Механизмы, узлы и детали
- Основные определения курса. Классификация механизмов, узлов и деталей. Стадии разработки при проектировании деталей и узлов машин.
Машина – это устройство, выполняющее движение для преобразования энергии, материалов и информации с целью облегчения умственного и физического труда человека (автомобиль, трактор, металлорежущий станок, ЭВМ и т. д.).
Привод – устройство, приводящее в движение машину или механизм; состоит из источника энергии (электродвигатель), передаточного механизма (редуктор, коробка передач) и аппаратуры управления (гидравлической, пневматической, механической и др.).
Изделие – любой предмет или набор предметов производства, изготовленный предприятием.
Деталь – это изделие, изготовленное из однородного по наименованию материала без применения сборочных операций (вал, гайка, болт и т. д.).
Сборочная единица – изделие, составные части которого подлежат соединению между собой сборочными операциями (свинчиванием, пайкой, опрессовкой и т.д.).
Узел – это сборочная единица, состоящая из деталей, имеющих общее функциональное назначение (подшипник, муфта и др.). Узел является составной частью изделия (редуктора, привода и др.).
В машиностроении различают детали и узлы общего назначения (болты, гайки, валы, подшипники, шестерни и т.д.) и специального назначения (штоки, поршни, цилиндры и т.д.).
Курс “Детали машин” включает в себя три раздела:
1). Соединения и детали соединений:
а). Разъемные (можно разбирать и собирать вновь неограниченное число раз без повреждения деталей):
- резьбовые;шпоночные;шлицевые; клеммовые.
б). Неразъемные (невозможно разобрать без разрушения деталей):
- сварные;клеевые;паяные;заклепочные;
Отдельно рассматривают соединения с натягом поскольку они допускают ограниченное число разборок и новых сборок.
2). Механические передачи:
а). Передачи зацеплением:
- зубчатые; червячные;цепные;
б). Передачи трением:
- фрикционные;ременные;
3). Детали, обслуживающие вращательное движение:
- валы и оси;подшипники качения и скольжения;муфты приводов.
Стадии разработки при проектировании деталей и узлов машин.
Каждая новая конструкция должна быть лучше предыдущей. Поэтому перед конструкторами стоит непростая задача – создать машину, которая не уступала бы мировым аналогам по надежности, ресурсу работы и экономичности, обеспечила повышение производительности труда.
Проектирование представляет собой поиск научно обоснованных, технически осуществимых и экономически целесообразных инженерных решений. Основная особенность проектирования – многовариантность.
Современное проектирование включает следующие основные этапы:
1. Техническое задание. Включает в себя: назначение изделия, область применения, условия эксплуатации и технические требования. Техническое задание составляется совместно заказчиком и исполнителем, затем происходит окончательное оформление документа.
2. Техническое предложение. Это конструкторский документ, обосновывающий технико-экономическую целесообразность разработки изделия на основе анализа вариантов возможных решений с учетом достижений науки и техники, патентных материалов, возможностей машиностроительных заводов и смежных отраслей.
3, 4, 5. Эскизный проект (содержит общий вид и сборочные чертежи в эскизной проработке).
3 – оценивают нагрузки и напряжения, определяют характерные отказы и главный критерий работоспособности.
4 – выбор материала конструкции, оценка его механических характеристик, определяют допускаемые значения критериев работоспособности.
5 – составление приближенной математической модели, предварительное определение размеров конструкции, эскизная компоновка и проверочные расчеты по критериям работоспособности.
6. Технический проект. Составление уточненной математической модели, окончательная обработка конструкции, проверочные расчеты по всему комплексу критериев и оптимизация конструкции.
7. Рабочий проект. Окончательное оформление рабочих чертежей, составление рабочей документации, технологических карт, проведение заводских испытаний опытного образца и государственные испытания, выпуск головной партии.
- Понятие работоспособности деталей машин. Критерии работоспособности деталей машин (прочность, жесткость, износостойкость, теплостойкость, вибростойкость).
2.1. Основные критерии работоспособности деталей и узлов машин.
Работоспособность – это состояние изделия, при котором оно способно выполнять заданные функции с параметрами, установленными требованиями нормативно – технической документации.
Основными критериями работоспособности являются:
- прочность;жесткость;износостойкость;теплостойкость;виброустойчивость.
Значение того или иного критерия для данной детали зависит от ее назначения и условий работы.
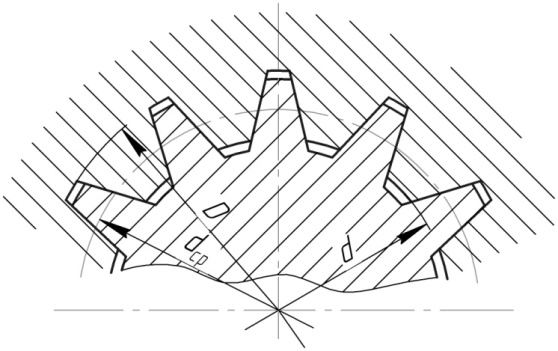
Жесткость – это способность конструкции и ее элементов сопротивляться изменениям формы и размеров. Например, при недостаточной жесткости валов в зубчатой передаче может возникнуть прогиб, который приводит к неравномерности распределения нагрузки по зубьям колес из-за уменьшения площади контакта и заклиниванию подшипников качения из-за перекоса валов (пример см. рис. 2.1.).
Недостаточная жесткость деталей влияет на их взаимное расположение в механизмах, вызывает в подвижных сопряжениях повышенное трение, давление, температуру и др.
Расчет конструкций на жесткость
Различают объемную жесткость (брус, пластина, оболочка) и контактную жесткость, т. е. жесткость, связанную с контактными деформациями поверхностных слоев в местах контакта деталей.
Объемная жесткость оценивается коэффициентом жесткости:
,
где - сила; - вызванная силой деформация.
Величина обратная жесткости называется податливостью:
.
Факторы, влияющие на жесткость:
- модуль упругости (Е, G);
- геометрические характеристики сечения детали (площадь, момент инерции и др.);
- вид нагрузки и типы опор.
Методы повышения жесткости:
- устранение изгиба (т.к. металлы лучше работают (воспринимают) растяжение-сжатие);
- применение материалов с высоким модулем упругости ();
- рациональное расположение и изменение количества опор (что приводит к уменьшению прогиба и плеч изгибающих моментов; см. рис. 2.2.);
- выбор рациональной формы поперечного сечения детали;
- применение в конструкции ребер жесткости (что приводит к изменению геометрических характеристик сечения деталей);
- уменьшение числа стыков (монолитная конструкция обладает большей жесткостью, чем конструкция аналогичного объема, изготовленная с помощью сборочных операций (сварки, свинчивания и т.д.));
- повышение качества поверхности (использование деталей с низкой шероховатостью).
Расчеты на жесткость сводятся к проверкам:
- удлинение;
- прогиб;
- угол поворота сечения при изгибе;
- угол закручивания.
Расчет ведется методами сопротивления материалов.
Виброустойчивость – способность конструкции работать в диапазоне режимов, достаточно далеких от области резонанса (резонанс - совпадение или кратность частоты вынужденных колебаний и частоты собственных колебаний).
Вибрации снижают качество работы машин, увеличивают шум, усиливают изнашивание, вызывают дополнительные переменные напряжения в деталях и усталостное разрушение.
Расчеты на виброустойчивость сводятся к определению частот собственных колебаний механической системы и обеспечению их несовпадения с частотой вынужденных колебаний.
Для снижения колебаний:
- используют маховики и демпферы, рассеивающие энергию колебаний;
- устранение действия внешних сил (например, дополнительных колебаний, вызванных эксплуатируемым в непосредственной близости оборудованием);
- изменение жесткости упругой связи деталей;
- уменьшение шероховатости;
- применение упругих прокладок.
Теплостойкость – способность конструкции работать в пределах заданных температур в течение заданного срока службы.
Нагрев деталей в процессе работы машины приводит к:
- снижению механических характеристик материала и к появлению пластических деформаций (при температуре свыше 300 );
);
- уменьшению зазоров в подвижных сопряжениях деталей, что приводит к схватыванию, заеданию, заклиниванию;
- снижению вязкости масла (т. е ухудшаются смазочные свойства масляного слоя).
Для обеспечения нормального теплового режима работы должен быть обеспечен тепловой баланс, т. е. сравнивают количество выделенной теплоты с количеством отведенной теплоты в единицу времени:
 ;
;
определяют рабочую температуру  и сравнивают с допускаемой:
и сравнивают с допускаемой:
 .
.
Если условия не выполняются, то применяют:
- искусственное охлаждение,
- проектируют охлаждающие ребра,
- увеличивают размеры корпуса;
- заменяют пары скольжения парами качения;
- применяют материалы с малым коэффициентом линейного расширения.
Износостойкость – свойство материала оказывать сопротивление изнашиванию. Изнашивание - процесс разрушения и отделения материала с поверхности тела при трении, который приводит к постепенному изменению размеров и формы. До 90% деталей подвижных сопряжений машин выходят из строя из-за износа.
Существуют различные виды изнашивания:
- усталостное изнашивание. При контакте деталей в них возникают контактные напряжения . В результате циклического нагружения на трущейся поверхности 1 образуются усталостные микротрещины 2. Смазочный материал, попадая в микротрещины, способствует их расклиниванию 3 и выкрашиванию частиц 4 металла, в результате чего на поверхности детали появляются мелкие ямки (питтинг), см. рис. 2.3. Такой износ характерен для зубчатых и фрикционных передач, подшипников качения.
- абразивное изнашивание. Это разрушение поверхностных слоев материала трущихся пар твердыми абразивными частицами. Зерна абразива могут попадать на трущиеся поверхности извне, содержаться в материале трущихся пар или в продуктах износа. Методы борьбы: упрочнение поверхностей;
- водородное изнашивание. При работе узлы трения нагреваются, идет выделение водорода, который оседает на поверхности материала и проникает вглубь детали, вызывая охрупчивание, множество микротрещин и образование мелкодисперсного порошка материала. Методы борьбы: использовать стали легированные хромом, титаном, ванадием; снижение температуры в зоне контакта;
- молекулярно-механическое изнашивание. При больших давлениях происходит разрушение защитных масляных пленок на поверхностях сопряженных деталей. Отдельные участки поверхности могут вступить в молекулярный контакт. Происходит схватывание, а последующее перемещение поверхностей вызывает разрушение мест соединений (возникают задиры и борозды). Методы борьбы: повышение твердости за счет термообработки, использование специальных смазок, применение покрытий;
- коррозионно-механическое изнашивание (фреттинг-коррозия). Разрушение поверхности происходит под действием двух одновременных процессов: коррозии и механического изнашивания. Возникает при очень малых относительных перемещениях (колебаниях) сопряженных поверхностей, при этом происходит разрушение оксидных пленок, образуются ямки и порошок. Продукты износа не удаляются из зоны контакта и превращаются в абразивные частицы. Методы борьбы: уменьшение относительных смещений, поверхностное упрочнение, гальванопокрытия, напыление.
Износ вызывает:
- потери точности;
- снижение КПД;
- увеличение шума;
- увеличение вибрации;
- увеличение зазоров.
Меры борьбы с изнашиванием:
- замена сухого трения жидкостным (хорошее смазывание);
- увеличение твердости (например, закалка снижает износ в 2 раза) и чистоты обработки поверхностей;
- подбор материалов трущихся пар (например, использование антифрикционных материалов).
Прочность – это способность конструкции и ее элементов выдерживать внешние воздействия (нагрузки) без разрушения и появления недопустимых остаточных деформаций. Прочность является важнейшим критерием работоспособности. Ему должны удовлетворять все детали.
Расчеты элементов конструкции на прочность будем осуществлять:
1). С помощью метода допускаемых напряжений. Т.е. определяют максимальные напряжения в опасном сечении и сравнивают их с допускаемыми, используя условие прочности:
- при растяжении и сжатии;
- при сдвиге;
- при кручении;
- при изгибе.
Пример: Определить диаметр стального стержня при воздействии на него растягивающей силы кН, МПа.
Решение:
1. Воспользуемся формулой для определения действительных напряжений:
;
2. Определим площадь поперечного сечения:
;
3. Используя данные формулы определим диаметр стержня:
мм.
2). С помощью определения коэффициента запаса прочности. Т.е. прочность деталей машин оценивают сравнением действительного коэффициента запаса прочности s рассчитываемой детали с допускаемым коэффициентом запаса прочности :
.
Коэффициент запаса прочности, показывает во сколько раз допускаемое напряжение больше опасного (для пластичных материалов , для хрупких ).
Для выбора допускаемых коэффициентов запаса прочности в машиностроении пользуются двумя методами: табличным и дифференциальным.
Дифференциальный метод использует формулы, которые учитывают различные факторы, влияющие на прочность рассчитываемой детали:
 ,
,
где - коэффициент, учитывающий точность определения действующих на деталь нагрузок и возникающих в ней напряжений; - коэффициент, учитывающий однородность материала детали; - коэффициент, учитывающий специфические требования безопасности рассчитываемой детали.
При точных методах расчета рекомендуется принимать и при расчетах средней точности - 1,2...1,6.
Коэффициент для стальных деталей из поковок и проката равен 1,2... 1,5; для деталей из стального литья - 1,5...1,8; для чугунных деталей - 1,5...2,5.
Коэффициент ; большие значения - для дорогостоящих деталей и повышенной надежности.
Методы повышения прочности:
- механическое упрочнение (обкатка роликами, обдувка дробью и др.);
- закалка ТВЧ;
- химическое упрочнение (цементация, азотирование, цианирование);
- термо-механическое упрочнение.
- Понятие экономичности деталей машин. Критерии экономичности (производительность, энергоемкость, материалоемкость, технологичность, эргономичность, экологичность, эстетичность).
Экономичность – минимальная стоимость затрат на проектирование, изготовление и эксплуатацию изделий.
Критериями экономичности являются:
Достижение экономического эффекта за счет совершения большего числа операций в единицу времени (например, с помощью внедрения в процесс производства современного высокопроизводительного оборудования) называют производительностью.
Достижение экономического эффекта за счет повышения КПД (например, путем уменьшения потерь не трение, на перемешивание масла и т.д.) называют энергоемкостью.
Достижение экономического эффекта за счет минимизации массы и габаритов изделия (например, с помощью более рационального выбора материалов, применения стандартных элементов и др.) называют материалоемкостью.
Технологичность – это приспособленность изделия к его изготовлению с помощью передовых технологий.
Унификация и стандартизация – применения наиболее рациональных форм и размеров деталей и узлов (например, замена деталей специального назначения в узле на детали общего назначения).
Достижение экономического эффекта за счет обеспечения положительного психологического климата при работе человека с изделием называют эстетичностью.
Достижение экономического эффекта за счет соответствия машины физиологическим и антропометрическим особенностям человека (например, более удобное расположение рычагов (тумблеров, кнопок) управления, рассчитанное на среднего человека и т.д.), называют эргономичностью.
Достижение экономического эффекта за счет положительного взаимодействия с окружающей средой (например, установка дополнительных очистных агрегатов, безотходное производство и т.д.) называют экологичностью.
- Понятие надежности деталей машин. Критерии оценки надежности (безотказность, долговечность, ремонтопригодность, сохраняемость). Методы оценки надежности деталей. Основные способы повышения надежности деталей и узлов машин.
Надежность – это свойство изделия выполнять в течение заданного времени свои функции, сохраняя установленные эксплуатационные показатели в заданных пределах.
Основными критериями надежности являются: безотказность, долговечность, ремонтопригодность, сохраняемость.
Безотказность – свойство изделия непрерывно сохранять работоспособность в течение заданного времени.
Отказ – событие, заключающееся в полной или частичной утрате работоспособности.
Безотказность характеризуется – вероятностью безотказной работы  и интенсивностью отказов
и интенсивностью отказов  .
.
Под вероятностью безотказной работы  понимают вероятность того, что в заданном интервале времени не произойдет отказ изделия.
понимают вероятность того, что в заданном интервале времени не произойдет отказ изделия.
Вероятность безотказной работы определяют по формуле:
 ,
,
где N – первоначальное число изделий; n – число отказавших изделий за время t.
Вероятность безотказной работы сложного изделия равна произведению вероятностей безотказной работы отдельных его элементов:
 .
.
Интенсивность отказов  - отношение числа n отказавших в единицу времени t изделий к числу изделий
- отношение числа n отказавших в единицу времени t изделий к числу изделий  , исправно работающих в данный момент:
, исправно работающих в данный момент:
 .
.
Вероятность безотказной работы можно оценить по интенсивности отказов:
 .
.
Пример: По результатам испытания в одинаковых условиях партии изделий из шт. после наработки 5000 ч. наблюдали отказы шт. изделий, то вероятность безотказной работы этих изделий:
.
Долговечность – свойство изделия длительно сохранять работоспособность до наступления предельного состояния при соблюдении норм эксплуатации. Под предельным, понимают такое состояние изделия, при котором его дальнейшая эксплуатация недопустима или нецелесообразна.
Долговечность характеризуется - техничеким и гамма-процентным ресурсами.
Технический ресурс – суммарная наработка изделия от начала эксплуатации до перехода в предельное состояние (в часах, километрах пробега и др.).
Гамма-процентный ресурс – суммарная наработка, в течение которой изделие не достигает предельного состояния с вероятностью  , выраженной в процентах (часто =90%).
, выраженной в процентах (часто =90%).
Наработка – продолжительность или объем работы изделия (в часах, километрах пробега, числах циклов нагружения).
Назначенный ресурс – суммарная наработка, при которой прекращается эксплуатация изделия независимого от его состояния.
Срок службы – календарная продолжительность эксплуатации изделия от начала до перехода в предельное состояние (включает наработку изделия и время простоев).
Ремонтопригодность – это приспособленность изделия к предупреждению, обнаружению и устранению отказов. Важно при проектировании изделия предусмотреть возможность его ремонта (например, замены вышедших из строя элементов, доступность комплектующих и т.д.).
Сохраняемость – свойства изделий сохранять эксплуатационные показатели на время и после сроков хранения.
Пути повышения надежности:
- обоснованный выбор материала конструкции (т.е. определение физико-механических свойств; вида, размеров и способа получения заготовок);
- уменьшение числа деталей в узлах (за счет использования рациональных конструкторских решений);
- обоснованное назначение размеров (т.к. с увеличением размеров детали растет в объеме детали и количество дефектов (вакансий, дислокаций, раковин));
- тщательный контроль при изготовлении и эксплуатации;
- применение предохранительных устройств и резервирования (дублирование важнейших элементов конструкции (например, наличие двух и более двигателей в самолете)).
- правильный выбор режима работы;
- защита от воздействия внешней среды.
5. Циклы напряжений в деталях машин. Виды нагрузок, учитываемых при расчетах деталей машин (расчетная, эквивалентная, номинальная и др.).
3.1. Циклы напряжений в деталях машин.
Многие детали машин или их элементы (валы, оси, зубчатые колеса, дорожки тел качения и т.д.) работают в условиях, когда возникающие в них напряжения периодически изменяют свое значение или значение и знак.
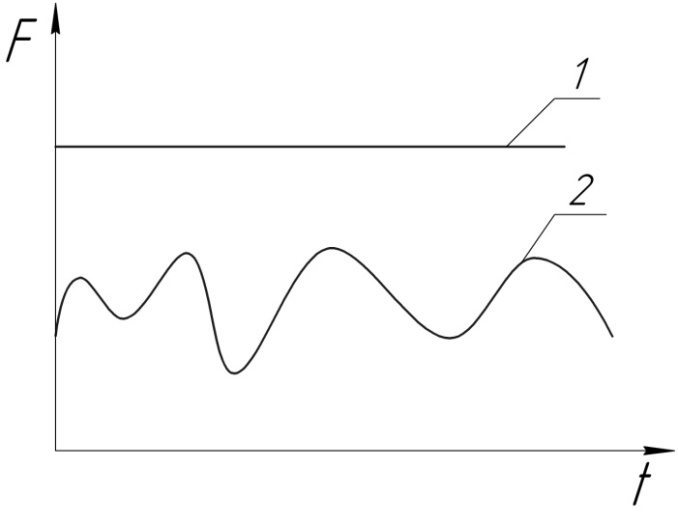
По характеру изменения во времени внешние нагрузки в машинах делят на:
- статические (постоянные) – не изменяются во времени или изменяются достаточно медленно;
- динамические (переменные) – т.е. изменяются во времени (см. рис. 3.1).
Причиной изменения напряжений могут быть как постоянные (например, при вращении вала, нагруженного изгибающим моментом, одни и те же участки вала оказываются то в растянутой, то в сжатой зоне или при поочередном входе в зацепление зубьев колес в зубчатой передаче), так и переменные внешние нагрузки (например, для автомобиля переменность нагрузки может быть связана: с качеством дороги (асфальт, грунтовка) или с остановом и разгоном у светофора).
Номинальная нагрузка – нагрузка, соответствующая наиболее характерному режиму эксплуатации детали (в соответствии с выбранным критерием работоспособности), например, наиболее длительно действующая нагрузка.
Рабочая нагрузка – нагрузка, воспринимаемая деталью в процессе эксплуатации машины. Для исполнительного органа внешняя нагрузка и является рабочей.
Расчетная нагрузка – нагрузка, определяющая размеры и формы детали, соответственно рассматриваемому критерию прочности.
Эквивалентная нагрузка – такая постоянная нагрузка, которая по воздействию на деталь эквивалентна всем основным и дополнительным нагрузкам (т. е. заданную переменную нагрузку можно заменить постоянной – равноценной по повреждающему действию на деталь за тот же период времени).
Нагрузки могут быть заданы как усилие, крутящий момент или мощность.
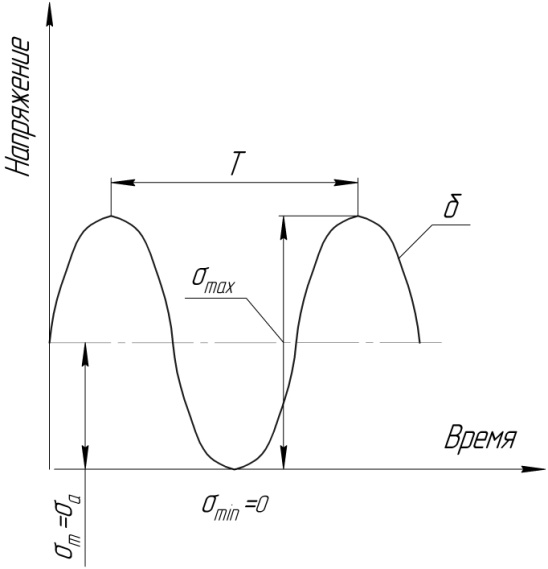
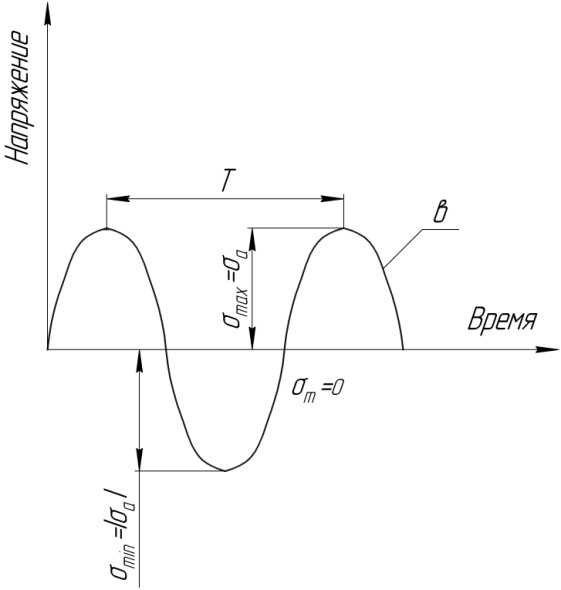
Характеристикой напряженного состояния детали является цикл напряжений.
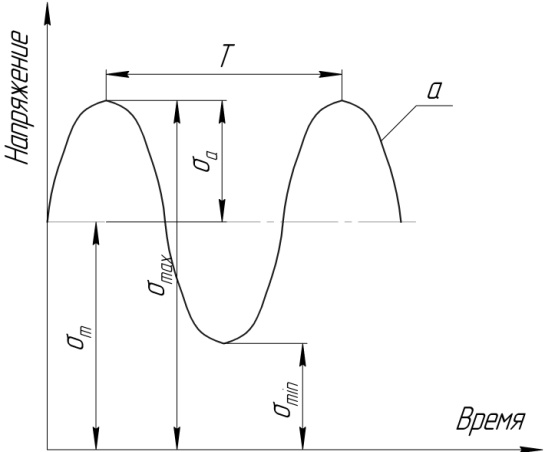
Цикл напряжений – совокупность последовательных значений напряжений за один период при регулярном нагружении (см. рис. 3.2 - 3.4).
Т - период (продолжительность одного цикла);
 - максимальное напряжение;
- максимальное напряжение;
 - минимальное напряжение;
- минимальное напряжение;
 - среднее напряжение;
- среднее напряжение;
 - амплитуда цикла (абсолютная величина – без учета знака);
- амплитуда цикла (абсолютная величина – без учета знака);
 - коэффициент асимметрии цикла (является основной характеристикой цикла).
- коэффициент асимметрии цикла (является основной характеристикой цикла).
;
;
;
;
.
Этот цикл является наиболее неблагоприятным для работы детали, т. к. характеризуется изменением не только значения, но и знака действующих напряжений (знакопеременный цикл).
Если  , то значит действуют постоянные статические напряжения
, то значит действуют постоянные статические напряжения
6.Усталость материалов деталей машин. Влияние различных факторов (поверхностного упрочнения, абсолютных размеров и т.д.) на предел выносливости деталей машин.
.Усталость материалов деталей машин.
Опыты показывают, что при длительном воздействии переменных нагрузок, разрушение деталей наступает при напряжениях, значительно меньших предела прочности .
При работе детали в условиях перемены напряжений в материале возникают микротрещины, которые постепенно развиваются, проникая в глубь, поперечное сечение детали ослабляется и наступает внезапное разрушение (предел прочности сильно уменьшается), называемое усталостным. Под усталостью понимают процесс постепенного накопления повреждений материала (трещин) под действием переменных напряжений.
Способность материала воспринимать многократные действия переменных напряжений от заданной нагрузки без разрушения называют сопротивлением усталости.
Для оценки сопротивляемости материала действию переменных напряжений используют предел выносливости, который определяют с помощью испытания на сопротивление усталости (на выносливость) партии из 15-20 стандартных образцов, доводимых до разрушения при различных значениях напряжений  .
.
Задавая образцам различные значения напряжений  , определяют число циклов N, при котором произошло их разрушение. По полученным данным строят кривые усталости (кривые Веллера), см. рис. 3.5.
, определяют число циклов N, при котором произошло их разрушение. По полученным данным строят кривые усталости (кривые Веллера), см. рис. 3.5.
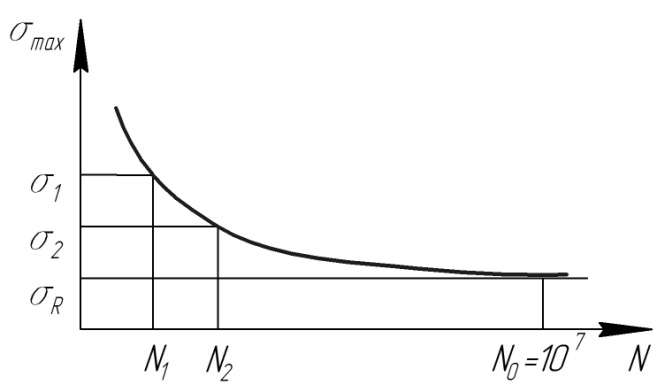
Для большинства сталей после циклов кривая усталости становится горизонтальной, т.е. образцы не разрушаются. Поэтому базу испытаний ограничивают .
Пределом выносливости () называют наибольшее напряжение цикла, при котором не происходит усталостное разрушение образца при достижении базы испытания.
Для образцов и деталей при коэффициенте асимметрии цикла () пределы выносливости при нормальных напряжениях обозначают  . Для сталей можно принять ; .
. Для сталей можно принять ; .
Влияние концентрации напряжений на предел выносливости.
Возле отверстий, шпоночных пазов, у оснований резьбы, в местах, где резко меняется площадь поперечного сечения деталей, напряжение распределяется неравномерно, т.е. возникает концентрация напряжений. Влияние концентрации напряжений на предел выносливости учитывают эффективным коэффициентом концентрации напряжений :
,
где - предел выносливости гладкого образца; - предел выносливости образца (детали) с концентратором напряжений при том же виде нагружения.
Для наиболее характерных концентраторов напряжений значения приведены в соответствующих таблицах.
Влияние абсолютных размеров детали на предел выносливости.
Опытным путем установлено, что с увеличением абсолютных размеров детали их предел выносливости снижается, так как с увеличением размеров детали растет в объеме детали и количество дефектов (вакансий, дислокаций, раковин, шлаковых включений и др.), а, следовательно, возрастает вероятность того, что данные дефекты попадут в зону концентрации напряжений. Влияние абсолютных размеров детали на предел выносливости учитывают коэффициентом влияния абсолютных размеров поперечного сечения :
,
где - предел выносливости стандартного лабораторного образца диаметром ; - предел выносливости образца (детали) диаметром .
Значения для различных материалов и размеров поперечных сечений приведены в соответствующих таблицах.
Влияние качества обработки поверхности на предел выносливости.
С увеличением шероховатости поверхности детали предел выносливости понижается. Микронеровности поверхности (зависят от качества механической обработки) создают условия для образования микротрещин и сами являются концентраторами напряжений (первичные усталостные микротрещины возникают обычно в поверхностном слое). Влияние состояния поверхности на предел выносливости учитывают коэффициентом влияния качества обработки поверхности :
,
где - предел выносливости испытуемого образца (детали) с определенной обработкой поверхности; - предел выносливости стандартного тщательно отполированного образца.
Значения для различных видов механической обработки приведены в соответствующих таблицах.
Влияние упрочнения поверхности на предел выносливости.
Для повышения несущей способности деталей используют разные способы поверхностного упрочнения: цементацию, закалку ТВЧ, наклеп (накаткой роликами, дробеструйной обработкой). Упрочнение поверхности детали значительно повышает предел выносливости, что и учитывают коэффициентом влияния поверхностного упрочнения :
,
где - предел выносливости образца (детали) с поверхностным упрочнением; - предел выносливости стандартного лабораторного образца.
Значения для различных видов поверхностного упрочнения приведены в соответствующих таблицах.
На практике характеристики сопротивления усталости ответственных деталей определяют экспериментально – с помощью испытаний деталей в условиях, приближенных к условиям эксплуатации. При этом используют коэффициенты снижения предела выносливости и , учитывающие все приведенные выше коэффициенты:
и .
Тогда предел выносливости детали в рассматриваемом сечении:
и ,
где - предел выносливости гладких стандартных образцов.
7.Контактная прочность деталей машин и методы ее повышения.
Работоспособность некоторых деталей машин (фрикционные, зубчатые, червячные и цепные передачи, подшипники качения) определяет контактная прочность, т.е. прочность их рабочих поверхностей, контактирующих под нагрузкой. Разрушение поверхностей происходит из-за действия контактных напряжений в месте контакта двух прижатых друг к другу деталей, см. рис. 3.6.
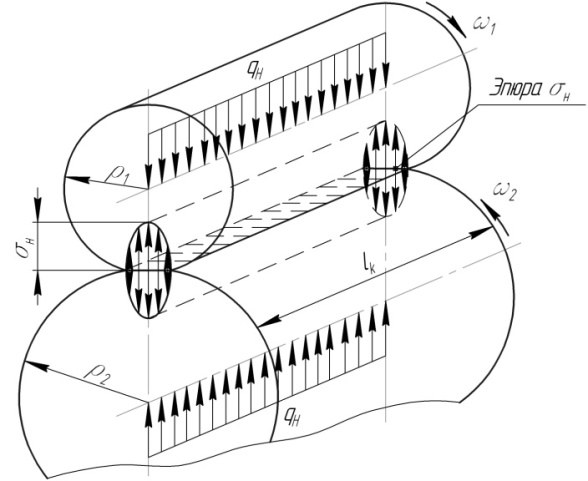
Контактные напряжения обозначают , индекс Н в честь немецкого ученого Герца (Hertz), который в 1882 г. первым дал решение задачи о напряженном состоянии в зоне контакта (контактная задача).
При отсутствии внешней нагрузки начальный контакт криволинейных поверхностей происходит в точке (контакт двух шаров) или по линии (контакт двух цилиндров). После приложения внешней нагрузки начальный контакт переходит в контакт по малой площадке, в пределах которой действуют контактные напряжения, быстро убывающие по мере удаления от зоны контакта, см. рис. 3.6.
Если величина контактных напряжений больше допускаемой (), то на поверхности деталей возникают вмятины, борозды, раковины и трещины.
Величина контактных напряжений определяется по формуле Герца, полученной для зоны касания двух цилиндров по общей образующей:
,
где - упругая постоянная материалов соприкасающихся тел, определяемая по формуле:
;
- удельная контактная нагрузка;
- нормальное усилие между цилиндрами;
- длина контактной линии;
- модули упругости материалов контактирующих тел;
- коэффициенты Пуассона материалов контактирующих тел;
- приведенный радиус кривизны;
- приведенный модуль упругости.
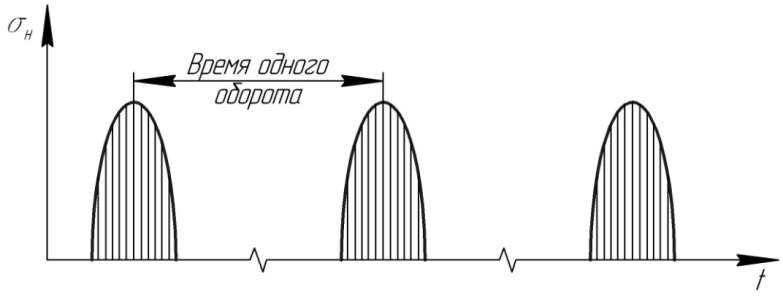
При вращении цилиндров под нагрузкой каждая точка их сопряженных поверхностей нагружается только во время прохождения зоны контакта, а контактные напряжения в этих точках изменяются по прерывистому отнулевому циклу (рис. 3.7).
Циклическое действие контактных напряжений является причиной усталостного разрушения сопряженных поверхностей (на поверхностях контакта возникают усталостные микротрещины).
Методы увеличения контактной прочности деталей машин:
- увеличение поверхностной твердости;
- уменьшение шероховатости;
- применение смазки;
8.Общие сведения и классификация сварных соединений
. Общие сведения о сварке.
Сварка – это процесс получения неразъемного соединения, которое образуется за счет сил межатомного взаимодействия материалов путем местного нагрева соединяемых деталей.
Сварные соединения – наиболее распространенный и совершенный тип неразъемных соединений. Сваркой соединяют детали из конструкционных углеродистых и легированных сталей, цветных сплавов и неметаллов. Сварные соединения широко применяют в строительстве (например, сварные конструкции мостов, лестниц и др.), в машиностроении от единичного до массового типов производства (например, при производстве станин, рам, корпусов редукторов, кузовов автомобилей, трубопроводов и др.) и других отраслях промышленности.
Достоинства сварных соединений:
- низкая стоимость изготовления, вследствие малой трудоемкости сварки и простоты конструкции сварного шва (не требуется моделей, форм или штампов);
- низкая металлоемкость (по сравнению с заклепочными соединениями экономия металла 15-20%, с литыми конструкциями - 30%);
- герметичность и плотность соединения;
- возможность автоматизации процесса сварки;
- возможность сварки деталей сложной конфигурации и больших размеров.
Недостатки сварных соединений:
- возможность получения скрытых дефектов сварного шва (трещин, шлаковых включений, раковин и др.);
- трудность контроля качества сварного шва;
- коробление деталей из-за неравномерности нагрева в процессе сварки (особенно характерно для тонкостенных деталей);
- низкая прочность при переменных режимах нагружения (сварной шов является сильным концентратором напряжений).
В современном машиностроении используют разнообразные способы сварки. Наиболее широкое распространение получила электрическая сварка – электродуговая и контактная.
При электродуговой сварке металл в зоне соединения доводится до расплавления, а соединение образуется после отвердевания металла. Электродуговая сварка, бывает трех видов:
- автоматическая – высокопроизводительна и экономична, обеспечивает высокое качество сварного шва (используется в массовом и серийном производстве, в конструкциях с длинными швами);
- полуавтоматическая (используется в конструкциях с короткими прерывистыми швами, в серийном производстве);
- ручная – малопроизводительна, качество шва в значительной степени зависит от квалификации сварщика (применяют в единичном и мелкосерийном производстве).
Для защиты расплавленного материала от вредного действия окружающего воздуха на поверхность электрода наносят толстую защитную обмазку, которая выделяет большое количество шлака и газа, образуя изолирующую среду, или производят сварку под слоем флюса.
При контактной сварке разогрев происходит при прохождении электрического тока между двумя электродами, сдавливающими соединяемые детали. Металл в зоне соединения доводится не до жидкого (электродуговая сварка), а только до пластичного состояния. Контактная сварка бывает:
- стыковая – соединение образуется за счет сдавливания предварительно нагретых торцов соединяемых деталей;
- точечная – соединение образуется в отдельных точках, к которым подводят электроды сварочной машины, а не по всей поверхности стыка;
- шовная (роликовая) - соединение выполняют с помощью электродов, имеющих форму роликов (шов имеет вид узкой непрерывной ленты, расположенной вдоль стыка деталей).
Классификация сварных соединений.
1). По взаимному расположению свариваемых деталей сварные соединения подразделяются на:
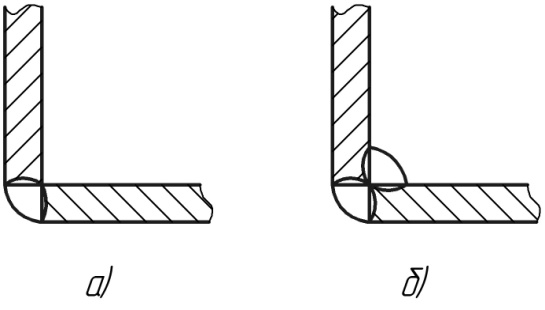
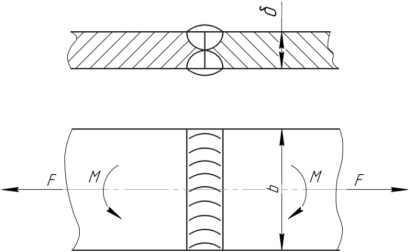
- стыковые соединения или соединения встык (С) - свариваемые элементы примыкают торцевыми поверхностями друг другу (рис. 4.1.). Соединения встык являются наиболее надежными и простыми из всех сварных соединений и зачастую применяются в конструкциях подверженных воздействию переменных напряжений.
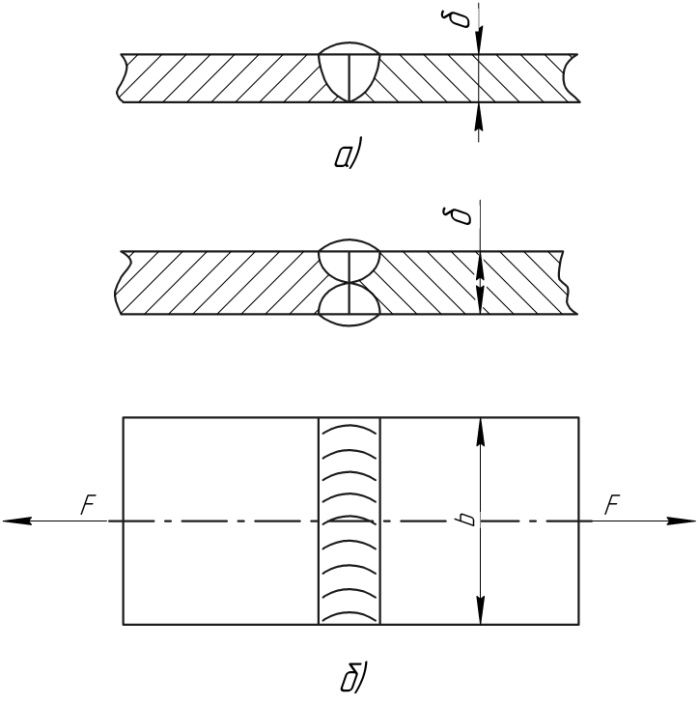
Соединения встык выполняют с помощью стыковых швов, которые в зависимости от толщины соединяемых деталей выполняют односторонними (рис. 4.1, а) или двусторонними (рис. 4.1, б), т.к. при значительной толщине соединяемых элементов одностороннего шва может быть недостаточно для надежного соединения.
Соединение встык используют для сварки не только листов и полос, но также труб, уголков, швеллеров и других фасонных профилей.
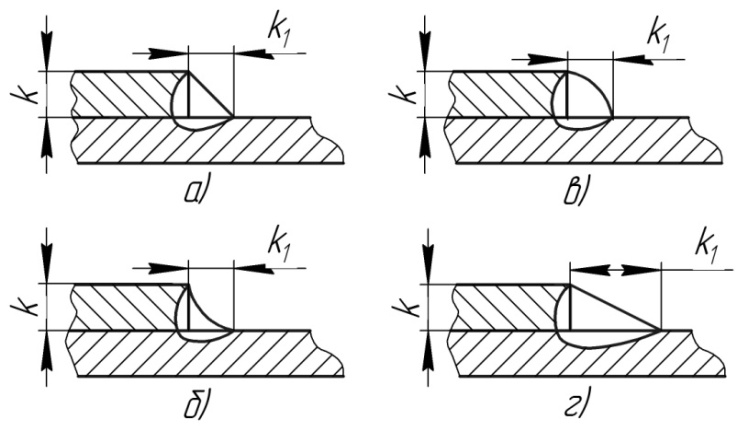
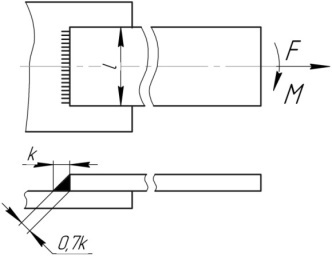
- нахлесточные соединения или соединения внахлестку (Н) - боковые поверхности соединяемых элементов частично перекрывают друг друга (рис. 4.2.). Соединения внахлестку выполняют с помощью угловых швов с различной формой поперечного сечения:
- нормальные - профиль представляет собой равнобедренный треугольник ( – катет шва, равный толщине меньшей из соединяемых деталей, но не менее 3 мм.), см. рис. 4.2, а.;
- вогнутые – имеют, благодаря своему профилю, малую концентрацию напряжений, применяются в ответственных конструкциях при переменных нагрузках; вогнутый профиль получают механической обработкой шва, что повышает стоимость соединения, рис. 4.2, б.;
- выпуклые – образуют резкое изменение сечения деталей в месте соединения, что является причиной повышенной концентрации напряжений, рис. 4.2, в.;
- специальные - профиль представляет собой неравнобедренный прямоугольный треугольник (), применяются при переменных нагрузках, значительно снижают концентрацию напряжений, рис. 4.2., г.
- тавровые соединения или соединения втавр (Т) - торец одного элемента под углом (обычно прямым) приварен к боковой поверхности другого элемента. Соединения втавр выполняют либо угловыми швами, рис. 4.3, а, либо стыковым швом, рис. 4.3, б.
- угловые соединения (У) - соединяемые элементы приваривают по кромкам один к другому, см. рис. 4.4.
2). В зависимости от типа сварного шва различают сварные соединения:
- со стыковыми швами (в стыковых и тавровых соединениях);
- с угловыми швами (в нахлесточных, тавровых и угловых соединениях), не применяют в силовых конструкциях, т.к. имеют большей эффективный коэффициент концентрации напряжений .
По отношению к действующей нагрузке угловые швы делят на:
- лобовые - расположены перпендикулярно линии действия силы (рис. 4.5);
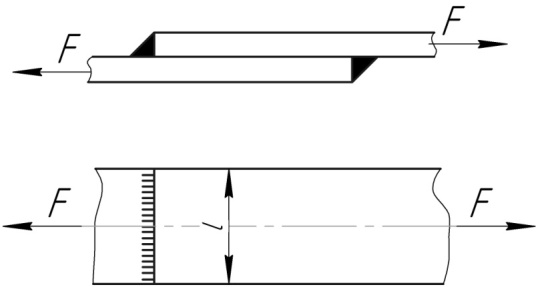
Рис. 4.5. Лобовой шов.
- фланговые - расположенные параллельно линии действия силы (рис. 4.6);
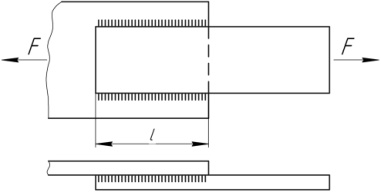
Рис. 4.6. Фланговый шов.
- комбинированные - состоят из сочетания лобовых и фланговых швов (рис. 4.7);
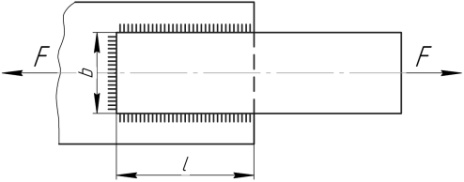
Рис. 4.7. Комбинированный шов.
- косые – расположенные под углом к линии действия силы (рис. 4.8).
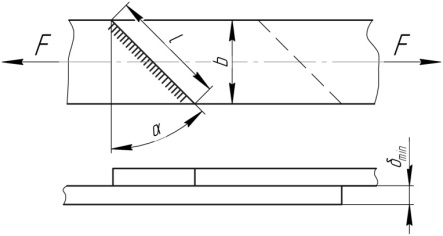
Рис. 4.8. Косой шов.
9.Расчет на прочность сварных стыковых соединений (при различных условиях нагружения).
Стыковые соединения наиболее предпочтительны, т. к. стыковой шов обладает примерно той же прочностью, что и основной металл соединяемых деталей, вследствие малой концентрации напряжений.
Практикой установлено, что при действии постоянных нагрузок разрушение соединений, выполненных сваркой встык, происходит в большинстве случаев не по шву, а в так называемой зоне термического влияния, где из-за высокой местной температуры происходит понижение физико-механических свойств основного металла (рис. 4.9).
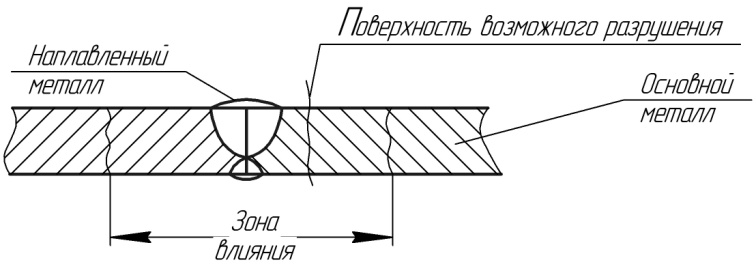
Поэтому расчет на прочность стыковых соединений проводят по номинальному сечению деталей в этой зоне - утолщение (наплыв металла) не учитывают. В зависимости от работы стыкового шва его соответственно рассчитывают на растяжение или на сжатие.
Примеры расчета сварных стыковых соединений:
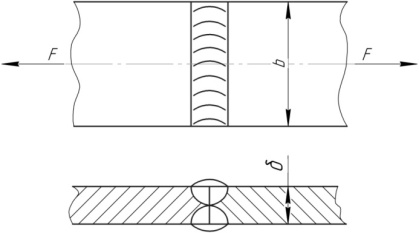
1). Соединение нагружено растягивающей силой F (рис. 4.10.):
,
где - расчетное напряжение в шве при растяжении; - сила, растягивающая или сжимающая соединяемые элементы; - толщина детали , b длина шва (А – площадь поперечного сечения шва); - допускаемое напряжение для шва при растяжении.
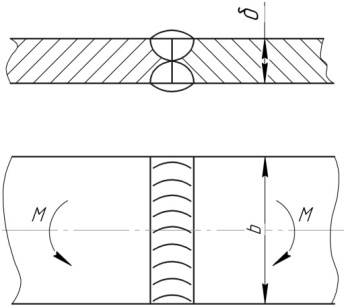
2). Соединение нагружено изгибающим моментом (рис. 4.11.).
,
где - момент сопротивления сечения шва при изгибе.
3). Соединение нагружено растягивающей силой и изгибающим моментом (рис.4.12.).
.
- Расчет на прочность сварных нахлесточных и тавровых соединений (при различных условиях нагружения).
Расчет сварных нахлесточных соединений.
Сварное нахлесточное соединение выполняют фланговыми, лобовыми или косыми угловыми швами. Угловые швы в конструкциях часто не предназначены для передачи нагрузок, т.к. обладают высокой концентрацией напряжений. Основными характеристиками углового шва являются – катет и – рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение – срез), см. рис. 4.13. Обычно для шва , оптимальная величина катета - . Величина нахлестки должна быть не менее ().
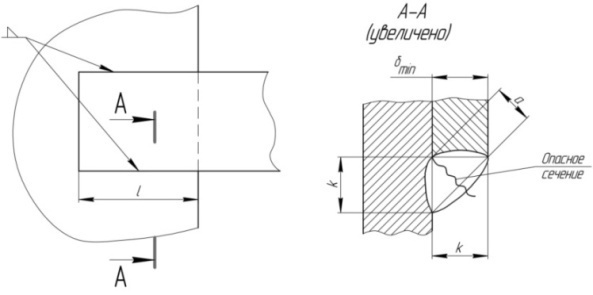
Рис. 4.13.
Длину лобовых и косых швов в нахлесточном соединении не ограничивают, а длину фланговых швов ограничивают интервалом , т.к. в швах длинной менее 30 мм концентрация напряжений достаточна велика (особенно на концах шва), а при длинных швах существует высокая неравномерность в распределении касательных напряжений.
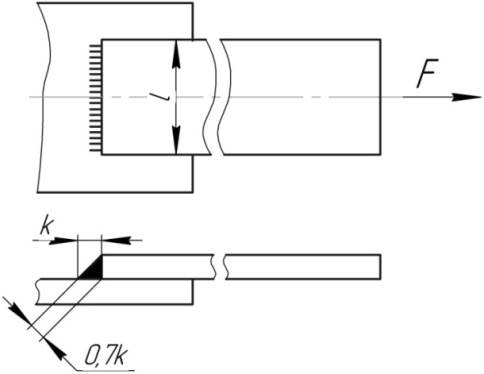
Условие прочности нахлесточного соединения выполненного фланговым швом (рис. 4.6.) имеет вид:
.
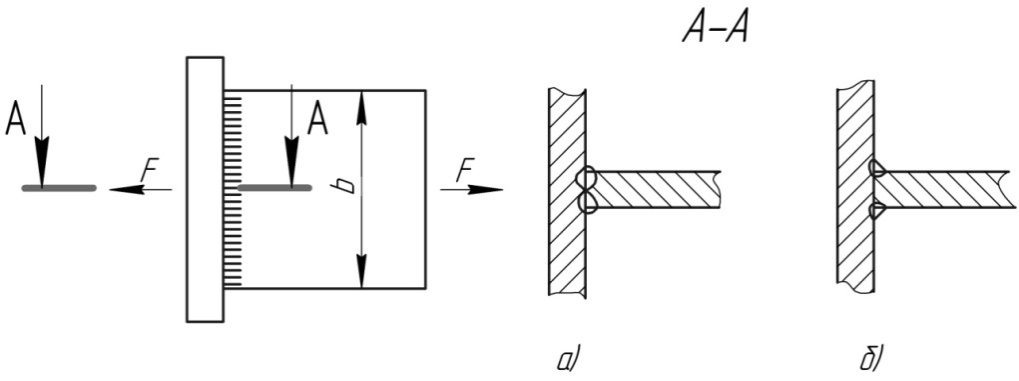
Для уменьшения касательных напряжений лобовые швы накладывают с двух сторон (рис. 4.5.). Расчет лобовых швов (как и фланговых) ведут по напряжениям среза:
.
Применяют также комбинированные швы, состоящие из фланговых и лобовых и косые швы (рис. 4.7. и рис. 4.8.):
,
где - периметр комбинированного шва; - периметр косого шва.
Примеры расчета сварных нахлесточных соединений:
1). Соединение нагружено растягивающей силой (рис. 4.14).
,
где - толщина детали, - длина шва.
2). Соединение нагружено изгибающим моментом (рис. 4.15).
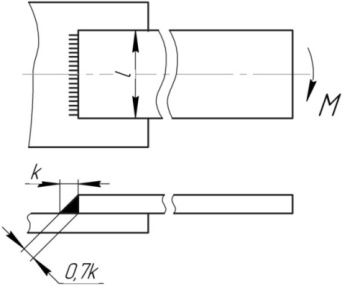
,
где - момент сопротивления сечения шва при изгибе.
3). Соединение нагружено растягивающей силой F и изгибающим моментом (рис. 4.16).
.
4.3.3. Расчет сварных тавровых соединений.
Расчет тавровых сварных соединений (см. рис. 4.3) ведут аналогично стыковым и нахлесточным сварным соединениям в зависимости от используемых типов швов:
- для стыкового шва (швы с глубоким проплавлением, рис. 4.3., а) расчет проводят по нормальным напряжениям растяжения:
;
- для углового шва (рис. 4.3., б) расчет проводят по напряжениям среза:
.
- Допускаемые напряжения для сварных швов при статических и динамических нагрузках.
Основное требование при проектировании сварных конструкций - обеспечение равнопрочности шва и соединяемых им деталей. В соответствии с этим требованием в зависимости от размеров и расположения свариваемых деталей устанавливают соответствующий тип шва данного соединения. Если сварное соединение осуществляется несколькими швами, то их располагают так, чтобы они были нагружены равномерно.
Прочность сварного соединения зависит от:
- качества основного материала (легко или трудно свариваемые);
- совершенства технологического процесса сварки (автоматическая, ручная и т.д.);
- конструкции соединения и способа сварки (от расположения деталей и используемого типа сварного шва);
- характера действующих нагрузок (постоянные или переменные).
Значительно снижают прочность: непровары, шлаковые и газовые включения и т. д. Эти дефекты являются основными причинами образования трещин как в процессе сварки, так и при эксплуатации изделий (особенно при переменных и ударных нагрузках).
Допускаемые напряжения на растяжение основного металла при статических нагрузках:
,
где – допускаемый коэффициент запаса прочности (в зависимости от используемой стали); - предел текучести основного металла; - допускаемое напряжение на растяжение основного металла.
Допускаемые напряжения для сварных швов при статической нагрузке задают в долях от допускаемого напряжения на растяжение основного металла :
- при растяжении (сжатии);
- при срезе.
При переменных нагрузках значения допускаемых напряжений снижают умножением на коэффициент :
,
где - эффективный коэффициент концентрации напряжений; - коэффициент асимметрии цикла; и - числовые коэффициенты.
Верхние знаки в этой формуле принимают, если больше абсолютное значение растягивающего напряжения, а нижние - сжимающего.
Для углеродистых сталей принимают и , а для низколегированных и . Значение эффективных коэффициентов концентрации напряжений для стали принимают в зависимости от типа сварного шва:
- для стыковых швов;
- для лобовых швов;
- для фланговых швов.
Пути повышения прочности сварных соединений:
- применение соответствующего типа сварки и электрода (в зависимости от вида нагрузки и расположения деталей);
- равномерное нагружение сварных швов (симметрично относительно действующей нагрузки);
- применение соответствующего профиля сварного шва (вогнутого, специального и т.д.);
- применение нескольких сварных швов (тем самым увеличиваем общую длину шва и соответственно уменьшаем действующие напряжения).
- Общие сведения и расчет соединений с натягом (привести расчетные случаи).
Соединение двух деталей можно осуществить без применения болтов, шпонок, сварных швов и т.д., для этого достаточно при сборке запрессовать одну деталь в другую (рис. 5.1.). При этом диаметр охватываемой детали (вала) делают больше, чем диаметр отверстия охватывающей детали (втулки).
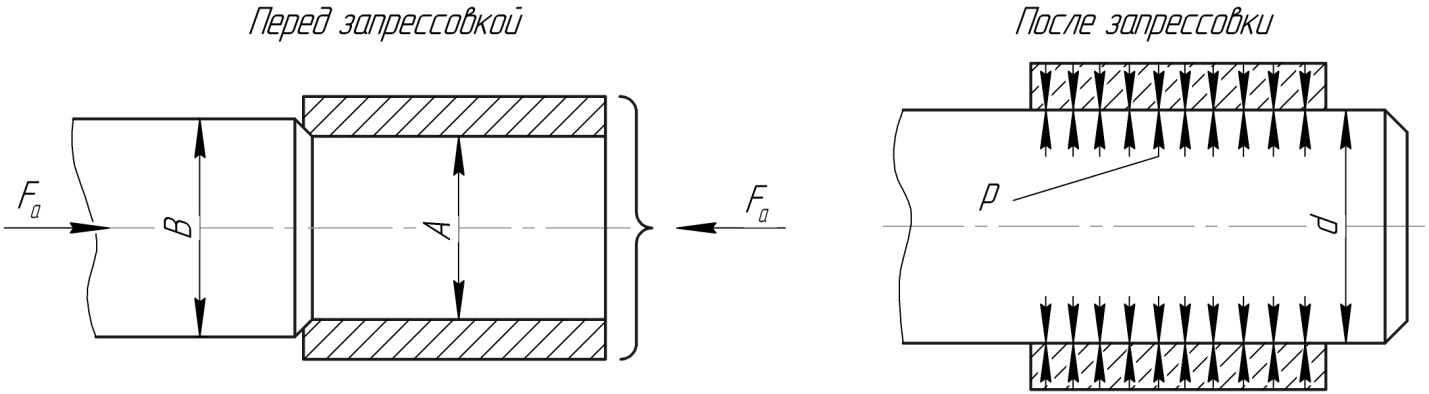
Рис. 5.1.
Натягом называют положительную разность диаметров вала и отверстия: (измеряется в мкм). В месте соединения детали упруго деформируются - диаметр посадочных (контактирующих) поверхностей становится общим , на поверхностях деталей возникает контактное давление и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать вращающий момент, осевую силу и изгибающий момент.
Нагрузочная способность соединения зависит от величины натяга, который в свою очередь зависит от величины нагрузки.
С помощью натяга можно осуществлять сборку не только цилиндрических деталей, но и призматических и конических.
Соединения с натягом применяют для установки на валы и оси зубчатых колес, шкивов, звездочек, маховиков, подшипников качения и т.д., используют при изготовлении составных коленчатых валов, червячных колес и др.
Соединения деталей с натягом относят к неразъемным соединениям условно, т.к. они допускают ограниченное число разборок и новых сборок.
Достоинства соединений с натягом:
- простота конструкции;
- хорошее восприятие больших статических и динамических нагрузок;
- хорошее центрирование соединяемых деталей;
- возможность разборки соединений (ограниченно).
Недостатки соединений с натягом:
- сложность разборки;
- возможность уменьшения натяга соединяемых деталей и повреждения их посадочных поверхностей при сборке (запрессовке), а вследствие этого – требование повышенной точности изготовления посадочных поверхностей (например, пониженная шероховатость);
- высокая концентрация напряжений у краев отверстия втулки.
По способу сборки различают соединения с натягом выполненные:
- прессованием;
- температурным деформированием (нагревом втулки либо охлаждением вала).
Прессование – достаточно распространенный и несложный способ сборки, выполняемый на прессах; однако, у данного метода есть недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей (а, следовательно, уменьшение натяга), возникновение неравномерных деформаций деталей по длине контакта и повреждений их торцов. Срезание и смятие шероховатостей приводят к ослаблению прочности соединения до 1,5 раз по сравнению с соединением выполненным температурным деформированием.
Сборку температурным деформированием выполняют с предварительным нагревом охватывающей (втулки) или с охлаждением охватываемой детали (вала). Температура нагрева должна быть ниже температуры низкого отпуска, чтобы не происходило структурных изменений в металле, т.е. изменений физико-механических свойств материала (для сталей - , для бронз - ). Для охлаждения вала используют твердую углекислоту или жидкий воздух ).
5.2. Расчет соединений с натягом.
Основной задачей расчета соединения с гарантированным натягом является выбор посадки, обеспечивающей передачу заданной нагрузки.
При определении несущей способности соединения принимают допущение – контактные давления распределяются равномерно по поверхности контакта (в действительности, контактные давления по длине соединения распределены неравномерно – из-за вытеснения сжатого материала к торцам втулки (контактные давления у торцов втулки превышают среднее значение в 2-3 раза)).
Критерии работоспособности соединений с натягом:
- прочность соединения - за счет неподвижности деталей, которая обеспечивается силами трения, возникающими на поверхности контакта (т.е. для надежного соединения деталей силы трения () должны быть больше внешних сдвигающих сил (осевой силы, крутящего и изгибающего моментов);
- прочность деталей, образующих соединение, т.к. натяг может вызвать их разрушение или недопустимые деформации.
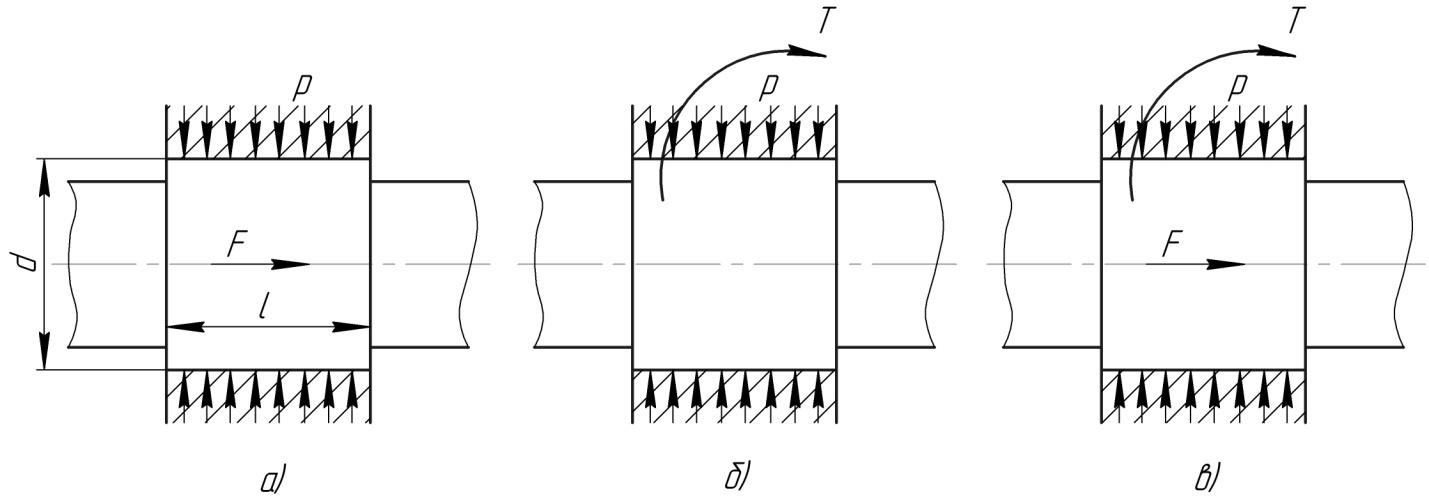
Рис. 5.2.
Рассмотрим несколько расчетных случаев:
1). Соединение нагружено осевой силой (рис. 5.2., а).
Условие прочности соединения (несдвигаемости деталей соединения):
,
где - действующая на соединение осевая сила; ( - нормальная сила (произведение площади контакта на давление)) – сила трения; - коэффициент трения (табличная величина); - диаметр и длина посадочной поверхности соответственно.
Выполнив соответствующие преобразования и подстановки:
;
,
получим формулу для расчета минимального потребного давления на поверхности контакта :
,
где – коэффициент запаса сцепления.
2). Соединение нагружено крутящим моментом Т (рис. 5.2.,б).
Условие прочности соединения (несдвигаемости деталей соединения):
,
где ( – окружная сила трения) - момент трения, - внешний крутящий момент.
Выполнив преобразования, аналогично предыдущему примеру, получим формулу для расчета минимального потребного давления на поверхности контакта :
.
3). Соединение нагружено осевой силой и крутящим моментом (рис. 5.2., в).
Условие прочности соединения (несдвигаемости деталей соединения):
,
где ( - окружная сила).
Формула для расчета минимального потребного давления на поверхности контакта :
.
Коэффициент трения зависит от способа сборки, давления на поверхности контакта , шероховатости поверхности, скорости запрессовки, вида смазки поверхностей при сборке и т.д.
Для стальных и чугунных деталей:
- при сборке с запрессовкой;
- при сборке с нагревом охватывающей детали.
Если одна из соединяемых деталей стальная или чугунная, а другая — латунная или бронзовая, то рекомендуется принимать .
- Соединения с натягом. Определение расчетного натяга.
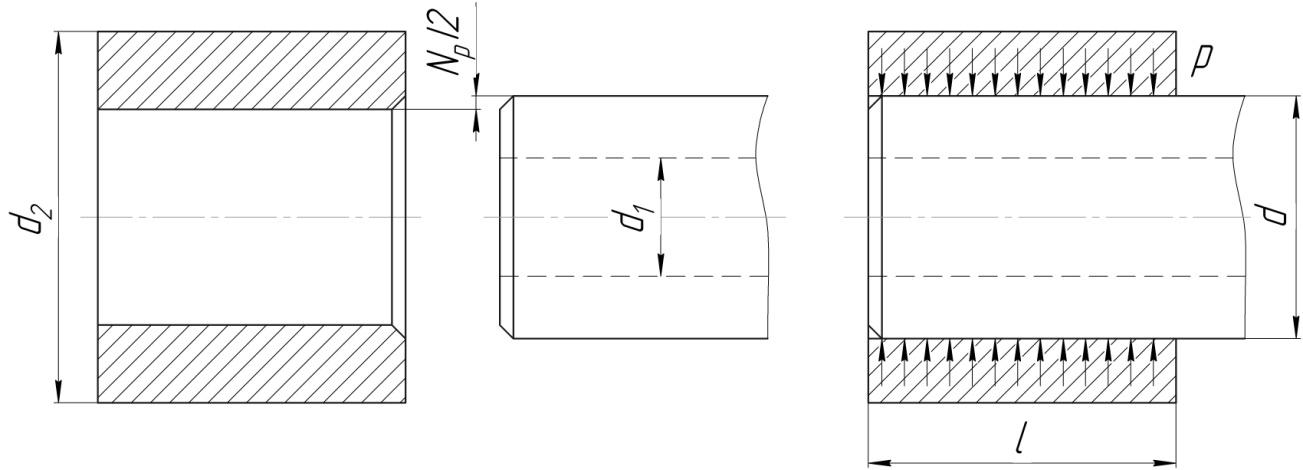
Рис. 5.3.
При определении расчетного натяга используют результаты решения задачи Ламе для толстостенных труб под действием внутреннего и внешнего давлений (Габриэль Ламе (1795-1870 гг.) – французский математик, физик и инженер, член Петербургской и Парижской АН, несколько лет работал в России вместе с Клапейроном):
,
где - расчетный натяг; и - коэффициенты:
,
где и , и - модули упругости и коэффициенты Пуассона материалов вала и втулки соответственно; - посадочный диаметр; - диаметр отверстия охватываемой детали; - наружный диаметр охватывающей детали (индекс 1 – для охватываемой детали, индекс 2 – для охватывающей детали), см. рис. 5.3.
При запрессовке неровности поверхностей будут подвергаться срезу и смятию, что приведет к уменьшению натяга, т.е. к ослаблению соединения. Для компенсации этого явления определяют действительный натяг посадки (минимальный требуемый натяг соединения необходимый для восприятия и передачи внешних нагрузок):
,
где и - высота микронеровностей и среднее арифметическое отклонение профиля посадочной поверхности вала соответственно; и - то же для втулки, мкм.
По значению подбирают соответствующую стандартную посадку.
- Соединения с натягом. Проверочный расчет на прочность соединяемых деталей
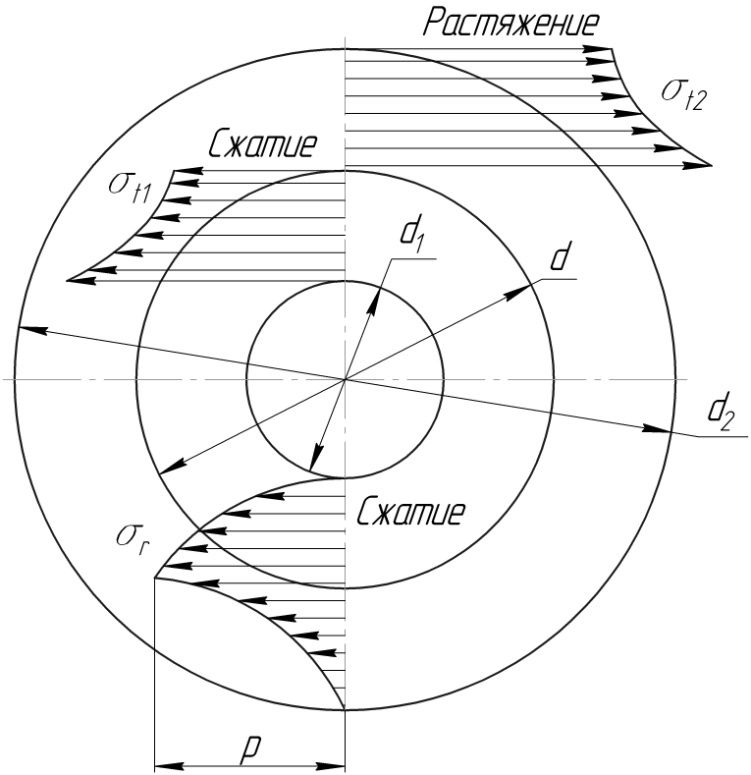
При изготовлении деталей соединения из одинаковых материалов обычно более слабым элементом оказывается охватывающая деталь (т.к. наибольшие напряжения (растягивающие) возникают у ее внутренней поверхности), см. рис. 5.4. Расчет втулки на прочность проводят в следующем порядке:
1). Для подобранной стандартной посадки находят максимальный натяг ;
2). Определяют максимальный расчетный натяг:
;
3). Определяют максимальное давление на поверхности контакта при максимальном натяге (с помощью формулы Ламе):
.
4). Записывают условие прочности для соответствующего случая нагружения.
15.Общие сведения и классификация шпоночных соединений.
Шпоночные соединения служат для передачи вращающего момента от вала к установленным на нем деталям (зубчатым колесам, шкивам, муфтам и т. д.) или наоборот.
Шпоночные соединения осуществляются с помощью призматических деталей - шпонок, которые устанавливаются в пазах вала и ступицы детали (см. рис. 6.1). Шпоночные пазы на валах получают фрезерованием (дисковой – открытый паз или пальцевой фрезами – глухой паз (рис. 6.5)), а в ступицах — протягиванием или долблением (соответственно долбяком или одношлицевой протяжкой).
Классификация шпоночных соединений.
1). По возможности перемещения детали шпоночные соединения могут быть:
- подвижными - деталь может перемещаться по валу в осевом направлении (рис. 6.6) шпонки в таком соединении отличаются от обыкновенных большей длиной;
- неподвижными - когда такое перемещение невозможно.
2). По форме шпонки шпоночные соединения делят на:
- призматические (см. рис. 6.2);
- сегментные (см. рис. 6.3);
- клиновые (см. рис. 6.1);
- тангенциальные (в материале лекции не рассматриваются).
Основные типы шпонок стандартизованы.
3). Различают шпоночные соединения:
- напряженные (осуществляются клиновыми и тангенциальными шпонками);
- ненапряженные (осуществляются призматическими и сегментными шпонками).
Шпоночные соединения широко применяют в машиностроении (в том числе и в массовом производстве) для передачи малых нагрузок (при больших нагрузках шпоночный паз сильно ослабляет вал – рекомендуют переходить на шлицевые соединения), возможности размещения длинных ступиц, при необходимости легкой сборки и разборки.
Достоинства шпоночных соединений:
- простота разборки и сборки;
- надежность в эксплуатации;
- компактность и простота конструкции.
Недостатки шпоночных соединений:
- ослабление вала и ступицы шпоночными пазами (в зоне шпоночного паза возникает концентрация напряжений, что ограничивает нагруженность соединения);
- высокие требования к точности выполнения шпоночных пазов;
- необходимость в дополнительных деталях для осевой фиксации зубчатых колес, шкивов и т. п. (например, втулок, проектирование буртиков валов и т.д.).
6.2. Напряженные шпоночные соединения.
Напряженные шпоночные соединения получают при применении клиновых и тангенциальных шпонок. При сборке таких соединений возникают предварительные (монтажные) напряжения.
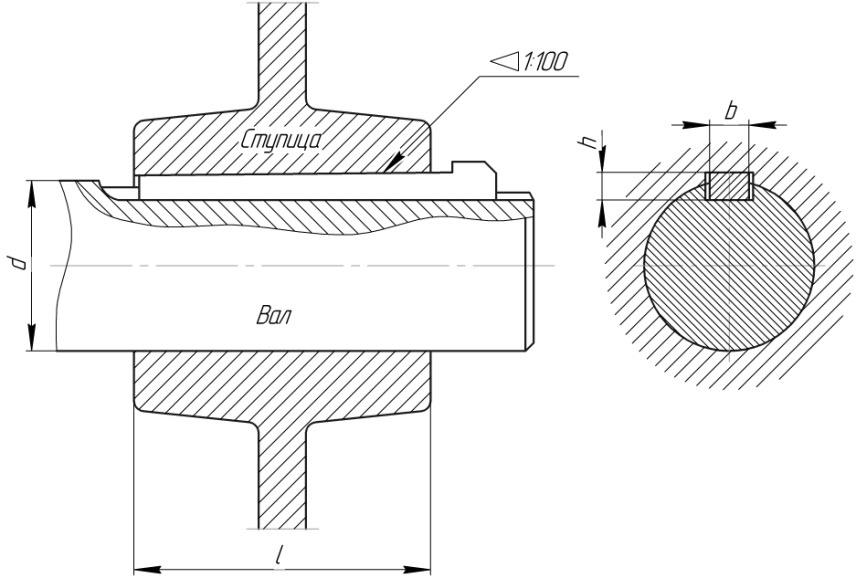
Клиновые шпонки (ГОСТ 24068—80) представляют собой односкосные клинья с уклоном 1: 100 (см. рис. 6.1), которые ударами молотка забивают в пазы вала и ступицы. При этом создается напряженное соединение, передающее за счет сил трения как вращающий момент, так и осевую силу и препятствующее относительному смещению детали вдоль вала. Рабочими поверхностями клиновых шпонок являются верхняя и нижняя широкие грани. По боковым граням имеется зазор.
Достоинства соединения клиновыми шпонками:
- хорошее восприятие ударных и переменных нагрузок;
- способность воспринимать осевые нагрузки (нет необходимости фиксировать ступицу в осевом направлении).
Недостатки соединения клиновыми шпонками:
- при запрессовке происходит радиальное смещение ступицы по отношению к валу и перекос детали, что вызывает биение.
Из-за наличия биения данные соединения применяют в тихоходных передачах (.), поэтому применение клиновых шпонок ограничено.
6.3. Ненапряженные шпоночные соединения.
Ненапряженные шпоночные соединения получают при применении призматических и сегментных шпонок. При сборке таких соединений не возникает предварительных напряжений.
Соединения призматическими шпонками (ГОСТ 23360-78) имеют наибольшее распространение, см. рис. 6.2. Шпонку запрессовывают в паз вала (так называемая врезная шпонка). Рабочими поверхностями призматических шпонок являются узкие боковые грани. Для упрощения сборки между шпонкой и ступицей предусмотрен радиальный зазор. Призматические шпонки не удерживают детали от осевого смещения вдоль вала. Для фиксации деталей (колес, шкивов и т.д.) от осевого смещения применяют распорные втулки, проектируют дополнительные ступени вала и т.д.
По форме торцов различают шпонки трех исполнений: со скругленными торцами (А), с плоскими торцами (В), с одним плоским, а другим скругленным торцом (С), см. рис. 6.4.
Достоинства соединений призматическими шпонками:
- простота конструкции и низкая стоимость.
Недостатки соединений призматическими шпонками:
- низкая взаимозаменяемость (необходима ручная подгонка или подбор шпонки по пазу);
- малонадежны при действии ударных, реверсивных и циклических нагрузок.
Ширину и высоту призматических шпонок выбирают в зависимости от посадочного диаметра соединения (диаметра вала). Глубина врезания шпонки в ступицу (в приближенных расчетах) .
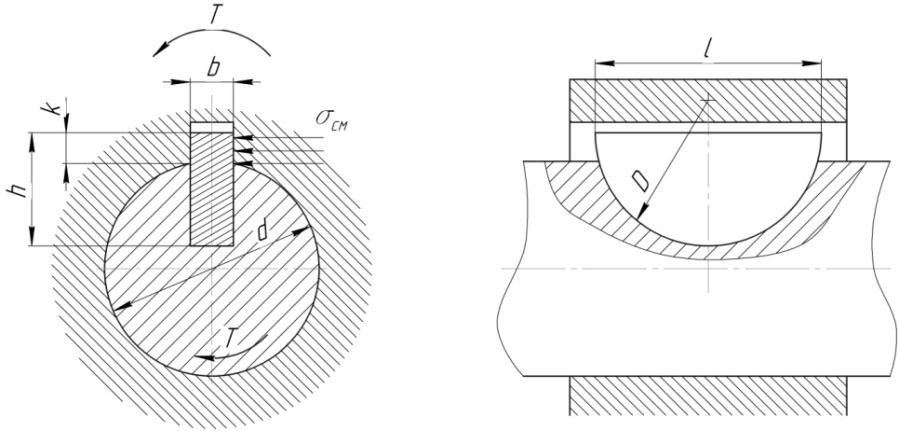
Соединения сегментными шпонками (ГОСТ 24071-80) являются разновидностью соединений призматическими шпонками (рис. 6.3). Сегментные шпонки, так же как и призматические, работают боковыми гранями.
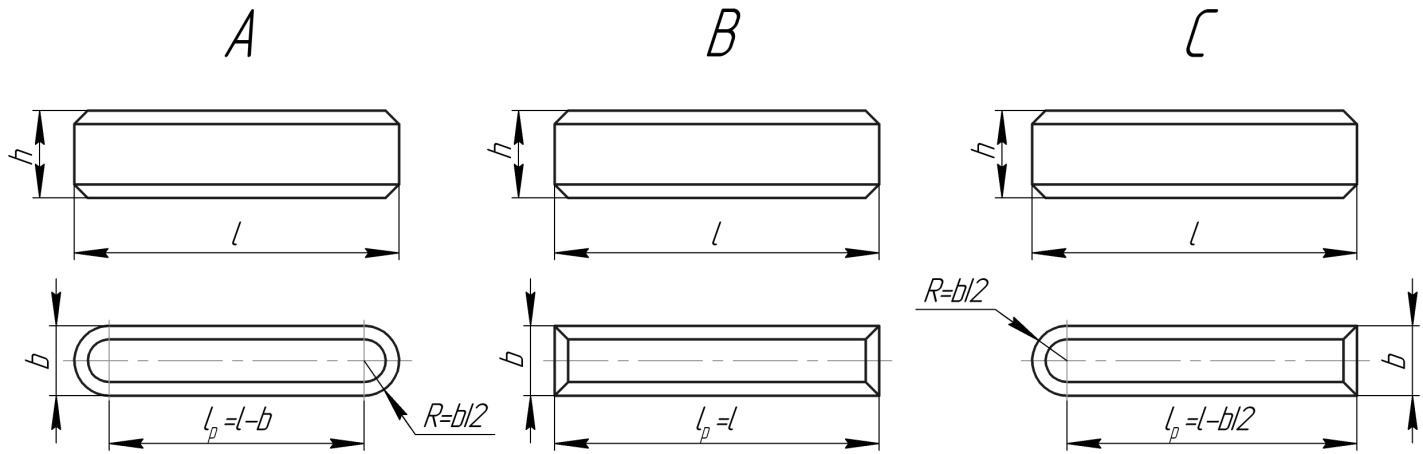
Рис.6.4. Типы призматических шпонок.
Достоинства соединений сегментными шпонками:
- простота конструкции, взаимозаменяемость и технологичность (шпонки и пазы для них просты в изготовлении, удобны при монтаже и демонтаже);
- глубокая посадка шпонки предохраняет ее от выворачивания под нагрузкой.
Недостатки соединений сегментными шпонками:
- глубокий паз под шпонку значительно ослабляет вал (поэтому сегментные шпонки применяют для передачи небольших вращающих моментов).
Сегментные шпонки характеризуются шириной и диаметром заготовки . Высота шпонки , длина и расчетная длина .
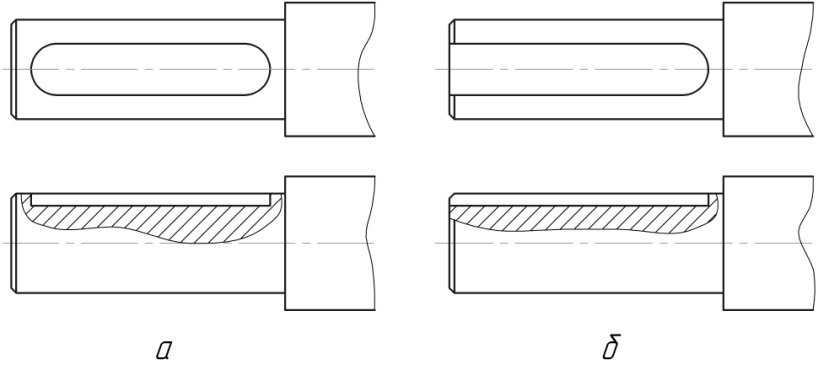
Рис. 6.5. Шпоночные пазы в валу: закрытый (а) и открытый (б).
- Материалы шпонок и допускаемые напряжения. Расчет шпоночных соединений.
Материал шпонок и допускаемые напряжения.
Стандартные шпонки изготавливают из углеродистой или легированной стали с пределом прочности . Величина допускаемых напряжений зависит от режима работы, прочности материала вала и втулки, типа посадки втулки на вал.
Для неподвижных соединений допускают:
при переходных посадках ;
при посадках с натягом .
Меньшие величины для чугунных ступиц и при резких изменениях нагрузки.
В подвижных (в осевом направлении) соединениях допускаемые напряжения значительно снижают в целях предупреждения задира и износа: .
6.4. Расчет шпоночных соединений.
При проектировании шпоночного соединения ширину и высоту шпонок принимают по соответствующему ГОСТу в зависимости от диаметра вала. Длину шпонки принимают в зависимости от длины ступицы и согласовывают с ГОСТом. Достаточность принятых размеров шпонки проверяют расчетом соединения на прочность (проверочный расчет).
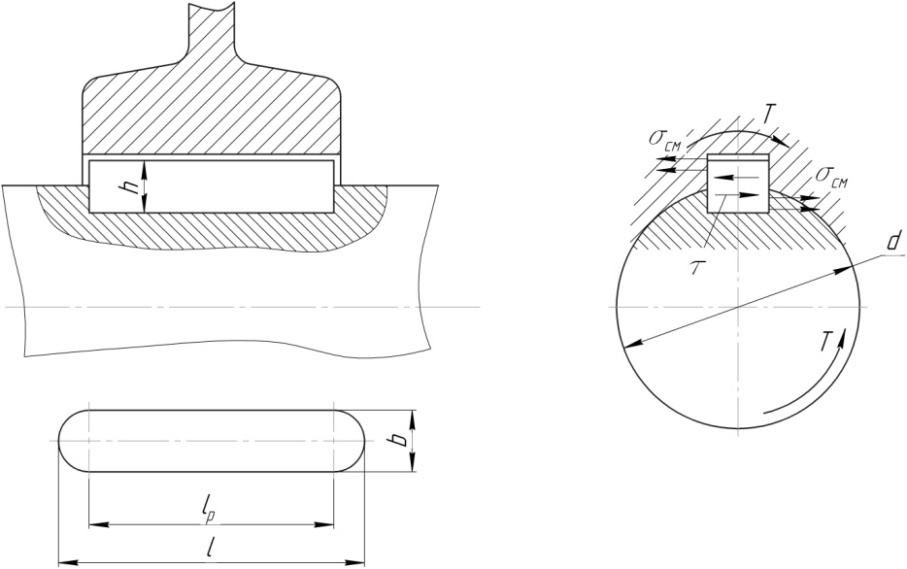
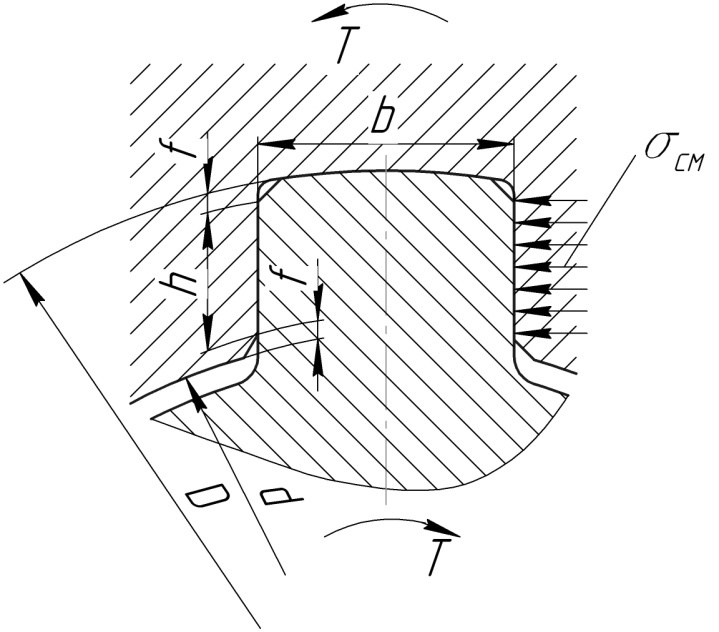
На шпоночное соединение действует вращающий момент , вызывающий напряжения среза в шпонке и напряжения смятия на боковых гранях шпонки и пазов ступицы и вала, см. рис. 6.2 (для упрощения расчетов считают, что напряжения смятия равномерно распределены по площади контакта боковых граней шпонок и шпоночных пазов; контактным давлением, возникающим при посадке шпонок в паз вала с натягом, пренебрегают).
Следовательно, призматические шпонки рассчитывают на смятие и срез по следующим формулам:
,
,
где - вращающий момент; - диаметр вала; - ширина шпонки; - рабочая длина шпонки; - глубина врезания шпонки в ступицу; и - расчетное и допускаемое напряжение на смятие для более слабого материала шпоночного соединения (вала, шпонки или ступицы); и - расчетное и допускаемое напряжение на срез для материала шпонки.
Проверочный расчет сегментной шпонки проводится так же, как и для призматической шпонки:
,
,
где - длина шпонки.
У стандартных шпонок размеры поперечного сечения и подобраны таким образом, что прочность соединения определяет напряжение смятия (расчет на срез не проводят).
Если прочность не достаточна, то устанавливают одну или несколько дополнительных шпонок (однако, установка нескольких шпонок сильно ослабляет вал, поэтому в таких случаях шпонки заменяют шлицевыми соединениями или соединением с натягом).
- Общие сведения и классификация шлицевых соединений.
Для соединения ступицы с валом помимо шпонок и натяга часто используют выступы на валу, называемые шлицами (зубьями), которые входят в соответствующие пазы ступицы. Такое соединение ступицы с валом называется шлицевым или зубчатым и предназначено для передачи вращающего момента между валом и деталью. Шлицевые соединения относятся к разъемным; размеры соединений, а также допуски на них стандартизованы.
Зубья (шлицы) на валах получают фрезерованием, строганием или накатыванием, зубья в отверстиях - протягиванием или долблением.
Классификация шлицевых соединений.
1). По характеру соединения шлицевые соединения могут быть:
- подвижными - деталь может перемещаться по валу в осевом направлении (например, перемещение зубчатых колес в коробках передач станков, автомобилей и т.д.);
- неподвижными - для закрепления детали на валу (см. рис. 6.7).
2). По форме профиля зубьев шлицевые соединения делят на:
- прямобочные (см. рис. 6.7);
- эвольвентные (рис. 6.8);
- треугольные (рис. 6.9).
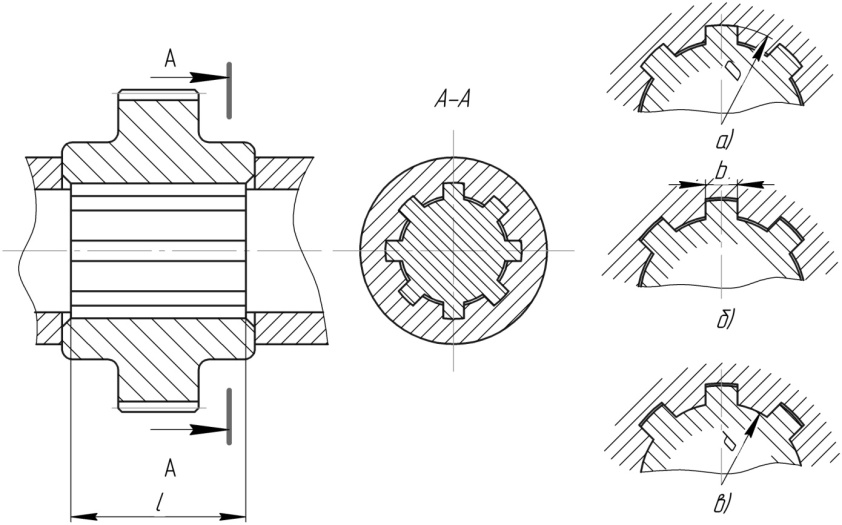
Рис. 6.7.
3). По способу центрирования (обеспечения совпадения геометрических осей вала и ступицы) ступицы относительно вала:
- с центрированием по наружному диаметру (рис. 6.7, а);
- с центрированием по внутреннему диаметру (рис. 6.7, в);
- с центрированием по боковым поверхностям зубьев (рис. 6.7, б).
При этом зазор в контакте поверхностей: центрирующих практически отсутствует, нецентрирующих – значительный.
Достоинства шлицевых соединений по сравнению со шпоночными:
- передача больших нагрузок (благодаря большой площади контакта зубьев);
- лучшее центрирование соединяемых деталей (вала и ступицы);
- возможность работы при больших скоростях;
- меньшее число деталей соединения (две детали), меньшая длина ступицы и меньшие радиальные размеры.
Недостатки шлицевых соединений:
- сложная технология изготовления, а, следовательно, более высокая стоимость.
6.6. Соединения с прямобочным профилем зубьев.
Соединения с прямобочными зубьями применяются в неподвижных и подвижных соединениях ( шлицевых соединений используемых в машиностроении имеют прямобочный профиль зубьев), см. рис. 6.7. В прямобочных соединениях (ГОСТ 1139-80) зубья вала имеют постоянную толщину и расположены в радиальном направлении, они входят во впадины соответствующей формы в ступице. Стандартом предусмотрены три серии соединений с прямобочным профилем зубьев: легкая, средняя и тяжелая. Они отличаются высотой и числом зубьев (число зубьев от 6 до 20). У соединений тяжелой серии зубья выше, а их число больше, что позволяет передавать большие нагрузки. Соединения с прямобочным профилем применяют с центрированием ступицы по наружному и внутреннему диаметрам и боковым поверхностям шлицев.
Центрирование по боковым поверхностям (рис. 6.7, б) обеспечивает более равномерное распределение нагрузки по зубьям, но снижает точность центрирования ступицы на валу. Поэтому оно применяется при невысоких требованиях к соосности и для передачи значительных и переменных по значению или направлению вращающих моментов (например, в шлицевых соединениях карданных валов автомобилей). Центрирование по наружному (рис. 6.7, а) или внутреннему диаметру (рис. 6.7, в) более точное, поэтому эти виды соединений применяют в тех случаях, когда требуется повышенная точность совпадения геометрических осей соединяемых деталей (например, соединение зубчатого или червячного колеса с валом).
6.7. Соединения с эвольвентными зубьями.
Соединения с эвольвентными зубьями (ГОСТ 6033-80), так же как и с прямобочными зубьями, применяются в неподвижных и подвижных соединениях, см. рис. 6.8. Боковая поверхность выступов очерчена по эвольвенте (как профиль зубьев зубчатых колес). Отличие данного профиля заключается в большем угле зацепления () и меньшей высоте выступа (равна модулю), что связано с отсутствием перекатывания.
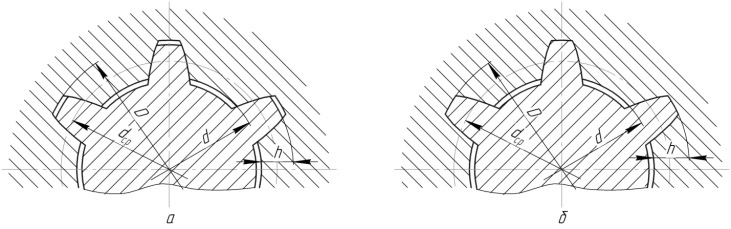
Рис. 6.8.
Применяют центрирование по боковым поверхностям зубьев (рис. 6.8, а), реже по наружному диаметру (рис. 6.8, б); данные соединения имеют высокую точность центрирования.
Достоинства эвольвентных шлицевых соединений по сравнению с прямобочными:
- повышенная прочность эвольвентных зубьев (в связи с утолщением выступа к основанию и наличием галтели);
- большая нагрузочная способность вследствие большей площади контакта и большего количества зубьев (от 6 до 82);
- технологичность изготовления (в производстве требуется меньшая номенклатура инструментов).
Недостатки эвольвентных шлицевых соединений:
- дороговизна изготовления (вследствие сложности используемых инструментов).
Соединения с эвольвентными зубьями применяют в основном для передачи больших вращающих моментов.
6.8. Соединения с треугольным профилем.
Шлицевые соединения треугольного профиля применяют в неподвижных соединениях, см. рис. 6.9. Изготавливают по отраслевым нормалям (например, ОСТ 100092-73). Обычно соединения имеют большое число мелких выступов-зубьев (число зубьев ; модуль ). Выступы выполняют как на цилиндрических, так и на конических поверхностях. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Соединения с треугольным профилем применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а так же в соединениях торсионных валов, стальных валов со ступицами из легких сплавов, в приводах управления.
Шлицевые валы и ступицы изготавливают из среднеуглеродистых и легированных сталей с временным сопротивлением МПа.
- Расчет шлицевых соединений по критерию смятия.
Основными критериями работоспособности шлицевых соединений являются сопротивление рабочих поверхностей смятию и изнашиванию.
Изнашивание боковых поверхностей зубьев обусловлено микроперемещениями (взаимным относительным скольжением) деталей соединения при действии изгибающего и вращающего моментов или несовпадения осей вращения (из-за наличия зазоров, погрешностей изготовления и монтажа).
Пути повышения износостойкости:
- увеличение твердости контактирующих поверхностей;
- уменьшение зазоров;
- применение соответствующей смазки.
Число и размеры поперечного сечения шлицев принимают в зависимости от диаметра вала по соответствующему ГОСТу. Длина шлицев определяется длиной ступицы, а если ступица подвижная, то ходом ее перемещения.
Упрощенный (приближенный) расчет шлицевых соединений по критерию смятия является основным для шлицевых соединений (обычно проводится как проверочный). При приближенном расчете предполагают, что напряжения смятия на рабочих поверхностях распределены равномерно, см. рис. 6.10:
,
где - расчетный вращающий момент (наибольший из длительно действующих моментов при переменном режиме нагружения), Н·м; – коэффициент, учитывающий неравномерность распределения нагрузки между выступами (зависит от точности изготовления), ; - средний диаметр соединения, мм; - число зубьев; - рабочая высота выступа, мм; - длина соединения, мм; - допускаемые напряжения смятия, МПа.
Для прямобочного профиля:
; ,
где - наружный диаметр зубьев вала; - внутренний диаметр ступицы; - размер фаски.
Для эвольвентного профиля:
; ,
где - модуль зубьев соединения.
Для зубьев треугольного профиля:
; .
Если расчетное напряжение превышает допускаемое более, чем на 5%, то увеличивают длину ступицы, изменяют размеры, термообработку и повторяют проверочный расчет.
Неточности расчета (из-за принятых допущений) компенсируют выбором допускаемых напряжений смятия , установленных с учетом опыта эксплуатации. Допускаемое напряжение на смятие шлицевого соединения принимают: МПа, причем большие значения применяют при тяжелых условиях эксплуатации (знакопеременной нагрузке, отсутствии смазки и т.д.).
- Резьбовые соединения. Основные определения. Классификация резьб. Основные параметры метрической резьбы.
Резьбовые соединения являются наиболее распространенными разборными соединениями используемыми в машиностроении (болты, винты, шпильки, гайки и т. д.). Резьбовое соединение образуют две детали: у одной из которых на наружной, а у другой на внутренней поверхности выполнены расположенные по винтовой линии выступы – соответственно наружная и внутренняя резьбы.
Резьба – чередующиеся выступы и впадины, расположенные по винтовой линии на телах вращения, для соединения, уплотнения деталей или обеспечения перемещений одной детали по другой.
Достоинства резьбовых соединений:
- обеспечивают возможность многократной сборки – разборки.
- простота конструкции.
- низкая стоимость.
- высокая степень унификации и стандартизации.
- возможность создания больших осевых усилий.
- возможность самоторможения (исключает саморазвинчивание).
Недостатки резьбовых соединений:
- высокая концентрация напряжений в витках резьбы и как следствие этого – плохое восприятие вибраций (циклических нагрузок).
Винтовая линия.
Винтовая линия – линия, образованная на боковой поверхности прямого кругового цилиндра точкой, перемещающейся таким образом, что отношение между ее осевым перемещение а и соответствующим угловым перемещением постоянно, но не равно нулю или бесконечности.
Рис. 10.1. Параметры винтовой линии.
Осевое перемещение , при условии ,
где k - коэффициент пропорциональности.
Осевое перемещение, соответствующее полному обороту , называют шагом или ходом винтовой линии.
Угол подъема винтовой линии: ,
где d - диаметр окружности основания цилиндра.
При перемещении по боковой поверхности цилиндра нескольких точек, равномерно расположенных по окружности основания, получают несколько (n) винтовых линий.
Представим теперь, что по винтовой линии перемещают контур какой-либо фигуры (треугольника, трапеции), лежащей в плоскости, проходящей через ось цилиндра. Каждая точка контура, выступающая над поверхностью цилиндра, при этом описывает линию с одинаковым шагом – формирует винтовую поверхность витка резьбы соответствующего профиля.
Классификация резьбовых соединений.
1). По форме образующих поверхностей (см. рис. 10.2.):
а). цилиндрические;
б). конические (для герметичных изделий).
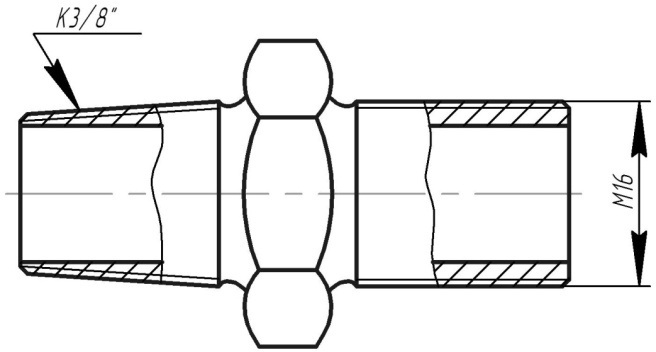
Рис. 10.2. Пример конической и цилиндрической резьб.
2). По форме профиля витков:
а). с треугольным профилем (метрическая резьба) (рис. 10.3., а);
б). упорная (рис. 10.3., б);
в). трапецеидальная резьба (рис. 10.3., в);
г). с прямоугольным профилем (рис. 10.3., г);
д). круглая резьба (в тонкостенных изделиях и для соединения неметаллов) (рис. 10.3., д).
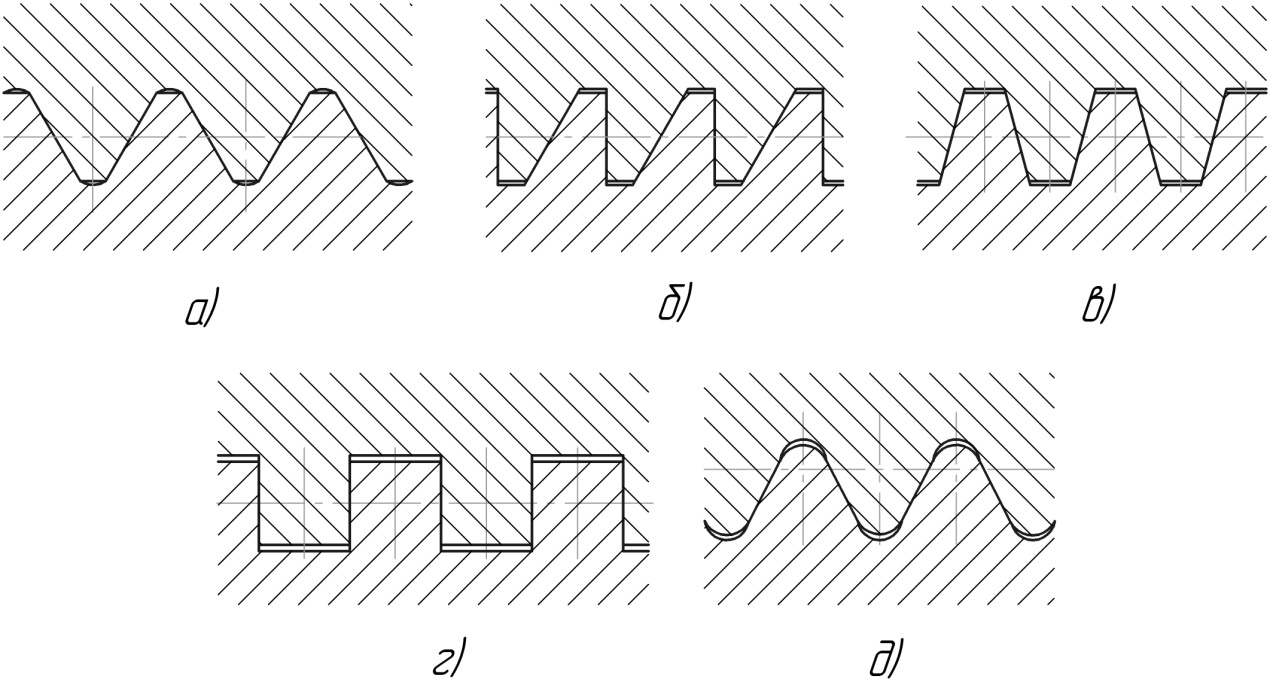
Рис. 10.3. Типы резьб в зависимости от профиля.
3). По направлению линии витков:
а). правая;
б). левая.
4). По числу заходов винтовой линии:
а). однозаходная;
б). многозаходная (одно-, двух- и т.д.).
5). По назначению:
а). крепежные (метрическая);
б). крепежно-уплотнительная (трубная цилиндрическая);
в). ходовая (упорная).
Метрическая резьба.
Основные параметры метрической резьбы.
Рис. 10.4. Основные параметры метрической резьбы.
d - наружный диаметр наружной резьбы (номинальный диаметр резьбы);
- внутренний диаметр наружной резьбы;
- средний диаметр (ширина впадины равна ширине выступа);
- внутренний диаметр наружной резьбы по впадине;
- угол профиля резьбы;
- шаг резьбы, т.е. расстояние между одноименными сторонами соседних профилей, измеренное в направлении оси резьбы;
- ход резьбы, т.е. расстояние между одноименными сторонами одного и того же витка в осевом направлении (для однозаходной резьбы ; для многозаходной , где z – число заходов);
- теоретическая высота профиля;
- рабочая высота профиля;
, и - соответственно наружный, внутренний и средний диаметры внутренней резьбы;
- угол подъема резьбы (винтовой линии).
Угол подъема резьбы определяют на среднем диаметре (угол подъема больше на меньшем диаметре):
.
Резьба одного номинального диаметра может иметь разные шаги (крупный и мелкий). Меньшему шагу соответствует больший внутренний диаметр . Для крепежных деталей желательно применять резьбы с крупным шагом. Резьбы с мелким шагом меньше ослабляют деталь, их отличает повышенное самоторможение, т.к. при малом шаге угол подъема мал (пример обозначения резьбы с мелким шагом: ). Мелкие резьбы применяют в резьбовых соединениях, подверженных действию переменных нагрузок, а также в тонкостенных и мелких деталях.
- Соотношения сил в винтовой паре.
Рис. 10.5.
Если винт нагружен осевой силой F , то для завинчивания гайки к ключу необходимо приложить момент завинчивания , а к стержню винта - реактивный момент (момент сил трения в резьбе), который удерживает стержень от вращения (рис. 10.5.):
,
где - момент сил трения на опорном торце гайки.
Принимаем приведенный радиус сил трения на опорном торце гайки равным , при этом:
,
где ; - наружный диаметр опорного торца гайки; - диаметр отверстия под винт; f – коэффициент трения на торце гайки.
Рис. 10.6. Силы в винтовой паре: а – при завинчивании; б – при развинчивании.
Момент сил трения в резьбе определим, рассматривая гайку как ползун, поднимающийся по виткам резьбы, как по наклонной плоскости (рис. 10.6., а). Ползун находится в равновесии, если равнодействующая системы внешних сил отклонена от нормали n-n на угол трения . В нашем случае внешними являются осевая сила и окружная сила .
Из прямоугольного треугольника получим:
;
,
где - угол подъема резьбы.
- приведенный угол трения в резьбе; - приведенный коэффициент трения в резьбе.
;
.
Получим:
.
При отвинчивании гайки окружная сила и силы трения меняют направление (рис. 10.6., б). При этом получим:
.
Момент отвинчивания с учетом трения на торце гайки:
.
Таким образом стержень винта не только растягивается силой , но и закручивается моментом .
- Условие самоторможения резьбы. КПД резьб.
Самоторможение – это отсутствие самопроизвольного движения гайки под действием осевой нагрузки.
Запишем условие самоторможения резьбы без учета трения на торце гайки:
.
При =0,1…0,3 , следовательно, все крепежные резьбы - самотормозящие. Данные значения справедливы только при статических нагрузках. При переменных нагрузках и вибрациях (вследствие взаимных микросмещений поверхностей трения) коэффициент трения значительно снижается (до 0,02 и ниже). При невыполнении условия самоторможения происходит самоотвинчивание.
Для предотвращения самоотвинчивания увеличивают трение между гайкой и деталью (с помощью шайбы или жестко соединяют гайку с деталью, или гайку с болтом).
КПД винтовой пары.
Определяют отношением полезной работы на винте к затраченной работе за один оборот винта или гайки.
;
;
.
Для крепежных резьб понятие КПД не имеет смысла, а для резьбовой пары передачи винт-гайка стремятся получить высокие значения КПД.
Методы повышения КПД винтовой пары:
- КПД возрастает с увеличением угла подъема резьбы , для этого применяют многозаходную резьбу;
- КПД возрастает с уменьшением приведенного угла трения , для этого применяют резьбы с малым углом наклона рабочей грани профиля и снижают коэффициент трения f (используют смазочный материал, используют для деталей пары антифрикционные материалы (бронза и др.)).
- Распределение нагрузки по виткам резьбы.
Распределение нагрузки по виткам резьбы.
Рис. 10.7. Распределение нагрузки по виткам резьбы.
Данная задача была впервые решена русским инженером Жуковским Н.Е. в 1902г.
Учет распределения нагрузки по виткам имеет значение при определении высоты гайки.
Осевая нагрузка винта передается через резьбу гайке (рис. 10.7.). Каждый виток резьбы нагружается силами , где z - число витков резьбы гайки.
.
В общем случае не равны между собой, т.е. нагрузка между витками распределяется неравномерно, что особенно опасно при переменных нагрузках:
;
;
…;
.
Обычно на практике гайки имеют 5-6 витков. Т.к. не имеет смысла делать большее количество витков (последние (верхние) витки мало нагружены). Поэтому разрушение винта чаще всего происходит по первому витку.
При расчете винтовой пары принимают, что нагрузка распределена равномерно по всем виткам. Погрешности вычислений компенсируют выбором допускаемых напряжений, т.е. вводят коэффициент запаса.
Для более равномерного распределения нагрузки по виткам резьбы используют специальные гайки (висячие гайки (гайки с кольцевой выточкой)).
- Расчет резьбы на прочность. Основные случаи нагружения и расчета резьбовых соединений (напряженное и ненапряженное болтовое соединения, соединение нагружено силами сдвигающими детали в стыке и др.).
Расчет резьбы на прочность.
Под действие осевой силы (силы затяжки) в стержне винта возникают напряжения растяжения, в теле гайки – сжатия, в витках резьбы – смятия, среза.
Чаще всего разрушение винта происходит по первому или второму витку, считая от опорного торца гайки; реже – в области сбега резьбы и в подголовочном сечении; для мелких резьб возможен срез витков.
Рис. 11.1.
Определим напряженное состояние элементов резьбы (см. рис. 11.1.):
1). Смятие кольцевой поверхности АВ.
,
где - нагрузка на первый виток; q – интенсивность нагрузки;
- площадь до смятия.
;
.
2). Изгиб витка, как консольной балки.
;
;
;
.
3). Срез по цилиндрической поверхности АС.
.
4). Разрыв стержня винта по внутреннему диаметру.
,
где - напряжение разрыва;
А – плошадь поперечного сечения.
Резьба должна быть спроектирована таким образом, чтобы все виды разрушения были равновероятны, при этом обеспечивается равнопрочность резьбы по всем параметрам. Равнопрочность резьбы и стержня болта является одним из условий назначения высоты стандартной детали.
Стандартные высоты гаек и глубины завинчивания исключают необходимость расчета на прочность резьбы стандартных крепежных деталей.
Высота гаек:
- стандартных: ;
- высоких: ;
- низких: ,
где d – номинальный диаметр резьбы.
Расчет ненапряженного болтового соединения
(стержень болта нагружен только внешней растягивающей силой без предварительной затяжки).
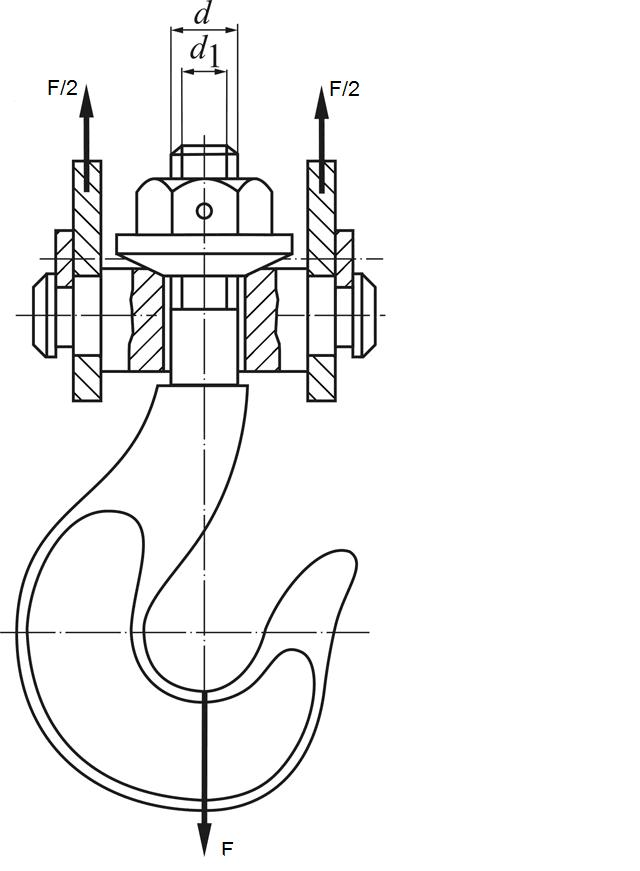
Рис. 11.2.
Примером служит резьбовой участок крюка для подвешивания груза (рис. 11.2.). Расчет ведут в предположении осевого нагружения растягивающей статической нагрузкой . Опасным является сечение, ослабленное резьбой. Площадь этого сечения оценивают приближенно по внутреннему диаметру резьбы .
Условие прочности по напряжениям растяжения в стержне:
;
и расчетный внутренний диаметр резьбы:
,
где А – площадь опасного сечения.
Напряженное резьбовое соединение
(расчет винта на совместное действие растяжения и кручения).
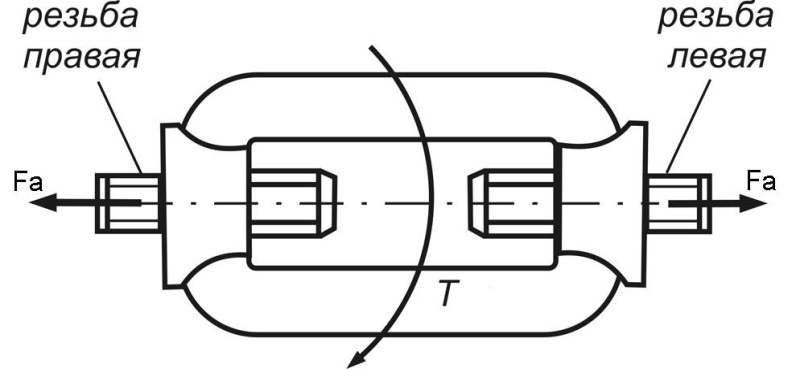
Рис. 11.3. Винтовая стяжка.
В результате предварительной затяжки, еще до приложения нагрузки в соединении возникают напряжения и деформации.
Примером таких соединений может служить винтовая стяжка или затянутый болт без внешней нагрузки.
Эквивалентное напряжение в винте (болте) определяется по 4-й теории прочности:
,
где или - напряжение растяжения;
- напряжение от скручивания стержня винта (болта) при затяжке.
Здесь – момент сил трения в резьбе под действием осевого усилия или , который вызывает в витках напряжение кручения , влияние которого учитывается коэффициентом 1,3.
Для стандартных резьб при коэффициенте трения :
,
где 1,3 – коэффициент, учитывающий влияние моментов трения на витках резьбы.
.
Болтовое соединение нагружено силами, сдвигающими детали в стыке.
Рис. 11.4.
Условием надежности соединения является отсутствие сдвига деталей в стыке. Конструкция может быть выполнена в двух вариантах.
Болт поставлен с зазором (рис. 11.4.). При этом внешнюю нагрузку F уравновешивают силами трения в стыке, которое образуется от затяжки болта. Без затяжки болтов детали могут сдвигаться в пределах зазора, что недопустимо.
или ,
где i – число плоскостей стыка деталей, f =0,15-0,2– коэффициент трения в стыке,
K – коэффициент запаса (K=1,3-1,5 при статической нагрузке, K=1,8-2 при переменной нагрузке).
Прочность болта оценивают по эквивалентному напряжению:
.
В соединении с зазором внешняя нагрузка не передается на болт, поэтому болт рассчитывают только на статическую прочность по силе затяжки даже при переменной внешней нагрузке. Влияние переменной нагрузки учитывают путем увеличения коэффициента запаса.
Болт поставлен без зазора.
Рис. 11.5.
Такая установка болта в отверстие соединяемых деталей обеспечивает восприятие внешней нагрузки стержнем болта (рис. 11.5.). Стержень болта рассчитывают по напряжениям среза и смятия.
Условие прочности по напряжениям среза:
,
где d – номинальный диаметр.
Закон распределения напряжений смятия по цилиндрической поверхности контакта болта и детали трудно установить точно. В значительной степени зависит от точности размеров и формы деталей соединения.
,
.
Из двух величин напряжений в этих формулах расчет прочности выполняют по наибольшей, а допускаемое напряжение определяют по более слабому материалу болта и детали.
Вариант установки болтов с зазором дешевле, чем без зазора, т.к. не требует точных размеров болта и отверстия, однако, условия работы болта, поставленного с зазором, хуже, чем без зазора.
Эффект эксцентричного нагружения болта.
Эксцентричное нагружение болта возникает из-за непарал лельности опорных поверхностей детали и гайки или головки болта, например вследствие уклона полки швеллера, погреш ностей изготовления деталей, болтов, гаек и т. д. Во всех этих случаях кроме напряжений растяжения в стержне болта появляются напряжения изгиба. Например, для болта на рис. 11.6., а напряжение растяжения в стержне:
,
а напряжения изгиба при больших значениях а, не ограничива ющих деформацию болта,
.
Если принять х = d1 , то
.
При малых значениях угла напряжения изгиба опреде ляют с учетом деформации, допускаемой этим углом (рис. 11.6., б):
.
Здесь
Рис. 11.6.
Расчетным напряжением будет меньшее из двух. Приняв за расчетное первое напряжение, получим:
.
Это отношение позволяет отметить, что эксцентричное нагру жение может значительно уменьшать прочность болтов.
При разработке и изготовлении конструкции соединений необходимо принимать все меры, устраняющие эксцентричное нагружение (например, подкладывать под гайку косую шайбу и т. п.).
Болт затянут, внешняя нагрузка раскрывает стык деталей.
Примером служат болты для крепления крышек резервуаров, нагруженных давлением р жидкости или газа (рис. 11.7.).
Рис. 11.7.
Fзат - сила затяжки болта; р – удельное давление жидкости или газа; – результирующая всех давлений р; - внешняя нагрузка соединения, приходящаяся на один болт (z - число болтов).
Затяжка болтов должна обеспечить герметичность соединения или нераскрытие стыка под нагрузкой.
Задача о распределении нагрузки между элементами такого соединения статически неопределима и решается с учетом совместной деформации болтов и деталей стыка.
После приложения внешней нагрузки к затянутому соединению болт дополнительно растянется на некоторую величину , а деформация сжатия деталей уменьшится на ту же величину.
Если обозначим коэффициент внешней нагрузки (учитывает приращение нагрузки болта в долях от силы F, ()), то дополнительная нагрузка болта равна , а уменьшение затяжки стыка - . Величину коэффициента определяют по условию равенства деформаций болта и деталей, возникающих после приложения внешней нагрузки.
,
где - податливость болта, равная его удлинению единичной нагрузке; - суммарная податливость соединяемых деталей.
Из предыдущего равенства имеем:
.
Далее получим приращение нагрузки на болт:
расчетную (суммарную) нагрузку болта:
и остаточную затяжку стыка от одного болта:
.
При больших сдвигающих нагрузках применяют также специальные разгрузочные устройства (рис. 12.7.): штифты (а), втулки (б), шпонки (в), упоры (г) и т. п. В таких конструкциях болты, поставленные с зазором, воспринимают только нагруз ки, раскрывающие стык деталей.
Рис. 12.7.
- Механические передачи зацеплением. Цилиндрические зубчатые передачи.
10.1. Общие сведения о механических передачах.

Большинство современных машин создается по схеме двигатель - передача - рабочий орган машины (рис. 10.1.). Все двигатели для уменьшения массы, габаритов и стоимости выполняют быстроходными (рабочие же органы машины для выполнения своих функций часто требуют относительно малых угловых скоростей).
Непосредственное соединение двигателя с рабочим органом машины применяется крайне редко (например, гидравлические насосы, вентиляторы). Как правило, между двигателем и рабочим органом машины устанавливают промежуточный механизм - передачу.
Передача - это механизм, служащий для передачи механической энергии на расстоянии. Передавая механическую энергию, передачи могут выполнять следующие функции:
- понижать (или повышать) частоты вращения от вала электродвигателя к валу исполнительного органа с увеличением (или уменьшением) вращающего момента;
- изменять направление потока мощности (для передачи механической энергии между валами с пересекающимися осями);
- преобразовывать один вид движения в другой (например, вращательное в поступательное и т.д.);
- реверсировать движение (т.е. изменять направление движения рабочего органа машины при постоянной угловой скорости двигателя - прямой и обратный ход);
- распределять энергию двигателя между несколькими исполнительными органами машины (часто встречается в металлорежущих станках).
Классификация механических передач.
1). По принципу действия различают:
- передачи за счет сил трения (фрикционные и ременные);
- передачи зацеплением (зубчатые, винтовые, червячные, цепные).
2). По способу соединения ведущего и ведомого звеньев различают:
- передачи непосредственного контакта (зубчатые, червячные, фрикционные);
- передачи гибкой связью (цепные и ременные).
3). По характеру изменения скорости различают:
- понижающие передачи (редукторы);
- повышающие передачи (мультипликаторы).
Основные кинематические и силовые соотношения в передачах.
Во всех механических передачах различают два звена (см. рис. 10.2):
- входное (или ведущее) с параметрами (параметры и размеры ведущего звена имеют индекс “1”);
- выходное (или ведомое) с параметрами (параметры и размеры ведомого звена имеют индекс “2”).
Особенности каждой механической передачи и ее применение определяют следующие основные характеристики:
- мощность и вращающие моменты на ведущем и ведомом валах в кВт и кН/м соответственно:
и ,
где - окружная сила, Н; - окружная скорость, м/с; - угловая скорость, .
Вращающий момент ведущего вала является моментом движущих сил, его направление совпадает с направлением вращения вала. Момент ведомого вала - момент сил сопротивления, поэтому его направление противоположно направлению вращения вала.
- частота вращения и угловая скорость ведущего и ведомого валов в об/мин и соответственно.
Основные характеристики необходимы для выполнения проектного расчета (т. е. для определения геометрических размеров) любой передачи.
Дополнительными характеристиками являются:
- КПД передачи:
,
где и – мощности на ведущем и ведомом валах соответственно, кВт.
КПД характеризует потери мощности в передаче. Для многоступенчатой передачи, состоящей из нескольких отдельных последовательно соединенных передач, общий КПД:
,
где - КПД каждой передачи (зубчатой, червячной, ременной и др.) или кинематической пары (подшипников, муфты).
- окружная скорость ведущего или ведомого звена, м/с:
,
где - угловая скорость, ; - частота вращения, об/мин; - диаметр, мм (колеса, шкива и др.). Окружные скорости обоих звеньев передачи при отсутствии скольжения равны.
- окружная сила, кН:
.
- передаточное число и передаточное отношение :
и .
В передаче, понижающей частоту вращения (угловую скорость ), ; при частота вращения (угловая скорость) повышается, т.е. понижающая и повышающая передача соответственно.
Для многоступенчатой передачи общее передаточное отношение и общее передаточное число определяют по формулам:
,
где и - передаточные отношения и передаточные числа ступеней передачи соответственно.
Зубчатая передача - это механизм, который с помощью зацепления передает или преобразует движение с изменением скоростей и моментов (по величине и направлению).
Меньшее зубчатое колесо передачи называется шестерней, большее - колесом.
Классификация зубчатых передач.
1). В зависимости от взаимного расположения зубчатых колес различают передачи:
- с внешним зацеплением;
- с внутренним зацеплением.
Передачи с внутренним зацеплением компактнее передач с внешним зацеплением, но их изготовление и монтаж сложнее (значительную трудность представляет финишная обработка профилей зубьев колеса), поэтому более распространены передачи с внешним зацеплением.
2). По форме зубчатых колес различают:
- цилиндрические передачи;
- конические передачи;
- эллиптические передачи;
- фигурные передачи.
Наиболее широко распространены зубчатые колеса круглой формы, т.е. цилиндрические и конические (особенно цилиндрические); остальные зубчатые колеса встречаются крайне редко. Цилиндрические зубчатые передачи могут быть прямозубыми, косозубыми, шевронными и с круговым зубом;
25.Основные геометрические параметры эвольвентных зубчатых передач
Размеры колеса. Рассмотрим зацепление зубчатого колеса модуля т с числом зубьев z с инструментальной рейкой в конце обработки (рис. 20.11). Предположим, что наре зание зубьев происходило при радиальном смещении на вели чину тх (х — смещение рабочего контура рейки относительно колеса), что эквивалентно смещению делительной прямой (ДП) рейки относительно начальной прямой (НП) на ту же вели чину.
Так как начальная (станочная) окружность в процессе на резания на колесе зубьев катится без скольжения по началь ной прямой рейки, то на этой окружности шаг рейки дол жен уместиться z раз (z — число нарезаемых зубьев), т. е.
z = rid/p. Окружность, на которой шаг равен шагрейки, на зывают делительной окружностью. Так как отношение р/я.= = т, то
d = mz. (20.11)
Диаметр основной окружности
db = mz cos а,
где а — угол профиля исходного контура.
Диаметр окружности впадин (см. рис. 20.11)
df = mz — 2{h*a + с* — х)т,
а диаметр окружности вершин
da = df + 2h = mz + 2 (h* + x)m.

Толщина зуба по делительной окружности равна ширине впадины рейки по начальной прямой
/я , * = m \ У + 8 01
Высота зуба (рис. 20.12) h = 0,5 {da — df), высота головки зуба Л„ = 0,5 (da - d) и высота ножки зуба hf = 0,5 {d -
Из формул видно, что диаметры колес, кроме d и зависят от смещения про изводящего контура. Услов но считают смещение поло жительным, если при изго товлении колеса делительная прямая производящей рейки не пересекает и не касается делительной окружности ко леса (см. рис. 20.11). При отри и отельном см ещен ии [х < 0) делительная прямая рейки пересекает, а при х = 0 (нарезание без смещения) касается делительной окружности колеса. Смещение изменяет форму зуба (рис. 20.13). Так, положительное смещение приводит к утолщению зуба у основания и уменьшению кривизны профиля, так как зуб очерчивается более удаленным от основной окруж ности участком эвольвенты. Такие изменения формы способ ствуют повышению его прочности.
Благодаря смещению инструмента удается снизить мини мально допускаемое число зубьев на колесе без утонения (подрезания) их у основания.
Межосевос расстояние. Различают зубчатые колеса и пере дачи со смещением и без смещения.' Передачи без смещения имеют ху = х2 = 0 (здесь хх и х2 — смещения первого и вто рого колес). В таких передачах угол зацепления aw численно равен углу профиля исходного контура а, а межосевое рас стояние (см. рис. 20.12)
В таких передачах начальные окружности совпадают с де лительными {dwl = dt и dw2 = d).
Передачи со смещением образуются из колес, нарезанных со смещением.
Если коэффициенты смещения колес хл и х2 равны по величине, а знаки их противоположны, то хг = х± + х2 = 0. Такая передача называется равиосмещенной и для нее, как и в передаче без смещения, aw — a, aw = а и dw = d.
Если х ф 0, то в такой передаче со смещением угол за цепления aw ф а и межосевое расстояние
cosa,,,
cos a,,
m(z1 + гг) cosa mzx(l+u) cosa
(20.13)
Межосевые расстояния для стандартных редукторов стан дартизованы К, = 40; 50; 63; 80; 100; 125; 160; 180; 200; 225; 250; 280; 315; 400; 450; 500 мм). Для нестандартных передач можно не придерживаться утих значений.
Межосевые расстояния можно округлять за счет некото рого отклонения передаточного числа (за счет изменений z2).
Для «вписывания» прямозубой передачи в заданное меж осевое расстояние можно воспользоваться изменением угла зацепления otw (за счет смещения), который находят из очевид ного соотношения
Геометрическому расчету передачи обычно предшествует кинематический расчет (определение передаточного числа и и др.) и назначение (определение) ряда исходных параметров, с помощью которых далее находят необходимые размеры. К таким параметрам можно отнести число зубьев шестерни zx. Если принять Zj min, то и межосевое расстояние (габариты пе редачи) при заданных параметрах и, т и a,v будет наи меньшим.
При нарезании зубьев без смещения можно изготовить колесо лишь с Zimin= 17. Вводя смещение инструмента, полу чают zlmjn= 12 и менее.
На практике минимальное число зубьев шестерни назна чают с учетом технологических факторов, а также кинема тических параметров (плавность работы и др.). Для колес, нарезаемых без смещения, в зависимости от частоты враще ния «1 рекомендуется принимать:
При назначении числа зубьев колеса z2 = UZ\ также учиты вают предшествующий опыт проектирования и эксплуатации передач:1 при невысоких окружных скоростях колес (у < 6 м/с) й постоянной нагрузке числа зубьев колес передачи принимают кратными друг другу или с возможно большим числом об щих множителей для ускорения их приработки. При высо ких окружных скоростях (у > 6 м/с) и переменной нагрузке принимают взаимно простые числа зубьев или с возможно меньшим числом общих множителей.
Расчет геометрических параметров цилиндрических зубчатых передач выполняют по ГОСТ 16532 -
26.Классификация и степени точности зубчатых передач
Зубчатая передача - это механизм, который с помощью зацепления передает или преобразует движение с изменением скоростей и моментов (по величине и направлению).
Меньшее зубчатое колесо передачи называется шестерней, большее - колесом.
Классификация зубчатых передач.
1). В зависимости от взаимного расположения зубчатых колес различают передачи:
- с внешним зацеплением;
- с внутренним зацеплением.
Передачи с внутренним зацеплением компактнее передач с внешним зацеплением, но их изготовление и монтаж сложнее (значительную трудность представляет финишная обработка профилей зубьев колеса), поэтому более распространены передачи с внешним зацеплением.
2). По форме зубчатых колес различают:
- цилиндрические передачи;
- конические передачи;
- эллиптические передачи;
- фигурные передачи.
Наиболее широко распространены зубчатые колеса круглой формы, т.е. цилиндрические и конические (особенно цилиндрические); остальные зубчатые колеса встречаются крайне редко.
3). По форме и расположению зубьев на поверхности колеса различают:
- передачи с прямым зубом (прямозубые);
- передачи с косым зубом (косозубые);
- шевронные передачи;
- передачи с арочным (круговым) зубом.
Прямозубыми называют передачи, у которых зубья расположены параллельно осям колес, косозубыми - передачи, у которых зубья наклонены под углом () к образующей делительного цилиндра при параллельных осях колес.
4). По взаимному расположению геометрических осей валов различают передачи:
- с параллельными осями (цилиндрические);
- с пересекающимися осями (конические);
- с перекрещивающимися осями (винтовые и гипоидные).
Цилиндрические зубчатые передачи могут быть прямозубыми, косозубыми, шевронными и с круговым зубом; конические зубчатые передачи - прямозубыми, косозубыми и с круговым зубом. Винтовые передачи состоят из двух цилиндрических косозубых колес; гипоидные передачи - из двух конических косозубых или с круговым зубом колес.
5). По величине окружной скорости различают:
- тихоходные зубчатые передачи (окружная скорость м/с);
- скоростные зубчатые передачи (окружная скорость м/с);
- быстроходные зубчатые передачи (окружная скорость м/с).
Некоторые зубчатые передачи работают со скоростями до 150 м/с.
6). По конструктивному исполнению различают:
- закрытые зубчатые передачи;
- открытые зубчатые передачи.
В открытых передач зубья колес работают всухую или периодически смазываются пластичным смазочным материалом и не защищены от влияния внешней среды. Закрытые передачи помещаются в пыле- и влагозащитные корпуса (картеры) и работают в масляной ванне (например, редукторы).
7). В зависимости от числа ступеней зубчатые передачи бывают:
- одноступенчатые;
- многоступенчатые (т.е. включающие две и более последовательно расположенных зубчатых передачи (ступени), например, первая ступень может быть цилиндрической прямозубой, а вторая - конической косозубой и т.д.).
8). В зависимости от относительного движения валов различают:
- рядовые передачи (оси передачи не перемещаются в пространстве);
- планетарные передачи (оси передачи перемещаются в пространстве).
Зубчатые передачи наиболее распространены среди механических передач. Их применяют в широком диапазоне нагрузок: от часовых механизмов и приборов до тяжелых машин для передачи различных вращающих моментов (до ) и мощностей (до 50 МВт) с диаметрами колес от долей миллиметра до 10 м и более.
Достоинства зубчатых передач (по сравнению с другими механическими передачами):
- малые габариты;
- высокий КПД (до 97-98%);
- высокая долговечность и надежность в работе (в том числе и при больших нагрузках);
- постоянство передаточного отношения (из-за отсутствия проскальзывания);
- сравнительно малые нагрузки на валы и опоры;
- простота обслуживания.
Недостатки зубчатых передач:
- повышенные требования к точности изготовления и монтажа;
- шум в работе при больших скоростях;
- высокая жесткость (не позволяет компенсировать динамические нагрузки).
27. Виды повреждений зубчатых колес
Поломка зуба (выламывание углов или целого зуба у основания) является одним из распространенных видов повреждений передач (рис. 20.26). Она происходит в результате больших перегрузок (ударного или статического характера) или чаще от длительной переменной нагрузки, под действи ем котороки-в~- зонах концентрации напряжений образуется и развивается усталостная трещина (или несколько трещин).
Для предотвращения повреждения от усталости увеличи вают модуль зубьев, снижают концентрацию напряжений в основании зубьев, увеличивают прочность материала колес.
Выкрашивание или отрыв от рабочей поверхности зубьез мелких частичек металла, приводящий к образованию ямок
(раковин), являетс вторьгм ти пичным, часто встречающимся видом повреждения передач (рис. 20.27). Оно наблюдается преимущественно в_.закрытых ютающих в смазочном материале) передачах и происходит под действием длитель ных рабочих^ нагрузок в зонах концентрации контактных напряжений. Выкрашивание контактирующих поверхностей на чинается обычно вблизи полюсных линий (на ножках зубь ев) с образования мелких ямок.
При"невысокой твердости" поверхности зубьев (НВ sg 350) выкрашивание часто носит ограниченный характер. Оно начи нается в зонах концентрации нагрузки и, спустя непродол жительное время, прекращается (происходит приработка зубь ев).
При высокой твердости поверхности зубьев (НВ > 350) ямки быстро разрастаются, нарушаются условия смазывания, появляются дополнительные динамические нагрузки,-способ ствующие преждевременному разрушению зубьев.
Эффективными средствами предотвращения выкрашивания являются увеличение поверхностной твердости зубьев, подбор химически неактивных смазочных материалов и др.
Износ зубьев является причиной выхода из строя преиму щественно открытых передач, недостаточно защищенных от попадания абразивных частиц. Искажение профиля в результа те износа приводит к увеличению динамических нагрузок, повышению напряжений изгиба, и, как следствие, к поломке зуба.
Для уменьшения износа повышают износостойкость пе редачи путем повышения твердости контактирующих поверх ностей, защиты от попадания абразивных частиц в зону кон такта, применения смазочных' материалов повышенной вяз кости.
Заедание наблюдается в высоконагруженных и высокоско ростных передачах и является следствием разрыва масля ной пленки из-за высоких контактных давлений. Оно про является в образовании молекулярного сцепления (сварки) поверхностных слоев металла и последующего разрушения этих связей в процессе скольжения зубьев.
Меры предупреждения заедания: повышение поверхностной твердости зубьев путем их химико-термической обработки, фланкирования, применения противозадирных смазочных ма териалов и т. д.
28 Материалы зубчатых колес.
Материалы зубчатых колес.
Выбор материала зубчатых колес зависит от:
- назначения передачи;
- передаваемой мощности;
- окружной скорости;
- точности изготовления.
Основными материалами зубчатых колес служат термически обрабатываемые стали, так как они по сравнению с другими материалами лучше обеспечивают контактную прочность и прочность зубьев на изгиб.
В зависимости от твердости рабочих поверхностей зубьев различают стальные зубчатые колеса:
1). твердостью . Чистовое нарезание зубьев производят после термообработки (нормализации, улучшения). При этом получают довольно высокую точность изготовления зубьев без применения отделочных операций (шлифовки, притирки и т.д.). Стальные зубья твердостью хорошо прирабатываются и воспринимают динамические нагрузки. Для выравнивания долговечности колес и лучшей прирабатываемости твердость зубьев шестерни принимают больше твердости зубьев колеса:
- для прямозубых передач
- для косозубых передач ,
где – твердость зубьев шестерни по Бринеллю; - твердость зубьев колеса.
Зубчатые колеса твердостью применяют в мало- и средненагруженных передачах, а также в передачах с большими колесами, термическая обработка которых затруднена (в основном в мелкосерийном и единичном производстве).
Зубчатые колеса обычно изготавливают из качественных углеродистых сталей 35, 40, 45, 50 и легированных сталей 35Х, 40Х, 40ХН и др.
2). твердостью (в этом случае используют шкалу Роквелла , ). Стальные зубья твердостью плохо прирабатываются и нуждаются в высокой точности изготовления. Нарезание зубьев производят до термической обработки (вследствие высокой твердости заготовок после ТО (закалки ТВЧ, цементирования, азотирования, нитроцементации)). Причем некоторые виды термообработки вызывают коробление зубьев, поэтому для исправления формы зубьев применяют отделочные операции. При твердости колес не требуется обеспечивать разность твердости рабочих поверхностей зубьев шестерни и колеса.
С увеличением твердости рабочей поверхности зубьев допускаемые напряжения увеличиваются раза (например, для стали 40ХН МПа и МПа - до и после термообработки соответственно), а нагрузочная способность - в раза.
Зубчатые колеса твердостью применяют средне- и тяжелонагруженных передачах при больших окружных скоростях (в основном в крупносерийном и массовом производстве).
Зубчатые колеса твердостью обычно изготавливают из средне- и малоуглеродистых легированных сталей 40Х, 40ХН, 12ХН3А, 15Х, 18ХГТ, 38Х2МЮА и др.
Помимо сталей зубчатые колеса выполняют из чугунов и пластмасс.
Чугуны в основном применяют для изготовления крупногабаритных зубчатых колес тихоходных открытых передач (т.к. чугунные зубья могут работать при бедной смазке и хорошо сопротивляются заеданию). Основные недостатки чугунов - малые допускаемые напряжения и низкая прочность при ударных нагрузках. Чугунные колеса изготавливают из серого и модифицированного чугуна марок СЧ21, СЧ24, СЧ25, СЧ30, СЧ35.
Пластмассы (текстолит, капролон, нейлон и др.) применяют в быстроходных малонагруженных передачах, в приборах и небольших силовых установках (часто в паре с металлическими колесами). Пластмассовые зубчатые колеса (по сравнению с металлическими) хорошо воспринимают переменные нагрузки (амортизируют удары, гасят механические вибрации) и, следовательно, обеспечивают бесшумность работы передачи, имеют более низкий износ зубьев.
29. Червячные передачи: общие сведения, классификация, геометрия
Гиперболоидными называют передачи со скрещи вающимися осями, начальные поверхности которых являются гиперболоидами вращения (рис. 21.1) — аксоидами относитель ного движения1. Получили наибольшее распространение три разновидности передач: гипоидная (рис. 21.2), винтовая (см. рис. 20.3, в) и червячная (см. рис. 20.3, б). Последняя широко применяется в различных отраслях машиностроения.
Червячная передача представляет собой винтовую передачу, у которой ведущее колесо (червяк) выполнено с малым числом зубьев ~i = 1-ь4, а ведомое (червячное) колесо имеет большое число зубьев z2 $s 28. Угол скосщивания осек обычно составляет 90 .
В зависимости от формы делительной поверхности разли чают червяки цилиндрические и глобоидные (рис. 21.3).
Цилиндрические червяки по ГОСТ 18498 — 73 могут иметь три различные формы рабочей поверхности витков. Архиме дов червяк имеет трапецеидальный профиль в осевом сече нии и торцовый профиль в форме архимедовой спирали. Эвольвентный червяк также имеет линейчатую по верхность витка в осевом сечении, но торцовый профиль является эвольвентой окружности. Конволютный червяк в отличие от эвольвентного червяка имеет торцовый профиль в форме удлиненной или укороченной эвольвенты.
Их нагрузочная способность приблизительно одинаковая. Архимедов червяк может быть нарезан на обычных токарных й резьбофрёзерпых станках (специальные станки не требуются), однако шлифование (доводка после термообработки) затруд нено. Поэтому архимедовы червяки широко применяют в пере дачах, если твердость червяка до НВ <=350 приемлема.
Эвольвентиые червякиприменяют при необходимости полу чения высокой твердости (HRC > 45) и малой шероховатости рабочих поверхностей витков, так как их шлифование после термообработки не сопряжено с техническими трудностями.
Достоинства червячных передач состоят в возможности по лучения больших передаточных отношений в одной ступени (обычно и = 10 -г 60, реже и = 60 -г 100), плавности и бесшумности работы, возможности самоторможения.
Основной недостаток передач — низкий КПД. Это ведет к большому тепловыделению и часто требует применения спе циальных устройств для отвода тепла (обдув, оребрение корпуса и др.). Это, а также необходимость применения цветных метал лов существенно ограничивает области использования червяч ных передач.
30.Скольжение в червячных передачах, КПД, тепловой расчет
В червячной передаче в отличие от зубчатой окруж ные скорости г, и t>2 не совпадают по направлению (направлены под углом скрещивания, обычно 90°) н различны по величине. Поэтому начальные цилиндры передачи в относительном дви жении скользят, а не обкатываются, и передаточное отношение не может быть выражено отношением d2/d1.
Передаточное отношение. За один оборот червяка зуб колеса, контактирующий с его некоторым витком, переместится по окружности на величину подъема витка mnz1 и колесо повернется на угол <р2, равный m1/d2. Следовательно, передаточное отношение червячной передачи
откуда видно, что передаточное отношение и не зависит от диаметра червяка, обычно и= 20 - 60 — в силовых передачах и и < =300 — в кинематических цепях приборов и делительных механизмов.
Скольжение в червячном зацеплении. Витки червяка сколь зят при движении по зубьям колеса. Когда точка контакта совпадает с полюсом зацепления, относительная скорость vск направлена по касательной к винтовой линии витка червяка (рис. 21.5). В этом положении окружная скорость червяка v=w1d1/2и окружная скорость колеса v2 =w2d2/2 связаны со скоростью скольжения соотношениями
vск=n1d1/60cosy=n2d2/60siny
Так как угол подъема у < 30°, то в червячной передаче v2 <v1, а скорость скольжения vск >v2Большое скольжение является причиной износа и заедания передач, снижает их КПД.
Отметим, что на условия смазывания и износ передачи существенно влияет расположение контактных линий. В передаче с цилиндрическим червяком криволинейные контактные линии (рис. 21.6, а) образуют с вектором скорости скольжения не большой угол Q. Врезультате создаются неблагоприятные условия для смазывания. Контактные линии в глобоидной передаче, располагаясь почти вертикально (рис. 21.6, б), способ ствуют лучшему смазыванию зубьев и, как следствие, повы шению несущей способности передач.
Для уменьшения износа материалы червяка и колеса должны образовать антифрикционную пару (имеющую минимально возможный коэффициент трения). Червяки обычно изготов ляют из стали, а колеса — из бронз (оловянистых и безоловяни-стых). В тихоходных передачах используют колеса из анти фрикционного чугуна.
КПД червячной передачи определяют так же, как для винто вой пары, так как условия трения у них примерно одинаковы (см. с. 388):
=095tgy/tg (y+p)
здесь 0,95 - множитель, учитывающий потери энергии па пере мешивание масла при смазывании окунанием; р — угол тре ния, tg р = f(f- коэффициент трения).
Коэффициент трения / зависит от скорости скольжения, для бронзовых колес при
Из формулы (21.1) следует, что КПД передачи возрастает с увеличением числа витков (заходов) червяка (увеличивается угол подъема у) и с уменьшением коэффициента трепня /.
В предварительном расчете можно принимать:
zi 1 2 3,4
0,7-0,75 0,75-0,82 0.87-0,92
Невысокий КПД свидетельствует о том, что в червячной передаче значительная часть энергии превращается в теплоту. Вызванное этим повышение температуры ухудшает защитные свойства масляного слоя, увеличивает опасность заедания.и выхода передачи из строя.
Для предотвращения чрезмерного повышения температуры мает оценивают тепловой баланс между тепловыделением и теплоотдачей и при необходимости принимают меры по уменьшению тепловыделения или увеличению теплоотдачи. В первом случае за счет ограничения глубины погружения червяка в масло, применения маслоразбрызгивающих колец, верхнего размещения червяка и др. уменьшают потери на раз брызгивание и размешивание масла. Повышают также КПД передачи путем уменьшения шероховатости витков червяка, сни жения коэффициента трения в контакте за счет подбора масла.
Теплоотдачу улучшают увеличением поверхности охлажде ния деталей корпуса (оребренпем), искусственным охлаждением корпуса (обдувом вентилятором), применением циркуляцион ной системы смазывания (с подачей охлажденного масла в зоны контакта через струйные сопла).
31.Материалы червячных передач.
Выбор материала для изготовления червяка и чер вячного колеса определяется_в основном скоростью скольжения витков червяка и зубьев колеса.
При проектном расчете, когда размеры червяка неизвестны, ориентировочное значение скорости скольжения можно найти из эмпирической зависимости
где Т2 и n2 — расчетный вращающий момент,"Н • м, и частота вращения "вала колеса, об/мин; z?2— число... зубьев.. „колеса. "Меньшие значения коэффициента перед корнем берутся при большем числе заходов и больших нагрузках, а большие — при меньшем числе заходов и меньших нагрузках.
Червячные колеса открытых передач' и' передач небольшой., мощности с ручным приводом изготовляют из чугунов СЧ 10, СЧ 15, СЧ 20; а червяки йз стали""45 "(НВ_ 300 - 350).
Колёса закрытых передач с машинным приводом при vCK < 4 м/с изготовляют из безоловянистых бронз (БрАЖ9—.4 й др.), при vCK =~4-10 м/с — из малооловянистых бронз (БрОбЦбСЗ и др.) и при иС1 > 10 м/с — из высокооловянистых бронз, содержащих также фосфор, свинец, сурьму и никель (БрОФ10-1, БрОФН).
Червяки, работающие в паре с бронзовыми колесами,, изгот товляют обычно из сталей 40ХН, 20ХНЗА, 30ХГСА, 20Х и др. с твердостью поверхностей витков HRC 45 — 50.
Допускаемые напряжения изгиба определяются так же, как и для зубчатых колес. Приближенные значения [о>] даны в табл. 21.2. Для оловянистых бронз БрОФШ - 1 и БрОФН: [о>] - 50 МПа — при литье заготовки в землю, [о>] = 70 МПа — то же, в металлическую форму.
Значения допускаемых контактных напряжений [сун] для колес из бронзы БрАЖ9 —4 и чугунов в зависимости от vCK даны в табл. 21.2. Для колес из оловянистой бронзы БрОФЮ— 1: [ан] = 150 МПа — при литье в землю и [стн] = 190 МПа — при литье в кокиль. Для колес из бронзы БрОФН, заготовки кото рых отливают в кокиль, = 230 МПа.
В связи с тем, что для изготовления венцов червячных колес используется дефицитный цветной металл,колеса изго товляют преимущественно бандажированными (рис. 21.8), а' червяки — за одно целое с валом (редко бандажированными).
Для общего ознакомления с конструкцией червячных передач на рис. 21.9 показан автономный редуктор с нижним располо жением червяка. Корпус редуктора имеет горизонтальный разъем, в плоскости которого лежит ось колеса, для упрощения сборки и изготовления редуктора. Верхняя часть (крышка) / и нижняя часть (корпус) 8 редуктора соединяются болтами 2, Подшипники червяка устанавливаются в корпус 8 с помощью дополнительных стаканов 5. Это облегчает установку червяка вместе с подшипниками и маслоразбрызгивающими кольцами 6 в корпус. Осевое положение колеса в корпусе зафиксиро вано с помощью крышек 3 и 4. Червяк выполнен за одно целое с валом.
Колесо выполнено составным из бронзового венца и сталь ной или чугунной ступицы.
Для уменьшения износа и улучшения теплоотвода из зоны контакта должно быть обеспечено смазывание .передачи.
32.Классификация и конструкции подшипников качения. Система условных обозначений подшипников качения
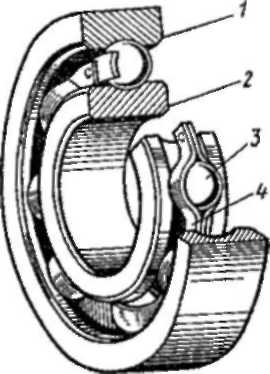
Подшипники качения являются основным видом опор вращающихся (качающихся) деталей. Подшипник качения имеет наружное 1 и внутреннее 2 кольца, между которыми расположены тела качения 5 (рис. 27.1). Во избежание со прикосновения тел качения они от деляются друг от друга сепарато ром 4.
Классификация подшипников. Под шипники качения классифицируют по следующим признакам:
1. По форме тел качения под шипники подразделяют на шарико вые (рис. 27.2) и роликовые (рис. 27.3). Последние, в " свою очередь, делят по форме роликов на подшипники с короткими (рис. 27.3, а) и длинными (рис. 27.3, д) цилиндрическими роли ками, с коническими (рис. 27.3, г),
бочкообразными (рис. 27.3,6), игольчатыми
2. По направлению воспринимаемых сил_подшипники разде-
ляютГна типы:
а) радиальные, воспринимающие преимущественно радиаль-
ные нагрузки, действующие перпендикулярно оси вращения
подшипника
б) радиально-упорные, предназначенные для восприятия
одновременно действующих радиальных и осевых "нагрузок
в) упорно-радиальные, предназначенные для восприятия осе-
вой нагрузки при "одновременном действии незначительной
радиальной нагрузки
г) упорные, воспринимающие только осевые силы
3. По способности самоустанавливаться подшипники под-
разделяют на несамоу'станавливающиеся и,.самоусттавливаю-
щиеся допускающие, поворот осивнутреннего кольца по отношению к оси наружного кольца.
4. По числу рядов тел качения (расположенных по ширине)
подшипники делят на однорядные и, двухрядные и четырехрядные.
Подшипники одного и того же диаметра отверстия под разделяют по габаритным размерам (наружный диаметр и ширина) на размерные серии-сверхлегкую,особо легкую, легкую, среднюю, особо узкую, узкую, нормальную, широкую, особо широкую.
Подшипники разных типов, размеров и серий имеют раз личную грузоподъемность и быстроходность. Подшипники более тяжелых серий менее быстроходны, но имеют более высокую грузоподъемность. Подшипники шариковые"радйаль-" ные и радиально-упорные, а также роликовые с короткими цилиндрическими роликами имеют наибольшую быстроход ность по сравнению с подшипниками других типов."
Для особо высокой частоты вращения и действия легких нагрузок целесообразно использовать подшипники сверхлегкой и особо легкой серий. Для восприятия повышенных и тя желых нагрузок при высокой частоте вращения используют подшипники легкой серии, а при. недостаточной их грузо подъемности размещают в одной опоре по два подшипника. " "Наиболее часто на практике применяют подшипники легкой и средней серий нормальной ширины.
Радиальные шарикоподшипники могут воспринимать как радиальные, так и осевые нагрузки, действующие в обе сто роны" вдоль оси вращенияподщипнйкал" что "обеспечивает возможность фиксирования вала в осевом направлений. При использовании этих подшипников предъявляются менее высо кие требования к соосности опор и жесткости валов; стои мость их изготовления невысока, наиболее прост монтаж и демонтаж, поэтому такие подшипники наиболее распростра нены.
Роликовые подшипники более гр^зоподъемны, чем шарико вые. Однако роликоподпшгшшсй с цилиндрическими роли-~ками наиболее распространенных конструкций (с направляю щими бортами для роликов на одном из колец подшипника) не могут воспринимать осевых нагрузок, а конические, ро ликоподшипники менее быстроходны. Все большее применение находят роликоподшипники с выпуклой образующей роликов (с бомбированными роликами). Такая форма роликов позво ляет снизить концентрацию напряжений на их кромках и по высить долговечность подшипников в 2 раза и более.
Радиально-упорные подшипнж по величине угла
кбвтакгаа (см. рис. 27.2, в, г и 27.3, г). С увеличением угла контакта радиально-упорные подшипники могут воспри нимать более тяжелые осевые нагрузки. Однако быстроход ность подшипников с увеличением угла контакта снижается,
Радиальные и радиально-упорные шарикоподшипники могут быть использованы й в" случае действия на них только осевой нагрузки, особенно при высокой частоте вращения, при которойчн^льзя .применять .упорные подшипники. Само-устанавливающиеся подшипники применяют в -случае повы шенной несоосности опор вала (до 2—3°), а также при по вышенной изгибной податливости вала.
Предельная частота вращения подшипников зависит от их конструкции и точности изготовления, от точности изготовления и монтажа сопряженных с подшипниками деталей, а также от способа смазывания и свойств смазочных материалов.
Точность изготовления. Промышленность изготовляет под шипники качения пяти классов точности (0, 6, 5, 4 и 2; обоз начения даны в порядке повышения точности).
Подшипники класса точности 0 используют при отсутствии особых требований к точности вращения, определяемой ра диальными и осевыми биениями дорожек качения внутреннего и наружного колец подшипника. Их применяют наиболее часто.
Быстроходность подшипников принято оценивать парамет ром dmn, где dm — диаметр окружности, соединяющей центры тел качения, мм; п — частота вращения кольца подшипника, об/мин. Для радиальных и радиально-упорных шарикопод шипников со стальными штампованными («змейковыми») се параторами (см. рис. 27.1) и роликоподшипников с корот кими цилиндрическими роликами нормального класса точ ности (0)dmn = 0,5 106 мм-об/мин; для тех же подшипников с массивными сепараторами, изготовленными из антифрик ционных материалов (бронзы, алюминиевых сплавов, пласт масс), при интенсивной циркуляционной подаче масла пара метр dmn достигает 2,8 *106 мм-об/мин; для конических роликоподшипников dmn а; 0,3*106 мм «об/мин, а для упорных шарикоподшипников d„,n « 0,22 • 10б мм • об/мин.
Для шарикоподшипников небольших размеров при смазы вании масляным туманом (см. с. 466) достигали значения параметра dmn -- 1,8 • 106 м • об/мин, при этом частота вращения подшипника была 90000—100000 об/мин и ресурс составил более 2000 ч.
Материалы деталей подшипников. Кольца и тела качения подшипников изготовляют в основном из шарикоподшипнико вых высокоуглеродистых хромистых сталей ШХ15 и ШХ15СГ, а также цементуемых легированных сталей 18ХГТ, 20Х2Н4А и 20НМ. Твердость роликов и колец обычно HRC 60-65, шариков — HRC 62 — 66.
Кольца и тела качения подшипников, работающих в агрес сивных средах, выполняют из сталей 12X1или20X1
Сепараторы массовых подшипников изготовляют штампов кой из мягкой углеродистой стали; сепараторы высокоско ростных подшипников выполняют массивными из бронз, ла туни, дуралюмина, текстолита и других материалов.
Основные типы подшипников и их характеристики при ведены в работе
PAGE66
Механизмы, узлы и детали