Розробка комп’ютерно-інтегрованого модуля автоматизованої складальної лінії
PAGE \* MERGEFORMAT98
ХАРКІВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ РАДІОЕЛЕКТРОНІКИ
|
Факультет
|
Автоматики та комп’ютеризованих технологій
|
Кафедра Технології та автоматизації виробництва РЕЗ та ЕОЗ
Пояснювальна записка
до дипломного проекту
|
Спеціаліст
|
|
(освітньо-кваліфікаційний рівень)
|
|
Розробка комп’ютерно-інтегрованого модуля
|
|
автоматизованої складальної лінії
|
(тема роботи)
Виконав: студент 5 курсу, групи КІТПВc-13-1
напрямку підготовки (спеціальності)
7.05020202 «Комп'ютерно-інтегровані
технологічні процеси і виробництва»
(шифр, назва та напрям підготовки, спеціальності)
_____________
(прізвище та ініціали)
Керівник
(прізвище та ініціали)
Рецензент __________________________
(прізвище та ініціали)
Харків 2014
Харківський національний університет радіоелектроніки
( повне найменування вищого навчального закладу )
Інститут, факультет, відділення факультет АКТ
Кафедра кафедра ТАВР
Освітньо-кваліфікаційний рівень спеціаліст
Спеціальність 7.05020202 «Комп'ютерно-інтегровані технологічні процеси і виробництва»
ЗАТВЕРДЖУЮ
Завідувач кафедри ТАВР
проф. Невлюдов І.Ш.
________________________“____”_____________20___року
З А В Д А Н Н Я
НА ДИПЛОМНИЙ ПРОЕКТ (РОБОТУ) СТУДЕНТУ
(прізвище, ім’я, по батькові)
|
1. Тема проекту (роботи)
|
Розробка комп’ютерно-інтегрованого модуля
|
автоматизованої складальної лінії
|
керівник проекту (роботи)
|
|
( прізвище, ім’я, по батькові, науковий ступінь, вчене звання)
затверджені наказом вищого навчального закладу від “28” 04 2014року №548
2. Строк подання студентом проекту (роботи) 28 травня 2014р.
3. Вихідні дані до проекту (роботи)_____________________________________
1 Кількість пневматичних розподільників – 12
2 Кількість кінцевих датчиків положення – 24
3 Кількість датчиків тиску – 1
4 Напруга живлення соленоїдів – 24В
5 Інтерфейс зв’язку – RS-232
6. Протокол - ModBus
4. Зміст розрахунково-пояснювальної записки (перелік питань, які потрібно розробити)___________________________________________________________1 Провести аналіз завдання .
2Обрати обґрунтувати технічне рішення.
3 Розробити структурну та електричну принципову схеми
4 Розрахувати систему САУ пневматичних приводів дискретної дії.
5 Розробити програму управління модулем
5. Перелік графічного матеріалу (з точним зазначенням обов’язкових креслень)
Структурна схема
Схема електрична принципова
Алгоритм роботи програми модуля
6. Консультанти розділів проекту (роботи)
|
Розділ
|
Прізвище, ініціали та посада
консультанта
|
Підпис, дата
|
|
|
|
завдання видав
|
завдання
прийняв
|
|
Основна частина
|
|
|
|
|
Розділ ОП і безпеки праці в надзвичайних ситуаціях
|
|
|
|
|
Економічна частина
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7. Дата видачі завдання 26 лютого 2014р.
КАЛЕНДАРНИЙ ПЛАН
|
№
з/п
|
Назва етапів дипломного
проекту (роботи)
|
Строк виконання етапів проекту
( роботи )
|
Примітка
|
|
1
|
Аналіз завдання та літератури за темою
|
26.02.2014
|
|
|
|
дипломного проекту
|
24.03.2014
|
|
|
2
|
Вибір і обґрунтування технічного рішення
|
24.03.2014
|
|
|
|
|
14.04.2014
|
|
|
3
|
Розробити структурну та електричну
|
14.04.2014
|
|
|
|
принципову схеми
|
28.04.2014
|
|
|
4
|
Розрахунок САУ пневматичним приводом
|
28.04.2014
|
|
|
|
приводом
|
12.05.2014
|
|
|
5
|
Оформлення пояснювальної записки
|
12.05.2014
|
|
|
|
|
23.05.2014
|
|
|
|
|
|
|
Студент _____________ ______________________
( підпис ) (прізвище та ініціали)
Керівник проекту (роботи) _____________ ______________________
( підпис ) (прізвище та ініціали)
РЕФЕРАТ
Пояснительная записка содержит: страниц ___, рисунков ___, таблиц ___, использованных источников ___.
Цель работы – разработка компьютерно-интегрированного модуля автоматизированной сборочной линии.
Выполнен анализ технического задания, проанализирована классификация компоненты модуля управления, рассмотрены аналогичные конструкции, составлена схема структурная, составлена схема электрическая принципиальная, составлена циклограмма функционирования устройства
Результат дипломного проекта специалиста – компьютерно-интегрированный модуль управления автоматизированной сборочной линией.
АВТОМАТИЗАЦИЯ, МОДУЛЬ УПРАВЛЕНИЯ, КОМПЬЮТЕРНО-ИНТЕГРИРОВАННЫЙ, СХЕМА ПРИНЦИПИАЛЬНАЯ, СБОРОЧНАЯ ЛИНИЯ
РЕФЕРАТ
Пояснювальна записка містить: сторінок ___, малюнків ___, таблиць ___, використаних джерел ___.
Мета роботи – розробка комп'ютерно-інтегрованого модуля автоматизованої складальної лінії.
Виконано аналіз технічного завдання, проаналізована класифікація компонентів модуля керування, розглянуті аналогічні конструкції, зіставлена схема структурна, зіставлена схема електрична принципова зіставлена циклограма функціонування пристрою.
Результат дипломного проекту спеціаліста - комп'ютерно-інтегрований модуль для управління складальної лінією.
АВТОМАТИЗАЦІЯ, МОДУЛЬ УПРАВЛІННЯ, КОМП'ЮТЕРНО-ІНТЕГРОВАНІ, СХЕМА ПРИНЦИПОВА, СКЛАДАЛЬНА ЛІНІЯ
|
СОДЕРЖАНИЕ
|
|
|
|
|
|
|
|
|
Перечень условных обозначений, символов единиц сокращений и терминов..
|
7
|
|
Введение…………………………………………………………............................
|
8
|
|
1 Анализ литературы и требований технического задания …………………....
|
10
|
|
1.1 Анализ задания на дипломное проектирование……………………………..
|
10
|
|
1.2 Сборочная линия…………………………………………………………........
|
12
|
|
1.2.1 Общее устройство и классификация пневматических приводов……….
|
13
|
|
1.3 Достоинства пневмопривода…………………………………………………
|
15
|
|
1.4 Недостатки пневмопривода…………………………………………………
|
16
|
|
1.5 Пневмоострова……………………………………………………………….
|
17
|
|
1.5.1 Виды пневмоостровов ……………………………………………………..
|
18
|
|
1.6 Программируемый логический контроллер……………………………….
|
24
|
|
2 Разработка структуры модуля управления ……………………………………
|
30
|
|
2.1 Описание архитектуры модуля управления автоматизированной сборочной линией…………………………………………………………………
|
30
|
|
2.2 Подбор и описание элементов конструкции модуля ………………………
|
31
|
|
2.2.1 Микроконтроллер фирмы ATMEL ATMega64……………………………
|
31
|
|
2.2.2 Характеристики МК…………………………………………………………
|
32
|
|
2.2.3 Назначение выводов микроконтроллера ATMega64……………………...
|
34
|
|
2.3 Датчик температуры DS18B20……………………………………………….
|
35
|
|
2.4 Датчик давления MPXV5100…………………………………………………
|
37
|
|
2.5 Составной транзистор…………………………………………………………
|
38
|
|
2.6 Гальваническая развязка……………………………………………………...
|
42
|
|
2.7 Описание работы схемы электрической принципиальной…………………
|
44
|
|
2.8 Подбор элементной базы……………………………………………………...
|
45
|
|
3 Синтез систем управления………………………………………………….…..
|
48
|
|
3.1. Постановка задачи……………………………………………………………
|
48
|
|
3.2 Методика синтеза дискретных систем управления с последовательными циклами……………………………………………………………………….……
|
49
|
|
3.3. Параллельные циклы, условные переходы, подпрограммы……………….
|
66
|
|
3.4 Выбор подхода или модели построения системы ………………………….
|
68
|
|
4 Охрана труда и безопасность в чрезвычайных ситуациях…………………...
|
74
|
|
4.1 Анализ условий труда в лаборатории ………………………………..……...
|
74
|
|
4.2 Промышленная безопасность в лаборатории……………………………….
|
80
|
|
4.3 Производственная санитария…………………………………………………
|
81
|
|
4.4 Безопасность в чрезвычайных ситуациях …………………………………..
|
84
|
|
5 Экономическая часть……………………………………………………………
|
87
|
|
5.1 Описание разработки компьютерно-интегрированного модуля…………...
|
87
|
|
5.2 Оценка технического уровня проектируемой конструкции………………..
|
87
|
|
5.3 Расчет калькуляции и оптовой цены проектируемой конструкции……….
|
91
|
|
5.4 Расчет основных показателей сравнения проектируемой конструкции с аналогом за обобщающим показателем технического уровня…………………
|
92
|
|
5.5 Расчет технико-экономических показателей проектируемой конструкции, используемого изготовителем по аналоговым и проектируемым вариантам……………………………………………………….
|
92
|
|
Выводы………………………………………………………………………..........
|
96
|
|
Перечень ссылок…………………………………………………………………..
|
97
|
|
Приложение А графические документы ………………………………………...
|
100
|
|
Приложение Б демонстрационный материал в виде презентации……………..
|
101
|
ПЕРЕЧЕНЬ УСЛОВНЫХ ОБОЗНАЧЕНИЙ, СИМВОЛОВ ЕДИНИЦ СОКРАЩЕНИЙ И ТЕРМИНОВ
ДСанПіН – державні санітарні правила і норми;
ДСН – державні санітарні правила і норми;
НПАоП – нормативно-правові акти з охорони праці;
МК – микроконтроллер;
ТЗ – техническое задание;
СУ – система управления;
ОВПФ – опасные и вредные производственные факторы;
КПД – коэффициент полезного действия;
ПЛК – программируемый логический контроллер;
ОЗУ – оперативное запоминающее устройство;
АЦП – аналогово цифровой преобразователь;
ЧПУ – числовое программное управление
ВВЕДЕНИЕ
Целью дипломного проекта является разработка компьютерно-интегрированного модуля автоматизированной сборочной линии. Данные компьютерно-интегрированные модули приобрели широкое распространение в сфере автоматизации. Современное оборудование во всех отраслях промышленности постоянно совершенствуется с целью повышения производительности.
При проектировке линии возникает необходимостью экономии в борьбе за повышение производительности. Именно для таких задач автоматизации используются компьютерно-интегрированные модули. Особенностью модулей является оптимизированная электромеханическая часть легкая переналадка, и экономичностью. Автоматизация сборочных линий и автоматизация сборочных операций позволяет значительно (в 7 – 10 раз) повысить производительность труда и качество сборки. Автоматизация установочных перемещений объектов труда и рабочих органов автоматизированного пневматического оборудования сделала актуальной проблему создания компьютерно-интегрированных модулей, и систем управления, обеспечивающих решение задачи автоматизации в различных областях промышленности.
Таким образом, данная тема является актуальной на сегодняшний день, и все больше компаний уделяют время и финансирование на разработку средств автоматизации производства с помощью применения пневматического оборудования и модулей для их автоматизации.
Основными задачами для реализации цели являются:
- проанализировать существующие аналоги разрабатываемого модуля, а также их функции;
- проанализировать методы построения компьютерно-интегрированных модулей;
- проанализировать архитектуру автоматизированной системы;
- выбрать метод разработки автоматизированной системы управления;
- подобрать основные элементы из которых состоит модуль;
- разработка конструкций компьютерно-интегрированного модуля.
Решение данных задач позволит реализовать поставленную цель.
1 АНАЛИЗ ЛИТЕРАТУРЫ И ТРЕБОВАНИЙ ТЕХНИЧЕСКОГО ЗАДАНИЯ
Анализ задания на дипломное проектирование
В данном дипломном проекте необходимо разработать, компьютерно-интегрированный модуль автоматизированной сборочной линии. Так как данная тема является актуальной, и автоматизация производства с помощью различных модулей, имеет широкое применение в быстро развивавшимся современном мире.
С использованием компьютерно-интегрированных моделей управления можно заменить человеческий труд машинным, на любом участке производства, что в результате даст высокую производительность. Это более выгодно, так как автоматика делает ту же работу, что и человек, гораздо быстрее и качественнее. В качестве механизмов может использоваться широкая номенклатура пневмосхватов, пневмоцилиндров, поворотных пневмоприводов и вакуумных захватов.
Уровень развития робототехники позволяет в настоящий момент с успехом использовать ее для выполнения сборочных операций не только в электронной, но и автомобилестроительной, станкостроительной, электротехнической и других отраслях промышленности. Одними из главных преимуществ роботизированных сборочных операций являются высокая повторяемость и точность позиционирования, достигающая значения ±0,06 мм. Их все чаще применяют при большой массе элементов изделия, в условиях повышенной опасности, например, высокого уровня радиации, и повышенных требований к стерильности и чистоте. Основным условием применения роботов является экономическая выгодность их внедрения.
При этом возможна как частичная автоматизация производственных сборочных процессов (осуществляемая на одной или нескольких позициях сборочного автомата или сборочной линии), так и полная их автоматизация (Роботизированная сборочная линия). Наибольшая эффективность роботов достигается при применении их в составе автоматических сборочных линий.
Современное автоматическое сборочное оборудование, применяемое для автоматизации производственных технологических сборочных процессов, включает в свой состав однопозиционные автоматы и полуавтоматы, а также многопозиционные полуавтоматы. Сборку простейших узлов, в состав которых входит небольшое количество элементов, выполняют с помощью однопозиционных сборочных полуавтоматов. При этом установка базовой детали и части элементов, ориентация которых вызывает технические трудности, на сборочную позицию осуществляется вручную. Подача остальных элементов, устанавливаемых автоматически, производится из бункеров в строго определенной последовательности.
Съем готового узла со сборочной позиции осуществляется либо вручную, либо при помощи автоматического выталкивающего устройства. Сборка узлов, в которых возможна полная автоматизация подачи и монтажа их элементов, осуществляется с помощью однопозиционных сборочных автоматов. Съем готового изделия со сборочной позиции осуществляется также автоматически. Полностью автоматизированный рабочий цикл сборки изделий позволяет встраивать их в состав автоматических сборочных линий. Сборка сложных узлов, в сборочном процессе которых имеется большое количество приемов изделий и переходов между различными операциями, производится многопозиционными сборочными полуавтоматами. В их составе (рисунок 1.1)
присутствует поворотный стол со сборочными позициями, предназначенными для крепежа элементов собираемого узла.
Для осуществления поставленной задачи необходимо рассмотреть преимущества и недостатки существующих аналогов модуля управления. Подобрать компоненты, рассмотреть их особенности использования из которых нужно составлять модуль управления автоматизированной сборочной линии. Составить схему электрическую принципиальную. И исходя, из полученной информации. Разработать компьютерно-интегрированного модуля управления, в который необходимо включить. Пневматические распределители, микроконтроллер, конечные датчики положения, датчики давления, температуры для связи использовать интерфейс RS-232.
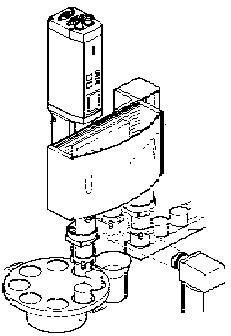
Рисунок 1.1 – Поворотный стол
1.2 Сборочная линия
Сборочная линия состоит из ряда рабочих мест, на каждом из которых можно в процессе сборки изделия выполнять одну или более операций, в большинстве случаев выполняют с приспособлениями-спутниками для закрепления базовой детали собираемого изделия. При этом в завершении линии происходит окончательная комплектация производимой на данной линии продукции [17].
Сборочная линия управляется децентрализовано свободно программируемыми командоаппаратами (контроллерами) и вышестоящей системой централизованного управления с программой, хранящейся в памяти ЭВМ. В памяти этой системы хранятся фиксированные (постоянные) рабочие программы и программы обработки данных, составленные с учетом возможных вариантов сборки. Для перемещения изделий, управление и перемещения манипуляторов в сборочных линиях часто используют пневматические приводы из-за их наиболее подходящих технических и эксплуатационных характеристик.
1.2.1 Общее устройство и классификация пневматических приводов
Пневматическим приводом называется совокупность устройств, в число которых входит один или несколько объемных пневмодвигателей, предназначенных для приведения в движение механизмов и машин посредством газа под давлением. В состав пневмопривода кроме пневмодвигателей входят следующие пневматические устройства: источники энергии рабочего газа, пневмоаппаратура, кондиционеры рабочего газа, пневмоемкости, пневмолинии, средства измерения, манометры, термометры.
На рисунке 1.2 показана типовая схема пневмопривода. Источником энергии рабочего газа в этом пневмоприводе является воздушный компрессор, который преобразует механическую энергию приводящего двигателя в энергию сжатого воздуха. Поток сжатого воздуха передается по трубопроводу к пневмодвигателю, в котором энергия сжатого воздуха преобразуется в механическую энергию, выходное звено пневмодвигателя, а вместе с ним приводное звено механизма или машины приходят в движение.
Воздух в пневмосистему поступает через воздухозаборник. Фильтр осуществляет очистку воздуха в целях предупреждения повреждения элементов привода и уменьшения их износа. Компрессор осуществляет сжатие воздуха.
Поскольку, сжатый в компрессоре воздух имеет высокую температуру, то перед подачей воздуха потребителям (как правило, пневмодвигателям) воздух охлаждают в теплообменнике (в холодильнике). Чтобы предотвратить обледенение пневмодвигателей вследствие расширения в них воздуха, а также для уменьшения коррозии деталей, в пневмосистеме устанавливают влагоотделитель.
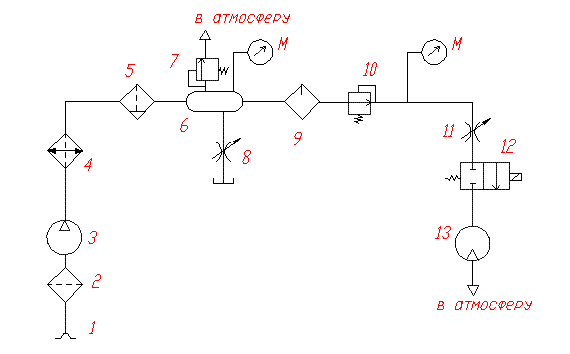
1 – воздухозаборник; 2 – фильтр; 3 – компрессор; 4 – теплообменник (холодильник); 5 – влагоотделитель; 6 – воздухосборник (ресивер); 7 – предохранительный клапан; 8 – дроссель; 9 – масло-распылитель; 10 – редукционный клапан; 11 – дроссель; 12 – распределитель; 13 – пневмомотор; М – манометр.
Рисунок 1.2 – Типовая схема пневмопривода
Ресивер служит для создания запаса сжатого воздуха, а также для сглаживания пульсаций давления в пневмосистеме. Эти пульсации обусловлены принципом работы объёмных компрессоров (например, поршневых), подающих воздух в систему порциями. В маслораспылителе в сжатый воздух добавляется смазка, благодаря чему уменьшается трение между подвижными деталями пневмопривода и предотвращает их заклинивание. В пневмоприводе обязательно устанавливается редукционный клапан, обеспечивающий подачу к пневмодвигателям сжатого воздуха при постоянном давлении. Распределитель управляет движением выходных звеньев пневмодвигателя. В пневмодвигателе (пневмомоторе или пневмоцилиндре) энергия сжатого воздуха преобразуется в механическую энергию.
Пневмоаппаратура служит для изменения или поддержания заданного давления или расхода рабочего газа, для производства пуска или перекрытия потока рабочего газа, а также для изменения направления потока рабочего газа. В пневмоприводах применяют следующие виды пневмоаппаратов
рабочего газа служат для получения необходимых качественных показателей рабочего газа. К ним относятся воздушные фильтры, влагоотделители, маслораспылители, холодильники и пневмоглушители. Пневмоемкости (ресиверы и пневмо аккумуляторы) предназначены для содержания в них рабочего газа с целью дальнейшего использования его в процессе работы пневмопривода. Пневмолинии подразделяют на всасывающие, напорные, пневмолинии управления и выхлопные.
1.3 Достоинства пневмопривода
К основным достоинствам пневмопривода относятся:
- отсутствие необходимости возвращать рабочее тело (воздух) назад к компрессору;
- меньший вес рабочего тела;
- меньший вес исполнительных устройств;
- возможность упростить систему за счет использования в качестве источника энергии баллона со сжатым газом, такие системы иногда используют вместо пиропатронов, есть системы, где давление в баллоне достигает 500 МПа;
- простота и экономичность, обусловленные дешевизной рабочего газа;
- высокое быстродействие, здесь имеется в виду не скорость передачи сигнала (управляющего воздействия), а реализуемые скорости рабочих движений, обеспечиваемых высокими скоростями движения воздуха. Поступательное движение штока пневмоцилиндра возможно до 15 м/с и более, а частота вращения выходного вала некоторых пневмомоторов (пневмотурбин) до 100 000 об/мин;
- пожаробезопасность и нейтральность рабочей среды, обеспечивающая возможность применения пневмопривода в шахтах и на химических производствах;
- способность передавать пневматическую энергию на большие расстояния (до нескольких километров), что позволяет использовать пневмопривод в качестве магистрального;
- менее чувствителен к изменению температуры окружающей среды вследствие меньшей зависимости КПД от утечек рабочей среды (рабочего газа). Поэтому изменение зазоров между деталями пневмо оборудования и вязкости рабочей среды не оказывают серьёзного влияния на рабочие параметры пневмопривода;
- больший срок службы, пневмопривода. Срок службы оценивают двумя показателями надежности: гамма-процентной наработкой на отказ и гамма-процентным ресурсом. Для пневматических устройств циклического действия ресурс составляет от 5 до 20 млн. циклов в зависимости от назначения и конструкции, а для устройств нециклического действия около 10-20 тыс. часов.
- отсутствие необходимости в защитных устройствах от перегрузки давлением. Требуемый предел давления воздуха устанавливается общим предохранительным клапаном, находящимся на источниках пневмоэнергии. Пневмодвигатели могут быть полностью заторможены без опасности повреждения и находиться в этом состоянии длительное время;
- улучшение проветривания рабочего пространства за счет отработанного воздуха;
- нечувствительность к радиационному и электромагнитному излучению.
1.4 Недостатки пневмопривода
Нагревание и охлаждение рабочего газа в процессе сжатия в компрессорах и расширения в пневмомоторах. Этот недостаток приводит к следующим проблемам:
- возможность обмерзания пневмосистем;
- конденсация водяных паров из рабочего газа, и в связи с этим необходимость его осушения;
- высокая стоимость пневматической энергии;
- низкий КПД;
- трудность обеспечения стабильной скорости движения выходного звена при переменной внешней нагрузке и его фиксации в промежуточном положении;
- возможность взрывного разрыва трубопроводов или производственного травматизма, из-за чего в промышленном пневмоприводе применяются небольшие давления рабочего газа (обычно давление в пневмосистемах не превышает 1 МПа, хотя известны пневмосистемы с рабочим давлением до 7 МПа).
- для регулирования величины поворота штока привода необходимо использование дорогостоящих устройств - позиционеров.
- относительно большой вес и габариты пневмомашин из-за низкого рабочего давления;
- высокий уровень шума, достигающий 95-130 дБ при отсутствии средств для его снижения [17]. Наиболее шумными являются поршневые компрессоры и пневмодвигатели, особенно пневмомолоты и другие механизмы ударно- циклического действия.
1.5 Пневмоострова
Термин «пневмоостров» означает электропневматический блок, в котором распределители (в том числе разных функций и размеров) имеют общий подвод питания и выхлоп, несколько вариантов электрического подключения (индивидуальное, многополюсный разъем, сети fieldbus, AS-interface) и в который есть возможность встраивать различные электронные блоки, включая контроллер. «Настоящий» пневмоостров должен иметь общую для всех катушек электрическую шину.
Понятия «стандартный пневмоостров» не существует. Каждое изделие синтезируется для конкретной задачи и может заметно отличаться от других. В этих условиях конфигурирование пневмоострова становится достаточно сложной задачей.
Преимущества пневмоостровов:
- экономия веса и пространства;
- сокращение числа фитингов и глушителей, шлангов;
- значительное сокращение времени и затрат на заказ, монтаж, ввод в эксплуатацию и обслуживание;
- меньше риск ошибок;
- быстрая замена распределителей без демонтажа пневматических (всех или части) и электрических подключений;
- легкое сочетание с другими электрическими устройствами (датчиками, катушками отдельно стоящих распределителей);
- улучшенная диагностика и быстрое обнаружение неисправностей;
- модульность и гибкость в реализации специальных решений.
Недостатки:
- более высокая стоимость если рассматривать пневмоостров как отдельный узел (особенно в островах с небольшим числом распределителей);
- расположение части распределителей далеко от своих исполнительных устройств.
1.5.1 Виды пневмоостровов
Пневмоострова серии ENOVA.
Пневмоострова ENOVA, компании “Pneumax”, [7] имеют высокие технические характеристики, компактную конструкцию. Модули распределителей содержит в себе пневматические и электрические коммутационные каналы.
Электрическое присоединение к пневмоострову осуществляется посредством 25-ти контактного электро-разъёма, который позволяет обеспечить управление до 22-х пилотных клапанов пневмораспределителей.
Электрические и пневматические присоединения расположены в одном начальном модуле. Интерфейсные модули, поддерживающие промышленные протоколы как Profibus, Can-Open, Device-Net и AS-Interface,. Пневмоостров серии ENOVA изображен на рисунке 1.3
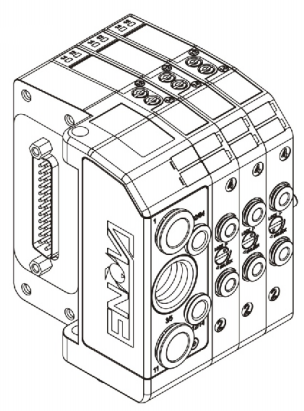
Рисунок 1.3 - Пневмоостров серии ENOVA
Основные характеристики:
- форма исключает накопление грязи на поверхности пневмоострова;
- IP65 степень защиты электрического присоединения;
- оптимизированная система электрической коммутации модулей;
- электрические и пневматические присоединения с одной стороны;
- свободная конфигурация.
Доступные типы модулей пневмораспределителей:
- 5/2 моностабильный - 1 катушка;
- 5/2 бистабильный - 2 катушки;
- 2x3/2 НЗ/НЗ (5/3 с открытыми центрами);
- 2x2/2 НО/НО;
- 2 катушки.
Пневмоострова OPTYMA32
Пневмоострова пневмакс серии OPTYMA32 [24], с монтажом пневмораспределителей на модульных плитах, имеющих общее электрическое присоединение через электро-разъем.
Технические характеристики:
- катушки с низкой потребляемой мощностью, расположенные на одной стороне пневмо-распределителя;
- быстрый монтаж пневмо-распределителя на плите;
- возможность использовать различные давления в плитах (включая вакуум);
- электрическое присоединение к пневмоострову осуществляется посредством 37-ми контактного электро-разъема, который позволяет обеспечить управление до 32-х пилотных клапанов пневмораспределителей.
Возможность интеграции с интерфейсными модулями, поддерживающими Fieldbus. Возможность присоединения входных модулей (даже на плиту, которая не имеет модуля Fieldbus ). Даная модель представлена на рисунке 1.4
Основные характеристики:
- интегрированная и оптимизированная система электрической коммутации модульных плит;
- степень защиты IP65;
- электрическое подключение с одной стороны;
- моностабильные и бистабильные пневмораспределители имеют одинаковые габариты;
- легкая и быстрая сборка пневмоострова.

Рисунок 1.4 - Пневмоостров OPTYMA32
Пневмоострова по стандартам ISO 15407-1, 15407-2 и ISO 5599-2 [6] для стандартных распределителей с разнообразными функциями блочного монтажа или отдельно стоящие.
Пневмоостров VTSA/VTSA-F по ISO (таблица 1.1):
- полный диапазон клапанов типоразмера ISO 3
- полный набор для вертикального оснащения с регуляторами, ограничителями и манометрами;
- сочетается со всеми существующими размерами клапанов, от 02, 01, 1 до 2 и 3;
- гибкая подача воздуха и выхлопа газов с возможностью плавного пуска.
Таблица 1.1 – Пневмоострова по стандартам ISO
|
Тип
|
Исполнение
|
Класс защиты
|
Число позиций распре-делителя
|
Расход[л/мин]
|
|
|
|
|
|
|
|
Коллекторная плита VTIA, тип 16 (Рис. 1.5 а)
|
Монтажная плита
модульная
|
IP65
|
16
|
400 ... 1,000
|
|
Тип 44VTSA
(Рис. 1.5 б)
|
Монтажная плита
модульная
|
IP65
|
32
|
400 ... 1,500
|
|
Тип 04VIMP-/VIFB-04
(Рис. 1.5 в)
|
Монтажная плита
модульная
|
IP65
|
16
|
1,200 ... 4,500
|
Рисунок 1.5 - Пневмоострова по стандартам ISO
Универсальные пневмоострова (таблица 1.2). Пневмоострова выступающие в качестве блока управления для любых стандартных задач. Экономичное прямое подсоединение Fieldbus, шинный узел CTEU. Встроенная автоматика интерфейс для соединения с CPX-терминалом (рисунок 1.6). Доступно три типоразмера распределителей до 32 позиций распределителей.
Таблица 1.2 – Универсальные пневмоострова
|
Тип
|
Исполнение
|
Класс защиты
|
Число позиций распре делителя
|
Расход[л/мин]
|
|
|
|
|
|
|
|
Тип 23 VTUB-12 (Рис. 1.6 а)
|
Монтажная плита
|
IP 65
|
2 ... 35
|
400
|
|
Тип 45 VTSA-F
(Рис. 1.6 б)
|
Монтажная плита
модульная
|
IP 65
|
32
|
700 ... 1,400
|
|
Тип 32/33 MPA
(Рис. 1.6 в)
|
Монтажная плита
модульная
|
IP65
|
64
|
360 ... 700
|
|
Тип03VIMP-/VIFB-03, Midi, Maxi
(Рис. 1.6, г)
|
Монтажная плита
модульная
|
IP65
|
26
|
500, 1,250
|
|
Тип 80 CPV-SC, Smart Cubic
(Рис. 1.6, д)
|
Распределитель со встроенной монтажной плитой
|
IP40
|
16
|
170
|
|
Тип 82 CPA-SC
(Рис. 1.7 ,е)
|
Монтажная плита
|
IP40
|
24
|
180
|
|
Тип24VTUB
(Рис. 1.6, ж)
|
Монтажная плита
|
IP65
|
12
|
200 ... 1,000
|
|
Тип02 VIMP/IIMP-02,VIFB/IIFB-02(Рис. 1.6, з)
|
Монтажная плита
|
IP65
|
16
|
750 ... 1,600
|
|
�
а)
|

б)
|

в)
|

г)
|
|

д)
|
�
е)
|
�
ж)
|

з)
|
Рисунок 1.6 – Универсальные пневмоострова
Благодаря модульной компактной конструкции пневмоострова могут монтироваться как в шкафу управления, так и на корпусе машины (рисунок 1.7). Компания ASCO/JOUCOMATIC NUMATICS [9] производит пневмоострова типа: Compact 8, MEGA , Generation C острова, которые различаются размерами и пропускной способностью (таблица 1.3). А также которым характерны следующие особенности:
- большой набор распределителей: 2х3/2, 5/2 и 5/3;
- совместимость с большинством цифровых протоколов: Profibus DP , DeviceNet , ASi interface , многопроводная шина Multipol .
- малое энергопотребление;
- малые габаритные размеры.
Таблица 1.3 – Характеристики пневмоостровов: Compact 8,13, MEGA , Generation C
|
Тип
|
Исполнение
|
Класс защиты
|
Число позиций распре-еля
|
Расход[л/мин]
|
Совместимость
с протоколами
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Пневмоострова MEGA
Рис. 1.7, а
|
Монтажная плита
модульная
|
IP65
|
до 20-ти
|
900 л/мин
|
Profibus DP , DeviceNet , ASi interface , многопроводная шина Multipol
|
Продолжение таблицы 1.3
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Пневмоострова Generation C
Рис. 1.7, б
|
Монтажная плита
модульная
|
IP65
|
до 32-ти
|
1050 л/мин
|
Profibus DP , DeviceNet , ASi interface , многопроводная шина Multipol
|
|
Пневмоострова Compact8, Compact 13
Рис. 1.7, в
|
Монтажная плита
модульная
|
IP40
|
до 16-ти
|
300 л/мин
|
Profibus DP , DeviceNet , ASi interface , многопроводная шина Multipol
|
Рисунок 1.7 – Пневмоострова типа Compact 8, 13, MEGA , Generation C
1.6 Программируемый логический контроллер
ПЛК – это микропроцессорное устройство, специализированное на выполнении определенных функций управления, регулирования, идентификации. Характеризируется наличием встречных таймеров, счетчиков, ПЗУ, ОЗУ, схем сравнения, аналого-цифрового преобразования, последовательной связи. Выпускается множество микроконтроллеров, различающихся разрядностью, системой команд, объемом ПЗУ и ОЗУ, количеством встроенных функций.
Программируемые логические контроллеры ОВЕН ПЛК110-60 ОВЕН ПЛК110-60 рекомендуется к использованию:
- в системах HVAC;
- в сфере ЖКХ ;
- для управления малыми станками и механизмами;
- для управления пищеперерабатывающими и упаковочными аппаратами;
- для управления климатическим оборудованием;
- для автоматизации торгового оборудования.
Оптимально для построения распределенных систем управления и диспетчеризации с использованием как проводных, так и беспроводных технологий.
Условия эксплуатации:
- расширенный температурный рабочий диапазон окружающего воздуха: от минус 10 °С до +50 °С.
- закрытые взрывобезопасные помещения или шкафы электрооборудования без агрессивных паров и газов;
- верхний предел относительной влажности воздуха - 80 % при 25 °С и более низких температурах без конденсации влаги. Внешний вид контроллера представленный на рисунке 1.6, а.
Отличительные особенности линейки:
- небольшое количество точек ввода\вывода;
- расширенное количество интерфейсов «на борту» контроллеров;
- наличие порта Ethernet;
- поддержка протоколов обмена ModBus (RTU, ASCII), ОВЕН, DCon;
- возможность работы напрямую с портами контроллера, что позволяет подключать внешние устройства с нестандартными протоколами;
- контроллер имеет встроенные часы, что позволяет создавать системы управления с учетом реального времени;
-встроенный аккумулятор, позволяющий организовать ряд дополнительных функций возможность кратковременного пережидания пропадания питания, перевод выходных элементов в безопасное состояние;
- наличие Flash памяти позволяет организовывать архивирование данных на самом ПЛК.
Микроконтроллер FEC Standard.
Присоединительная система микроконтроллера, размещенная на передней поверхности. Благодаря интеграции высокоскоростного счетного устройства в каждый CPU, этот мини-контроллер хорошо приспособлен для проведения расчетов и простых операций позиционирования.
Два последовательных интерфейса в каждом CPU превращают FEC Standard в интеллектуальный коммуникатор, который позволяет осуществлять программирование через один интерфейс и одновременно производить управление и мониторинг через другой (таблица 1.4). Контроллер FEC Standard изображен на рисунке 1.6, б.
Таблица 1.4 – Технические данные контроллера типа FEC Standard
|
Макс. рабочая температура
|
0 ... 55 °C
|
|
Макс. температура хранения и
транспортировки
|
–25 ... +70 °C
|
|
Относительная влажность (без конденсации)
|
0 ... 95%
|
|
Рабочее напряжение
|
24 В постоянного тока +25%/–15%
|
|
Потребление энергии
|
<5 Вт
|
|
Степень защиты
|
IP20
|
|
Подключение входов/выходов
|
Разъем с подпружиненными контактами
|
|
Допустимая длина соединительного. кабеля
|
Макс. 30 м
|
|
Количество циклов переключения
|
> 20.000.000
|
Компактный контроллер CECC.
Интерфейс со следующим новым функционалом:
- объектно-ориентированное программирование;
- простое конфигурирование промышленных шин;
- новый конфигуратор IO-Link;
- возможность программировать несколько контроллеров в одном проекте;
- быстрая и удобная навигация.
Контроллер представлен на рисунке 1.6, в.
Основные характеристики контроллера CECC:
- Процессор 400 МГц;
- Ethernet 10/100 MBd, Modbus TCP client/server, EasyIP, TCP/IP, совместимость с OPC Server;
- CANopen мастер: подключение электро-приводов;
- USB интерфейс для передачи данных;
- Может подключаться непосредственно к современным HMI устройствам, таким как CDPX;

Рисунок 1.6 - Контроллеры компаний CECC,ОВЕН, FEC Standard
Таблица 1.5 – Технические характеристики контроллера CECC
|
Технические характеристики
|
CECC-LK
|
CECC-D
|
CECC-S
|
|
Входы/выходы
|
Гальваническая изоляция
12 цифровых входов, 8 цифровых выходов, 24 V DC
0.5 A
2 быстрых цифровых входа
RTC
|
|
|
200 kHz
|
(200 kHz)
|
|
Интерфейсы
|
USB
CANopen
4x IO-Link master
1x IO-Link device
|
USB
CANopen
|
USB
CANopen
1x IO-Link master
1x IO-Link device
2 последовательных RS 232
1 последовательный RS 485 или RS 422
|
В таблице 1.6 приведены некоторые характеристики ПЛК различных фирм [9]. В четырех последних строках указаны параметры для модулей дискретного ввода-вывода (рисунок 1.7). Все они построены по магистрально-модульному принципу, монтируются на панель или DIN-рейку, работают от напряжения +24 В, поддерживают протоколы обмена Fieldbus, имеют широкий набор модулей:
- модули дискретных входов/выходов;
- коммуникационные модули;
- модули аналогового ввода/вывода;
- модули терморегуляторов;
- модули позиционирования;
- модули ПИД-регулятора;
-модули контроля движения.
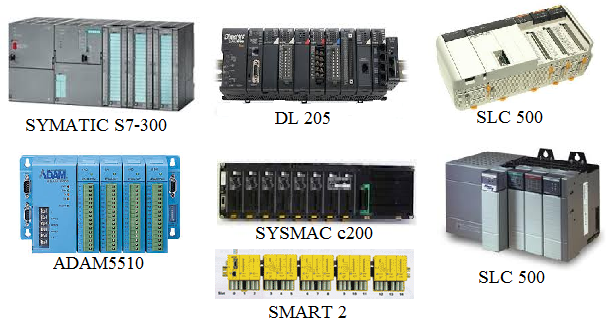
Рисунок 1.7 – Программируемые логические контроллеры
Таблица 1.6 – Характеристики ПЛК
|
Тип ПЛК
|
SYSMACCQM1
|
SYSMACС200Н
|
SMART2
|
ADAM5510
|
SIMATICS7-300
|
DL 205
|
SLC 500
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Фирма
производитель
|
Отгоп
|
Отгоп
|
PEP
|
Advantech
|
Siemens
|
PLCDirect
|
Allen-Bradley
|
|
Страна
|
Япония
|
Япония
|
Германия
|
США
|
Германия
|
США
|
США
|
|
Диапазон температуры (С)
|
0+55
|
0 +55
|
-40+80
|
-10+70
|
-25+60
|
0+60
|
0+55
|
|
Влажность воздуха(%)
|
10-90
|
10-90
|
5 - 95
|
5-95
|
5-95
|
5-95
|
5-95
|
Продолжение таблицы 1.6
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Кол-во модулей в каркасе (шт)
|
до 11
|
3/5/8//10
|
до14
|
4
|
до 8
|
3/4/6/9
|
4/7/10/13
|
|
Кол-во каналов в модуле
|
8/16/32
|
8 Л 6/32/64
|
8
|
16
|
8Л 6/32
|
4/8/12/1 6
|
8 Л 6/32
|
|
Размеры модуля (мм)
|
110*32*107
|
130*32*118
|
78*31*70
|
110*31*75
|
125*40*120
|
90*28*75
|
140*35*145
|
|
Вес модуля (г)
|
160 - 230
|
180-300
|
40-70
|
65 - 95
|
190 - 300
|
65 - 80
|
190-30
|
|
Мощность потребления(Вт)
|
0,85-1 ,2
|
0,24-1 ,3
|
0,1 - 0,27
|
0,25-0,3
|
0,6 - 2,0
|
0,5 -1,0
|
0,5 - 2,2
|
Как видно из таблицы 1.6, контроллеры имеют равные функциональные возможности, близкие технические и эксплуатационные характеристики и даже почти одинаковые размеры. В такой ситуации необходимо определить критерии оценки и выбора ПЛК, удовлетворяющего поставленной задаче.
2 РАЗРАБОТКА СТРУКТУРЫ МОДУЛЯ УПРАВЛЕНИЯ
2.1 Описание архитектуры модуля управления автоматизированной сборочной линией
На рисунке 2.1 изображена структурная схема
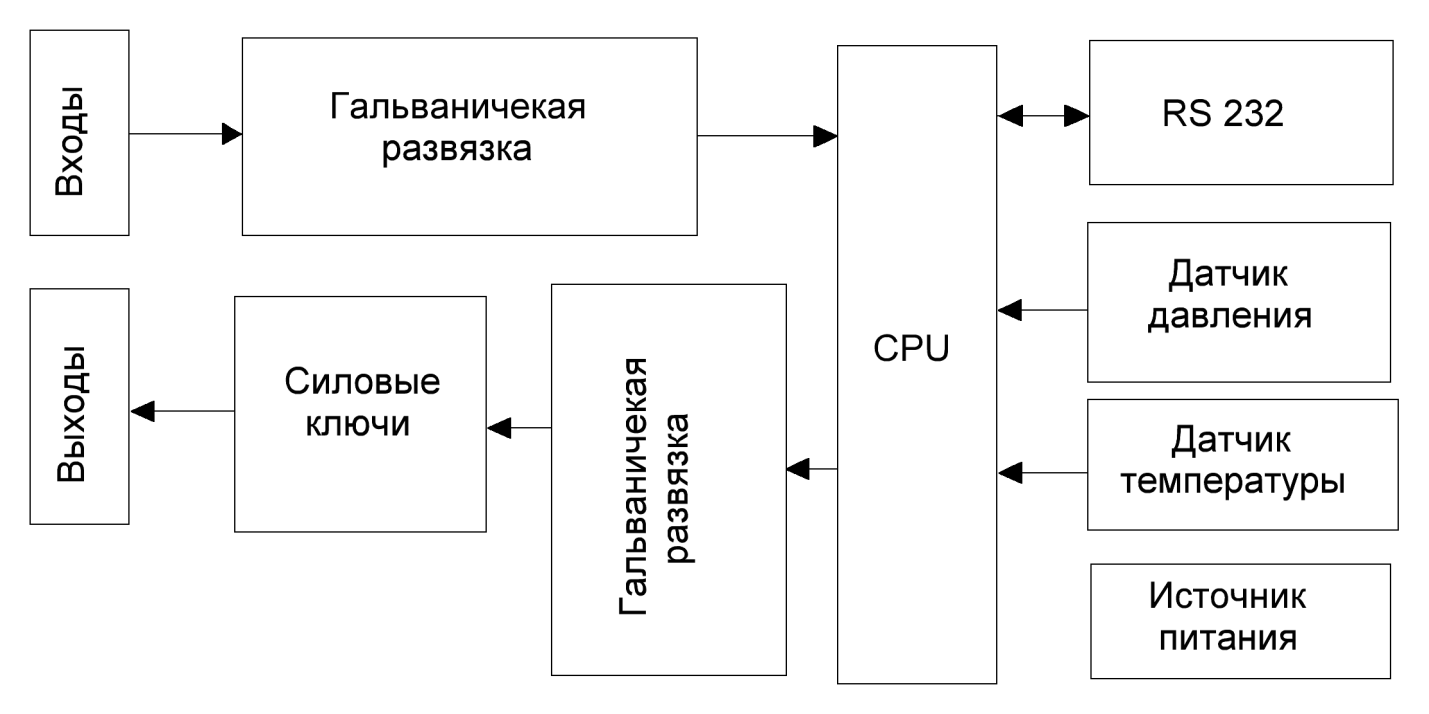
Рисунок 2.1 – Структурная схема модуля
Структурная схема представляет собой основные блоки модуля и связи между ними. Микроконтроллер производит опрос входа управления, управление позиционированием и соленоидами пневмораспределителей.
Блок силовых ключей предназначен для гальванической изоляции модуля от внешней среды. Для реализации связи с внешними устройствами, а также с ПК служит последовательный порт RS-232. Датчик давления предназначен для измерения давления внутри системы. Датчик температуры, DS18B20 предназначен для измерения показателей температуры окружающей среды, с последующей передачей показателей в МК. На выходы подключаются пневматические распределители. На входы конечные датчики положений.
2.2 Подбор и описание элементов конструкции модуля
2.2.1 Микроконтроллер фирмы ATMEL ATMega64
Для того, чтобы разработать принципиальную схему устройства, прежде всего нужно выбрать, на основе каких элементов она будет реализована.
Основу элементной базы модуля управления составляют интегральные микросхемы, а также программируемый микроконтроллер.
Микроконтроллер – это микропроцессор, который для разрабатываемого модуля выполняет следующий набор функций:
- прием данных;
- обработка данных;
- передача результатов.
Микроконтроллер должен обеспечить выполнение всех перечисленных функций.
Как правило, микроконтроллеры имеют RISC-архитектуру с разделенными шинами адреса и программ, предусматривают экономичный режим работы и содержат таймеры-счетчики и сторожевые таймеры, повышающие надежность работы. Характерной отличительной особенностью микроконтроллеров фирмы Atmel является базирующаяся на Flash-памяти память программ.
Это обеспечивает быстроту программирования и уменьшение цикла разработки. Для целей данного дипломного проекта подходит микроконтроллер ATmega64 [10].
Это маломощный 8-разрядный КМОП микроконтроллер, основанный на расширенной AVR RISC-архитектуре. За счет выполнения большинства инструкций за один машинный цикл ATmega64 достигает производительности 1000000 МГц, что позволяет проектировщикам систем оптимизировать соотношение энергопотребления и быстродействия.
2.2.2 Характеристики МК
Отличительные особенности:
- 8-разрядный высокопроизводительный AVR микроконтроллер с малым потреблением;
- прогрессивная RISC архитектура;
- 130 высокопроизводительных команд, большинство команд выполняется за один тактовый цикл;
- 32 8-разрядных рабочих регистра общего назначения + регистры управления периферией;
- полностью статическая работа;
- производительность приближающаяся к 16 MIPS (при тактовой частоте 16 МГц);
- встроенный 2-цикловый перемножитель
Энергонезависимая память программ и данных:
- 64 Кбайт внутри-системно перепрограммируемой Flash памяти;
- обеспечивает 1000 циклов стирания/записи;
- дополнительный сектор загрузочных кодов с независимыми битами блокировки;
- внутрисистемное программирование встроенной программой загрузки;
- обеспечен режим одновременного чтения/записи (Read-While-Write);
- 2 К байта EEPROM;
- обеспечивает 100000 циклов стирания/записи;
- 4 К байта встроенной SRAM;
- до 64 Кбайтов пространства дополнительной внешней памяти;
- программируемая блокировка, обеспечивающая защиту программных средств пользователя;
- SPI интерфейс для внутрисистемного программирования.
Встроенная периферия:
- два 8-разрядных таймера/счетчика с отдельным предварительным
делителем, один с режимом сравнения;
- два 16-разрядных таймера/счетчика, с расширенными возможностями, с отдельным предварительным делителем и режимами захвата и сравнения;
- счетчик реального времени с отдельным генератором;
- два 8-разрядных канала PWM;
- шесть каналов PWM с возможностью программирования разрешения от 1 до 16 разрядов;
- 8-канальный 10-разрядный аналого-цифровой преобразователь;
- 8 несимметричных каналов;
- 7 дифференциальных каналов;
- 2 дифференциальных канала с программируемым усилением в 1, 10 или 200 крат;
- байт-ориентированный 2-проводный последовательный интерфейс;
- сдвоенный программируемый последовательный USART;
- последовательный интерфейс SPI (ведущий/ведомый);
- программируемый сторожевой таймер с отдельным встроенным генератором;
- встроенный аналоговый компаратор.
Выводы I/O и корпуса:
- 53 программируемые линии ввода/вывода;
- 64-выводной корпус TQFP.
Рабочие напряжения:
- 4,5 – 5,5 В (ATmega64)
Рабочая частота
- 0 - 16 МГц (ATmega64)
На рисунке 2.2 изображен микроконтроллер AT Mega 64 c нумерацией и расположением выводов.
2.2.3 Назначение выводов микроконтроллера ATMega64
Назначение выводов:
- VCC – Напряжение питания цифровых элементов;
- GND – «земля»;
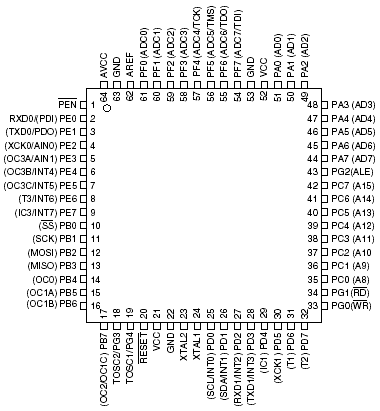
Рисунок 2.2 – ATMega64 расположение выводов
- порт A (PA7..PA0) – 8-разрядный порт двунаправленного ввода-вывода;
- порт В (PВ7..PВ0) – 8-разрядный порт двунаправленного ввода-вывода;
- порт C (PC7..PC0) – 8-разрядный порт двунаправленного ввода-вывода;
- порт D (PD7..PD0) – 8-разрядный порт двунаправленного ввода-вывода;
- порт E (PE7..PE0) – 8-разрядный порт двунаправленного ввода-вывода;
- порт F (PF7..PF0) – 8-разрядный порт двунаправленного ввода-вывода;
- порт G (PG4..PG0) – 5-разрядный порт двунаправленного ввода-вывода;
- RESET – вход сброса. Если на этот вход приложить низкий уровень длительностью более минимально необходимой будет генерирован сброс независимо от работы синхронизации.
- XTAL1 – вход инвертирующего усилителя генератора и вход внешней синхронизации;
- XTAL2 – выход инвертирующего усилителя генератора;
- AVCC – вход питания порта F и аналогово-цифрового преобразователя. Он должен быть внешне связан с VCC, даже если АЦП не используется. При использовании АЦП этот вывод связан с VCC через фильтр низких частот.
- AREF – вход подключения источника опорного напряжения АЦП;
- PEN – в ход разрешения программирования для режима последовательного программирования через интерфейс SPI.
Если во время действия сброса при подаче питания на этот вход подать низкий уровень, то микроконтроллер переходит в режим последовательного программирования через SPI. В рабочем режиме PEN не выполняет никаких функций.
2.3 Датчик температуры DS18B20
DS18B20 – это цифровой термометр с программируемым разрешением, от 9 до 12–bit, которое может сохраняться в EEPROM памяти прибора. DS18B20 обменивается данными по 1-Wire шине и при этом может быть как единственным устройством на линии так и работать в группе [17,19,21]. Все процессы на шине управляются центральным микропроцессором.
DS18B20 состоит из ПЗУ содержащее 64-битный последовательный код, который позволяет, связываться с множеством датчиков DS18B20 установленных на одной шине, контроллера MicroLAN, температурного датчика, двух регистров для хранения верхнего и нижнего порогов температуры и регистра конфигурации. Регистр конфигурации позволяет пользователю устанавливать разрешающую способность цифрового
DS18B20 состоит из ПЗУ содержащее 64-битный последовательный код, преобразователя температуры к 9, 10, 11, или 12 битам, это и влияет на время конвертирования температуры.
Термометр не содержит внутреннего источника, а использует "паразитное” питание от однопроводной шины. Однако при измерении температуры и записи данных в ток потребления микросхемы превышает 1 мА, в то время как максимальный ток, который может обеспечить ведущий шины с помощью нагрузочного резистора 1,5…5 кОм, составляет 3,3…1 мА. Применение внешнего источника питания ускоряет преобразование температуры, поскольку от ведущего шины не требуется ожидания в течение максимально возможного времени преобразования. В этом случае все приборы DS18B20, расположенные на шине, могут выполнять преобразование температуры одновременно и во время обмена данными шины MicroLAN.
После завершения преобразования полученное значение сравнивается с величинами, хранящимися в регистрах TH и TL. Если измеренная температура выходит за установленные пределы, устанавливается сигнальный "флаг” Выходные температурные данные DS18B20 калиброваны в градусах Цельсия. На рис 2.3, 2.4 изображен внешний вид датчика в разных, корпусных исполнениях
Рисунок 2.3 – Внешний вид датчика
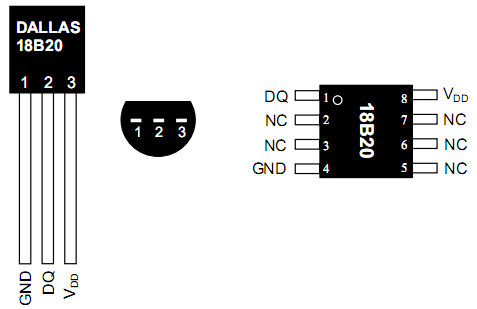
На рисунке 2.4 обозначены элементы:
- GND – корпус;
- DQ – линия ввода\вывода данных;
- Vdd – питание датчика.
Рисунок 2.4 – Расположение выводов
На рис 2.5 изображена схема подключения датчика температуры DS18B20.

Рисунок 2.5– Схема подключения датчика
2.4 Датчик давления MPXV5100
Датчик давления MPXV5100 предназначен для широкого круга задач и в основном для подключения к микроконтроллерам с АЦП. Выходное напряжение прямо пропорционально приложенному давлению. Датчик измеряет давлений внутри системы управляемой модулем.
Преобразование аналогового напряжения, которое выдает датчик по формуле 2.1
) (2.1)
Где x - поправка, найденная при калибровке.
На рис 2.6 изображена схема подключения датчика давления MPXV5100
предназначен для измерения и контроля давления внутри системы.
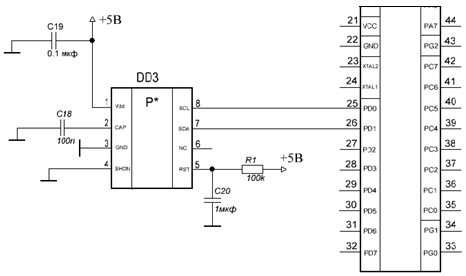
Рисунок 2.6 – Схема подключения датчика давления
2.5 Составной транзистор
Составным транзистором называется соединение двух и более транзисторов, эквивалентное одному транзистору, но с большим коэффициентом усиления или другими отличительными свойствами.
Известно несколько схем составного транзистора.
Составной транзистор по схеме Дарлингтона она характеризуется тем, что входные цепи всех входящих в нее транзисторов соединены последовательно, а выходные цепи – параллельно (рис. 2.7). Транзисторы VT1 и VT2 , входящие в состав составного транзистора, можно представить в виде одного транзистора с выводами эмиттера (Э), базы (Б) и коллектора (К). Коллекторный ток составного транзистора равен сумме коллекторных токов, входящих в него транзисторов:
(2.2)
Коллекторный ток транзистора VT1:
, (2.3)
где – коэффициент усиления по току транзистора VT1.
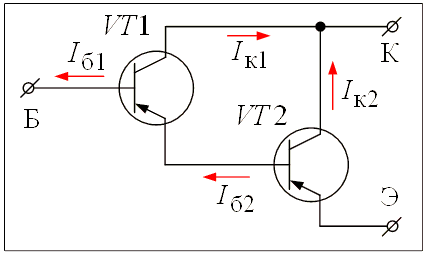
Рисунок 2.7 – Составной транзистор по схеме Дарлингтона
Коллекторный ток транзистора VT1
, (2.4)
где – коэффициент усиления по току транзистора VT2,
– ток базы транзистора VT2.
Учитывая, что , получаем
Учитывая, что , получаем
(2.5)
Коэффициент усиления по току составного транзистора:
(2.6)
Подставляя сюда значения и , получаем
(2.7)
Входное сопротивление составного транзистора
(2.8)
Выходное сопротивление составного транзистора
(2.9)
Где и входные сопротивления транзисторов VT1 и VT2 соответственно. Очевидно, что мощность транзистора VT2 должна быть больше мощности транзистора VT1, т. к. .
Следует отметить, что в схему составного транзистора Дарлингтона может быть включено и большее количество отдельных транзисторов.
Составной транзистор на комплементарных транзисторах транзисторов противоположных типов электропроводности p-n-p и n-p-n. Эта схема составного транзистора эквивалентна эмиттерному повторителю – транзистору, включенному по схеме с общим коллектором. Он имеет большое входное сопротивление и малое выходное, что очень важно во входных каскадах усиления. На рис2.8 изображена схема на комплементарных транзисторах.
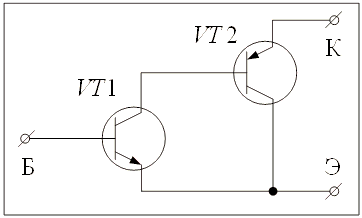
Рисунок 2.8 – Схема на комплементарных транзисторах
Составной транзистор, выполненный по так называемой каскадной схеме (рис. 2.9). Она характеризуется тем, что транзистор VT1 включен по схеме с общим эмиттером, а транзистор VT2 – по схеме с общей базой. Такой составной транзистор эквивалентен одиночному транзистору, включенному по схеме с общим эмиттером, но при этом он имеет гораздо лучшие частотные свойства и большую неискаженную мощность в нагрузке.
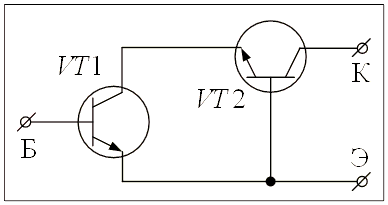
Рисунок 2.9 – Каскадная схема
Соединение из двух или трёх транзисторов – составной транзистор – позволяет получить существенное увеличение коэффициента усиления по току
2.6 Гальваническая развязка
Гальваническая развязка – передача энергии или сигнала между электрическими цепями без электрического контакта между ними. Гальванические развязки используются для передачи сигналов, для бесконтактного управления и для защиты оборудования и людей от поражения электрическим током.
Без использования развязки предельный ток, протекающий между цепями, ограничен только электрическими сопротивлениями, которые обычно относительно малы. В результате возможно протекание выравнивающих токов и других токов, способных повреждать компоненты цепи или поражать людей, прикасающихся к оборудованию, имеющему электрический контакт с цепью. Прибор, обеспечивающий развязку, искусственно ограничивает передачу энергии из одной цепи в другую.
В качестве такого прибора может использоваться оптрон. В этом случае цепи оказываются электрически разделёнными, но между ними возможна передача энергии или сигналов [21].
Оптопара представляет собой оптоэлектронный полупроводниковый прибор, состоящий из излучающего и фотоприемного элементов, оптически и конструктивно связанных друг с другом. Оптоэлектронная интегральная схема представляет собой микросхему, состоящую из одной или нескольких оптопар и электрически соединенных с ними одного или нескольких согласующих или усилительных устройств.
Принцип действия оптопары основан на двойном преобразовании энергии. В излучателях энергия электрического сигнала преобразуется в оптическое излучение, а в фотоприемниках, наоборот, оптический сигнал преобразуется в электрический – ток или напряжение. Таким образом, оптопара представляет собой прибор с электрическими входными и выходными сигналами, т.е. связь с внешней схемой электрическая. Внутри оптопары связь входа с выходом осуществляется с помощью оптических сигналов. В
преобразуется в электрический – ток или напряжение. Таким образом, оптопара представляет собой прибор с электрическими входными и выходными сигналами, т.е. связь с внешней схемой электрическая. Внутри оптопары связь входа с выходом осуществляется с помощью оптических сигналов. В
электрической схеме такой прибор выполняет функцию выходного элемента – фотоприемника с одновременной электрической изоляцией входа и выхода.
В основу классификации оптронов могут быть положены различные критерии. Оптроны можно классифицировать по их главному функциональному назначению. Здесь различают оптроны трех типов:
- оптроны с внешней оптической и внутренней электрической связями,
предназначенные для усилении и преобразования излучения;
- оптроны с внутренней оптической связью, используемые в качестве переменных сопротивлений;
- оптроны с электрической связью, используемые в качестве ключевых
элементов. Принципиальные достоинства оптопар, обусловленные использованием фотонов в качестве носителей информации, заключаются в обеспечении высокой электрической изоляции входа и выхода, одно направленности потока информации, отсутствии обратной связи с выхода на вход и широкой полосе пропускания. Кроме того, важными достоинствами оптопар являются:
- возможность бесконтактного управления электронными объектами и обусловленные этим разнообразие и гибкость конструкторских решений управления;
- невосприимчивость оптических каналов связи к воздействию электромагнитных полей, что в случае оптопар с протяженным оптическим каналом обусловливает высокую помехозащищенность, а также исключает взаимные наводки;
- возможность создания функциональных микроэлектронных устройств с фотоприемниками, характеристики которых под действием оптического излучения меняются по заданному закону;
- расширение возможностей управления выходным сигналом оптопары
путем воздействия на оптический канал и, как следствие этого, создание разнообразных датчиков и приборов для передачи информации.
Современным оптопарам присущи и определенные недостатки:
- низкий кпд, обусловленный необходимостью двойного преобразования энергии, и значительная потребляемая мощность;
- сильная температурная зависимость параметров;
- высокий уровень собственных шумов;
- конструктивно-технологическое несовершенство, связанное в основном с использованием гибридной технологии. Перечисленные недостатки оптопар по мере совершенствования материалов, технологии, схемотехники постепенно устраняются.
2.7 Описание работы схемы электрической принципиальной
Схема электрической принципиальной изображена на рисунке 2.10
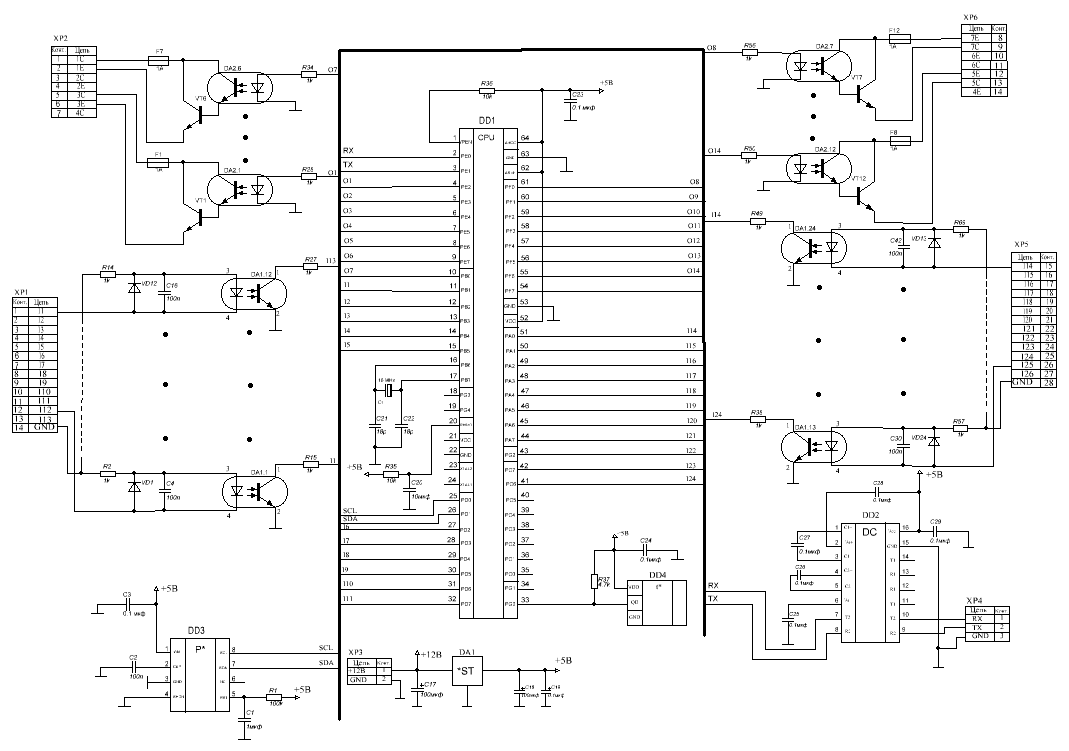
Рисунок 2.10 – Схема электрическая принципиальная
На микросхеме DD2 собран преобразователь интерфейса из уровней TTL в напряжения интерфейса RS232. Конденсаторы С25 – С29 предназначены для обеспечения правильной работы преобразователя. К разъему XP4 подключается кабель для соединения с ПК [19].
На микросхеме DA1 собран стабилизатор напряжения. На вход DA1 поступает напряжение 12В, а с выхода снимается напряжение 5В, которое необходимо для работы схемы.
Оптрон фототранзисторный DA1.1 – DA1.24 предназначены для гальванической изоляции модуля от внешней среды. Диоды VD1 – VD24, предназначены для защиты от напряжения обратной полярности.
Резисторы R15 – R27, R38 – R49 предназначены для ограничения тока на входах микроконтроллера.
Резисторы R2 – R14, R57 – R69 задают управляющее напряжение и ток светодиода оптопар. На микросхеме DD4 изображен датчик температуры, DS18B20 предназначен для измерения показателей температуры. На микросхеме DD3 изображен датчик давления MPXV5100 предназначенный для измерения давления внутри системы.
Для управления соленоидами DA2.1 – DA2.12 пневмораспределителей в качестве силового ключа используются транзисторы VT1 – VT12 включенные по схеме Дарлингтона. Предохранители F1 – F12 используются для защиты соленоидов. Резисторы R28 – R56 предназначены для ограничения тока на входах микроконтроллера.
К разъемам ХР1, ХР5 подключаются конечные датчики положений.
К разъемам ХР2, ХР6 подключены пневматические распределители.
2.8 Подбор элементной базы
Целью подбора является проверка соответствия параметров выбранных типов ЭРЭ условиям эксплуатации разрабатываемого устройства согласно технического задания (ТЗ) требованиям по климатическому исполнению, допустимым механическим воздействиям и надежности.
В качестве элементной базы, в модуле применены ЭРЭ различных производителей.
В таблице 2.1 указаны эксплуатационные характеристики ЭРЭ.
Проанализировав данные таблицы 2.1 можно сделать вывод о том, что эксплуатационные условия выбранных типов ЭРЭ соответствуют техническому заданию по климатическому исполнению и механическим воздействиям.
Таблица 2.1 – Эксплуатационные характеристики ЭРЭ
|
Тип
элемента
|
Кол-во элементов данного типа, шт.
|
Допустимые значения
|
Интенсивность отказов,10-6 1/ч
|
|
|
|
Температура окружающей среды, С
|
Относительная влажность воздуха, %
|
Механические воздействия
|
|
|
|
|
|
|
Вибрации
|
Удары
|
Ускорения
|
|
|
|
|
|
|
Диапазон
частот, Гц
|
Амплитуда,
м/с2
|
Амплитуда, м/с2
|
Амплитуда, м/с2
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Конденсаторы ECR
|
42
|
-25…+85
|
98
|
1-500
|
7,5
|
12
|
50
|
1,2
|
|
Микроконтроллер
ATMega 46
|
1
|
-40…+125
|
98
|
1-2000
|
55
|
75
|
150
|
0,35
|
|
Датчик температуры
DS18b20
|
1
|
-55…+125
|
98
|
1-2000
|
50
|
80
|
100
|
1,2
|
|
Датчик давления
mpxv5100
|
1
|
-40…+125
|
97
|
1-2000
|
50
|
85
|
150
|
1,2
|
|
Кварцевый резонатор 16 МГц
|
1
|
-20…+70
|
95
|
1-200
|
15
|
15
|
100
|
0,35
|
|
Предохранитель
|
12
|
-20…+70
|
95
|
1-200
|
50
|
12
|
100
|
0,15
|
|
МАХ 232
|
1
|
-40…+85
|
95
|
1-100
|
50
|
75
|
150
|
0,35
|
|
Оптрон фототранзисторный
|
24
|
-30…+100
|
97
|
1-100
|
55
|
40
|
240
|
0,34
|
|
РезисторыR1-R69
|
69
|
-55…+125
|
95
|
1-500
|
18
|
10
|
100
|
0,15
|
|
Диод VD1
|
24
|
-10…+25
|
96
|
1-100
|
10
|
40
|
245
|
0,35
|
|
Составной
транзистор
|
14
|
-60…+100
|
97
|
1-100
|
15
|
40
|
240
|
0,35
|
|
Стабилизатор
напряжения LM7805
|
1
|
-40…+125
|
97
|
1-100
|
50
|
60
|
100
|
0.01
|
Рассчитываем суммарную интенсивность отказов элементов, использованных в схеме модуля по формуле:
(2.10)
где i – интенсивность отказов;
ni – количество элементов данного типа.
i = (42 * 1.2 + 0.35 + 1.2+1.2+0.35+12 * 0.15 + 0.35+24* 0.34 +69*0.15+24*0.35+14*0.35+0.01) * 10-6 =
= 87.47 * 10-6, (1/ч)
Рассчитываем время наработки на отказ модуля по формуле:
Тср = 1/ = 1/ 87.47 * 10-6 = 114324(ч). (2.11)
3 СИНТЕЗ СИСТЕМ УПРАВЛЕНИЯ
3.1. Постановка задачи
Современные дискретные системы управления машиностроительным оборудованием (агрегатные станки и станки с ЧПУ, автоматические линии, транспортно-накопительные устройства, автоматические склады и т.п.) отличаются повышенной сложностью и поэтому часто реализуются на основе программируемых логических контроллеров (ПЛК), причем система управления, как правило, разбивается на отдельные, более простые подсистемы. Логический синтез дискретных систем управления на основе ПЛК принципиально не отличается от синтеза твердотельных дискретных систем[14].
В реальном проекте необходимо учесть следующие основные факторы:
- большую (от десятков до сотен переменных) размерность систем управления;
- условия без аварийного функционирования технологических установок;
- нештатные режимы работы исполнительных органов и сервисные функции.
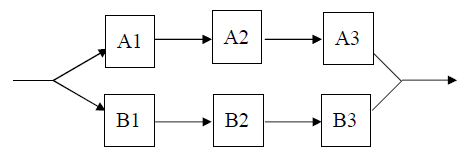
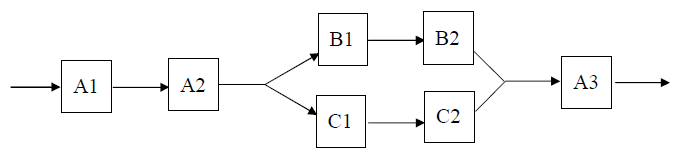
Перечисленные факторы следует рассматривать в сочетании с тем, что сложные дискретные системы управления промышленными объектами состоят из отдельных подсистем (или циклов), которые включаются в общий цикл работы последовательно, параллельно или последовательно-параллельно (рис.3.1).
Сложность проектирования систем управления, содержащих параллельные подсистемы, заключается в том, что при одновременном запуске двух или более параллельных подсистем часто бывает неизвестно, какая из них закончит работу раньше.

а)
б)
в)
На рисунке 3.1 элементы: а – последовательная; б – параллельная;
в – последовательно-параллельная.
Рисунок 3.1 – Последовательность работы подсистем
В циклограммах работы механизмов, которые мы рассматривали выше, данная задача не ставилась. Методика синтеза дискретных систем управления, содержит последовательные, параллельные и последовательно-параллельные циклы.
3.2 Методика синтеза дискретных систем управления с последовательными циклами
Последовательные циклы дискретной системы управления представляют собой автономные подсистемы. С поступлением разрешающей команды.
Каждая подсистема имеет специальный триггер управления, который показывает состояние подсистемы. Если триггер управления включен – значит подсистема активна, а если триггер управления выключен – значит подсистема находится в состоянии ожидания. Алгоритм функционирования всех триггеров управления идентичен. Разбиение проектируемой системы управления на отдельные подсистемы в определенной мере субъективно, т.е. проектировщик сам должен определить, какие механизмы или группы механизмов должны войти в ту или иную подсистему. Обычно этот вопрос решают исходя из законченности конструктивного оформления какой-то части объекта управления (часто такую часть называют модулем или агрегатом) или из законченности части технологического процесса.
Количество исполнительных органов и датчиков в подсистеме определяет число входных и выходных переменных. Чем больше этих переменных, тем сложнее становится циклограмма работы механизмов и тем труднее ее анализировать. В сложной подсистеме могут возникнуть проблемы, связанные с безопасностью и надежностью ее работы, особенно в аварийных ситуациях. Поэтому, максимальное число входных переменных в подсистеме не рекомендуют увеличивать больше 10 – 12.
Разбивая систему управления на отдельные подсистемы, необходимо учитывать следующие критерии:
- выделенная подсистема должна иметь завершенный цикл работы, т.е. по окончании автоматического цикла любая подсистема должна возвратиться в исходное состояние;
- цикл работы подсистемы может быть приостановлен один или несколько раз. Для продолжения работы приостановленной подсистемы на ее вход необходимо подать дополнительную команду на запуск;
- циклы работы подсистем могут быть вложенными один в другой любое количество раз. Последнее означает, что любая подсистема может приостановить цикл своей работы и передать управление другой подсистеме, а та, в свою очередь, приостановив свой цикл работы, может запустить третью приостановить цикл своей работы и передать условие другой подсистеме, а та в свою очередь, приостановив свой цикл работы, может запустить третью подсистему и т.д. Завершить свою работу подсистемы могут в обратной последовательности рис. 3.2. Теоретически любую сколь угодно сложную систему можно представить в виде подсистемы и вложить ее цикл работы в цикл другой, еще более сложной системы.
Рассмотрим методику синтеза дискретной системы управления с последовательными циклами на примере механизма автоматической смены инструмента (МАСИ) станка с ЧПУ (рис. 3.3). МАСИ имеет два автооператора (захватных устройства) ЗУ1 и ЗУ2. Первое захватное устройство ЗУ1, совершая вращательное и поступательное движения, переносит отработавший инструмент из шпинделя (Ш) в промежуточное загрузочное место (ПЗМ), а новый инструмент – из ПЗМ в Ш. Вращательное движение ЗУ1 происходит при помощи электродвигателя Д, а поступательное – посредством пневматического цилиндра Ц1. В шпинделе инструмент зажат пружиной. Для ее отжатия и освобождения инструмента служит цилиндр Ц2 [15].
Второе захватное устройство ЗУ2 может совершать два поступательных движения – горизонтальное и вертикальное, причем в горизонтальном направлении положение механизма контролируется в 3-х точках (1, 2 и 3), а в вертикальном – в 2-х. Привод ЗУ2 пневматический (цилиндры Ц3 и Ц4).
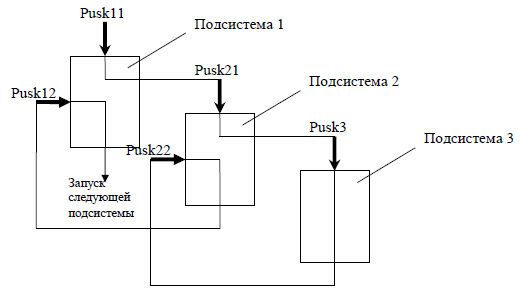
Рисунок 3.2 – Схемы завершения работы подсистем
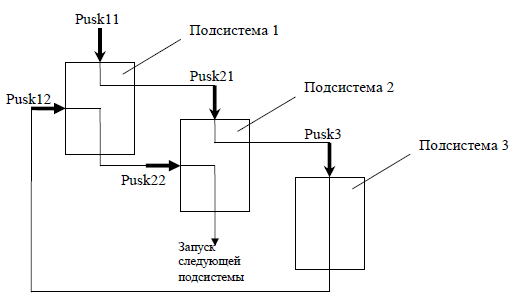
Рисунок 3.2, страница 52
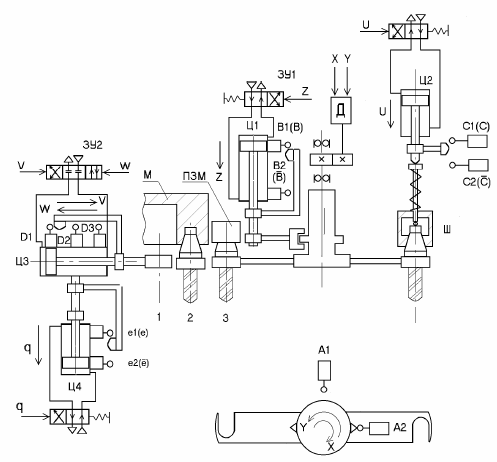
Д – двигатель; М – магазин; ПЗМ – промежуточное загрузочное место; Ш – шпиндель; (Ц1-Ц4) – пневматические цилиндры.
Рисунок 3.3 – Структурно-кинематическая схема устройства автоматической смены инструмента.
Рассмотренную последовательность работы МАСИ удобно представить в виде следующей условной записи:
1-я подсистема:
ЗУ1 (+90°);И1; ЗУ1 (); ЗУ1 (+180°);
ЗУ1 ();°);И2; ЗУ1(-90°);
2-я подсистема:
ЗУ2 (13); ЗУ2 (); ЗУ2 (32); ЗУ2 (); ЗУ2 (21);
3-я подсистема:
работа магазина М (в данном примере подробно не рассматривается);
2-я подсистема:
ЗУ2 (12); ЗУ2 (); ЗУ2 (23); ЗУ2 (); ЗУ2 (31).
Из данного алгоритма видно, что работа 2-й подсистемы, которая управляет захватным устройством ЗУ2, состоит из двух частей и за время отработки всего цикла смены инструмента эта подсистема запускается дважды. Каждая из рассмотренных подсистем синтезируется автономно, т.е. независимо от других.
Синтез первой подсистемы. Первая подсистема управляет всеми манипуляциями захватного устройства ЗУ1, а также зажимом и разжимом инструмента в шпинделе Ш. Назовем эту подсистему условно подсистемой ЗУ1. Исполнительными устройствами первой подсистемы являются пневматические цилиндры Ц1, Ц2 и реверсивный электродвигатель Д. В качестве датчиков обратной связи используются путевые выключатели. Выключатели А1 и А2 контролируют вращательные движения захватного устройства ЗУ1, а выключатели В1 и В2 – поступательные. Положения штока цилиндра Ц2, который разжимает инструмент в шпинделе Ш, контролируются выключателями С1 и С2. В соответствии с заданным алгоритмом работы запишем таблицу включений для 1-й подсистемы. Чтобы превратить начальную циклограмму в реализуемую, вводим в подсистему ЗУ1 элемент памяти рис. (3.5).
1-я подсистема включений рис 3.4
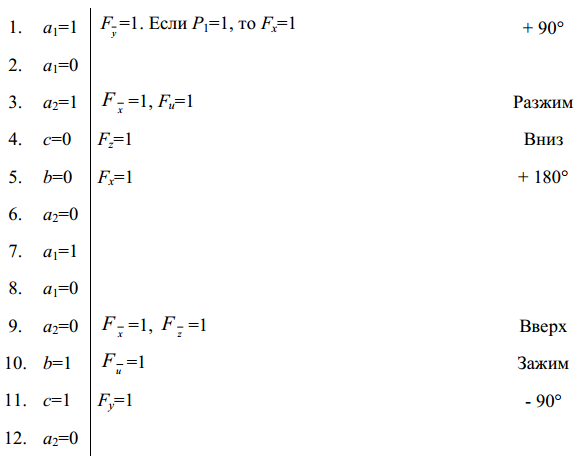
Рисунок 3.4 – Подсистема включений
Рассмотрим реализуемую циклограмму подсистемы ЗУ1. В момент включения питания принудительно выключаются выходные элементы памяти X, Y, Z, U. В результате электродвигатель поворота захватного устройства ЗУ1 оказывается выключенным, а штоки цилиндров Ц1 и Ц2 приходят в исходные положения (если они там не были). При отсутствии сигнала на запуск первой подсистемы ( P1 = 0 , P1 =1) элемент памяти М1 выключен и сигнал m1 = 0. Триггеры управления всех подсистем в момент инициализации также сбрасываются. В момент подачи сигнала «ПУСК» ( P1 =1, P1 = 0 ) формируется сигнал Fm1 = 1 на включение внутреннего элемента памяти М1. С его выхода снимается сигнал m1 = 1 и система управления переходит в новое состояние (такт 1*), когда сумма входных переменных равна 29. В этом такте включается триггер управления Т1 и формируется сигнал Fx = 1 на включение поворота захватного устройства ЗУ1.
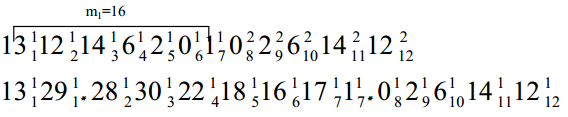
Рисунок 3.5 – Введение элементов памяти в подсистему ЗУ1
На основании таблицы включений строим начальную циклограмму работы подсистемы ЗУ1 (рис. 3.6).
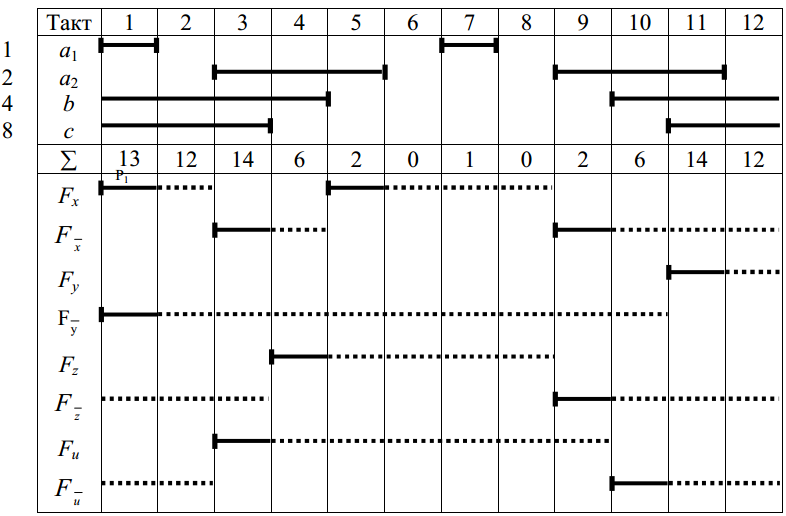
Рисунок 3.6 – Начальная циклограмма подсистемы ЗУ1
Далее продолжается автоматический цикл работы первой подсистемы по заданному алгоритму, причем триггер управления Т1 все это время включен. Важно, что дополнительные такты на включение и на выключение триггера управления Т1 в циклограмме не отводятся. По окончании цикла работы 1-я подсистема приходит в начальное состояние (такт 1), а сумма весов входных переменных становится равной 13. К этому времени сигнал пуска Р1 = 0 и автоматический цикл завершается.
Поскольку триггер управления в это время все еще включен, то сигнал блокировки Т1 = 1 и в результате в такте 1 формируется сигнал = 1, который предназначен для запуска 2-й подсистемы. Она запускается и триггер управления 2-й подсистемы включается. Сигнал обратной связи с выхода этого триггера устанавливается в единичное состояние (Т2 = 1) и тем самым разрешается сброс триггера управления в первой подсистеме. Формируется сигнал , который и сбрасывает триггер управления Т1 в первой подсистеме. Это означает, что завершилась передача управления от первой подсистемы ко второй.
На рис. 3.7 представлена реализуемая циклограмма подсистемы ЗУ1.
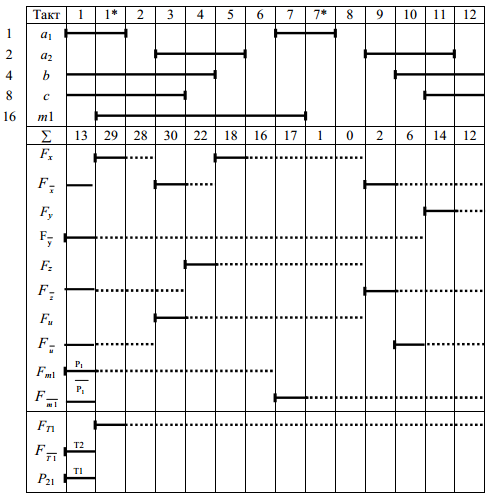
Рисунок 3.7 – Реализуемая циклограмма подсистемы ЗУ1
Эта циклограмма отличается от ранее рассматривавшийся следующими особенностями:
- в нижней части циклограммы (под чертой) показаны состояния триггера управления Т1, который управляет работой данной подсистемы и формирует сигнал Р21 для запуска второй подсистемы;
- чтобы в момент включения питания произвести инициализацию выходных элементов (триггеров), состояния всех выходных переменных в 1-м такте приняты обязательными.
Приступаем к минимизации логических функций подсистемы ЗУ1. Схема расположения используемых конституент на карте Карно представлена на рис. 3.8
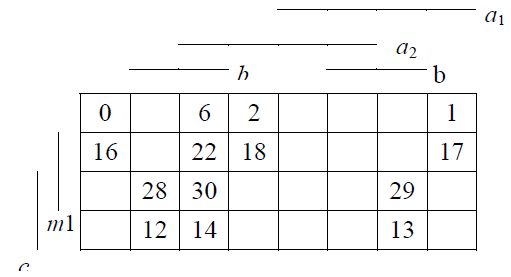
Рисунок. 3.8. Карта используемых конституент в подсистеме ЗУ1
Далее минимизируем каждую логическую функцию с помощью карт Карно
рис.3.9
б)= 13, 30, 2 = 29, 28, 18, 16, 17, 1, 0
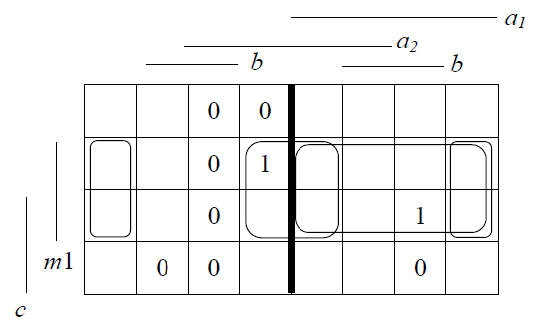
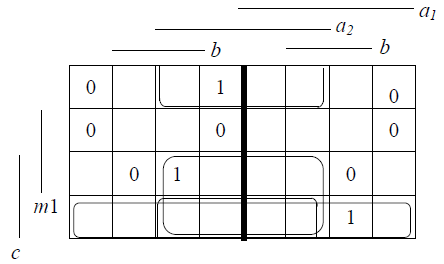
Рисунок 3.9 – Минимизация логических функций 1-й подсистемы
Минимизируя аналогично оставшиеся функции, получаем уравнения.
;
Синтез второй подсистемы управляет захватным устройством ЗУ2. Поэтому назовем эту подсистему подсистемой ЗУ2 [24]. Исполнительными устройствами второй подсистемы служат пневматические цилиндры Ц3 и Ц4. Положение цилиндра Ц3 контролируется в трех позициях (путевые переключатели Д1, Д2 и Д3, а положение цилиндра Ц4 – в двух позициях (путевые переключатели Е1 и Е2).
В соответствии с вышеописанным алгоритмом составим таблицу включений для 2-й подсистемы рис 3.10.
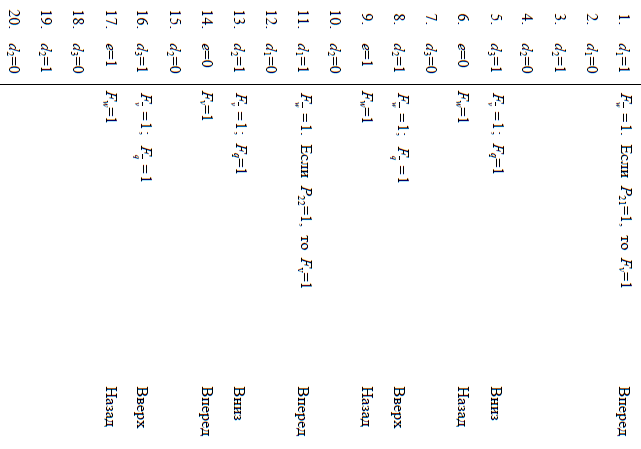
Рисунок 3.10 – Таблица включений второй подсистемы
Начальная циклограмма, которая соответствует данной таблице включений, представлена на рис. 3.11
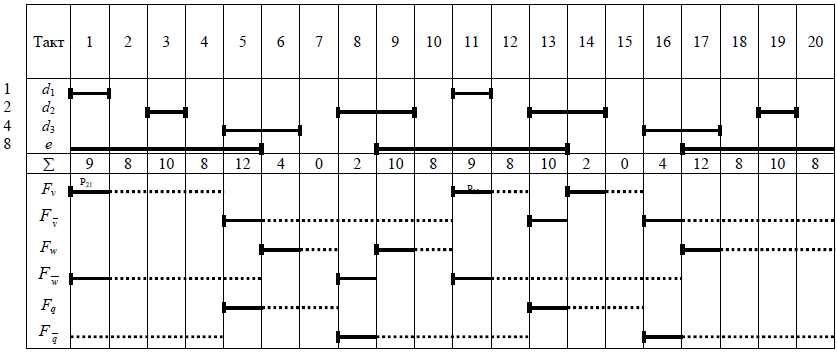
Рисунок 3.11 – Начальная циклограмма подсистемы ЗУ2
Чтобы исключить повторение весов входных переменных, в подсистему ЗУ2 необходимо ввести три элемента памяти (рис. 3.12). В результате приходим к реализуемой циклограмме, изображенной на рис.3.13 и на рис. 3.14
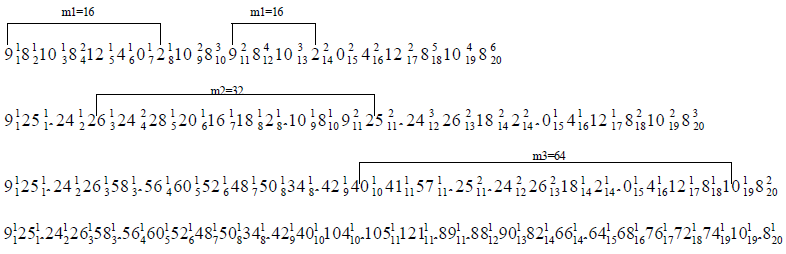
Рисунок 3.12 – Введение элементов памяти в подсистему ЗУ2
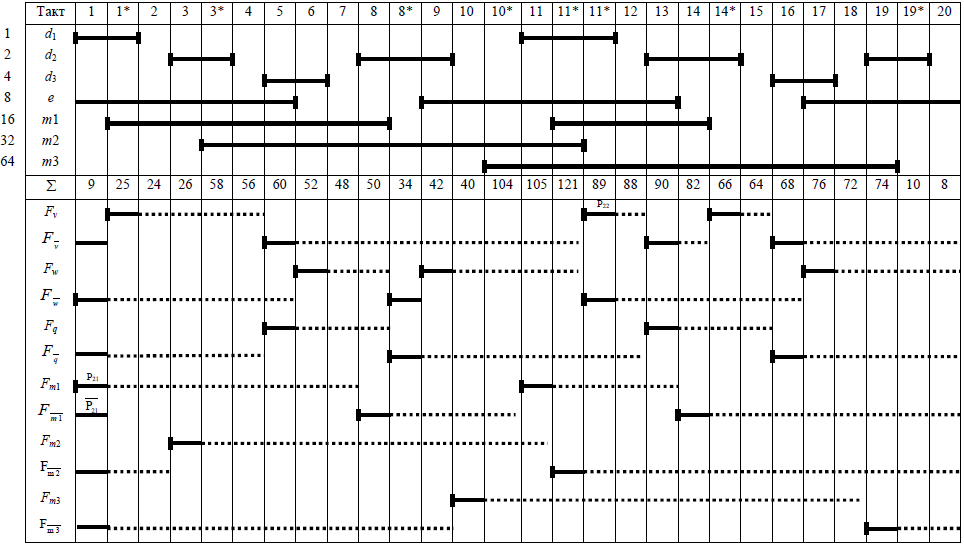
Рисунок 3.13 – Реализуемая циклограмма для подсистемы ЗУ2
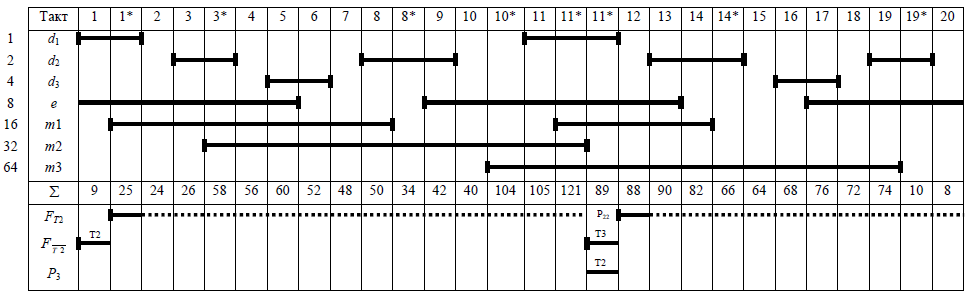
Рисунок 3.14 – Реализуемая циклограмма для подсистемы ЗУ2 (Продолжение циклограммы)
Проанализируем циклограмму подсистемы ЗУ2. В исходном состоянии (такт 1) происходит инициализация всех выходных переменных и сброс триггера управления . При поступлении от первой подсистемы сигнала =1 (первый пуск 2-й подсистемы) формируется сигнал = 1 на включение первого элемента памяти. Сигнал = 1 с его выхода переводит систему в следующее состояние = 25 (такт 1*). В этом же такте 1* включается триггер управления второй подсистемы ( = 1).
Далее развивается автоматический цикл 2-й подсистемы до тех пор, пока она не окажется в состоянии = 89 (такт 11**). Запрещающий сигнал блокировки = 0 останавливает подсистему в указанном такте. Одновременно формируется сигнал = 1 на запуске третьей подсистемы (магазина инструментов М). Сигнал Т3 = 1 с выхода триггера управления 3-й подсистемы выключает триггер управления 2-й подсистемы (). Таким образом, 2-я подсистема передала управление 3-й подсистеме, а сама перешла в режим ожидания.
Закончив работу, 3-я подсистема передает 2-й подсистеме сигнал (второй пуск 2-й подсистемы). В результате вторая подсистема перейдет в состояние = 88 (такт 12), где вновь включится ее триггер управления и автоматический цикл 2-й подсистемы продолжится. По окончании автоматического цикла вторая подсистема возвращается в исходное состояние = 9 (такт 1). Триггер управления сбрасывается и на этом работа всей системы в целом завершается. Переходим к минимизации логических функций второй подсистемы. На рис. 3.15 показано расположение на карте Карно конституент, используемых во 2-й подсистеме, а на рис. 3.14, 3.15 - результаты минимизации.
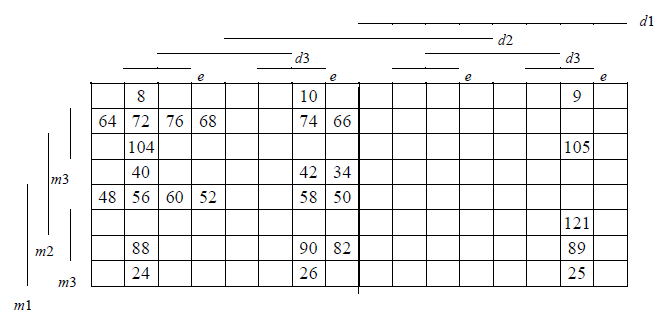
Рисунок. 3.13 – Карта конституент, используемых в подсистеме ЗУ2
а) = 29, 89,66
= 9,60,54,48,50,34,42,40,104,105,121,90,82,68,76,72,74,10,8
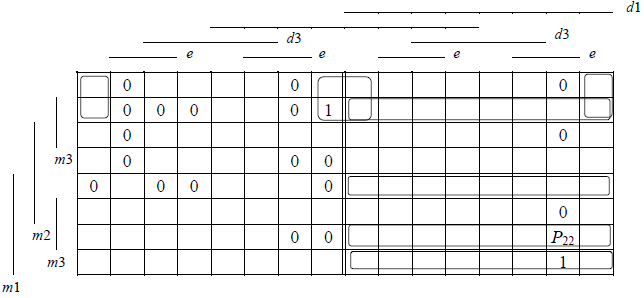
Рисунок 3.14 – Минимизация логических функций подсистемы ЗУ2
б)
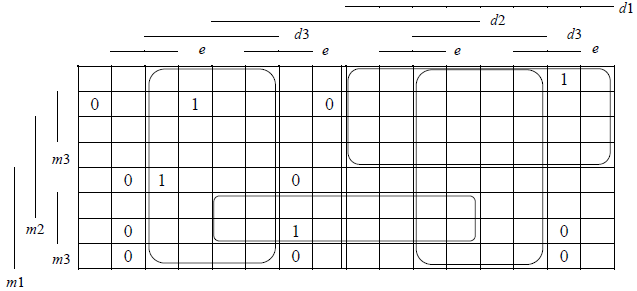
Рисунок 3.15 – Минимизация логических функций подсистемы ЗУ2
Продолжая процедуру минимизации, получим следующие минимальные формы:
;
Связанные между собой триггеры управления рассмотренных подсистем образуют своеобразный диспетчер, который передает в заданные моменты времени управление от одной подсистемы к другой.
На рис. 3.16 представлена функциональная схема соединений триггеров управления. Из схемы видно, что после поступления команды «ПУСК» (Р1 = 1) включается в работу подсистема ЗУ1 и в состоянии = 29 включается триггер управления Т1. В состоянии = 13 выходной сигнал с этого триггера формирует сигнал , который запускает в работу подсистему ЗУ2.

Рисунок 3.16 – Схема соединений триггеров управления
В состоянии = 25 второй подсистемы включается триггер управления Т2 (выделенные вертикальные штрихи на схеме обозначают элементы ИЛИ). Сигнал с его выхода сбрасывает триггер управления Т1. В состоянии второй подсистемы = 89 триггер управления Т2 формирует сигнал = 1 на запуск 3-й подсистемы. Её триггер управления Т3 сбрасывает триггер управления Т2. По окончании работы 3-й подсистемы формируется сигнал = 1, который вновь запускает подсистему ЗУ2 и её триггер управления включается второй раз. Завершив работу, подсистема ЗУ2 приходит в состояние = 9 и триггер управления Т2 по цепи обратной связи сбрасывает сам себя. Таким образом, схема соединений триггеров управления носит регулярный характер и может быть легко расширена на любое количество подсистем. При управлении объектом с помощью ПЛК рассмотренная схема управления реализуется программно, т. е. в данном случае она имеет лишь иллюстративное назначение.
3.3 Параллельные циклы, условные переходы, подпрограммы
Реальные объекты управления работают не только в автоматических режимах, но и в режимах ручного управления, а также в режимах наладки, диагностики, выхода из аварийных ситуаций и т. п. Для этого требуется вводить в систему управления дополнительные подсистемы, подпрограммы, функции и т. п., каждая из которых представляет собой программный модуль. Чтобы строить ветвящиеся алгоритмы, необходимы команды условной передачи управления.
Рассмотренный в предыдущем параграфе принцип запуска подсистем с использованием триггеров управления позволяет решить все эти задачи на единой алгоритмической основе.
На рис. 3.17 представлена схема управления параллельными циклами.
Сигнал «ПУСК» РА подается одновременно на n модулей А1, А2,…, Аn , которые включаются в работу. Каждый из этих модулей по окончании своего цикла формирует соответствующий сигнал , , …, на запуск следующего модуля В. Эти сигналы поступают на схему И, с выхода которой поступит результирующий сигнал на запуск модуля В только тогда, когда завершит свою работу последний из модулей А1, А2, …, Аn.
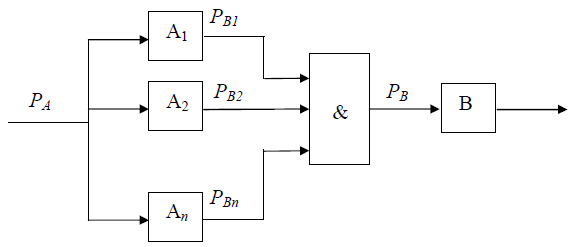
Рисунок 3.17 – Схема управления параллельными циклами
Для простоты сигналы обратной связи с модуля В на модули А1, А2, …, Аn на рисунке не показаны.
Принцип формирования этих сигналов ясен из примера, рассмотренного в предыдущем параграфе. В ПЛК указанные связи и схема И реализуются программно. Условная передача управления, как известно, состоит в том, что в алгоритм управления вводится элемент сравнения двух переменных (в нашем случае булевых переменных). В зависимости от состояния этих переменных продолжение алгоритма управления происходит по первой (ДА) или по второй (НЕТ) ветви.
На рис. 3.18 показана схема условной передачи управления, выполненная с помощью схем И и НЕ-И (ясно, что в контроллере эти схемы реализованы программно).
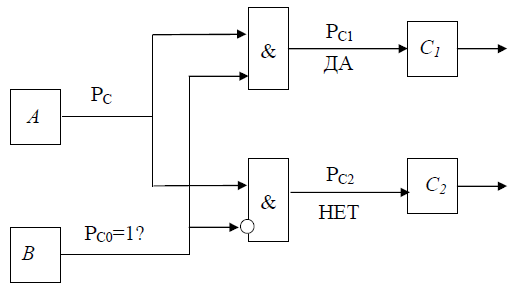
Рисунок 3.18 – Схема условной передачи управления
Если условие = 1 выполнено, то по команде = 1 запускается модуль , в противном случае – модуль .
Широко известный в программировании прием, когда основная программа обращается к ряду подпрограмм, можно реализовать в нашем случае с помощью схемы, показанной на рис. 3.19.
Модуль А периодически запускает модули В1, В2, …, Вn , в свою очередь, по цепям обратной связи вновь запускает модуль А.
Таким образом осуществляется возврат из подпрограмм (модули В1, В2, …, Вn) к основной программе (модуль А).
Схема связи триггеров управления и циклограмма их работы именно для такого случая были рассмотрены в предыдущем параграфе. Основной программой там служила подсистема ЗУ2, а подпрограммой – магазин инструментов М.
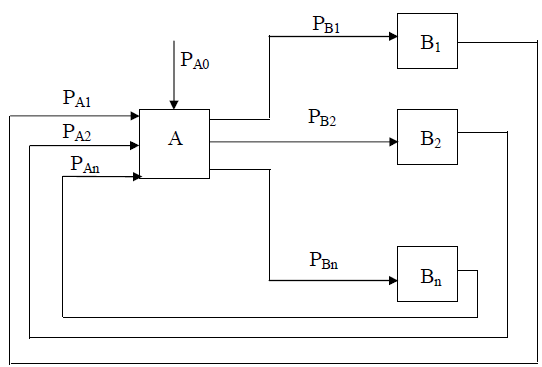
Рисунок 3.19 – Схема обращения к подпрограммам
Подпрограммы могут быть вложенными одна в другую любое количество раз (вложенные подпрограммы) рис. 3.20
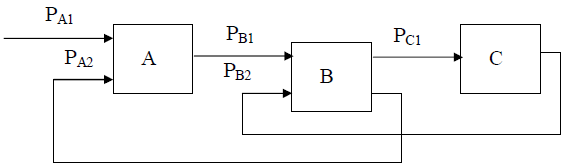
Рисунок 3.20 – Схема вызова вложенных подпрограмм
3.4 Выбор подхода или модели построения системы
При решении задачи, построения формальной модели системы или ее части. Необходимо сравнить разные подходы, это поможет сориентироваться и не делать лишней работы.
Оценку полезности подходов спроектируем на отдельные этапы синтеза:
- построение формальной модели;
- проверка полноты и достаточности;
- коррекция и дополнение модели;
- логический синтез;
- моделирование, сходство структуры модели и структуры системы;
- переход к техническим средствам реализации.
Сначала выделяются крупные принципиальные задачи структурного синтеза, - по архитектуре системы. Это задачи «последовательно-ориентированного» и «функционально-ориентированного» синтеза.
При рассмотрении автоматизированной системы, которая строится из модульных станций. Необходимо учитывать, что внутри модульной станции находится своя система, которую также надо синтезировать или модернизировать. Эта система состоит из отдельных исполнительных устройств, приводов, вспомогательных устройств и других элементов. Между задачами построения системы и станции есть отличие. Станция состоит из устройств с пневматическим и, аппаратным управлением, и имеет централизованную систему управления на базе микроконтроллера или компьютера. Система из модулей, как правило, централизованной системы управления не имеет, и ее работа организуется взаимодействием смежных по процессу станций. Более универсальным, является не «последовательно» ориентированное управление, а функционально-ориентированное. В этом случае задача связывает отдельные действия в технологический процесс на основании получаемых результатов и состояния станций. Такая форма не имеет ограничений на тип алгоритма работы системы.
Модели, методы и методики синтеза автоматики (автоматизации), в основном, базируются на средствах решения аналогичных задач, развитых в электротехнике, программировании, автоматизированном управлении. Вместе с тем, некоторые особенности систем автоматизации настолько фундаментальны, что для их эффективного учета создавались оригинальные методики или модифицировались известные. Структурный синтез удобнее выполнять в несколько этапов. Это позволяет контролировать результат каждого этапа и избежать грубых ошибок от постановки задачи до готовой системы. Этапы структурного синтеза:
- формализация – переход от неформального к формальному описанию системы;
- анализ – проверка полноты и корректности исходного задания и модели системы;
- до определения – уточнение формального, а возможно, и неформального, задания и описания системы;
- логический синтез – построение логики, объединяющей станции в систему и модули в станции;
- реализация – подбор технических средств и алгоритмов их объединения в модули, станции и технический объект. Приведенный перечень указывает направление движения от постановки задачи до технической системы.
На первом этапе выбирается удобный подход и форма описания системы. Этот этап во многом предопределяет успех дальнейшей разработки системы, поскольку задает ту модель, в «координатах» которой решаются все практические задачи. Следует помнить, что шаблоны подхода переносятся в объект и определяют его структуру, и такие свойства, как открытость к модернизации. В то же время положения выбранного подхода и его ограничения, как правило, не полностью соответствуют и задаче и объекту разработки.
Поэтому при выборе модели и подхода необходимо обратить внимание на их соответствие поставленной задаче и объекту.
Поскольку автоматизированные системы появились на стыке механики и электроники, то большинство подходов может быть распределено по двум направлениям, базирующимся на информационной модели и на физической модели автоматизируемого процесса. Второе – с явным заданием алгоритма функционирования системы, первое – с построением «интеллекта» системы в результате «прогонки» модели и логического синтеза. В подходах второго направления алгоритм работы системы формально и физически задается ее строением. Для первого направления порядок действий станций и модулей является следствием логической формы элементов системы и связей между ними. Существуют следующие концептуальные модели систем:
- в форме конечного автомата, логических диаграмм, алгебры логики;
- в виде функциональных (временных или шаговых) диаграмм (цикло-грамм);
- с помощью графа операций;
- в форме причинно-следственной модели;
- в форме функционального плана и коммуникационной сети связей;
- в виде сети Петри.
Первая и шестая относятся к первому направлению, вторая и пятая модели в явном виде содержат задание последовательности действий модулей в автоматизируемом процессе, в третьей и четвертой алгоритм технологического процесса может проявляться сразу (для более простых систем) или строится в процессе моделирования.
Задачей первого практического шага является учет особенностей, технических средств и систем автоматики при выборе типа модели. Сложность выбора состоит в том, что эти особенности составляют систему, а необходимый результат – модель – должна удовлетворять конструктивно – для решения практических задач.
Следующий шаг – проверка адекватности результатов, полученных с помощью методики. Широкий физический эксперимент для этой цели не пригоден по экономическим соображениям и требованиям безопасности. Поэтому, кроме задач синтеза, модель должна соответствовать и синтезируемому объекту, что можно выразить дополнительными требованиями:
- надежность алгоритмов работы асинхронных систем с неопределенным временем срабатывания отдельных устройств;
- комбинация и конвертация пневматических, электрических, механических, электронных средств реализации и программируемых контроллеров без существенного изменения структуры;
- обеспечение минимального элементного состава аппаратной части системы и алгоритма управляющей программы.
По результатам сравнительного анализа подходов к решению задачи структурного синтеза систем автоматики, можно отметить следующее. Практическая эффективность подхода может быть оценена по следующим показателям:
- формализация задачи;
- наглядность модели системы приводов;
- модель (объем и виды информации);
- методики(эффективность, сложность;
- логический синтез;
- результат (надежность, минимальность);
- реализация (удобства перехода к техническим средствам).
Подходы, которые обеспечивали максимальный практический эффект, имеют, как правило, низший уровень формализации постановки задачи. В то же время наиболее формализованные и строгие подходы, основанные на автоматном представлении системы, приводили к результату, имеющему существенные недостатки в плане реализации. Это обстоятельство объясняется невозможностью строгой формализации многообразия технических средств механотроники, с одной стороны, и наличием ряда готовых практических решений, с другой стороны.
Таблица 3.1 – Сравнительные данные подходов
|
Подход
|
Форма
лизация
|
Нагляд
ность
|
Модель
|
Мето
дики
|
Синтез
|
Резуль
тат
|
Реали
зация
|
|
Табличный
|
3
|
1
|
1
|
1
|
3
|
2
|
1
|
|
Диаграммы
|
1
|
3
|
2
|
2
|
1
|
1
|
3
|
|
Графы операций
|
2
|
3
|
3
|
2
|
2
|
2
|
2
|
|
ПСМ модель
|
2
|
3
|
3
|
3
|
3
|
2
|
2
|
|
Сети Петри
|
2
|
2
|
3
|
1
|
1
|
2
|
1
|
|
Функциональный план
|
1
|
2
|
2
|
1
|
1
|
1
|
3
|
Переход к новым средствам реализации и системам, объединяющим десятки и сотни исполнительных устройств, даже при модульной структуре системы, должен быть эффективными на всех этапах разработки или модернизации систем [9, 24].
Наиболее сбалансированными на всех этапах структурного синтеза представляются подходы с использованием ПСМ и графов операций. Однако отсутствие стандартных форм для логического синтеза и критериев корректности и полноты графов операций, приводят к сложности инженерных методик и ряду неформальных решений, что существенно усложняет практические задачи.
Методы, основанные на использовании графов в системах автоматики, сформировались при решении задач управления станками-автоматами, робототехническими комплексами, автоматизированными участками и линиями, прессами и другими машинами.
4 ОХРАНА ТРУДА И БЕЗОПАСНОСТЬ В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ
4.1 Анализ условий труда в лаборатории
Аттестационная работа выполняется в лаборатории, в которой находится 7 рабочих места. Рабочее место включает в себя рабочий стол, расположенный на нем компьютер (монитор, принтер, системный блок, клавиатура и мышь) и стул.
Размеры помещения, в котором будут проводится исследования, составляют 9х7.6х3 м (площадь 68.4 , объём- 205.2м3). Размеры помещения соответствуют установленным нормам, производственная площадь, которая приходится на одного рабочего, составляет 9.7 , а объем помещения на одного рабочего – 29.3, по ДСанПін 3.3.2-0.07-98 «Державні санітарні правила і норми роботи з візуальними дисплейними терміналами електронно-обчислюваних машин». Эти параметры равны соответственно 6 и 20 .
В помещении есть электросеть - трехфазная четырехпроводная сеть с глухо заземленной нейтралью переменного тока частотой 50 Гц и напряжением в сети 380/220 В [11].
Так как рабочим устройством является компьютер, его функциональная схема взаимоотношения оборудования и исследователя изображена на рисунке 4.1, то определяем вредные факторы возникающие при работе конкретно с каждым элементом оборудования.
Вредные факторы, возникающие при работе с компьютером:
а) Системный блок:
1) повышенная температура воздуха рабочей зоны;
2) повышенная температура поверхностей ПК;
3) повышенный уровень статического электричества;
4) повышенный уровень электромагнитных излучений;
5) шум издаваемый системой охлаждения, системой оповещения об ошибках.
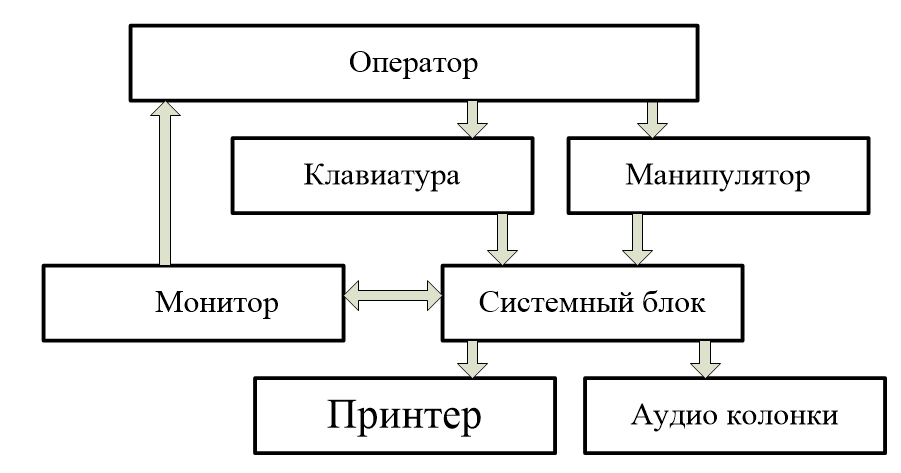
Рисунок 4.1 – Функциональная схема взаимодействия оборудования
б) Ж.К. монитор:
1) прямая и отраженная блескость;
2) зрительное напряжение;
3) зрительное напряжение размер объектов наблюдения 5-1,1мм более чем 50% времени наблюдения.
в) Манипулятор:
1) мелкие стереотипные движения кистей и пальцев рук.
г) Принтер:
1) шум издаваемый движением каретки принтера;
2) повышенный уровень вредных веществ.
д) Аудио колонки:
1) интеллектуальные нагрузки;
2)нагрузки на слуховой анализатор.
е) Клавиатура:
1) мелкие стереотипные движения кистей и пальцев рук.
В целях осуществления анализа условий труда в помещении лаборатории были рассмотрены все существующие связи в системе «Человек–Машина–Среда». В процессе функционирования системы «Человек–Машина–Среда» (Ч-М-С) за счет взаимодействия составляющих ее элементов изменяется внутреннее состояние системы.
Входной информацией для системы является информация о состоянии предмета труда, управляющей – из вышестоящей системы. Выходом системы – воздействие на предмет труда. Так как в процессе функционирования системы изменяется ее внутреннее состояние, то необходимо рассмотреть и этот фактор, а также проанализировать одну из составных частей внутреннего состояния системы – здоровье персонала, работающего в системе. Безопасность человека зависит в первую очередь от его взаимодействия с окружающей средой.
«Человек» – это коллектив людей, работающих одновременно, в одном производственном помещении. В системе рассматривается в качестве нескольких элементов с соответствующими видами связей:
- Ч1 – оператор ЭВМ, выполняющий управление машиной;
- Ч2 – человек, рассматриваемый с точки зрения непосредственного влияния на окружающую среду;
- Ч3 – психофизиологическое состояние человека.
«Машина» – комплекс оборудования для осуществления технологического процесса. В системе рассматривается в качестве нескольких элементов с соответствующими видами связей:
- М1 – выполнение основной технологической функции;
- M2 – функционирование аварийной защиты;
- М3 – элемент влияния на окружающую среду и человека.
«Среда» – внутренняя среда помещения освещение, шум, микроклимат.
ПТ – предмет труда, разработка проекта.
На рис. 4.2 представлена структурная схема «Ч–М–С». На ней указаны внешние связи: управляющее воздействие вышестоящей системы, воздействие машины на предмет труда, а также внутренние связи, указанные в таблице 4.1.
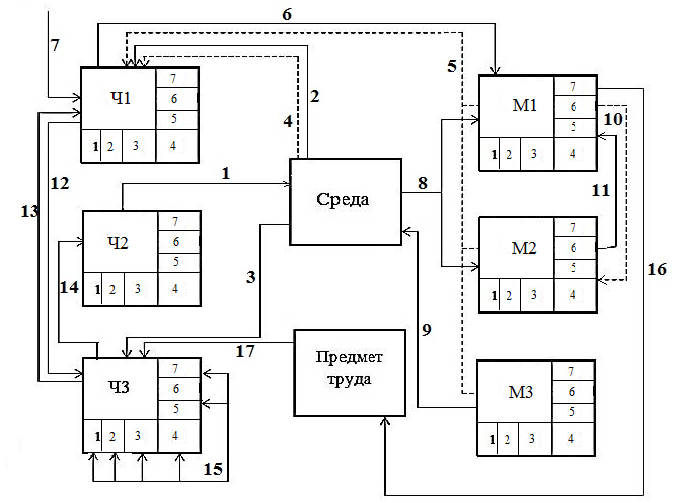
Рисунок 4.2. – Структурная схема «Ч–М–С»
Таблица 4.1 – Описание связей в системе «Ч–М–С»
|
№
|
Направление
|
Описание связи
|
|
1
|
Ч2 – С
|
Влияние человека как биологического объекта на среду, т.е. теплообмен, газообмен человека и среды.
|
|
2
|
С – Ч1
|
Влияние окружающей среды на качество работы оператора ПК. Например, пониженная или повышенная температура окружающей среды, недостаточная или чрезмерная освещенность, повышенная скорость движения воздуха, не соответствующие нормативным значениям, приводят к некачественному выполнению работ.
|
|
3
|
С – Ч3
|
Влияние среды на психофизиологическое состояние организма человека. Например, несоответствующие параметры среды негативно сказываются на внимании.
|
|
4
|
С – Ч1 (информационная связь)
|
Информация о состоянии окружающей среды, обрабатываемая человеком (информация о температуре, влажности, освещенности помещения).
|
|
5
|
М1 – Ч1 (информационная связь)
|
Информация о состоянии ПК, обрабатываемая человеком. Например, информация об аварийной защите, получаемая от машины и обрабатываемая оператором, информация о состоянии технологического оборудования
|
|
6
|
Ч1 – М1
|
Влияние человека на управление ПК, например, настройка параметров ПК, задание команд, управление процессами на ПК.
|
Продолжение таблицы - 4.1
|
№
|
Направление
|
Описание связи
|
|
7
|
Внешняя система управления Ч1
|
Управляющая информация о технологическом процессе (т.е информация о последовательности сбора и анализа данных, а также предъявляемые требования к полученным данным).
|
|
8
|
С – М1
|
Влияние среды на работу машины. Отклонения норм микроклимата от рекомендованных параметров эксплуатации ПК может привести к потере или замедлению процесса сбора данных.
|
|
9
|
М3-С
|
Влияние ПК на среду (повышенная температура воздуха, повышенное значение напряжения в электрической цепи).
|
|
10
|
М1 – М2
|
Информация, необходимая для разработки аварийного управляющего влияния. Например, выключение ПК в случае аварии.
|
|
11
|
М2 – М1
|
Аварийные управляющие влияния. Т.е. ответные действия на п.10 (наличие автоматов защиты на каждый ПК отдельно или отключение всех ПК вместе в случае скачков напряжения или аварии).
|
|
12
|
Ч1 – Ч3
|
Влияние работы человека на его психофизиологическое состояние, т.е. точность работы, и как следствие, напряжение анализаторов.
|
|
13
|
Ч3 – Ч1
|
Влияние состояния организма человека на качество его работы, например, физическое перенапряжение, перенапряжение зрительных и слуховых анализаторов.
|
|
14
|
Ч3 – Ч2
|
Влияние психофизиологического состояния на степень интенсивности обмена веществ между организмом человека и средой. Например, если человек нервничает, то у него учащается дыхание и идет большое выделение СО2 в среду.
|
|
15
|
Ч3 - Ч3
|
Влияние психофизиологического состояния операторов ПК друг на друга.
|
|
16
|
М1-Предмет труда
|
Влияние машины на предмет труда (неисправность или неправильная настройка ПК может привести к некачественной работе).
|
|
17
|
Предмет труда-Ч3
|
Влияние предмета труда на психофизиологическое состояние человека. Например, некачественная работа может привести к нервному перенапряжению.
|
В представленной системе "Ч-М-С" имеют место, как и физические, так и психофизические опасные и вредные производственные факторы, которые могут воздействовать на человека.
Согласно ГОСТ 12.0.003-74 при работе в лаборатории персонал подвержен воздействию физических факторов, таких как: повышенный уровень шума на рабочем месте; повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека; недостаточная освещенность рабочей зоны; повышенная температура поверхности оборудования, материалов [12].
К психофизиологическим факторам относятся умственное перенапряжение, эмоциональные перегрузки, монотонность труда, перенапряжение зрительных анализаторов. Оценка факторов производственной среды и трудового процесса представлены в табл. 4.2.
Таблица 4.2 – Оценка факторов производственной среды и трудового процесса
|
Факторы производственной среды и трудового процесса
|
Значение фактора
(ПДК, ПДУ)
|
3 класса - опасный и вредные условия, характер труда
|
Продолжительность действия фактора, в % за смену
|
|
|
Норма
|
Факт
|
1ст
|
2ст
|
3ст
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1. Шум, дБ
|
60
|
57
|
|
|
|
80
|
|
2. Микроклимат:
2.1. Температура воздуха, °С
|
Х.п. 23-25
|
24
|
|
|
|
100
|
|
2.2. Скорость движения воздуха, м/с
|
Х.п. 1
|
0
|
|
|
|
100
|
|
2.3. Относительная влажность %
|
Х.п. 60-40
|
58
|
|
|
|
100
|
|
3. Освещение:
3.1. Естественное освещение КПО%
|
1,5
|
1,5
|
|
|
|
80
|
|
3.2. Искусственное освещение, лк
|
300-500
|
200
|
Х
|
|
|
80
|
|
4. Тяжесть трудового процесса:
4.1. Мелкие стереотипные движения кистей и пальцев рук (количество за мену)
|
До 40000
|
25000
|
|
|
|
80
|
|
5. Напряженность трудового процесса:
5.1. Интеллектуальные нагрузки
5.1.1. Восприятие информации и ее оценка
|
Восприятие сигналов с последующей коррекцией действий
|
Восприятие сигналов с последующей коррекцией действий
|
|
|
|
80
|
|
5.1.2. Распределение функции по степени сложности
|
Обработка информации и выполнение задания
|
Обработка информации и выполнение задания
|
|
|
|
80
|
|
5.1.3. Характер выполняемой работы
|
Работа по установ. графику
|
Работа по установ. графику
|
|
|
|
100
|
|
5.2 Сенсорные нагрузки:
5.2.1 Плотность сигналов, и сообщений
|
75-175
|
100-150
|
|
|
|
80
|
|
5.2.2. Количество объектов одновременного наблюдения
|
5-10
|
9
|
|
|
|
80
|
Продолжение таблицы 4.2
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
5.3. Нагрузка на зрительные анализаторы:
5.3.1. Размер объекта различения в мм/% времени наблюдения
|
5,0-1,1мм больше 50% времени
|
5,0-1,1мм больше 50% времени
|
|
|
|
80
|
|
5.3.2. Напряжение анализаторов зрения (категория работ)
|
Точная
|
Высокой точности
|
Х
|
|
|
80
|
|
5.4. Режим работы
5.4.1. Фактическая длительность рабочего дня
|
8-9
|
6
|
|
|
|
80
|
|
5.4.2. Сменность работы
|
Двух сенной работы (без ночной смены)
|
Двух сенной работы (без ночной смены)
|
|
|
|
80
|
|
5.4.3. Наличие регламентированных перерывов
|
Перерывы 3-7% от времени смены
|
Перерывы 3-7% от времени смены
|
|
|
|
|
|
Общее количество факторов
|
|
|
2
|
|
|
|
Условия труда на рабочем месте относятся к 3 классу 1 степени. Доминирующим фактором в лаборатории является недостаточная освещенность рабочей зоны.
4.2 Промышленная безопасность в лаборатории
Предусмотрены следующие меры электробезопасности:
– конструктивные меры электробезопасности;
– схемно-конструктивные меры электробезопасности;
– эксплуатационные меры электобезопасности;
– использование зануления нетоконесущих частей.
Конструктивные меры электробезопасности обеспечивают такое конструктивное решение, которое предотвращает возможность прикосновения человека к токопроводящим частям приборов и оборудования.
Для устранения возможности прикосновения к токоведущим частям, все рубильники устанавливаются в закрытых корпусах, соединительные кабели и шины электропитания подведены к задней панели аппаратуры и недоступны человеку. Применяется блочный монтаж.
Согласно ГОСТ 12,1.019-79 ССБТ для предотвращения поражения человека электрическим током в помещении применяется система зануления. Включение и выключение питания в помещении осуществляется модульным рубильником. Рубильник должен находиться на высоте 1.7 м от уровня пола. Необходимо обеспечить свободный доступ к рубильнику для быстрого отключения сети в случае чрезвычайной ситуации.
Необходимо производить контроль изоляции. Контроль производить между нулём и фазой и между фазами. Сопротивление изоляции должно быть не менее 0,5 МОм. Контроль следует проводить не реже 1 раза в год при отключенном электропитании.
Перед началом работы в лаборатории необходимо пройти вводный и первичный инструктаж в соответствии с НПАОП 0.00-4.12-05. Проведение инструктажей по охране труда включает в себя ознакомление с имеющимися опасными или вредными производственными факторами, изучение требований охраны труда, содержащихся в инструкциях по охране труда, технической, эксплуатационной документации, а также применение безопасных методов и приемов выполнения работ.
4.3 Производственная санитария
Лаборатория характеризуется:
а) площадь на одного рабочего составляет 9.7м2, что превышает минимальную норму 6м2 установленную ДСанПін 3.3.2-0.07-98;
б) объем помещения на одного рабочего 29.3м3, при норме 20м3 установленную ДСанПін 3.3.2-0.07-98;
в) в лаборатории применяется искусственное освещение, при этом освещенность составляет не менее 200 лк, что не соответствует требованиям ДБН В.2.5-28-2006;
г) шумовое загрязнения в лаборатории составляет 57 дБ при норме
60 дБ что не превышает норму согласно ДСН 3.3.6.037-99;
д) согласно ДБН В.2.5-28-2006 нормируемое значение КЕО в помещении лаборатории составляет 1.5%.
Рабочие места характеризуются следующими микроклиматическими условиями, которые приведены в табл. 4.3
Таблица 4.3 – Микроклиматические условия на рабочем месте
|
Климатические фактор
|
Оптимальный
|
Допустимый
|
|
Относительная влажность воздуха
|
40-60%
|
40-60%
|
|
Температура в холодный период
|
22-24 °С
|
21-25 °С
|
|
Температура в теплый период
|
23-25 °С
|
22-28 °С
|
|
Скорость движения воздуха
|
0,1м/с
|
0,1-0,2м/с
|
Рабочие места соответствуют эргономическим требованиям ГОСТ 12.2.032-78.
Работы, выполняемые в помещении, относятся к работам высокой точности. Разряд зрительных работ (III), подразряд зрительных работ (В), контраст объекта с фоном средний, фон светлый. Минимальная освещенность для данных работ 200 лк.
Для освещения помещения с размерами 9х7.6 м, высотой h=3 м будут использованы потолочные светильники типа. ЛПО 04-4х40-001 с четырьмя люминесцентными лампами типа ЛБ-40 [12].
Определим, соответствует помещение требованиям
НПАОП 0.00-1.28-10 относительно уровню освещения рабочей зоны.
Расчет сводиться к выражению
, (4.1)
где N =6 – число светильников, шт;
S – площадь помещения, S=68.4м2;
Кз – коэффициент запаса, учитывающий запыление светильников и износ источников света в процессе эксплуатации, Кз=1,5 при условии чистки светильников не реже двух раз в год;
Z – коэффициент неравномерности освещения, который из условия создания равномерного освещения Z=1,1;
n – количество ламп в светильнике, n=4;
F – световой поток, излучаемый лампой, F=3120 лм;
– коэффициент использования светового потока, излучаемого светильником.
Коэффициент определяется по светотехническим таблицам в зависимости от показателя помещения i, коэффициентов отражения потолка и стен.
Определим высоту подвеса светильников над рабочей поверхностью по формуле
(4.2)
где h – высота помещения, h=3м;
hp – высота рабочего места, hp =0,8м.
(м).
Найдем коэффициент помещения i по формуле
, (4.3)
где i – показатель помещения;
a,b – длина и ширина помещения соответственно.
.
При i=1,78, п=70%, ст=50%, пола=10%, для светильника ЛПО 04-4х40-001коэффициент использования равен = 0,82.
Подставим имеющиеся данные в формулу (5.1) и определим фактическую освещенность.
В соответствии требованиям НПАОП 0.00-1.28-10 помещение соответствует уровню освещенности рабочей зоны. Схема расположения рабочих мест и план эвакуации при пожаре показана на рисунке 4.3
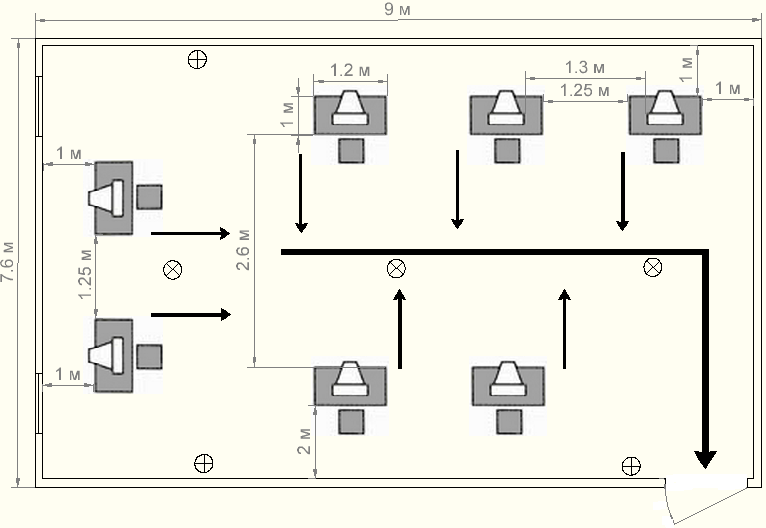
Рисунок 4.3 – Схема расположения рабочих мест и план эвакуации при пожаре
4.4 Безопасность в чрезвычайных ситуациях
Актуальным примером чрезвычайной ситуации в лаборатории является возникновение пожара.
Согласно ДБН В.1.1.7-2002 здание имеет II-ю степень огнестойкости. Данное помещение расположено в кирпичном здании, при работе применяются твердые сгораемые материалы, так же в помещении находятся твердые и волокнистые горючие вещества, значит, пожароопасность помещения относиться к категории В согласно СНиП 2.09.02 -85. Помещение по пожароопасности относится к классу П-IIа согласно НАПБ Б.03.002-2007.
Пожарная безопасность обеспечивается соответственно
ГОСТ 12.1.004-91. ССБТ. “Пожарная безопасность. Общие требования безопасности” системами предотвращения пожара и противопожарной защиты. Система предотвращения пожара представляет собой комплекс организационных мероприятий и технических средств, направленных на исключение условий возникновения пожара.
Основным оборудованием, применяемым в помещении, являются ЭВМ. Замыкание, которое сопровождается искрением, ведет к недопустимым перегрузкам элементов, которые перегреваются и сгорают. Источниками пожара также могут быть устройства электропитания, электронные схемы ЭВМ, в которых возможен перегрев некоторых элементов. Кабели для подачи электропитания могут быть наиболее пожароопасными. Для уменьшения опасности воспламенения, кабели покрывают огнезащитными покрытиями.
Противопожарная защита достигается применением первичных средств пожаротушения. Согласно НАПБ А.01.001-2004 “Правила пожарной безопасности Украины ” в данном помещении размещается: 3 углекислотных огнетушителей ВВК-3,5 так как углекислота обладает плохой электропроводностью (из расчета один огнетушитель на 3 ПК); телефон, установленный в легкодоступном месте; 3 пожарных извещателя ИДФ-1М (1 на 100 м2, но не менее 2-х на одно помещение) автоматическая пожарная сигнализация, которая реагирует на появление дыма, противопожарное покрывало. Для предотвращения пожара предусмотрено:
а) Предотвращение образования в горючей среде источников зажигания реализуется применением электрооборудования, соответствующего пожароопасной и взрывоопасной группе в соответствии с требованиями ГОСТ 12.1.004-91; использованием молниезащиты задания и оборудования;
б) применять в конструкции электрооборудования быстродействующих средств защитного отключения, возможных источников зажигания;
в) Организационно - технические мероприятия:
1) обучать персонал противопожарным правилам;
2) проводить инструктаж по пожарной безопасности;
3) наличие плана эвакуации (рис 4.3).
5 ЭКОНОМИЧЕСКАЯ ЧАСТЬ
5.1 Описание разработки компьютерно-интегрированного модуля
Цель работы – разработка компьютерно-интегрированного модуля автоматизированной сборочной линии.
Автоматизация сборочных линий и автоматизация сборочных операций позволяет значительно (в 7 – 10 раз) повысить производительность труда и качество сборки. Автоматизация установочных перемещений объектов труда и рабочих органов автоматизированного оборудования сделала актуальной проблему создания нормализованных устройств, и систем управления, обеспечивающих решение задачи позиционирования в различных областях промышленности.
Проектировщики линий сталкиваются с необходимостью экономии в борьбе за повышение производительности. Именно для таких задач используются высокопроизводительные пневматические приводы. Особенностью высокопроизводительных пневматических приводов является оптимизированная механическая часть и применение пневмо-оборудования с высокой динамикой, и экономичностью.
5.2 Оценка технического уровня проектируемой конструкции
В данном случае задача анализа конкурентоспособности заключается в сравнении характеристик разрабатываемого устройства с характеристиками изделия-аналога по определенным параметрам.
Для оценки технического уровня проектируемого изделия сравним абсолютные значения ее параметров с параметрами прибора-конкурента и рассчитаем обобщенный показатель. Результаты расчетов занесем в
таблицу 5.1
Относительные единичные показатели Qi определяются по формулам:
Qi = Pi/Pia (5.1)
или
Qi = Pia/Pi, (5.2)
где Pi и Pia - абсолютные значения i-го показателя разрабатываемого прибора и прибора-конкурента.
Таблица 5.1–Расчет обобщенного показателя технического уровня (качества) изделия, который проектируется
|
Технич. параметры
|
Единица измерения
|
Абсолютное значение параметров
|
Относ.единичн. показатель
|
Коэффициент весомости,
|
Относительный единичный показатель с учетом коэффициента весомости,
*
|
|
|
|
Изделие -конкурент
|
Проект.изделие
|
|
|
|
|
Вероятностьбезот. работы
|
%
|
80
|
90
|
90/80=1,125
|
0,6
|
0,675
|
|
Потребляемая мощность
|
В
|
12
|
12
|
12/12=1
|
0,1
|
0,1
|
|
Погреш
ностьизмерения
|
,%
|
6
|
6
|
6/3=2
|
0,3
|
0,75
|
|
Вместе
|
|
98
|
108
|
4,625
|
1
|
1,525
|
Обобщенный показатель качества проектируемого изделия, по техническим параметрам рассчитаем по формуле:
/ (5.3)
где Mi – коэффициент весомости i-го единичного показателя;
n – количество единичных показателей, применяемых для оценки проектируемого изделия.
Подставив значения в формулу 6.3 имеем форму:
Qi =4,625*1 / 1,525=3,033.
Рассчитанные данные позволяют судить о техническом уровне разрабатываемого изделия, целесообразности и перспективности ее производства при наличии изделий форм конкурентов.
Месячная заработная плата программиста и инженера составляет 3500 грн. и 2900 грн. соответственно. Количество рабочих дней в месяце – 22. Таким образом, подставив данные в формулу (5.1), среднедневная заработная плата программиста проекта и инженера составляет
(5.1)
зарплата инженера программиста
Таблица 5.2 – Расчет трудоемкости разработки программно-аппаратного комплекса и заработной платы исполнителей
|
Вид работы
|
Исполнитель
|
Трудозатраты, чел.-день
|
Сумма среднедневной заработной платы, грн. / Чел.-День
|
|
|
Должность
|
Количество
работников
|
|
|
|
1
|
2
|
3
|
4
|
5
|
|
1. Разработка технического задания
|
Инженер
|
1
|
4
|
524
|
Продолжение таблицы 5.2
|
1
|
2
|
3
|
4
|
5
|
|
2. Подбор и изучение литературных источников
|
Инженер
|
1
|
6
|
786
|
|
3. Теоретическое обоснование выбора методического инструментария
|
Программист
|
1
|
1
|
160
|
|
4. Формализация задачи
|
Инженер
|
1
|
2
|
262
|
|
5.Алгоритмизация процесса решения задачи
|
Программист
|
1
|
3
|
480
|
|
6. Расчет тестового примера
|
Инженер
|
1
|
5
|
655
|
|
7. Подготовка инструкций для пользователя
|
Программист
|
1
|
3
|
480
|
|
8. Техническое оформление методических материалов (указаний, рекомендаций)
|
Программист
|
1
|
10
|
1600
|
|
9. Материалы и комплектующие
|
Инженер
|
1
|
4
|
524
|
|
Итого (ЗП)
|
2
|
2
|
38
|
5471
|
Таблица 5.3– Используемые компоненты, материалы
|
№
|
Наименование
|
Количество
|
Цена/ грн
|
|
1
|
МК ATMega 64
|
1
|
67
|
|
2
|
Датчик температуры DS18B20
|
1
|
15
|
|
3
|
Датчик давления mpxv5100
|
1
|
230
|
Продолжение таблицы 5.3
|
№
|
Наименование
|
Количество
|
Цена/ грн
|
|
4
|
RS232
|
1
|
12
|
|
5
|
Кварцевый резонатор
|
1
|
17
|
|
6
|
Конденсатор
|
30
|
3
|
|
7
|
Транзистор
|
40
|
2
|
|
8
|
Олово
|
1
|
4
|
|
9
|
Припой
|
1
|
12
|
|
10
|
Реле, источник питания
|
2
|
30
|
|
11
|
Сумма
|
79
|
587
|
5.3 Расчет калькуляции и оптовой цены проектируемой конструкции
Таблица 5.4 – Расчет калькуляции и оптовой цены проектируемой конструкции
|
№ з/п
|
Статья затрат
|
Сума, грн.
|
|
1
|
Основные материалы с вычетом отходов, которые возвращаются.
|
587
|
|
2
|
Покупные изделия и полуфабрикаты (маски для литографии, никель для контактных площадок)
|
120
|
|
3
|
Основная заработная плата
|
5471
|
|
4
|
Дополнительная заработная плата
25-40% от п.3
|
1367
|
|
5
|
Единственный социальный вклад
38% от п.3+п.4
|
2598
|
|
6
|
Содержание и эксплуатация 150% від п.3
|
8206
|
|
7
|
Общепроизводственные расходы
75% от п.3+п.6
|
10257
|
|
8
|
Общественно-хозяйственные расходы
25% от п.3+п.6
|
3914
|
|
9
|
Пред производственные расходы
|
300
|
|
10
|
Производственная себестоимость
|
32820
|
|
11
|
Внепроизводственные расходы 5% от п.10
|
1641
|
|
12
|
Полная себестоимость (п.10 + п.11)
|
34461
|
Оптовая цена предприятия 34461+(344610,2)=41353
5.4 Расчет основных показателей сравнения проектируемой конструкции с аналогом за обобщающим показателем технического уровня
Рассмотрим основные показатели аналога и проектируемой конструкции.
Таблица 5.5 – Расчет основных показателей сравнения проектируемой конструкции с аналогом за обобщающим показателем технического уровня
|
Основные показатели
|
Аналог
|
Проектируемая конструкция
|
|
Оптовая цена изделия, грн
|
38461
|
Расчет по калькуляции (41353)
|
|
Обобщенный показатель технического уровня
|
1
|
1,525
|
|
Продуктивность, ед/ г
|
1000
|
10001,525 = 1525
|
|
Срок эксплуатации , лет
|
6
|
61,525=9,15
|
|
Годовые эксплуатационные затраты ,грн/г
|
500
|
500/1,525 = 327,9
|
5.5 Расчет технико-экономических показателей проектируемой конструкции, используемого изготовителем по аналоговым и проектируемым вариантам
Расчет удельных затрат на единицу работы (продукции) по аналогу и проектируемой конструкции по формуле
=, (5.4)
где К – капитальные затраты (цена конструкции), гр;
Т – срок службы, лет;
С – годов эксплуатационные расходы гр / год;
N – годовой объем работ (от / г, шт / г).
Определение удельного экономического эффекта-Е грн / шт
Е грн / шт = Вбгрн/шт- Впгрн / шт, (5.4)
где Вбгрн / шт, Впгрн / шт - удельные затраты при использовании базовой и проектируемой конструкции соответственно.
Расчет годового экономического эффекта Е грн / р от используемого проектируемого изделия.
, (5.6)
где Nв – годовой объем работ (изделий) изготавливаемых с помощью новой конструкции.
Впит.б = .
Впит.п = .
Удельный экономичный эффект Е грн/шт
Егрн/шт=6,93,3=3,6грн/шт.
Годовой экономичный эффект
Результаты расчетов основных технико-экономических показателей, характеризующих экономическую эффективность проектируемой конструкции, приведены в таблице 5.6
Таблица 5.6 – Основные технико-экономические показатели базовой и проектируемой конструкции
|
№
з/п
|
Основные технико-экономические показатели
|
Аналог
|
Проект.
конструк.
|
|
1
|
Обобщенные показатели технического уровня
|
1
|
1,525
|
|
2
|
Срок эксплуатации , лет
|
6
|
9,15
|
|
3
|
Продуктивность, ед/год, шт/год
|
1000
|
1525
|
|
4
|
Оптовая цена изделия, грн
|
38461
|
41353
|
|
5
|
Годовые эксплуатационные затраты, грн/год
|
500
|
327,9
|
|
6
|
Удельные эксплуатационные затраты, грн/шт, грн/ед
|
6.9
|
3,3
|
|
7
|
Удельный экономический эффект, грн/шт, грн/ед
|
3
|
3.6
|
|
8
|
Годовой экономический эффект, грн/год
|
4575
|
5490
|
Таким образом, экономический эффект данной разработки относительно существующих аналогов заключается в виде экономии средств затрачиваемых на производство и применение. Существующие аналоги обладают избыточными функциями, которые затрудняют их применение в данной отрасли (выполняют избыточные измерения, не требуемые для заданного класса приборов).
В результате создания нового упрощённого устройства, отвечающего заданным техническим требованиям, повышается производительность труда, так как базовый прибор является универсальным и требует высококвалифицированных специалистов, а проектируемое устройство позволяет проводить испытания и подготовку аппаратуры, предназначенной для тестирования, в полевых условиях без привлечения специалистов высокой квалификации.
ВЫВОДЫ
В ходе выполнения дипломного проекта основное внимание было уделено для разработки компьютерно-интегрированного модуля автоматизированной сборочной линии.
В первой части дипломного проекта проведен анализ технологического задания. Были рассмотрены существующие аналоги исполнительных компьютерно-интегрированных модулей управления сборочной линией процесс их эксплуатации, диагностики. Проведен анализ по методам построения модулей управления а, также достоинства и недостатки.
Во второй части исходя, из полученных данных произведена подборка базовых элементов для разработки компьютерно-интегрированного модуля автоматизированной сборочной линии. Рассмотрены особенности использования подобранных элементов, рассчитано суммарную интенсивность отказов используемых элементов.
Составлена схема электрическая принципиальная модуля управления автоматизированной сборочной линией. Составлена структурная схема.
В третей части рассмотрен и рассчитан синтез дискретных систем управления с последовательными циклами. Составлены циклограмма системы управления, проведена минимизация логических функций с помощью карт Карно. В результате минимизации составлены уравнения для написания программы управления модулем.
В разделе охраны труда был произведен анализ условий труда на рабочем месте. Построена структурная схема «Ч-М-С» взаимодействия «человека» с «машиной». Был выявлен основной вредный производственный фактор – недостаточная освещенность, в с вязи с чем были подобраны светильники и лампы для них.
Перечень ссылок
1 Методичні вказівки з дипломного проектування для студентів усіх форм навчання спеціальностей 7.05020201 «Автоматизоване управління технологічними процесами», 7.05020202 «Комп’ютерно-інтегровані технологічні процеси та виробництва» [Текст] / Упоряд.: С. П. Новоселов, Б. О. Шостак, І. В. Жарікова. – Харків: ХНУРЕ, – 2012. – 60 с.
2 Попов, Е.П. Письменный Г.В. Основы робототехники [Текст] / Г.В. Письменный, М.:Высш. школа, 2000 – 245 с.
3 Стешенко В. Б. Практика автоматизированного проектирования радиоэлектронных устройств [Текст] / В. Б. Стешенко – Москва, Издатель Молгачева С.В., Нолидж, 2002 – 768 с.
4 Державний стандарт України ДСТУ 3008-95. Документація. Звіти у сфері науки і техніки. Структура і правила оформлення [Текст] – К.: Держстандарт України, 1995 – 55 с.
5 Сырицын Т.А. Эксплуатация и надежность гидро и пневмоприводов [Текст] / Т.А. Сырицын – Москва.: Издатель Машиностроение, 2001. – 248 c.
6 Тупик В.А. Технология и организация производства пневматической аппаратуры. [Текст] / В.А. Тупик – СПб.: Издательство: СПб ГЭТУ "ЛЭТИ" 2004. – 390 л.
7 Козырев, Ю. Г. Современные промышленные роботы: каталог [Текст] / под ред. Ю.Г. Козырева, Я.А. Шифрина, М.: Машиностроение, 2002. – 300 л.
8 Козырев, Ю.Г. Промышленные механизмы позиционирования. Основные типы и технические характеристики. [Текст] / Ю.Г. Козырев, М.: Кно Рус, 2010. – 240 c.
9 Википедия – свободная энциклопедия [Электронный ресурс] / Режим доступа: www/URL http://ru.wikipedia.org/ Загл. с экрана.
10 Интернет – университет информационных технологий [Электронный ресурс] / Режим доступа www/URL: http://intitut.ru/ Загл. с экрана.
11 Дзюндзюк Б. В. Охрана труда. Сборник задач [Текст] /Б. В. Дзюндзюк, В. Г. Іванов. - Х.: НВП центр ХНУРЕ, 2006. - 242 с.
12 Закон Украины «Об охране труда». [Электронный ресурс] / Режим доступа: www/URL: http://zakon1.rada.gov.ua/laws/show/2694-12 - 24.05.2013г. -Загл. с экрана.
13 Шандров Б. В.,. Чудаков А. Д Технические средства автоматизации. [Текст] / Б. В. Шандров, А. Д. Чудаков. — М. :Издательский центр «Академия», 2007. — 368 с.
14 Чикуров Н. Г. Логический синтез дискретных систем управления:
Учебное пособие [Текст] / Н. Г. Чикуров; Уфимск. гос. авиац. техн. ун-т; – Уфа, 2003 –132 с.
15 Губарев А.П. Механотроника: от структуры системы к алгоритму управления : Учеб. пособие для студ. спец. «Гидравл. и пневмат. машины» специализаций «Механотроника в машиностроении». [Текст] / А.П. Губарев, О.В.Левченко. - К.: НТУУ«КПИ», 2007.- 180с.
16 Панфилов И.П. Компонентная база радиоэлектронной аппаратуры: учеб. пос.; модуль 2 [Текст] / Панфилов И.П., Савицкая М.П., Флейта Ю.В. – Одесса: ОНАС им. А.С. Попова, 2013. – 192 с.
17 Festo – Festo AG & Co. [Электронный ресурс] / Режим доступа: www /URL http:// festo.com/ Загл. с экрана.
18 Кушнир А.П. Пневматические приводы технологического оборудования: Учебное пособие. [Текст] / Кушнир А.П. – М.: МГУПИ, 2006.- 45 c.
19 Щука А. А. Электроника. Учебное пособие. [Текст] / Под ред. проф. А. С. Сигова. — СПб.: БХВ-Петербург, 2005. - 800 с.
20 Шрайбер Г. Справочник по микросхемам. Том 1: [Текст] / Пер. с фр. - М.: ДМК Пресс, 2005. - 208 с.
21 Дьяков И.А. Схемотехника: Учебное пособие. [Текст] / Тамбов: Изд-во Тамб. гос. техн., 2001. – 84 с.
22 Ласуков А.А. Автоматизация сборки в машиностроении: учебное пособие [Текст] / А.А. Ласуков; Юргинский технологический институт. - Томск: Изд-во Томского политехнического университета. 2010- 176 с
23 Е. Пашков, Ю. Осинский, А. Четверкин. Электропневмоавтоматика в производственных процессах: [Текст] / Севастопольский национальным техническим университетом и ДП «Фесто». 2003г., 495 с.,
24 Донской А.С. Математическое моделирование процессов в пневматических приводах: [Текст] / Учеб. пособие. – СПб.: Изд-во Политехн. ун-та, 2009. – 121 с.
25 П. Крюсер, Ф. Эбель. Пневматика: [Текст] / Учебные системы 2004г., 228 с.
26 Г. Вернер, Д. Валлер. Электропневмоавтоматика: [Текст] / Сборник упражнений: 2004г., 150 с.
27 Комания пневмопривод [Электронный ресурс] / Режим доступа: www /URL http://www.pneumoprivod.ru/ / Загл. с экрана.
ПРИЛОЖЕНИЕ А
Графические документы
ПРИЛОЖЕНИЕ Б
Демонстрационный материал в виде презентации
|
Позначення
|
Найменування
|
Додат. відомості
|
|
|
Текстові документи
|
|
|
1. ГЮІК. 468331.014 ПЗ
|
Пояснювальна записка
|
101 арк., ф. А4
|
|
|
|
|
|
|
Графічні документи
|
|
|
2. ГЮІК.467933.014 Э3
|
Креслення схеми електричної
|
1 арк., ф. А3
|
|
|
принципової
|
|
|
3. ГЮІК.467933.014 ПЕ
|
Перелік елементів
|
1 арк., ф. А4
|
|
7.
|
Демонстраційний матеріал у
|
арк., ф. А4
|
|
|
вигляді презентації
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГЮІК.468331.014 ВД
|
|
|
|
|
|
|
|
|
Змін.
|
Арк.
|
Номер докум.
|
Підп.
|
Дата
|
|
|
Розробив
|
|
|
|
Розробка комп’ютерно-інтегрованого модуля автоматизованої складальної лінії
|
ЛІТ.
|
Аркуш
|
Аркушів
|
|
Перевірив
|
|
|
|
|
О
|
|
1
|
|
Т. контроль
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ХНУРЕ
Кафедра ТАПР
|
|
Н. контроль
|
|
|
|
|
|
|
Затверд.
|
|
|
|
|
|
EMBED Equation.3
Розробка комп’ютерно-інтегрованого модуля автоматизованої складальної лінії