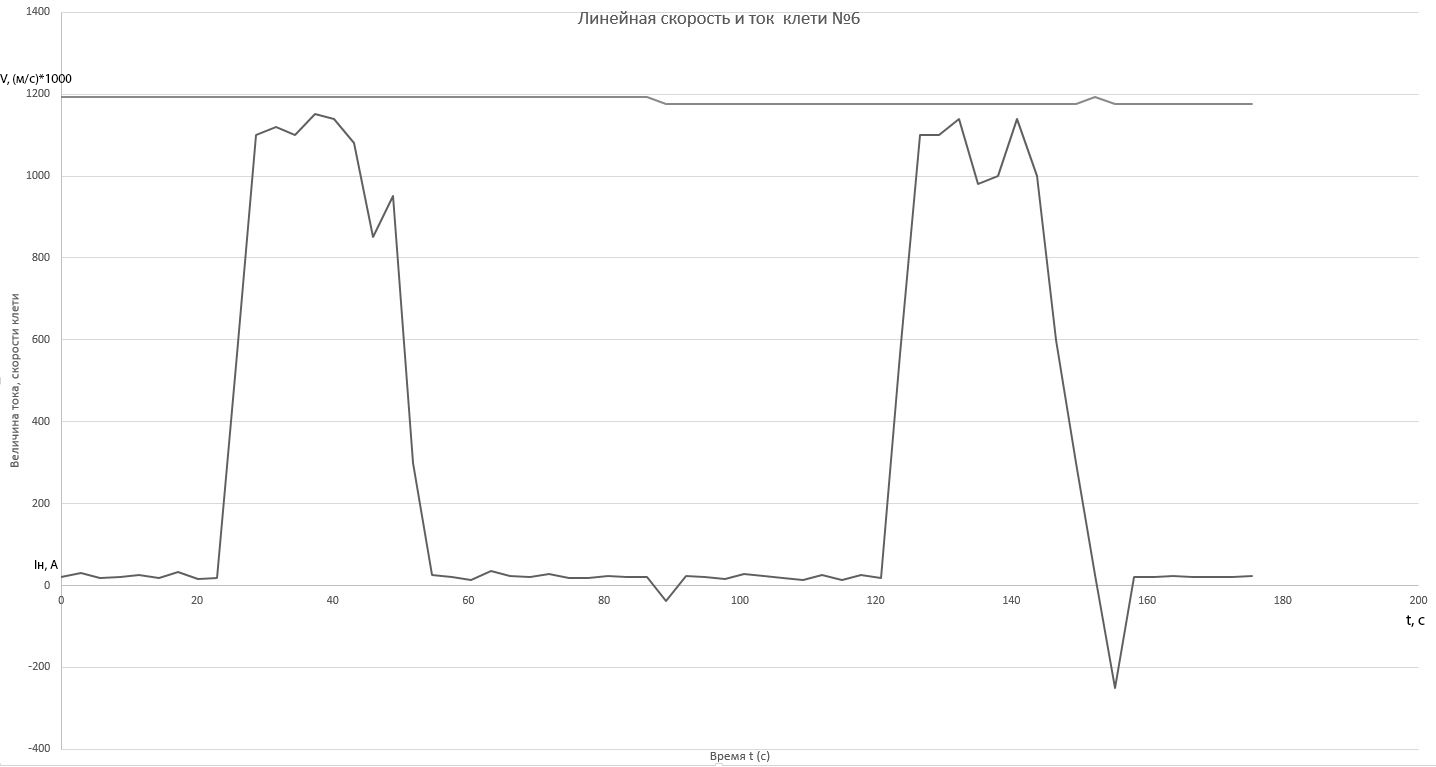
Рисунок 2.3 – Токово-скоростная диаграмма для клети №6
Эквивалентный ток за цикл определится как:
 А,
А,
На основании таблицы. можно сделать вывод, что выбранные двигатели проходят по нагреву так как эквивалентный ток за цикл не превышает номинального тока двигателя.
Проведем расчет на стандартный ПВ
ПВ расчетного цикла:
Приводим полученное значение Iэ к номинальному ПВ для предварительно выбранного двигателя
 А
А
Получаем, что выбранный двигатель использован по нагреву на 40%, где остальные 60% являются запасом по мощности. Для металлургических приводов запас по мощности в 20% считается обязательным.
3 ВЫБОР И ХАРАКТЕРИСТИКА ОСНОВНОГО СИЛОВОГО ОБОРУДОВАНИЯ
Важнейшей задачей проектирования является выбор приводного двигателя. Кроме выбора двигателя по мощности необходимо также учесть режим работы электропривода, способ возбуждения (для двигателей постоянного тока), номинальное напряжение двигателя, номинальную и максимальную скорости вращения двигателя.
В качестве приводящего двигателя выбираем двигатель постоянного тока серии 4П. Двигатели этой серии отличаются повышенной перегрузочной способностью и низкой номинальной скоростью, что позволяет использовать их без дополнительных передаточных устройств.
Прокатные двигатели постоянного тока могут получать питание от тиристорного преобразователя.
Предусматривается питание двигателя от тиристорных преобразователей по 12-пульсной схеме выпрямления. Мощность вентильной группы «Назад» составляет 30-50 % от мощности вентильной группы «Вперед», из-за меньшей мощности создаваемой при торможении стана и продолжительности работы вентильной группы «Назад».
Для управления вентильными группами тиристорного преобразователя целесообразно применять раздельное управление группами «Вперед» и «Назад». При этом время паузы, появляющееся при данном способе управления, естественно, не может влиять на технологический процесс прокатки, так как в рабочем режиме рабочие валки вращаются только в одну сторону - по направлению прокатки.
Основное преимущество раздельного управления перед совместным управлением тиристорного преобразователя состоит в отсутствии необходимости применения дросселей для ограничения величины уравнительного тока. Кроме того, снижается вероятность прорыва инвертора, так как вентильная группа в режиме инвертора открывается только на период рекуперативного торможения. Раздельное управление тиристорными вентильными группами позволяет полнее использовать запас по напряжению преобразователя, так как выпрямительную группу преобразователя можно открывать с минимальным углом min=10,050
Благодаря этим преимуществам тиристорные преобразователи с раздельным управлением получили широкое распространение. Автоматизированный электропривод постоянного тока с тиристорными преобразователями в настоящее время является основным типом промышленных регулируемых приводов.
При раздельном управлении тиристорного преобразователя появляется зона прерывистых токов. Она способствует резкому увеличению динамической просадки скорости двигателя при набросе нагрузки, ухудшается управляемость тиристорного преобразователя при малых токах.
Всем вышеуказанным в этом пункте требованиям полностью удовлетворяет тиристорный преобразователь серии ТПЧ.
3.1 Выбор тиристорного преобразователя для питания якорной цепи двигателя
Для приведения во вращение рабочих валков клети №6 применяется двигатель постоянного тока типа 4П-450-38-800 - У3. Технические данные двигателя приведены в клиентском формуляре (табл. 2.3 ). На основании технических условий на разработку и номинальных данных двигателя выбираем тиристорный преобразователь серии ТПЧ в соответствии с соотношениями:
 ;
;
 ;
;
 ,
,
где  - перегрузочная способность тиристорного преобразователя при длительности перегрузки 10 с.
- перегрузочная способность тиристорного преобразователя при длительности перегрузки 10 с.
 - максимальная ЭДС ТП при
- максимальная ЭДС ТП при  ;
;
Коэффициент усиления тиристорного преобразователя определим по формуле:
Исходя из вышеуказанного выбираем тиристорный преобразователь серии ТПЧ, который является устройством преобразования переменного тока в постоянный и предназначен для питания двигателей постоянного тока. Всем выше указанным условиям отвечает тиристорный преобразователь типа. Всем выше указанным условиям отвечает тиристорный преобразователь типа ТПЧ-1600-0,5. Выпрямитель серии ТПЧ является статическим устройством преобразования переменного тока в постоянный и предназначены для питания двигателей постоянного тока.
Выпрямители предназначены для длительного режима работы, но допускают работу в повторно-кратковременном режиме и способны выдерживать циклические перегрузки в соответствие с табл. 3.2
Выпрямитель серии ТПЧ является статическим устройством преобразования переменного тока в постоянный и предназначены для питания двигателей постоянного тока.
Выпрямитель - реверсивный с раздельным управлением, схема трехфазная мостовая с параллельным соединением мостов, двенадцатипульсная.
Управление выпрямителем осуществляется системой управления, которая обеспечивает:
-фазировку СИФУ в соответствии с группой соединения силового питающего трансформатора;
-плавное изменение угла управления в диапазоне от 0 до 170 электрических угла при изменении управляющего сигнала от +8 В до –В;
-раздельное управление группами реверсивного тиристорного преобразователя;
- выравнивание токов параллельно соединенных выпрямительных мостов с разбалансом токов не более 5% от среднего значения тока моста.
Таблица 3,1 - Технические данные преобразователя
|
Номинальное выпрямленное напряжение |
В |
|
Ток преобразователя |
А |
|
Напряжение питающей сети |
,6кВ |
|
Допустимые колебания напряжения сети |
5% |
|
Частота сети |
Гц |
Таблица 3.1 –Условия эксплуатации тиристорного преобразователя (ТПЧ)
|
№ |
Условие |
Параметр |
|
1 |
Закрытое помещение с температурой окружающей среды |
от +5°С до +35°С (для исполнения УХЛ4) и от +5°С до +45°С (для исполнения ТС4); |
|
2 |
Высота над уровнем моря не более: |
м; |
|
3 |
Относительная влажность окружающего воздуха до: |
% при температуре +25°С (для исполнения УХЛ4) и % при температуре +35°С (для исполнения ТС4); |
|
4 |
Окружающая среда: |
Невзрывоопасная, не содержащая агрессивных газов и примесей, разрушающих изоляцию и металлы |
|
5 |
Проточная вода внешнего контура охлаждения: |
Отсутствуют примеси, образующие осадок. Не должны содержаться механические примеси и химически агрессивные соединения; жесткость воды - не более 3 мг-экв/л |
|
6 |
Температура охлаждающей воды: |
не должна быть ниже температуры окружающего воздуха в помещении более, чем на 15°С (во избежание появления росы). |
|
7 |
Степень защиты по ГОСТ 14254-80 |
IP55 |
|
8 |
Уровень радиопомех не должен превышать значений: |
ГОСТ 23450-79 |
3.3 Выбор тиристорного возбудителя
Выбор тиристорного преобразователя для питания обмотки возбуждения производится по номинальным данным прокатных электродвигателей в соответствии с соотношениями:


где Udв - номинальное выпрямление напряжения преобразователя. В;
- коэффициент форсировки;
Idв - номинальный выпрямленный ток, А.
Запас по напряжению, который обеспечивает коэффициент форсировки необходим для того, чтобы во всех рабочих режимах привода магнитный поток оставался постоянным для обеспечения оптимального переходного процесса, что является обязательным требованием к электроприводу прокатных станов горячей прокатки, в особенности, к приводам непрерывных подгрупп. Для дополнительной защиты системы возбуждения от колебаний питающего напряжения тиристорный возбудитель подключается к индивидуальному источнику питания в трёхфазную сеть 380В, 50Гц, через токоограничивающий реактор.
Токоограничивающий реактор типа РТСТ-10-1600-0,35 У3, с номинальными данными 
Коэффициент форсировки, который может быть обеспечен данным преобразователем определится как:
 ,
,
где Ud = 1,35600=810 В.
Такая величина коэффициента форсировки должна обеспечить достаточный запас по напряжению для всех режимов работы привода.
Принципиальная схема возбудителя представлена на рис. 3.1.
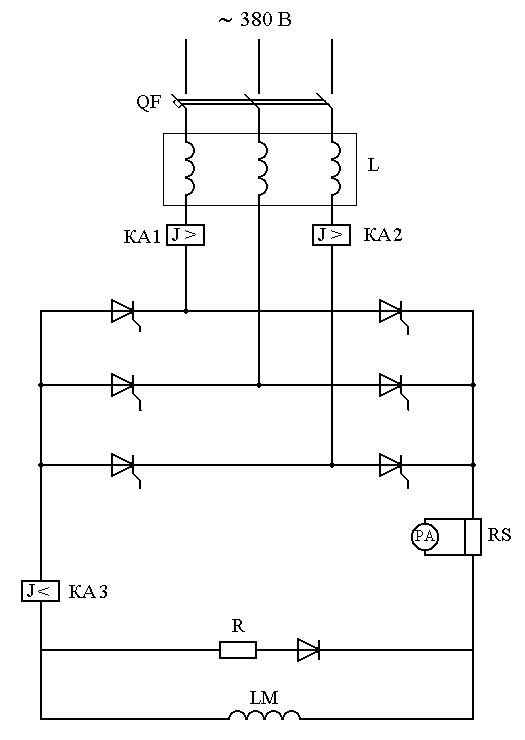
Рисунок 3.1 - Принципиальная силовая схема питания обмотки возбуждения двигателя типа 450-38-800 - У3
3.4 Расчет параметров силового трансформатора
|
Тип |
Мощность, кВА |
Напряжение |
Схема и группа соединения |
Напряжение, КЗ, % |
Потери, Вт |
||
|
ВН |
НН |
||||||
|
ХХ |
КЗ |
||||||
|
ТМГ-1000 |
,10 |
,4 |
Y/Yн-0 |
5,5 |
1550 |
||
|
,10 |
,4 |
Д/Yн-11 |
|||||
|
,10 |
,23 |
Yн/Д-11 |
Силовые масляные трехфазные двухобмоточные понижающие общепромышленного назначения трансформаторы ТМГ мощностью от 25 до 1250 кВА предназначены для внутренней и наружной установки.
Для увеличения поверхности охлаждения в трансформаторах ТМГ 25-1250 герметичного исполнения применяются гофрированные стенки.
Силовые трансформаторы ТМГ выпускаются с номинальным напряжением первичной обмотки (высокого напряжения) до 10 кВ, включительно, и вторичной обмотки (низкого напряжения) - 0,4 кВ. Схема и группа соединений –У/Ун-0, Д/Ун-11.
Условия эксплуатации трансформаторов ТМГ
- Высота над уровнем моря –до 1000 м.
- Температура окружающего воздуха:
• для умеренного климата: от -45°С до +40°С (исполнения «У»)
• для холодного климата: от -60°С до +40°С (исполнения «ХЛ»). - Относительная влажность воздуха – не более 80% при t 25°С.
Трансформаторы ТМГ не рассчитаны для работы:
- Во взрывоопасной и агрессивной среде (содержащей газы, испарения, пыль повышенной концентрации и т.п.);
- При вибрации и тряске.
Так как вторичные обмотки являются расщеплёнными трансформатор можно рассматривать как два эквивалентных трёхобмоточных трансформатора. В опыте полного короткого замыкания можно считать, что он проводится сразу для двух одинаковых, параллельно работающих трансформаторов.
Коэффициент трансформации
Ктр=  =
= =
=  .
.
Максимальное значение тока первичной обмотки при работе одной расщеплённой вторичной обмотки;
I1ф =  =
=  А,
А,
Полное сопротивление фазы трансформатора, приведённой к вторичной обмотке
 .
.
Активное сопротивление фазы трансформатора одного якоря
 ,
,
где m=3число фаз обмотки выбранного трансформатора.
Индуктивное сопротивление фазы трансформатора

Индуктивность фазы трансформатора
 .
.
Так как на каждый якорь работает две параллельно включённых обмотки трансформатора при работе группы “вперёд” и одна при работе группы “назад” то необходимо знать сопротивление каждой обмотки.
Из закона Ома и условия параллельной работы трансформаторов следует:
Технические данные силового трансформатора
|
Тип трансформатора |
|
|
Схема соединения |
Y/Yн-0, Д/Yн-11, Yн/Д-11 |
|
Номинальная полная мощность, Sн |
1000 кВА |
|
Номинальное напряжение первичной обмотки, U1н |
кВ |
|
Номинальное напряжение вторичной обмотки, U2н |
, 230 В |
|
Номинальный ток вторичной обмотки, I2н |
2920 А |
|
Напряжение короткого замыкания, U% |
,5% |
|
Потери холостого хода, Pхх |
1,55 кВт |
|
Потери короткого замыкания, Pкз |
,8 кВт |

Рассчитаем индуктивность якоря по эмпирической формуле
 ,
,
где =0,10,25 эмпирический коэффициент, для компенсированных машин;
р=11 число пар полюсов;
Uн=600 В, Iн=1460 А номинальные значения напряжения, тока;
 номинальная скорость вращения двигателя,
номинальная скорость вращения двигателя,
где n н=320 об/мин
Критическая индуктивность, обеспечивающая выполнение первого условия, находится по уравнению
Lкр1 =  мГн,
мГн,
где Еdnm –амплитуда основной гармонической составляющей выпрямленной ЭДС;
Р(1)% - допустимое действующее значение основной гармоники переменной составляющей выпрямленного тока.
3.5 Основные параметры объекта регулирования
Эквивалентная индуктивность  цепи выпрямления
цепи выпрямления

где  индуктивность якорной обмотки двигателя
индуктивность якорной обмотки двигателя
 ,
,


где  - эмпирический коэффициент для компенсированных машин;
- эмпирический коэффициент для компенсированных машин;
 индуктивность фазы токоограничивающего реактора
индуктивность фазы токоограничивающего реактора
Значит:
 .
.
Эквивалентная электромагнитная постоянная времени якорной цепи:
 .
.
Суммарный момент инерции электропривода, приведённый к валу двигателя:
 .
.
Электромеханическая постоянная времени электропривода:
 .
.
Постоянная времени якоря:
Некомпенсированная постоянная времени ЭП:
 .
.
Передаточное число измерительного редуктора
 ,
,
где  рад/с;
рад/с;
Коп – коэффициент обратной связи по перемещению принимается равным
10 В/рад;
Uзп max = 10 В – максимальное напряжение задание на перемещение;
– угловое ускорение двигателя, определяется из расчета величины динамического тока равной IН:

Коэффициент обратной связи по якорному току:

Для осуществления отрицательной обратной связи по скорости по справочным данным в соответствии с номинальной скоростью двигателя (320 об/мин) выбирается тахогенератор ПТ–32 для двигателей с подшипниками качения со следующими техническими данными:
Технические данные тахогенератора ПТ–32
Номинальное напряжение, Uн.тг, В 230
Номинальный ток, Iн.тг, А 0,5
Номинальная скорость вращения, nн.тг, об/мин 400
Номинальное напряжение возбуждения, В
Номинальный ток возбуждения, А 1,1
КПД, % ,3
Размеры, мм 550х297
Масса, кг
Коэффициент передачи тахогенератора равен
где  – номинальная угловая скорость тахогенератора;
– номинальная угловая скорость тахогенератора;

Для гальванической развязки цепей тахогенератора и цепей управления используется датчик напряжения. Коэффициент усиления датчика напряжения примем равным единице: Кдн = 1.
Коэффициент обратной связи по скорости
Для того, чтобы выбрать сопротивления делителя напряжения, включаемуюв цепь тахогенератора, необходимо, предварительно рассчитать напряжение на зажимах тахогенератора соответствующее частоте вращения вала двигателя  .
.

где  - конструктивный коэффициент принимаемый постоянным в случаи независимого возбуждения.
- конструктивный коэффициент принимаемый постоянным в случаи независимого возбуждения.



Рисунок 3.1 - Схема подключения тахогенератора
 Ом,
Ом,
сопротивление  находится как
находится как
 Ом,
Ом,
Мощность рассеяния сопротивления 

находим 
 Ом
Ом
Мощность рассеяния сопротивления 

Коэффициент делителя напряжения тахогенератора определяется в соответствии со следующим выражением

Принципиальная схема электрической части показана на рис. 3.2.
Структурная схема объекта регулирования показана на рис. 3.3.
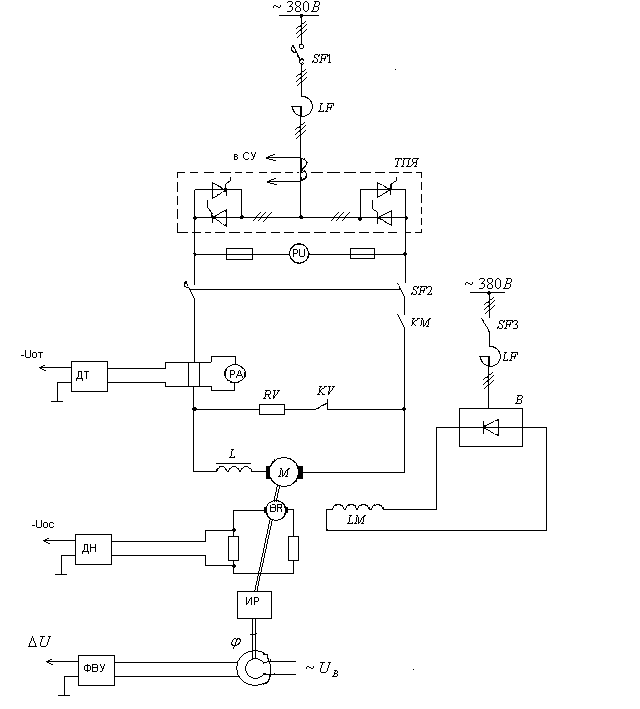
Рисунок 3.2 – Упрощенная принципиальная схема реверсивного тиристорного
преобразователя

Рисунок 3.3 - Структурная схема объекта регулирования
4 ПОСТРОЕНИЕ СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
4.1. Построение контура регулирования тока
При построении контура регулирования тока имеют место следующие допущения:
1) параметры объекта стабильны и не зависят от температуры;
2) влияние внутренней обратной связи по ЭДС не учитывается;
) не учитывается прерывистый режим работы преобразователя.
Общая формула оптимального регулятора i - го контура имеет вид
где i –номер контура регулирования;
WOi(p) –передаточная функция объекта регулирования i - го контура регулирования;
Kоi, Koi– –коэффициенты обратных связей i - го и i –- го контура регулирования соответственно.
В соответствии с этой формулой и со структурной схемой на рисунок передаточная функция регулятора тока имеет вид
 ,
,
где  с – постоянная времени интегрирования регулятора тока, тогда передаточная функция регулятора тока будет иметь следующий вид
с – постоянная времени интегрирования регулятора тока, тогда передаточная функция регулятора тока будет иметь следующий вид

Структурная схема контура регулирования тока имеет вид, показанный на рисунке 4.1
Структурная схема контура регулирования тока, разработанная в среде Simulink представлена на рисунке 4.2

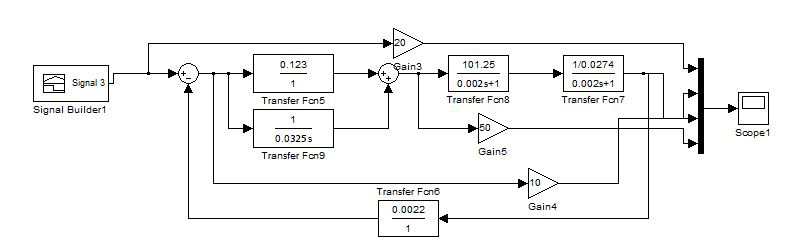
Рисунок 4.2 –Структурная схема контура регулирования тока, разработанная в среде Simulink
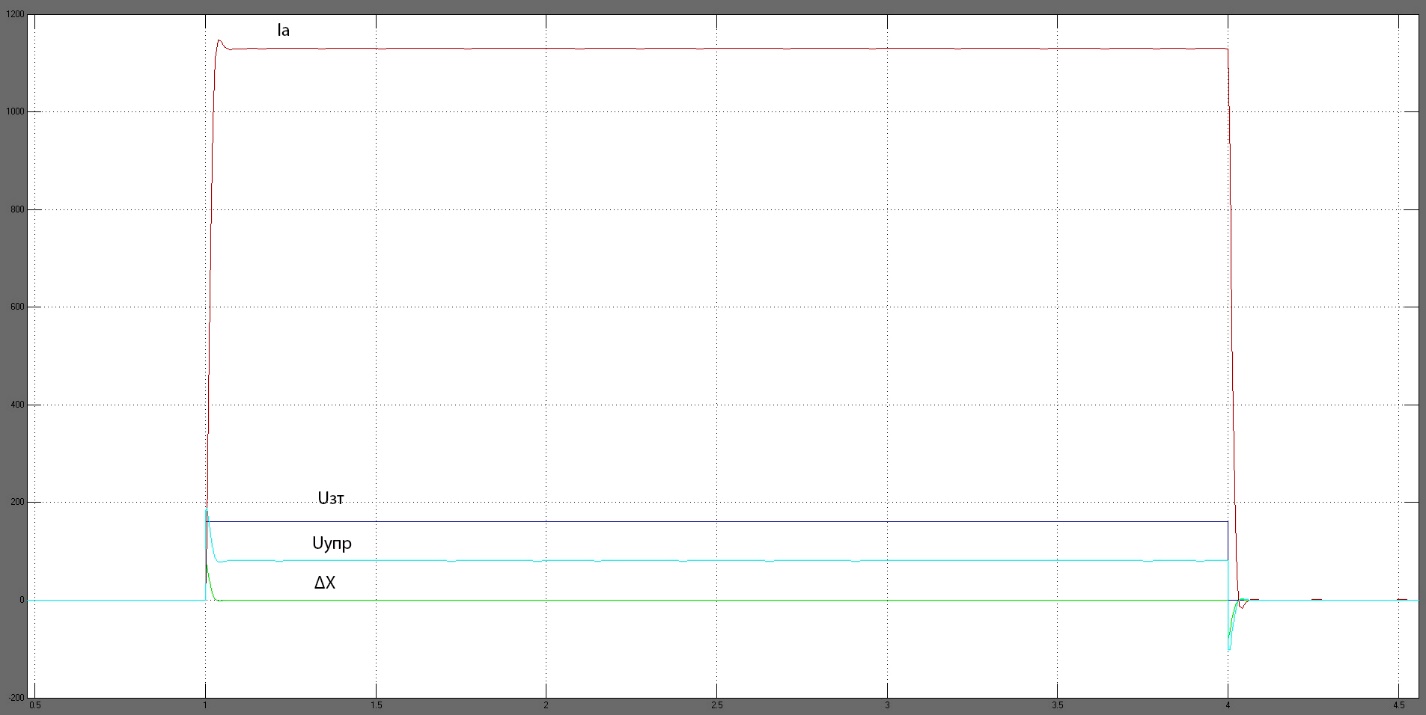
Рисунок 4.3 – Осциллограмма тока в контуре регулирования тока
4.2 Оценка нарастания скорости якорного тока. Задатчик интенсивности
Одним из параметров требующих ограничения быстродействия системы регулирования, является предельная скорость нарастания якорного тока  Это ограничение накладывается условиями коммутации двигателя постоянного тока и особенностями механического оборудования исполнительного механизма (ограничение скорости нарастания момента).
Это ограничение накладывается условиями коммутации двигателя постоянного тока и особенностями механического оборудования исполнительного механизма (ограничение скорости нарастания момента).
Скорость нарастания якорного тока определяется из выражения:
 ,
,
где  - относительное значение заданного тока в контуре;
- относительное значение заданного тока в контуре;
 ,
,
Допустимая скорость нарастания якорного тока в соответствии с заданием на курсовой проект составляет  , поэтому необходимы дополнительные меры по ограничению скорости нарастания якорного тока.
, поэтому необходимы дополнительные меры по ограничению скорости нарастания якорного тока.
Для ограничения скорости нарастания якорного тока используется задатчик интенсивности тока (ЗИТ) с постоянной времени  .
.
 ,
,
где  - напряжение нелинейного элемента.
- напряжение нелинейного элемента.
Структурная схема ЗИТ представлена на рисунке 4.4
Структурная схема контура регулирования тока с ЗИТ, разработанная в среде Simulink, представлена на рисунке 4.5
Осциллограмма тока в контуре регулирования тока с использованием ЗИТ, представлена на рисунке 4.6

Рисунок 4.4 - Структурная схема ЗИТ
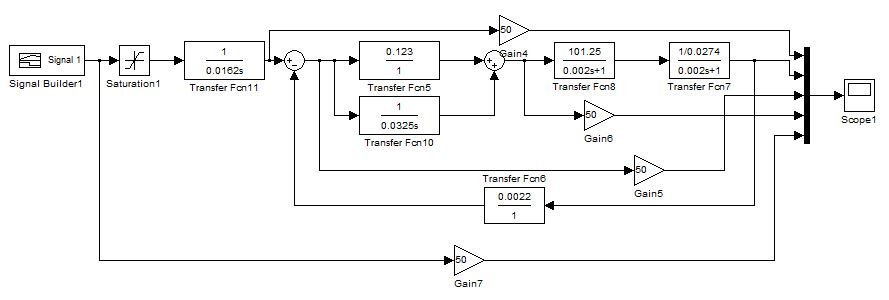
Рисунок 4.5 - Структурная схема контура регулирования тока с ЗИТ, разработанная в среде Simulink
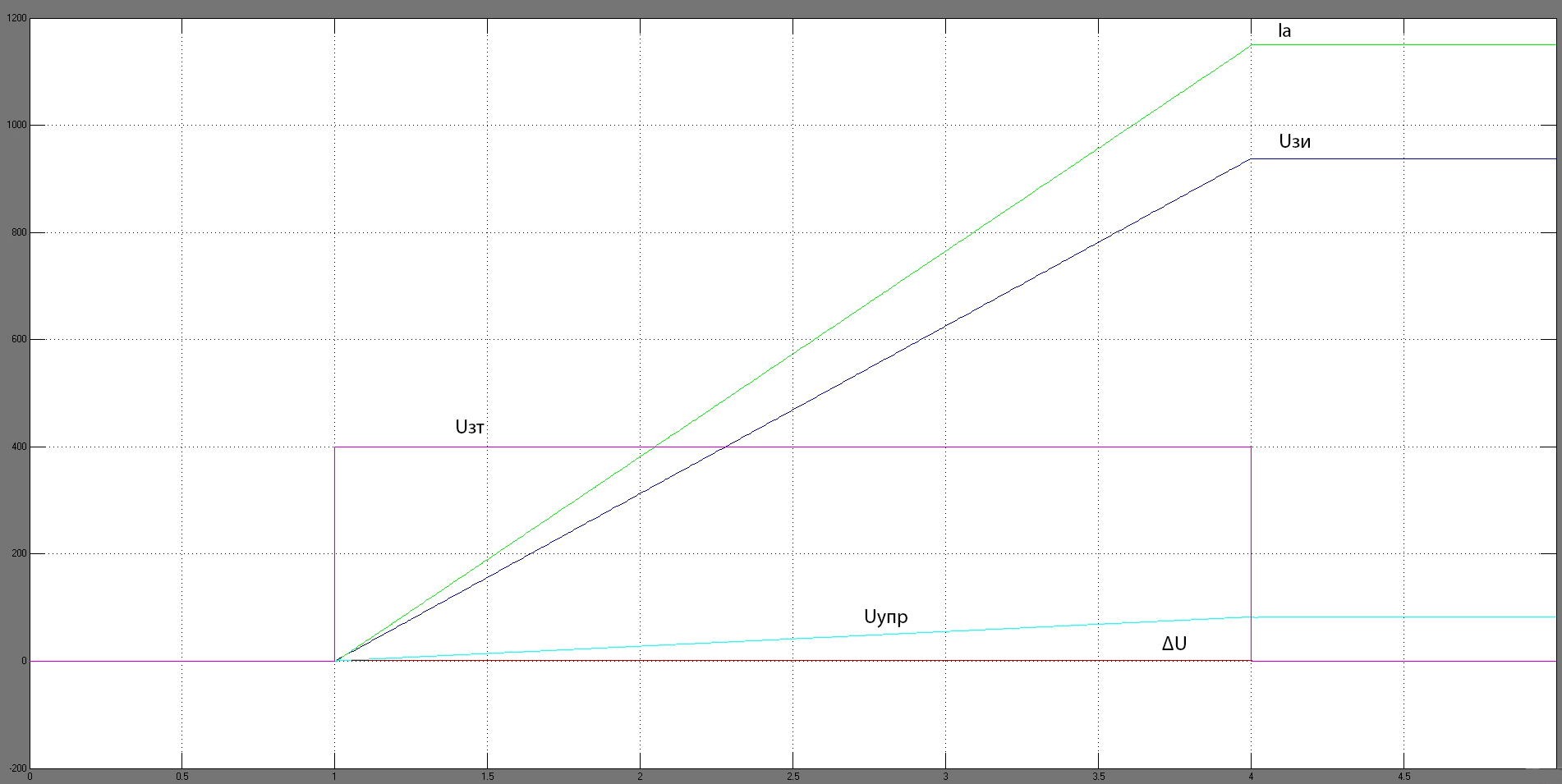
Рисунок 4.6 –Осциллограмма тока в контуре регулирования тока с ЗИТ
4.3 Контур регулирования скорости
Рассчитаем статическую просадку скорости при номинальной нагрузке и сделаем вывод о необходимом типе регулятора скорости.
В системе регулирования с П-регулятором скорости статический момент приводит к просадке скорости, равной

Статическая ошибка по положению 

Такая статическая просадка по положению с точки зрения технологии не допустимо большая, поэтому применим двухкратно-интегрирующую систему регулирования скорости, структурная схема которой приведена на рисунке 2.6. Где контур регулирования тока является внутренним по отношению к контуру регулирования скорости. Передаточная функция замкнутого контура тока имеет вид оптимальной передаточной функции второго порядка.
Коэффициент регулятора скорости

Передаточная функция регулятора скорости

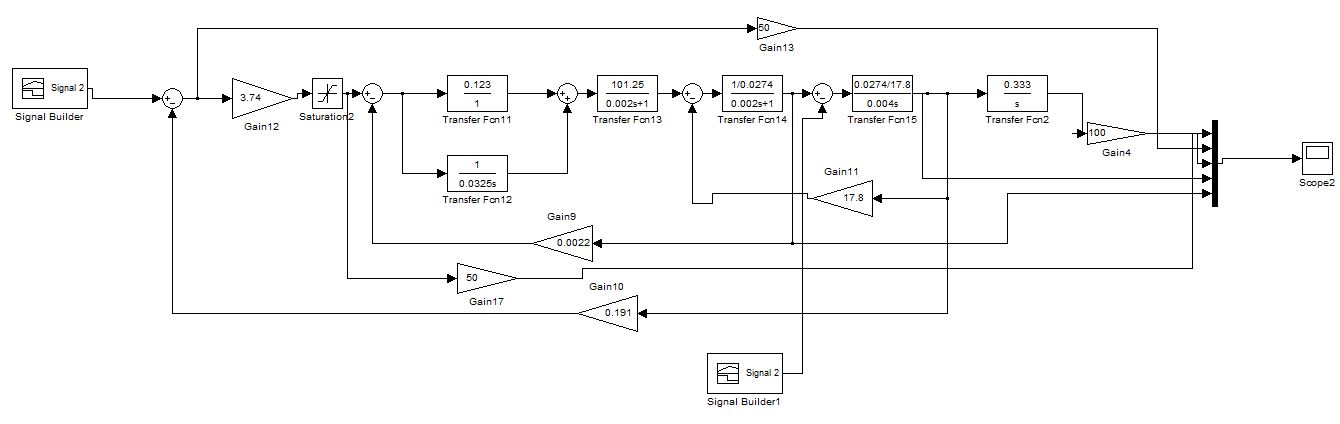
Рисунок 4.7 – Схема контура регулирования скорости, разработанная в среде Simulink
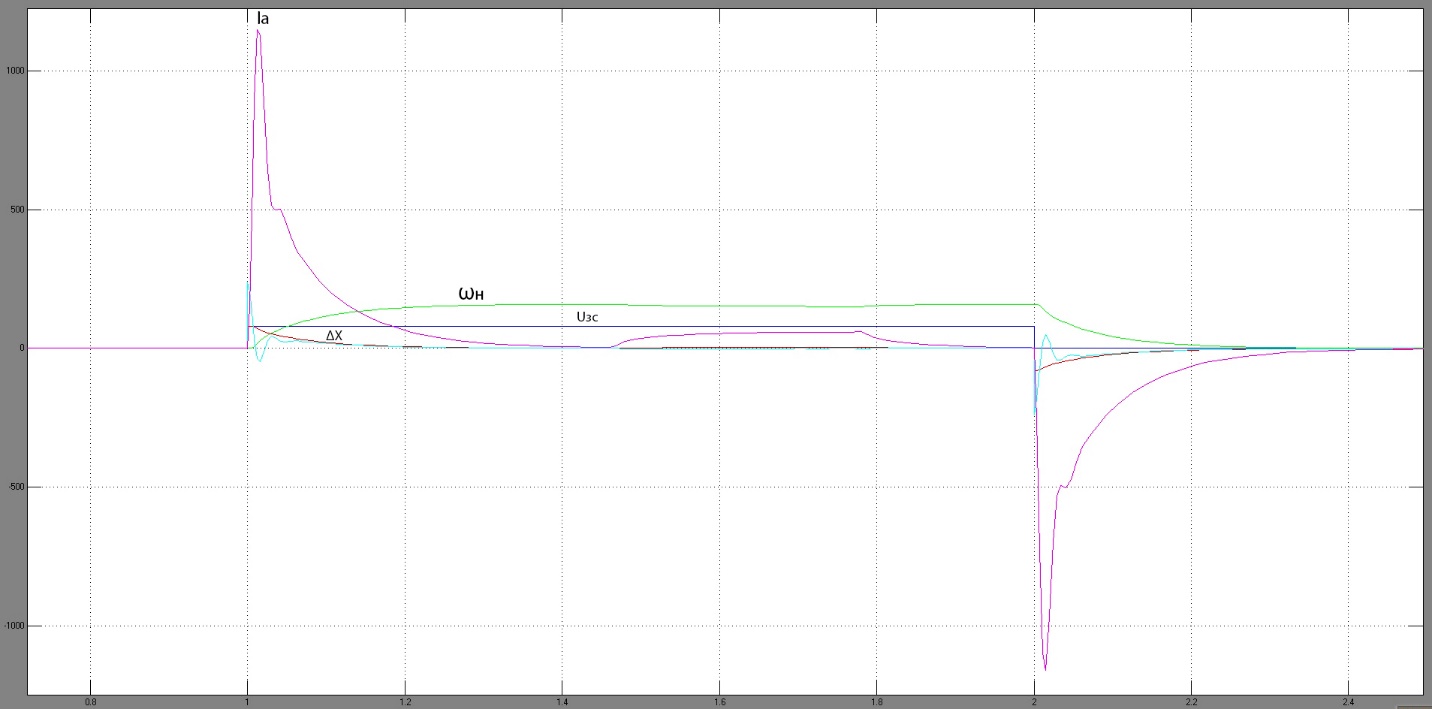
Рисунок 4.8 –Осциллограмма скорости и тока в двукратно-интегрирующем контуре регулирования скорости
6 ЗАЩИТА ЭЛЕКТРОПРИВОДА
В состав тиристорного электропривода наряду с тиристорными преобразователями для питания цепей якоря, возбуждения и системы регулирования электропривода входят узлы защиты и сигнализации.
В тиристорном электроприводе используют следующие виды защит: от аварийных режимов в тиристорном преобразователе, от сверх токов в цепи якоря двигателя и перегрузки его обмотки возбуждения, от исчезновения тока возбуждения двигателя, от превышения частоты вращения двигателя, от снижения уровня изоляции силовых цепей.
Для уменьшения последствий и прекращения аварийного режима используют установку индивидуальных предохранителей к тиристорам, быстродействующим автоматическим выключателей.
Для защиты тиристорного агрегата от перенапряжений применяются демпфирующие RС цепочки с блоками защиты от перенапряжений (БЗП).
Максимальная токовая защита исключает ток, превышающий максимально допустимые значение. Для этого в цепи выпрямленного тока устанавливается шунт, сигнал с которого преобразуется датчиком тока в напряжение пропорциональное току в якорной цепи. При превышении уставки сигнал аварии через узлы ускоренного отключения воздействует на цепи отключения автоматических выключателей. Так же необходима защита от недопустимо большой интенсивности изменения тока в силовой цепи. Эта защита выполняется с помощью специальных реле РДШ (реле «динамический шунт»).
Защита от превышения скорости вращения выполняется с помощью центробежного реле, которое устанавливается на валу двигателя. При превышении уставки под действием центробежных сил контакты реле замыкаются, что приводит к появлению аварийного сигнала.
Защита обмотки возбуждения выполняется с помощью установки шунта в цепи обмотки возбуждения. Принцип как у максимальной токовой защиты.
Защита предотвращающая включение и работу двигателя при отсутствии тока возбуждения, а также исключающая его работу при чрезмерном ослаблении потока выполнена с помощью реле, контролирующих минимально допустимый ток.
Система аварийной сигнализации электропривода предназначена для контроля аварийных ситуаций, при которых электропривод не может находиться в работе и должен быть отключен. Одновременно запоминается сигнал первой аварии, обеспечивается световая сигнализация аварийного состояния и передается сигнал в схему внешней диагностики.
К аварийным ситуациям, приводящим к срабатыванию аварийной сигнализации, относятся:
исчезновение силового напряжения;
недопустимое превышение скорости двигателя;
недопустимое превышение ЭДС двигателя;
недопустимая перегрузка обмотки возбуждения;
отключение возбудителя двигателя;
сгорание двух или более предохранителей в одном плече ТП;
сгорание предохранителей узла защиты от перенапряжений.
В проектируемом электроприводе предусмотрены следующие защиты:
- Максимальная токовая (РДШ);
- От снижения тока возбуждения 0,85 от минимального тока возбуждения;
От повышенного напряжения (РВН) 1,15 от номинального напряжения;
От повышенной скорости вращения (центробежная)1,11,5 от максимальной
скорости вращения;
От перегрузки обмотки возбуждения двигателя (токовое реле) 1,3 от тока
возбуждения двигателя;
От замыкания на землю сопротивление изоляции полюса 50 кОм.
6.1 Защита от перегрузки и коротких замыканий
Для защиты силовых вентилей полупроводниковых преобразователей средней и большой мощности при внешних и внутренних коротких замыканий широко применяются быстродействующие предохранители плавкие, которые являются самыми дешевыми средствами защиты.
Основными показателями предохранителей, характеризующими его защитные свойства, являются номинальное напряжение  , номинальный ток
, номинальный ток  плавкой вставки, тепловые эквиваленты плавления
плавкой вставки, тепловые эквиваленты плавления  и отключения
и отключения  .
.
Предохранитель плавкий характеризуется действующими значениями напряжения и тока, и выбор его производится из следующих условий:
Номинальное напряжение применяемого предохранителя 
Номинальный ток основания предохранителя при установке предохранителя последовательно с вентилем
 ,
,
где n=7–число параллельно включенных вентилей.
Этим условиям удовлетворяет предохранитель плавкий ПП57-39-6-7-1-У3. В структурном условном обозначении предохранителя буквы и цифры означают:
ПП –предохранитель плавкий;
–номер серии;
–номинальный ток основания предохранителя (Iпр.ном=400А);
–номинальное напряжение основания предохранителя (Uпр.ном.=660В);
–способ монтажа;
–с указателем срабатывания, со свободным контактом;
У3 –климатическое исполнение и категория размещения.
Номинальный ток плавкой вставки
 ,
,
где кзап. –коэффициент запаса по току, не менее 1,2.
Повышение качества катанки из углеродистых марок сталей