РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КПП HYUNDAI SOLARIS
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К КУРСОВОМУ ПРОЕКТУ ПО «Техническому обслуживанию автомобилей» на ТЕМУ:
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КПП
HYUNDAI SOLARIS
Содержание:
Введение........................................................................................................... 4-5
1.РАСЧЕТНО ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ............................................................ 6
1.1.Техническая характеристика автомобиля............................................... 6
1.2.Корректирование пробегов автомобиля................................................. 8
1.3.Расчет числа технологических воздействий........................................... 10
1.4.Расчет числа дней простоя....................................................................... 11
1.5.Определение суточной программы........................................................ 12
1.6.Расчет трудоемкости ТО и ТР................................................................... 13
1.7.Расчет общей трудоемкости АТП............................................................. 13
1.8.Определение объема работ агрегатного участка................................... 15
1.9.Определение количества рабочих мест.................................................. 15
1.10.Определение требуемой площади агрегатного участка...................... 16
1.11.Обоснование технической планировки агрегатного участка............... 20
2.ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ.......................................................................... 20
2.1.Выбор метода организации труда в агрегатном участке........................ 20
2.2.Организация технологического процесса ремонта КПП......................... 21
2.3.Мероприятия по охране труда в агрегатном участке.............................. 29
2.4.Мероприятия по охране окружающей среды.......................................... 30
2.5.Мероприятия по пожарной безопасности в агрегатно участке.............. 30
3.КОНСТРУКТОРСКАЯ ЧАСТЬ................................................................................ 31
3.1.Сравнительный анализ
существующего технологического оборудования................................... 31
3.2.Устройство и работа предлагаемого оборудования................................ 36
3.3.Техника безопасности при работе с оборудованием .............................. 37
Заключение................................................... ........... ........................................ 38
Литература......................................................... ........... .................................. 39
Приложение................................................... ........... ........................................ 40
Введение
Автомобильная промышленность является ведущей отраслью отечественного машиностроения, определяющей экономический и социальный уровень развития страны. Ситуацию в российской автомобильной промышленности в последние несколько лет можно охарактеризовать как неоднозначную. С одной стороны, происходил бурный рост рынка, вызванный, в том числе, ростом покупательской способности населения, развитием потребительского кредитования и укреплением национальной валюты. С другой стороны, постоянно сокращалась доля отечественных производителей на автомобильном рынке при одновременном усилении конкуренции внутри ценовых сегментов.
Во многом рост связан с продолжающимся ростом спроса в Китае и Индии, одновременно с восстановлением рынка в США, а также общемировым ростом спроса на премиальные бренды. Восстановление в ЕС происходит медленными темпами из-за завершения действия многочисленных схем утилизации. Мировое производство впервые может превысить 80 млн штук.
Восстановление внутреннего производства.
- Существенно увеличившийся спрос на автомобили, государственные программы стимулирования, а также инвестиции автопроизводителей в новые мощности дали возможность заметно нарастить объемы производства.
- За первые девять месяцев 2011 года было произведено 1,26 миллиона легковых автомобилей, что на 54% больше, чем за аналогичный период 2010 года.
- Динамика прироста производства иностранных брендов существенно выше динамики производства традиционных российских брендов.
- По результатам 2011 года мы ожидаем, что в России будет произведено порядка 1,7 миллиона легковых автомобилей, что на 41% больше объема выпуска 2010 года и является абсолютным историческим максимумом.
Рынок автокредитования в России.
- По итогам 2011 года ожидается, что доля автомобилей, купленных в кредит, в общих продажах легковых автомобилей возрастет до 43% и достигнет 17,1 млрд долларов в денежном выражении. Это немного меньше докризисного значения, когда рынок достигал значения в 19,4 млрд долларов.
- По сравнению с 2010 годом, когда было выдано автокредитов на сумму 10,1 млрд долларов, прирост должен составить около 69%.
- В 2012 году мы ожидаем рост ставок по автокредитам, в первую очередь, на те автомобили, которые участвовали в программе льготного кредитования, что потенциально может негативно сказаться на продажах автомобилей в кредит.
Заключение
- За первые девять месяцев 2011 года рынок легковых автомобилей показал 45% рост в количественном выражении благодаря росту потребительской уверенности, программам государственной поддержки, увеличению доступности кредитования.
- В дальнейшем мы ожидаем замедления темпов роста и полагаем, что в 2011 году объем продаж новых легковых автомобилей не превысит 2,5 млн штук.
- Благодаря вводу новых мощностей и увеличению использования существующих 2011 год может стать рекордным годом по объему производства легковых автомобилей в России, может быть выпущено около 1,7 млн легковых автомобилей.
- Кризис 2008 года показал, что Россия не изолирована от общемировых экономических процессов. В случае развития ситуации по негативному сценарию динамика российского автомобильного рынка может существенным образом измениться.
- В текущих экономических условиях игроки автомобильного рынка могут рассчитывать на долгосрочный рост, но при этом должны быть готовыми быстро отреагировать на возможные изменения.
- РАСЧЕТНО ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
1.1 Техническаяхарактеристикаавтомобиля
Hyundai Solaris Рис.1
Таблица 1
|
Количествомест
|
5
|
|
Габаритныеразмеры, мм
|
Длина
|
4370
|
|
|
Ширина
|
1700
|
|
|
Высота
|
1470
|
|
Колеснаябаза, мм
|
2570
|
|
Клиренс, мм
|
160
|
|
Двигатели
|
Gamma 1,4
|
Gamma 1,6
|
|
Объем, см3
|
1396
|
1591
|
|
Максимальная мощность, л.с. при об/мин
|
107 / 6300
|
123 / 6300
|
|
Максимальный крутящий момент, Нмприоб/мин
|
135,4 / 5000
|
155 / 4200
|
|
Топливныйбак, л
|
43
|
|
Трансмиссия
|
5МТ
|
4АТ
|
5МТ
|
4АТ
|
|
Время разгона 0-100 км/ч, с
|
11,5
|
13,2
|
10,2
|
11,2
|
|
Максимальнаяскорость, км/ч
|
190
|
170
|
190
|
180
|
|
Расходтоплива, л
|
Городскойцикл
|
7,6
|
8,5
|
7,9
|
8,6
|
|
|
Загородныйцикл
|
4,9
|
5,2
|
4,9
|
5,2
|
Задачей технологического расчета является определение необходимых данных (производственной программы, численности рабочих, количества постов и площадей) для разработки планировочного решения производственного подразделения АТП и организации технологического процесса ТО и ТР подвижного состава.
При выполнении этого раздела руководствуемся «Положением о ТО и ремонте подвижного состава автомобильного транспорта», учебником И.С. Туревского «Техническое обслуживание автомобилей», а также существующими методическими указаниями.
Исходные данные для расчета, выданные проекта, заносим в табл. 2.
Таблица 2
Исходные данные
|
Исходные данные
|
Условные обозначения
|
Данные
для расчета
|
Единица измерения
|
|
Марка автомобиля
|
–
|
Hyundai
Solaris
|
–
|
|
Списочное число автомобилей
|
Ас
|
600
|
шт.
|
|
Пробег с начала эксплуатации
в долях единицы от пробега
до капитального ремонта базовых агрегатов Lкр
|
–
|
0,1
|
шт.
|
|
Среднесуточныйпробег
|
lсс
|
420
|
км
|
|
Число дней работы АТП в году
|
Дргп
|
365
|
дни
|
|
Число дней работы подразделения
в году
|
Дргу
|
365
|
дни
|
|
Плановый коэффициент технической готовности (от 0,85 до 0,92)
|
т
|
0,9
|
–
|
|
Категория эксплуатации
|
–
|
|
–
|
|
Климат
|
–
|
Умеренно
холодный
|
–
|
1.2. Корректированиенормативныхпробегов
нормативы, установленные Положением, для эталонных условий эксплуатации, необходимо корректировать умножением на соответствующие коэффициенты.
Корректирование нормативов технического обслуживания и ремонта подвижного состава в зависимости от условий эксплуатации осуществляется с применением коэффициента k1 (табл. 2, 3 приложения 1) в соответствии с их классификацией, которая включает пять категорий условий эксплуатации. Выбранные коэффициенты корректирования внести в табл. 2.
Таблица 3
Применение коэффициентов корректировки нормативов ТО и ТР
и их значения (пример заполнения)
|
Корректируемый
параметр
|
Коэффициент
|
|
|
k1
|
k2
|
k3
|
k4
|
k41
|
k5
|
|
Периодичность ТО-1, км
|
1,0
|
–
|
0,9
|
–
|
–
|
–
|
|
Периодичность ТО-2, км
|
1,0
|
–
|
0,9
|
–
|
–
|
–
|
|
Трудоемкость ЕО, чел.-ч
|
–
|
1,0
|
–
|
–
|
–
|
0,8
|
|
Трудоемкость ТО-1, чел.-ч
|
–
|
1,0
|
–
|
–
|
–
|
0,8
|
|
Трудоемкость ТО-2, чел.-ч
|
–
|
1,0
|
–
|
–
|
–
|
0,8
|
|
Трудоемкость ТР, чел.-ч
|
1,0
|
1,0
|
1,1
|
0,4
|
–
|
0,8
|
|
Простои в период ТО-2
и ТР, дней на 1000 км пробега
|
–
|
–
|
–
|
–
|
0,7
|
–
|
Трудоемкость технического обслуживания и текущего ремонта и расход запасных частей корректируют с учетом модификации подвижного состава и особенностей организации его работы (автомобили с прицепами, самосвалы и т.д.) с применением коэффициента k2 (табл. 4 приложения 1).
Природно-климатические условия учитывают, используя коэффициент k3 при определении периодичности ТО, удельной трудоемкости текущего ремонта, который изменяется с учетом агрессивности окружающей среды (табл. 5 приложения 1). Корректирование нормативов осуществляют для серийных моделей автомобилей, в конструкции которых не учтены специфические особенности работы в данных районах.
Районирование территорий по природно-климатическим условиям приведено в табл. 6 приложения 1. Для районов, не указанных в этом регионе, коэффициент корректирования равен 1,0.
Пробег автомобиля с начала эксплуатации учитывают при определении трудоемкости текущего ремонта. С этой целью вводят коэффициент k4 (табл. 7 приложения 1).
Уровень концентрации подвижного состава (число АТС), а также технологическую совместимость (не менее 25 автомобилей в группе) учитывает коэффициент k5 (табл. 8 приложения 1).
Продолжительность простоя в период технического обслуживания и ремонта в зависимости от пробега с начала эксплуатации измеряется с помощью коэффициента k4 (табл. 7 приложения 1).
Коэффициент корректирования нормативов периодичности ТО:
kто =k1k3=
где kто – коэффициент корректирования периодичности ТО; k1 – коэффициент, учитывающий категорию условий эксплуатации; k3 – коэффициент, учитывающий природно-климатические условия.
Коэффициент корректирования нормативов трудоемкости ТО:
k = k2k5=0,9
где k – коэффициент корректирования трудоемкости ТО; k5 – коэффицииент, учитывающий количество автомобилей на автотранспортном предприятии.
Коэффициент корректирования нормативов трудоемкости ТР:
k = k1k2k3k 4k5=0,352=0,3
где k4 – коэффицииент, учитывающий пробег с начала эксплуатации.
Периодичность ТО-1, скорректированная в соответствии с условиями эксплуатации, равна:
L = Lkто=5000км
где L – пробег до ТО-1, скорректированный в соответствии с условиями эксплуатации, км; L – нормативный пробег до ТО-1, км.
Периодичность ТО-2, скорректированная в соответствии с условиями эксплуатации, равна:
L = Lkто=20000 км.
где L – пробег до ТО-2, скорректированный в соответствии с условиями эксплуатации, км; L – нормативный пробег до ТО-2, км.
Скорректированные пробеги до ТО-1 и ТО-2 должны быть кратными среднесуточному пробегу и между собой.
Кратность пробега до ТО-1 среднесуточному пробегу равна:
i1 = L/ lсс=4500/420=10,7=11
где i1 – кратность пробега до ТО-1 среднесуточному пробегу; lсс – среднесуточный пробег, км.
Плановый пробег до ТО-1, который используется для дальнейших расчетов, равен:
L1 = lссi1=420 км.
где L1 – плановый пробег до ТО-1.
При этом L1 должен быть круглым целым числом, не отличающимся от L более чем на 10 %.
Кратность пробега до ТО-2 пробегу до ТО-1 равна:
i2 = L/L1=18000/4620=3,9
где i2 – кратность пробега до ТО-2 пробегу до ТО-1.
Плановый пробег до ТО-2 равен:
L2 = L1i2=4620 18480 км
где L2 – плановый пробег до ТО-2, км.
При этом L2 должен быть круглым целым числом, не отличающимся от L более чем на 10 %.
1.3. Расчет числа технологических воздействий
Для расчета числа технических воздействий на автомобиль и парк определяют годовой пробег одного автомобиля:
Lг = Дргlсст=365 км
где Lг – годовой пробегодного автомобиля , км; Дрг – число дней работы АТП в год; lсс – среднесуточный пробег одного автомобиля, км; т – плановый коэффициент технической готовности.
Число технических воздействий определяют по группам автомобилей, имеющим одинаковую периодичность обслуживания.
Число ТО-2 равно:
N2==137970/18480=7,6
где N2 – число ТО-2 на один автомобиль в год.
Число ТО-1 равно:
N1 = – N2=137970/4620-8=22
где N1 – число ТО-1 на один автомобиль в год; N2 – число ТО-2 на один автомобиль в год.
Число ЕО равно:
Nео= Lг/ lсс=137970/420=328
где Nео – число ЕО на один автомобиль в год.
Число автомобилей, диагностируемых в процессе текущего ремонта согласно [1], принимают равным 10 % от программы ТО-1 за год. Таким образом, количество Д-1 на один автомобиль в год:
NД1 = 1,1N1 + N2=32
где NД1 – количество Д-1 на один автомобиль в год с учетом числа технических воздействий (ТО-1 и ТО-2).
Число автомобилей, диагностируемых при текущем ремонте, принимают равным 20 % от годовой программы ТО-2.
Таким образом, количество Д-2 на один автомобиль в год:
NД2 = 1,2N2=9,610
где NД2 – количествоД-2 на один автомобиль в год с учетом числа технических воздействий (ТО-2).
1.4. Расчет числа дней простоя автомобиля в период ТО-2
и текущего ремонта, коэффициента выпуска автомобиля
на линию, коэффициента нерабочих дней автомобиля
и годового пробега парка автомобилей АТП
Число дней простоя одного автомобиля в период ТО-2 и текущего ремонта (затраты времени на ТО-1 при этом не учитывают поскольку ТО-1 выполняют без снятия автомобиля с линии – в межсменное время):
Др== = 28,97 дней
где Др – число дней простоя одного автомобиля в период ТО-2 и текущего ремонта, дни; Дто-тр – нормативное число дней простоя в период ТО-2 и ремонта для данной марки автомобиля на 1 000 км пробега, дни/1 000 км (табл. 9); k4 – нормативный коэффициент, учитывающий продолжительность простоя в период ТО-2 и ремонта в зависимости от пробега автомобиля.
Коэффициент выпуска, определяющий долю календарного времени, в течение которого автомобиль (или парк автомобилей) осуществляет транспортную работу (перевозит грузы, пассажиров и т.п.) на линии:
=0,9=0,9
где в – коэффициент выпуска автомобиля на линию; т – плановый коэффициент технической готовности автомобиля (по заданию); Дн – число дней в году, в течение которых исправный автомобиль не используется в транспортной работе по организационным причинам (выходные и праздничные дни, отсутствие работы, персонала, стихийные бедствия), дни;
Дн= Дк – Дрг= 365 - 365 = 0дн.
где Дрг – число дней работы АТП в году, дней;Дк – число календарных дней в году
(Дк = 365 дней).
1.5. Расчетчисла техническихвоздействий
на парк автомобилей за год
Число ТО-1, проводимых автотранспортным предприятием за год:
N = АсN1= 600
где N – число ТО-1 на парк автомобилей в год; Ас – списочное число автомобилей на АТП.
Число ТО-2, проводимых автотранспортным предприятием за год:
N = АсN2= 600 8 = 4800
где N – число ТО-2 на парк автомобилей в год.
Число операций ежедневного технического обслуживания, проводимых автотранспортным предприятием за год:
N = АсNео= 600 328 = 196800
где N – число операций ежедневного технического обслуживания на парк автомобилей в год.
Количество Д-1, проводимых автотранспортным предприятием за год:
N = АсNД1= 600 32 = 19200
где N – количество Д-1 на парк автомобилей в год.
Количество Д-2 в автотранспортном предприятии за год:
N = АсNД2= 600 10 = 6000
где N – количество Д-2 на парк автомобилей в год.
1.6. Расчет числа технических воздействий за сутки
Число ТО-1 в сутки:
N =
где N – число ТО-1 в сутки.
Число ТО-2 в сутки:
N =
где N – число ТО-2 в сутки.
Число ежедневного технического обслуживания в сутки:
N =
где N – число операций ежедневного технического обслуживания в сутки.
1.7. Расчет годового объема работ ЕО, ТО, ТР и диагностики
Таблица 4
|
Трудоёмкость ЕО,чел-час
|
0,35
|
|
Трудоёмкость ТО-1,чел-час
|
2,5
|
|
Трудоёмкость ТО-2,чел-час
|
10,5
|
|
Трудоёмкость ТР, чел час
|
3,0
|
Трудоемкость ежедневного технического обслуживания, чел.-ч:
tео=tk2k5=0,35 чел.-ч
где tео – скорректированная трудоемкость ежедневного технического обслуживания, чел.-ч;t – нормативная трудоемкость ежедневного технического обслуживания, чел.-ч (табл. 10 приложения 1).
Трудоемкость ТО-1, чел.-ч:
t1 = tk2k5=2,5 чел.-ч
где t1 – скорректированная трудоемкость ТО-1, чел.-ч;t – нормативная трудоемкость
ТО-1, чел.-ч (табл. 10 приложения 1).
Трудоемкость ТО-2, чел.-ч:
t2 = tk2k5= 10,5 чел.-ч
где t1 – скорректированная трудоемкость ТО-2, чел.-ч;t – нормативная трудоемкость
ТО-2, чел.-ч (табл. 10 приложения 1).
Трудоемкость текущего ремонта, чел.-ч:
tтр= tk1k2k3k4k5= 3,0 чел.-ч
где tтр – скорректированная удельная трудоемкость текущего ремонта, чел.-ч/1000 км пробега; t – нормативная удельная трудоемкость текущего ремонта, чел.-ч/1000 км пробега (табл. 10 приложения 1).
Годовой объем работ ежедневного технического обслуживания, чел.-ч:
T = Ntео=196800 чел.-ч
где T – объем работ ежедневного технического обслуживания в год, чел.-ч; N – число ЕО на парк автомобилей в год;tео – скорректированная трудоемкость ежедневного технического обслуживания, чел.-ч.
Годовой объем работ по ТО-1, чел.-ч:
T = Nt1= 13200 чел.-ч
где T – объем работ ТО-1 в год, чел.-ч; N – число ТО-1 на парк автомобилей в год;t1 – скорректированная трудоемкость ТО-1, чел.-ч.
Годовой объем работ по ТО-2, чел.-ч:
Т = Nt2=4800чел.-ч
где Т – объем работ ТО-2 в год, чел.-ч; N – число ТО-2 на парк автомобилей в год;t2 – скорректированная трудоемкость ТО-2, чел.-ч.
Годовой объем работ по текущему ремонту, чел.-ч:
T = (tтрL)/1 000=чел.-ч
где T – объем работ ТР в год, чел.-ч; tтр – скорректированная удельная трудоемкость одного ТР на 1 000 км пробега, чел.-ч/1 000 км; L–годовой пробег парка автомобилей, км;
L = LгАс=137970 км
где Lг – годовой пробег одного автомобиля, км; Ас–списочное число автомобилей на автотранспортном предприятии (по заданию).
Годовой объем постовых работ по текущему ремонту, чел.-ч:
T = пT= 0,40 чел.-ч
где п – доля постовых работ в годовом объеме работ по текущему ремонту (п = 0,40).
Годовой объем работ на производственных участках текущего ремонта, чел.-ч:
T = уT=0,6 чел.-ч
где у – доля работ на производственных ремонтных участках в годовом объеме работ по текущему ремонту (у = 0,6).
Работы по диагностированию являются неотъемлемой частью работ по техническому обслуживанию. Поэтому годовой объем работ Д-1 составляет 10…12 % годового объема работ ТО-1, а годовой объем работ Д-2 составляет сумму, состоящую из 10 % годового объема работ по ТО-2 и 12 % годового объема по текущему ремонту.
Суммарный объем работ по ТО и ремонту на автотранспортном предприятии в год:
Tто-тр= T + T + T + T= 55104+26400+40320+869211= 991035ч.ч.
1.8 Расчет трудоемкости участка
В соответствии с заданием на курсовое проектирование необходимо спроектировать агрегатный участок, текущего ремонта, и для расчетачисленности ремонтно-обслуживающего персонала необходимо применить следующее соотношение:
Тi =аiT== 7301,4 ч.ч.,
где T – общий объем работ по текущему ремонту, осуществляемый на участках, в отделениях или цехах текущего ремонта (60 % от общего объема ТР); аi – доля работ по текущему ремонтуна агрегатном участке (табл. 11).
1.9 Расчет количества рабочих в агрегатном участке
Число рабочих мест
= 4
где Рт – число рабочих мест, ед.; Тi – объем работ на заданном для проектирования подразделении автотранспортного предприятия (зона, участок, отделение или цех), чел.-ч; Фт– фонд рабочего времени рабочего места, чел.-ч.
Окончательно принимаем технологически необходимое количество Рабочих в размере РТ = 1. Годовой фонд времени рабочего места Фт(в часах) для 40-часовой рабочей недели приведен в табл. 12.
Численность рабочих по штатному расписанию:
= 5чел
где ш – коэффициент штатности, равный 0,89.
Таблица с разрядами
|
Профессия
|
количество
|
В т.ч. по разрядам
|
|
|
|
1
|
2
|
3
|
4
|
5
|
|
Моторист
|
2
|
-
|
-
|
-
|
1
|
1
|
|
Слесарь по ремонту агрегатов
|
3
|
-
|
-
|
2
|
1
|
-
|
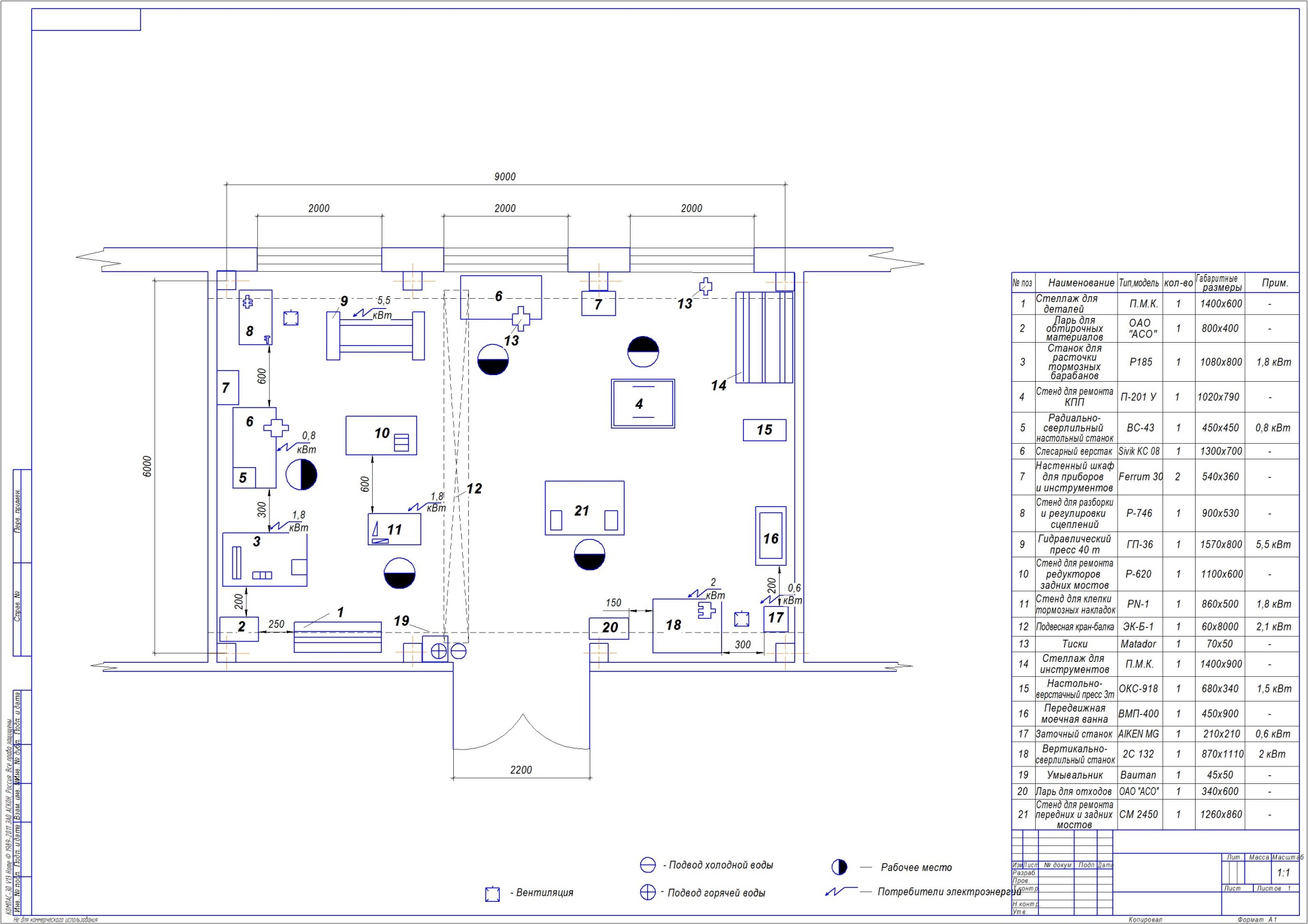
1.10 Подбор оборудования и оснастки производственных участков
Подбор оборудования осуществляем по техническим характеристикам стандартного гаражного оборудования, исходя из перечня выполняемых работ на участке, учитывая количество рабочих постов и типа обслуживаемых автомобилей. Технологическое оборудование представлено в таблице 5.
Ведомость технологического оборудования Таблица 5
|
Технологическоеоборудование
|
|
№ п/п
|
Наименование
оборудования
|
Кол-во
|
Габаритныеразмеры, мм
|
Площадь,
м2
|
Энергоемкость, кВт
|
Стоимость, р/шт
|
Маркаили
модель
|
|
1
|
Станок для расточки
Тормозных барабанов
|
1
|
1080х800
|
0,9
|
1,8
|
289500
|
Р185
|
|
2
|
Радиально-сверлильный
настольныйстанок
|
1
|
450х450
|
0,2
|
0,8
|
1150
|
ВС- 43
|
|
3
|
Стенд для разборки и регулировки сцепления
|
1
|
900х530
|
0,5
|
-
|
36550
|
Р- 746
|
|
4
|
Гидропресс 40т
|
1
|
1570х800
|
1,3
|
5,5
|
400000
|
ГП-36
|
|
5
|
Стенд для ремонта
редукторов задних
мостов
|
1
|
1100х600
|
0,7
|
-
|
38300
|
Р-620
|
|
6
|
Стенд для клёпки
тормозных накладок
|
1
|
860х500
|
0,4
|
1,8
|
95000
|
PN-1
|
|
7
|
Подвеснаякран-балка
|
1
|
60х6000
|
0,4
|
2,1
|
115600
|
ЭК-Б-1
|
|
8
|
Настольно-верстачныйпресс 3т
|
1
|
680х340
|
0,2
|
1,5
|
52000
|
ОКС-918
|
|
9
|
Стенддляремонта КПП
|
1
|
1020х790
|
0,8
|
-
|
67000
|
П-201У
|
|
10
|
Стенд для ремонта передних и задних мостов
|
1
|
1260х860
|
1,08
|
-
|
55000
|
СМ 2450
|
|
11
|
Вертикально-сверлильныйстанок
|
1
|
870x1110
|
1
|
2
|
157000
|
2С132
|
|
12
|
Заточныйстанок
|
1
|
210х210
|
0,04
|
0,6
|
2530
|
AIKEN MG
|
|
13
|
|
|
|
Fоб=7,52м2
|
N = 16,1 кВт
|
|
|
В работе агрегатного участка предусматриваем широко использовать разнообразный современный универсальный, специализированный ручной и механизированный инструмент, приспособления. Ведомость технологической оснастки представлена в таблице 6.
Таблица 6
Ведомостьтехнологическойоснастки
|
технологическаяоснастка
|
|
№ п/п
|
Наименование
оборудования
|
Кол-во
|
Габарит
ныеразмеры, мм
|
Площадь, м2
|
Энерго-емкость, кВт
|
Стоимость, р/шт
|
Маркаили
модель
|
|
1
|
Разводнойключ
|
2
|
|
|
|
320
|
Jonnesway
|
|
2
|
Кусачки
|
4
|
|
|
|
150
|
Matrix
|
|
3
|
Пассатижи
|
5
|
|
|
|
180
|
Matrix
|
|
4
|
Плоскогубцы
|
5
|
|
|
|
330
|
Force
|
|
5
|
Молоток
|
5
|
|
|
|
400
|
Gross
|
|
6
|
Домкратподкатной
|
2
|
|
|
|
2400
|
Full star
|
|
7
|
Электо-дуговаясварка
|
1
|
|
|
4,0
|
9200
|
Торус 250
|
|
8
|
Дрель
|
2
|
|
|
0,6
|
1400
|
Sparke
|
|
9
|
Болгарка
|
2
|
|
|
0,9
|
2500
|
Bosch
|
|
10
|
Киянка
|
4
|
|
|
|
650
|
Stayer
|
|
11
|
Напильник
|
5
|
|
|
|
180
|
АСС
|
|
|
|
|
|
|
|
|
|
Подбор организационной оснастки осуществляем исходя из перечня работ выполняемых в агрегатном участке, учитывая количество рабочих мест и количество одновременно работающих в наиболее загруженную смену. Ведомость организационной оснастки представлена в таблице 7.
Таблица 7
Ведомостьорганизационнойоснастки
|
Технологическоеоборудование
|
|
№ п/п
|
Наименование
оборудования
|
Кол-во
|
Габаритныеразмеры, мм
|
Площадь,
м2
|
Энергоемкость, кВт
|
Стоимость, р/шт
|
Маркаили
модель
|
|
1
|
Стеллаждлядеталей
|
2
|
1400х600
|
0,8
|
-
|
3990
|
ПромМеталлКомплектация
|
|
2
|
Ларьдляобтирочныхматериалов
|
1
|
800х400
|
0,3
|
-
|
2800
|
ОАО ”АСО”
|
|
3
|
Передвижнаямоечнаяванна
|
1
|
450х900
|
0,4
|
-
|
3500
|
ВМП-400
|
|
4
|
Телефон и радио
|
1
|
55х35
|
0,002
|
0,15
|
1690
|
Voxtel E105
|
|
5
|
Раковинадлямытьярук
|
1
|
45х50
|
0,002
|
-
|
1800
|
BAUMAN
|
|
6
|
Слесарныйверстак
|
1
|
1300х700
|
0,9
|
-
|
18990
|
Sivik КС 008
|
|
7
|
Настенный шкаф для приборов и инструментов
|
1
|
540х360
|
0,2
|
-
|
4690
|
Ferrum 30
|
|
8
|
Ларьдляотходов
|
1
|
600х340
|
0,2
|
-
|
2750
|
ОАО
"АСО"
|
|
9
|
Тиски
|
2
|
70х50
|
0,04
|
-
|
9900
|
Matador
|
|
|
|
|
|
Fоб=3м2
|
N = 16,1 кВт
|
|
|
Расчетплощадипроизводственногоучастка.
Состав помещений определяется размером АТП и производственными программами по эксплуатации, техническому обслуживанию и ремонту. В соответствии с нормами проектирования на АТП и СТО должны предусматриваться отдельные производственные помещения для размещения следующих зон и производственных участков: участка уборочно-моечных работ; зоны технического обслуживания и текущего ремонта; агрегатно-механического; ремонта приборов системы питания и электрооборудования; кузовного и окрасочного.
На СТОА допускается размещать в одном помещении с постами технического обслуживания и ремонта следующие участки: агрегатно-механический, ремонта приборов системы питания и электрооборудования.
В помещениях кузовных работ допускается размещать посты для выполнения работ непосредственно на автомобиле.
Определение требуемой для размещения оборудования агрегатного участка в соответствии с технологическими и санитарно-техническими нормами производственной площади производим по формуле:
10,5 4 = 42м2
где fоб – площадь, оборудования и организационной оснастки в плане, составляет 10,5 .м2; Кп – коэффициент плотности расстановки оборудования,Кп = 3 – 4,5.
С учетом размещения агрегатного участка в основном производственном корпусе АТП, определим и скорректируем необходимую площадь с учетом стандартной строительной сетки колонн. Выбираем стандартную строительную сетку 6х9 м, общей площадью в 54 м2.
Превышение расчетной площади помещения, выбранного для размещения агрегатного участка над принятой, определим по формуле:
м2
Превышение расчетной площади над принятой должно находится в пределах нормы до 20%, при общей площади помещения менее 100 м2. Принимаем высоту помещения с учетом того, что в участке располагается подъемное оборудование, и требуемое расстояние для подвеса светильников Hу = 4,2 м.
1.11. Обоснование технологической планировки производственного
участка.
Разработка планировочного решения участка производится в соответствии с технологией работ, требованиями научной организации труда, строительных норм и правил.
Наружная несущая стена помещения выполнена из кирпича и имеет толщину 380 мм, внутренние стены предусматриваем выполнить из плоских панелей армированного легкого бетона толщиной 150 мм.
Предусматриваем установить на участке двухпольные двери шириною 1490 мм, и три оконных проема шириной 1800 мм. Расстановку оборудования производим с учетом нормативных требований безопасности, противопожарной защиты, эргономики, санитарно-технических норм.
При размещении оборудования учитываем требования к удобству монтажа и обслуживания, соблюдая нормативные расстояния между отдельными видами оборудования, оборудования и элементами здания.
2. ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ.
2.1.Выбор метода организации труда.
При выборе метода организации труда в агрегатном участке необходимо учитывать комплекс выполняемых работ при ТР и техническом обслуживании, так при проведении электротехнических, диагностических, сварочных и шинных работ рабочие участков привлекаются в зоны ТО-1 и ЕО, однако фактически они принадлежат участкам.
Рабочие участка не смогут сформировать полноценную бригаду и поэтому они входят в состав специализированной бригады, дополненной рабочими других участков.
Рабочими местами в участке являются : стенд для обкатки КПП, стенд для сборки-разборки агрегатов, слесарный верстак, радиально-сверлильный настольный станок , вертикально-сверлильный станок, стенд для ремонта передних и задних мостов, стенд для ремонта редукторов задних мостов, стенд для разборки и регулировки сцепления . На которых выполняют работы по сборке-разборке агрегатов.
Работы в участке распределяются между рабочими бригадиром, каждый рабочий несет индивидуальную ответственность за порученную ему работу.
2.2.Организация технологического процесса ремонта КПП
Независимо от объема работ по разборке коробки передач всегда нужноисполнять следующие рекомендации:
- после установки коробки передач стоит контролировать уровень масла. Величина масла Sae 80, ApiGl–4; Gl–5 составляет 3,1 л;
- всегда следует подменять все бумажные прокладки, уплотнительные кольца круглого сечения и манжеты валов. Место промеж кромками манжет перед монтажом всегда смазывать пластичной смазкой;
- досконально расчистить все уплотняющие плоскости.
При использовании герметика наносить его размеренно и следить за тем, чтобы не забивались вентиляционные отверстия;
- всегда подменять все пружинные упорные или упорные кольца. Пружинные упорные кольца при монтаже не распространять слишком сильно и всегда следить за тем, чтобы они действительно попадали в канавку;
- болты и гайки, используемые для фиксации задней крышки и картера, отворачивать и зажимать крест-накрест. Все самостопорящиеся гайки и болты нужно подменять. Следить за соблюдением моментов затяжки;
- игольчатые подшипники устанавливать маркировкой наружу стороной, с которой применяется оправка;
- все подшипники смазывать перед монтажом;
- внутренние кольца конических роликовых подшипников перед монтажом нагревать до 100° С. Не путать промеж собой внутренние и внешние кольца разнообразных подшипников. Конические роликовые подшипники одного вала подменять всегда в комплекте; HyundaiSolaris разборка коробки передач
- толщину компенсационных шайб всегда измерять микрометром в нескольких местах. Устанавливать только шайбы без заусенцев и других изъянов;
- кольца синхронизатора контролировать на изнашивание и при надобности подменять согласно указаниям в соответствующем разделе. Перед монтажом досконально смазывать их маслом, чтобы они при первом же пуске не начали работать всухую.
Полная разборка коробки передач
рис. 2. Части пятой передачи, располагающиеся под крышкой коробки передач: 1 — болт, 8 Н·м; 2 — крышка коробки передач; 3 — прокладка; 4 — скользящая муфта, пятая передача; 5 — вилка переключения, пятая передача; 6 — фиксатор (или упорное кольцо); 7 — ступица синхронизатора; 8 — кольцо синхронизатора; 9 –шестерня, пятая передача; 10 — игольчатый подшипник; 11— опорная втулка; 12 — регулировочная шайба
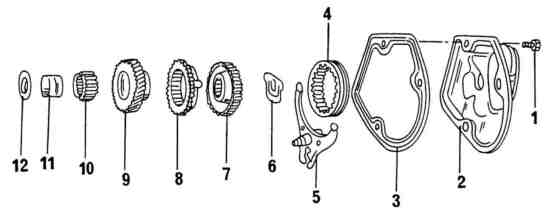
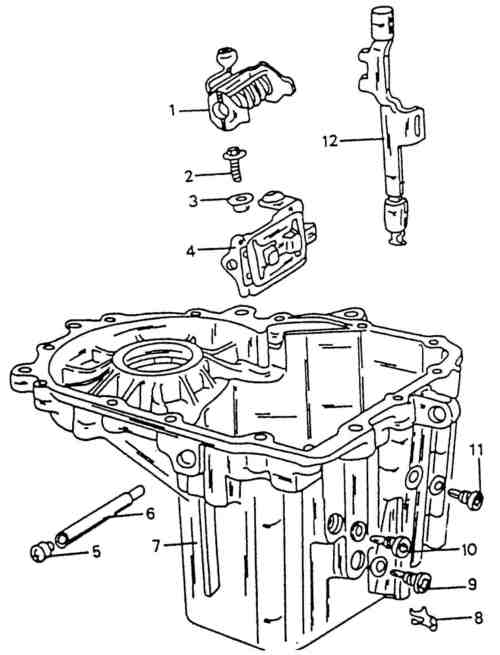
рис.3. Части картера коробки передач и картера сцепления: 1 — болт, 25 Н·м; 2 — приводной фланец, правый; 3 — пружина; 4 — регулировочная шайба; 5 — коническое кольцо; 7 — болт, 25 Н·м; 6 — картер сцепления; 8 — шестерня привода спидометра; 9 — направляющая втулка; 10 — дифференциал; 11 — магнит; 12 — установочный стержень; 13 — коническое кольцо; 14 — регулировочная шайба; 15 — пружина; 16 — приводной фланец; 17 — болт, 25 Н·м; 18 — упорное кольцо; 19 — шестерня, пятая передача; 20 — картер коробки передач; 21 — установочный стержень
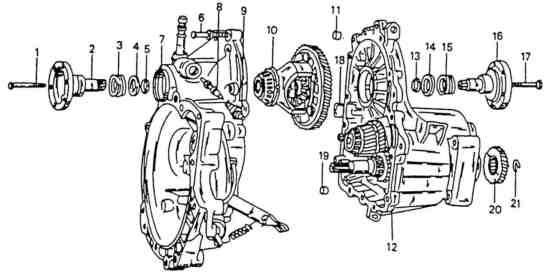
На рисунках. 2 и 3 показаны части картера коробки передач. Нижеследующие рекомендации относятся к данным рисункам.
Для разборки коробки передач следует осуществить следующее:
- слить трансмиссионное масло. Вставить установленную на переходнике головку в одно из отверстий на приводном фланце и опереться отверткой о болт, как изображено на рисунке.4. Открутить болт. Оба фланца отворачиваются одинаково;
рис. 162. Фиксация фланца коробки передач при отвинчивании болтов
HyundaiSolaris разборка коробки передач
- демонтировать приводные фланцы с картера коробки, для чего расположитьпод фланцем две лопатки, используемые для снятия шин. Обращайте внимание на то, что левый и правый фланцы отличаются друг от друга по длине и имеют разную маркировку. Фланец в картере коробки передач (левая сторона) — наиболее короткий;
- демонтировать на обеих сторонах пружину 15 (см. рисунок. 3), регулировочную шайбу 14 и коническое кольцо 13. Бурт конического кольца обращен в сторону регулировочной шайбы;
- применяя рисунок. 2, открутить три болта 1 задней крышки 2 и демонтировать прокладку 3;
- палец переключения передач зафиксировать на валу управления и включить пятую передачу. Для этого отстранить внутрь тягу вилки переключения коробки передач и развернуть ее влево;
рис. 5. Демонтаж вилки переключения передач: 1 — гайка; 2 — болт вилки
- согласно рисунок. 5. ослабить контргайку 1 под переключающей вилкой и открутить болт 2 с шаровой головкой. Демонтировать вилку 5 (см. рисунок.2) подключения пятой передачи одновременно со скользящей муфтой 4;
- еще поставить скользящую муфту на ступицу синхронизатора;
рис. 6. Демонтаж частей шестерни пятой передачи (заблокировать передачи в соответствии со стрелками 1, 2 и 3)
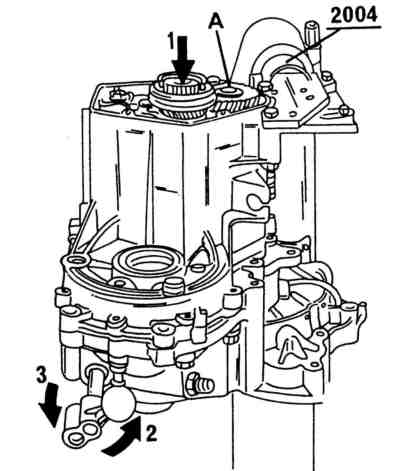
- открутить болт А (рис.6) для шестерни пятой передачи. Для этого включить пятую передачу (стрелка 1), а также вторую передачу. Для подключения второй передачи повторять пеpедвижения по стрелкам 2 и 3;
- еще демонтировать ступицу переключения для пятой передачи и выключить вторую передачу;
- демонтировать фиксатор 6 (см. рисунок.2). Здесь может быть размещено упорное кольцо. При монтировании фиксатор допустимо заместить пружинным упорным кольцом соответствующего размера. Фиксатор или пружинное упорное кольцо находятся в месте, предписанном на рисунок.7;
рис.7. Фиксация ступицы синхронизатора на валу с участием упорного кольца (стрелка)
HyundaiSolaris разборка коробки передач
- поставить съемник под шестерню 9 пятой передачи и демонтировать ступицу 7 синхронизатора с шестерней;
- демонтировать игольчатый подшипник 10;
- поставить отвертку под регулировочную шайбу 12 для шестерни пятой передачи и демонтировать с вала шайбу одновременно с опорной втулкой 11 игольчатого подшипника;
- демонтировать пружинное упорное кольцо 21 (см. рисунок.3) и демонтировать шестерню 20 пятой передачи с вала. Шестерню отжимать или с участием двух отверток, установленых на двух противоположных друг другу сторонах, или соответствующим съемником. Обратить внимание: скос шестерни обязан быть обращен в сторону конического роликового подшипника;
- сдавить с участием щипцов указанное на рисунок. 166 пружинное кольцо и извлечь его
рис. 8. Демонтаж пружинного кольца
- открутить болты картера сцепления от картера коробки передач;
- демонтировать картер сцепления. В уплотняющую плоскость вставлены 2 установочных штифта и, возможно, потребуется нанести несколько ударов резиновым молотком, чтобы разделить картер на две части. Другой вариант: выбить установочные штифты бородком через картер;
- извлечь дифференциал;
рис. 9. Демонтаж уплотняющей заглушки сбоку коробки передач
- извлечь уплотнительные заглушки из боковой стороны коробки передач. Они вынимаются с участием киянки. На рисунок. 8.показано, как размещается приспособление. Взамен инструмента 771/38 допустимо ввернуть болт М7х35 мм. Для этого нужно спилить головку болта и осуществить скос в резьбе, чтобы привернуть проставку 771/15;
- демонтировать вал устройства переключения передач. Если потребуется, применять бородок в соответствии с рисунок. 10;
рис. 10. Выбивание бородком вала устройства переключения передач
HyundaiSolaris разборка коробки передач
рис. 11. Демонтаж пальца переключения передач: 1 — палец; 2 — консоль
- извлечь пружину (указанное стрелкой область на рисунок.11), содержащуюся промеж пальцем 1 переключения передач и переключающей консолью 2 (рис.11), и демонтировать палец переключения передач. Под ним распологается болт, удерживающий переключающую консоль и втулку;
- отделить тумблер фонарей заднего хода. Близко находятся три болта фиксации передачи заднего хода. Открутить дaнные болты;
- демонтировать тяги вилок подключения пятой передачи и заднего хода, а также рычаг подключения заднего хода, применяя рисунок.12;
рис.12. Демонтаж тяг вилок переключения передач: 1 — тяга вилки подключения пятой передачи; 2 — тяга вилки подключения заднего хода; 3 — рычаг подключения заднего хода
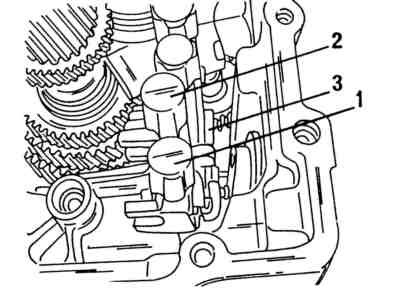
рис. 13. Демонтаж валов коробки передач: 1 — вал передачи заднего хода; 2 — шестерня заднего хода; 3 — тяга вилки переключения первой/второй передачи; 4 — ведомый вал; 5 — первичный вал; 6 — тяга вилки переключения третьей/четвертой передачи
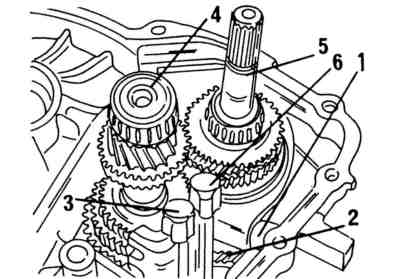
- при выполнении следующей манипуляции применять рисунок. 13. Прежде выбить вал 1 передачи заднего хода. Далее извлечь из картера коробки передач первичный вал 5, ведомый вал 4, тягу 3 вилок переключения первой/второй передач, тягу 6 вилок переключения третьей/четвертой передачи, шестерню 2 подключения заднего хода и вал 1.
Демонтаж первичного и ведомого вала
Первичный вал может сниматься одновременно с ведомым валом. Если нужно заместить первичный вал или конический роликовый подшипник, то приводной вал необходимо регулировать снова, как изложено ниже.
Для демонтажа первичного и ведомого вала нужно осуществить следующее:
рис.14. Размещение частей в картере коробки передач: 1 — палец переключения передач; 2 — болт, 16 Н·м; 3 — втулка для узла фиксации рычага переключения передач; 4 — рычаг переключения передач; 5 — пробка; 6 — вал устройства переключения передач; 7 — картер коробки передач; 8 — предохранительный зажим для вилки подключения пятой передачи; 9 — резьбовая пробка; 10, 11 — резьбовые заглушки; 12 — направляющая подключения пятой передачи
HyundaiSolaris снятие первичного и ведомого вала
На рисункe. 14. показаны детали, расположенные в картере коробки передач. Некоторые детали, возможно, уже вынуты, если коробка передач была целиком разобрана. Вал 6 (рис. 14) устройства переключения передач нужно выбить оправкой после того, как будет вынута пробка 5, (см. рисунок.). Оправку устанавливать, как изображено на рисунок.10. Если нужно демонтировать палец переключения передач 1 (см. рисунок.14), то после установки или замещения следует провести его регулировку, как изложено в предыдущем разделе, чтобы поставить соосность с соединительной втулкой.
рис. 9. Демонтаж уплотняющей заглушки сбоку коробки передач
рис. 10. Выбивание бородком вала устройства переключения передач
HyundaiSolaris снятие первичного и ведомого вала.
Подшипник рычага 4 переключения передач допустимо вынимать после вывинчивания болта 2 и демонтажа втулки 3:
- выкрутить с единственной стороны коробки передач две заглушки 9 и 10 и высвободить находящиеся под ними части;
- выкрутить резьбовую заглушку 11 из картера коробки передач. Он фиксирует в картере вал заднего хода;
- выбить вал 7 заднего хода (рис. 15);
рис. 15. Шестерни и валы коробки передач: 1 — ведомый вал; 2 — направляющая переключения первой/второй передачи; 3 — направляющая переключения/вилка переключения третьей/четвертой передачи; 4 — первичный вал; 5 — направляющая подключения заднего хода; 6 — поворотный рычаг; 7 — вал заднего хода; 8 — шестерня заднего хода
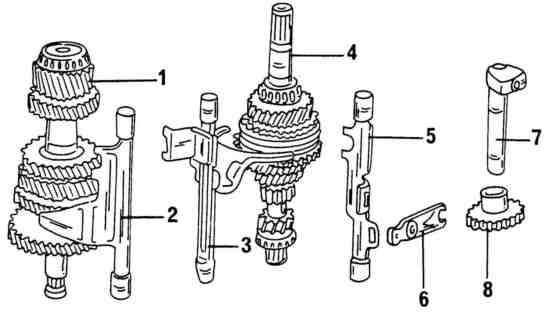
- первичный вал, ведомый вал, шестерня заднего хода с валом заднего хода и обе передаточных направляющих свести вмеcте и извлечь за одно целое из картера, как изображено на рисунок. 16;
рис. 16. Демонтаж валов коробки передач: 1 — вал передачи заднего хода; 2 — шестерня заднего хода; 3 — тяга вилок переключения первой/второй передачи; 4 — ведомый вал; 5 — первичный вал; 6 — тяга вилок переключения третьей/четвертой передачи
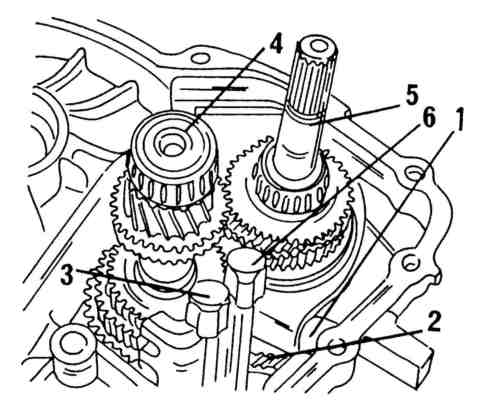
- провести разборку вынутого комплекта шестерен коробки передач на отдельные части. На рисунке. 15 показано, как части сопряжены друг с другом. Вилки подключения передач просто вынимаются из скользящих муфт синхронизаторов.
Все части перед проведением измерения досконально прочистить.
2.3 Мероприятия по охране труда в агрегатном участке.
Инструкция по технике безопасности автослесаря:
К самостоятельной работе по ремонту и техническому обслуживанию автомобилей допускаются лица, имеющие соответствующую квалификацию, получившие вводный инструктаж и первичный инструктаж на рабочем месте по охране труда, прошедшие проверку знаний по управлению грузоподъемными механизмами.
Слесарь, не прошедший своевременно повторный инструктаж по охране труда (не реже одного раза в 3 месяца), не должен приступать к работе.
Слесарь обязан соблюдать правила внутреннего трудового распорядка, утвержденные на предприятии.
Продолжительность рабочего времени слесаря не должна превышать 40 ч в неделю.
Продолжительность ежедневной работы (смены) определяется правилами внутреннего трудового распорядка или графиками сменности, утверждаемыми работодателем по согласованию с профсоюзным комитетом.
Слесарь должен знать, что наиболее опасными и вредными производственными факторами, действующими на него при проведении технического обслуживания и ремонта транспортных средств, являются: автомобиль, его узлы и детали ,оборудование, инструмент и приспособления, электрический ток , этилированный бензин , освещенность рабочего места.
Слесарь должен работать в специальной одежде и в случае необходимости использовать другие средства индивидуальной защиты.
Слесарь должен соблюдать правила пожарной безопасности, уметь пользоваться средствами пожаротушения.
Курить разрешается только в специально отведенных местах.
Слесарь во время работы должен быть внимательным, не отвлекаться на посторонние дела и разговоры.
О замеченных нарушениях требований безопасности на своем рабочем месте, а также о неисправностях приспособлений, инструмента и средств индивидуальной защиты слесарь должен сообщить своему непосредственному руководителю и не приступать к работе до устранения замеченных нарушений и неисправностей.
2.4 Мероприятия по охране окружающей среды.
Расчет вентиляции.
Предусматриваем для электротехнического участка наличие принудительной приточно-вытяжной вентиляции с кратностью воздухообменаК = 4. Тогда производительность вентиляционной установки определится по формуле:
4424,2=706м3/ч.
где Hу – принятая высота участка, Hу = 4.2 м.
Требуемый воздухообмен, сможет обеспечить установка, состоящая из одного осевого вентилятора – ЦАГИ-4 (1800м3/ч.)
Предполагаем организовать систему водоснабжения предприятия по замкнутому циклу, с элементами фильтрации и очистки. В систему вентиляции воздуха устанавливаем специальные фильтры, предотвращающие попадание вредных веществ в атмосферу.
2.5 Мероприятия по противопожарной безопасности.
В агрегатном участке расположены следующие противопожарные средства:
просеянный песок, огнетушители, противопожарный щит с инвентарём(лопата, ведро, войлочная ткань, топор, багор.)
Все участки подключены к системам пожаротушения и пожарооповещения.
3.КОНСТРУКТОРСКАЯ ЧАСТЬ.
3.1 Сравнительный анализ существующего технологического оборудования.
Стенд № 1
марки КС276-031

Рис. 2 – стенд обкаточный
Стоимость - 72000руб.
Универсальный обкаточный стенд позволяет проводить обкатку и испытание двигателей внутреннего сгорания в 3 режимах:
- холодная обкатка,
- горячая обкатка без нагрузки,
- горячая обкатка под нагрузкой.
КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ:
- давление в системе смазки,
- температура охлаждающей жидкости,
- частота вращения коленчатого вала,
- нагрузочный момент,
- развиваемая мощность.
ОСОБЕННОСТИ:
- универсальность;
- малая энергоемкость;
- автоматизированный процесс обкатки;
- интерфейс (связь с персональным компьютером): визуальный контроль за процессом обкатки с удаленного рабочего места, распечатка протоколов обкатки, сбор и хранение результатов;
- удобство и простота монтажа и обслуживания;
- не требует фундамента;
- гарантии и сервис изготовителя.
|
Марки обкатываемых двигателей (базовая комплектация)*
|
ЯМЗ-238, ЯМЗ-236, КамАЗ-740, ЗИЛ-130, ЗИЛ-375, ЗИЛ-508.10,
Д-245.12 ("Бычок"), ЗМЗ-53, ГАЗ-52, УМЗ-451, УМЗ-417, УМЗ-421,
ЗМЗ-24, ЗМЗ-402, ЗМЗ-406, ВАЗ-2101 – ВАЗ-2106 (классика),
ВАЗ-2108, ВАЗ-21081, ВАЗ-21083, ВАЗ-2111, ВАЗ-2112
|
|
Мощность приводного электродвигателя, кВт
|
30,0
|
|
Электропитание, В
|
380
|
|
Давление сжатого воздуха,
подводимого к стенду, МПа
|
0,3-0,4
|
|
Габаритные размеры, мм
|
3020х1010х1400
|
|
Масса, кг
|
1290
|
|
Стенд № 2
Марки Р-500Е Рис.3 - Стенд для сборки-разборкиКПП
Цена: 50 200 р
|
Стенд для сборки и разборки автомобильных двигателей и агрегатов Р-500Е предназначен для ремонтных подразделений автотранспортных предприятий.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Спсоб поворота вручную через червячный редуктор
Грузоподъемность 500 кг
Длина 1195 мм
Ширина 791 мм
Высота 1050 мм
Масса 169 кг
Стенд для разборки и сборки двигателя является специальным оборудованием для проведения ремонта двигателя на разных уровнях. Его же применяют для разных деталей моторов в случае их ремонта.
Как правило, такие стенды используются в автомастерских. Выглядит приспособление как большой железный стол. Его устанавливают в отведенном для ремонта двигателей месте, намертво прикручивают так, чтобы стенд был абсолютно неподвижен.
Видов стендов для разборки и сборки двигателя много, так как есть очень большой ряд типов самих двигателей. В современном мире быстро расширяется автомобилестроение, соответственно все больше становится разновидностей автомобилей, их двигателей и деталей. Именно поэтому очень важно, чтобы автомастерские были оборудованы современными и качественными стендами.
Сейчас выбор стендов для двигателей очень широк, с их помощью можно производить ремонт, когда двигатель находится вне машины или в ней при различных положениях автомобиля.
Стенд Р-500Е имеет универсальные адаптеры, позволяющие легко установить любой двигатель, КПП, задний мост или другой узел весом до 500 кг. Стенд вместе с двигателем легко перемещается по цеху на колесах, которые в случае необходимости могут быть заблокированы. Самотормозящийся червячный редуктор позволяет повернуть и зафиксировать закрепленный на стенде двигатель или другой узел так, чтобы можно было качественного и с удобством производить ремонтные работы. Имеетсъемнуюкюветудля сбора жидкостей.
Стенд № 3
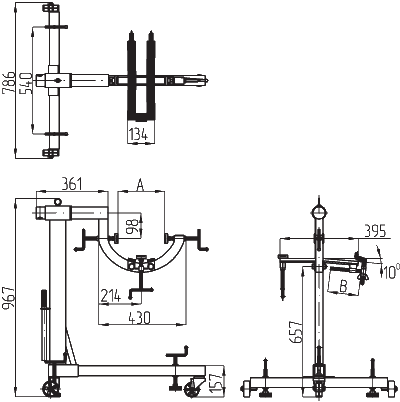
марки П-201У

Рис. 4 - Стенд для сборки-разборки КПП
Стоимость 67000 р
Технические характеристики :
|
Способ поворота
|
вручную, через червячный редуктор
|
|
Грузоподъемность, кг
|
650
|
|
Габаритные размеры, мм
|
1195х791х1050
|
|
Масса, кг
|
180
|
Стенд для разборки-сборки двигателей П-201У универсальный ремонта двигателей, КПП, задних мостов весом до 650 кг, а/м гЗМЗ 402, 4021, 406; ВАЗ 2101-2110; ММЗ 245 и других в подвешенном состоянии, привод-механический. Новый стенд имеет универсальные адаптеры, позволяющие легко установить на стенд любой двигатель, КПП, задний мост или другой узел весом до 650 кг. Самотормозящийся червячный редуктор, позволяет повернуть и зафиксировать закрепленный на стенде двигатель или другой узел так,чтобы было удобно и качественно производить ремонт. Стенд П-201У имеет подвижные опоры для удобного перемещения к месту работы и опоры для стационарной установки. Стенд П-201У имеет поддон для сбора технических жидкостей
Стенд № 4

Рис.5 - Стенд универсальный
Цена : 27 000 р
Универсальный крепеж позволяет без проблем работать практически с любой, ручной, либо автоматической коробкой передач всех Российских и зарубежных производителей,
что делает стенд незаменимым в любом автомобильном сервисном центре.
|
Номер по каталогу
|
8.70
|
|
Грузоподъёмность, кг
|
250
|
|
Расстояние между фиксаторами А, мм
|
109/262
|
|
Ход переднего фиксатора В, мм
|
156
|
|
Вес нетто, кг
|
21,2
|
|
Вес брутто, кг
|
22,1
|
|
ГабаритыДхШхВ, мм
|
880х340х195
|
ВЫБОР ПОДХОДЯЩЕГО СТЕНДА :
На основании изучения характеристик, универсальности, стоимости, и других показателей выбираем универсальный стенд для ремонта агрегатов Р-500Е , т.к. удобство работы стенда для ремонта агрегатов обеспечивается за счет применения универсальных адаптеров, что позволяет легко установить на стенде любой двигатель, КПП, задний мост или другой узел, весом до 650 кг. Конструкция самотормозящегося червячного редуктора позволяет повернуть и зафиксировать закрепленный на стенде двигатель, или другой узел в нужном положении. Стенд Р-500Е является самым лёгким, дешёвым и удобным,обладая при этом широким спектром возможностей.
3.2.Устройство и работа предлагаемого оборудования.
Стенд Р 550Е предназначен для сборки-разборки двигателей автомобилей
и других агрегатов отечественного и импортного производства.
Универсальные адаптеры позволяют легко установить на стенд любой двигатель, КПП, задний мост или другой узел весов до 500 кг;
Самотормозящийся червячный редуктор позволяет повернуть и зафиксировать закрепленный на стенде двигатель или другой узел так, чтобы было удобно и качественно производить ремонтные работы;
Стенд имеет поддон для сбора технических жидкостей.
3.3.Техника безопасности при работе с оборудованием.
Стенд для ремонта КПП предназначен для подвешивания агрегата с целью работ по диагностике, ремонту и транспортировки по помещению. Специальный механизм вращения позволяет изменять углы подвешенного агрегата в диапазоне от 00 до 3600 для наиболее удобного доступа.
Основные рекомендации по использованию стенда для ремонта КПП.
- Не нагружайте стенд за фактическую массу. Перегруз может привести падению агрегата.
- Устанавливайте стенд для ремонта КПП на устойчивых поверхностях, способных выдержать большие веса.
- Обязательно следите за грузом, он должен располагаться по центру и крепко закручен на кронштейнах.
- Используйте стопорный штифт для фиксации поворотного механизма, действуйте медленно и осторожно.
- Не в коем случае не разбирайте стенд и не вносите изменения в конструкцию.
- Несоблюдение правил техники безопасности может привести к падению агрегата, причинить повреждения стенду и вам.
Основные рекомендации по обслуживанию стенда для ремонта КПП:
- Перед началом работы проверяйте нет ли трещин, швов с трещинами, отсутствующих поврежденных частей.
- Контролируйте надежность крепежа элементов.
- После завершения ремонта мойте стенд от загрязнений и держите его в сухом месте, что бы не образовалась на нем ржавчина и коррозия.
- Подвижные части стенда держите чистыми и смазанными.
Заключение
За первые девять месяцев 2011 года рынок легковых автомобилей показал 45% рост в количественном выражении благодаря росту потребительской уверенности, программам государственной поддержки, увеличению доступности кредитования.
В дальнейшем мы ожидаем замедления темпов роста и полагаем, что в 2011 году объем продаж новых легковых автомобилей не превысит 2,5 млн штук.
Благодаря вводу новых мощностей и увеличению использования существующих 2011 год может стать рекордным годом по объему производства легковых автомобилей в России, может быть выпущено около 1,7 млн легковых автомобилей.
Кризис 2008 года показал, что Россия не изолирована от общемировых экономических процессов. В случае развития ситуации по негативному сценарию динамика российского автомобильного рынка может существенным образом измениться.
В текущих экономических условиях игроки автомобильного рынка могут рассчитывать на долгосрочный рост, но при этом должны быть готовыми быстро отреагировать на возможные изменения.
Список литературы
- Журавлев Н.П., Маликов О.Б. Транспортно-грузовые комплексы: Учебн. пособие. – М.: Маршрут, 2010.
- Киреев В.С. Механизация и автоматизация разгрузочных работ «Транспорт» 1991.
- Орлов А.М., Барановская Н.А. Транспортные системы. – РГОТУПС Москва-2008.
- Орлов А.М. Транспортные системы. РГОТУПС Москва-2009.
- Типовой технологический процесс работы грузовой станции. – Москва Транспорт, 2007.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
3
Разраб.
Зернов В.Г..
Провер.
Прокофьев В.В.
Н. Контр.
Утверд.
Лит.
Листов
ГБОУ КАТ №9 гр. 3Р1
4
Изм.
Лист
№ докум.
Подпись
Дата
ист
5
Введение
Изм.Изм.
ЛистЛист
№ докум.№докум.
ПодписьПодпись
ДатаДата
ЛистЛист
6
РАСЧЕТНО ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
Введение
Изм.Изм.
ЛистЛист
№ докум.№докум.
ПодписьПодпись
ДатаДата
ЛистЛист
7
РАСЧЕТНО ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
Введение
Изм.
Лист
№ докум.
Подпись
Дата
Лист
8
ТЕХНОЛОГИЧЕСКАЯЧАСТЬ
АСТЬ.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
9
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
10
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
11
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
12
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
13
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
14
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
2115
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
16
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
17
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
18
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
19
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
20
Технологическая часть
22
23
24
25
26
27
28
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
ЛистЛист
29
Технологическая часть
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
30
Технологическая часть
Изм.
Лист
№ докум.
Подпись
Дата
Лист
31
Изм.
Лист
№ докум.
Подпись
Дата
Лист
32
Изм.
Лист
№ докум.
Подпись
Дата
Лист
33
Изм.
Лист
№ докум.
Подпись
Дата
Лист
34
Изм.Изм.Изм.
ЛистЛистЛист
№ докум.№ докум.№ докум.
ПодписьПодписьПодпись
ДатаДатаДата
ЛистЛистЛист
35
ВведениеВведение
Изм.
Лист
№ докум.
Подпись
Дата
Лист
36
Изм.
Лист
№ докум.
Подпись
Дата
Лист
37
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КПП HYUNDAI SOLARIS